
Abstract
The linear programming model for die casting processes provides the optimal production plan that maximizes the average efficiency of melting furnaces. In this article, we address supplementary production in linear programming scheduling of die casting processes. Since a real die casting campaign is subject to a variety of potential malfunctions, there may exist defective items among final cast products, thus failing to match the quantities of customer orders. The objective of this study is to propose a novel scheme of preventing product shortage by manufacturing additional cast products associated with the result of the linear programming model. In particular, supplementary production is practicable by utilizing the residue of molten alloy and cast scraps or remnants available in each shift. The sequence of casting shifts is also adjusted for facilitating this supplementary production. The proposed scheme does not alter any part of the original scheduling result of the linear programming model. A numerical experiment is conducted using real foundry data to validate integrity and performance of the proposed scheme.
Keywords
Introduction
It was not until the recent years that die casting processes began to be recognized as a scheduling problem. Intrinsically, die casting procedures have a fixed sequence of operations—ladling and injection of molten alloy, solidification, die opening and ejection of a solidified casting, and spraying and closing of dies. This sequence is executed recursively by the facilities of the foundry, that is, a set of melting furnaces and die casting machines with solid-state ingots, so as to manufacture prescribed quantities of products. 1 A cycle of the die casting sequence constitutes a casting shift in a foundry. In the shift-based casting process, scheduling usually means determining by a certain criterion the quantities of all the casting types that will be produced in each shift. This allows the problem of die casting scheduling to be solved in the framework of numerical optimization schemes.
The former studies on die casting scheduling are classified according to the applied optimization methods. As a deterministic scheme, linear programming (LP) models have been widely used, especially in the authors’ works.2–5 LP models are fit for representing die casting processes because the properties of major die casting parameters are described in linear forms. They achieve the maximum efficiency either in raw material utilization2,3,5 or production time and cost 4 of die casting processes.
Compared with deterministic schemes, the stochastic optimization approaches are relatively sparse, among which genetic algorithm (GA) employed in the study by Deb et al.6,7 is notable. Elegantly designed as their GA operators may be, the main purpose of using GA in the studies by Deb and coworkers6,7 is just to provide faster solving procedures than an LP model, which for itself generates the optimal solution. As proved in the studies by Yang and Park,2–5 the LP model can represent general die casting environment with frequent in-process die exchanges, while the computation burden is reasonably managed. Based on these facts, we assert that LP models are more suitable than GA to die casting scheduling. For further qualitative comparison between LP models and GA in die casting scheduling, the readers are referred to the studies by Yang and Park.2,5
The objective of this article is to propose a scheme of supplementary production in LP scheduling of die casting processes. Our study follows the setting of Yang and Park,2,5 that is, the LP model that searches for the solution that maximizes the percentage use of molten alloys throughout the entire shifts. Like the scheme of recycling scrap, 3 our scheme is classified into a post-optimization method. Here, we propose a subsequent functionality of die casting processes ensuing from the scheduling result, with no burden of changing the original LP model.
The purpose of the scheme in the study by Park and Yang 3 is to save ingots that are supposed to be expended in the original scheduling result. Meanwhile, in this study, we focus our concern on preventing potential product shortage raised by defective castings after die casting scheduling is actually applied to real casting operations. This is motivated by the fact that in most die casting processes, one cannot guarantee 100% fair quality of cast products. In reality, a great many process parameters—such as inclusions or impurities in the melt, a holding time in the shot chamber, a shot profile, an intensification time and pressure, flow of melt and a temperature profile in the die, a die locking force, and a solidification pattern—contribute to the final quality of a casting.1,8,9 Commonly observed defects in die castings even constitute a huge list of specifics, such as metallic projections or flash, blow holes, shrinkage cavities, discontinuities, defective surface, incomplete casting, incorrect dimensions or shape, and inclusions. However, previous research works on die casting scheduling provided only an optimal schedule satisfying a predetermined performance criterion and never discussed how to prevent a shortage in the quantity of die cast products upon an actual discovery of defective castings.
The proposed scheme is that whenever defective products are found in a shift, the foundryman attempts to produce additional cast products in the following shifts using the residue of molten alloy and recycling scrap left in the former shifts. As mentioned earlier, neither the calculated amount of molten alloy nor the scheduling result of the LP model have to be altered for applying the proposed method. A heuristic algorithm is presented for determining the quantity and order of the supplementary production according to the priorities of cast products and available resources. The numerical experiments conducted with real foundry data will demonstrate the superiority and applicability of the proposed scheme.
Review: LP model
This work is set in the LP model for die casting scheduling developed by Yang and Park.2,3 A brief review of the key concept of the model is given in this section. All the materials in this section are drawn from the aforementioned studies.
A die casting foundry consists of
Table 1 summarizes the LP model for a general die casting process. The objective function
LP model for a die casting process.
