
Abstract
Dielectric fluid is one of the major components of electrical discharge machining. In this article, the influence of two dielectric fluids on the surface properties of workpiece was investigated. Machining was conducted on the titanium alloy (Ti-6Al-4V) with the new Cu-TaC composite electrodes under the two dielectric fluids, which are the urea solution and distilled water. Cu-TaC electrodes were produced from copper and tantalum carbide powders by powder metallurgy method with 50/50% composition at compacting pressure of 24.115 MPa. The main objective is to compare the effect of these dielectric fluids on the electrical discharge machined surface properties—microhardness (Mh) and surface roughness (Ra). The machining variables used to investigate the Ra and Mh were peak current and pulse duration. The surface roughness was found to be generally higher in the specimens machined with urea solution dielectric fluid, the highest being 19.05 µm. For the specimens machined with distilled water dielectric fluid, the highest Ra is 14.45 µm. The highest microhardness improvement ratio attained by the specimens electrical discharge machined with urea dielectric fluid is about 48% higher than those machined with distilled water. It is concluded that distilled water dielectric fluid gave better surface roughness, while the urea dielectric fluid provides the machined surface with higher microhardness.
Keywords
Introduction
Dielectric fluid plays an important role in electrical discharge machining (EDM). The EDM process primarily uses oil as dielectric fluid—mainly to cool, solidify and flush the debris. It also acts as heat transfer medium to absorb and carry away the heat generated by the discharges from both the electrode and the workpiece. 1 These functions, which dielectric fluids fulfill, affect the productivity, cost and quality of the EDMed products. The EDM operator’s health, safety and environment are also important aspects, particularly when hydrocarbon oil is used. 2 Kerosene is the most commonly used dielectric fluid. 3 It has low viscosity and flushes very well, but its low flash point, high volatility and odor (pollution) coupled with reactions on the skin are its greatest shortcomings. 1 In addition, it is flammable and can easily decompose and thus undesirable because the possibility of fire hazard has always been of great concern in EDM.4,5 This is why kerosene is gradually being phased out 6 as EDM fluid and it is no longer in use for many applications except in Third World countries. 1 Other dielectric fluid types include transformer oil, lubricating oil, white sprit, silicone-based oils and polar oils. 7 The possibility of using ozonized oxygen as dielectric fluid is also being explored by Sreebalaji and Saravanan. 8 Water can be environmental friendly, but it has low material removal rate (MRR), and the machine tool easily gets eroded while using it as dielectric fluid. 5 Distilled water or deionized water is also being investigated for special applications. A recent study however revealed that a mixture of tap water with deionized waters in the ratio of 3:1 gave good performances in terms of maximum MRR and minimum tool wear rate (TWR). 9 Oil-in-water (O/W) emulsions are mixture of water with specially selected oils at optimal combinations prepared for EDM application. In water-in-oil (W/O) emulsions, however, the mixture is composed of water as droplets in oil phase, and they are normally of lower conductivity compared to O/W emulsions. 10 In addition to the environmental friendliness of this system, enhanced MRR can be attained. However, the TWR could be very high when compared with hydrocarbon dielectric fluids. In order to alleviate this problem, an oxygen-mixed W/O emulsion was recently introduced to simultaneously increase MRR and reduce the TWR. This process involves premixing the W/O emulsion with O2 gas and delivering the mixture to the machining gap through a flushing hole made on the center of the electrode. 10
Titanium alloys are produced by the addition of alloying elements such as aluminum, molybdenum and vanadium to commercially pure titanium. These additions to the parent metal result in an alloy with enhanced workability, strength and hardeneability. 11 The most frequently used titanium alloy (Ti-6Al-4V) has good corrosion resistance and high strength-to-weight ratio. It finds applications in many areas such as critical aircraft components including the compressor stages of jet engines. However, the alloy has poor shear strength and surface wear properties and thus tends to seize under sliding contact with either itself or other metals. 12 It belongs to the class of “super alloys,” and it is difficult to machine conventionally. Therefore, EDM offers the most convenient method of machining it.
Most recent researches on removal process of Ti-6Al-4V alloy through EDM have been conducted with metallic copper (Cu) electrodes using kerosene dielectric fluid under various machining variables. Rahman 13 used artificial neural network (ANN) model to predict the optimal machining outputs of the alloy during EDM using copper tool and kerosene dielectric fluid. The models gave good prediction of MRR, TWR and the surface roughness (Ra). In a similar development, cryogenic cooling of Cu electrode was used to reduce TWR and at the same time tremendously improve the Ra during the EDM of the alloy.14,15
In order to alleviate the shortcomings of Ti-6Al-4V alloy, some researches were also conducted to improve its surface characteristics through EDM. A study on the EDM wire cutting of the alloy showed that nonuniform recast layer with high porosities was produced with both copper and nickel wires under deionized water dielectric. 16 The surface microhardness of the cuttings was observed to vary between 50 and 900 Hk0.025 with about 50% of them resulting in lower values than the initial material. The hardness values were however found to be higher in the alloy steel workpiece textured with WC/Co powder metallurgy (PM) electrodes when subjected to similar cutting conditions. Ho et al. 17 compared the performance of two types of electrodes on the surface properties of Ti-6Al-4V alloy using water-based dielectric fluid. They observed that PM Cu electrode had greater alloying effect on it than the solid Cu electrode.
