
Abstract
The risk of wire breakage adversely affects the full potential of wire electrical discharge machining since the overall process efficiency is considerably deteriorated. Online estimation of workpiece height can avoid wire breakage effectively as the estimated height can provide a reference for setting machining parameters so as to improve the machining speed and stability. In this article, a discharge frequency monitoring system based on voltage waveforms of wire electrical discharge machining is developed, and support vector regression is used to build up a model for online estimation of workpiece heights in wire electrical discharge machining. Experimental results show that besides at stairs of a workpiece where the value of estimation errors can reach up to 6 mm due to the poor flushing condition in machining, the developed model can successfully estimate the workpiece height with an estimation error of less than 2 mm. Based on the estimated workpiece height, the discharge frequency can be controlled at an optimal value without the risk of wire breakage when cutting a workpiece with a variable height.
Keywords
Introduction
Wire electrical discharge machining (WEDM) technology is a widely accepted nontraditional material removal process for manufacturing components with intricate shapes and profiles. 1 The height of a workpiece may vary along a machining path during a WEDM process. On the one hand, when the workpiece height is changed from thick to thin, the machining speed is increased with an increase in discharge frequency. As a result, wire breakage is likely to occur. On the other hand, an increase in the height of a workpiece leads to a decrease in the material removal rate (MRR). 2 For better control of machining for variable height workpieces, online workpiece height estimation is thus needed. Based on the estimated workpiece height, the machining parameters can be adjusted automatically in real time, such that wire breakage can be avoided, a stable machining process can be maintained and a high MRR can be achieved as well.
A single-input workpiece height estimation model was developed, which assumed a proportional relationship between the MRR and the discharge power. 3 To further improve the stability and accuracy of online estimation of workpiece heights, a multi-input model was proposed by utilizing gap voltage, feed rate and discharge frequency. 4 However, a height coefficient must be used in both of the above two methods. More specifically, in order to calculate the workpiece height, a height coefficient is needed, which is found as a function of discharge frequency and is indirectly influenced by the workpiece height. The use of height coefficient makes the height estimation obscure. In addition, the height coefficient must be obtained through a large number of machining tests with different workpiece heights.
A new online WEDM workpiece height estimation system was developed for an isoenergy WEDM machine. The concept of specific discharge energy (SDE) was proposed, and a mathematical model containing workpiece height, machining speed and discharge frequency is derived. Actual workpiece heights are obtained by modifying the estimated values with different correction factors for different workpiece heights. 2 A feedforward neural network (NN) was used to estimate the workpiece height and distinguish the machining conditions in WEDM. 5 An NN model was also derived to estimate the workpiece height, and a ruled-based strategy was proposed to maintain an optimal and stable machining. 6 The NN model for estimating workpiece heights discussed above is only applied to stair-shaped workpieces and does not have universality. Several attempts have been made to model EDM processes based on NNs.7,8 Since the weights of an NN rely heavily on machining conditions, a great number of experiments are required to derive the NN model. Although NNs can be used to model complex nonlinear systems, they are not suitable for online control due to the heavy computation involved.
Rao and Pawar 9 developed a mathematical model using the response surface modeling (RSM) method for correlating the interrelationships of various WEDM parameters. Artificial bee colony (ABC) was applied to find an optimal combination of process parameters with an objective of achieving a maximum machining speed for a desired surface finish. In order to improve the MRR and surface roughness (SR) in WEDM, off-line modeling was carried out using both regression analysis and variance analysis, and mathematical relationships between machining parameters and machining outputs were developed and tested. 10 Although these two models can provide a reference for setting machining parameters, they are seldom used for online machining parameter adjustment.
Support vector machines (SVMs), introduced by Vapnik, have been successful for solving classification and regression problems. The regression problem by SVM is also referred to as support vector regression (SVR). SVM allows the use of several kernel functions, such as linear, polynomial, spline and radial basis functions. Compared with NNs, SVR has certain advantages. 11 The first advantage of SVR is that training for SVR results in a global optimum. This is due to the fact that SVR is formulated as a convex quadratic optimization problem for which there is a global optimum. The second advantage is that the design and training for SVR models are relatively more straightforward and systematic as compared with those for NN models. The tuning parameters of SVR are fewer than those of NNs. A nonlinear system identification based on SVM was discussed, and good results indicate that SVM is an effective tool for nonlinear system identification. 12 A model based on SVR was used to predict the gas leakage of a pressure relief valve (PRV). 13 SVM has also been used to establish a model for a micro-EDM process by Taguchi experiment design. 14
In this article, SVR is used to build a discrete-time workpiece height model for a WEDM process, whose parameters include discharge frequency, machine table feed rate, servo voltage (SV) and pulse off-time (Toff). As compared with previous methods, the proposed method does not need a height coefficient, thus making the workpiece height estimation more straightforward. Experimental results show that besides at stairs of a workpiece where the value of estimation errors can reach up to 6 mm due to the poor flushing condition in machining, the developed model can successfully estimate the workpiece height with an estimation error less than 2 mm.
This article is organized as follows: section “SVR” gives a brief introduction of SVR. The hardware setup of the WEDM system is then introduced in section “Experimental setup.” Section “Identification of workpiece height by using SVR” describes the workpiece height estimation system based on SVR and the following section gives the experimental verification and analysis. A summary is given in section “Conclusions,” which describes briefly the whole process for the workpiece height estimation system and suggests a possible future study on machining workpieces with variable heights.
SVR
SVM is a learning method with a theoretical root in the framework of statistical learning theory. 15 With proper training, SVM can have good generalization ability on unseen data. 16 SVMs were originally developed to solve classification problems and were later extended to solve regression problems, that is, SVR problems. The basic idea of SVR is briefly described here. Suppose there are a set of sample data points belonging to an “n”-dimensional space
A nonlinear function
The constant C > 0 determines the trade-off between the flatness of f and the amount up to which deviations larger than ε are tolerated. The ε-insensitive loss function is described by
Equation (3) does not penalize errors below
where L is the Lagrangian and
where
Substituting equations (6)–(8) into equation (4) yields the dual optimization problem
where
The availability of a variety of kernel functions provides the freedom to choose a suitable nonlinear mapping in the input space. For the trade-off between the estimation accuracy and the computational load in a control system, the polynomial kernel, as described in equation (11), is used in this article
where
Experimental setup
Figure 1 illustrates the hardware setup of the WEDM system. The WEDM machine used is a five-axis computer numerical control (CNC) machine with a transistor-controlled power generator. Three field-programmable gate array (FPGA)–based multifunction cards made by Suzhou Sanguang Science and Technology Co., Ltd (i.e. SKDH 62.3 for input/output (I/O) control, SKDH 62.4 for motion control and SKDH 62.5 for power generator control) are used as the interface cards between an industrial PC (Intel Pentium 4 Processor 2.0 GHz CPU, 512 MB RAM) and the WEDM machine.
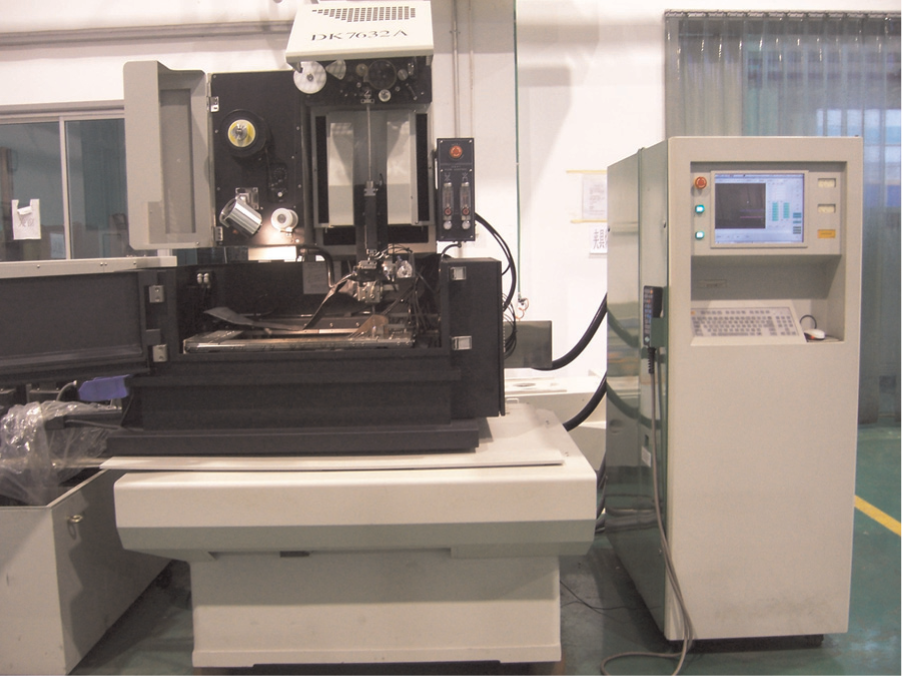
Hardware setup of WEDM.
To build up an SVR model for online estimation of workpiece heights, the following four input variables were used: discharge frequency, servo feed rate (SF), servo voltage (SV) and pulse off-time (
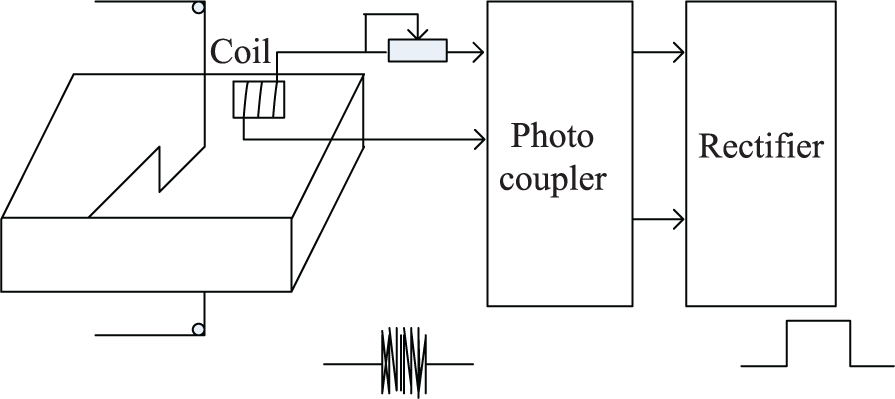
Block diagram of discharge frequency monitoring system.
