
Abstract
The resistance of a material to an indentation on microscopic scale is an indication of its micro-hardness. To a lubrication engineer, micro-hardness is synonymous with surface wear resistance of a material. In this study, an attempt was made to enhance the surface micro-hardness of titanium alloy (Ti-6Al-4V) through modification of electrical discharge machining process parameters. These parameters are the electrode, the dielectric fluid and the electrical variables of the machine. Cu–TaC composite electrode produced through powder metallurgy method was used during the electrical discharge machining with different urea concentrations in distilled water as dielectric fluid. The electrical variables used were the peak current, the pulse duration and the duty factor. Electrical discharge machining was also conducted with copper (Cu) powder metallurgy electrode with distilled water dielectric fluid for comparison. The results showed that the micro-hardness of the electrical discharge machined surfaces with Cu–TaC electrode/urea dielectric fluid was generally higher than that of those with Cu electrode/distilled water dielectric fluid. The highest micro-hardness of 1795 Hv was attained with 10 g/L of urea concentration.
Keywords
Introduction
Titanium and its alloys are among expensive materials used in manufacturing industries. Its high strength-to-weight ratio and corrosion resistance at room and elevated temperatures make it attractive for many applications, including aircraft, jet engines, racing cars, golf clubs, petrochemical and marine components, armour plate and biomaterials such as orthopaedic implants. 1 Among the research studies conducted on titanium alloys, α–β titanium (Ti-6Al-4V) is most frequently found in the literature. This alloy belongs to the group of very hard and tough materials usually termed ‘super alloys’. The alloy is also among the materials that are very difficult to be machined. Therefore, non-conventional techniques are normally used in the process of machining it. Electrical discharge machining (EDM) is one of the methods frequently used in processing the alloy.
Several EDM techniques have used to obtain better machining outputs for the alloy. In their investigation, Abdulkareem et al. 2 used cryogenic cooling of metallic copper electrode to obtain good surface roughness on the Ti-6Al-4V alloy surface and lower electrode wear during EDM. Researchers have earlier compared the use of kerosene and distilled water as dielectric fluid in machining the alloy. 3 The results indicate the formation of TiC and TiO on the EDMed surface with kerosene and distilled water, respectively. Though kerosene is the most popular dielectric fluid and even superior to EDM oil, 4 it is gradually being phase out because of its pollution effect on the environment.5,6 Current efforts are directed towards environmental friendly dielectric fluids with the ability to improve the alloy’s micro-hardness. To achieve this, the feasibility of using urea solution dielectric in EDM was attempted 7 on pure titanium with metallic copper electrode. Ho et al. 8 also used powder metallurgy (PM) copper electrodes compacted at different pressures to machine the Ti-6Al-4V material with each of straight and reverse polarities during EDM. The results of these investigations gave the hardness range between 200 and 1100 Hk0.025, which resulted due to the formation of modified layers on the EDMed surfaces.
From these literatures, it can be observed that attempts have been made to improve surface micro-hardness of Ti-6Al-4V either through PM electrodes or through different types of dielectric fluids. However, the use of combined PM electrodes with additive-mixed dielectric fluid in conjunction with the other electrical variables in improving the micro-hardness of this alloy is yet to be investigated. 9 In the present investigation, the new Cu–TaC PM electrode 10 with different concentrations of urea solution dielectric fluid was used in EDM to enhance the surface micro-hardness of Ti-6Al-4V alloy. Other machining variables used were peak current, pulse duration and the duty factor.
