
Abstract
For precision machining of large-sized optical elements, more attention is being paid to the ground surface quality, the processing costs and the machining efficiency. Besides the commonly used fine-grained diamond wheels, the coarse-grained diamond wheel is now also expected to be a promising tool with lower wheel wear rate and higher efficiency. However, conditioning of this kind of wheel is always a difficult issue to deal with. In this article, the efficient conditioning of the electroplated diamond wheel and precision grinding of BK7 glasses were investigated. Through the single diamond grit wear simulation, D3 steel was chosen as the conditioning tool. The worn diamond abrasive morphology and Raman spectroscopy analysis revealed the conditioning mechanism. Under different conditioning stages, the BK7 glasses were correspondingly ground exhibiting different surface integrity and grinding forces. The experimental results indicated that the wheel’s run-out error could be rapidly reduced to 5.8 µm because of the blend graphitization, passivation, diffusion and microcrushing of the diamond abrasives. The precision ground BK7 glasses could achieve a surface roughness of Ra < 20 nm and a subsurface crack depth around 2 µm, illustrating that the electroplated coarse-grained diamond wheel could be an alternative for precision grinding large-sized optical elements in terms of high accuracy, cost-effectiveness and high efficiency.
Introduction
Currently, optical glasses are mostly ground by the sequence of roughing, semifinishing, finishing/superfinishing processes using different wheels, resulting in low machining efficiency and high costs. For this situation, coarse abrasive grinding wheel is used for the whole grinding process with the reducing wheel wear rate and increasing efficiency. Coarse-grained diamond grits, which possess high strength, thermal stability and abrasion resistance, can be used for engineered diamond grinding wheels. 1 However, it is difficult to control the abrasive prominent concentration. Therefore, the coarse-grained diamond wheel must be efficiently and precisely conditioned in order to realize precision grinding.
Many literatures testified that coarse abrasive grinding wheels could realize precision grinding of hard and brittle materials. Brinksmeier et al.,2,3 Heinzel and Rickens 4 and Heinzel et al. 5 showed that 91-, 151- and 181-µm grain-sized diamond wheels were capable to generate nanoscale surface roughness on optical glass substrates. Heiji et al.6,7 stated that when ground by the #140-mesh metal-bonded diamond wheel, the SiC workpiece surface roughness Rz was below 22 nm parallel to the grinding direction. Zhao et al. 8 conditioned the electroplated diamond grinding wheel (Φ75 mm) using a cup-shaped conditioning wheel (Φ150 mm) and realized ductile grinding of BK7 with nanoscale surface roughness. Furthermore, Zhao et al. 9 applied electrolytic in-process dressing (ELID) technique to precondition the copper–resin-bonded diamond wheel and then cylindrical ground BK7 glass with Ra = 38–47 nm.
The above-mentioned authors mostly used large-diameter conditioning wheel to condition small-diameter coarse-grained diamond wheel, while for large-sized coarse-grained diamond wheels, effectively conditioning is still a big challenge. The objective of this research work is to explore an effective conditioning method for the large-sized electroplated diamond wheel and then to achieve precision grinding of BK7 glasses.
Diamond wear mechanism by machining steels
The thermochemical action is the important reason of diamond abrasive wear when machining steel materials. During the machining process, the chemical affinity interaction between iron and carbon atom can occur as follows 10

Diamond can succumb to graphitization at higher machining temperature due to its metastable feature, and therefore, the conversion from diamond to graphite becomes fast. Moreover, at the contact area between diamond and steel, the carbon atoms penetrate to steel. The strong affinity between carbon and iron exacerbates the diffusion motion. In this process, the carbon atoms spread to and fill the vacancies in the metal lattice.
In addition, the microcollapse mechanical crushing also contributes to the diamond grits wear. 11 Stress concentration results in that the specific cutting force may exceed the breaking strength of the diamond grits, and the different forms of damage appear.
The above-mentioned analysis suggests the diamond wear mechanisms such as chemical reactions, diffusion motion and mechanical factors. Then, one kind of steel would be the conditioning tool to rapidly reduce the run-out error of coarse-grained diamond wheel.
Simulation analysis for choosing the proper conditioning tool
Using AdvantEdge simulation software, the single diamond grit with negative rake angle scratched different kinds of steel. The processing parameters were cutting speed of 140 m min−1, feed depth of 0.03 mm and no coolant fluid. The grit wear amount was calculated by Usui’s wear model. According to the comparison, D3 steel in American standards of metal grade is more beneficial to enhance the diamond grit wear rate. D3 steel is widely used as cold die steel with high strength, good hardenability and wear resistance.
Figure 1 showed the simulation model and the contour of diamond particle tip when scratching D3 steel. The black and red lines represented the tip at the initial and end states, respectively. As shown in Figure 1(b), the wear amount of diamond grit was 0.898 µm. So it was inferred that D3 steel could effectively condition the coarse-grained diamond grinding wheel.
