
Abstract
A grey relational analysis is a novel technique for forecast, developing relational analysis and in decision-making in numerous areas of manufacturing or production processes in industry. In this investigation, an attempt has been made to optimize input process parameters considering assigned weight fraction of output quality characteristics using grey relational analysis. The output quality characteristics considered are thrust force, torque and surface roughness under the experimental domain of cutting speed, feed, step diameter and point angle. The drilling experiments were designed as per Taguchi design of experiments using L9 orthogonal array. The combined methodology of orthogonal array design of experiments and grey relational analysis was implemented to establish the best possible input process parameters that give minimum thrust force, torque and surface roughness. The results reveal that with the help of grey relational analysis, output quality characteristics can be enhanced efficiently.
Keywords
Introduction
Metal matrix composites (MMCs) are well known for their superior mechanical (high strength-to-weight ratio, high modulus, wear resistance, and so on) and corrosion resistance as compared to monolithic materials. 1 These superior properties are because of hard ceramic reinforcement combined with tough metallic matrix. 2 The use of these materials ranges from aerospace industry to transportation industry including electronic and household products industry. The hard abrasive ceramic component, which increases the mechanical characteristics of MMC, causes quick wear and premature tool failure in the machining operations. 3 As per BCC research, global market for MMCs consumed 4.1 million kilograms of materials in 2007 and 4.4 million kilograms in 2008. This is expected to increase to 5.9 million in 2013, for a compound annual growth rate (CAGR) of 5.9%. The ground transportation segment has the largest share of market and used 2.4 million kilograms of materials in 2008. This should reach 3.2 million kilograms in 2013, for a CAGR of 5.5%. Electronics/thermal management applications have the second largest market share. 4 From these statistics, it can be concluded that MMCs are going to become lifeline for industry. As per ‘low cost, low rejection’, the requirement of industry secondary processing of MMCs requires substantial attention of researchers. The machining process, particularly drilling, is the most common machining process used in industry for assembly or joining purposes to produce desirable products. Despite the development of modern machining methods in manufacturing industry, the conventional hole drilling method is still the most widely used machining method due to the economic reasons and the applicability. 5 When MMCs are under consideration, their drilling possesses numerous challenges, like high tool wear rate, high cutting forces, increased surface roughness (SR) and so on, because of the presence of hard ceramic reinforcement.
A number of studies, in the field of drilling of MMCs, have been performed by various researchers worldwide in the last decade. A correlation was established by Davim 6 using Taguchi methodology between cutting speed, feed and cutting time with evaluation of tool wear, specific cutting pressure and hole SR during drilling of A356/20% SiC-T6. SR and microstructure analysis were carried out by Tosun et al. 7 during drilling of Al/17% SiC. The authors had opinion that quality of drilled hole depends upon the cutting conditions, tool geometry, tool material, machining process, mechanism of chip formation, tool wear, material of workpiece, vibration during drilling and so on. Thus, improper selection of cutting conditions may cause deterioration in output quality characteristics. For better productivity and enhanced tool life, it becomes necessary to optimize cutting parameters. A number of optimization methods have been used by researchers over a period of time, like Lagrangian function method, 9 geometrical programming method, 10 response surface methodology, Taguchi methodology6,11,12,20 and so on, for optimizing responses for multi input process parameters for single-output quality characteristics. The complicated multi output response problem can be solved using grey relational analysis (GRA) based upon grey theory proposed by Deng. 11 A GRA is a method of measuring the degree of approximation among sequence using grey relational grade. A grade is developed to assess multiple responses. Accordingly, multiple responses are optimized by converting into an optimized single grey relational grade. The methodology of GRA appreciably attracts researchers, and they have examined the manufacturing process capability of process using grey relational approach. For example, Tzenga et al. 13 applied GRA for optimization of turning process; Noorul Haq et al. 14 and Rajmohan and Palanikumar 15 applied GRA for drilling of MMCs to obtain the optimized input process parameters for optimized multi response output quality characteristics. Fung et al. 16 studied the optimization of injection moulding process parameters using GRA. Lin and Lee 17 studied optimization of machining parameters using magnetic force–assisted electrical discharge machining (EDM) based on GRA. Pawade and Joshi 18 used Taguchi grey relational analysis (TGRA) to optimize SR and cutting forces in high-speed turning of Inconel 718.
As discussed earlier, drilling of MMCs poses numerous challenges for researcher in terms of high cutting forces, high SR, tool wear, burr formation and so on. It means a complex interrelationship exists between input process parameters and output quality characteristics (Figure 1). Thus, multi response optimization for drilling behaviour of MMCs on output quality characteristics becomes necessary for economical production of products. Taguchi L9 orthogonal array (OA) has been successfully used for process optimization by Tzenga et al., 13 Noorul Haq et al., 12 Rajmohan and Palanikumar, 15 Fung et al. 16 and so on. Therefore, in the present investigation, Taguchi L9 OA was applied to plan experimentation. Four input process parameters, cutting speed, feed, step diameter (SD) and point angle (PA) with three levels each, were selected. The influence of these process parameters on quality targets, thrust force, torque and SR was examined using GRA. Optimal combination of process parameters was obtained. Through grey relational grade matrix, most influential factor for individual quality characteristics for drilling process can also be identified.
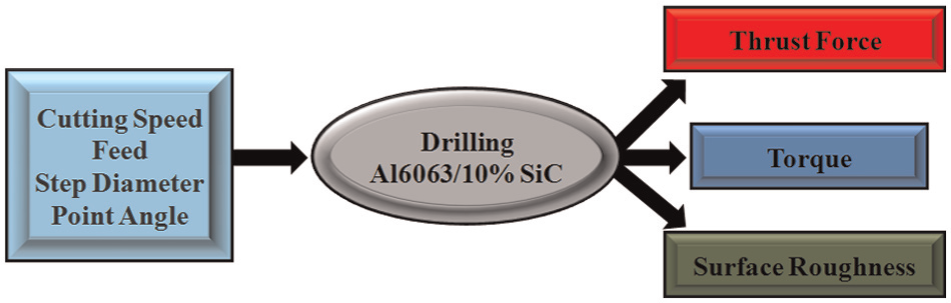
Interrelationship between input and output process variables.
Problem formulation
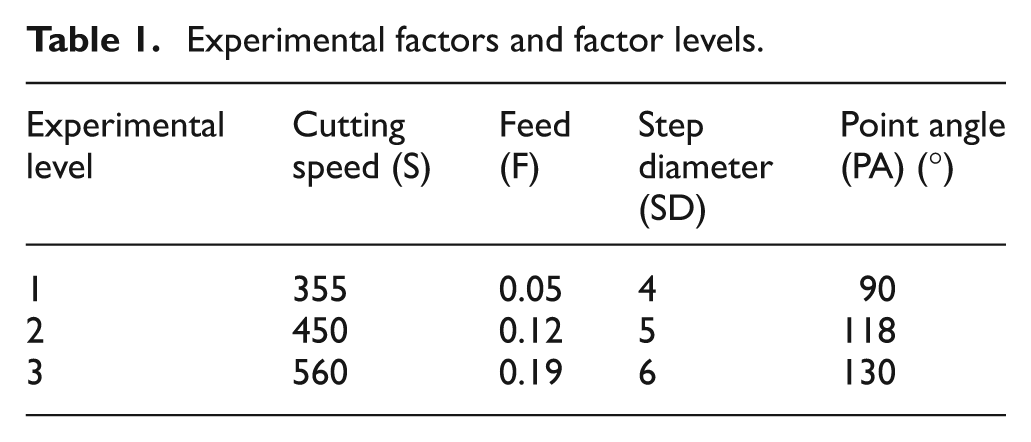
The statement of problem under multi objective optimization can be stated as minimize thrust force, torque and SR with reference to independent input process parameters, cutting speed, feed, SD and PA. The range of input process parameters used for experimental investigation is shown in Table 1. This multi objective problem can be converted into a single objective function using GRA (Figure 2), and a grey relational grade has been identified. Maximizing this grey relation grade, subjected to independent process parameter, is in experimental range.