Experimentation details
Materials and equipment
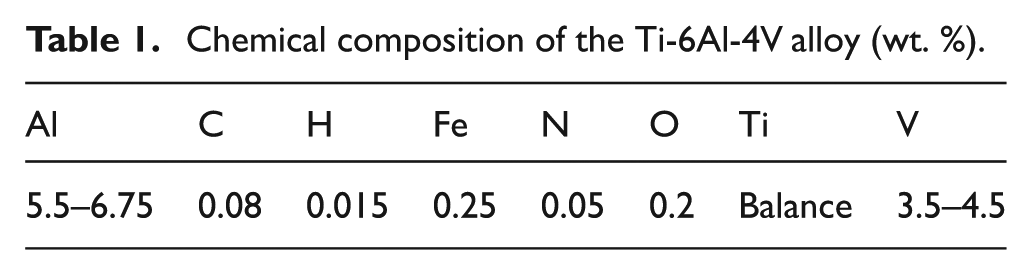
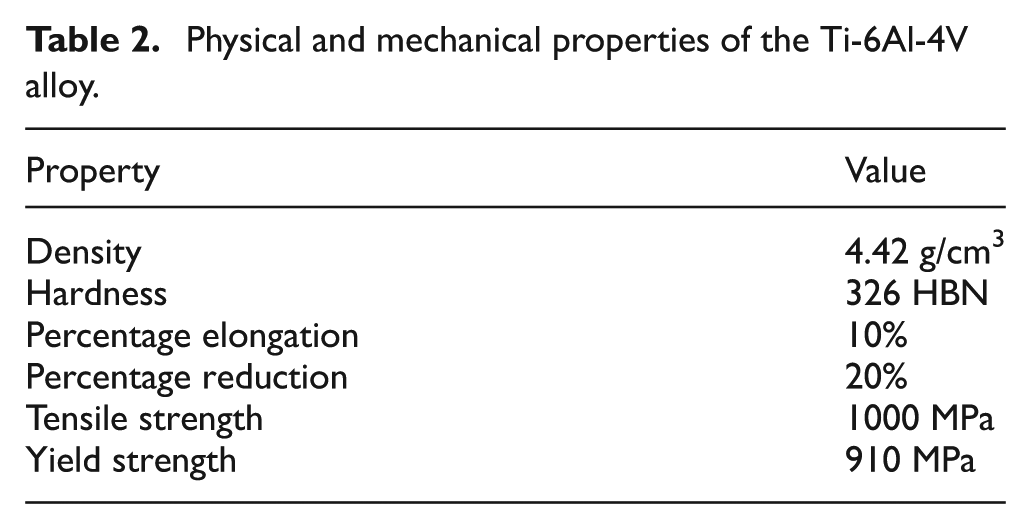
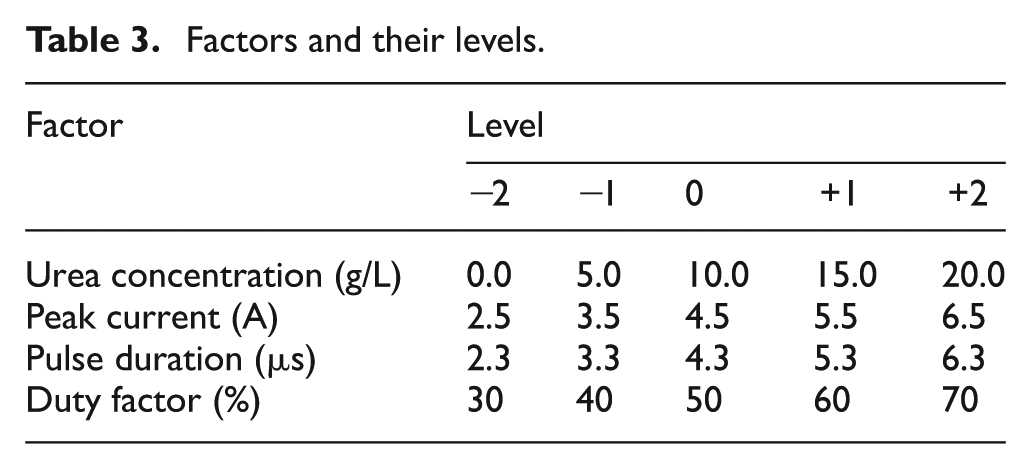
Machining was done with a die sinking EDM (C11E FP60E Mitsubishi EX 22, Japan) in a separate tank placed inside work tank (Figure 1). The electrode material was made from Cu and TaC powder through PM technique. Their composition is 50/50% and compacted into pallets of 12 mm diameter at a pressure of 27.56 MPa. A pure copper PM electrode was also prepared for use in the control experiment. The workpiece used in the investigation is the titanium alloy (Ti-6Al-4V) whose chemical composition and physical properties are presented in Tables 1 and 2, respectively. The urea solutions with different concentrations were prepared with distilled water. The concentrations used are shown in Table 3.