To the best of our knowledge, there are little reported literatures regarding the use of both green compacts of PM electrodes and urea solution as dielectric fluid in EDM of the Ti-6Al-4V alloy. Though the feasibility of using urea solution as dielectric fluid was earlier investigated, 18 its applicability on Ti-6Al-4V alloy is yet to be fully ascertained. The only available study on the alloy with the dielectric fluid was conducted by the authors. 19 Considering the fact that the properties and manufacturing characteristics of titanium alloys are extremely sensitive to small variations in both alloying and residual elements, 11 the current investigation becomes justifiable.
In the present study, the performance of urea solution and distilled water as dielectric fluids in EDM of Ti-6Al-4V alloy with various machining conditions has been compared. The investigation focuses on the outcome of the combine use of (PM) electrodes in green compact form with each of the dielectric fluids during the machining. The Cu-TaC PM electrode used in the study was produced from copper and tantalum carbide powders through compaction. It is assumed that the decomposition of urea from the dielectric fluid and tantalum carbide from the electrode during the machining would result in the formation of ceramic layers on the EDMed surfaces, leading to improvement on its properties. The surface roughness and the microhardness (Mh) of the EDMed alloy were investigated with the peak current (Ip) and pulse duration (ton) as the machining parameters.
Experimental methods and materials
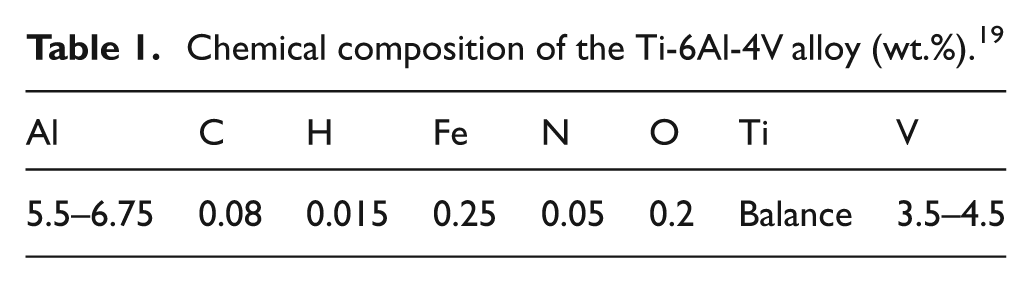
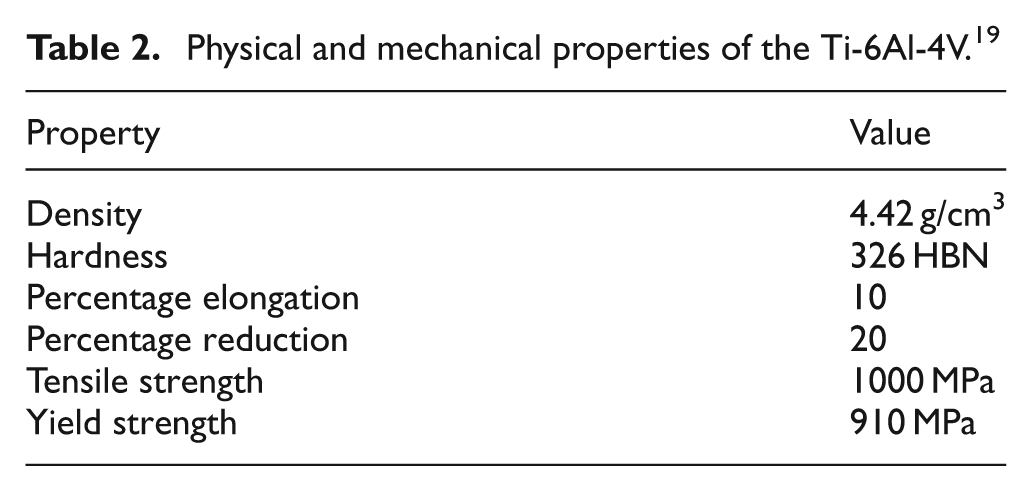
A die sinking machine (C11E FP60E Mitsubishi EX 22, Japan) with a separate machining tank placed inside work tank was used for the experiment. The machining tank was used for the dielectric fluid, while kerosene was contained in the normal work tank. Figure 1 shows the schematic setup of the machining process. The urea solution was prepared with 10 g/L concentration in distilled water, while the electrode material was made from Cu and TaC powders through PM technique using 50/50% composition at compaction pressure of 24.115 MPa. The electrodes were made into pallets of 13 mm diameter with a carver press. The mixture was blended with about 1% zinc stearate to act as additional binder and lubricant during ejection from the press. The workpiece used in the investigation is the Ti-6Al-4V alloy. It was cut into 100 mm × 35 mm × 12 mm dimension. Its chemical composition and physical properties are shown in Tables 1 and 2, respectively.