Experimental factors and factor levels.
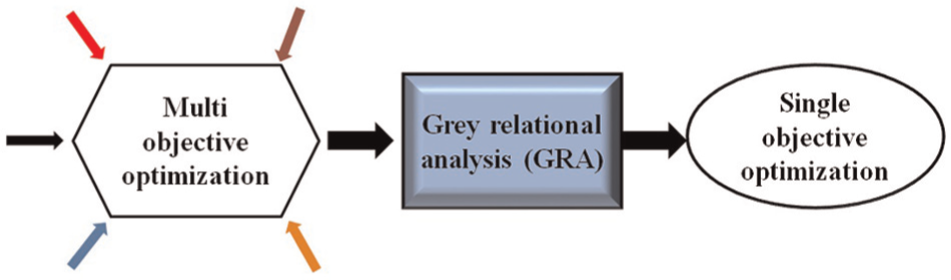
Purpose of grey relational analysis.
Materials and methods
MMCs were developed in-house with ‘stir and squeeze’ casting method. The matrix material used for production of MMC was Al 6063. A chemical grade SiC with more than 99.5% purity was used as reinforcement with an average grain size of 10 µm. The drilling experiments were performed dry on radial drilling machine (Batliboi and Company Pvt. Ltd, Surat, Gujarat, India) powered by 1.5 kW main spindle motor. Modified solid carbide drill geometry of 8 mm drill diameter, as shown in Figure 3, was used for experimentation. The process parameters under investigation were categorized as machine tool parameters and cutting tool parameters. The thrust forces (N), torque (N cm) and SR (Ra) were considered as output quality characteristics. Drilling force along the axis of drill (thrust force: Fz) and moment (Torque: T) along the axis of rotation were recorded using four component drill dynamometer (make: KISTLER, type: 9272, Winterthur, Switzerland), as shown in Figure 4(a). Mitutoyo SJ-400 SR tester, as shown in Figure 4(b), was used to measure SR (Ra) at four positions of drilled hole wall spaced at 90° interval. Average of four SR values along the circumference of drilled hole was taken as SR of drilled hole. The entrance and exit side of the drilled holes are presented in Figure 5. The visual inspection of drilled hole shows no evidence of burr formation at the entrance as well on the exit side of the drilled hole wall.
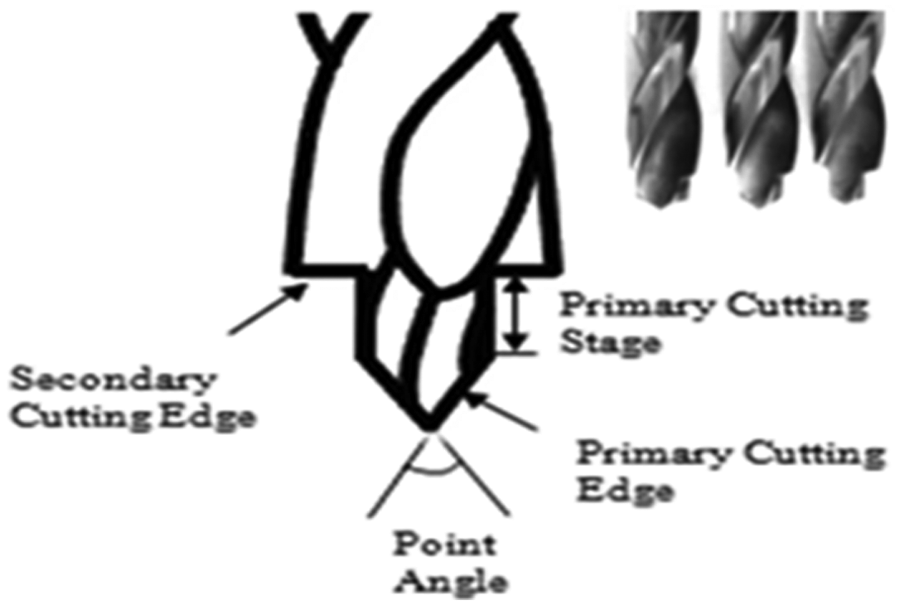
Modified drill point geometry.
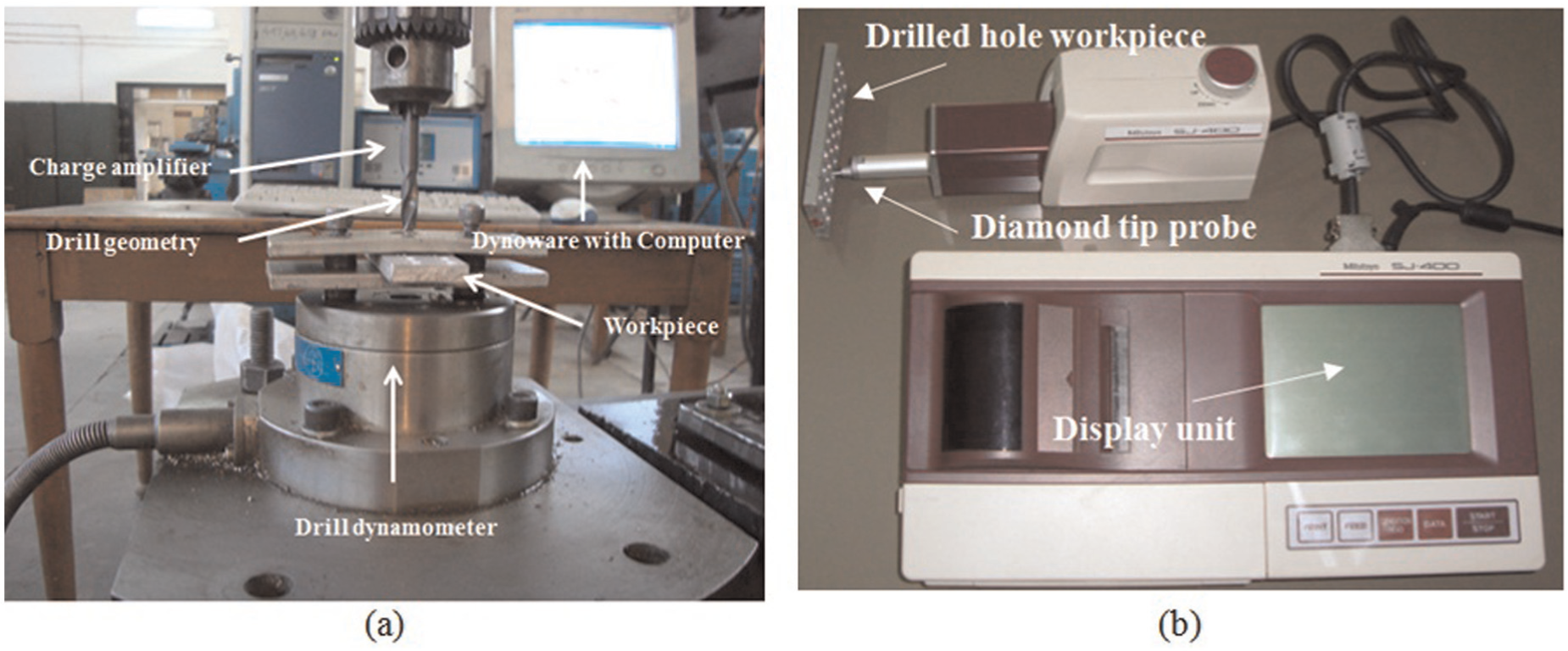
(a) Drilling setup with drill dynamometer and (b) surface roughness tester.
