
Abstract
The number and the mean price of lathes manufactured in China are, respectively, large and low. However, the reliability of these lathes is comparatively lower to lathes manufactured in some countries. To overcome this major drawback, the reliability optimization design for the failure due to the overlarge static deformation of the computer numerical control lathe spindle is presented here. First, the static deformation of the spindle front end is formulated. This deformation results from the pre-tightening force acting on the front cylindrical roller bearing and the cutting force applied to the spindle front end. In the next step, the corresponding reliability is modeled and estimated. An expression for sensitivity calculation is determined. Subsequently, the reliability optimization method is proposed and is illustrated using a numerical example. The results show that the reliability corresponding to the stochastic static deformation of the computer numerical control lathe spindle was improved, and the reliability robustness increased significantly using the proposed method.
Introduction
A computer numerical control (CNC) lathe is mainly used to machine cylindrical parts such as shafts, axles and round pins. It is also used to bore or ream holes, machine threads and knurls by the use of appropriate installed cutting tools. The total number of the lathes manufactured in China forms a significant proportion in comparison to those manufactured worldwide. In addition, the mean market price of a CNC lathe manufactured in China is significantly low. However, one main drawback of the CNC lathe machinery available in China is related to their reliability, which is lower when compared to lathes manufactured in some countries, such as Germany and Japan. This has prevented lathes manufactured in China from the technical developing and market growing. To overcome this challenge and to improve the reliability of the CNC lathe, a special program for the development of “High-Grade CNC Machine Tools and Basic Manufacturing Equipment” was funded by Key National Science & Technology Special Project, which was established by Chinese government in 2008. The key research mission of this program is to focus efforts toward improving the reliability of the CNC lathe manufactured in China.
The reliability studies on the CNC machine tool have been extensively reported in the literature. Reliability assessment of CNC machine tool was generally based on the time interval between faults. Here, the most important requirement is to estimate the probability density or cumulative distribution of the time interval between faults and its parameters. After which, the determination of the reliability for the CNC machine tool under consideration is trivial. These time intervals between faults are typically best described by Well distribution or exponential distribution.1–3 In certain cases, the reliability assessment of the CNC machine tool was achieved using time interval data collected using fixed or random time censoring test.4,5 For a small sample size, neural networks have also been used to generate the new data based on previously collected data. 6 Lin and Chang 7 reported the evaluation of reliability for a production system with intersectional lines and multiple reworking actions. The production system had the ability to include several CNC machine tools.
To analyze the effect of the fault mode or the effect of any functional part of the CNC machine tool on reliability, a direct method similar to that reported by Jia and colleagues8,9 can be used. In this case, fault modes were ranked based on occurrence frequency and key fault modes were analyzed to decrease their occurrence rate. The CNC machine tool cannot be assumed as a series or parallel system. To complete the reliability allocation of the CNC machine tool, there is a need to explore a new method. This method would typically be based on the characteristics of the CNC machine tool. The allocation method based on failure rate by Wang et al. 10 can be used for this purpose and has been used to determine reliability for 15 subsystems of the CNC lathe. Moreover, this allocation method based on the optimization theory was reported by Wang et al. 11
The reliability of CNC machine tool or mechanical parts can be formulated according to the fault or failure mechanisms and can be calculated using the reliability analysis method. For example, the fatigue strength reliability analysis method can be used to analyze a machine tool part. 12 In addition, the kinematic error of the machine tool was modeled and reliability was analyzed when kinematic error included the stochastic variables. 13 Reliability-based optimization design of the ball screw and nut has been investigated by Sun et al. 14 Here, their goal was to minimize the volume and constraint conditions including contact fatigue and stiffness reliability.
