
Abstract
Dual-phase steels are being applied in the automobile sectors for their higher strength with reasonable work hardening exponent. However, applications of these steels in tailor welded blanks for automobile part manufacturing involve laser welding and subsequent sheet forming. The thermal cycle during laser welding changes the local properties of the weld zone, which affects the formability. Hence, the present study was targeted to understand the effect of laser welding in formability of dual-phase steel. Laser welding of 1.2-mm-thick dual-phase steel with tensile strength of 600 MPa (DP600) and 980 MPa (DP980) was performed using 2-kW fibre laser set-up to fabricate two different laser welded blanks. The laser power and scan speed during welding were selected as 1.8 kW and 1000 mm/min, respectively. Weld quality was accessed using microhardness, metallography and transverse tensile tests. Formability of the laser welded blanks was evaluated in terms of cup height by Erichsen cupping test. It was observed that formability of welded blanks reduced compared to parent metals. The soft zone was observed in the heat-affected zone of DP980 welded specimens, and hence, reduction in formability was more. Finite element simulation of Erichsen cupping test was performed using LS-DYNA explicit finite element code.
Introduction
Automobile industries are facing some hard challenges like increase in fuel price, strict government regulation to curb pollution emissions and self-contradicting public demands like fuel economy, safety and comforts within a reasonable price. Hence, auto manufacturers are looking for different sheet materials like advanced high-strength steels (AHSSs) with higher specific strength and enhanced formability along with different new manufacturing technologies to cope up with these competitive situations. Dual-phase (DP) steels are particular type of AHSS finding more application for manufacturing body-in-white (BIW) or other structural parts of automobiles recently. 1 These types of steels are low alloy and low-carbon steels having two different phases in microstructure; hard martensitic island in soft ferrite matrix. DP steels are produced by intercritical annealing to austenite with ferrite region and held there for sufficient time to form small fraction of austenite phases, which are transformed to martensite after quenching. 2 DP steels have high ultimate tensile strength (UTS) to yield strength (YS) ratio, which indicate good energy absorption property, and hence, they have better crashworthiness. Hence, formability of DP steels in deep drawing and stretch forming processes is much interest to various researches.3,4 However, application of DP steels in tailor welded blanks (TWB) for automotive part manufacturing can further enhance fuel economy and crashworthiness. TWBs are single blanks joining different materials through welding, and these engineered blanks are deformed into three-dimensional (3D) components having desired strength, thickness and coating wherever required. 5 Laser welding technique is mostly used in industries as it is autogenous and it offers several advantages like thinner weld width and high penetration with excellent quality. 6 Laser is a versatile source of heat input, which can be applied in various purposes. Laser was also used by Acherjee et al. 7 to weld natural acrylic sheets in lap configuration, where the laser beam was transmitted through the top transparent sheet material and directly heating the interface as the bottom sheet made opaque through black painting. As laser beam can be focused to a smaller diameter beam, and hence, the diode laser was exploited by Mahmood and Pinkerton 8 in direct laser deposition of 316L stainless steel powders on substrate surface for better corrosion protection. Köklü 9 observed that laser welding of aluminium alloy (Al 1050) was not suitable, and all the laser welded blanks (LWBs) showed fracture in the weld during deep drawing. Hence, effect of laser welding on formability of DP steels needs to be studied to get maximum benefits of these AHSSs.
Previously, some studies were performed on formability of laser welded DP steels.10,11 Researchers mainly used diode laser, CO2 laser and Nd:YAG laser while welding purposes. The type of the laser affects the weld quality depending on the beam diameter and power, which in turn governs mode of welding. Xia et al. 12 studied the effect of two different laser, for example, diode and Nd:YAG laser with different heat inputs in change in weld zone properties of different DP steels. They found narrow weld and heat-affected zone (HAZ) width in case of Nd:YAG LWBs and hence better formability. Maximum reduction in formability among laser welded DP steels was observed for DP980 and DP800 due to reduction of hardness in the outer HAZ region, which was referred as soft zone (SZ). 13 Successful simulations of Hecker’s dome test of laser welded DP steels were also tried by many researchers. Panda et al. 14 estimated SZ properties through tensile test experiments and FE method. As mentioned above, all the previous studies were conducted in Hecker’s dome test where the punch size was 104.6 mm, and hence, it was observed that the narrow laser weld zone was very negligible compared to the total deformation zone. However, Erichsen cupping test has a punch diameter of 20 mm, and hence, the influence of weld zone on formability can be evaluated accurately. Hamidinejad et al. 15 studied formability of LWBs of interstitial free galvanized steel sheets of different thicknesses using standard Erichsen cupping test. TWBs with flawless weld were fabricated with proper selection of parameters, and it was observed that fracture occurred in the thinner parent material of the deformed cups. However, study on formability of AHSS LWBs by Erichsen cupping test is rarely available in the open literature. 16 Also application of fibre laser in this field is quite rare. 17
In the present study, LWBs of DP980 and DP600 were prepared using fibre laser. Weld quality was assessed by microhardness measurement and tensile testing. Formability of parent metal and LWBs was studied in terms of Erichsen cup height to understand the effect of welding. FE simulations of Erichsen cupping test implementing LS-DYNA 971 code and incorporating weld properties were performed.
Experiments
Materials
Two different types of DP steel were selected in this present study, and they are 1.2-mm-thick cold rolled galvanized DP600 and galvannealed DP980. Comparison of chemical composition and mechanical properties of the materials were presented in Tables 1 and 2. Chemical compositions of the materials were studied in optical emission spectroscopy (OES), and the mechanical properties obtained by conducting uniaxial tensile testing of parent metals in Instron 8088 make universal testing machine (UTM) at a cross head speed of 2 mm/min. Tensile specimens from parent materials were prepared as per American Society for Testing and Materials (ASTM) E8 standards, and tensile testing was carried out at room temperature. The average properties obtained after performing test of three different samples were reported in Table 2. DP980 has higher strength compared to that of DP600. However, DP600 was much ductile as indicated by its n-value and percentage elongation. These two grades of steel sheets exhibit both normal and planar anisotropy as indicated by their Lankford anisotropy parameters, r-values.
Chemical composition of the DP grade steels studied in the present work.

DP: dual phase.
Uniaxial tensile properties of DP steels.