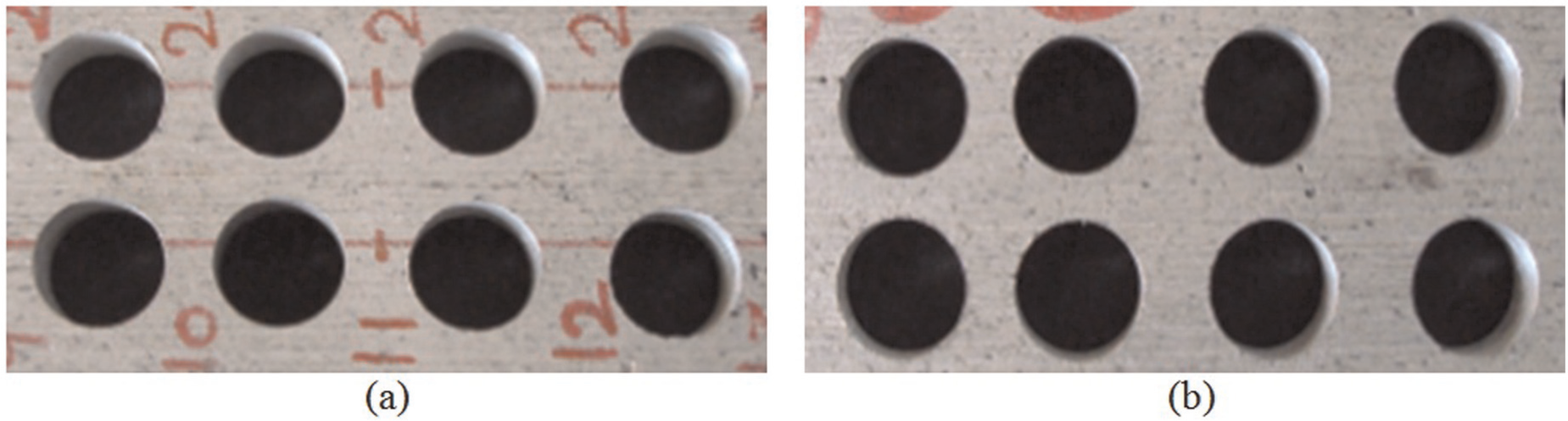
(a) Entrance side of drilled hole and (b) exit side of drilled hole.
Methodology for GRA
In GRA, black represents having no information and white represents having all information. A grey system has a level of information between black and white. In other words, in a grey system, some information is known and some information is unknown. The procedure adopted for optimization using GRA is shown in flow chart (Figure 6). The stepwise procedure for GRA is explained in the subsequent sections.
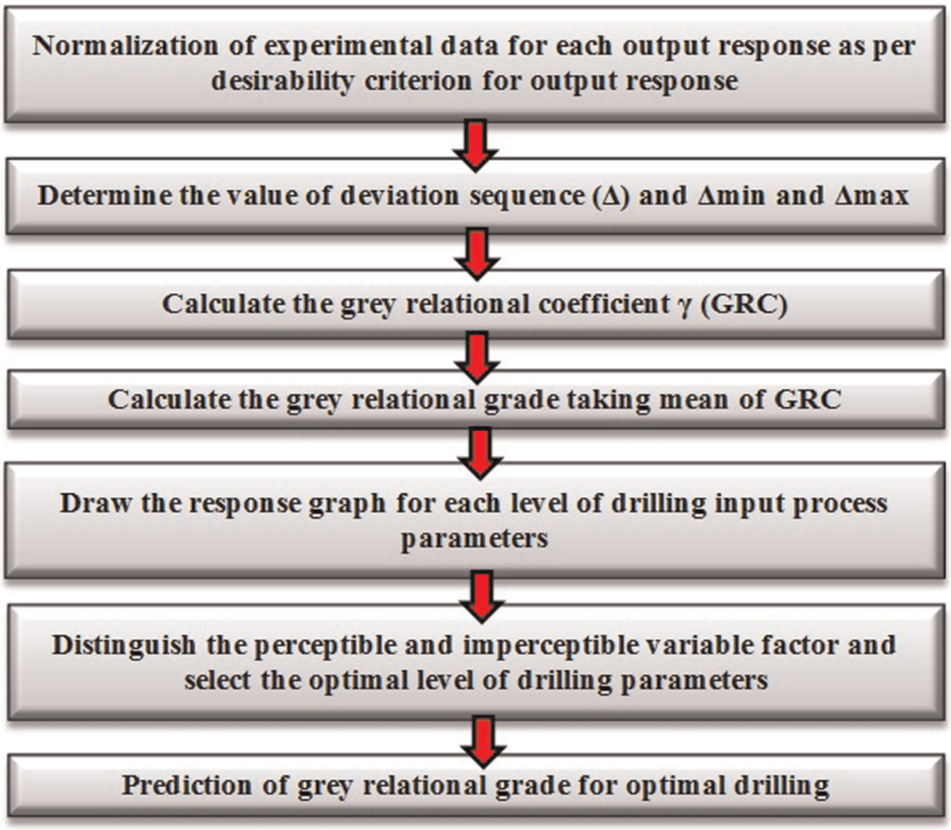
Flow chart for grey relational analysis.
Data preprocessing
The range, units and direction of output quality characteristics in drilling process may differ from each other. Therefore, a common platform is required to process data with respect to each other, which is known as data preprocessing.
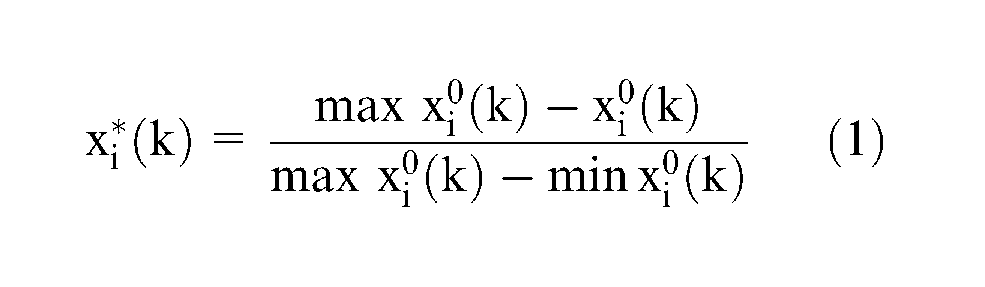
The data preprocessing is the process of reassigning original order into a comparative order. The data preprocessing technique depends upon the characteristics of output response. In the present investigation, the target for the output quality characteristics, thrust force, torque and SR is ‘lower-the-better’, and the original sequence can be normalized as follows
On the other hand, data sequence can be normalized with the most basis approach, that is, values of original sequence are divided by first value of data sequence
Grey relational coefficient and grey relational grade
After data preprocessing, grey relational coefficient (GRC) can be calculated using preprocessed sequence of quality characteristics. The GRC is defined as follows
where
where
The weighted sum of GRC is called the grey relational grade and is defined as follows
The association among reference and comparability sequences is designated by grey relational grade. For indistinguishable sequence, value of grey relational grade is equal to 1. The level of influence exercised by comparability sequence on reference sequence is also pointed out by grey relational grade. Subsequently, if a specific comparability sequence is more significant to reference sequence than other comparability sequences, the grey relational grade for that comparability sequence and reference sequence will exceed that for other grey relational grades.8,14 The GRA is in reality a measurement of absolute value of data variance among sequences and can be used to estimate the association between sequences.