Accelerated reliability test research and assembly reliability analysis are new research topics in this area. In 2011, Zhang et al. 15 reported an accelerated reliability test plan of a CNC machining center worktable. This method was based on fault mode analysis and included several environmental stress components. The assembly reliability analysis may be a critical factor for improving CNC machine tools manufactured in China. Zhang et al. 16 identified key assembly steps using gray correlation analysis. Following this analysis, a relationship model between each key assembly process step and its effect factors was formulated using polychromatic sets theory to determine and control the main effect factors. Moreover, the human reliability was also discussed to recognize and avoid an unwanted process. 17
The reliability optimization design of the CNC lathe spindle has never been reported according to the author’s knowledge. Therefore, the reliability optimization design for the failure because of overlarge static deformation of the CNC lathe spindle is discussed in this work. The static deformation of the CNC lathe spindle has been analyzed using analytical methods such as the lumped parameter method, 18 the finite difference method 19 and the finite element method. 20 The static stiffness of the lathe spindle was formulated by Yang. 21 In their work, the spindle was supported by two or multiple bearings and the force or couple moment was applied to any position of the spindle. A detailed analysis of the static deformation of the CNC lathe spindle due to the cutting force and pre-tightening force has been introduced in Chen 22 and Xia. 23 In this case, the spindle was supported by two cylindrical roller bearings and two thrust bearings, with the front cylindrical roller bearing pre-tightened. This method to support the spindle is used by majority lathes manufactured in China and is the focus of the work reported here. The reliability analysis taking the stochastic static deformation of the CNC lathe spindle into consideration along with its sensitivity is discussed in sections “Reliability and its sensitivity analysis of the spindle stochastic static deformation” and “Reliability optimization design of spindle stochastic static deformation,” respectively. The reliability optimization design method is presented and validated in sections “Numerical example analysis”.
Reliability and its sensitivity analysis of the spindle stochastic static deformation
Spindle static deformation
The CNC lathe spindle used for analysis in this work is shown in Figure 1. The spindle is supported by two cylindrical roller bearings and two thrust bearings. The front cylindrical roller bearing is loaded during the assembly process. Therefore, the spindle static deformation of the CNC lathe is composed of three parts when the cutting force F is applied to the spindle front end. The first part is the static deformation of the spindle front end with the front and back bearings assumed to be the rigid body. From the mechanics of materials, the first part can be written as
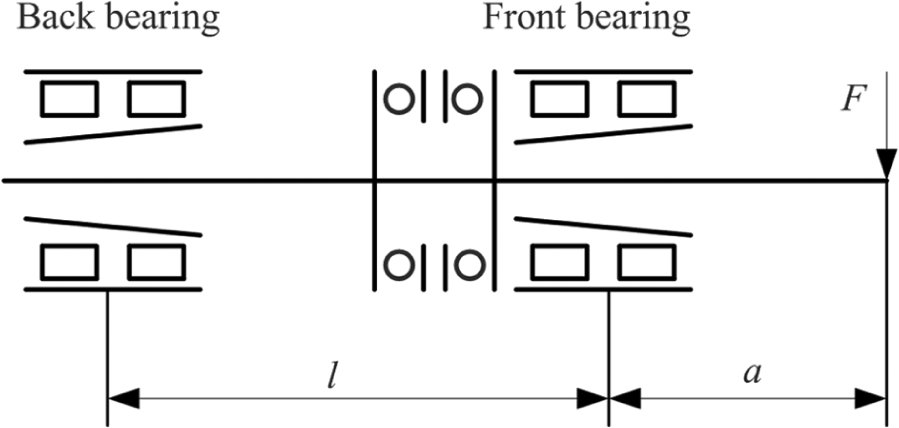
Sketch of the considered CNC lathe spindle.
where l is the span between the front and back cylindrical roller bearings, a is the axial length from the front cylindrical roller bearing to the front end of the spindle, di is the inner diameter of the spindle and d is the equivalent diameter of the spindle which is equal to
where D 1 and D 2 are the outer diameters of the spindle at the section mounted by the front and back cylindrical roller bearings, respectively. 23
The second part is the equivalent static deformation of the spindle front end resulting from the front bearing deformation with the spindle and the back bearing both as the rigid body and is
where
where F
rA,
where F rT is the total force applied to one roller, F T is the total force applied to the front cylindrical roller bearing, i 1 and z 1 are the row amount and the roller amount of each row of the front cylindrical roller bearing, respectively, which may be the multi-row cylindrical roller bearing. F T is calculated by

where F rp is the total pre-tightening force applied to the front cylindrical roller bearing.
