
Abstract
Belt finishing has been tested successfully as a complementary process to hard turning. This technology improves the surface texture and generates compressive residual stress. However, the mechanisms and characteristics of this new process have not yet been fully explained. This article provides a comprehensive characterization of cutting mechanisms generated by belt finishing. First, an analytical analysis based on cutting forces is developed. Then, the macroscopic specific energy is dissociated into a cutting specific energy responsible of shearing and ploughing mechanisms and a sliding specific energy due to adhesion. It has been demonstrated that cutting is more predominant than sliding in belt finishing process. The omnipresence of cutting demonstrates the effectiveness and the profitability of belt finishing operation.
Introduction
Super finishing processes such as belt finishing, honing or roller burnishing are proposed in addition to machining to improve the surface texture of steel workpieces harder than 60 HRC.1–5 Belt finishing is a new process in the field of super finishing process. This technology consists of pressing an oscillating abrasive polyester-backed film against a rotating workpiece surface with a defined pressure by means of a polymer roller. At the same time, abrasive film is regenerated automatically by means of the feed (Figure 1).
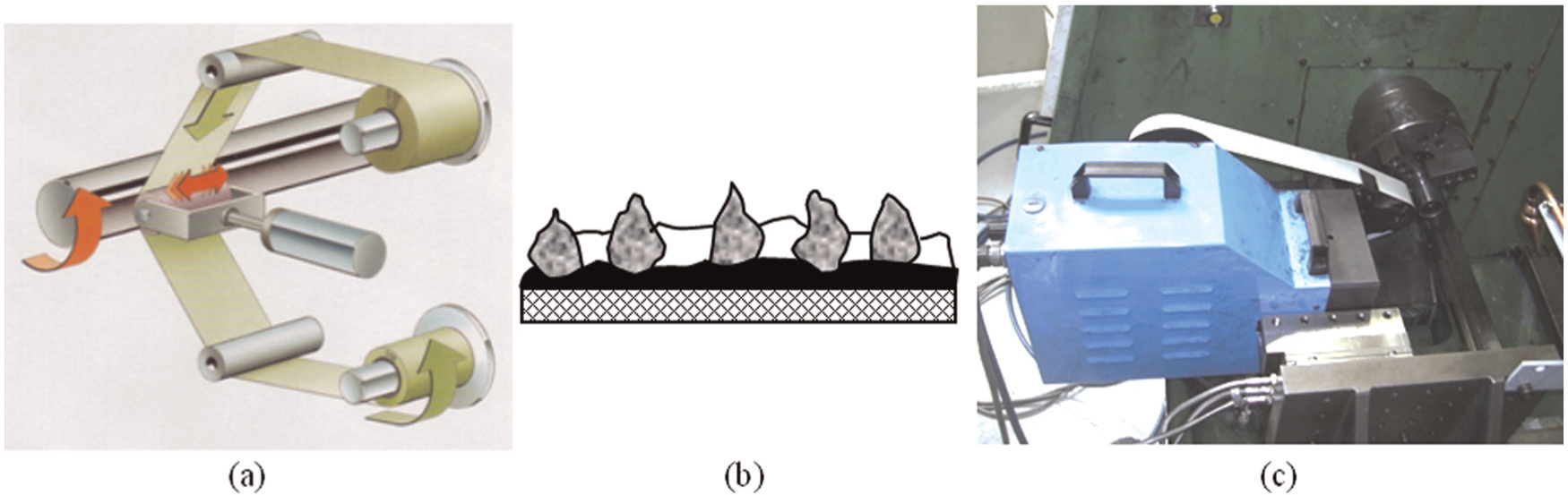
Belt finishing process: (a) belt finishing movements, (b) abrasive belt and (c) belt finishing set-up.
Belt finishing was tested as a complementary process of hard turning.2,4,6 It was shown that belt finishing leads to improved and stabilized surface roughness (Ra until 0.05 µm) independent of the original surface roughness variation induced by the turning tool flank wear. 6 In parallel to the great improvement observed on the surface texture, it has shown experimentally that belt finishing process generates compressive residual stresses on surfaces. The changes are localized in a very thin sublayer of 5–10 µm. 7
Khellouki et al. 2 studied the elastic contact conditions between abrasive film and workpiece. It has shown that the most important parameters controlling the process locally are the average contact pressure, the effective contact duration between an abrasive grain and the surface and the number of active grains in the contact. These local parameters are directly determined by the usual parameters: the applied force, the belt finishing duration, the hardness of the roller and the film feed rate. In this context, an optimal effective contact duration was defined when the roughness and the wear rate of grains become stable. 2
Despite these early studies on belt finishing, fundamentals of the process and cutting mechanisms are not well understood. Previous studies on honing show the influence of certain parameters such as the contact pressure, the duration of the operation and the oscillation frequency on the removal rate and the resulting energy.8,9 To characterize the energy dissipated during a machining operation, we often use a basic parameter, which is the specific energy. This parameter provides important information on the effectiveness and efficiency of a machining process. The use of the specific energy to analyse a belt finishing operation can help to understand the mechanisms of material removal and the confrontation between cutting and sliding. Puthanangady and Malkin 8 were able to deduce the cutting specific energy of honing by introducing the overall force ratio and the removal rate. Later, El Mansori et al. 10 performed an energetic analysis of dry belt finishing operation, in particular by studying the effect of the oscillation frequency and the belt finishing duration on the specific energy. Results show that during the first seconds of belt finishing, the energy dissipated and the removal rate are important. The process is dominated by the formation of microchips. After a few seconds, the energy was dissipated and the removal rate was stabilized.