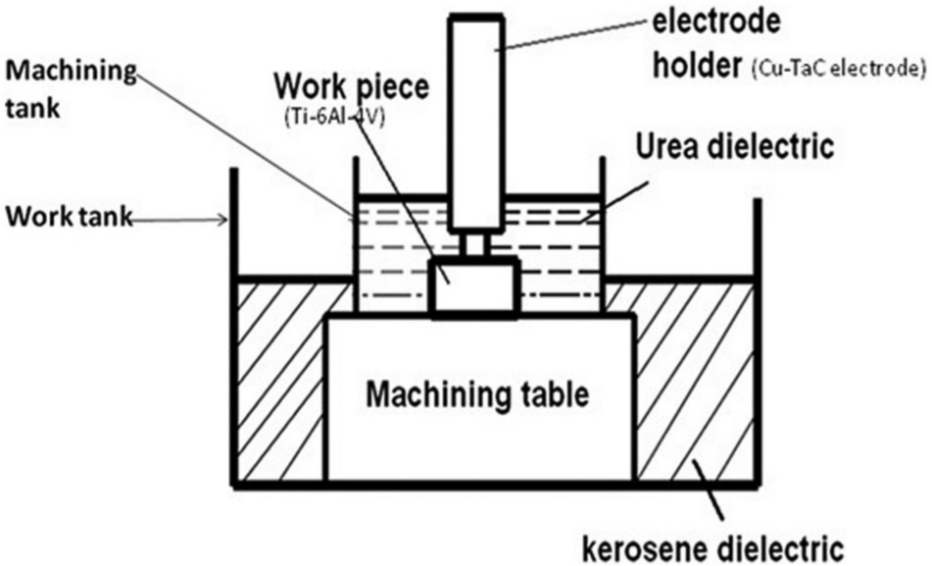
Sketch diagram of the EDM process.
Chemical composition of the Ti-6Al-4V alloy (wt.%). 19
Physical and mechanical properties of the Ti-6Al-4V. 19
For machining, the electrode was fixed to an aluminum holder. The dielectric fluid was introduced into the machining tank before the commencement of experiment. The EDM programme used in the machining was made up of negative polarity, Ip of 3.5 and 5.5 A and ton of 3.3 and 5.3 µs. These conditions were applied to machine the alloy with each of the urea solution and the distilled water dielectric fluids. The machining was conducted with emission flushing using jet from a nozzle directed toward the gap to flush away the debris. Figure 2 shows the actual experimental setup for the machining process.
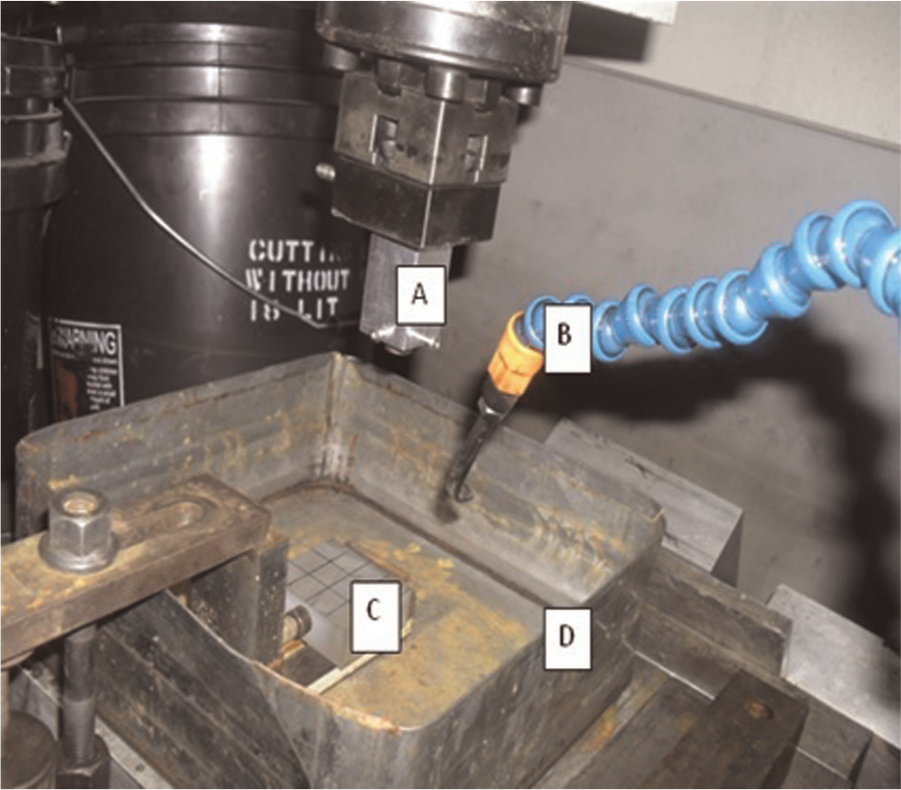
Experimental setup.