The last part is the equivalent static deformation of the spindle front end resulting from the back bearing deformation with the spindle and the front bearing both as the rigid body and is
where
where F rB and F B are the total force applied to one roller and the total force applied to the back cylindrical roller bearing, respectively. F B is given by
i
2 and z
2 are the row amount and roller amount of each row of the back cylindrical roller bearing, respectively. l
a2 is the roller effective length and
Then, the static deformation of the CNC lathe spindle can be written as
Reliability analysis
The static deformation of the CNC lathe spindle calculated by equation (10) should be compensated before starting machining. However, the machining error due to the spindle static deformation cannot be eliminated by the deterministic compensation method because the variables
where

where
where
According to equation (10), the partial derivative of the state function to the variables can be written as
Reliability sensitivity analysis
To improve the reliability of the CNC lathe spindle stochastic static deformation under the condition of excellent reliability robustness in the optimization design, the reliability sensitivity to the variables is analyzed. Here, reliability robustness is defined as the ability of the device to resist reliability change when one or multiple of the means and the standard deviations (SDs) of the variables change slightly. According to equation (13), the reliability sensitivity to the mean and the SD of
where
They are calculated using equations (15)–(25). 25
Reliability optimization design of spindle stochastic static deformation
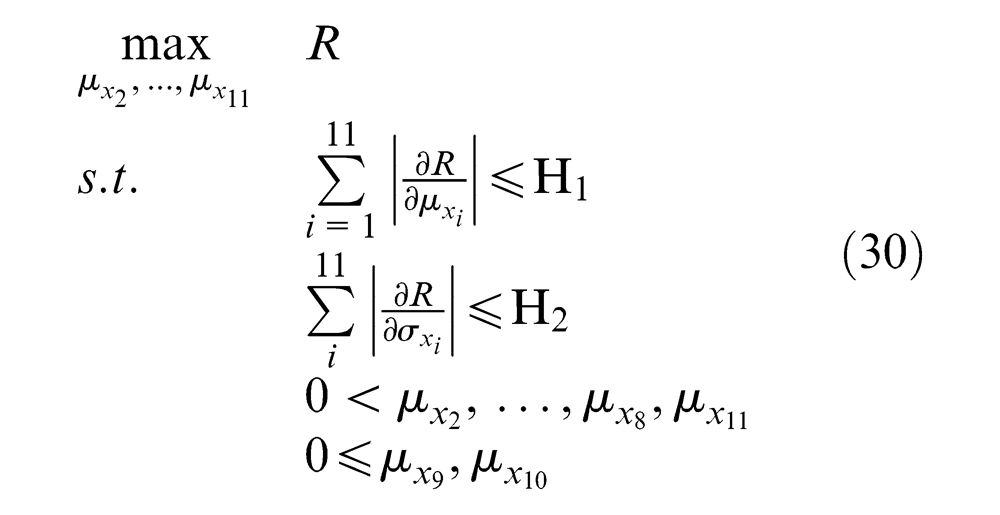
The reliability optimization method to maximize reliability of the stochastic static deformation of the CNC lathe spindle is discussed in this section. The goal function is to maximize reliability. The constraint conditions are that the sum of the absolute reliability sensitivity should be less than a given value and the elements in
where
Numerical example analysis
In this numerical example, D
1 and D
2 follow the normal distribution N(120 mm, 0.06) and N(110 mm, 0.06), respectively. The front and back cylindrical roller bearing are the two-row cylindrical roller bearing (i
1 = i
2 = 2) and their types are NN3024K and NN3022K, respectively. Their parameters
For an allowable error
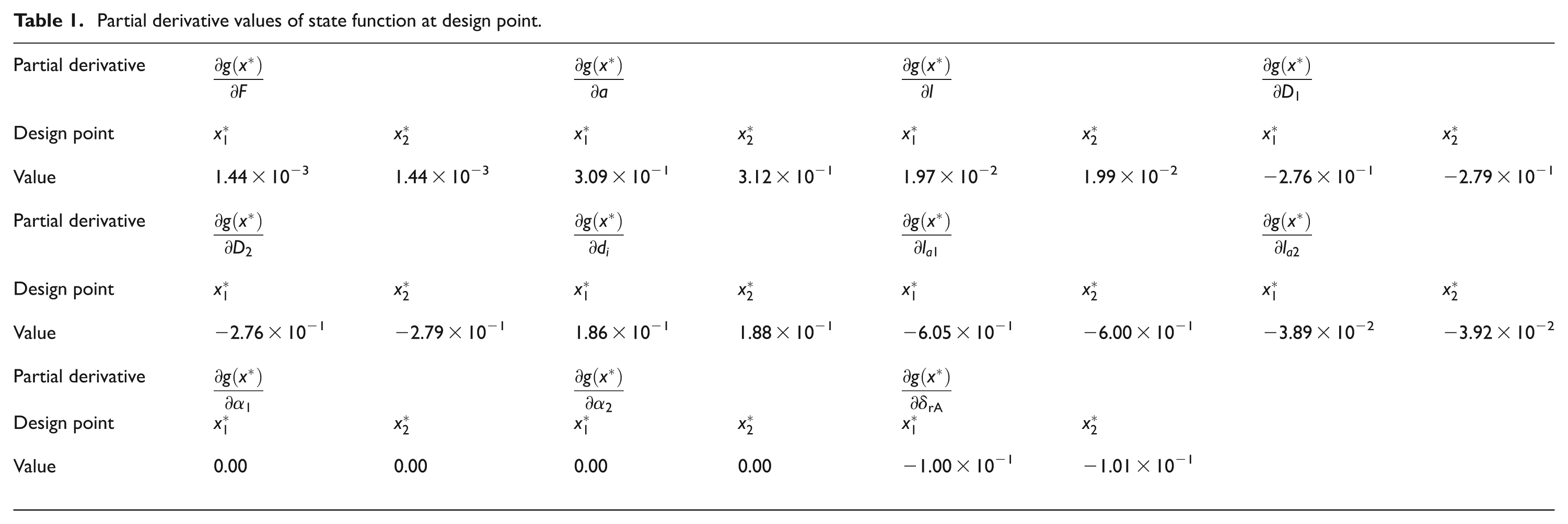
Partial derivative values of state function at design point.
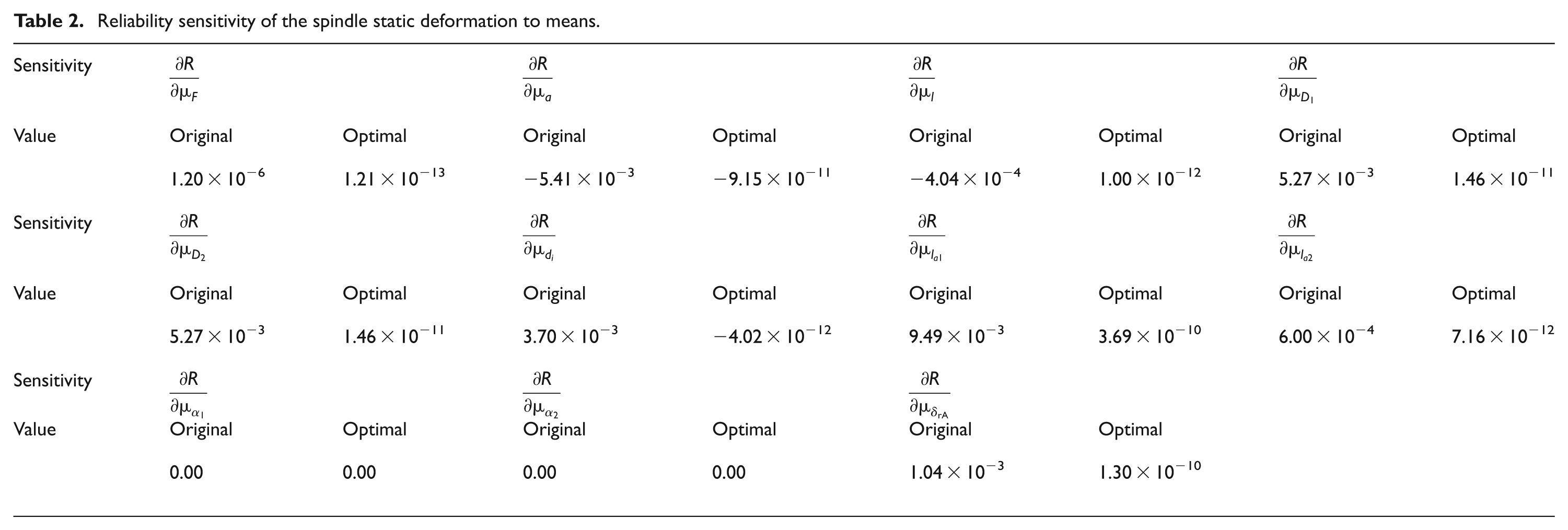
Reliability sensitivity of the spindle static deformation to means.