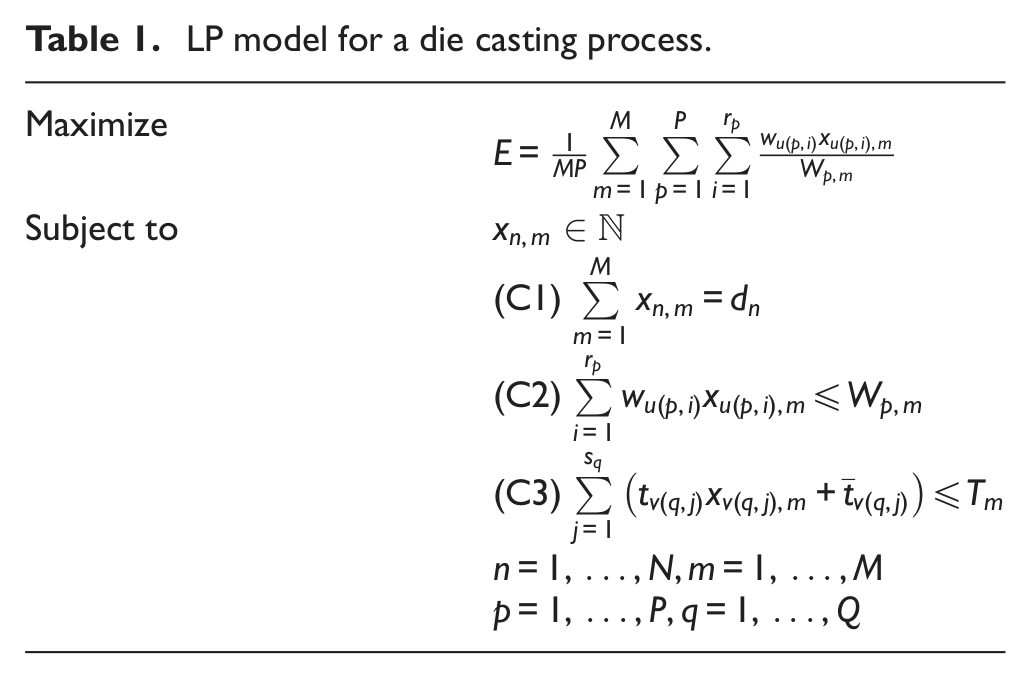
Aside from the trivial constraint that
Defective products in die casting processes
In spite of the optimized die casting scheduling devised by either GA6,7 or LP2–5 and its flawless execution, they do not automatically guarantee successful production quality wise and thus quantity wise in a real foundry. Nonconforming castings or defectives with one or multiple defects are sometimes manufactured inevitably in a die casting shop. In case nonconforming units are produced, a die caster is often unable to avoid product shortage, which cannot be predicted a priori.
In reality, a variety of process variables, some being controllable and others uncontrollable, can contribute to the final quality of a casting. Some of them in a long list are nonmetallic inclusions or impurities in the melt, wave formation by an improper shot profile and premature solidification in the shot chamber, an intensification time and pressure, flow of melt and a temperature profile in the die, a solidification pattern, die spray and die locking force, and so on.10–12
Porosity including blow holes, shrinkage cavities, 13 misrun, discontinuities, incomplete casting, flash or metallic projections, 14 defective surface, incorrect dimensions or shape, and inclusions are only a handful types of commonly observed defects in die castings. Figures 1 and 2 show typical examples of die casting defects: defectives containing porosities due to gas and shrinkage during solidification and misrun due to premature solidification from an insufficient pressure or volume of melt.
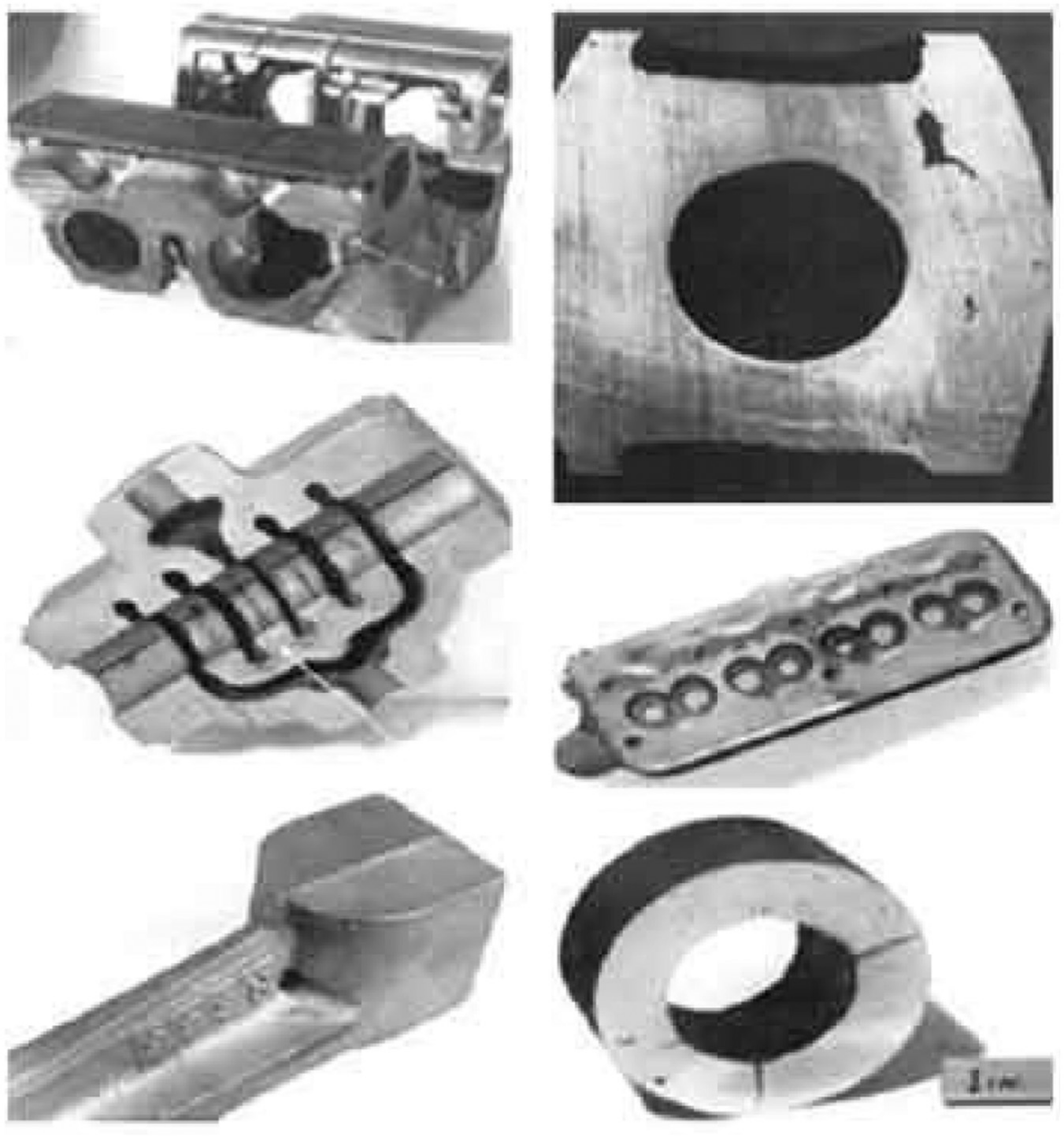
Porosity defects in die castings.