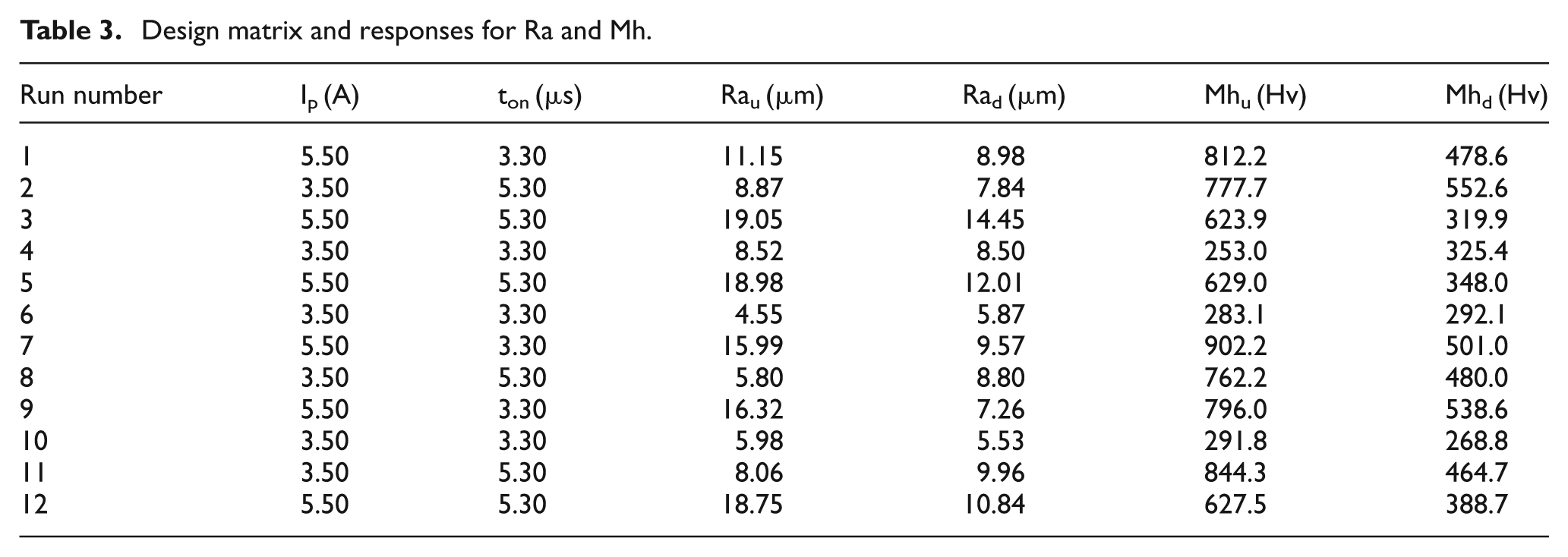
The experimental runs were planned and implemented using a 2 × 2 factorial design in three replicates with Ip and ton as the input variables, while the response outputs are the Ra and Mh. The surface roughness was determined with Mitutoyo Surftest (SV-514, Japan), which uses SURFPAK V4.10 software, while the microhardness measurements were made with hardness testing machine (Mitutoyo MVK-H2, Japan). For the two tests, three readings were taking for each sample, and their averages were recorded. The results are presented in Table 3. A JEOL JSM 5600 machine (Japan) was used to conduct microscopic scanning of the EDMed surface.
Design matrix and responses for Ra and Mh.
Results and discussions
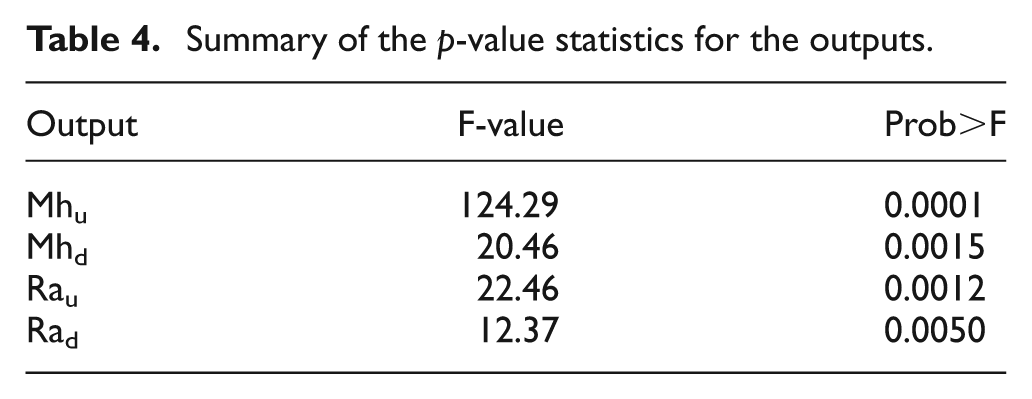
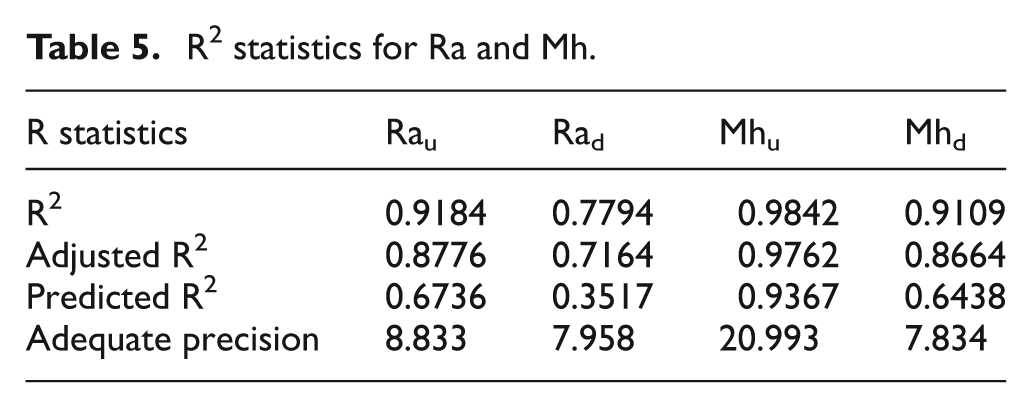
Table 3 presents the results of the quantitative measurements of the outputs obtained from the 12 experimental runs. The results have been analyzed and used to compare both the surface roughness (Ra) and the microhardness (Mh) with respect to the two dielectric fluids as well as the machining conditions of peak current (Ip) and pulse duration (ton). Analysis of the data presented in Table 3 reveals that both the Ip and the ton are significant to the level of Ra and Mh attained. The summary of the probability (p) values (Prob>F) for the outputs is given in Table 4. It can be observed that the p-values are less than 0.1 (the last column of Table 4), which is the condition for their significance. Therefore, their data are adequately modeled. In a similar way, the summary of R2 statistics presented in Table 5 shows that the variability of the mean data is within acceptable limit for all the outputs because the R2 is quite high (between 0.7794 and 0.9842). The “adequate precision” of the outputs, which indicates their signal-to-noise ratio, is also found to be greater than 4.0, the minimum acceptable value. 20 Further analysis and discussion are presented in the following paragraphs.
