
Abstract
The use of computer numerical control machine tools allows the industries to reduce costs and operating time while increasing the quality of the manufactured products. However, any malfunction in the equipment can partially affect the manufacturing process or even provoke the complete production interruption. For this reason, studies about phenomena that could affect the machinery are of interest for the manufacturing industry. In this sense, any disturbance in the electric system could either damage or affect the correct machine operation. The contribution of this work is to estimate the repercussion of voltage sags in conventional turning processes. This study is centered in the parameters of spindle motor torque and workpiece rugosity. A methodology and an analysis procedure are proposed to achieve the mentioned task. The methodology consists of estimating the values of power and torque during the electrical disturbance and establishing their relationship with the surface roughness index, Ra. The input parameters are the voltage, current and spindle speed that are monitored in a computer numerical control lathe affected by different levels of sags; also, the measurement of the workpiece surface roughness is used in the methodology. The analysis consists of calculating torque and rugosity variations due to induced voltage sags in order to find the effects of the sags in the machine performance. Results show that there exists a relationship between the voltage sags, the variations in torque and the rugosity.
Introduction
The use of computer numerical control (CNC) machine tools responds to the increasing demand of the competitive market, requiring higher quality in the manufacturing processes. It is also of interest to reduce costs and operating time. 1 CNC machine tools allow the industries to operate continuously and to accomplish the high production standards required in today’s market. Nevertheless, any malfunction in the equipment can partially affect the manufactured products or even provoke the complete production shutdown. 2 Therefore, a complete study of the possible phenomena which could affect the machinery is of interest to the manufacturing industry. In this topic, electrical power quality plays a relevant role, since most of the industrial equipment is fed using electricity. Then, any disturbance in the electric system could either damage or affect the correct operation of the equipment. This could also affect the workpiece finishing, which is desired to be uniform. 3 Measurement of the surface finishing is a quality indicator in different manufacturing processes such as milling, turning and drilling, 4 including other processes, for example, electrical discharge machining (EDM) 5 or ultrasonic machining. 6
With regard to CNC lathes, which are the main focus of this work, several studies show the effects of different operational conditions in the surface roughness of machined pieces. Among others, those different conditions can be the machining parameters, such as cutting speed, feed rate and depth of cut; 7 also, bad operational conditions in the system components such as broken tools, controller errors, spindle unbalance or vibrations generated by several failures or external sources. About the operational conditions in the machine, in Liang et al., 8 a study on the effects of variations in the spindle torque during a machining process is presented. Similarly, in Ruey-Jing et al., 9 it is stated that constant cutting force is useful in increasing the metal removal rate and the tool life in turning systems. The influence of the machining parameters in the quality of the piece is shown in Kiyak and Çakır 10 through the surface roughness. In Davim et al., 11 the machining parameters are optimized to improve the surface roughness through artificial neural networks (ANNs). Similarly, Karayel 12 shows a speed control for applications in lathe spindles and drilling machines; it keeps the cutting speed constant through a fuzzy logic technique. Albertelli et al. 13 analyze the effects of vibrations in the machine torque and the involved cutting forces during a machining process. On the other hand, some works propose methodologies for the broken cutting tool detection.14–16 These works aim at avoiding poor quality in the machined pieces through monitoring the servomotor current, vibrations and torque. Furthermore, in Osornio-Rios et al. 17 a controller mainly focused on improving the surface finishing using polynomial trajectories is described. The discussed works show several factors that affect the surface finishing in the machined pieces; yet, there are no studies about the problems occurring in the machinery due to anomalies in the electrical power system. This is of interest to the manufacturing community, since many problems in the industry are generated by voltage variations in the electrical power line. Those problems can generate production loss, unexpected shutdown in the production lines and damages in the equipment.18,19 For this reason, reliability and quality in the electrical supply are important aspects that guarantee the correct operation of the industrial equipment. 20 The problems in the electrical power lines are mainly due to sags,21,22 such disturbances can be responsible for production loss, competitiveness decreasing, damage in the products and also in decreasing the useful life of the machine. 23 Those problems can be translated into high costs due to the production line recovering and also in repairing or substituting damaged equipment. 24
Several studies demonstrate that the negative impact of many electrical disturbances in the industry 25 shows that electrical disturbances can damage automatic equipment such as programmable logic controllers (PLCs), motors and robots due to sags. Such equipment is commonly integrated in CNC machinery. Other studies analyze the effects of sags and swells in different kinds of industries such as the automotive, 26 the paper industry, 27 among others. Those studies remark on the relevance of monitoring the electric variables in the most vulnerable processes. However, they have only shown the problems in the machines and the equipments in a general way, without considering the problems in the processes and therefore in the manufactured products. For this reason, studies allowing researchers to analyze the effects of electrical disturbances in both the machinery and the manufacturing processes are necessary. Such studies could assist to increase the reliability in the machinery operation and maintain the quality in the products.