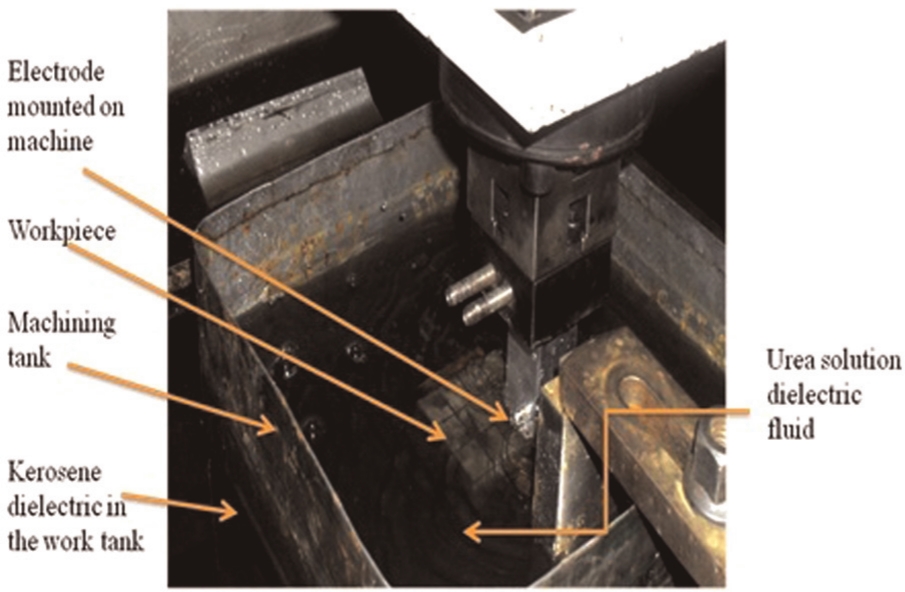
Experimental set-up.
Chemical composition of the Ti-6Al-4V alloy (wt. %).
Physical and mechanical properties of the Ti-6Al-4V alloy.
Factors and their levels.
Procedures and experimental design
The machining was done according to the variables in Table 3. Figure 1 shows the experimental set-up for the machining process. The same procedure was applied in machining with pure Cu electrode and distilled water dielectric fluid. This was used to compare the effect of both Cu–TaC electrode and urea dielectric fluid on the micro-hardness of the EDMed surface.
The experimental runs were planned and implemented using central composite design (CCD) of response surface methodology (RSM) with four input factors at five levels. CCD was used to run the investigation because it can be run sequentially, efficient and provides information on variable effects on overall experimental error with minimum number of runs. It is also flexible. 11 The factors considered were urea concentration (Uc), peak current (Ip), pulse duration (ton) and duty factor (η). The response (micro-hardness) was measured with micro-vickers hardness testing machine (Mitutoyo MVK-H2, Japan). Each of the measurements was taken three times and their averages were recorded. The results were analysed with Design-Expert Software version DX 6.0.8 (Stat-Ease Inc., Minneapolis, MN 55413). The design matrix and the responses are presented in Table 4.