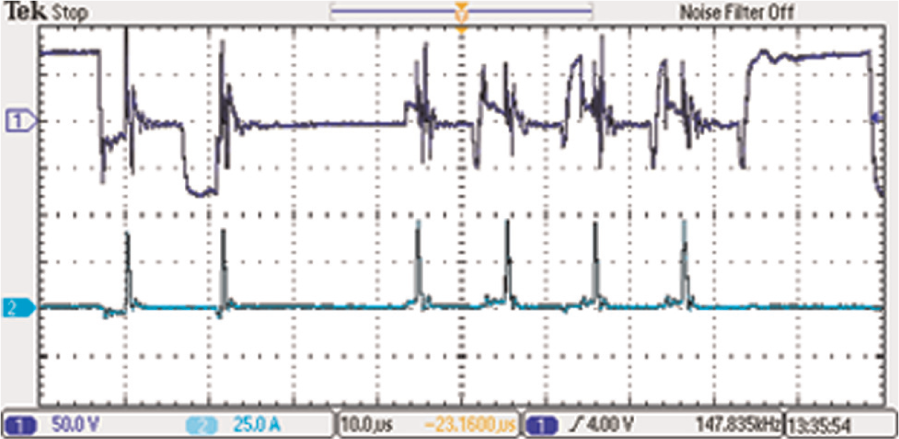
Voltage and current waveforms of a WEDM process (collected by a Tektronix MSO2024 200-MHz mixed signal oscilloscope with a Tektronix TCP303 current probe).
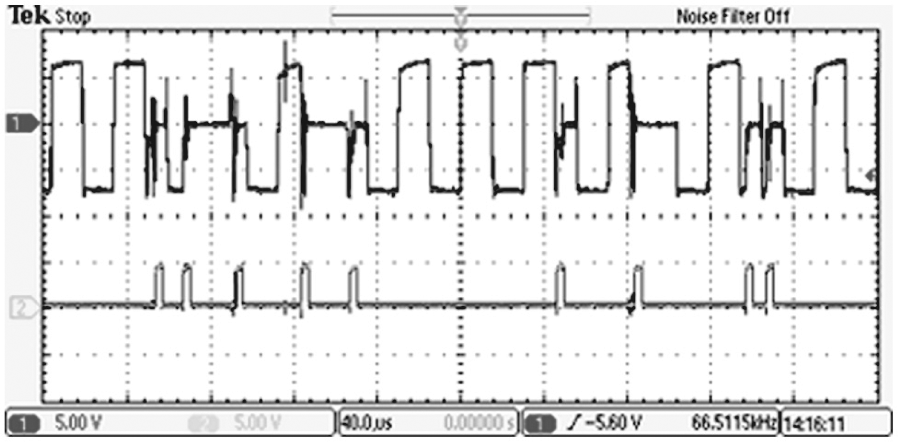
Each pulse from detection circuit corresponds to a discharge instant.
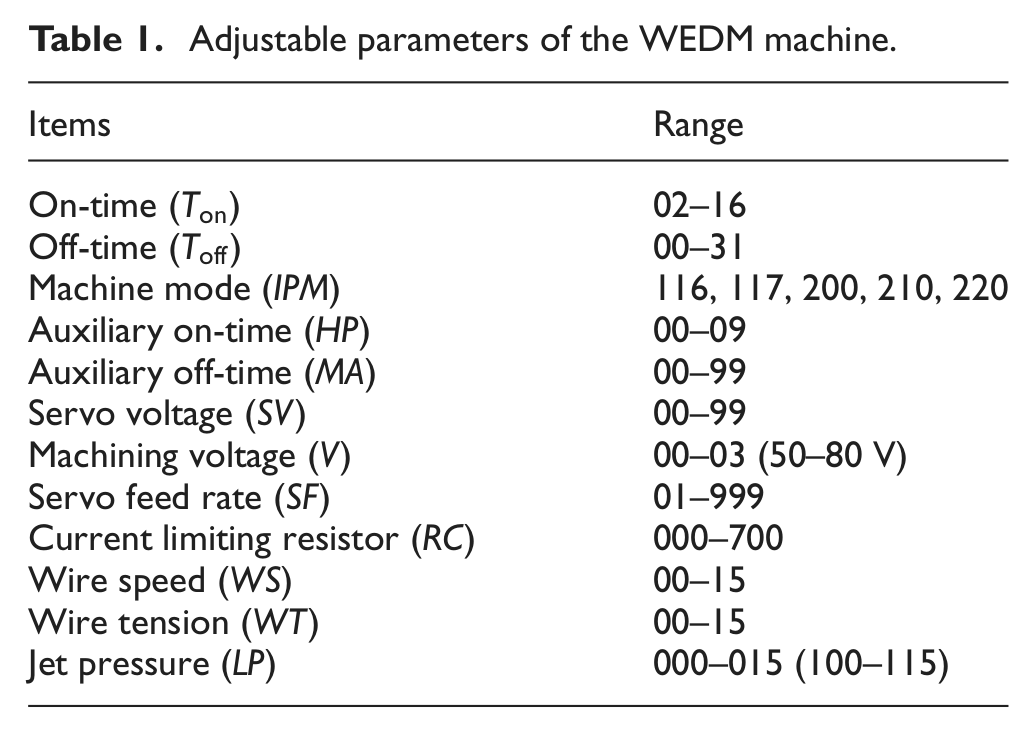
The adjustable parameters of the WEDM machine include pulse on-time (
Adjustable parameters of the WEDM machine.
Identification of workpiece height by using SVR
In this section, an attempt to estimate the workpiece height in WEDM by using SVR is investigated. From Table 1, it can be seen that there are 12 machining parameters that can be adjusted during a machining. In order to excite enough process dynamics within the operational ranges of the inputs and improve the estimation accuracy of workpiece heights, different combinations of machining parameters have been adopted in experiments to cut a series of stair-shaped workpieces.
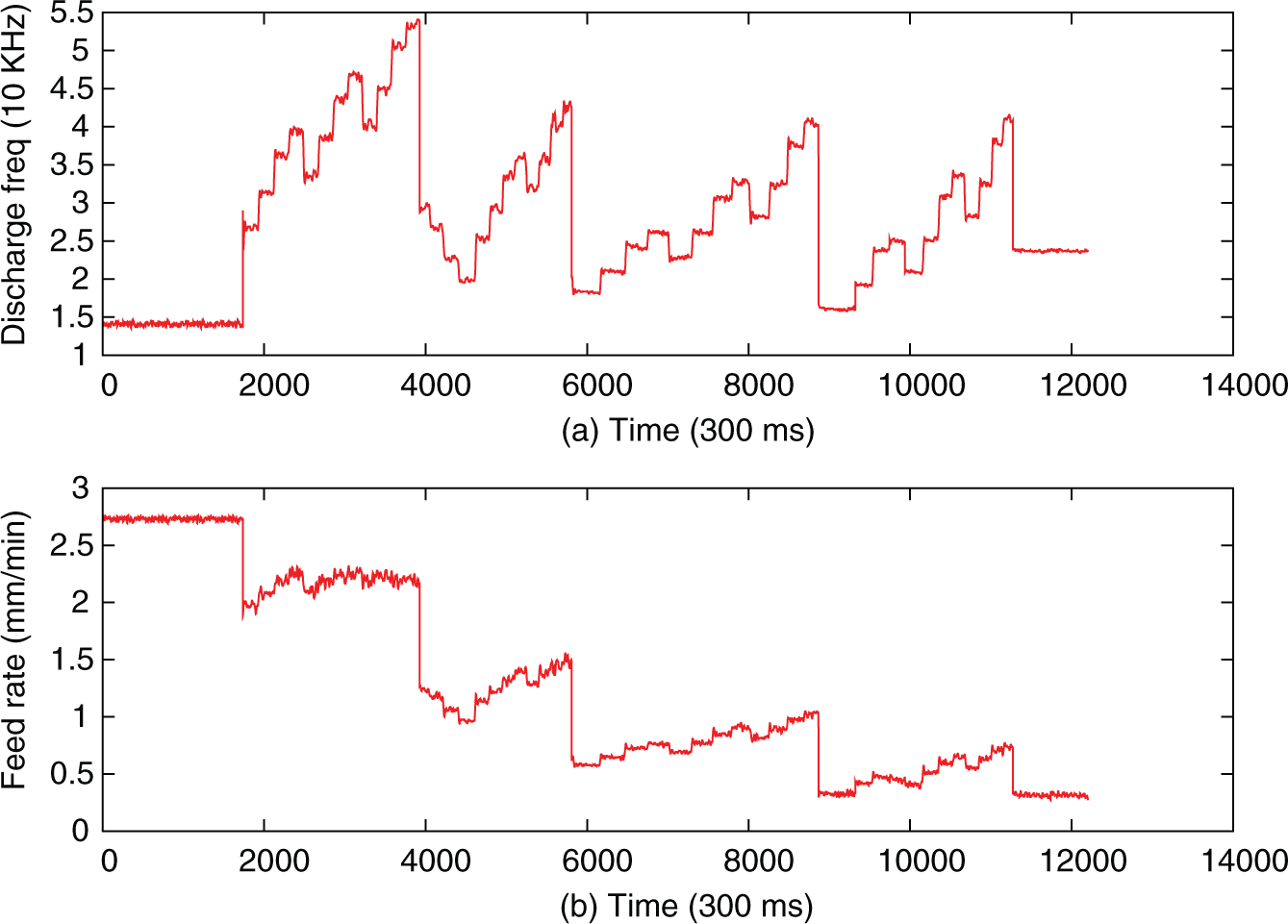
Figure 5 indicates that the discharge frequency and the feed rate decrease with an increase in workpiece height. The oscillations as shown in Figure 5 indicate that the original data contain many high-frequency components. In order to filter out high-frequency components, a four-order low-pass digital Butterworth filter with a normalized cutoff frequency of 0.06 is designed by the Signal Processing Toolbox of MATLAB to monitor the low-frequency trend of the gap state.