The contribution of this work is to find the repercussion of voltage sags in a conventional turning process. In order to achieve the mentioned task, a methodology and an analysis are proposed. The methodology consists of estimating the values of power and torque and establishing their relationship with Ra index, having as input parameters voltage and current measured in the spindle motor driver, the spindle speed and the surface roughness profile of the machined pieces, where the last one is separately measured. The mentioned parameters are monitored in a CNC lathe affected by different levels of sags. The analysis procedure takes as input the results of the methodology and finds the variations in torque and rugosity due to induced voltage sags. Next, the results are compared to find the effects of the sags in the machine performance. Methodology and analysis are validated through the experimentation, which consists of machining four pieces while the CNC lathe is affected by different levels of sag. At the same time, the parameters required in the methodology are monitored. Results show that there exist a relationship between the voltage sags, the variations in torque and the rugosity.
Background
In this section, basic concepts are defined as well as the equations relating to the voltage that feeds the machine with speeds and forces generated during the machining process.
Voltage sags
Voltage sag is defined as a root mean square (RMS) voltage reduction in the electrical power line with a duration that falls into the range of 0.5 cycles and 1 min. The magnitude of the sag can be between 10% and 90% of the voltage line. Voltage sags occur in the power line due to several causes such as energization of heavy loads, the starting of large induction motors, single-line-to-ground faults, line-to-line and symmetrical faults and load transferring from one power source to another. 28
Spindle motor