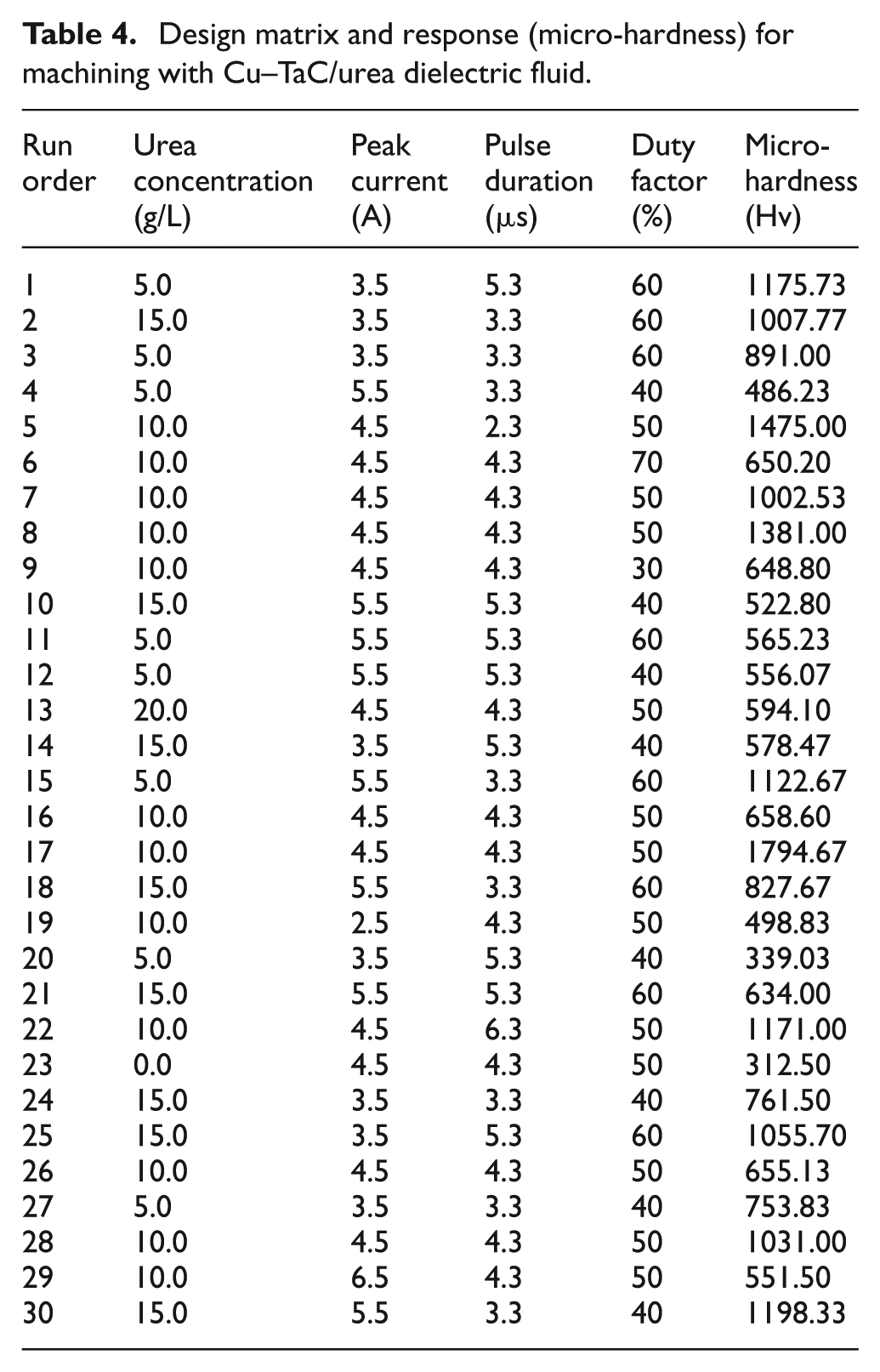
Design matrix and response (micro-hardness) for machining with Cu–TaC/urea dielectric fluid.