Summary of the p-value statistics for the outputs.
R2 statistics for Ra and Mh.
Surface roughness
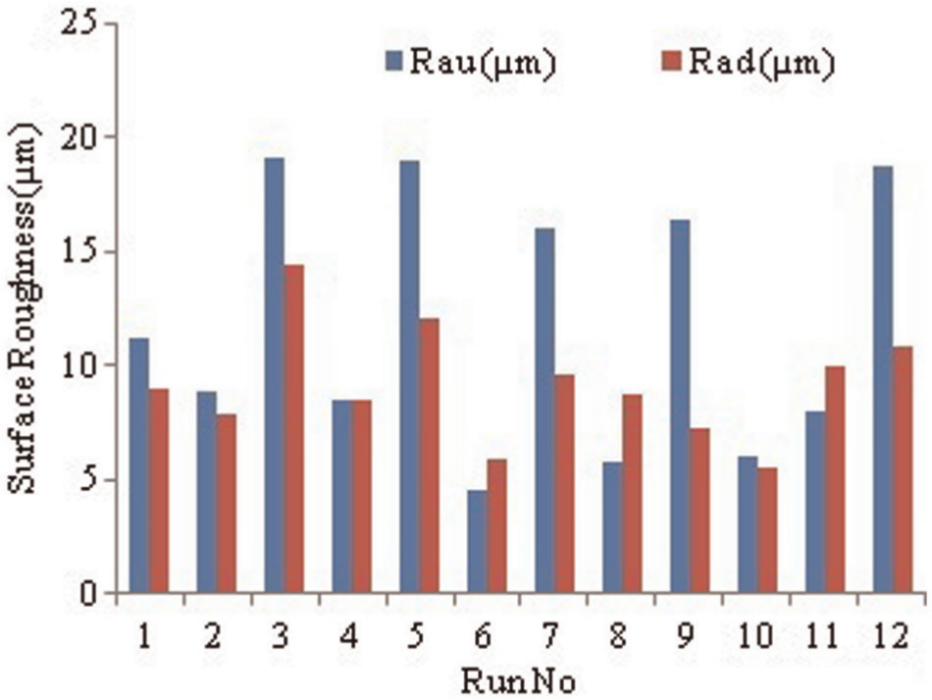
The surface roughness (Ra) gives quantitative measurement of the EDMed surface. From Table 3, it can be observed that the Rau of the surfaces machined with urea dielectric fluid is generally higher than those with distilled water. The concept of surface roughness improvement ratio (SRIR) 21 can be used to discuss the comparison between the Ra obtained under the two different dielectric fluids. Lower surface roughness is normally desired in machining. Since Rad is observed to be lower, it implies that machining with distilled water gave improvement in Ra over those with urea solution. Thus, the improvement ratio of surface roughness can be expressed as
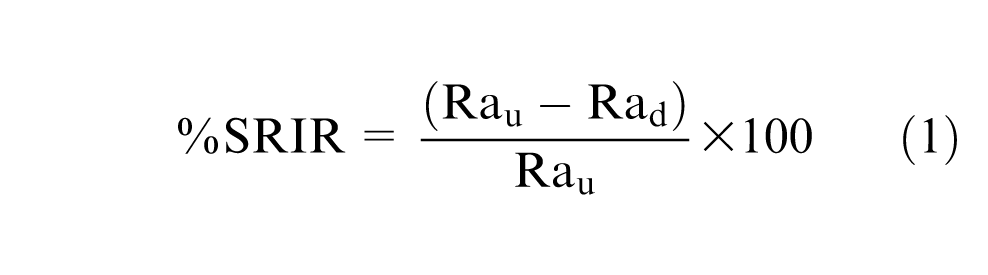
where SRIR is the ratio of surface roughness improvement (%), Rau is the surface roughness obtained by EDM with urea solution dielectric and Rad is the surface roughness obtained by EDM with distilled water dielectric. Seventy-five percentage of the experimental runs in Figure 3 gave higher Rau with lower Rad. This implies that majority of the machined surfaces have coarser surfaces with urea dielectric fluid compared with the distilled water. A study on pure titanium with urea solution was also reported to have given coarse surface in conjunction with Ip. 18 The highest Rau in Figure 3 was about 19.00 µm in run number 3, and its equivalent SRIR attained by distilled water machining is 24%. It can be observed that run number 9 gave the lowest Rad in comparison with Rau and thus have the highest SRIR of 55%. Therefore, the highest ratio of surface roughness improvement attained in machining with distilled water dielectric fluid over that of urea dielectric fluid is 55%.