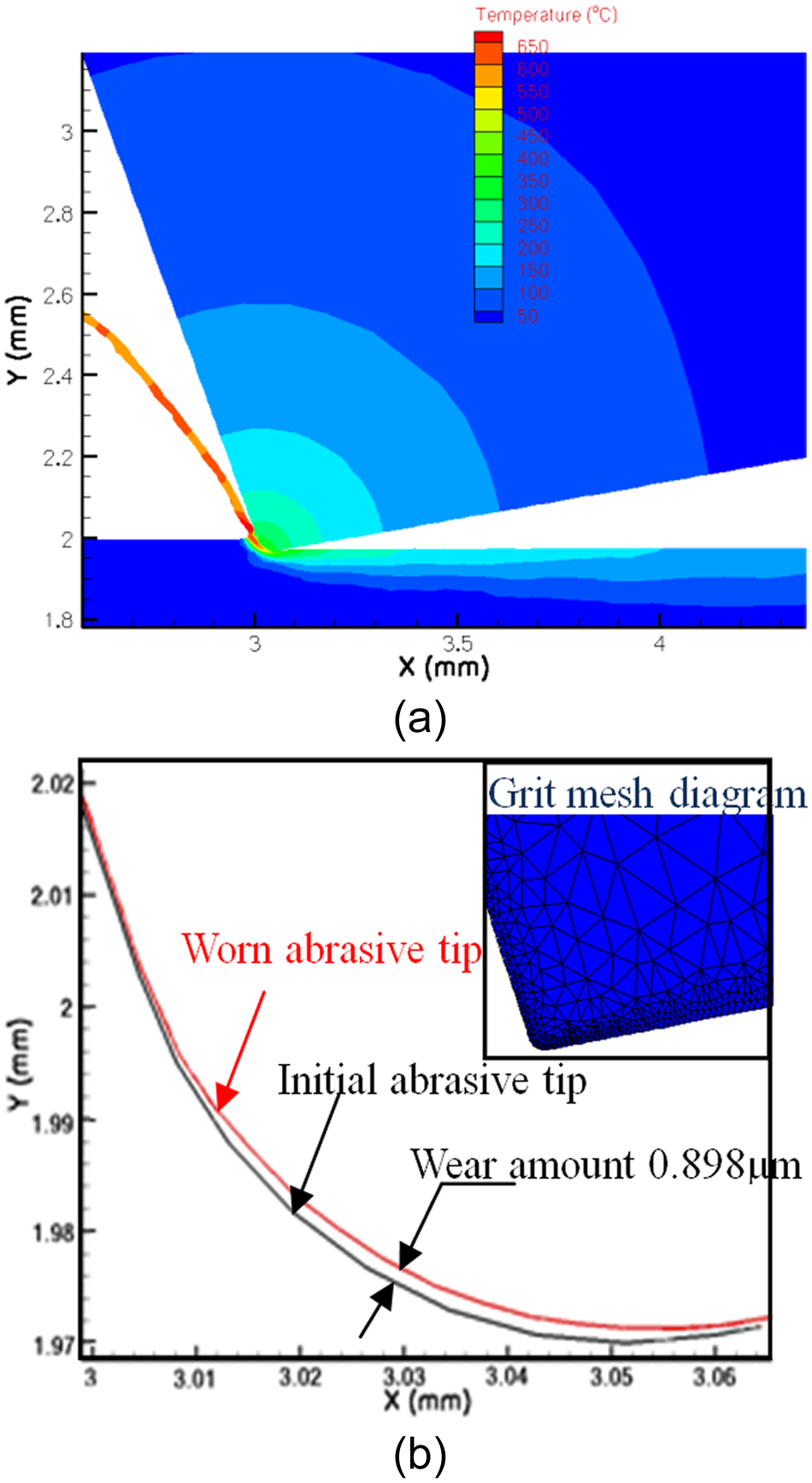
Single diamond grit scratching results: (a) scratching simulation model and (b) abrasive tip wear sketch.
Conditioning of coarse-grained diamond wheel
Experimental setup
The machine tool for all the experiments was ultraprecision computer numerical control (CNC) grinding machine MUGK7120X5. Figure 2 shows the conditioning setup and the schematic diagram. The electroplated diamond grinding wheel (150 µm grain-sized, Φ200 mm) was conditioned using the D3 steel by dry grinding. Oil stone was needed for sharpening the clogging grinding wheel frequently. During the conditioning process, heat accumulation speeded up the diamond grits wear rate and reduced the wheel’s run-out error rapidly.