Results and discussion
The desirability criterion for optimum drilling performance is minimum thrust force, minimum torque and minimum SR. When MMCs are in consideration, cutting forces are considerably higher because of abrasive reinforcement, which causes deterioration in the performance of the process. The experimental results for thrust force, torque and SR are presented in Table 2. For data preprocessing in GRA, thrust force, torque and SR were based upon ‘lower-the-better’ principle; thus, equation (1) was employed for data preprocessing.
Reference sequences and comparability sequences for thrust force, torque and surface roughness and experimental factor levels.
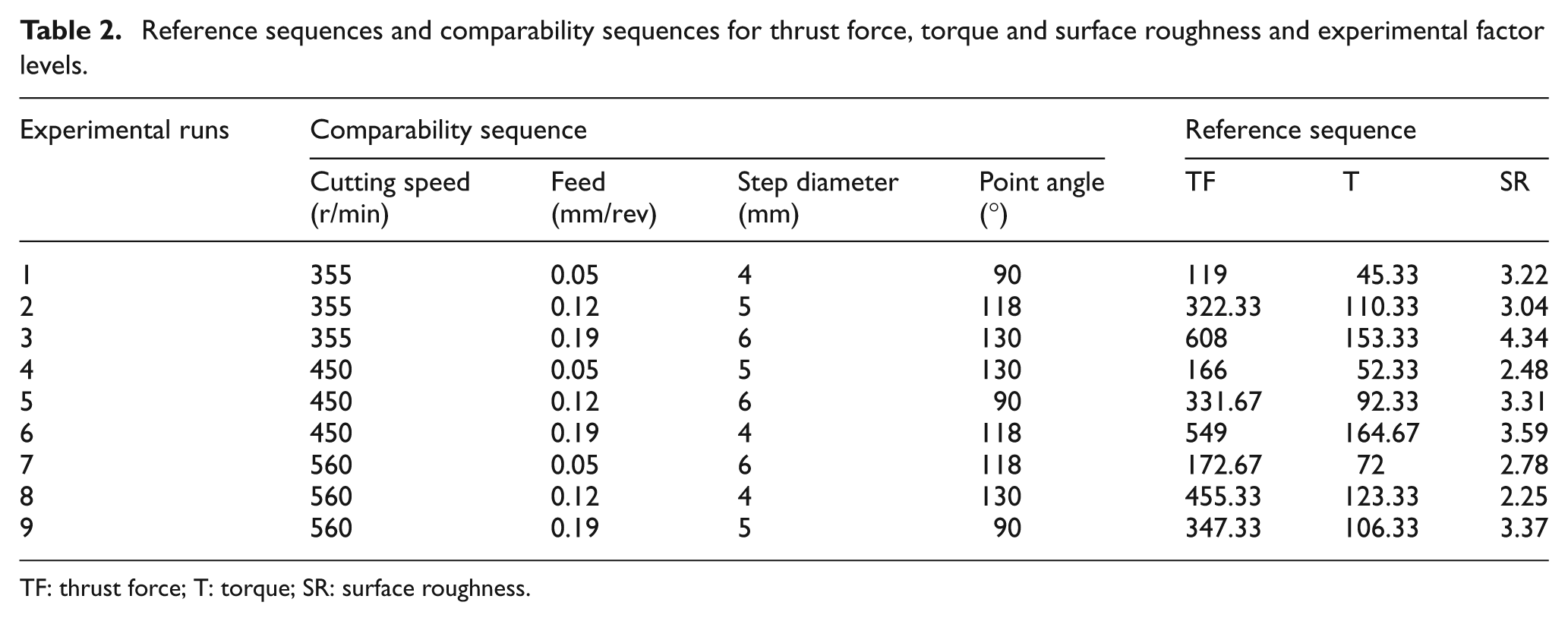
TF: thrust force; T: torque; SR: surface roughness.
The result of experimental runs for comparability sequence and reference sequence was calculated and presented in Table 3. The distinguished coefficient ζ (0.5) was substituted in equation (5) to generate GRC. The weight (w) assigned to output quality characteristics depends upon the requirement of process or its application. In the present investigation, equal weights (0.333) were assigned to thrust force, torque and SR, and their summation is equal to 1. The GRC and grey relational grade for each experimental run were calculated as per equations (3) and (5) and are presented in Table 4. From the calculated values of grey relational grade, it was observed that experimental run 4 (S2, F1, SD2 and PA3) has highest grey relational grade. Therefore, experimental run setting at experiment 4 of input process parameters gives minimum thrust force, torque and SR (i.e. best multi-performance experimental run) among all experimental runs. But it does not give an idea about optimal setting of input process parameters for optimum output quality characteristics. A TGRA technique was applied on generated grey relational grade to obtain optimal setting of input process parameters for optimal multi response performance. As per Taguchi methodology response, Table 4 was used to calculate average grey relational grade for each input process parameters at different levels. The method is, group grey relational grade by factor level at each column in OA and then takes average of them. For example, in the first column of OA (Table 3), experimental runs 1–3 are at first level of factor cutting speed (S). The calculated grey relational grade for cutting speed at levels 1–3 is given as
Sequence after data preprocessing.