Machine tools often utilize alternating current (AC) spindle motors. Those motors are controlled by varying the frequency of the supply voltage. In Figure 1, the equivalent circuit model of an induction motor is shown.
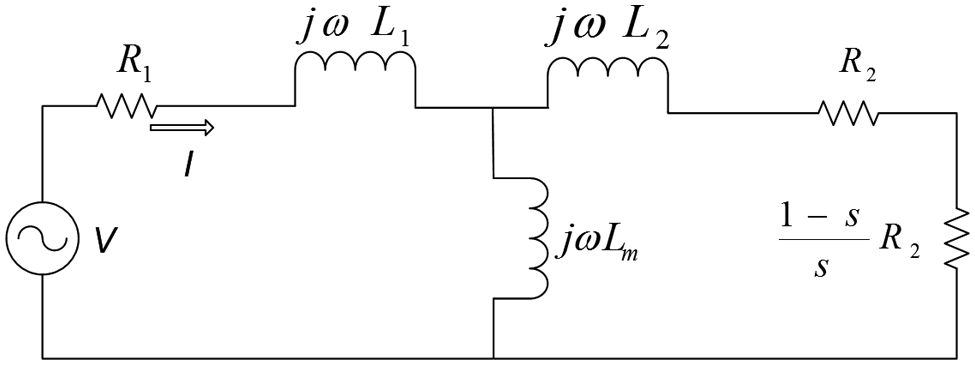
Equivalent circuit model of an induction motor.
In this figure,
where
The torque generated by a three-phase motor in steady state is given by 26
where
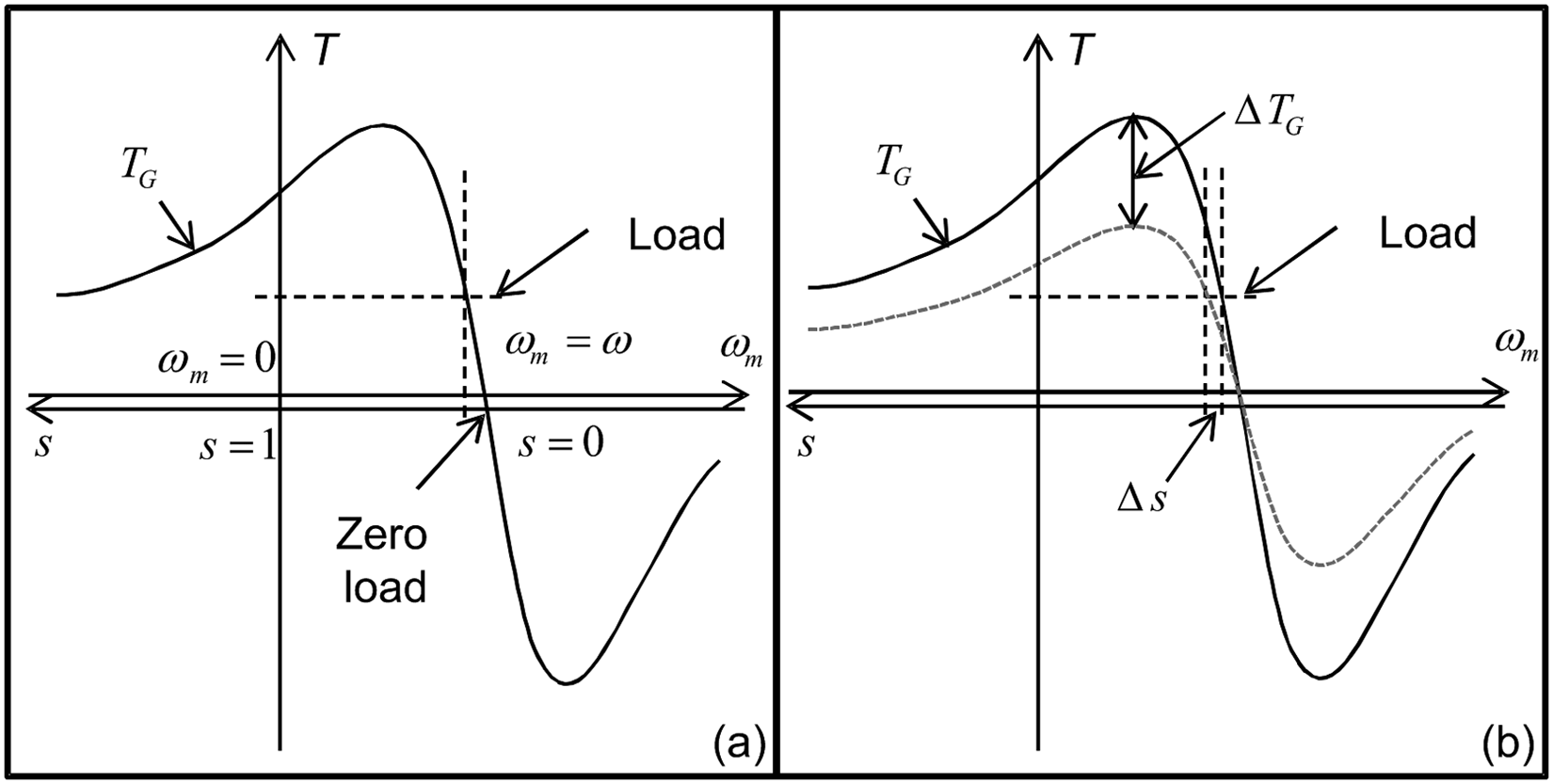
Relation torque versus mechanical speed and slip under (a) constant input voltage and (b) variable input voltage.
Another parameter that is affected by voltage variations is the electric power (
where
where
Cutting forces during machining
The mechanics of a typical turning process is depicted in Figure 3. The cutting force is composed of three components: the feed force (
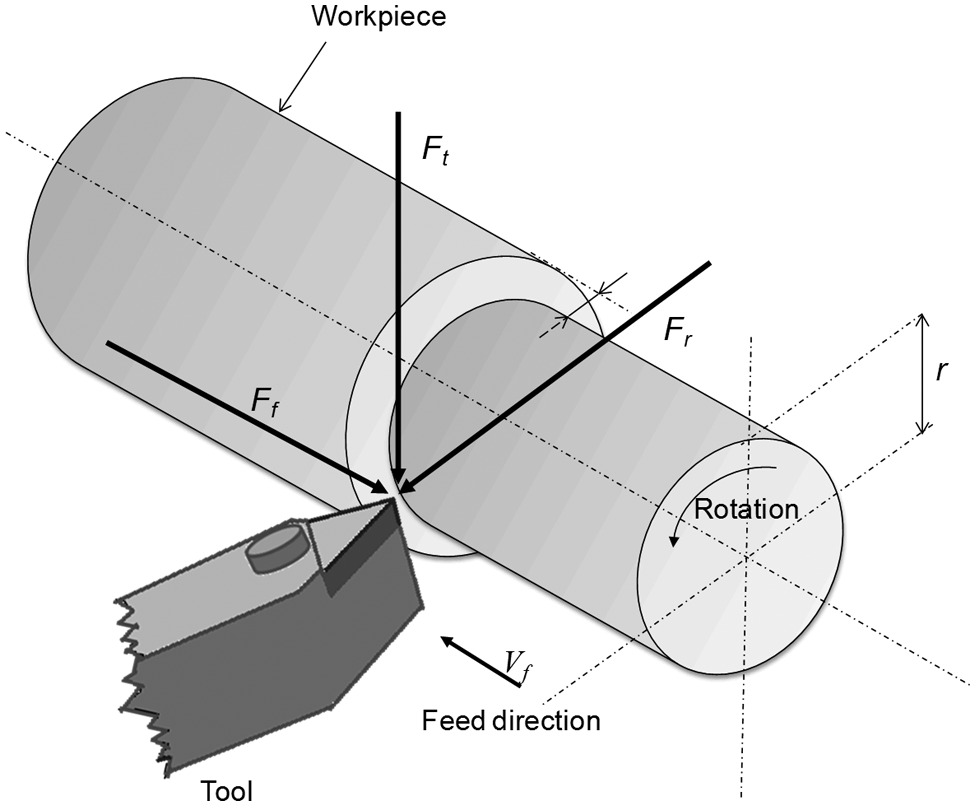
Forces involved in a typical turning process.
Cutting forces, depicted in Figure 3, are valid in the case of orthogonal cutting. Depending on the characteristics of the tool holder, the direction of the forces changes. Those cases require from an oblique to an orthogonal conversion. It is well documented that the tangential force has the biggest magnitude, and consequently, it mainly affects the spindle dynamics. 29 Therefore, only the tangential force is considered in the analysis. This force is affected by several factors such as depth of cut, the kind of material utilized in the workpiece, material imperfections and vibrations induced by the machining process itself. The load torque required to machine the workpiece is calculated using equation (5)
Load torque can be related with the mechanic power (
Equations (4) and (6) are combined into equation (7) for relating the voltage sags with the load torque
Considering small changes in the spindle speed, torque variations (
where
The variations in torque, rugosity and voltage are utilized to analyze the effects of the voltage sags in the turning process.