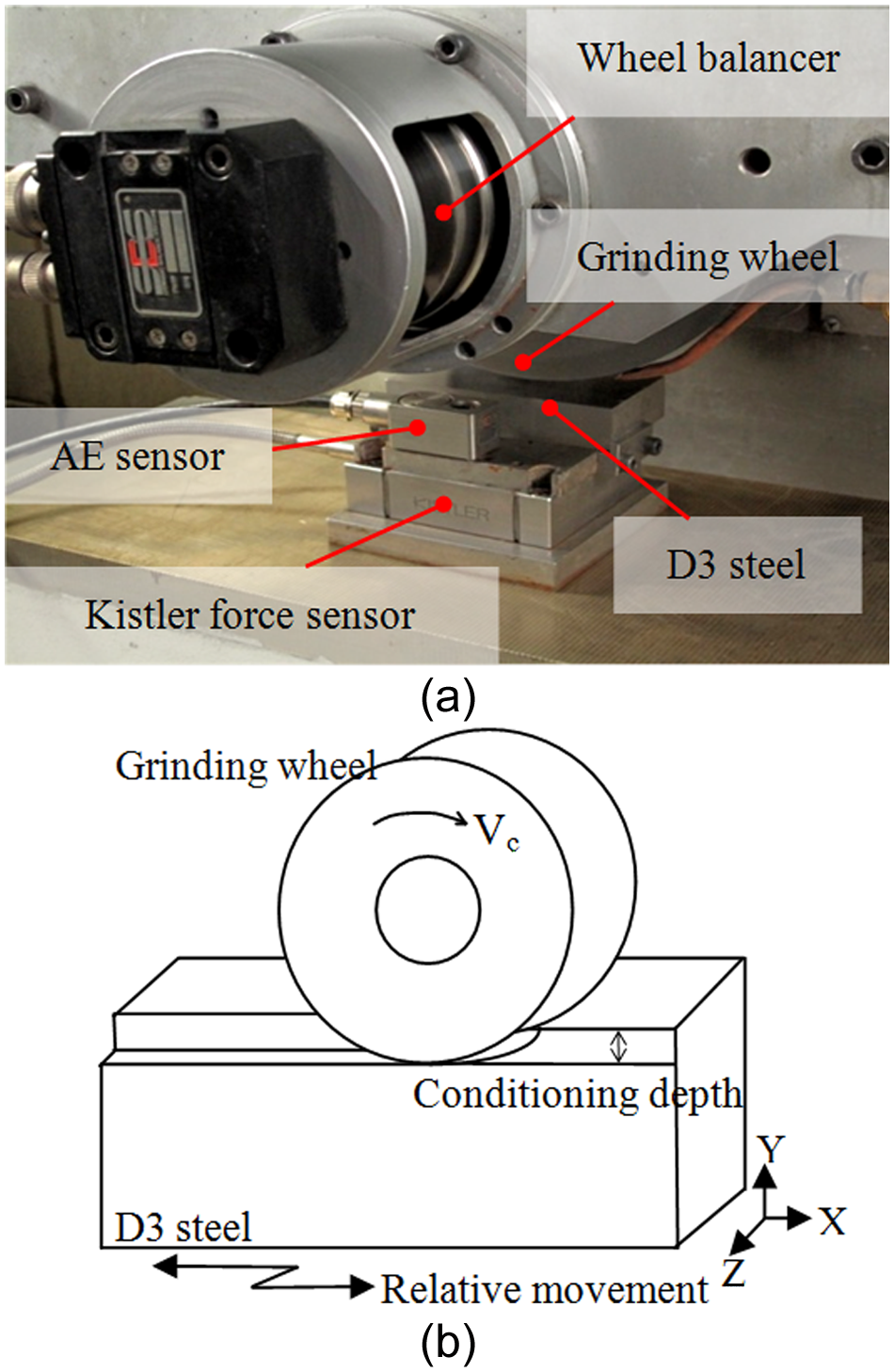
(a) Conditioning experimental setup and (b) processing schematic diagram.
Wheel’s run-out error analysis
With the wheel conditioning, the run-out error was detected by a laser micrometer (Keyence LK-G5000) every 2 h followed by 24, 15.5, 9 and 5.8 µm as shown in Figure 3. And the wheel peripheral contour was drawn using MATLAB. The initial run-out error was derived from the wheel base manufacturing error and installation deviation. The lower peaks in the run-out error curves were hardly trued, while the higher parts were always trued. So the measured circumferential contour became increasingly close to the ideal profile. The affinity interaction and chemical reactions between iron and carbon would occur on the contact area, which thus accelerate the conditioning speed.
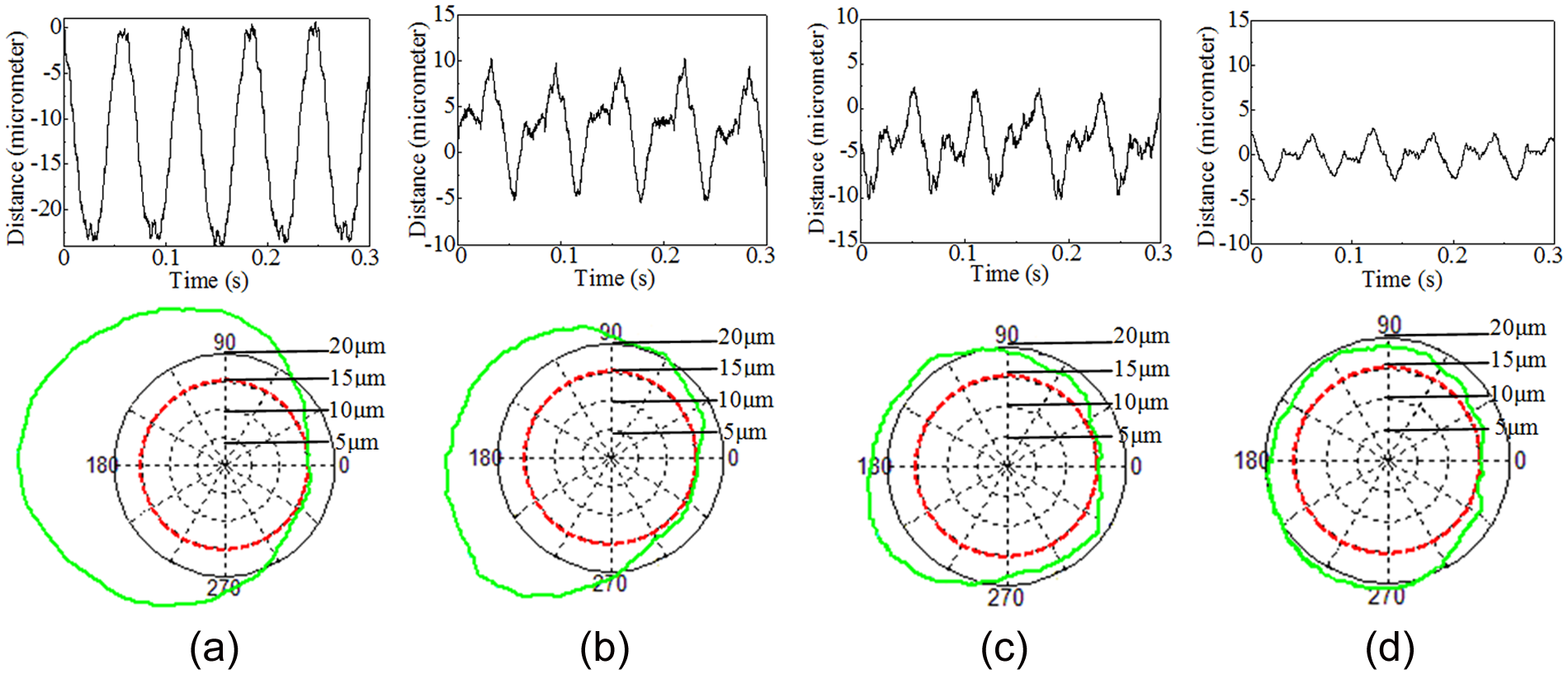
Wheel’s run-out error curves (the top) and peripheral contour (the bottom): (a) before conditioning, (b) conditioning for 2 h, (c) conditioning for 4 h and (d) conditioning for 6 h ((—–) measured contour and (––) ideal contour).