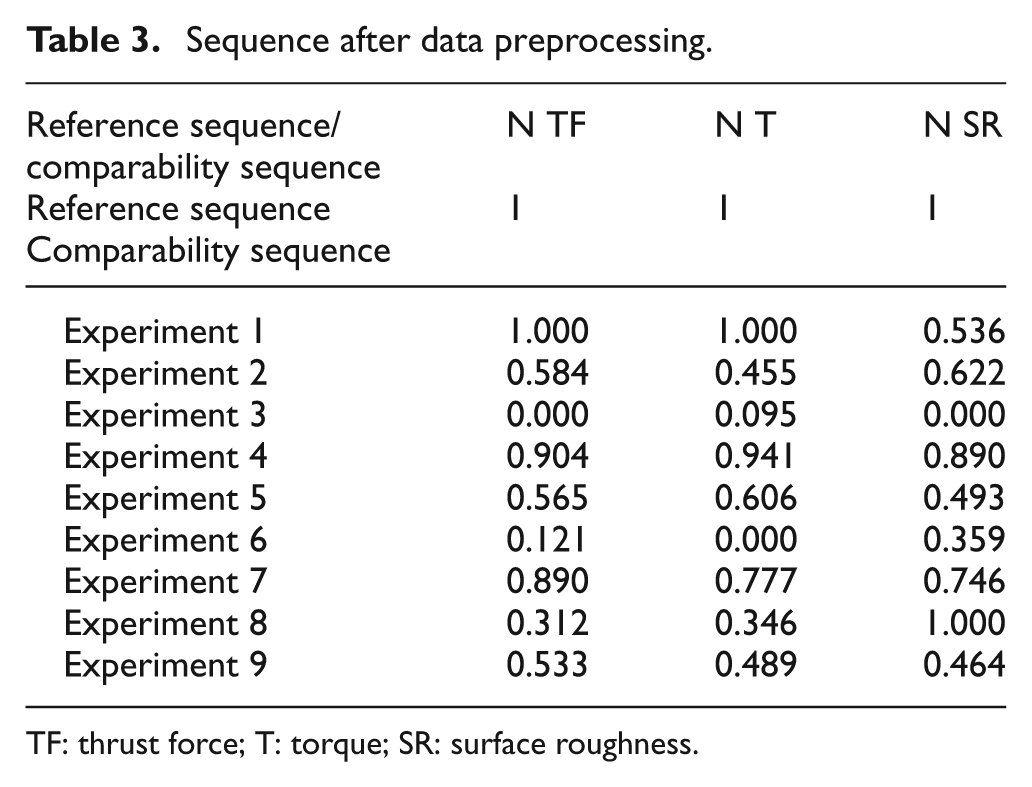
TF: thrust force; T: torque; SR: surface roughness.
Calculated grey relational coefficient and grey relational grade.
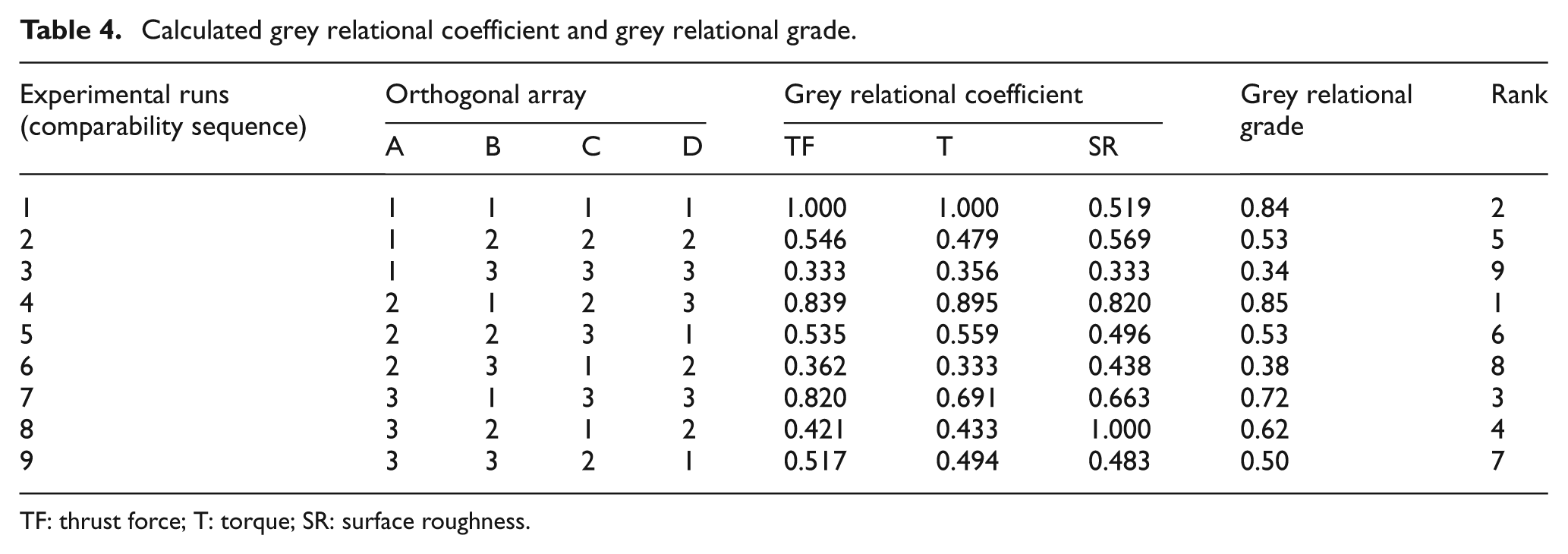
TF: thrust force; T: torque; SR: surface roughness.

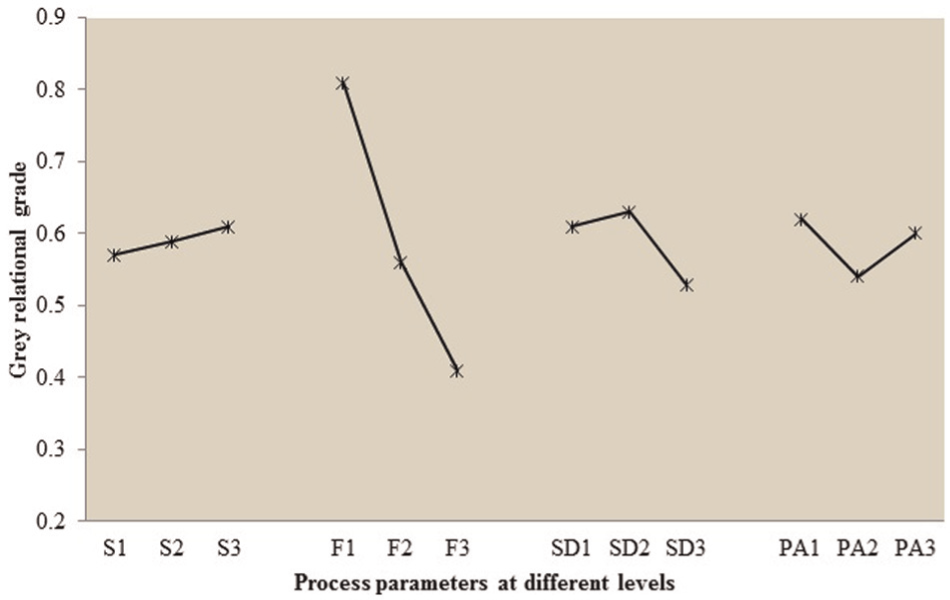
Using the same approach, average grey relational grade for each factor was calculated and is presented in Table 5. The grey relational grade represents the amount of association among reference sequence and comparability sequence. The larger value of grey relational grade presents that comparability sequence has a durable relation with reference sequence. 17 In other words, despite category of performance characteristics, larger grey relational value corresponds to improved performance. 8 Therefore, optimal process parameter conditions are corresponding to larger value of grey relational grade. Based upon this criterion, one can select the level of input process parameters that provides large average grey relational grade. The combination of cutting speed (S) at level 3, feed (F) at level 1, SD at level 2 and PA at level 1 (Table 5) shows largest value of average grey relational grades. Therefore, S3F1SD2PA1 with a cutting speed of 560 r/min, feed of 0.05 mm/rev, SD of 5 mm and PA of 90° is the optimum combination of input parameters for multi response optimization in drilling of MMCs. The difference between maximum and minimum average grey relational grade of each input process parameter is as follows: for cutting speed (S) of 0.04, for feed (F) of 0.40, for SD of 0.10 and for PA of 0.08. These numerical values give an idea about most important controllable factor that influences output quality characteristics of process. The most important controllable factor corresponds to the maximum of these values, that is, feed of 0.40, followed by SD of 0.10, PA of 0.08 and cutting speed of 0.04.