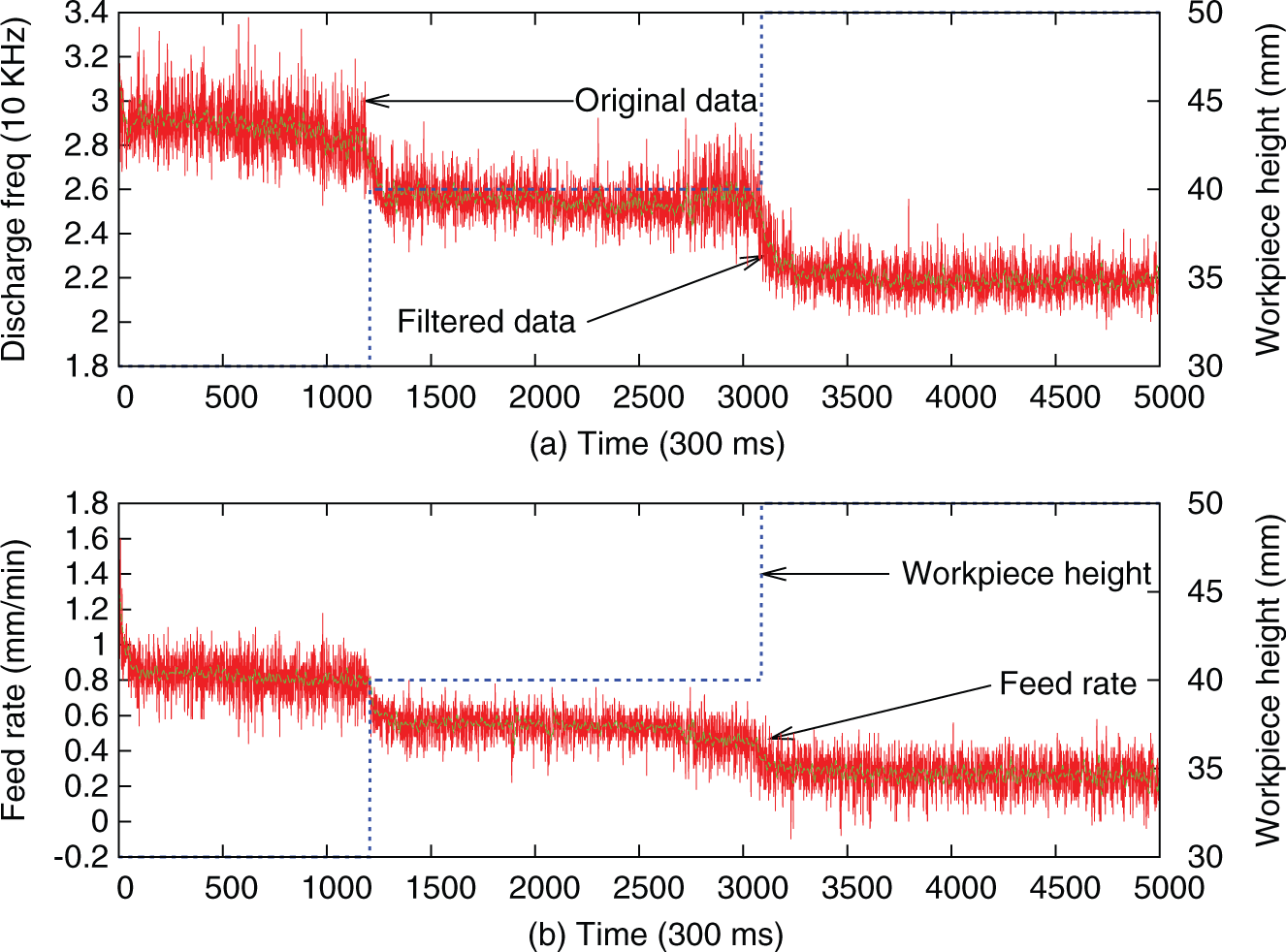
(a) Discharge frequency with/without filtering and (b) feed rate with/without filtering when machining a stair-shaped workpiece.
For building a height estimation model, it is important to choose a set of input variables to the model. Though the pulse on-time (
From the process responses as shown in Figures 6–8, the respective influences of the three inputs have been observed. First, servo voltage (
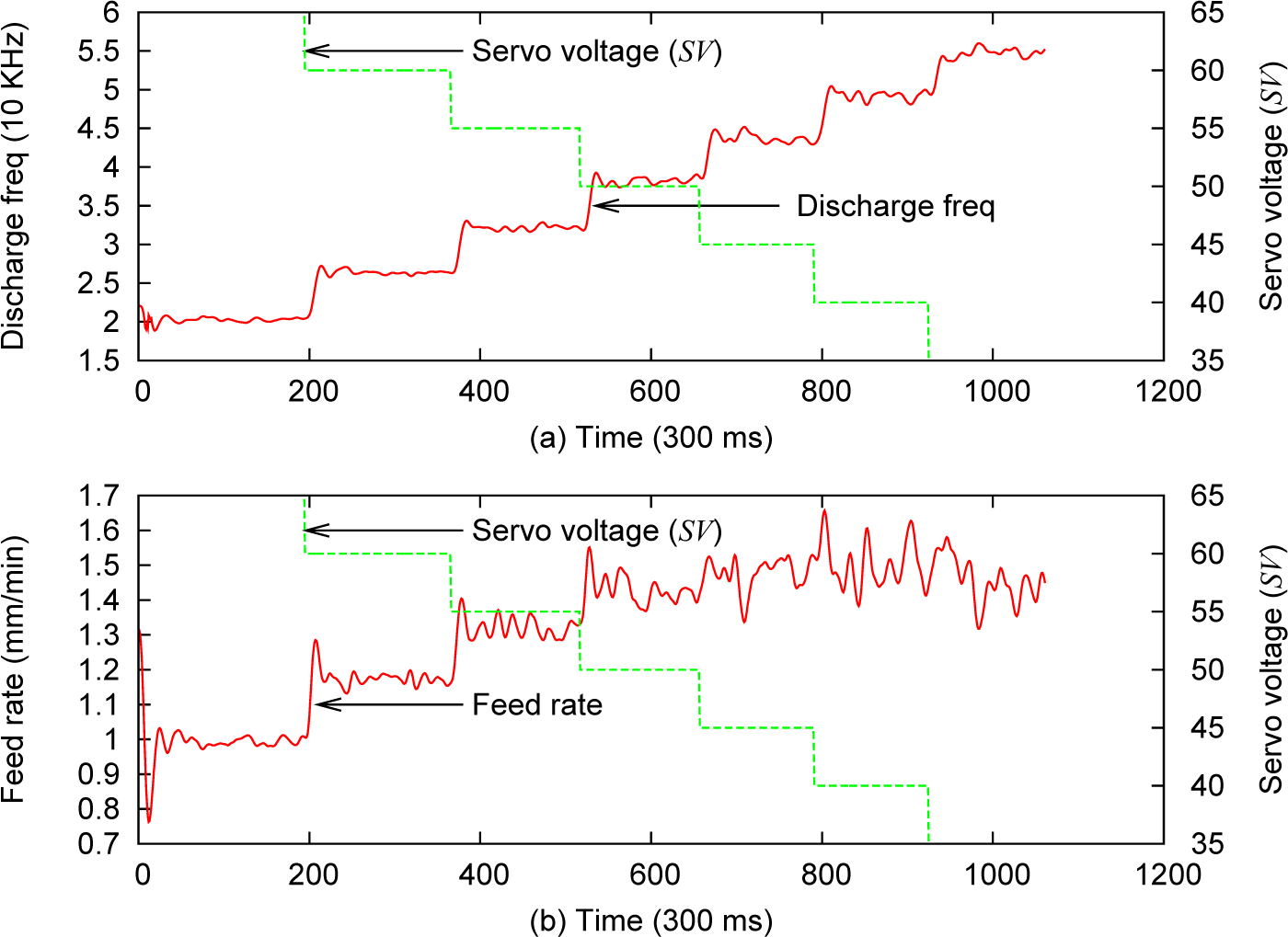
(a) Discharge frequency and (b) feed rate when machining a workpiece (height = 20 mm) with servo voltage (
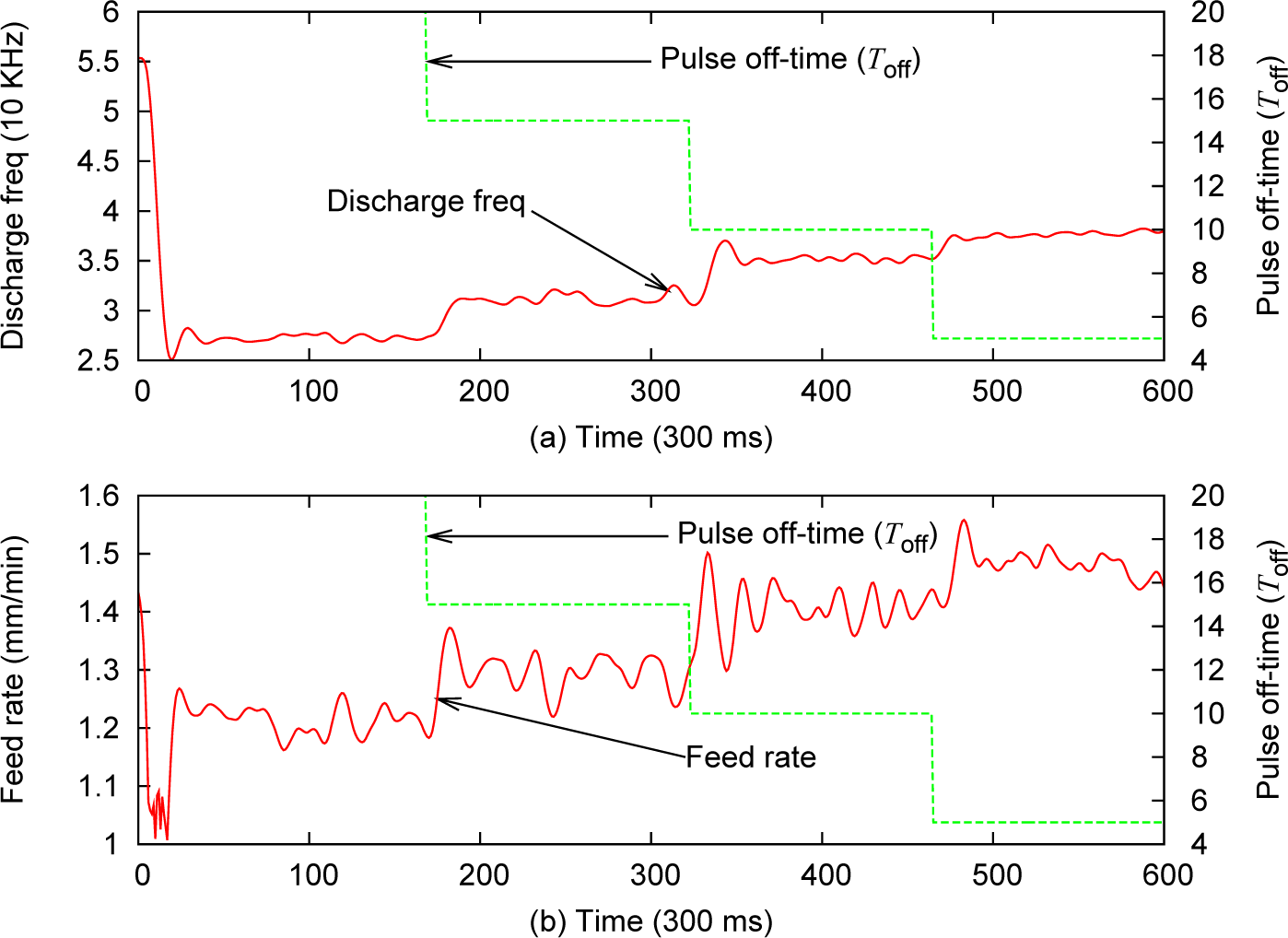
(a) Discharge frequency and (b) feed rate when machining a workpiece (height = 20 mm) with pulse off-time (
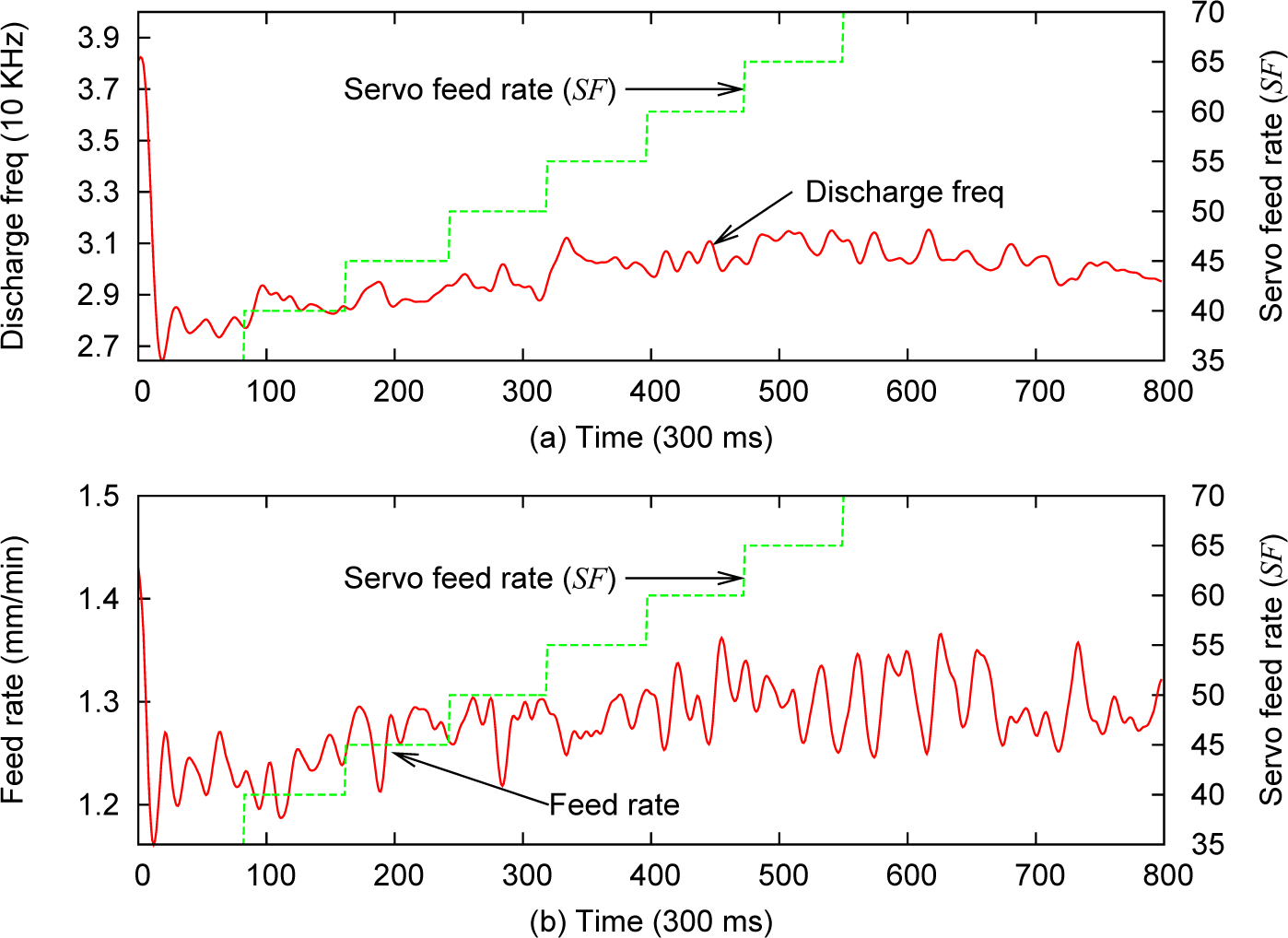
(a) Discharge frequency and (b) feed rate when machining a workpiece (height = 20 mm) with servo feed rate (
In this project, the input signals are scaled, so that they can fall into the range of
where
where
The model accuracy is evaluated by the root mean squared error (RMSE) of the testing data set, as defined by