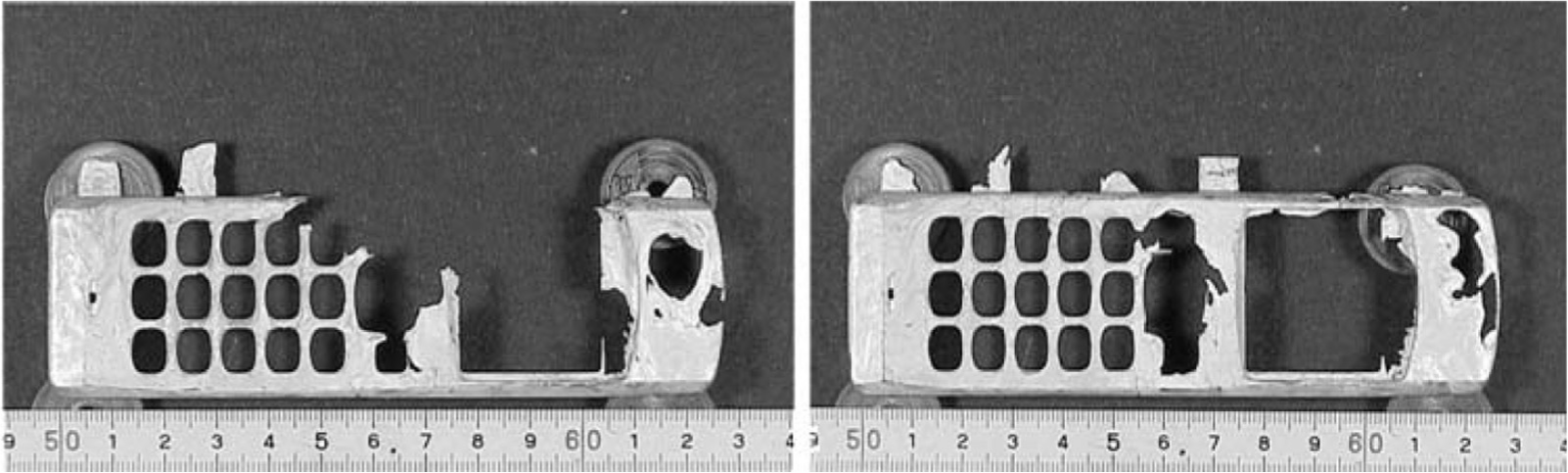
Misrun in die castings of a mobile phone frame.
Supplementary production
Motivation and terminologies
Our objective is to produce as many supplementary units as possible in order to compensate for product shortage caused by defective units. Note that our scheme does not entail any additional molten alloy nor additional rounds of casting shifts; it is carried out with the original amount of alloy and the fixed number of shifts, that is,
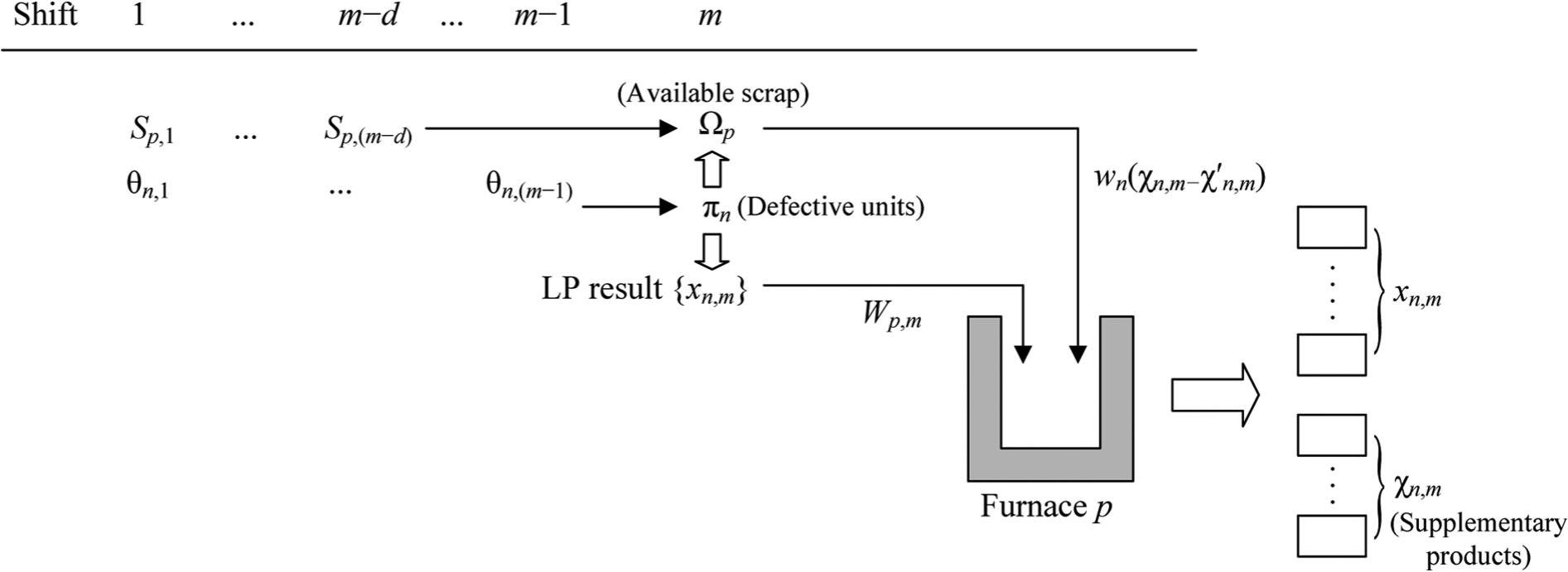
In the LP scheduling, the supplementary production is made possible by the following two properties of shift-based die casting processes. The first is that after we acquire the scheduling result, manufacturing the allotted quantity
In the previous study, 3 we used alloy residue and scrap to save the predetermined amount of solid ingots. In this article, instead, we employ them to minimize the product shortage raised by the failures of die casting lines. It can be said that this study also contributes to enhancing the efficiency of the die casting process because without our scheme, higher cost with regard to alloy, electricity, and time would be expended in running extra shifts with retained resources.