Average grey relational grade by factor level.

It was observed that smaller cutting speed (355 r/min) produces higher SR as compared to larger cutting speed (560 r/min). Similar results for SR were observed by others during drilling of MMC or hybrid MMCs.11,12 At higher cutting speed, decrease in SR may be because surface flaws and discontinuities get wiped out due to increase in thermal influence in cutting region. Furthermore, thermal heating in cutting region causes decrease in shear strength of workpiece and allows easy shearing of material during drilling process. It has also been reported by researchers that during the drilling process, effect of cutting speed on drilling forces is very small as compared to feed. Thus, overall drilling performance is higher at higher grey relational grade for input process parameter cutting speed, as presented in Figure 7. It was observed from Figure 7 that there is a steep decrease in grey relational grade with increase in feed. The cutting forces were low at smaller feed of 0.05 mm/rev and increased precipitously with increase in feed of 0.19 mm/rev. At lower feed, higher value of SR was observed. Therefore, overall drilling performance is better at lower feed of 0.05, which was reflected by higher grey relational grade in Figure 7. The second level of SD (5 mm) and the first level of PA (90°) give higher value of grey relational grade. The moderate level of SD shows decrease in thrust force and torque, which may be due to the thermal softening of material in cutting region. The secondary cutting edges of drill geometry are exposed to this thermally softened material and may cause overall decrease in the cutting forces. The lower value of PA causes a decrease in thrust force because of easy piercing of cutting edge into the workpiece material. Although decrease in SR was observed with increase in PA from 90° to 130°, overall optimal performance of drilling process was observed at the second level of SD (5 mm) and the first level of PA (90°). The scanning electron microscope (SEM) images of drilled hole specimen at TGRA and thermogravimetric analysis (TGA) conditions are shown in Figure 8. The SEM image reveals drilled surface topography and clearly indicates the honing effect produced by entrapped silicon carbide particles on drilled surface. Debris, silicon carbide particle and smeared layers are also seen on hole wall surface. The SR values of drilled hole wall at optimal TGRA and optimal GRA conditions are 2.18 and 2.48, respectively. The magnitude of thrust force observed at TGRA and GRA conditions is 226 and 252 N, respectively, and the magnitude of torque observed at TGRA and GRA conditions is 65 and 62 N cm, respectively, and is shown in Figure 8.
Weighted grey relational grade.
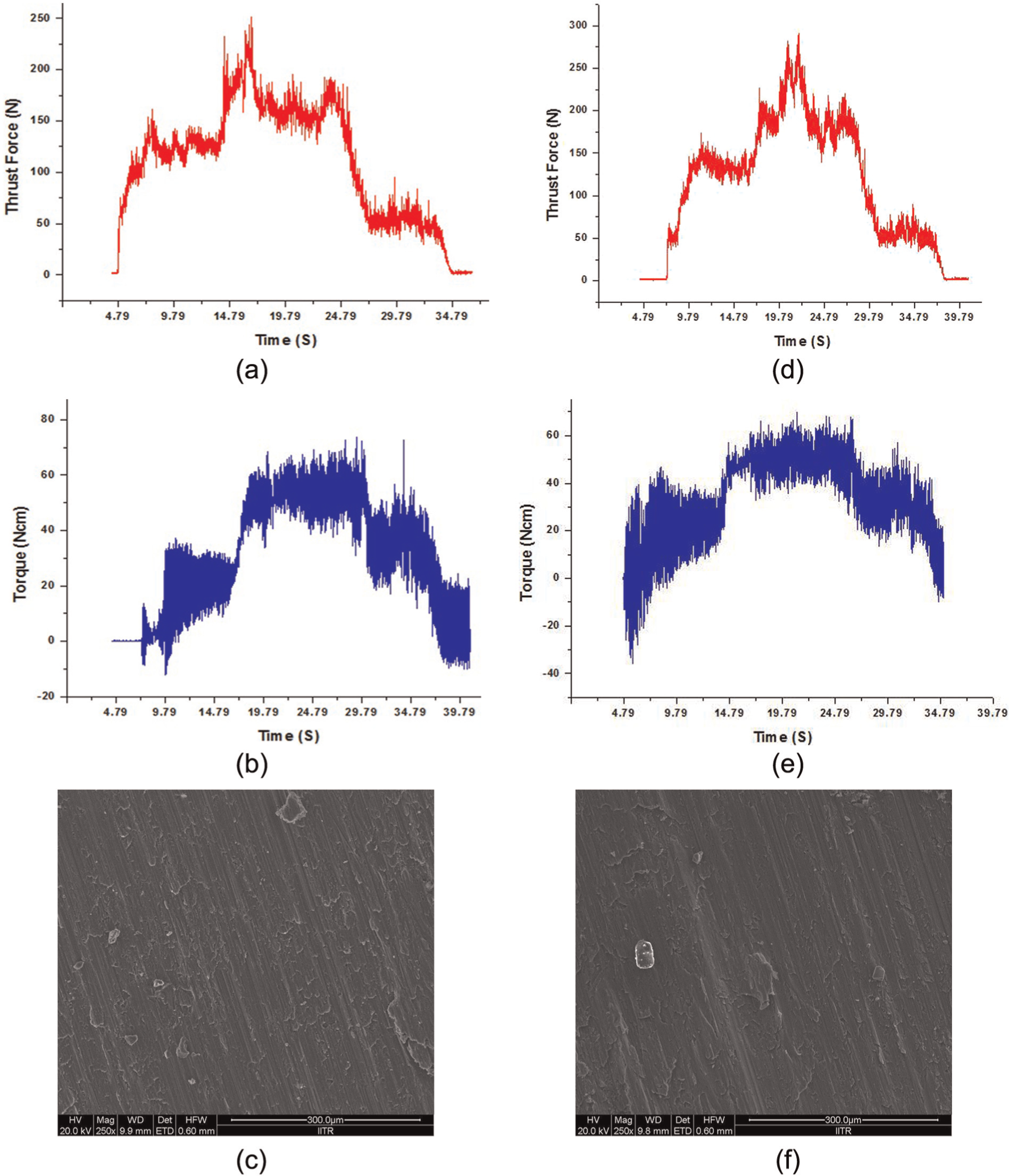
(a) Thrust force signal at TGRA, (b) Torque signal at TGRA, (c) SEM image of drilled hole wall at TGRA, (d) Thrust force signal at GRA, (e) Torque signal at GRA and (f) SEM image of drilled hole wall at GRA.