Methodology and analysis
The methodology proposed for studying the effects of voltage sags in turning processes is presented in Figure 4. The methodology has input parameters, the voltage, current and speed in the spindle motor, as well as the surface roughness profile of the workpiece, which is measured at the end of the turning process. The mentioned parameters are obtained from a CNC lathe performing a conventional turning process. During each turning cycle, different levels of sags are induced. The following are the steps of the methodology:
Step 1. To calculate the real power using equation (3), the parameters of voltage and current in the spindle motor are used to this purpose.
Step 2. To estimate the torque from equation (6) having as input parameters the real power and the spindle speed.
Step 3. To find the index Ra from the measured workpiece surface roughness profile using a time windows of 0.5 s.
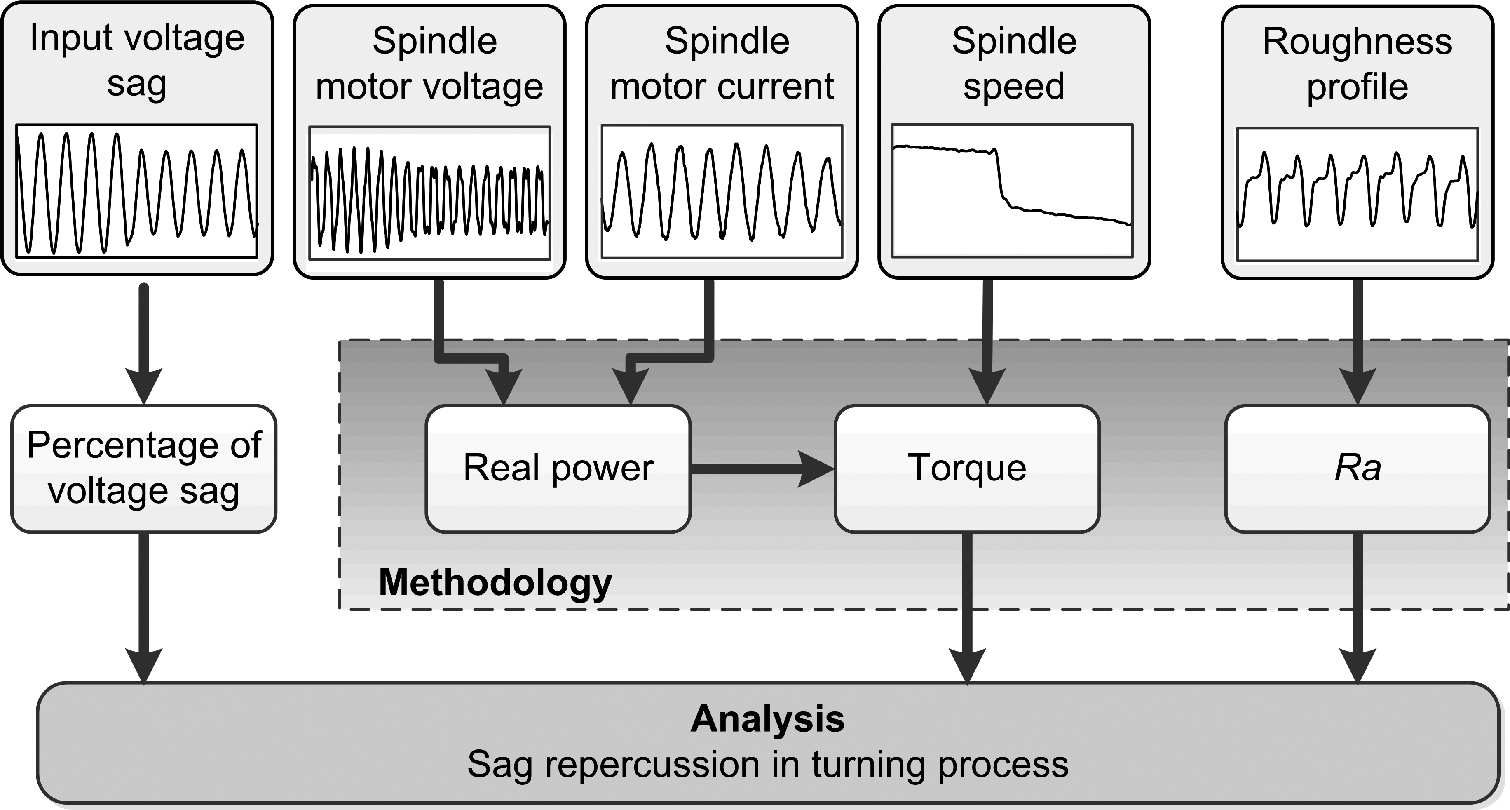
Methodology and analysis for studying the effects of voltage sags in turning processes
The average of each parameter obtained from the methodology is the input of the analysis stage. The mentioned average is taken in the time range where the voltage sag is induced. The analysis consists of the following two steps:
Step 1. To find the variations in torque and rugosity using equations (8) and (9), respectively.