The worn abrasives morphology
The three-dimensional (3D) microscope (KENYENCE HVX1000) was applied to observe the same position on the unconditioned and conditioned diamond wheel. As shown in Figure 4, before conditioning, the diamond grits were relatively complete. Figure 4(b) indicated different abrasive wear forms. After conditioning, the prominent abrasive tips became flattened, so the wheel’s run-out error was reduced. For the diamond grit A, the stress concentration that led to the abrasive internal stress was close to or even exceeded its fracture strength. Consequently, there generated the sectional microcrushing, avoiding the violent collision with the workpiece surface in the subsequent grinding. For the grit B, the diamond tip was gradually blunt, and a widening abrasion plane perpendicular to the wheel radius direction was then formed.
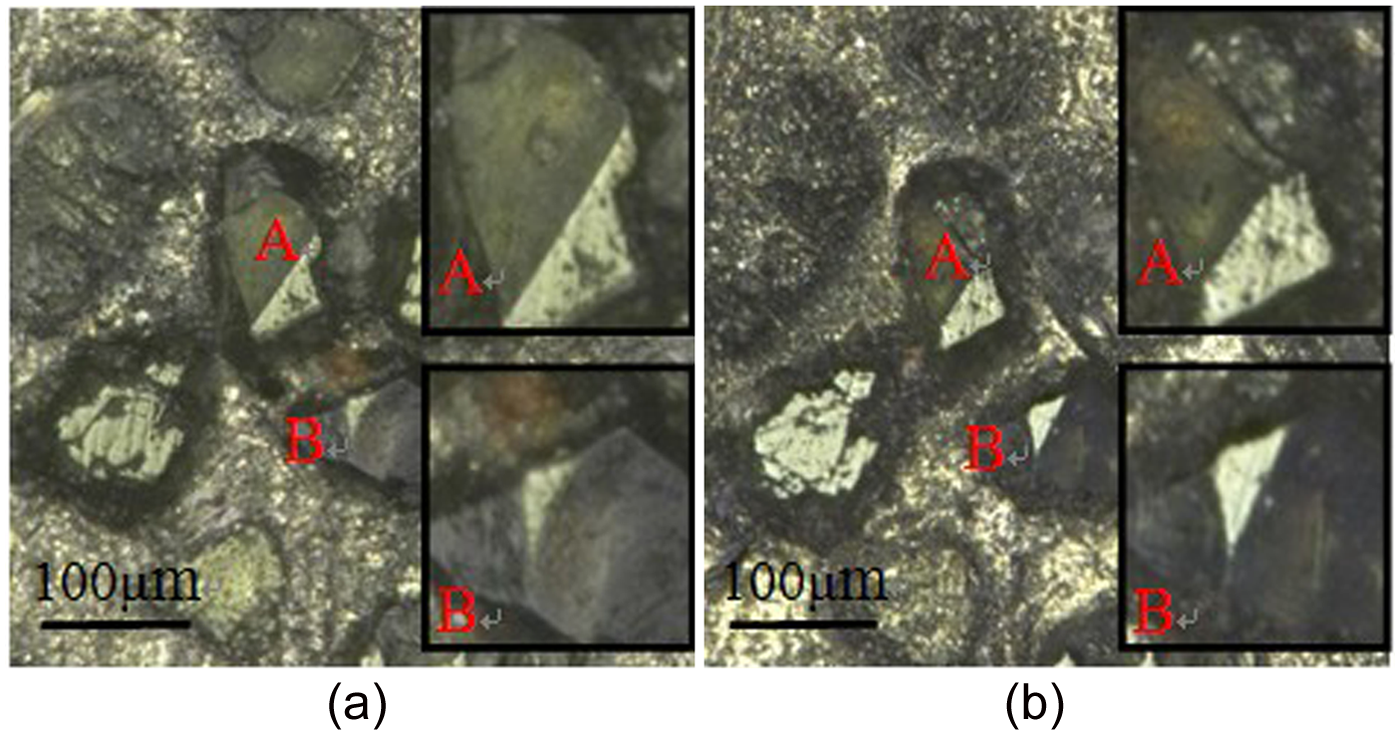
Diamond abrasives morphology: (a) before conditioning and (b) after conditioning.