Before presenting an algorithm for supplementary production, we postulate the following essential principles that define the production policy.
All the product types have priorities with respect to the supplementary production. This means that whenever product shortage occurs at the end of a shift, the product type with the highest priority must go through supplementary production first in the following shifts, no matter how much shortage the product may have. Without loss of generality, we assume that the indices of all product types are enumerated according to the priority, that is, product type 1 has the highest priority and product type N the lowest.
If defective castings are produced in the present shift, we use alloy residue in the next shift and available scrap at their maximum to execute supplementary production of the lost units. In other words, we admit no delay in supplementary production with respect to shifts. Also, if the supplementary production for a product type is not completed at the end of the next shift, then the remaining shortage will be automatically transferred to the subsequent shifts. The reason for stipulating this policy is that the molten alloy residue left in a shift had better be consumed immediately rather than go to waste. Thus, making as many supplementary cast products as possible at the present shift will optimize the usage of alloy residue.
Cast scrap is also fully devoted to manufacturing supplementary products that are generated up to the previous shift. Compared with alloy residue, scrap recycling has an additional time restriction. Since scrap is obtained from a completely cooled casting and quality tests, it goes through some preparation phase before recycled, such as trimming, sorting, cleaning, and remelting. To depict this feature in our setting, we will specify how many shifts a cast scrap must wait at least before being used in supplementary production.
We first introduce the number of defective units that are generated when the foundry produces the scheduling result
Define another variable
For further usage, let
Define
As introduced before,
To describe the scrap volume
The weight of scrap removed from a unit of casting type
As introduced in Principle 3, we define the delay in scrap use and denote it by
Like
Finally, in analogy with the alloy residue
where
Algorithm
By the property of shift-based die casting operations, the solution set
A restraint on rearranging the scheduling result is that exchanging the solution subsets in terms of the shift should not change the amount of molten alloy assigned to the original shift. Recall that multiple furnaces melting the same kind of alloy are engaged in the die casting procedure, each furnace having different alloy capacity and working alternately with respect to the shift. If we do not consider the iterative order of furnace usage, the same furnace might be disposed to two adjacent shifts by rearrangement. We should avoid such a situation since the furnace could not have the time needed to be cleaned and recharged.
The product type with the highest priority, or product type 1, is used as the criterion for rearrangement. Assume that
Among
We are now ready to address in formal terms the algorithm for supplementary production, namely, to determine online the additional quantity of each product type in a shift for compensating product shortage caused by occurrences of defective units. Recall that
Algorithm 1: supplementary production
I.
As stated before, no supplementary production is executed in the first shift. Thus, after manufacturing all the assigned scheduling result
II.
When the die casting process runs shifts 2 to
Set
Set
Find
If
Else, set
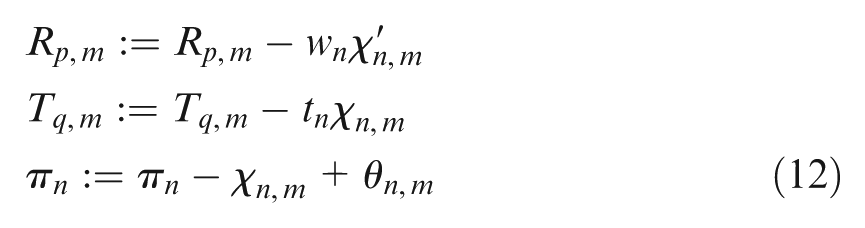
Update the involved parameters as
where
6. If
7. If
III.
When
Set
Set
Find
If
Else, set

Define

Update
where

If
If
Part III is the main stage of Algorithm 1. When
Algorithm for supplementary production.
As mentioned before, the superiority of the proposed method is the fact that it utilizes the redundant amount of alloy residue and scrap with the maximum efficiency for preventing the production shortage in the online casting procedure. After applying Algorithm 1 up to the last shift, we will obtain total
If
Case study
Data for an example problem
A data set is obtained from a real foundry 15 and is adjusted to a manageable size for the considered scheduling problem. We implement the LP model with Risk Solver Platform® v9.5, 16 a standard optimization software package based on Microsoft Excel that can perform linear/quadratic programming with various search methods.