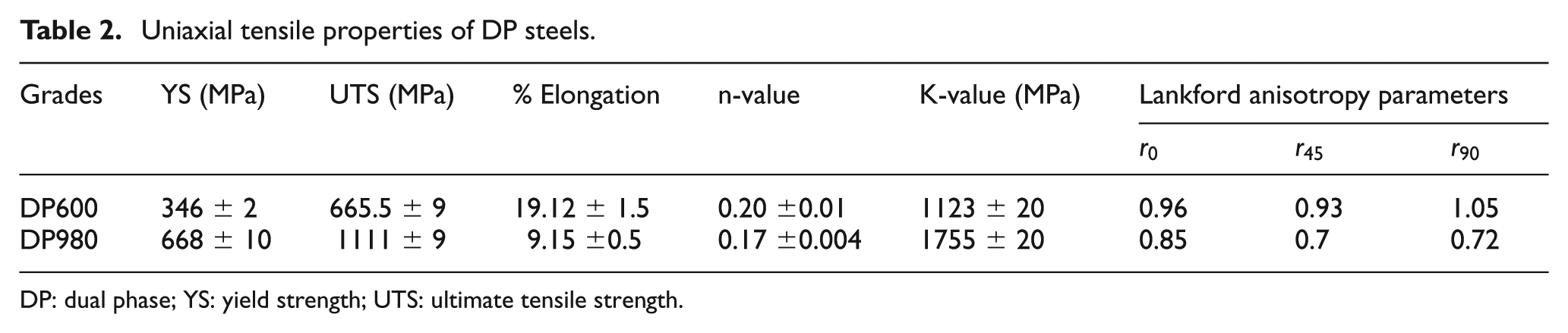
DP: dual phase; YS: yield strength; UTS: ultimate tensile strength.
Laser welding
A 2-kW fibre laser system integrated with a five-axis computer numerical control (CNC) was used for welding. Laser welding power and scan speed were selected as 1.8 kW and 1000 mm/min, respectively. Laser welding of DP600 and DP980 was conducted in butt joint configuration keeping weld line perpendicular to the rolling direction. In this type of welding, edge preparation is crucial, and hence, the specimens were cut in wire electric discharge machine (EDM), and faying surface was cleaned with acetone. An in-house welding fixture was used to clamp the welding interface even and well matched with each other. Argon was used as shrouding gas with a flow rate of 20 L/min. Figure 1 is depicting the complete welding process sequence for fabrication of all LWBs.
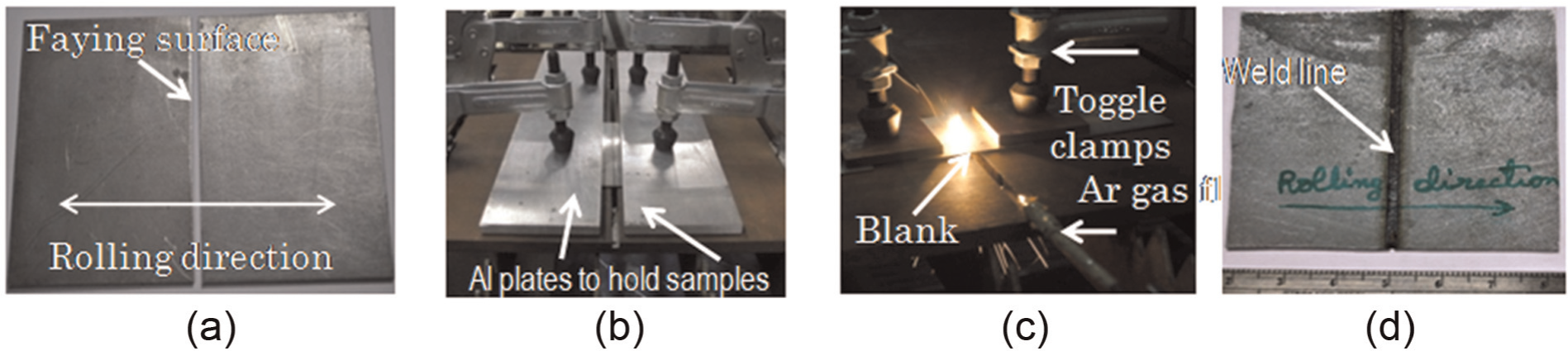
Process sequence of laser welding in present study: (a) wire cut blanks for welding, (b) clamping and aligning of blanks, (c) welding by laser and (d) laser welded blank.
Microstructure and hardness
Metallographic study was conducted for inspecting the weld quality in terms of metallographic observation and hardness testing across the weld zone. Small cross section sheared from LWBs was mounted and polished as per standard metallographic practice. The polished samples were etched using 2% Nital solutions (2 mL HNO3 and 98 mL ethanol) and were observed under scanning electron microscopy (SEM). Vicker’s microhardness values were measured across the weld with 500 g load and 15 s dual time. The hardness readings were evaluated along two horizontal lines one selected near the top of weld and the other at the root of the weld to observe any change in hardness between top and bottom of the weld.
Tensile testing
Uniaxial tensile testing of the welded specimens was carried out to study the failure mode and weld quality of the LWBs, as well as to evaluate the strength of the LWBs. Specimens for tensile test were cut as per ASTM E8M standards, in wire EDM, keeping weld line perpendicular to loading direction (Figure 2). Tests were performed at room temperature in Instron 8088 make UTM at a cross head speed of 2 mm/min till the onset of necking and subsequent fracture.
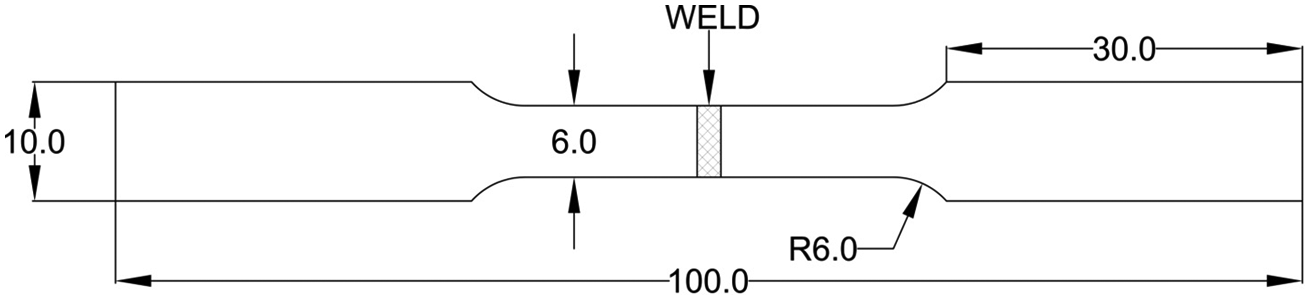
Substandard tensile specimen of laser welded blanks showing weld orientation.