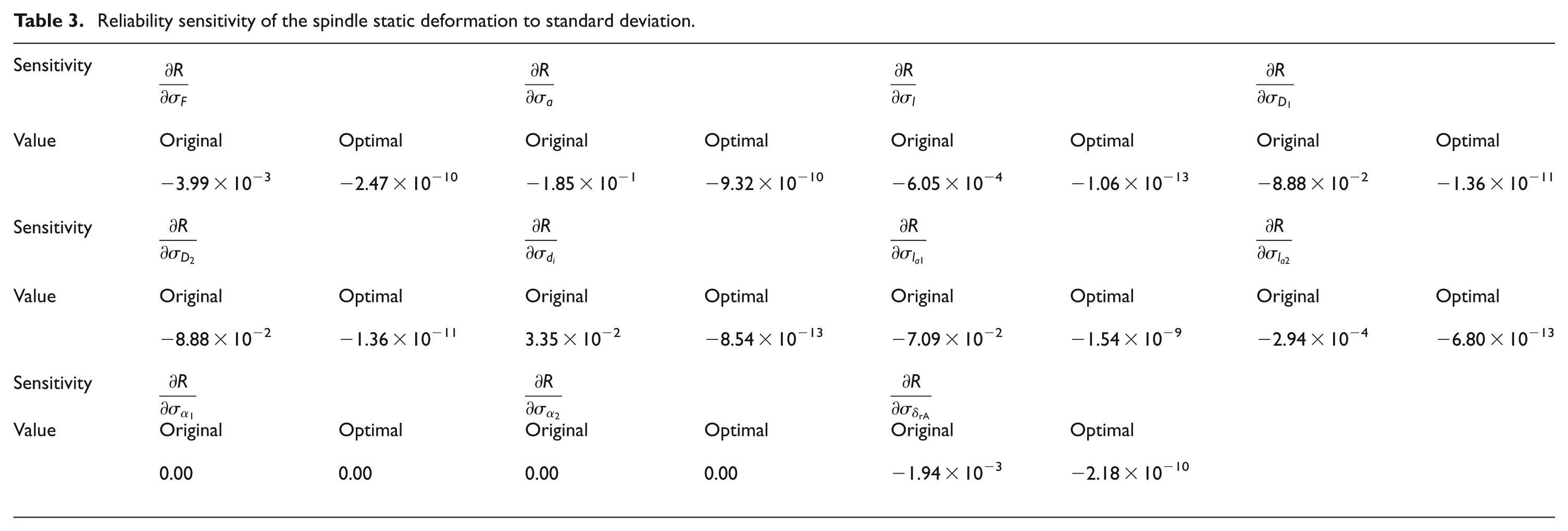
Reliability sensitivity of the spindle static deformation to standard deviation.
To improve the reliability of the spindle stochastic static deformation, the reliability optimization method is used. In the numerical example, equation (30) is expressed by
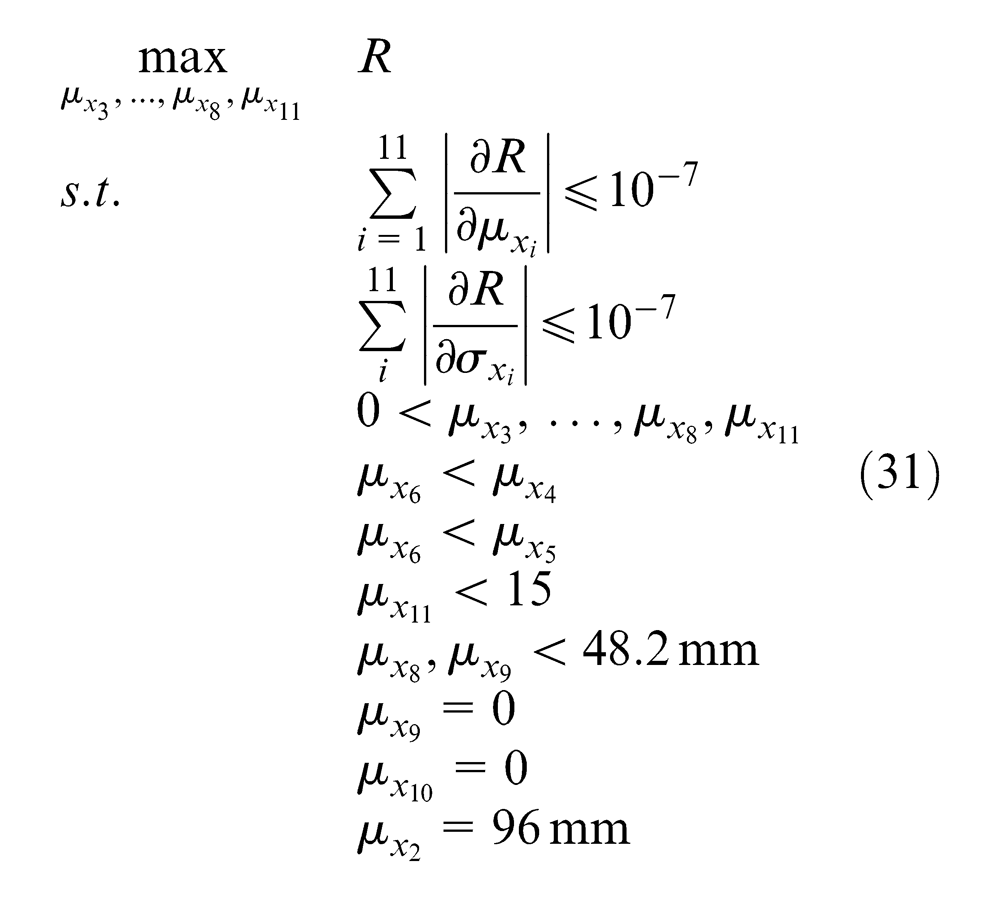
Here, the axial length mean from the front cylindrical roller bearing to the front end of the spindle μa
= 96 mm cannot be changed to assemble the chuck. The mean contact angles for the front and back cylindrical roller bearings are assumed to be 0 rad. The inner diameter mean of the spindle μdi
is less than μD
1 and μD
2. Moreover, the front cylindrical roller bearing pre-tightening deformation
The local maximum searching arithmetic starting from [μx 3,..., μx 8, μx 11] = [346, 120, 110, 80, 13.8, 12.8, 7] is used to solve equation (31). In searching process, the reliability sensitivity calculation is based on the first-order and second moment method. The results show that the reliability R is 0.999999995 when [μx 3,..., μx 8, μx 11] = [1127.13, 497.70, 205.16, 195.54, 48.19, 28.23, 14.95]. By rounding off the optimization values and selecting the front and back cylindrical roller bearing according to the bearing standard, [μx 3,..., μx 8, μx 11] = [1127.00, 500.00, 260.00, 196.00, 48.2, 30.8, 15.00]. The types of the front and back cylindrical roller bearing are NN30/500 K and NN3052K, respectively. The optimization scheme is validated by the methods presented in sections “Reliability and its sensitivity analysis of the spindle stochastic static deformation” and “Reliability optimization design of spindle stochastic static deformation.” The results are that R = 0.999999978 and the sensitivity is shown in Tables 2 and 3. From the validated results of the optimization scheme, the reliability of the spindle stochastic static deformation increased and the reliability robustness was improved significantly. Therefore, this optimization scheme can be used to satisfy the requirements of an ultra-precision CNC lathe and the method discussed here is effective in improving the reliability of the spindle static deformation.
Conclusion
A reliability optimization design method was presented here to improve the reliability of the CNC lathe corresponding to failure due to overlarge static deformation of the spindle as a result of the applied cutting force. The application of the developed method is illustrated in a numerical example for an ultra-precision CNC lathe. The results show that the reliability was improved from the original 0.504994859 to an optimal 0.999999978 and the reliability robustness was increased significantly. This implies that the reliability of the spindle stochastic static deformation can be improved significantly using the method proposed here.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Chinese National Natural Science Foundation (grant number 51135003), China Ministry of Education New Century Excellent Person Support Plan (grant number NCET-12-0105), Key National Science & Technology Special Project on “High-Grade CNC Machine Tools and Basic Manufacturing Equipment” (grant number 2013ZX04011011) and Major State Basic Research Development Program of China (973 Program) (grant number 2014CB046303).