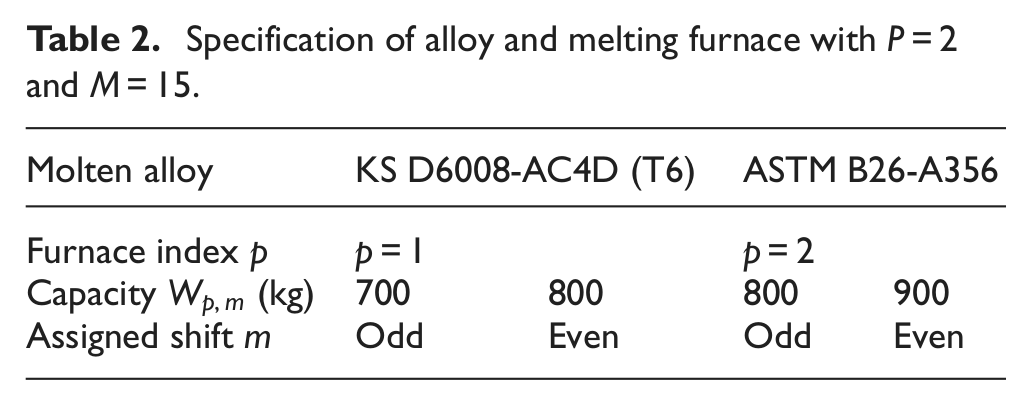
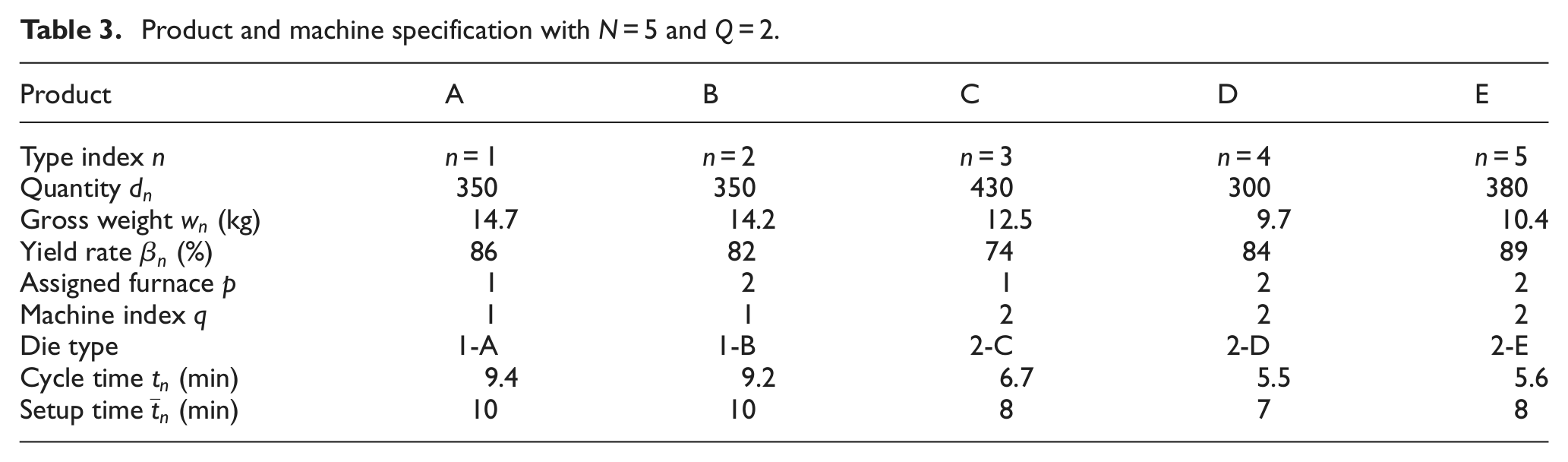
The foundry receives an order of producing five die casting types (
Specification of alloy and melting furnace with
The demanded quantity
Product and machine specification with
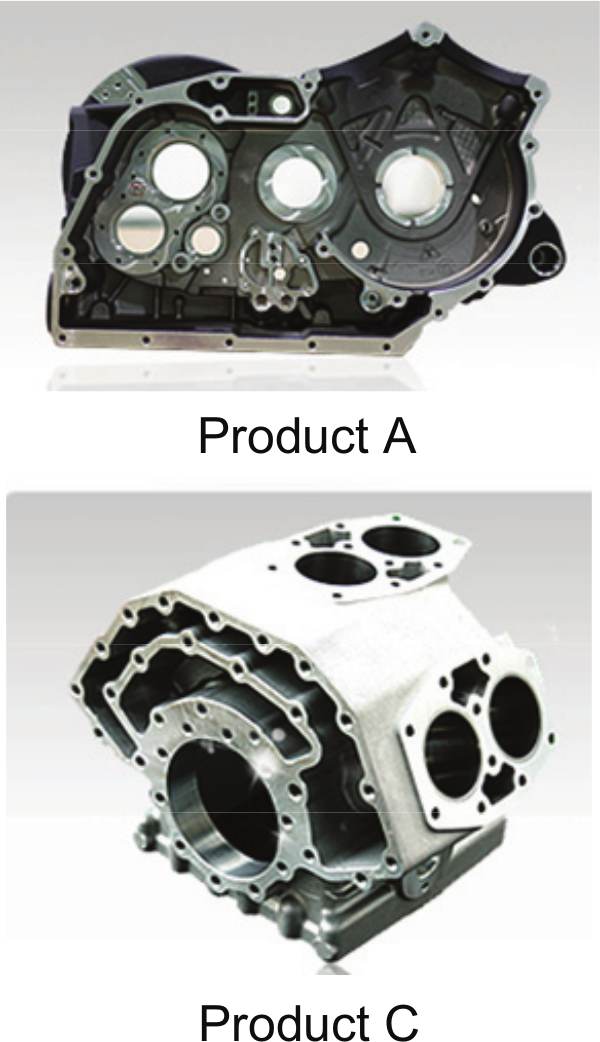
Crank housing A and C.