Raman spectra results
Raman spectra results have significant differences for various kinds of carbon materials. The Raman peaks at 1327 and 1582 cm−1 characterize sp3 hybridized diamond and sp2 hybrid graphite, respectively, and the spectral peak of Fullerene C60 is at 1469 cm−1. 12 Figure 5(a) and (b) showed the laser Raman spectroscopy of the abrasive surface before and after conditioning. After conditioning, graphite and C60 substances were newly generated on the abrasive surface. Figure 5(c) indicated that after conditioning, there were diamond and C60 substances on D3 steel surface. That was attributed to the affinity action of diamond and iron, as well as to the carbon atoms gradually migrating and permeating to the D3 steel.
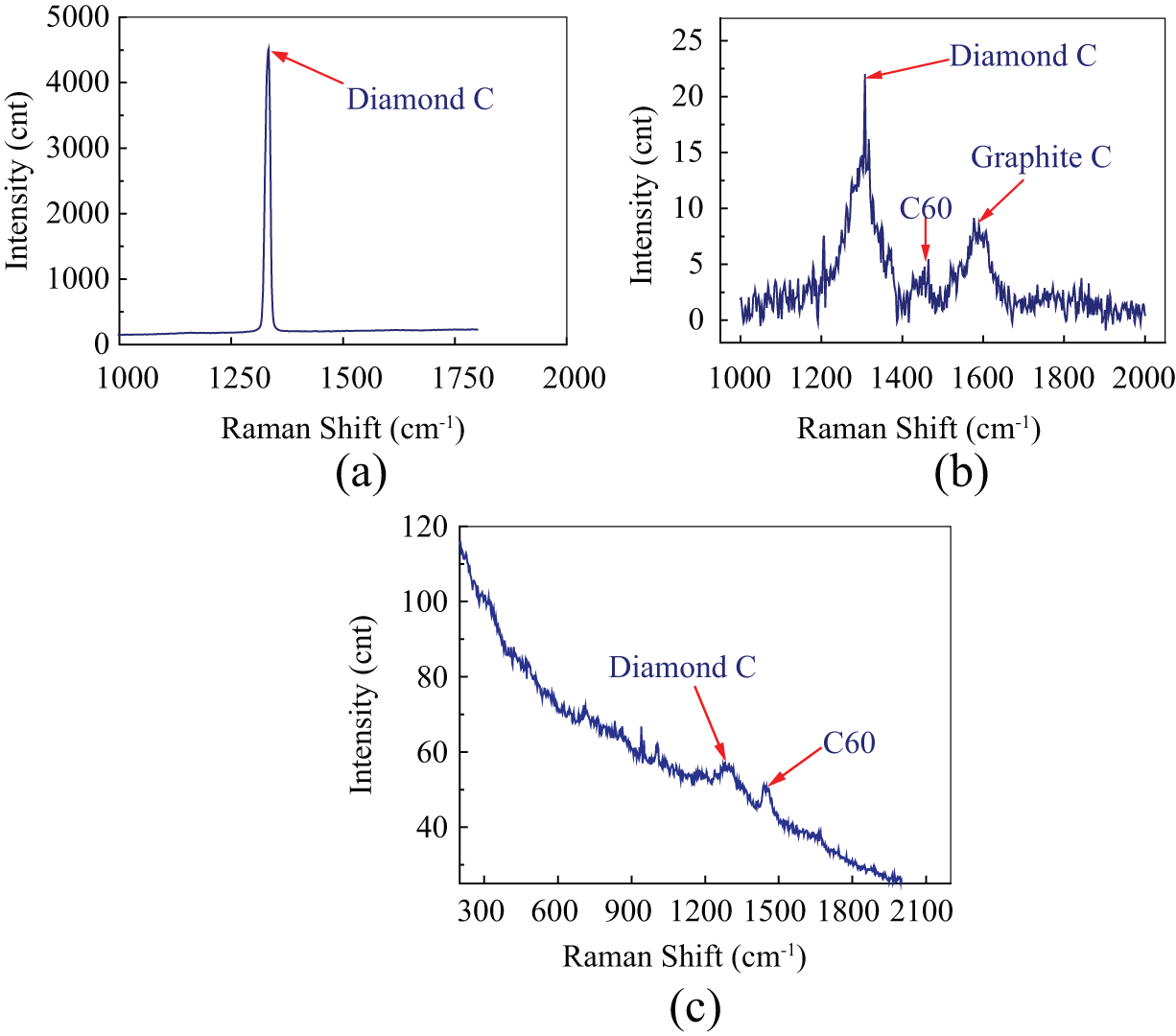
Raman spectra results of abrasives and D3: (a) before conditioning (abrasive), (b) after conditioning (abrasive) and (c) after conditioning (D3 steel).