Erichsen cupping test
Erichsen cupping test was carried out to evaluate formability of both the parent materials and LWBs. In this test, the sheet material is deformed in biaxial stress state such that the large plastic strain is not confined within a plane, and the formed component takes a 3D shape through out-of-plane stretching mode. Application of lubrication, surface finish and shape (design) of tools plays important role in formability. Most of the automobile body components, for example, fender, roof and bonnet, are fabricated through out-of-plane stretch forming mode, and the Erichsen cupping test is one of the laboratory scale simulative test, which resembles the actual metal stamping situations. A schematic representation of the Erichsen cupping test is shown in Figure 3. EN ISO 20482 standard, which was also followed by other researchers,
18
was followed in conducting this test. Blanks of
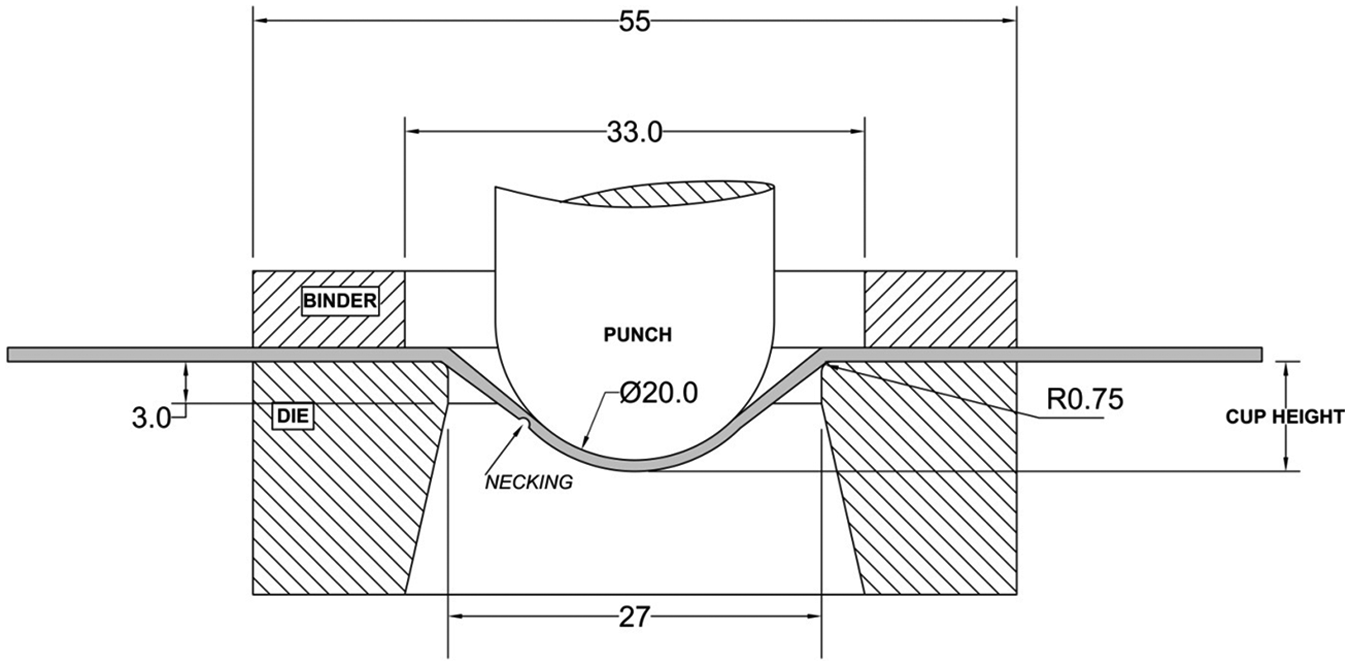
Schematic representation of set-up for Erichsen cupping test (dimensions in millimetre) indicating cup height as measure of formability.
FE modelling
FE simulations of the Erichsen cupping test were performed using LS-DYNA 971, a commercially available explicit FE code. Toolings, for example, die, punch and blank holder (or binder), were modelled as rigid bodies in the preprocessor DYNAFORM (Figure 4). Four-noded quadrilaterals Belytschko–Tsay elements were implemented to model the blank. 19 The shell thickness was kept equal to the thickness of the blank. Three different through-thickness integration points, for example, three, five and nine, were implemented in the simulation to understand the influence of shell element formulation. Different regions of the LWBs (like parent metal, SZ and/or hard zone (HZ)) were modelled separately and joined with the adjacent region by the merging of common nodes to model the LWBs (Figure 5). The details of the SZ and HZ were referred in the microstructure and microhardness results and discussion (section ‘Microstructure and microhardness’). The yielding behaviour of the materials was considered to follow von Mises (material model 18) and Hill’s 1948 criteria (material model 122). The mathematical formulation of von Mises and Hill’s yield function for plane stress condition is expressed as follows

where
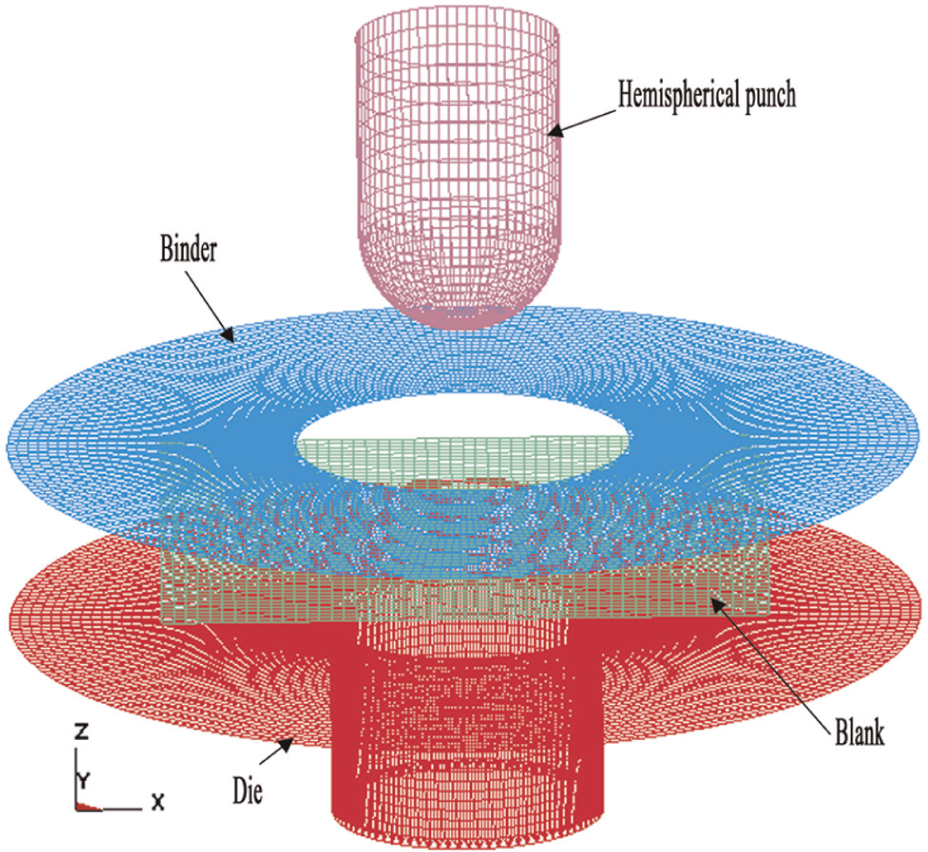
Finite element modelling of Erichsen cupping test.