Step 2. To compare the results from Step 1 with the different levels of sags induced in the machine.
Experimentation
In order to validate the proposed methodology, the experimentation is carried out in a CNC lathe. It consists of analyzing the effects of different levels of voltage sags in a conventional turning process. Four workpieces are machined, and the levels of the induced sags are 0% (reference), 10%, 15% and 20% of the voltage line. Higher sag percentages are not included, since they cause the machine shutdown and the turning process cannot be completed.
Experimental setup
The experimental setup is shown in Figure 5. It consists of a proprietary voltage sag generator and a field-programmable gate array (FPGA)–based proprietary digital acquisition system (DAS) (Figure 5(a)). The DAS drives and stores all information from sensors. Then, it sends the information to a personal computer for further analysis. It also contains a Fanuc Oi mate CNC lathe (Figure 5(b)) and the sensors for the machine parameter monitoring (Figure 5(d)). The monitored parameters in the turning process are spindle speed, measured using a digital encoder; three-phase voltage after the induced sags, using voltage divisors and isolation amplifiers; 31 one-phase current measured using a hall effect sensor; voltage and current after the spindle motor driver and rugosity profile of the machined workpiece (Figure 5(c)), which is obtained using a surface roughness tester (Figure 5(e)) Mitutoyo SJ-201. 32
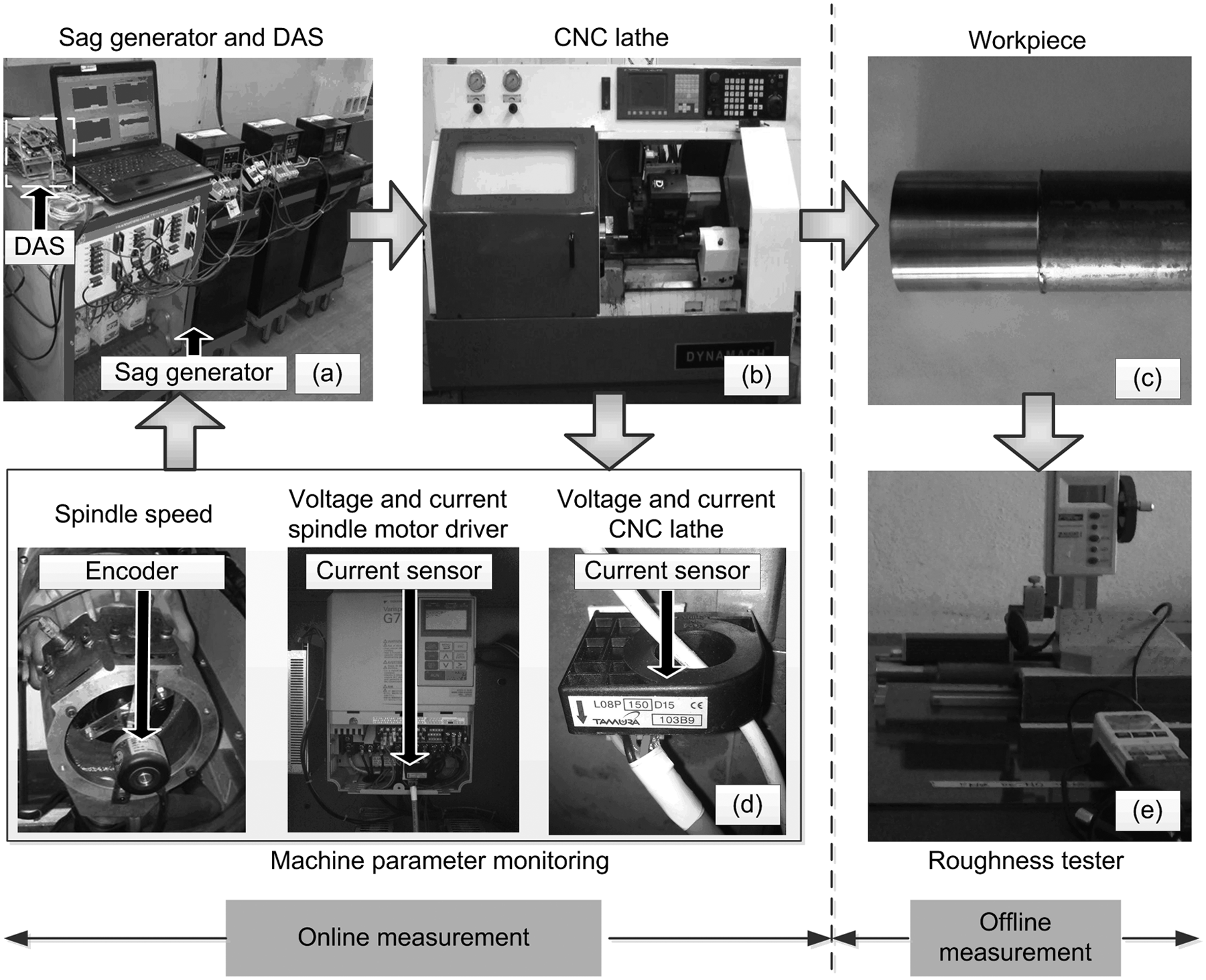
Experimental setup: (a) sag generator and DAS, (b) CNC lathe, (c) workpiece, (d) machine parameter monitoring and (e) roughness tester.