In this article, we will develop an energetic analysis in order to understand the cutting mechanisms of belt finishing. The cutting forces will be measured and analysed. By introducing the removal rate, we will be able to dissociate the macroscopic specific energy on cutting and sliding components.
Experimental procedure
Workpieces are made of 100Cr6 bearing steel (AISI 52100) quenched and tempered to 62 HRC. Workpieces were obtained by a single hard turning operation. Cubic boron nitride (CBN) turning was carried out on an ultra-precision facing lathe. Triangular TNGA160408 S01020 inserts with 60% CBN were used. Cutting parameters were cutting speed Vc = 100 m/min, feed rate f = 0.1 mm/rev and depth of cut ap = 0.3 mm. Belt finishing was applied after hard turning (Figure 1(c)). The conditions are summarized in Table 1.
Belt finishing conditions
MQL: minimal quantity lubrication.
To measure cutting belt finishing forces in the three orthogonal directions, a piezoelectric force dynamometer is mounted on the tool holder. The belt finishing machine was set in a horizontal position so that the forces measured correspond directly to the belt finishing forces (Figure 1(c)).
Assuming the hypothesis that the amount of material removed during belt finishing operation can be characterized by its weight, we measured the weight of workpieces before and after belt finishing operations by a precision balance of 1/100 of a gram. The removal rate Qw can be characterized by the removed volume per unit time.
Precautions have been taken to ensure the precision of measurements. Workpieces are cleaned by ultrasound in a container of alcohol and then dried. Contact with fingers or any object that could leave marks on the workpiece has been avoided.
Analytical approach of belt finishing cutting forces
Figure 2(a) shows the overall force ratio (f = FT/FN) as a function of the normal applied force. The force ratio increases slightly with the applied force. The maximum does not exceed 0.28. This increase is possibly due to the wear of the grains for high forces.
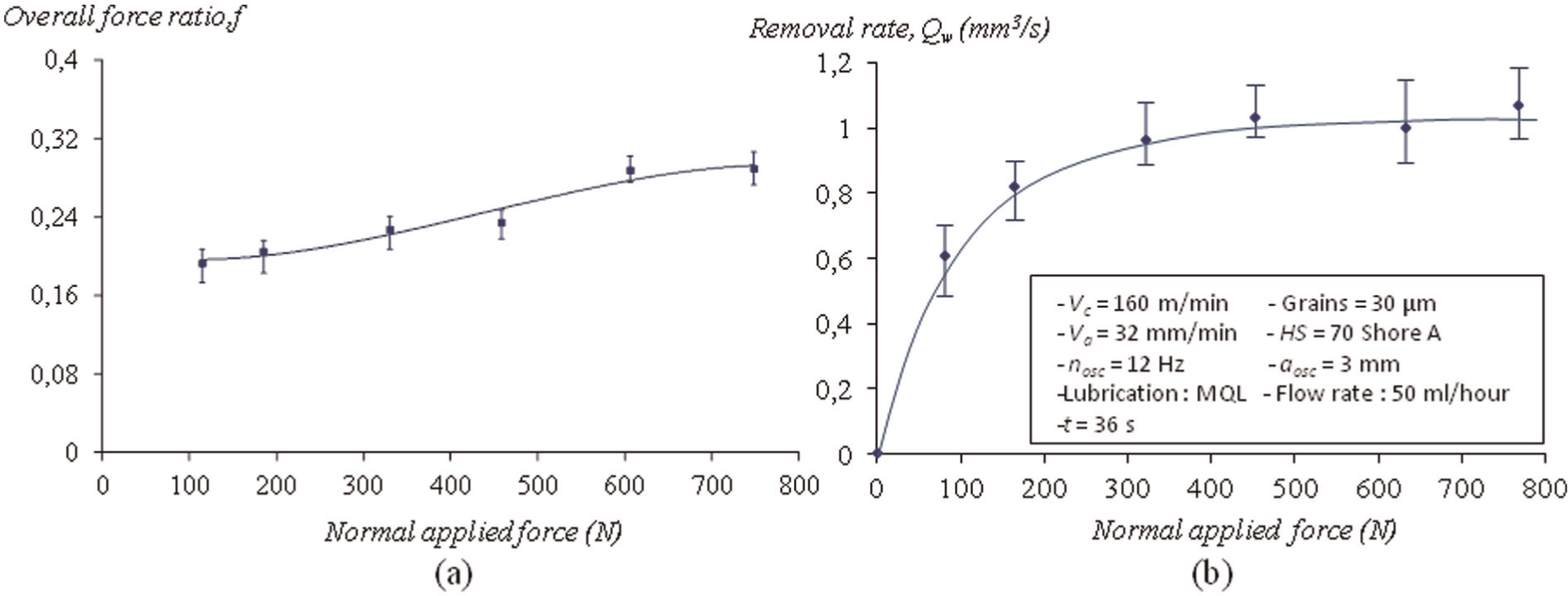
(a) Overall force ratio versus normal applied force and (b) removal rate versus normal applied force.