In order to produce different types of castings in a die casting machine, the machine has to possess the capability of conducting quick die exchange. For example, crank housing (product A) and cylinder head (product B) are cast by machine
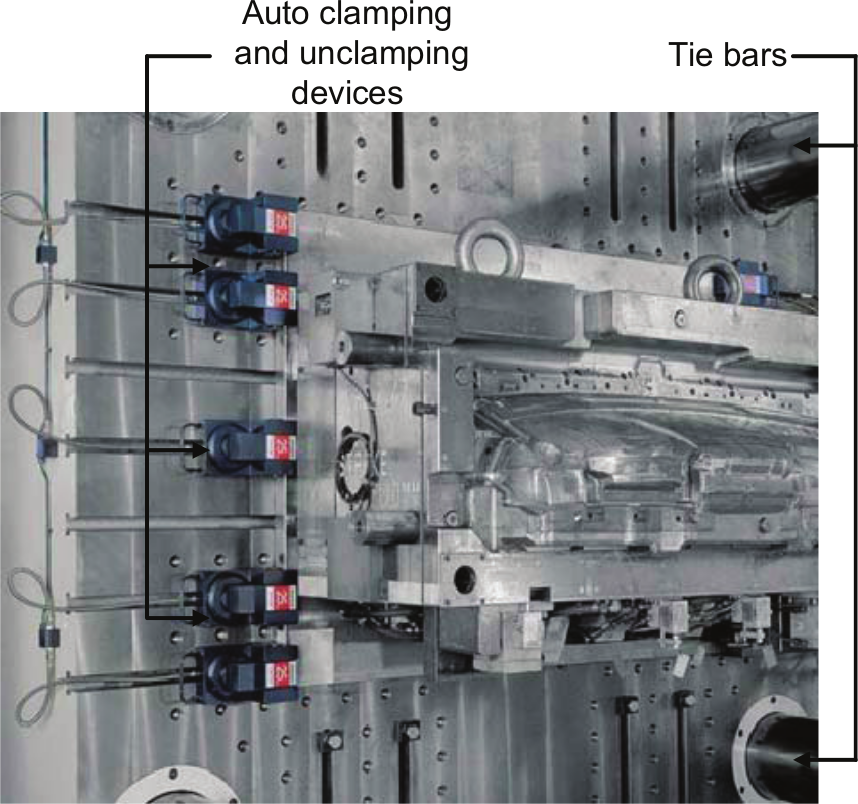
Quick die change device.
Table 4 shows the scheduling result of the LP model for the problem represented by Tables 2 and 3. All the product quantities
Scheduling result.
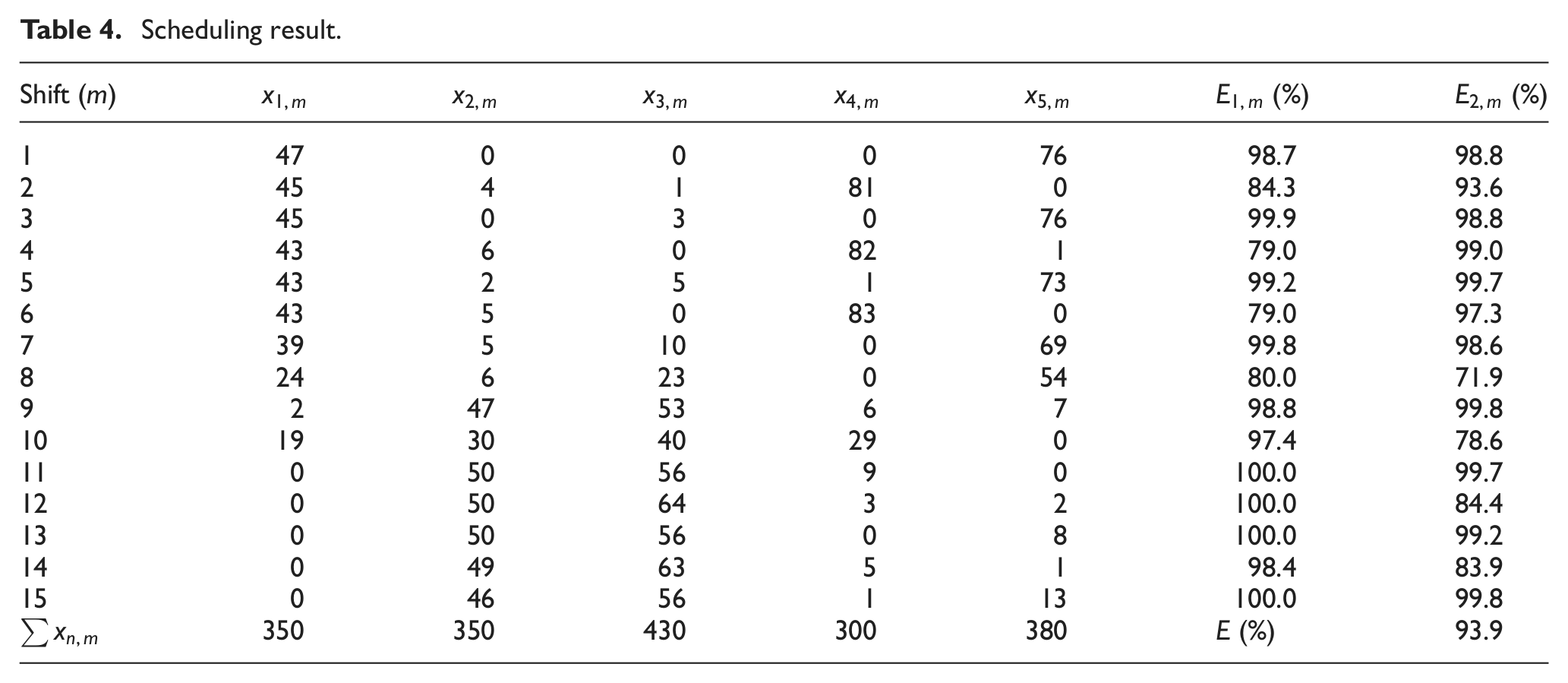
In general, not all the molten alloy in a furnace is poured into a casting die. The oxidized fraction of the amount and inclusions, which would deteriorate the casting quality, should be eliminated before injection. In our case study, we assume that every value of
Obviously, the solution set
Note that the solution set
Supplementary production
After obtaining the optimal solution from the LP model, we handed the scheduling result to a foundryman for actual casting in the manufacturing plant. To apply the proposed algorithm of supplementary production, we envisage a fault scenario that the casting procedure of each shift generates the defective units
Defective units.