Results and discussions
The experimental results of the effects of the Cu–TaC composite electrode and the urea dielectric fluid on the Ti-6Al-4V workpiece are presented. Table 4 presents the average micro-hardness of the EDMed surface after the experiment. These were subjected to statistical analysis and used to generate the response surface plot (Figure 2). The behaviour of the micro-hardness under the input factors is discussed in the following paragraphs.
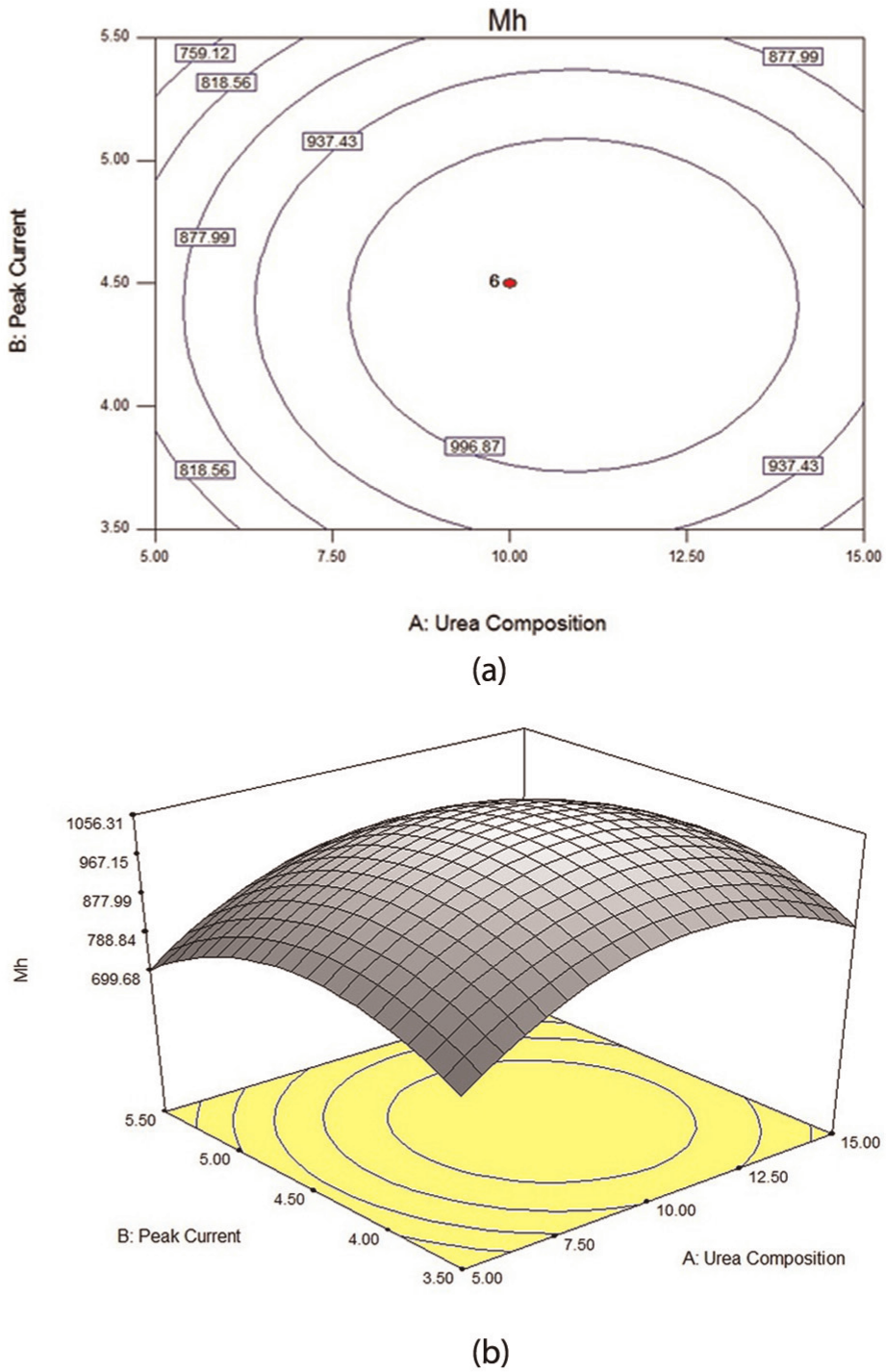
Behaviour of the micro-hardness of the EDMed surface within a 3D plot: (a) contour plot and (b) surface plot
Effect of urea and Cu–TaC electrode on micro-hardness
From Table 4, the experimental run No. 17 shows the highest micro-hardness of 1794.67 Hv, while No. 23 gave the lowest value of 312.50 Hv. These values are substantially higher than those obtained by other researchers.7,8 The combined effect of both the electrode and the urea dielectric fluid has contributed to the increase in micro-hardness. Previous studies10,12 have confirmed the alloying capability of Cu–TaC electrode and urea solution on this workpiece during EDM in which ceramic layer was observed. The formation of hard ceramic carbides and nitrides of titanium and tantalum on the EDMed surface resulted in the enhancement of it micro-hardness. It should also be noted that the experimental run No. 23 with the lowest micro-hardness has zero urea concentration.