Analysis of the effect of dielectric fluids on Ra.
The reason for higher Rau could be due to its cooling rate. A study has shown that high cooling rate of distilled water during EDM results in increased microcracks, which produced rougher surfaces. 4 By the same token, therefore, it is likely that the cooling rate of the urea dielectric fluid might also be higher than that of distilled water. This increases the formation of microcracks and deeper craters, as shown in Figure 4, on the EDMed surface, with its direct consequence on the Rau. Second, since both the electrode (Cu-TaC) and the urea dielectric fluids are likely to react together with workpiece surface, there is the tendency for the workpiece surface to be subjected to intensive thermal force to increase the multiplication of the cracks/craters leading to coarser surface. Yan et al. 18 observed that the impulsive force of urea dielectric fluid can induce such deeper and wider craters and thus contributing to higher roughness.
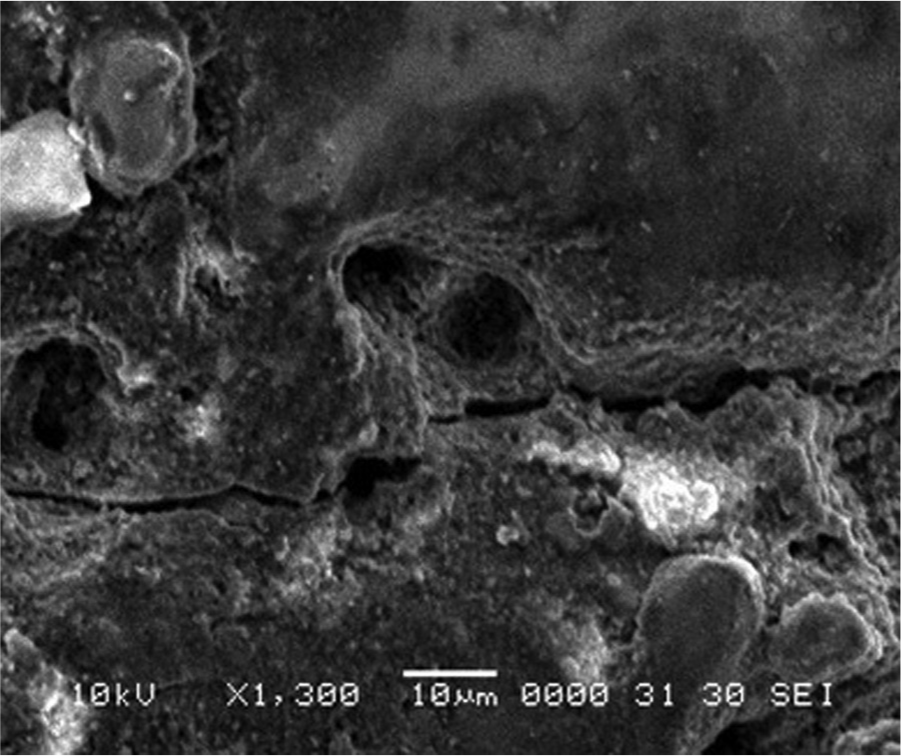
Surface micrograph of specimen machined with urea dielectric fluid.
The contour plots in Figure 5 illustrate the trends of the behavior of the surface roughness with the electrical variables during the EDM. It can be observed that Ip generally shows significant effects on the level of Ra obtained during machining. While Rau seems to be varying fairly linearly with Ip only (Figure 5(a)), the Rad on the other hand varies directly with both the Ip and ton (Figure 5(b)). This trend is in agreement with the fact that current is frequently found to be one of the most significant parameter affecting the Ra of the EDM surface. 22 Thus, the roughness is more severe with the Ip in urea dielectric fluid machining. This was also confirmed by the other researchers. 18 In the case of machining with distilled water dielectric fluid, the desired roughness can be obtained by making adjustments in combination of machining conditions of Ip and ton 23 on the EDM programme.