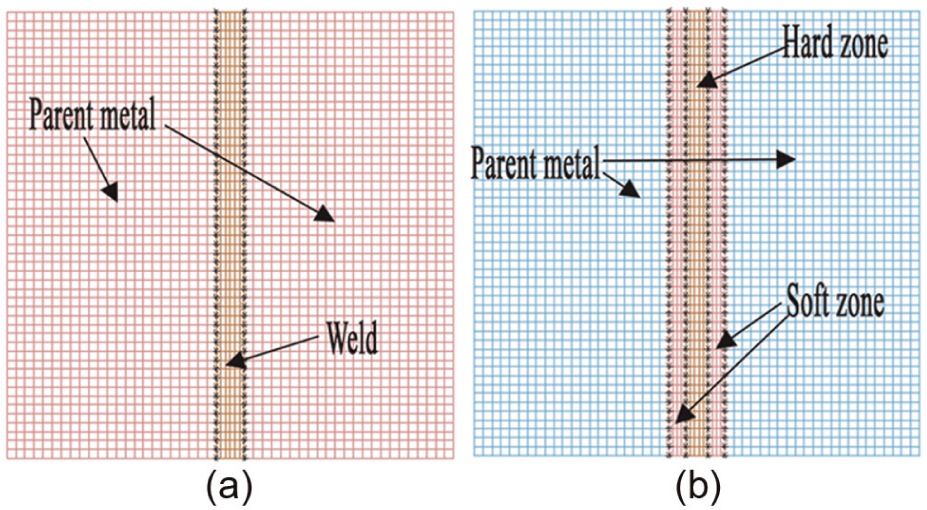
FEM modelling of LWBs: (a) DP600 and (b) DP980.
The weld region properties of DP600 LWB were calculated from longitudinal tensile test using rule of mixture. The detailed procedure of the rule of mixture is described by Abdullah et al. 21 However, calculation of weld zone properties of DP980 through rule of mixture is not possible due to the presence of two different zones namely SZ and HZ having unknown properties, and hence, these properties were assumed as per Panda et al. 14 FE simulations were continued up to the step till the strain state touched the limiting strain in the forming limit diagram (FLD). In the present FE model, the FLD was automatically calculated by the post processor according to Keeler–Brazier formula using n-value and thickness of the sheet.
Results and discussion
Microstructure and microhardness
The hardness values measured at top and bottom of the weldments were similar, and no significant difference was observed. Hence, the average microhardness reading across the laser welded specimens is shown in Figure 6. In general, the hardness of the fusion zone (FZ) and HAZ is higher than parent metal except the outer HAZ region of DP980 welded specimens. Base material hardness of DP600 and DP980 was 220 and 340 HV, respectively. The average hardness in the FZ of welded DP600 was 375 HV. However, the average hardness in the FZ of welded DP980 was 404 HV. The region in the weldment having higher hardness compared to that of parent metal is known as HZ. Hardness in the outer HAZ of DP980 welded samples was observed to be lower than that of parent metal, and hence, this region was identified as SZ. The minimum hardness in the SZ was observed to be 242 HV with a maximum reduction of 29% compared to that of parent metal. The metallographic observation of all weld cross sections of DP600 and DP980 revealed full weld penetration without porosity. The microstructure of base material along with that of FZ of DP600 was shown in Figure 7. It can be observed that the parent material microstructure is mainly ferrite with dispersed martensitic islands decorating the grain boundaries. However, the microstructure of the FZ was mainly martensitic structure, and these phases were formed due to rapid heating and cooling rate during laser welding. Hardness of the FZ increased compared to that of base metal due to the presence of these martensitic harder phases. Similarly, the base material microstructure of DP980 consisted of dispersed bigger martensite islands in the ferritic matrix (Figure 8(a)). The amount of hard martensite phase is more in DP980 compared to that of DP600, and this is due to the richer carbon content in DP980 steel sheet. Rise of the hardness in the FZ can be correlated well with the formation of martensitic structure (Figure 8(b)) due to rapid heating and cooling cycle during welding of DP980 steel. The reduction in the hardness in the SZ compared to the parent metal is due to tempering of pre-existing martensitic structure (Figure 8(c)). The difference in microstructure of SZ and base metal of DP980 can be observed in Figure 8(a) and (c).
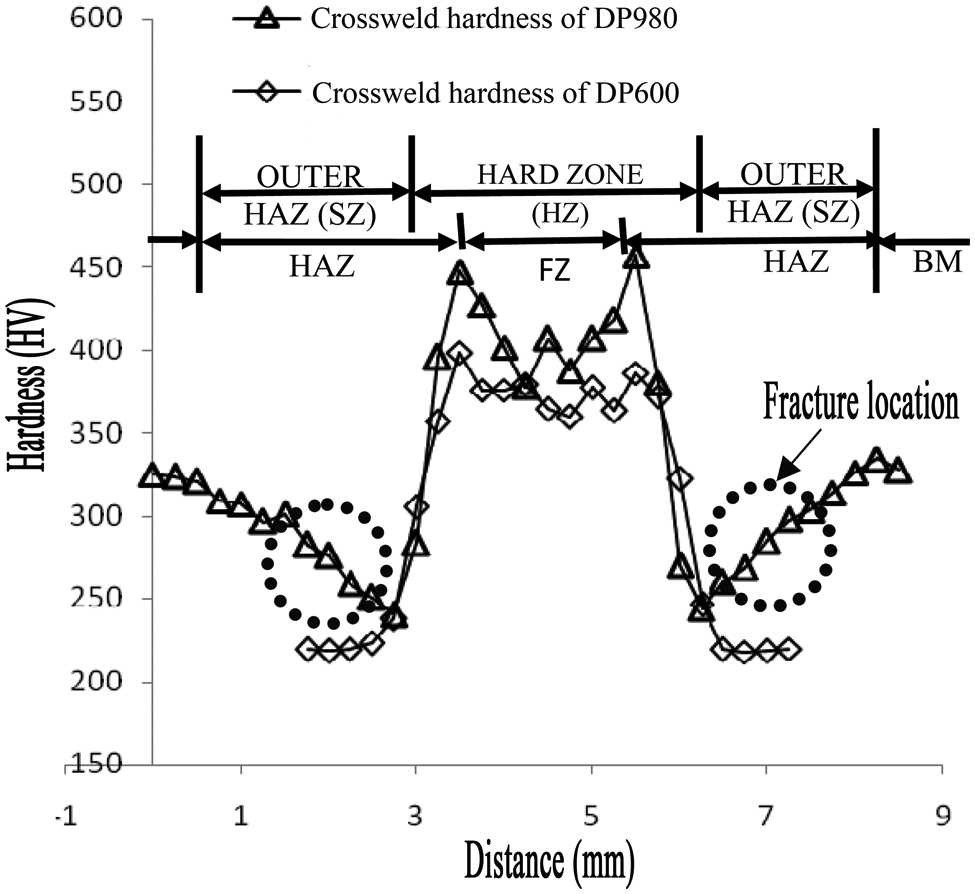
Crossweld microhardness profile of DP600 and DP980 laser welded blanks.