Most influential factor
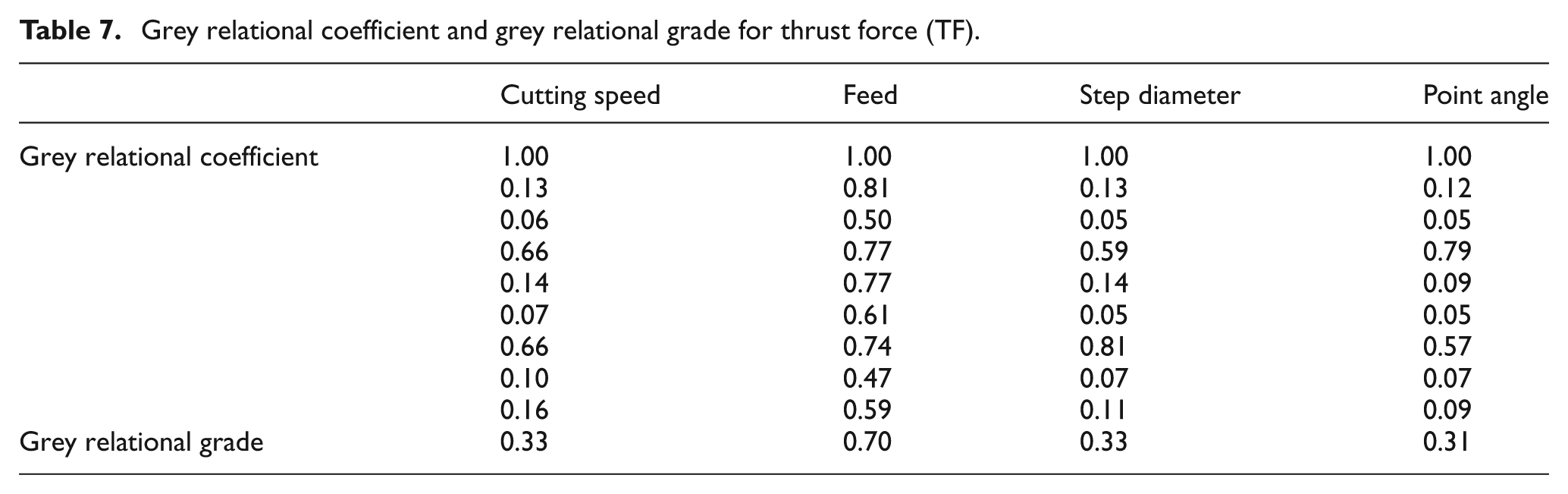
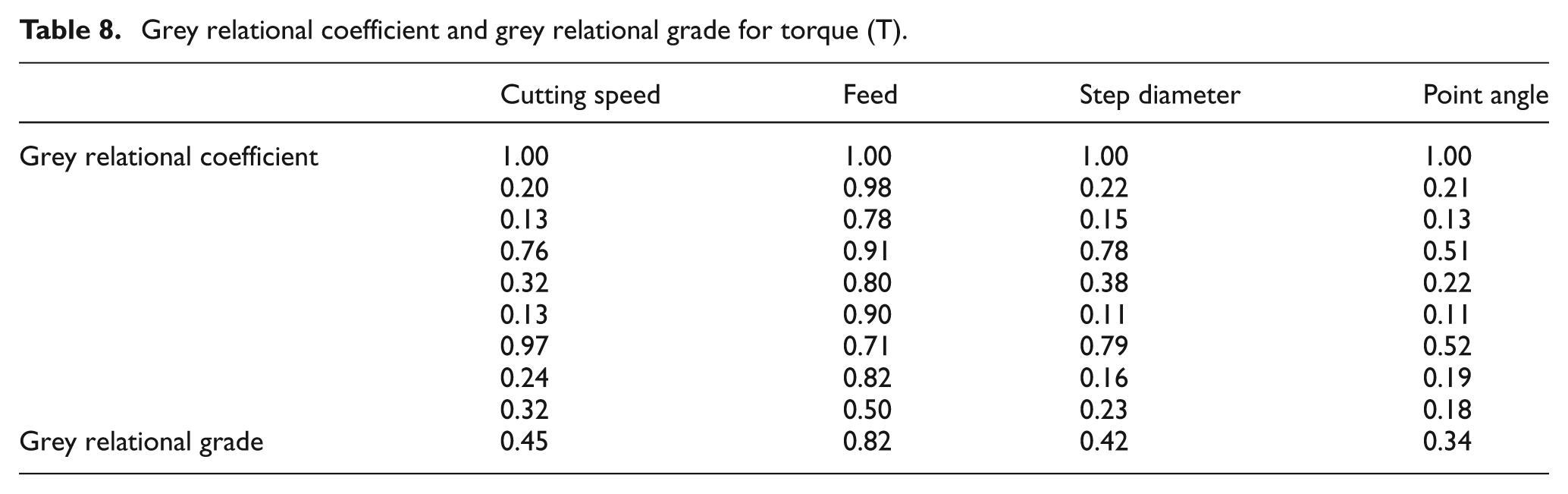
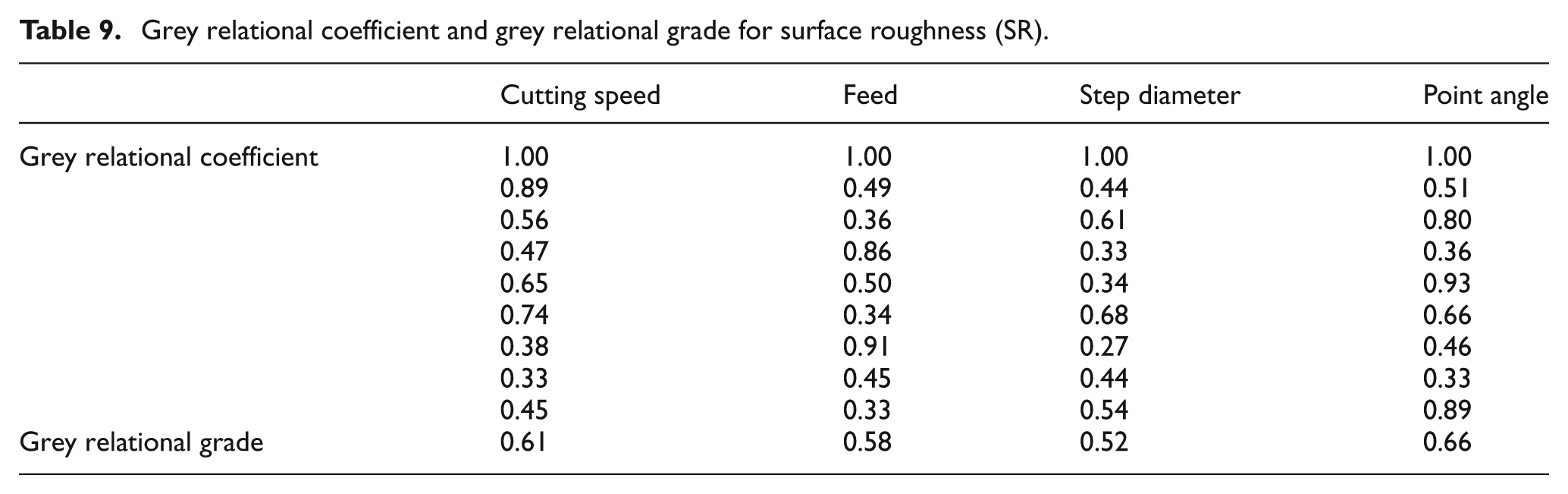
The influence of input process parameters on output quality targets can also be investigated using GRA. All factor levels of input process parameters are comparability sequences for four controllable process parameters, as presented in Table 2. Data preprocessing was performed as per equation (2), that is, data sequence normalized by initial value and the results are shown in Table 6. Accordingly, deviation sequences were calculated using same methodology as discussed above. The GRCs were obtained by substituting deviation sequences and distinguishing coefficient in equation (3). Furthermore, average of GRC was taken by assigning equal weight to obtain grey relational grade. Tables 7–9 presents GRCs and grade for thrust force, torque and SR, respectively, of reference sequence and comparability sequences.