Although four EDM factors were used in the investigation, the analysis indicates that Uc and Ip are statistically significant to the level of micro-hardness attained. Therefore, they have prominent effect on micro-hardness as depicted by Figure 2. The contour plot (Figure 2(a)) shows how micro-hardness increases from the extreme values of the input factors (star points of the two factors) towards the centre. Thus, both factors affect the micro-hardness by converging it to the maximum at their axial levels. The surface plot (Figure 2(b)) presents the clearer graphical illustration of the trend. This is why the higher values of micro-hardness were obtained with Uc (10 g/L) and Ip (4.5 A).
Effect of machining variables on micro-hardness
Figures 3 –5 illustrate the effect of different machining variables on micro-hardness of the EDMed surface. Figures 3–5 show the micro-hardness behaviour with respect to the Cu–TaC/urea solution pair, over the selected machining variables as compared with the Cu/distilled water dielectric system on the workpiece. The micro-hardness is generally observed to be substantially higher in Cu–TaC/urea machining for all the variables compared to Cu/distilled water, except in Figure 5, where it is a bit higher in Cu/distilled water machining towards the 70% duty factor. At such higher η, the pulse interval becomes small, and the machining stability becomes impaired. Consequently, the output may exhibit irregular behaviour.
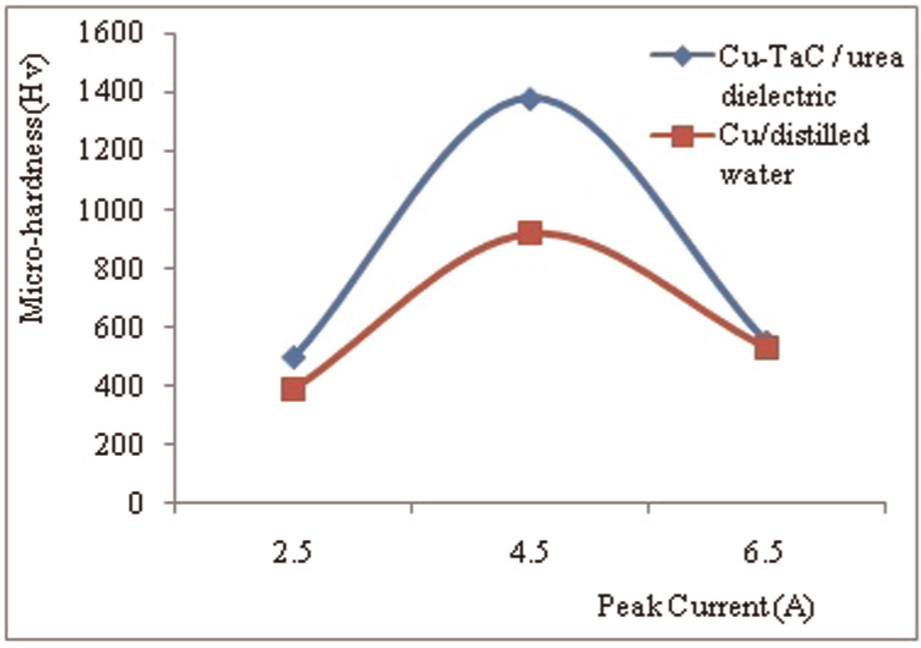
Micro-hardness of the EDMed surface against Ip.