Sag generator
The diagram of the sag generator that feeds the CNC lathe is shown in Figure 4. It depicts the components for a single phase of the electric power line. Variations in the input voltage (
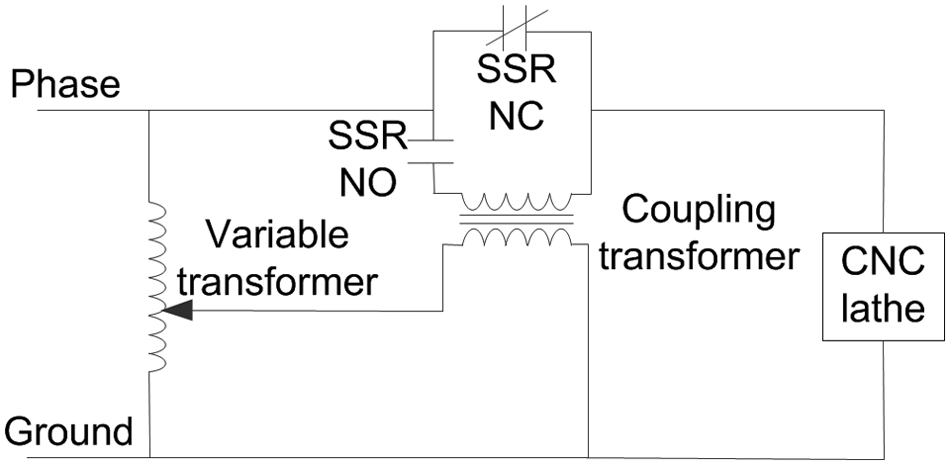
Single-phase voltage sag generator.
The sag generator has the capability of inducing momentary voltage sags during the CNC lathe operation. The range of the sag generator is from 0% to 100% of the phase voltage with nominal current of 30 A.
Machining parameters
The cutting tool is a coated carbide insert TNMG-331 machining a cylindrical surface over steel at medium carbide (AISI 1045) with oil coolant. The cutting conditions for experimentation, selected according to the recommendations from the literature,33,34 are 1 mm of depth of cut, a feed rate of 0.16 mm/rev and a cutting speed of 100 m/min. The machining process has duration of 14 s, which is enough to study the effects of voltage sags that are common in the industry. In order to achieve the normal cutting operation of the CNC lathe, the machining process starts at time 4.5 s where the spindle reaches its nominal speed. The voltage sag that affects the machine is induced from 8 to 12 s.
Results and discussion
In this section, the results obtained from the proposed methodology and analysis are presented and discussed.
Monitored parameters
Figure 7(a) and (b) shows the voltage and current that feeds the CNC lathe, respectively. The case for 20% sag is shown. The spindle motor is controlled by a motor driver; the voltage and current output from the driver are presented in Figure 7(c) and (d), respectively. The voltage before and after the motor driver has similar shape. In the case of the current, the monitored signals show an increase in the level when sag is induced; this is due to the motor driver control action. It is also seen a peak in the current in the disturbance recovery time. This peak increases its magnitude as the voltage sag increases, voltage sags over 25% originate high current peaks and causes the machine shutdown, and the complete loss of the machined pieces.
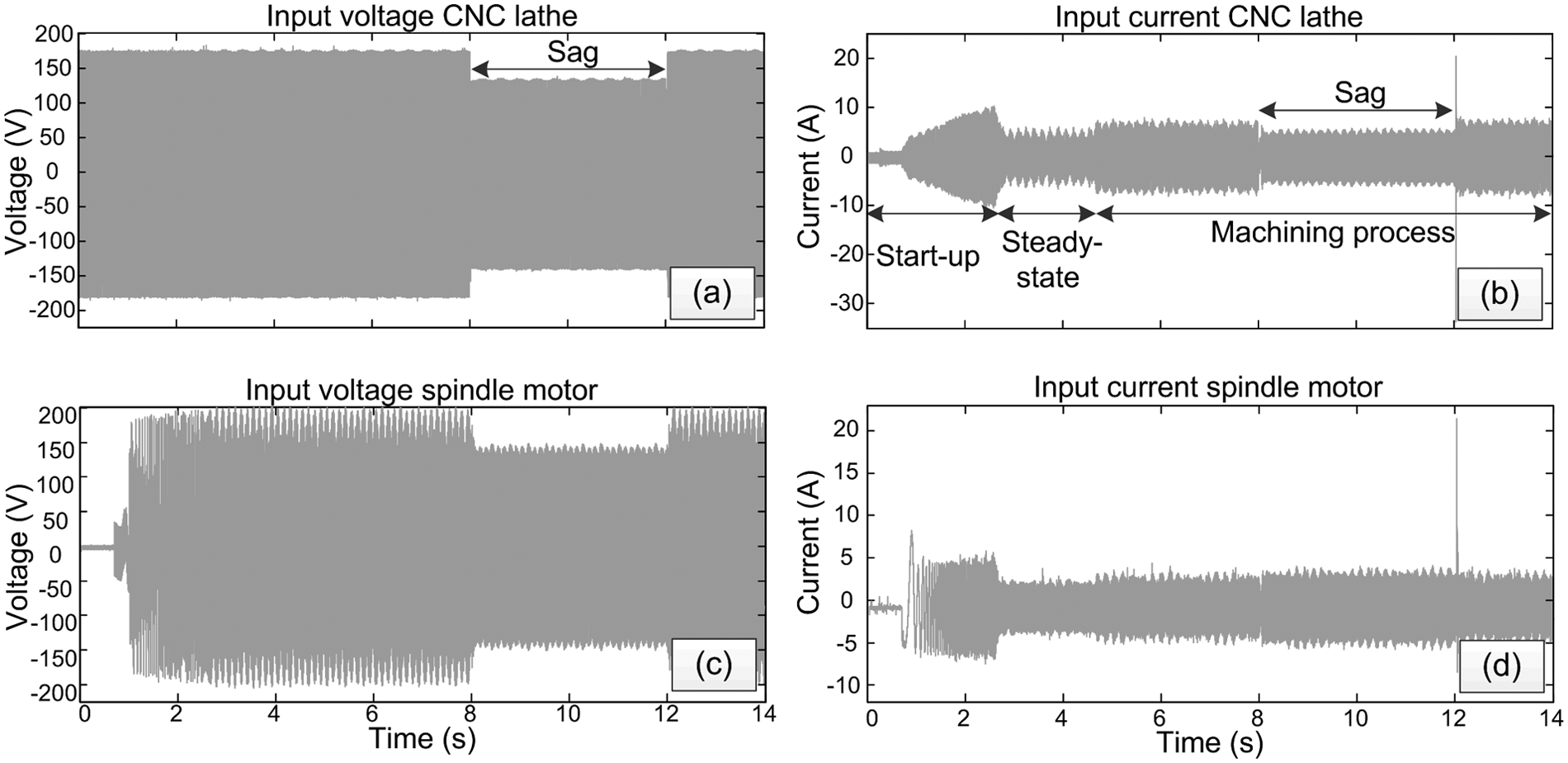
(a) Voltage and (b) current feeding the CNC late. (c) Voltage and (d) current monitored between the driver and the motor.
Methodology results