where
Experimental verification and analysis
Estimation by SVR
To build up the SVR model for workpiece height estimation, experiments must be carefully designed, so that the data collected during machining can cover the possible operational range. A series of workpiece heights, that is, 5, 10, 20, 30, 40 and 50 mm, are selected to cover the height range between 5 and 50 mm. This height range is commonly used for a regular machining. Besides, the range of servo voltage (
(a) Discharge frequency and (b) feed rate when machining a stair-shaped workpiece.
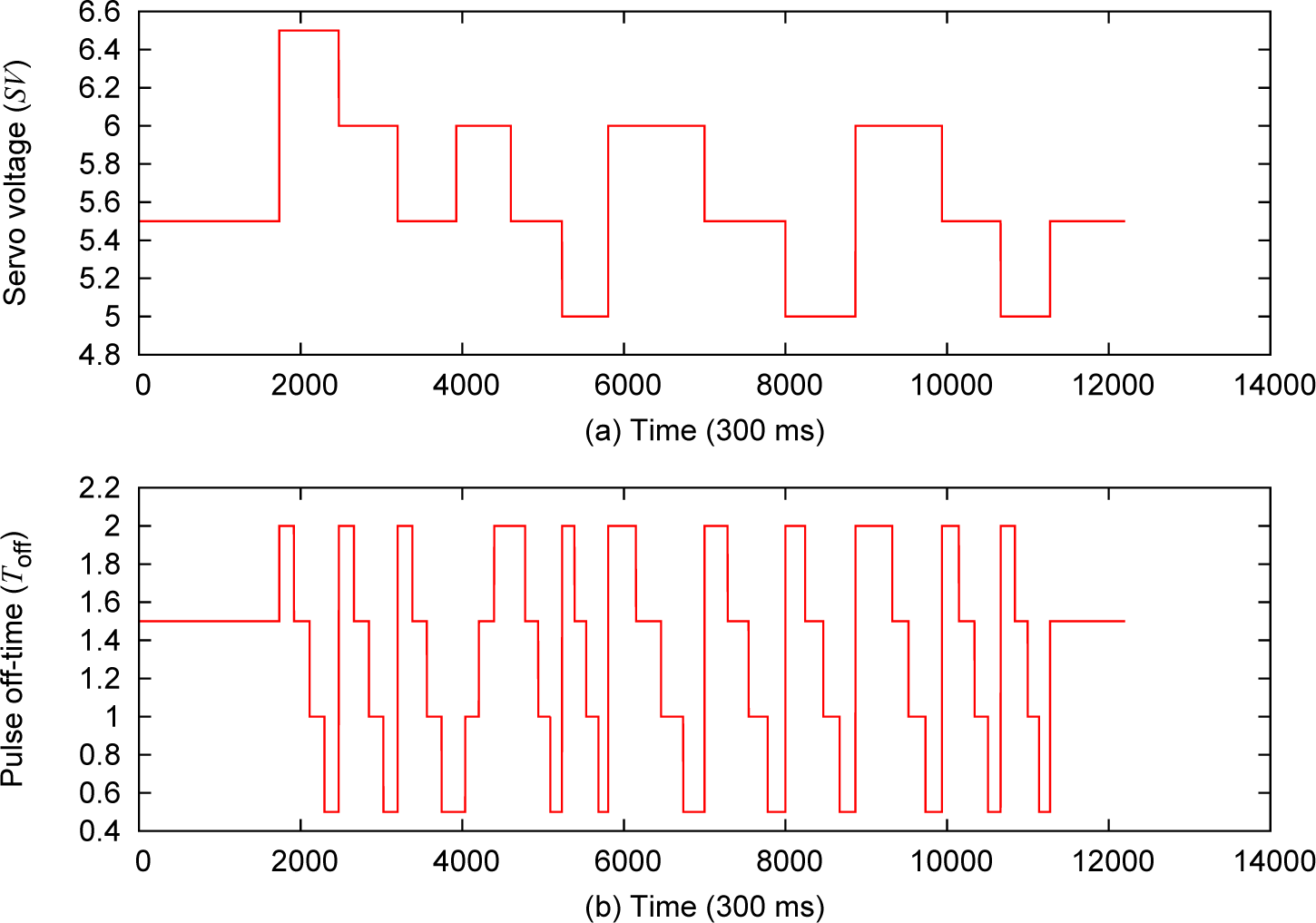
Controlled inputs: (a) servo voltage (
As for the polynomial kernel function, there are five parameters that need to be adjusted. By searching in the five-dimensional space, the local optimal set of parameters in terms of RMSE is found as
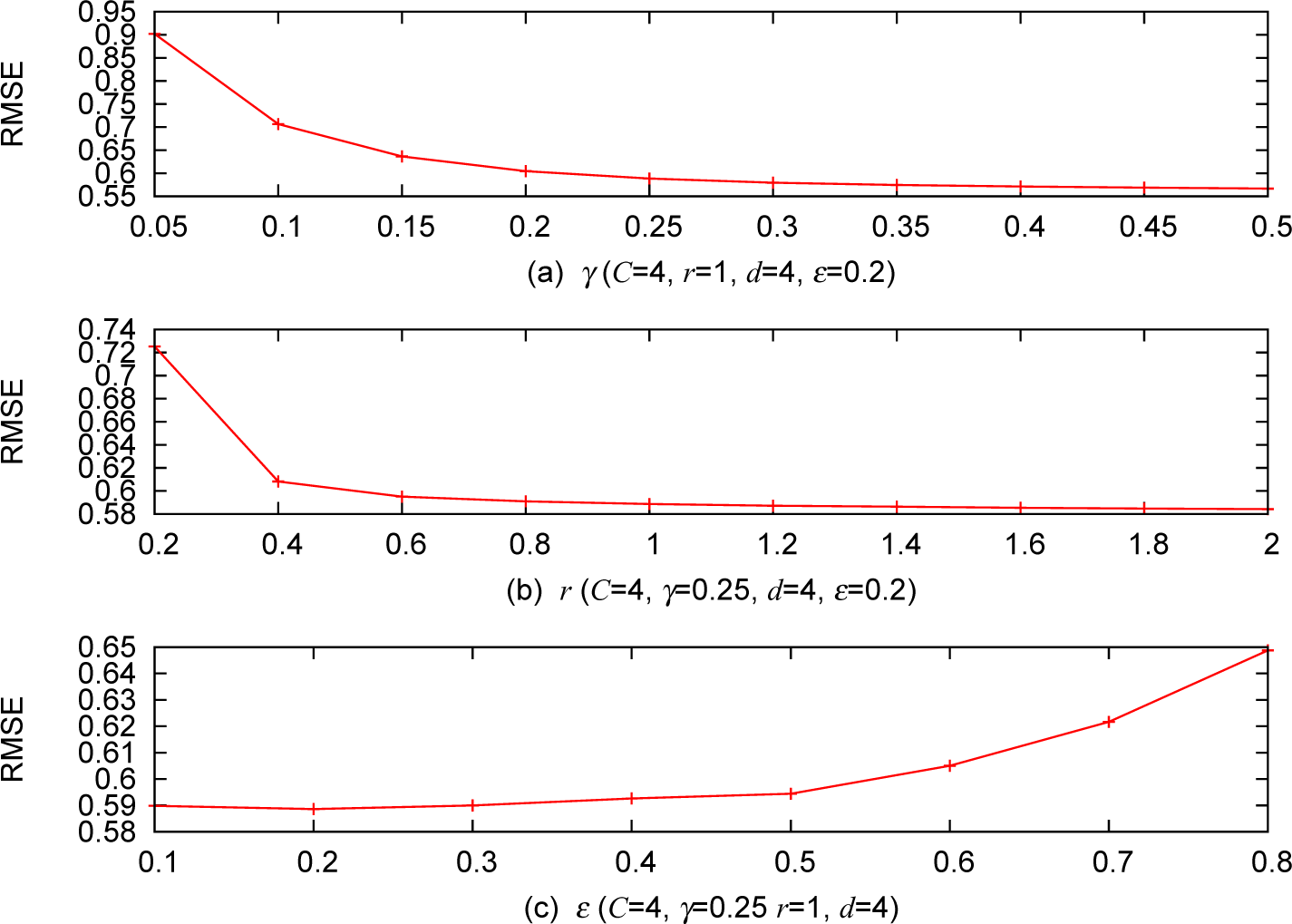
Estimation performance: (a) RMSE versus γ, (b) RMSE versus r and (c) RMSE versus ε.
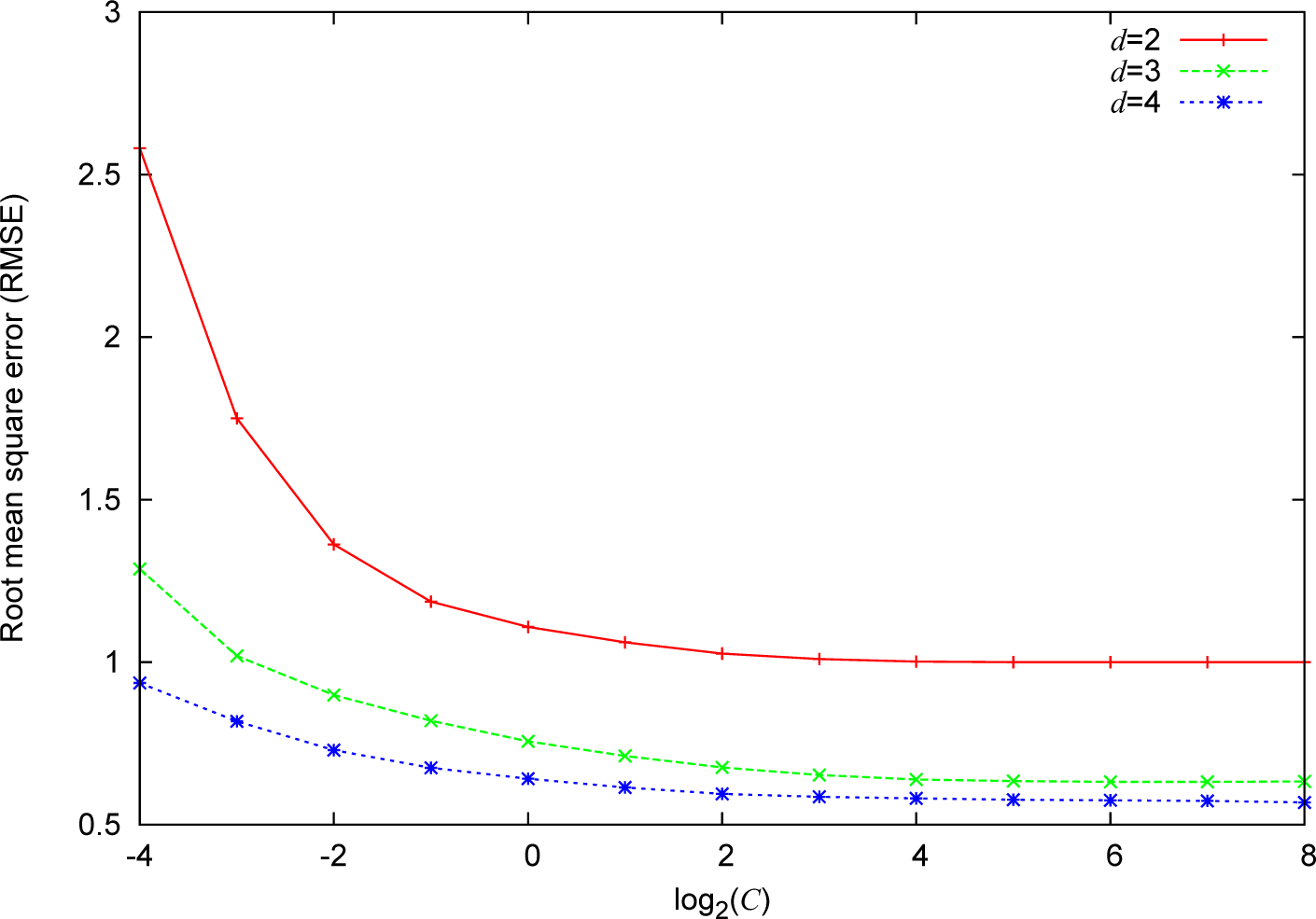
Estimation performance: RMSE versus C with different orders of polynomial when