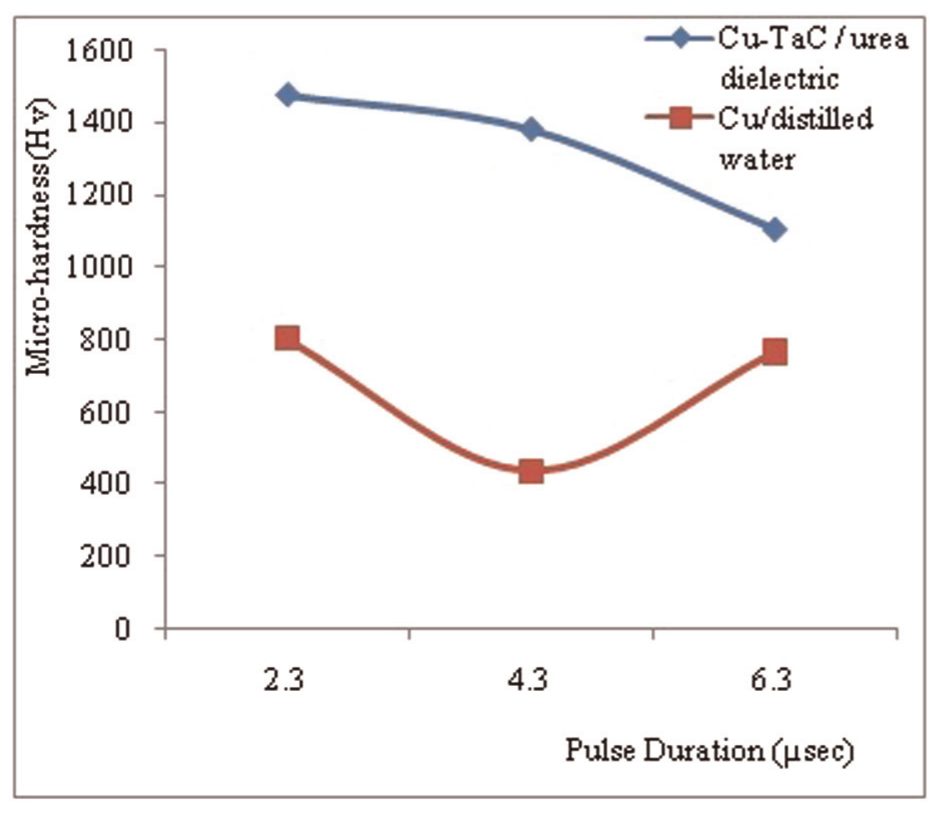
Micro-hardness of the EDMed surface against ton.