Combining the reduced wheel’s run-out error, the worn abrasive morphology, together with the surface composition analysis, it is to a certain degree of feasibility that the coarse-grained abrasive diamond wheel can be precision conditioned using the D3 steel.
Precision grinding of BK7 glasses
Experimental setup
Figure 6 showed the grinding experimental setup. The precision grinding experiments were monitored by an acoustic emission (AE) sensor and a force transducer.
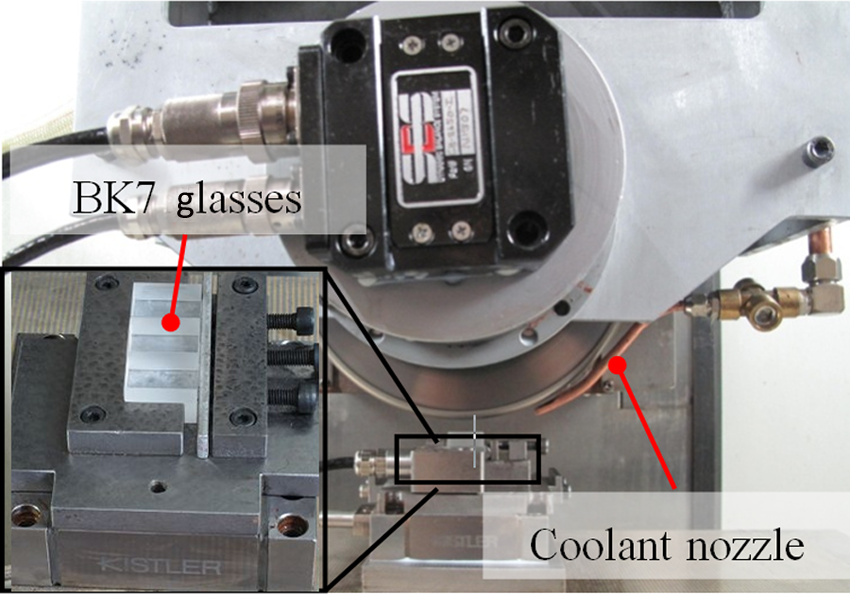
Grinding experimental setup.
With the wheel conditioning process, the BK7 glasses were surface ground, in order to reflect the impact of wheel conditioning on the grinding results. The grinding parameters were grinding speed of 21 m s−1 (2000 r min−1), feeding speed of 200 mm min−1 and grinding depth of 2 µm.
Ground surface morphology
During the four conditioning stages, the surface of the ground BK7 glasses was observed by SEM, as shown in Figure 7. Figure 7(a) indicated that the ground surface was mainly brittle fracture throughout the ribbon fracture traces and deep cracks. The strip traces in Figure 7(b) became shallower, as well as collapse broken depth and single-sheet wreckage area were significantly less than in Figure 7(a). In Figure 7(c), the small scratches were visible, and collapse broken was lower existed. Figure 7(d) showed that the apparent smooth surface processed the better quality with Ra of 17.9 nm and PV value of 33.3 nm. The extremely minor scratches along the grinding direction were distributed more uniformly, without a cloud-like, ribbon morphology. In conclusion, with the wheel’s run-out error decreasing, the high protruding abrasive grains on the grinding wheel were eliminated. It would greatly reduce the rigid damage in the surface of BK7 glasses, so that the grinding process tended to flatten, conducive to the improvement of the grinding quality.
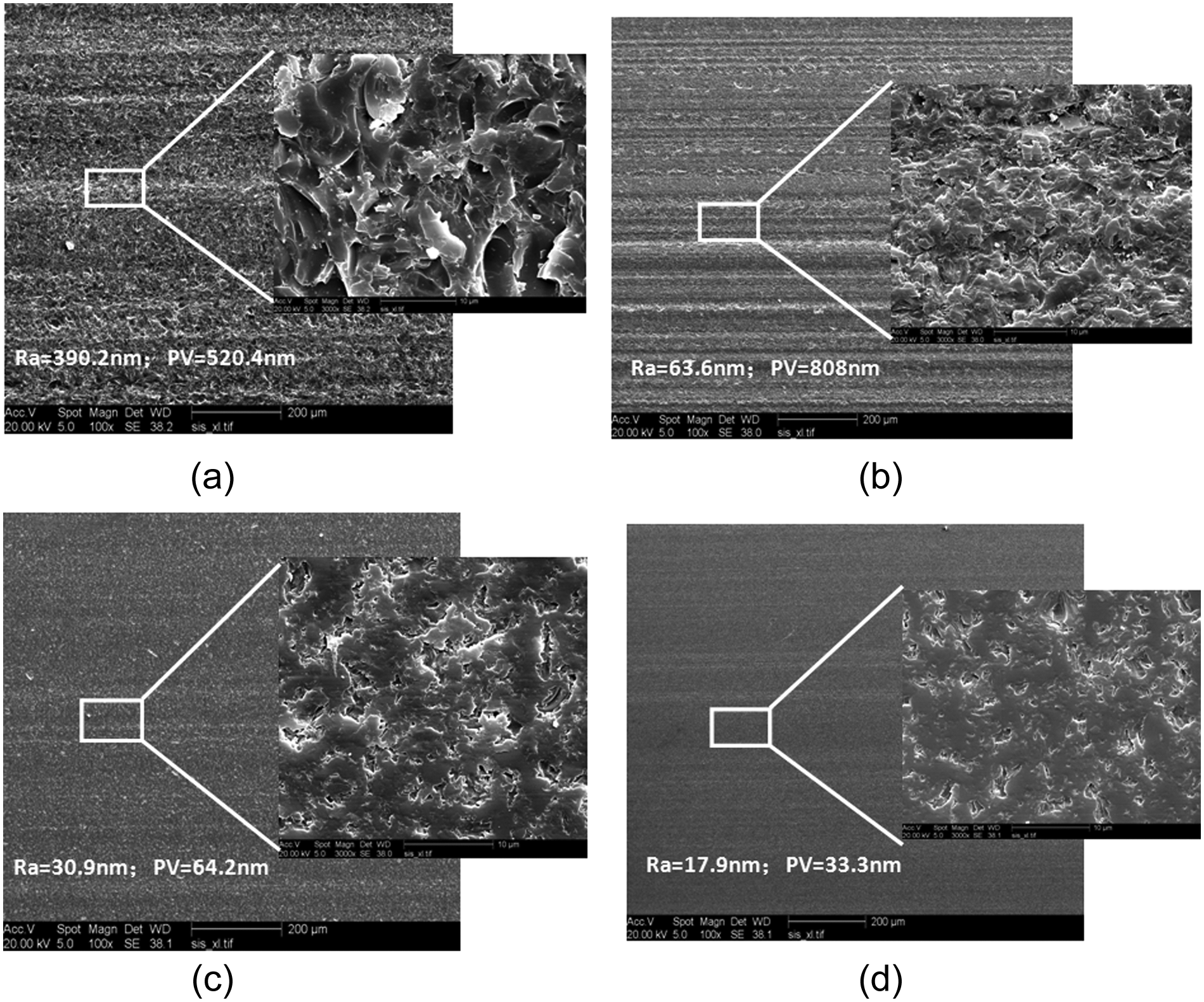