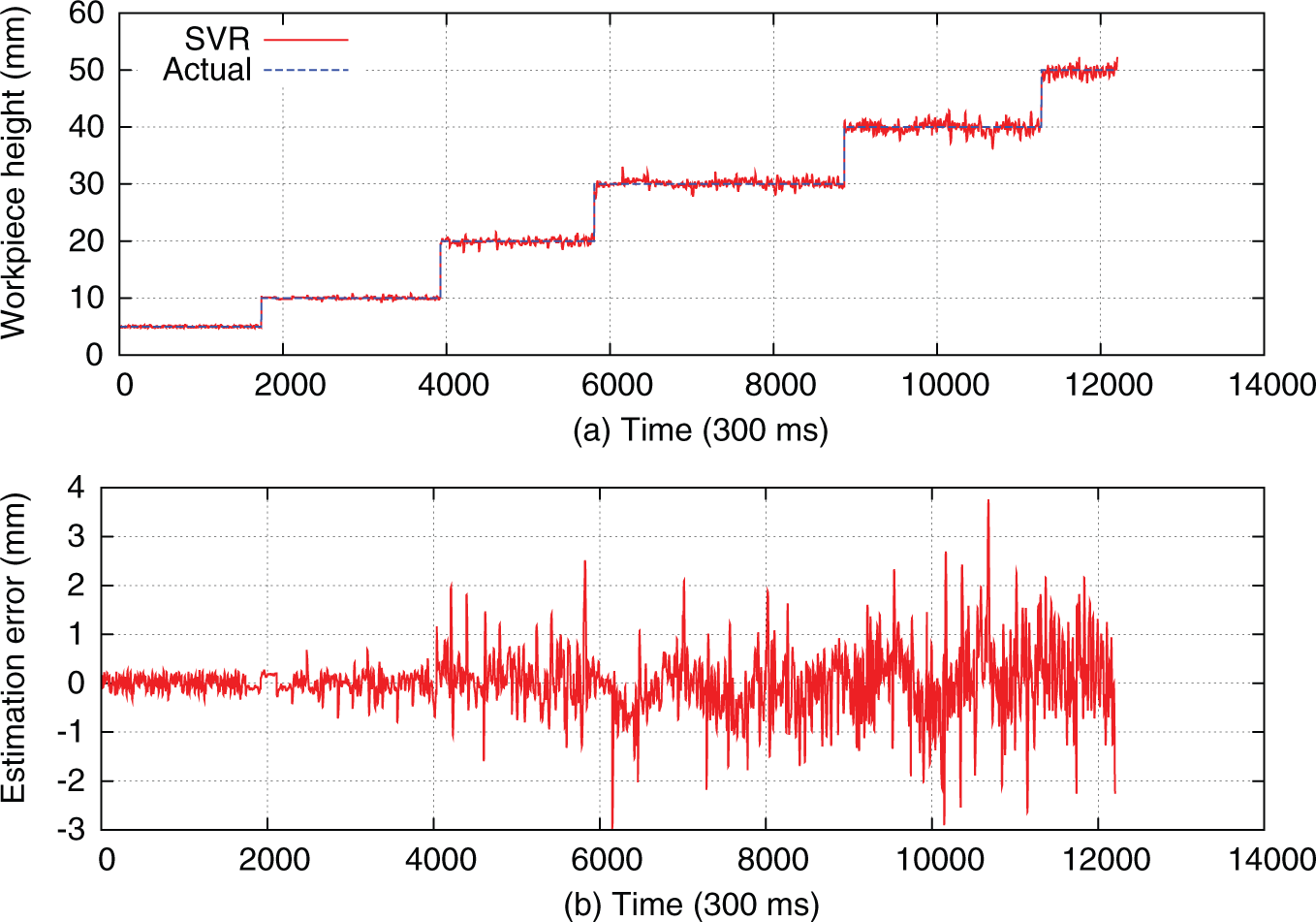
From Figures 11 and 12, it can be seen that the RMSE reaches the local minimum at the optimal set of parameters. The SVR model is thus obtained by using these parameters. To check the training performance, the training data set is then fed into the trained model with the output of the model shown in Figure 13. It can be seen that the error between the estimated workpiece height and the actual workpiece height is less than 2 mm. To check the generalization property of this model, the data collected when cutting a workpiece with a slope are used to validate the SVR model. The online recorded discharge frequency and feed rate are shown in Figure 14. A comparison between the estimated workpiece height and the real workpiece height is shown in Figure 15(a). The estimation error in Figure 15(b) indicates that except at the heights near 50 mm where the flushing condition is poor, the errors at other parts of the workpiece are below 2 mm. The data collected when machining a stair-shaped workpiece are also utilized