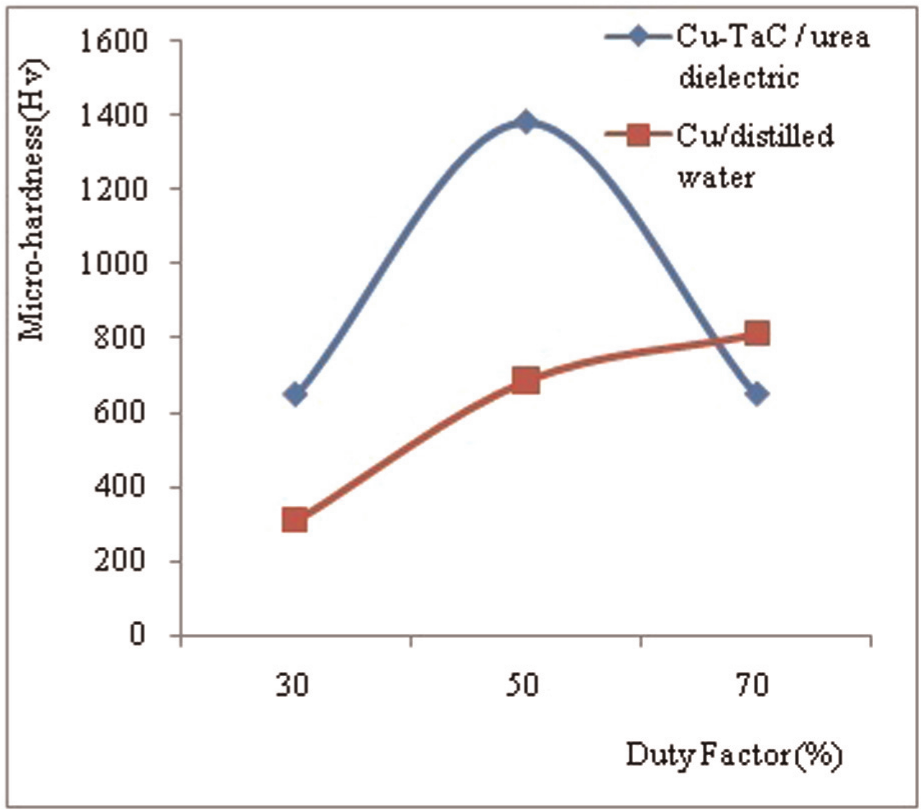
Micro-hardness of the EDMed surface with η.
The micro-hardness of the EDMed surface with Cu–TaC/urea dielectric reduces sharply with increasing Ip, after attaining the maximum of about 1400 Hv (Figure 3). The initial increase in micro-hardness could be due to the role of the Cu–TaC electrode under the increasing Ip. A previous study 13 with the electrode indicates that its wear rate increases with increasing Ip during EDM. Thus, more migrations of the electrode materials onto the EDMed surface occur with increasing Ip, thereby resulting in increased micro-hardness. In addition, the thickness of the modified surface layer can also increase with Ip. 14 However, beyond a certain maximum Ip, either further increase in the generated layer thickness weakens the machined surface or there is no increase in layer thickness at all. 15 As a result of which decrease in micro-hardness is experience beyond this maximum. In Figure 4, the micro-hardness reduces fairly from 1500 to 1050 Hv with increasing ton. Increased pulse duration allows more heat to sink into the workpiece and spread. This implies that the modified layer will be larger and the heat affected zone will be deeper; 16 hence, lower micro-hardness will be obtained.
The net effect of increasing the Ip and ton is the increase in the rate of energy input into the machining system 17 (electrode, workpiece and dielectric fluid). The high thermal load in the system increases the melting and evaporation from the workpiece, thus reducing the formation of the hard layers. Consequently, lower micro-hardness is experienced at these levels.
Conclusions
EDM process parameters were modified in this investigation to secure enhanced surface micro-hardness on Ti-6Al-4V alloy. The RSM analysis shows that urea concentration and peak current were found to be the most significant factors that affected the micro-hardness of the EDMed surface. The combined effect of Cu–TaC PM electrode and the urea dielectric fluid led to the increase in micro-hardness, the highest being 1795 Hv with urea concentration of 10 g/L and peak current of 4.5 A.
The micro-hardness is generally substantially higher in Cu–TaC/urea dielectric machining for all the variables compared to Cu/distilled water dielectric fluid, with the difference between them reducing towards the higher conditions of peak current, pulse duration and duty factor.
Footnotes
Funding
This study is supported by the Research Management Centre (RMC), International Islamic University Malaysia (IIUM) through its Research Endowment Fund (Type B).