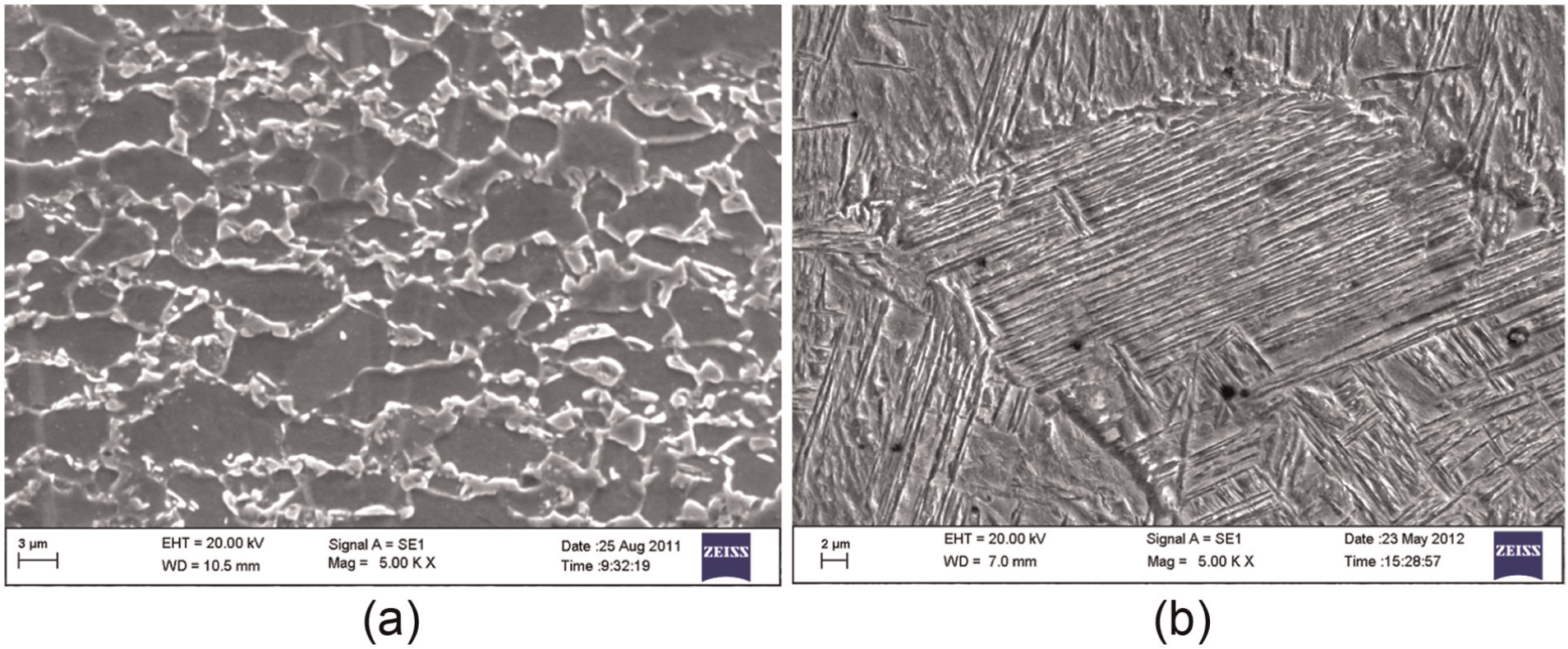
Microstructure across DP600 laser weldments: (a) DP600 parent metal: martensite (lighter in contrast) in ferrite matrix (darker in contrast) and (b) fusion zone of DP600: mainly martensitic structure.
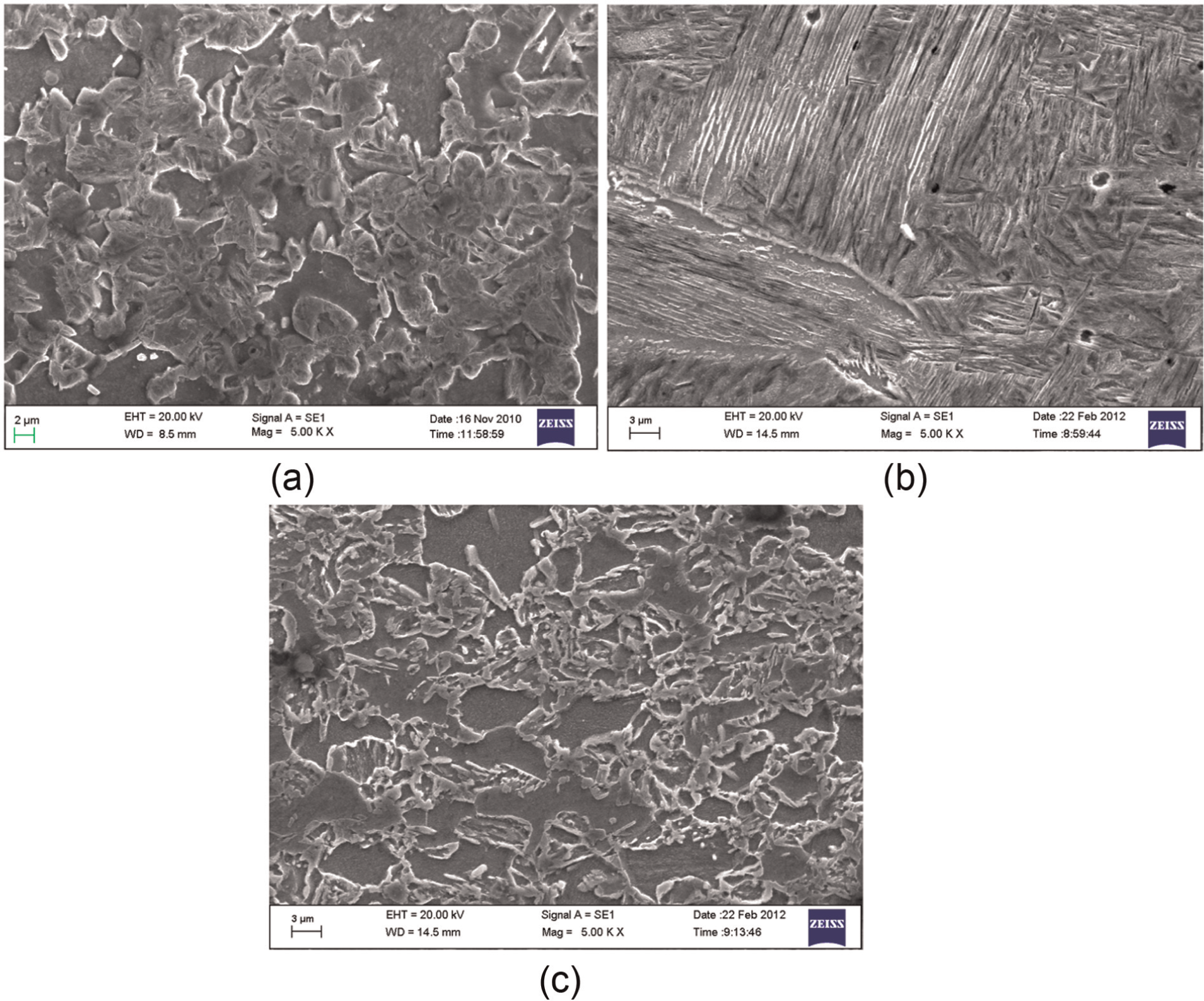
Microstructure across DP980 laser weldments: (a) DP980 parent metal: martensite (lighter in contrast) in ferrite matrix (darker in contrast), (b) fusion zone of DP980: mainly martensitic structure and (c) soft zone region: tempered martensite.
Tensile testing
The engineering stress versus engineering strain curves obtained from the tensile test of the welded samples of DP600 and DP980 are compared with that of parent metals in Figure 9. It is observed from this figure that DP600 welded samples showed almost similar strength compared to its parent metal, although the percentage of elongation (18%) of the samples was reduced. However, the strength and percentage elongation (4.38%) of the welded samples of DP980 were reduced drastically compared to its parent metal. All the welded tensile testing specimens of DP980 fractured very close to the weld, that is, 2.36 mm from weld centre line, whereas the welded tensile testing specimens of DP600 fractured in the parent material away from weld, that is, 13.34 mm from weld centre line (Figure 9). The fracture location in the DP980 laser welded tensile specimen corresponds well to the SZ as indicated by dotted circle in Figure 5.