to verify the SVR model. The online recorded discharge frequency and feed rate are shown in Figure 16. A comparison between the estimated workpiece height and the real workpiece height is shown in Figure 17(a). Figure 17(b) indicates that the estimation errors at the smooth parts of the workpiece are also within 2 mm. However, it is seen that there exist some estimation errors as large as 6 mm where a workpiece stairs occurs. These estimation errors can be caused by the poor flushing at the stair of the workpiece. It can be seen from these figures that the SVR model obtained has good generalization ability for workpiece height estimation. It can also be seen that the flushing condition has a large impact on the estimation performance of the SVR model.
(a) Output of SVR model and (b) estimation error when machining a stair-shaped workpiece.
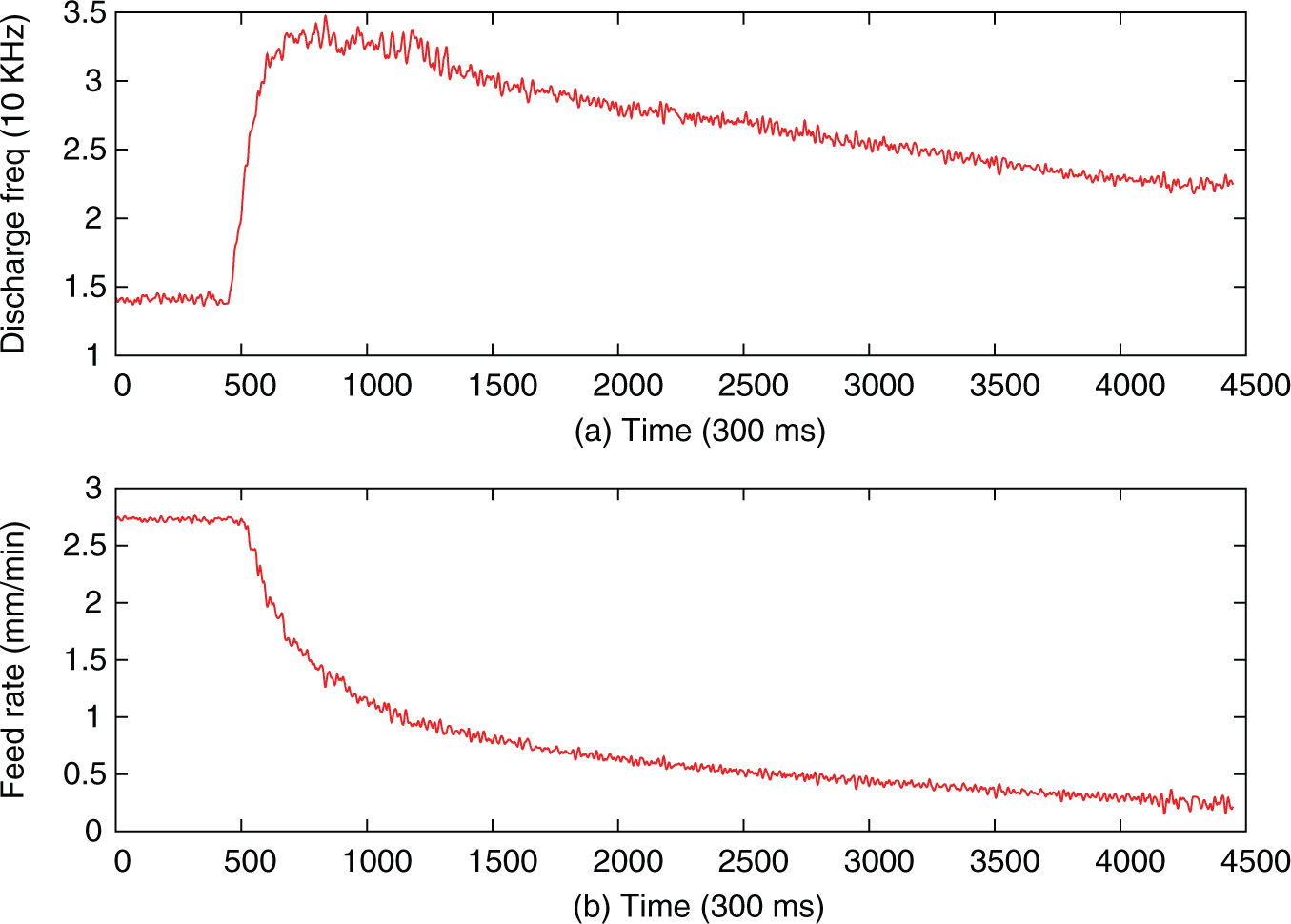
(a) Discharge frequency and (b) feed rate when machining a slope workpiece (
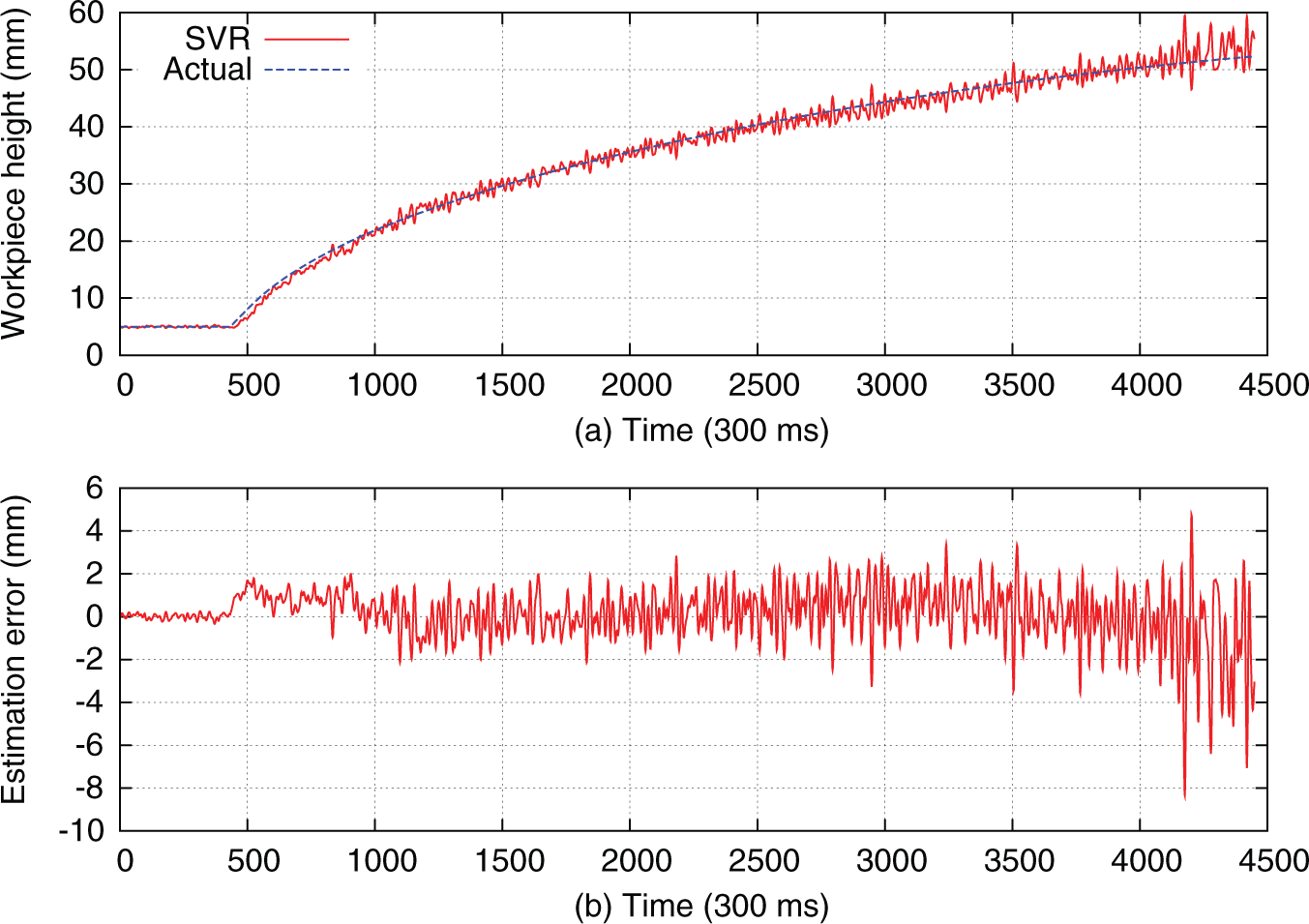
(a) Estimated workpiece height from SVR model and (b) estimation error.