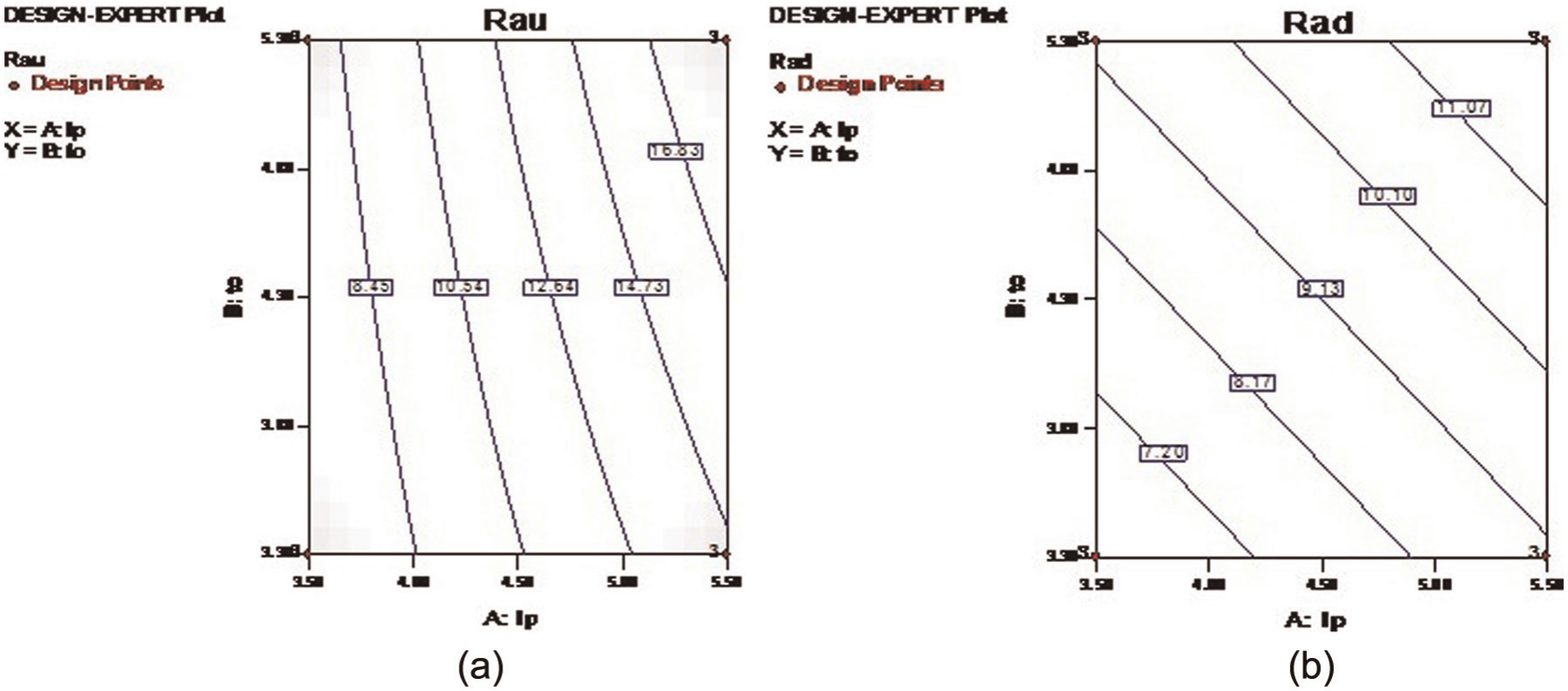
Contour plot of Ra with (a) urea solution and (b) distilled water.
Microhardness
The microhardness (Mhu) of the surfaces machined with urea dielectric fluid is generally higher than those EDMed with distilled water (Mhd). From Figure 6, over 80% of the experimental runs indicate higher Mhu over the Mhd. The microhardness improvement ratio (MHIR) can also be used to make comparison for machining with the two different dielectric fluids. In this case, higher microhardness is desirable for the EDMed surface. Therefore, machining with urea dielectric fluid gives improvement in Mh over those with distilled water. Though the highest Mhu of 902.2 Hv was obtained in run number 7, its MHIR of 44% is less than that of run number 3, which is 48%. Thus, the highest ratio of improvement in microhardness attained by the specimens EDMed with urea dielectric fluid is about 48% higher than those machined with distilled water.
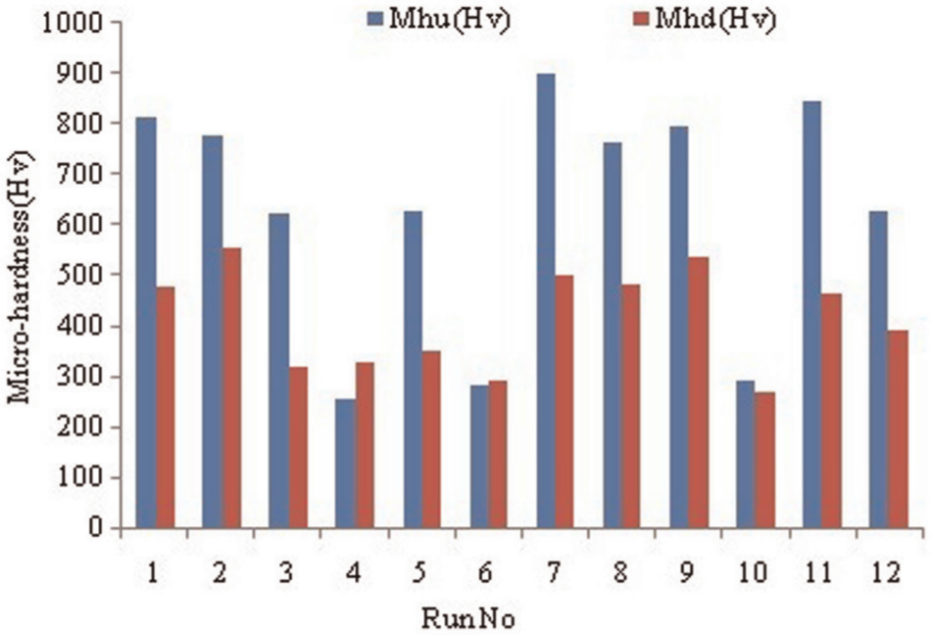
Analysis of the effect of dielectric fluids on Mh.