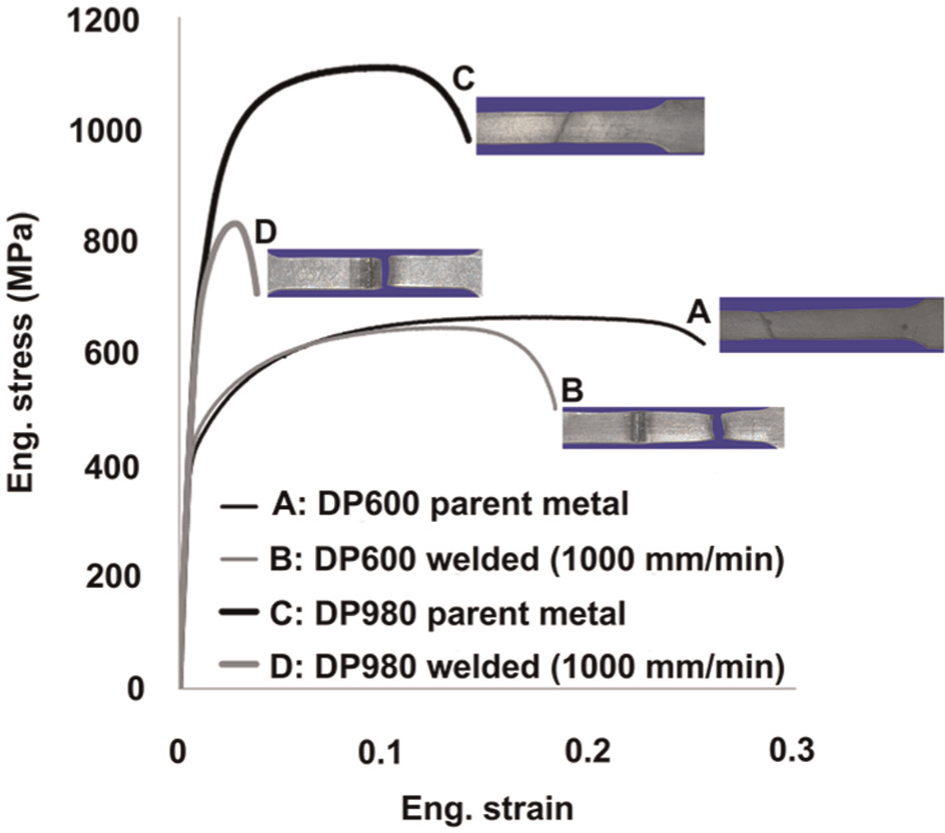
Comparison of engineering stress–strain curves of parent materials and LWBs along with their fracture locations.
Erichsen cupping test
The Erichsen cup heights of the tested parent metal and welded samples are compared in Table 3. Maximum cup height was observed for DP600 parent metal followed by DP980. These results showed a good relation with n-value of the corresponding parent materials. Table 3 is also revealing that the cups obtained from the LWBs have less cup height compared to that of the corresponding parent material. Reduction in cup height was 35% and 42% for DP600 LWBs and DP980 LWBs, respectively. Welded DP600 cups fractured across the weld during Erichsen cupping test (Figure 10(b)). Unlike tensile test, the Erichsen cupping test is an out-of-plane stretch forming test, so the weld line also deforms over the punch surface experiencing fracture due to lack of ductility. However, the DP980 LWBs behaved differently in the Erichsen cupping test. The fracture occurred in the SZ and propagated parallel to the weld (Figure 10(c)). The SZ was lacking sufficient strength, and the strain localization was initiated from the start of the deformation leading to premature failure of DP980 welded blanks. Hence, the presence of SZ in the weldment is detrimental to the formability of DP LWBs.
Comparison of Erichsen cup height of parent materials and LWBs along with corresponding FE prediction using HC and VC.