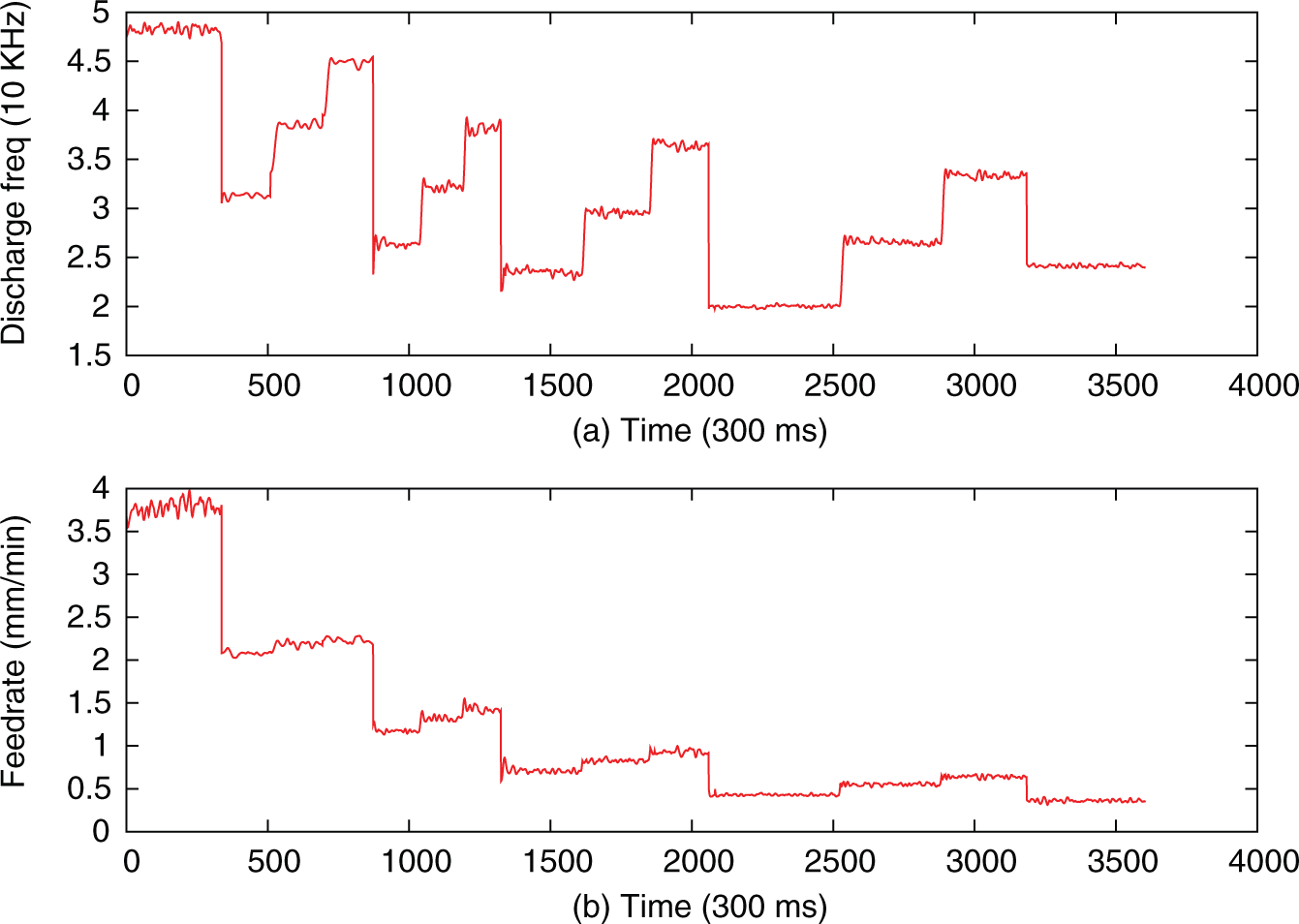
(a) Discharge frequency and (b) feed rate when machining a stair-shaped workpiece (SV = 50, 55, 60 for each workpiece part,
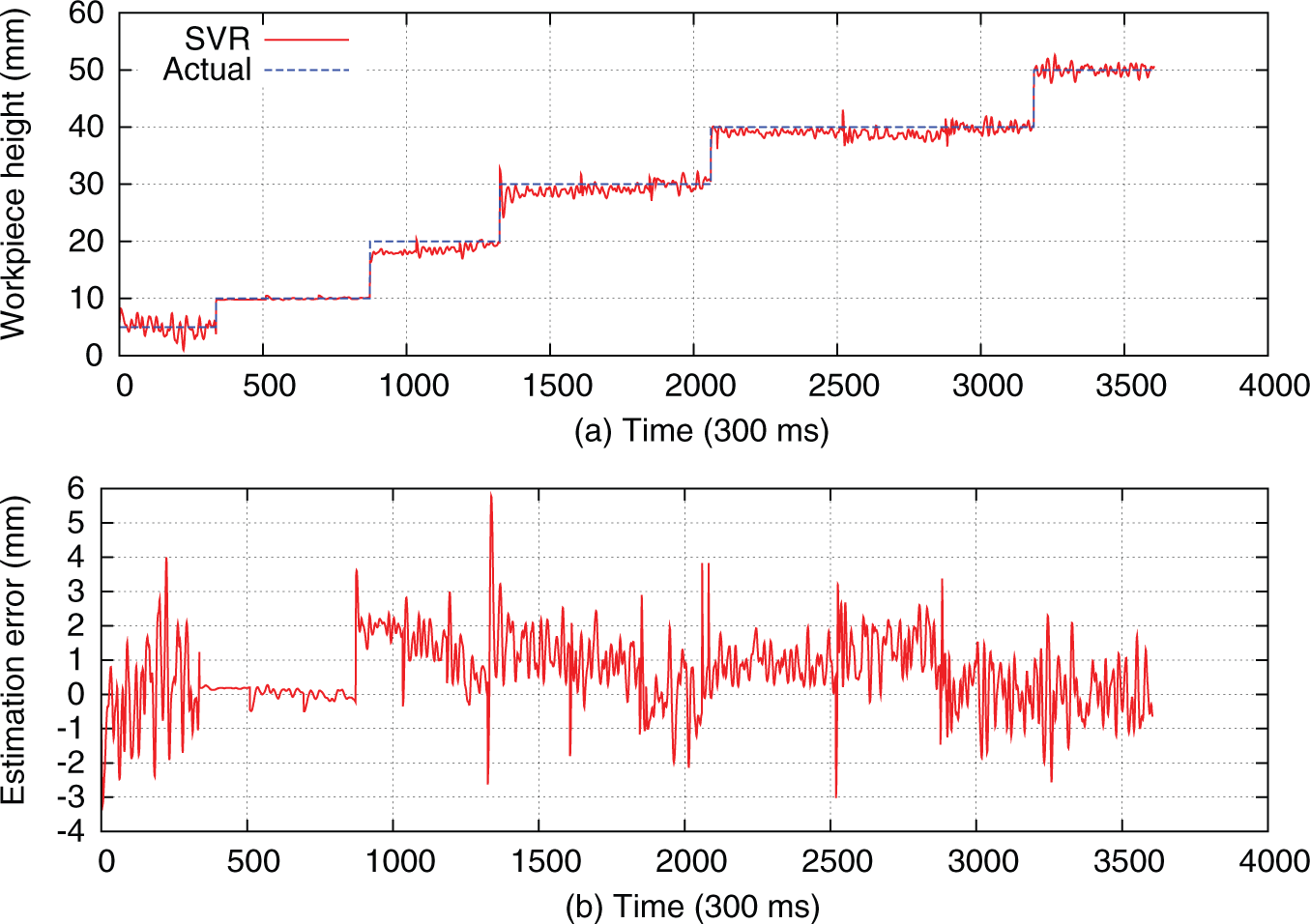
(a) Estimated workpiece height from SVR model and (b) estimation error when machining a stair-shaped workpiece.