The alloying of the EDMed surface in combination with both the green Cu-TaC compact electrode and the urea solution could have contributed to higher Mhu attained with the urea dielectric machining. Studies have shown that green compacted PM electrodes can increase the Mh of EDMed surface through alloying.23,24 In addition, the reaction between urea solution and the workpiece during machining results in the formation of nitrides and carbides of the titanium, thereby enhances the microhardness of the EDMed surface. 25
The contour plots of the behaviors of Mh of the EDMed surfaces under the two dielectric fluids with the machining variables are illustrated in Figure 7. Mhu is found to have direct relationship with both Ip and ton (Figure 7(a)). It increases with increasing conditions of both Ip and ton until a maximum value is attained. The nature of the curve indicates that both Ip and ton have interaction effect on the Mhu in addition to their individual factor effects. The trend in Mhd is similar to that of the Mhu, but with lower values, and the maximum is also attained at lower machining conditions (Figure 7(b)).
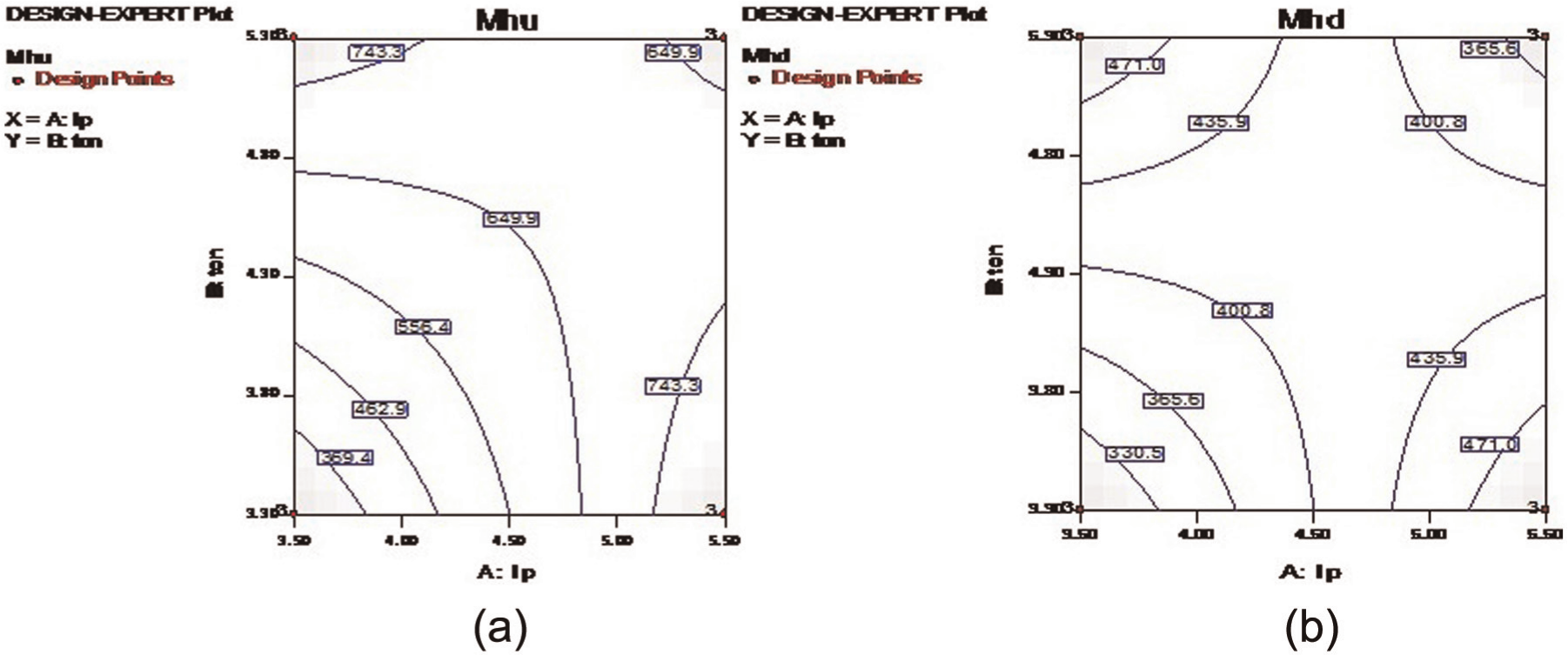
Contour plots of Mh with (a) urea solution and (b) distilled water.
Conclusion
From the discussion, the following conclusions are drawn:
The surface roughness was found to be generally higher in the specimens machined with urea solution dielectric fluid, the highest being 19.05 µm. For the specimens machined with distilled water dielectric fluid, the highest Rad is 14.45 µm. The highest ratio of surface roughness improvement attained in machining with distilled water dielectric fluid over that of urea dielectric fluid is 55%. The Rau was found to be varying fairly linearly with Ip only while the Rad varies directly with both the Ip and ton.
Machining with urea dielectric fluid gives higher microhardness than those with distilled water. The highest MHIR attained by the specimens EDMed with urea dielectric fluid is about 48% higher than those machined with distilled water. Variations with EDM parameters show that the microhardness increases with increasing Ip and ton until a maximum value is attained with both dielectric fluids. However, the values are lower, and the attainment of the maximum is accelerated in the case of distilled water dielectric fluid.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This study was supported by the Research Management Centre (RMC), IIUM, through its Research Endowment Fund (Type B).