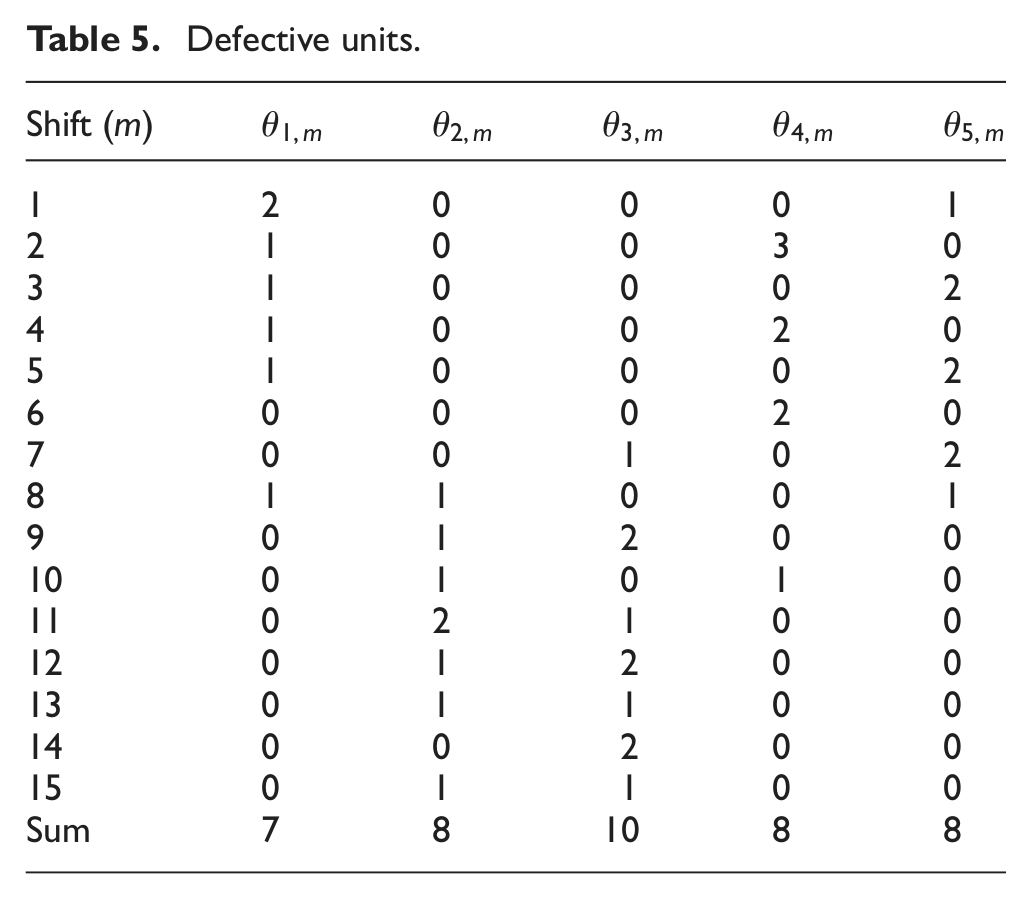
Table 6 is the result of supplementary production conducted by the proposed algorithm. Here, the delay in scrap use
Supplementary production result.