Comparison with feedforward NN
Liao et al. 6 set up an NN model to estimate the workpiece height. To compare with the estimation performance of the SVR model, a feedforward NN model that is of 4-6-1 type is trained by the back-propagation algorithm to estimate the workpiece height. A tan-sigmoid function and a linear function are used as the activation functions for the hidden layer and the output layer, respectively. The same data set used to build up the SVR model is also used to train the NN model for workpiece height estimation. The output of the NN model and the estimation errors are shown in Figure 18. Though the NN model performs well, it is not as good as the SVR model as shown in Figure 13. Especially at the height of 40 mm, the estimation error of the NN model is as large as 4 mm, while the estimation error of the SVR model is 3 mm.
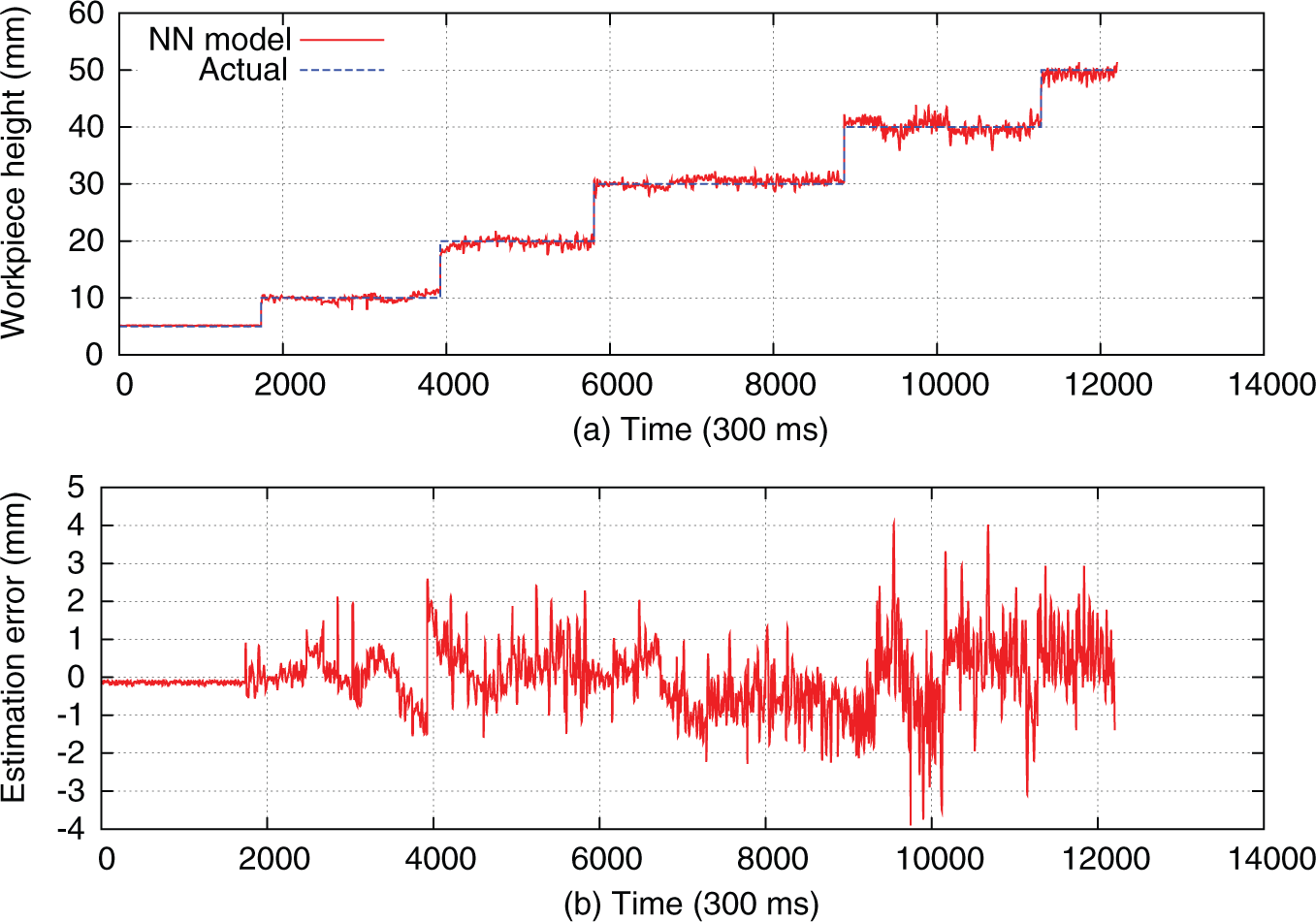
(a) Estimated workpiece height from NN model and (b) estimation error.
Comparison with least squares estimation
Rajurkar et al. studied the single-input single-output (SISO) least squares estimation method to identify workpiece heights. The details of this method can be found in Section 3.1 of the study by Rajurkar et al. 3 To compare with the estimation performance of the SVR model, the recursive least squares algorithm is used to estimate the workpiece height. The workpiece height and estimation error are shown in Figure 19. It can be seen that the estimation error can reach up to 15 mm. The SISO recursive least squares algorithm is therefore not applicable to workpiece height estimation.
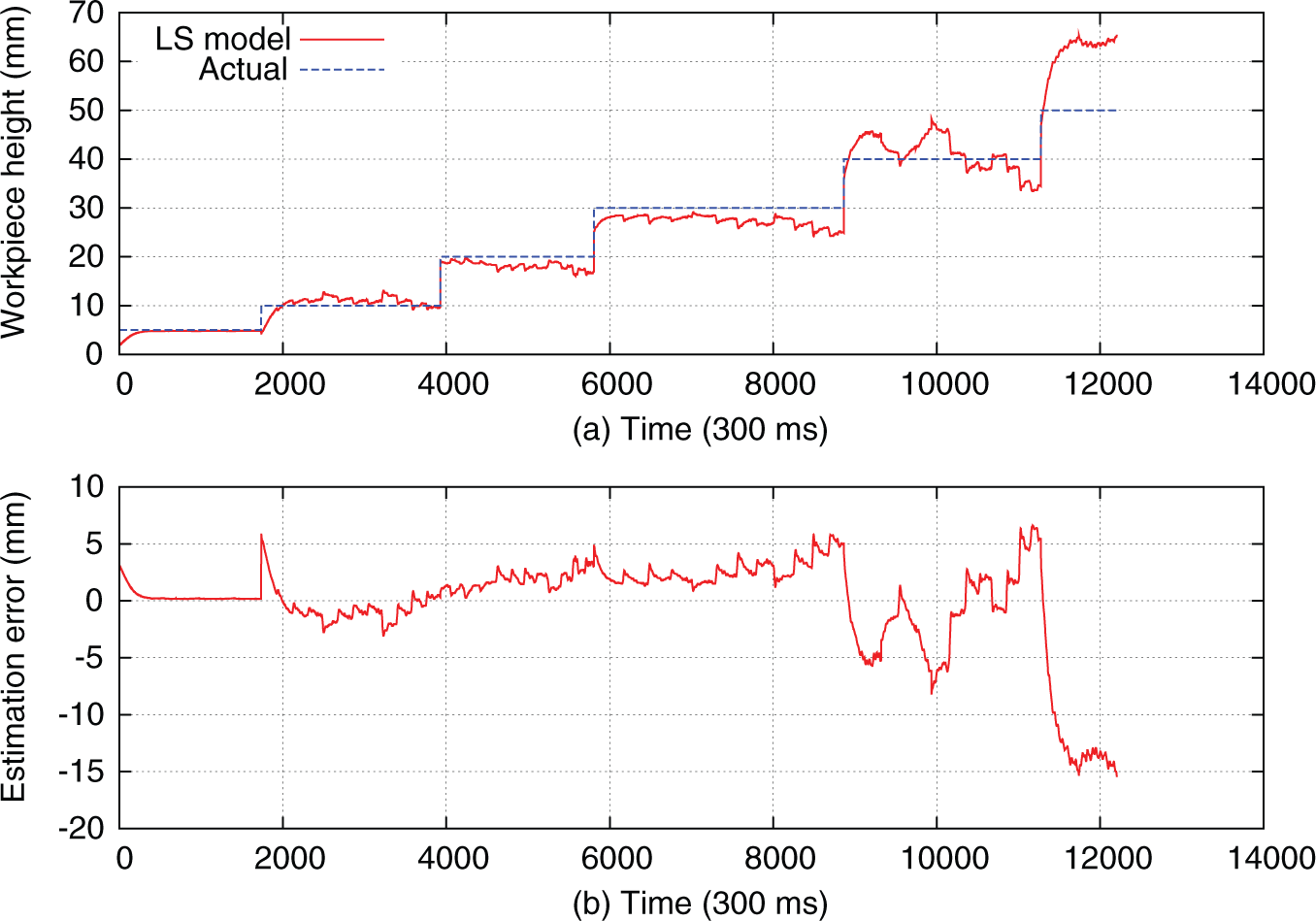
(a) Estimated workpiece height from LS estimation model and (b) estimation error.
It can be concluded that in terms of estimation accuracy, the SVR model performs better than both the NN model and the SISO least squares estimation model.
Conclusion
In this article, SVR is used to build up a model for the estimation of the workpiece height in WEDM. A discharge monitoring system is developed based on Faraday’s law of induction. Discharge frequency
The method proposed in this article is normally applied to workpieces without three-dimensional (3D) models. In future studies, in situations where the 3D model of a workpiece is available, the workpiece height data can be extracted from the 3D model. On the one hand, the workpiece height data can be directly used to set the machining process parameters. On the other hand, the estimation error, obtained as the difference between the extracted workpiece height and the output of the estimation model, can be utilized to update the SVR model. With more training data covering as much as possible the operating ranges of the WEDM machine, the height estimation will become more precise. In situations where the 3D model of a workpiece is not available, the refined estimation model can give more precise estimation values. With a more accurate workpiece height, better control of a WEDM process can be achieved, thus avoiding wire breakage as well as increasing the MRR.
Footnotes
Funding
The research presented in this article is financially supported by National Natural Science Foundation of China (Grant No. 51175337), Research Project of State Key Laboratory of Mechanical System and Vibration (Grant No. MSVMS201111) and the Fundamental Research Funds for the Central Universities (Grant No. HIT.KLOF.2010011).