Surface morphology of ground BK7 glasses during the conditioning process: (a) before conditioning, (b) conditioning for 2 h, (c) conditioning for 4 h and (d) conditioning for 6 h.
Ground subsurface cracks
The ground subsurface damage situation determines the removed margin in the subsequent polishing process. So, it is necessary to observe it by SEM to evaluate the effect of grinding processing. Before making subsurface SEM images, the preparations for the samples are as follows. First, the ground glasses were cross-sectioned with a diamond saw in a 135° angle between the ground surface and the sawed surface. Second, the cross-sectioned samples were resin bonded, lapped and then polished. Third, the samples were put into hydrofluoric acid (HF) solution and etched to expose the subsurface cracks.
Then, the samples were gold-coated and then imaged on a high-resolution SEM. Figure 8 indicated the subsurface damage of the ground BK7 glasses by the unconditioned and conditioned wheels. As shown in this figure, the ground subsurface crack depth was up to 5 µm before conditioning and reduced to 2 µm after conditioning. It was because that after conditioning, the prominent height of the diamond grits tended to be identical, avoiding the mutual squeezing between the sharp abrasives and the workpiece. Meanwhile, the number of cutting edge on the conditioned wheel surface increased, thus reduced the individual grain undeformed chip thickness and decreased the subsurface crack depth. However, it added to the cutting frequency relative to the workpiece, so the number of subsurface cracks was increased.
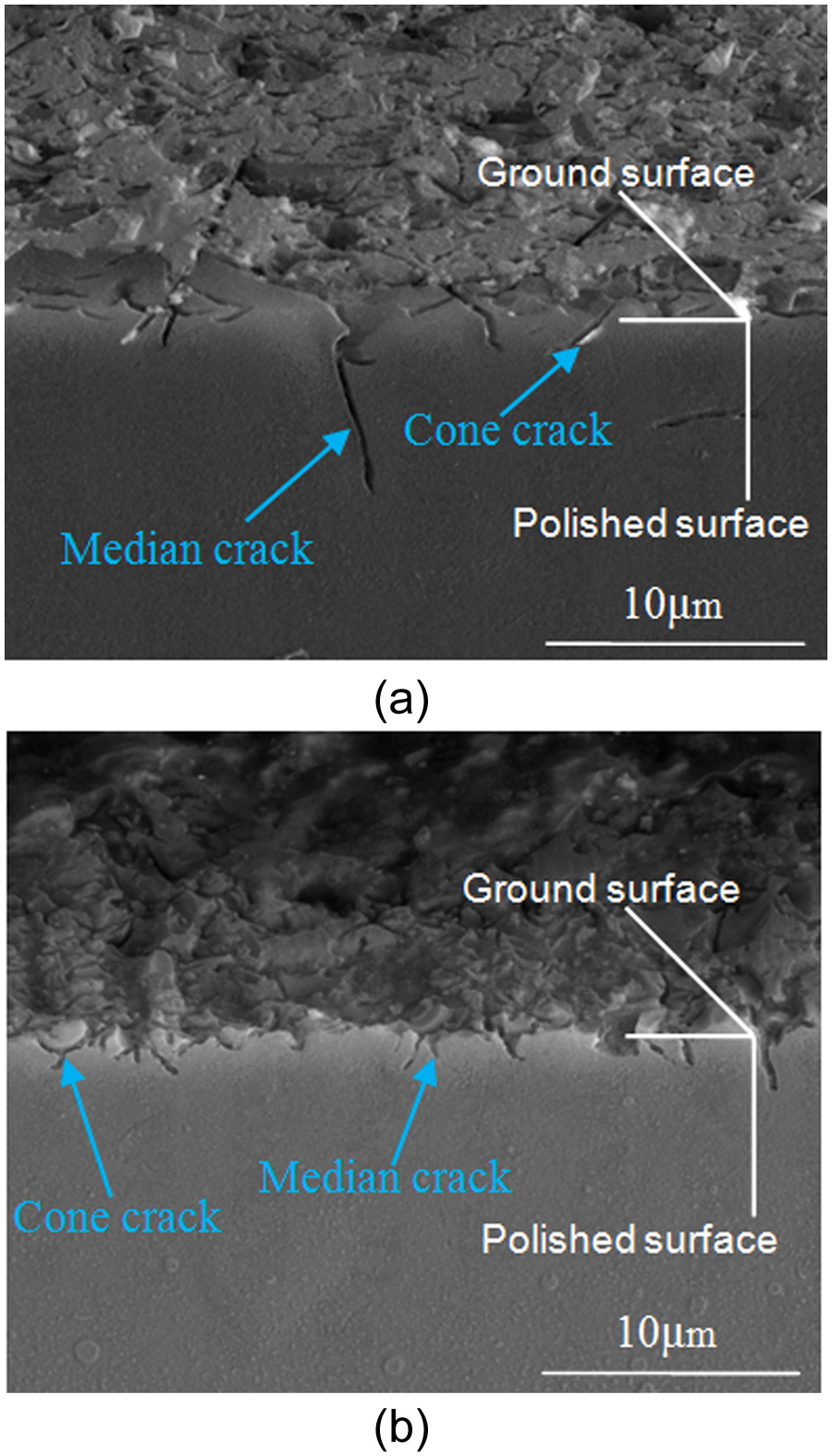
The subsurface damage status of the ground BK7 glasses: (a) before conditioning (run-out error 24 µm) and (b) after conditioning (run-out error 5.8 µm).
Grinding forces
Figure 9 indicated that corresponding to the four conditioning stages shown in Figure 3, the grinding forces were enhanced. The normal grinding force Fn became higher owing to the increased effectively produced abrasives and single abrasive grinding thickness. At the beginning of conditioning, the brittle cracks existed on the ground surface, so the role of tangential grinding force Ft was just to remove the material. However, along with the reduced wheel’s run-out error, more and more plastic removal made the friction to increase, therefore Ft became higher.