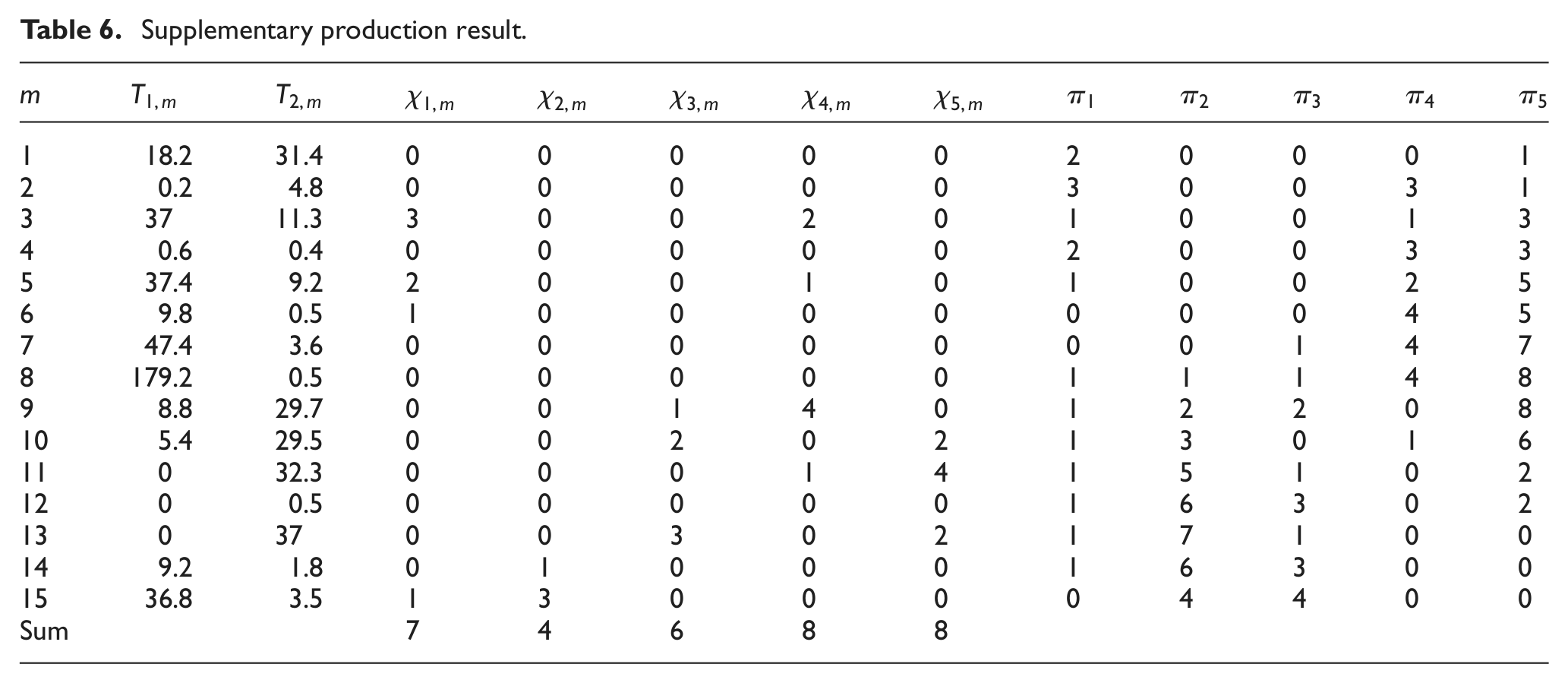
We now analyze in detail the result presented in Table 6 shift by shift.
This leads to
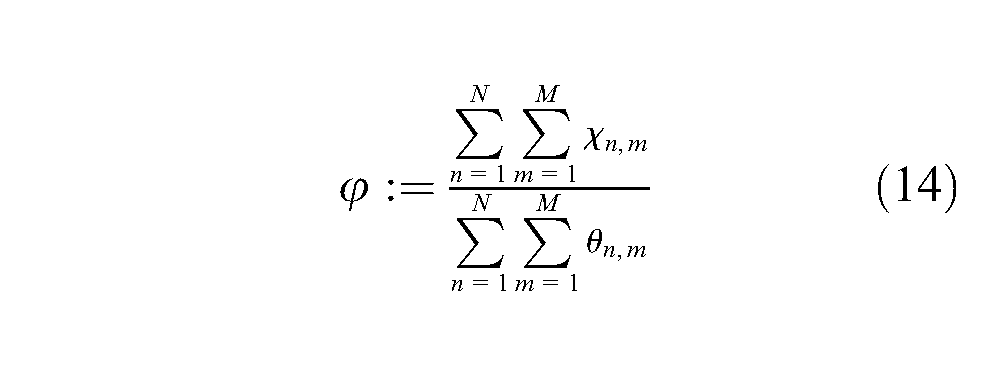
In this way, we continue to execute the algorithm of the supplementary production until the last shift. Referring to the last two rows of Table 6, all the defective units of product types 1, 4, and 5 could be compensated online throughout the casting shifts, whereas some of the product types 2 and 3 are left unfinished (
Therefore, by the proposed algorithm, the die casting process could supplement 80% of all the generated defective units. Note that the result of our case study demonstrates the virtue of the proposed scheme of supplementary production that it does not require any additional shift or resource aside from the prescribed amount for the LP-based schedule.
Conclusion
The ability to cope with unexpected occurrences of defective units is a requisite for guaranteeing the reliability of modern manufacturing systems. As exposed to various uncertainties of industrial processes, the die casting operation is not an exception. In this article, we have proposed a novel supplementary production of die casting based on the LP model. A major accomplishment of the proposed scheme is to fully utilize surplus resources—molten alloy, scrap, and manufacturing time—of a current die casting shift for additional production of defective units generated in the previous shifts. Since the amount of surplus resources may not be enough to produce all the defective units, each product type is given the priority of supplementary production, and an algorithm is presented to assign surplus resources to producing supplementary product units according to their priorities. The proposed scheme can be applied to any scheduling result obtained by the LP model since it preserves the original solution set; only the order of execution between the shifts is adjusted for acquiring the highest resource potential fit for the algorithm. The numerical experiment with a synthetic outcome of defective units validates the applicability and performance of the proposed scheme.
Footnotes
Funding
This work was supported by research grants from the Catholic University of Daegu in 2013.