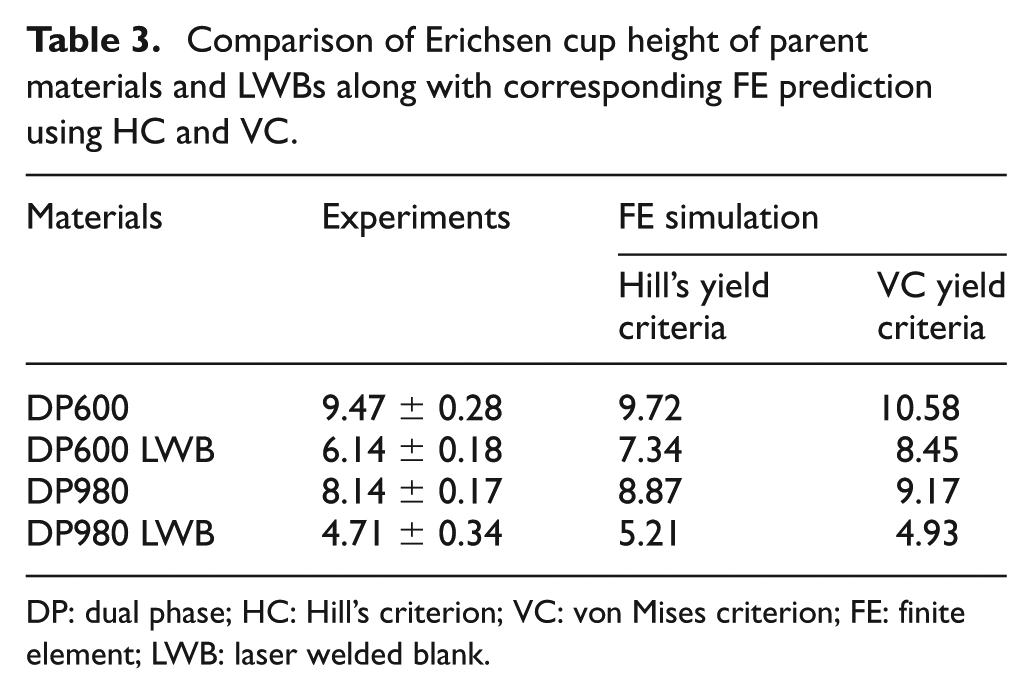
DP: dual phase; HC: Hill’s criterion; VC: von Mises criterion; FE: finite element; LWB: laser welded blank.
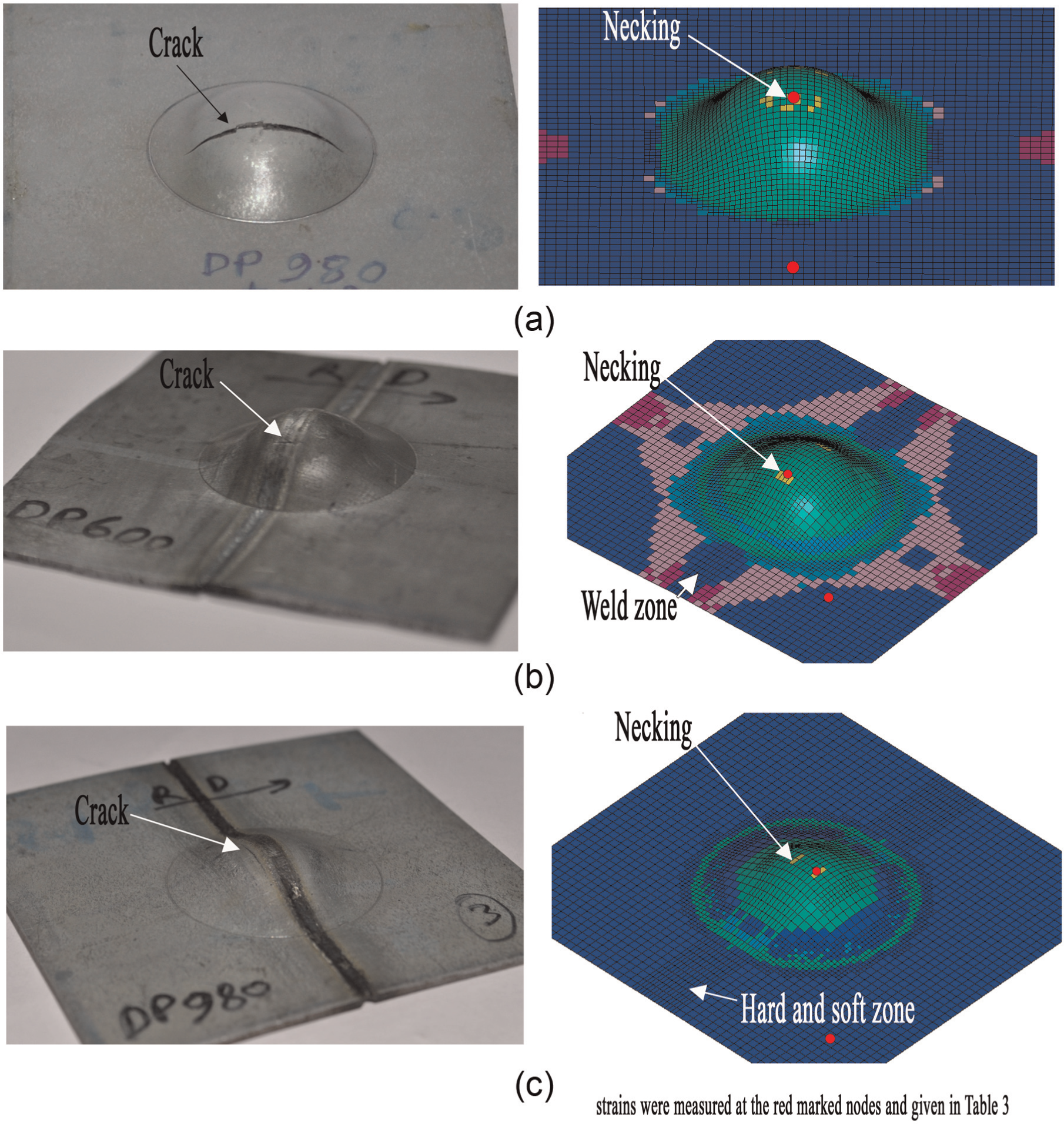
Comparison of Erichsen cup and fracture locations: (a) DP980 parent metal experiment and simulation, (b) DP600 LWB experiment and simulation and (c) DP980 LWB experiment and simulation.