The tangential force FT can be considered to consist of cutting component Fc and sliding component Fs associated with sliding of dulled grain tips against the workpiece 8
The overall force ratio f will be written as
The sliding friction coefficient µs can be considered as
Equation (2) can be rewritten as
Some authors who worked on super finishing process, like Puthanangady and Malkin, 8 assumed that cutting tangential force is proportional to removal rate Qw
where k is a constant.
If we apply this hypothesis to belt finishing, we can write the following from equation (4)
It can be seen that as Qw approaches 0, the overall force ratio f should approach the sliding friction coefficient µs.
Figure 2(b) shows the correspondence between the removal rate Qw and the normal applied force. We can observe that removal rate stabilizes at high forces (over than 300 N).
Having the removal rate Qw, we can then determine the sliding coefficient µs by plotting the overall force ratio f versus removal rate Qw (Figure 3). By applying equation (6), if we extend the linear least squares fitting to the y-axis (Qw = 0), we can raise the value of f corresponding to sliding coefficient µs. We find f = µs≈ 0.07. We can then deduce the tangential sliding force Fs from equation (3) and the tangential cutting force Fc from equation (1).
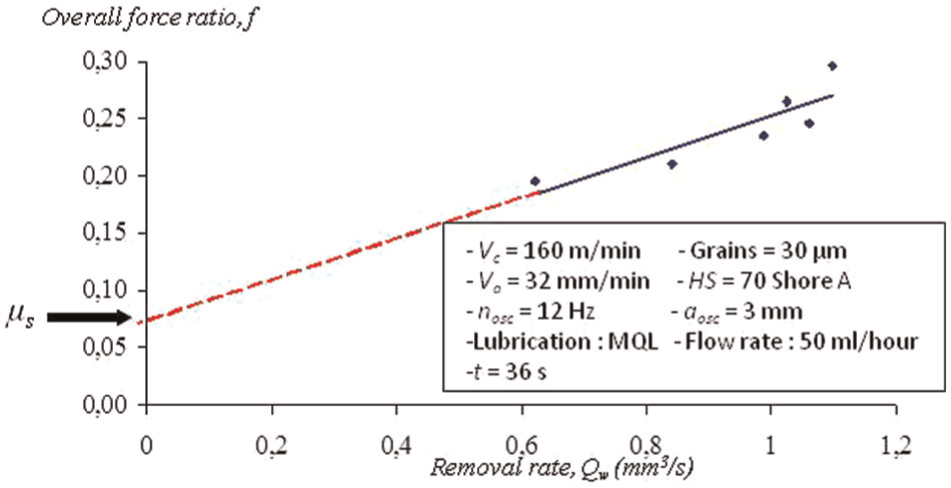
Overall force ratio versus removal rate.
Characterization of belt finishing cutting mechanisms
The total specific energy in belt finishing Es can be expressed as follows
with FT the tangential force, Vc the cutting tangential speed and Qw the removal rate.
The total specific energy Es would also consist of cutting and sliding contributions
By knowing the tangential sliding force Fs and the tangential cutting force Fc, we can calculate the sliding specific energy and the cutting specific energy. Figure 4(a) shows the total specific energy and the cutting specific energy versus the normal applied force. The difference between the two curves corresponds to the sliding specific energy. Figure 4(b) shows the ratio between the cutting specific energy and the total specific energy versus the normal applied force. The percentage of the cutting specific energy compared to the total energy is between 65% and 75%. The rest corresponds to sliding specific energy. We can say that cutting contribution is dominant in belt finishing process. Cutting contribution corresponds to the beneficial plastic deformation (shearing and ploughing), which leads to the chip formation necessary for the belt finishing process. The remaining energy that corresponds to sliding is dissipated in friction and evacuated as heat at the grain/workpiece interface. Moreover, we can observe generally that the temperature at the belt finishing zone is low compared to other finishing process (no sparks and relatively cold workpieces), which confirms our conclusion.