Sequence after data preprocessing.
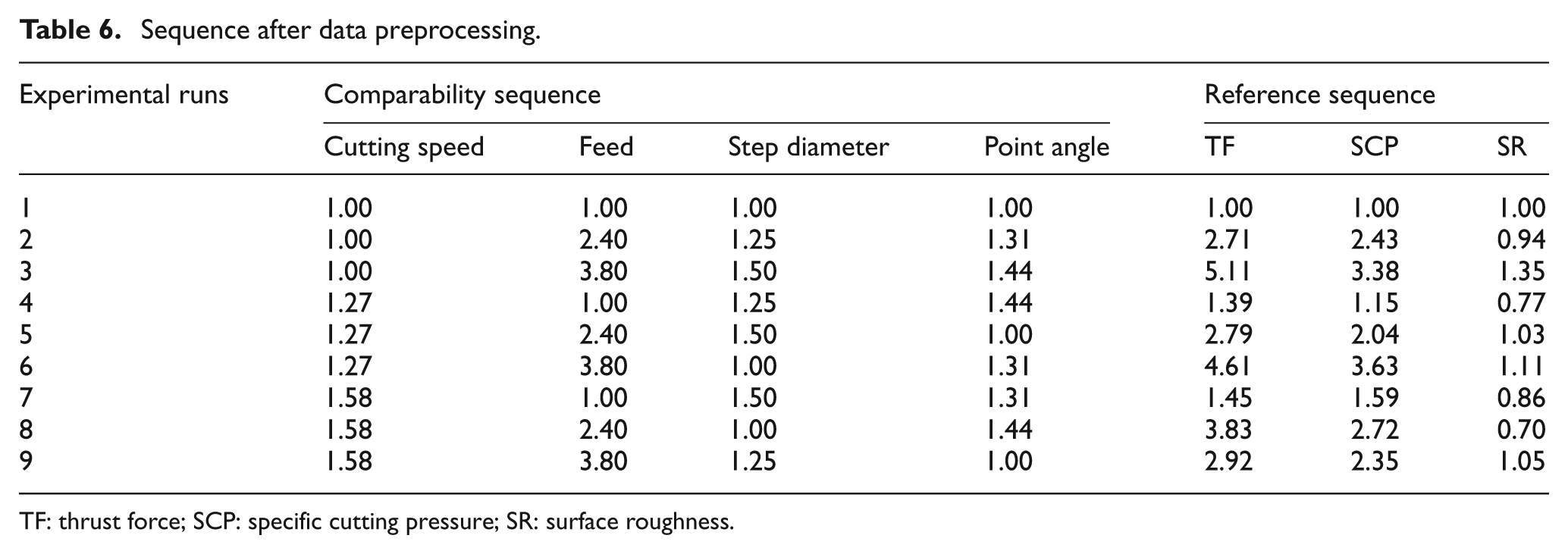
TF: thrust force; SCP: specific cutting pressure; SR: surface roughness.
Grey relational coefficient and grey relational grade for thrust force (TF).
Grey relational coefficient and grey relational grade for torque (T).
Grey relational coefficient and grey relational grade for surface roughness (SR).
The grey relational grades in Tables 7–9 can further be arranged in the matrix, as follows
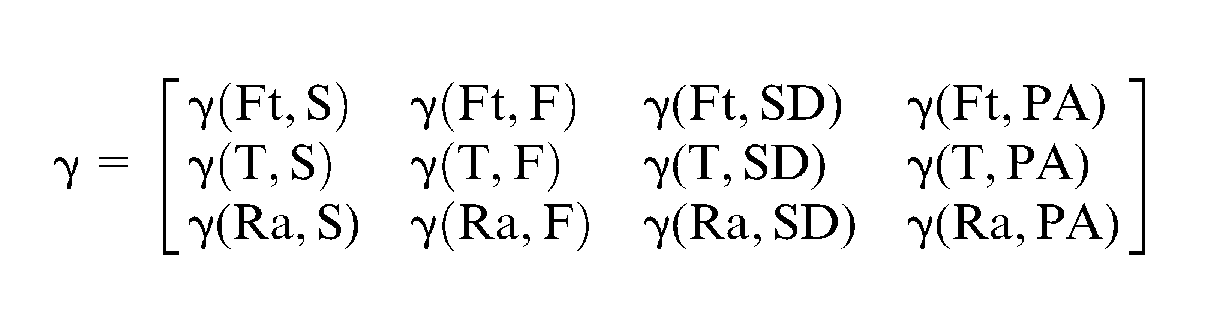
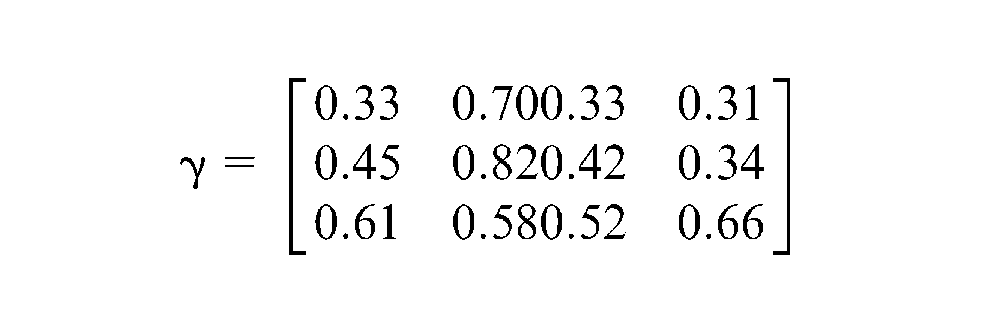
Several conclusions can be drawn by comparing rows 1–3 from the obtained matrix. In the first row,
Conclusion
Multi response optimization using GRA was performed to study the drilling behaviour of Al6063/10% SiC MMC. Thrust force, torque and SR were considered as quality targets of the drilling process. A L9 OA as per Taguchi design of experimentations was used to perform the experiments. The following conclusions can be drawn on the basis of GRA:
The optimal level of process parameters for optimum multi response quality targets was obtained as S3F1SD2PA1: cutting speed of 560 r/min, feed of 0.05 mm/rev, SD of 5 mm and PA of 90°.
Among the input process parameters under consideration, feed exhibits strongest correlation with the thrust force and torque. While for SR, PA shows the strongest correlation followed by cutting speed, feed and SD.
An increase in surface finish was observed in GRA and TGRA experimental runs from 2.48 to 2.18 Ra.
The SEM images of the drilled hole wall surfaces show the evidence of honing effect, debris and sheared surface of workpiece material.
GRA is a very useful technique to optimize the thrust force, torque and SR during drilling of MMCs under experimental domain. It does not involve any complicated mathematical theory, computation or simulation. Therefore, GRA concept can be utilized without any statistical background in industry.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received grant under the head of Faculty Initiation Grant (Scheme B) No. IITR/SRIC/122/F.I.G. (B) to Dr Akshay Dvivedi, Assistant Professor, Department of Mechanical and Industrial Engineering, Indian Institute of Technology Roorkee, Roorkee, Uttarakhand, India.