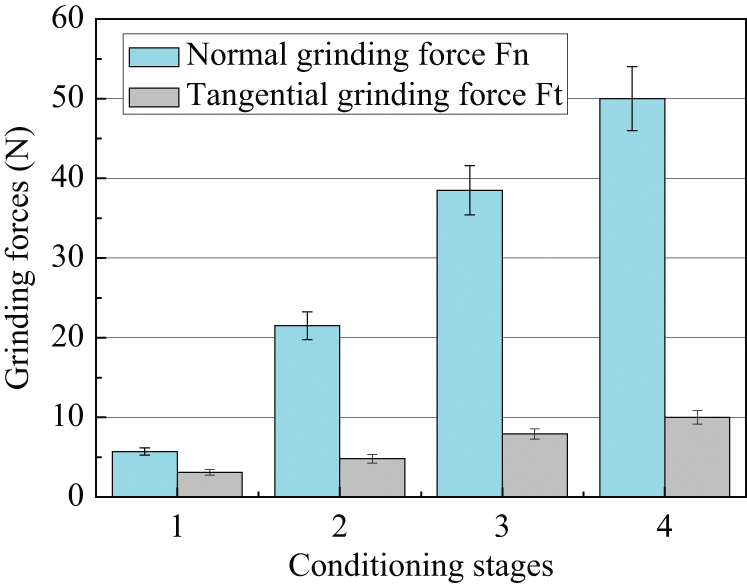
Grinding forces during the conditioning process.
Conclusions
The simulation and experimental investigation on the efficient and precision conditioning of the electroplated diamond grinding wheel were conducted. The following conclusions can be drawn.
According to the simulation result with AdvantEdge software, it can be inferred that D3 steel can speed up the diamond wear rate during the conditioning process.
The electroplated coarse-grained diamond wheel could be effective and precision conditioned using D3 steel without coolant. Results showed that the wheel’s run-out error quickly converged to 5.8 µm. Graphite and C60 were newly generated on the conditioned abrasive surface, showing that the conditioning mechanism is mainly involved in passivation, oxidation and diffusion wear, as well as in a small amount of microcrushing.
The BK7 glasses were surface ground by the conditioned electroplated diamond wheel. With the decreasing run-out error, the normal and tangential grinding forces became higher, accordingly the grinding mode transformed from brittle fracture to mainly plastic removal. Eventually, the BK7 glasses were precision ground with a surface roughness of Ra = 19.6 nm and subsurface crack depth of around 2 µm.
That conclusions show the promising prospect of coarse-grained diamond wheel to precision grind the large-sized optical glasses as long as it was provided with an available efficient conditioning technique. It can meet the demands of more economical and efficient manufacturing process for hard brittle materials.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This work was supported by National Science & Technology Major Projects of China (project number 2011ZX04004-051).