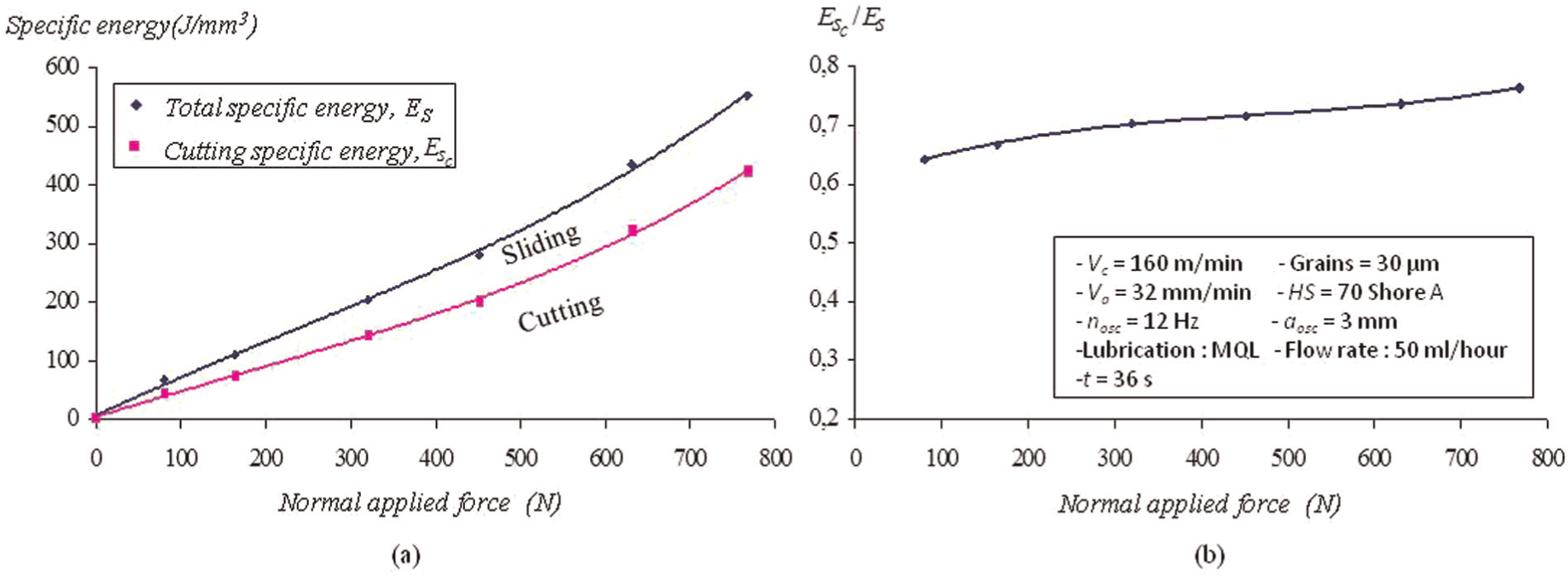
(a) Total specific energy and specific cutting energy versus normal applied force and (b) ratio between cutting specific energy and total specific energy.
Therefore, belt finishing is an economical and efficient technology in comparison to other similar process especially if the cutting conditions are well chosen. Furthermore, the effect of sliding is more important when applied forces are weak (Figure 4(b)). This is due to the insufficient penetration of the grains. This suggests the phenomenon of minimal chip adhesion in machining when the tool cannot cut, and no build-up edge can be observed if the penetration of the tool is not sufficient. Further studies comparing tool to grain behaviour are needed.
Conclusion
Belt finishing cutting forces are measured and analysed. The sliding friction coefficient was determined by an analytical approach. From an energy analysis, the macroscopic specific energy is separated into a cutting specific energy corresponding to chip formation and ploughing and into a sliding specific energy corresponding to friction of grains against the surface. We deduce that cutting energy is dominant in belt finishing process and can reach 75% of the total specific energy. This is an important result, which means that belt finishing is an efficient and economic process and can successfully integrate a manufacturing program of automotive or aeronautic parts.
This macroscopic analysis cannot specify the proportion of chip formation and ploughing in the abrasive belt finishing process. Additional studies especially at the microscopic scale of a grain may be a great interest.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.