The results from the methodology are presented in Figure 8. The spindle speed is shown in Figure 8(a). The variables rugosity (Figure 8(b)), demanded power (Figure 8(c)) and estimated demanded torque (Figure 8(d)) are calculated for all the sag conditions. Despite variations in the demanded power and torque due to voltage sags are clearly observed, the spindle speed presents small variations. This means that small variations in the slip (
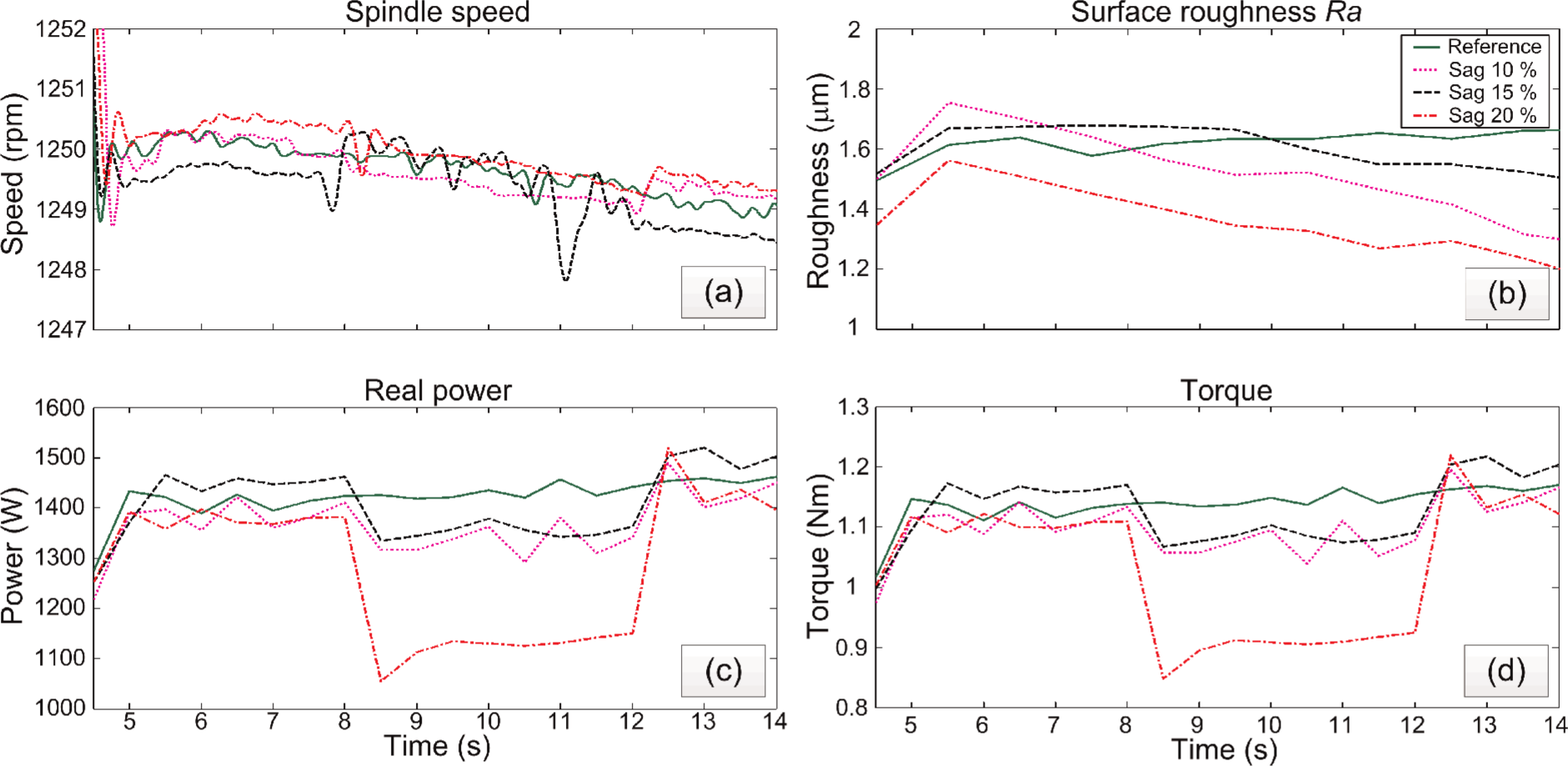
Methodology results: (a) spindle speed, (b) rugosity, (c) real power and (d) estimated torque. In order to exemplify the methodology procedure, the case of 20% sag is processed. Step 1: the average power is found to be 1122.77 W. Step 2: having an average speed of 1249.71 r/min and the estimated torque is 0.89840 N m. Step 3: from the surface roughness profile, the Ra index is 0.2983 µm.
Analysis results
In the analysis, the values obtained from the methodology for the case of 0% sag are utilized. They serve as a reference to calculate the variations in torque and rugosity in Step 1 of the procedure. Those values are an average torque of 1.14482 N m and the Ra index of 1.6342 µm. The results from Step 1 of the analysis are summarized in Table 1.
Variations in torque and rugosity due to voltage sags.

Step 2: from Table 1, it can be observed that there are torque reductions due to the induced voltage sags. Since the spindle motor is controlled by a motor driver, those voltage drops affect in a different manner in the torque. This is due to the motor driver that attempts to compensate the effects of voltage variations in the spindle through increasing the current. This originates changes in the real power and therefore the torque. On the other hand, the results show that there is a direct relation between the reductions in torque and rugosity. Such relation exists due to the fact that variations in torque generate oscillations in the spindle speed, as can be seen in Figure 8(a). This effect produces a reduction in the feed rate, thus diminishing the surface rugosity, which is an undesirable condition since it affects the steadiness of the workpiece surface. Voltage sags higher than 25% of the electric power line provoke the machine shutdown due to voltage protections embedded in the CNC lathe. The undesired variations in rugosity and the interruption of the machine operation due to voltage sags expose the importance of considering the quality of the electric power line as one of the factors that affect the quality of the machined pieces and the overall machine performance. The methodology