FE simulation results
Whenever the strain state over the surface of the deformed cups exceeds the limiting strain in the FLD, the cup was considered to be necked and cup height was measured at that step. Cup height for all the parent metals and welded samples obtained from the simulation was quite close to the cup height experimentally obtained (Table 3). FE simulations performed implementing different through-thickness integration point, did not predict much difference in cup height results. Hence, through-thickness integration point was kept as five for all the simulations to achieve computational efficiency without sacrificing better thickness distribution prediction. It was observed that simulations performed using Hill’s yield criteria were giving close results to the experimentally measured cup heights. Deformed cups after Erichsen cupping test and FE prediction are shown in Figure 10 with a view of failure location. The locations of necking and/or fracture were very well predicted by the simulation for all cups. Necking was predicted across the weld for cups of DP600 LWB and in the SZ parallel to weld for DP980 welded blanks. Two nodes in the deformed cups were selected as shown in Figure 10, one in the flange region and the other at a location where necking would occur, and the evolution of both major and minor strain at these two nodes was measured. The comparison of major and minor strain for all the deformed cups at different cupping depths up to the necking/failure is shown in Table 4. These different cupping heights were selected in such a way that it covers necking positions of all the cups. It was observed that welded blanks failed quickly compared to parent materials due to the presence of the weldment. The maximum major and minor strain experienced by the cups from LWBs were lower compared to that of corresponding parent metal cups leading to premature failure. From Table 4, the major strain at necking was more in DP980 laser welded cups than that of DP600 laser welded cups, and this was due to the necking occurred in a relatively ductile SZ in DP980 LWB. Both major and minor strains were well developed during necking in the parent materials, which is an indication of biaxial strain state. However, the minor strain was much lower compared to the major strain at necking for both the LWBs indicating plain strain failure of the welded cups. Strain experienced by the nodes at flange position was negligible for all the cases, and hence, no deformation or drawing of the material into die cavity took place.
Comparison of evolution of FE predicted major and minor strains at two selected nodes at different cup heights.
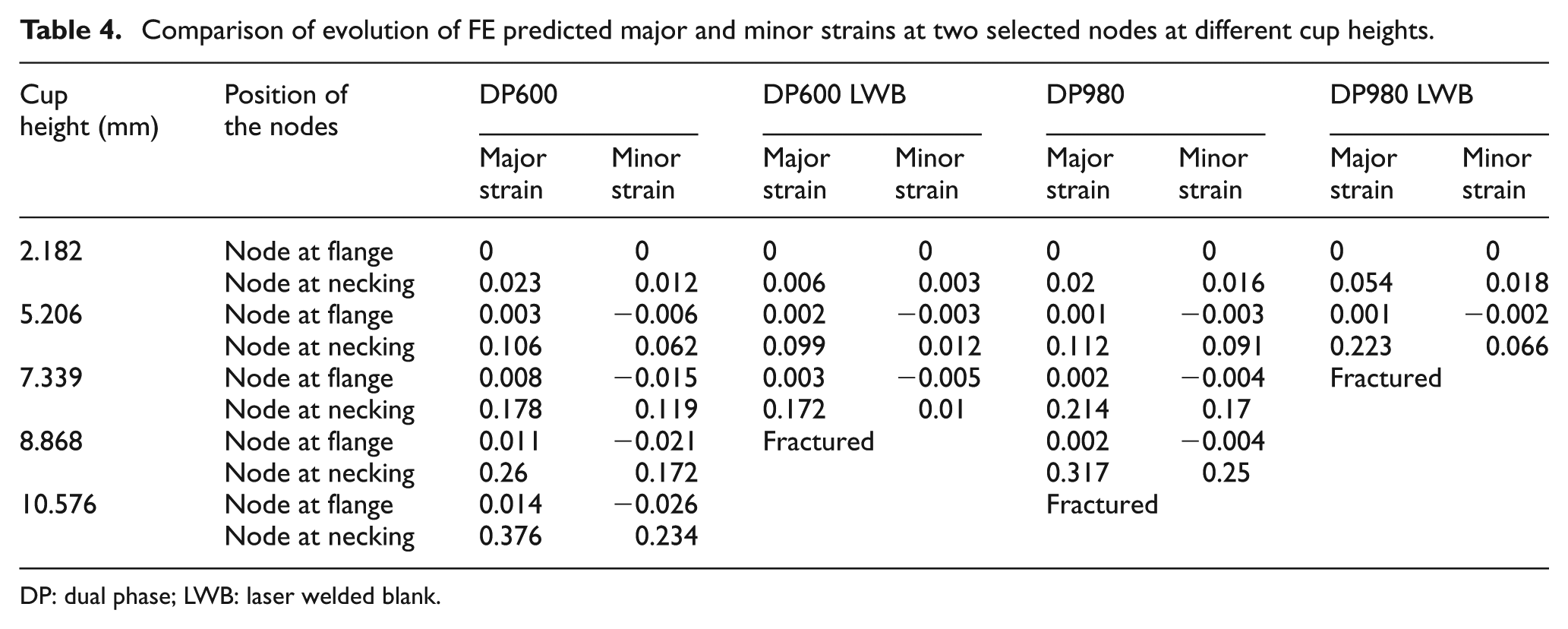
DP: dual phase; LWB: laser welded blank.
Conclusion
The followings are the major conclusions in the present work:
Fabrication of LWBs of DP steels using fibre laser was successful using 1.8 kW laser power at a scan speed of 1000 mm/min. Full penetration without porosity was achieved in all the welds of DP600 and DP980 steel sheets. In general, the weld zone had higher hardness than that of parent metal due to the formation of martensitic structure. However, outer HAZ region of DP980 welded blanks showed reduction in hardness due to tempering of martensite, and this region was referred as SZ.
Fracture occurred away from the weld zone and in the parent metal in DP600 laser welded tensile specimen. However, necking and subsequent failure due to further straining took place at the SZ in DP980 laser welded tensile specimen.
Erichsen cup height of all LWBs of DP steels was less compared to that of parent metal. The reduction in cup height in DP980 LWBs was more due to the presence of SZ, and hence, the presence of SZ is detrimental in formability of DP LWBs.
Developed FE model was predicting cup height successfully. FE simulations using Hill’s yield criterion were predicting cup height better than simulations performed using von Mises yield criterion. Successful simulations depend on selection of element, yield criteria and forming limit curves.
Footnotes
Acknowledgements
This article is a revised and expanded version of the article titled ‘Prediction of Formability of Fibre Laser Welded DP Steel by Finite Element Analysis’ presented at AIMTDR 2013 (14–16 December) JU, Kolkata, West Bengal, India. The authors are thankful to the conference organizers for giving permission for publication of this research work in JEM.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This study was financially supported by the Department of Science and Technology, Government of India, under SERC fast-track scheme (grant no. SRF/FTP/ETA-57/2010).