results can be utilized to characterize the variations in rugosity induced by voltage sags. It is important to highlight that the machinery characteristics depend on the manufacturer and the elements that compose it, such as the controller, voltage and current protections, motor specifications and drivers. Therefore, the precision of the proposed methodology depends on the machine model used to estimate power and torque.
Conclusion
This work focuses on the influence of the electrical disturbances in the machine performance. The repercussion of voltage sags is analyzed through the proposed methodology and analysis, which consists of inducing, monitoring and analyzing the voltage sag effects in a machining process. The key conclusions of this work are as follows:
Large voltage variations in the electric power line generate small variations in the spindle speed.
Variations in torque, due to voltage sags, generate oscillations in the spindle speed that affects the feed rate; therefore, workpiece finishing is also affected.
There is a relation between the variations in torque and the variations in the surface roughness.
The first conclusion is true when small torque levels are demanded compared with the torque generated by the spindle motor. However, as conclusion 2 states, even small variations in torque affect the workpiece finishing, which is desired to be uniform. The statement in conclusion 3 is quantitatively shown in Table 1. It is also important to note that, besides variations in torque, other conditions exist in the machine that could affect the uniformity of the workpiece finishing.
This methodology and analysis can assist both researchers and CNC machine manufacturers to study the effects of electric power line disturbances in the machine performance. Such studies could lead to propose new techniques to minimize the effects of voltage sags in machinery, improve its overall performance and consequently guarantee the quality of the machined pieces. Furthermore, the complete machine shutdown due to voltage sags, which causes the total workpiece loss, could be monitored with an embedded system featuring the proposed methodology minimizing production delays due to problems in the electric power system.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This work was supported in part by the National Council on Science and Technology (CONACYT), Mexico, under scholarship 213846 and FOFIUAQ FIN-2012-07 project.