
Abstract
Vibrations transmitted into the machine tool structure made of cast iron cause chattering and develop positional errors between the components during machining operations, causing dimensional inaccuracy and poor surface finish for the products manufactured from them. As an alternate material for cast iron, mineral cast epoxy granite structures are found to exhibit good mechanical properties such as high stiffness and damping ratio at a lesser weight. This study attempts to fabricate an epoxy granite lathe bed having same stiffness as that of a cast iron microlathe bed, and the dynamic characteristics of both the beds are compared. The dimension for the epoxy granite bed is obtained through analytical and finite-element method analysis such that it has same stiffness as that of a cast iron microlathe bed. Modal analysis is conducted to determine the dynamic characteristics of the lathe fabricated. It is found that the damping ratio is improved by 2.2 times for the fabricated epoxy granite bed. In addition, a weight reduction of about 38.64% is observed for the epoxy granite lathe bed in comparison with same-stiffness cast iron bed. To verify the dimensional stability of the fabricated epoxy granite bed, oil and water immersion tests are conducted on test specimens and no change in the dimensions is observed. It is observed that epoxy granite is a promising alternative material for fabrication of advanced machine tool structures.
Introduction
Conventionally, cast iron is the material used in machine tool structural fabrication because of its high stiffness, high damping coefficient and excellent heat transfer properties. However, the inherent problems such as chattering detected in cast iron structures of advanced machine tools affect the tool life, machining integrity, surface quality of the workpiece and geometric accuracy. 1 Chatter behavior in machining operations such as end milling is a complex and nonlinear phenomenon and is very difficult to detect and diagnose. 2 The machine tool structures are required to be strong and rigid and also be capable of damping out the vibrations transferred into them during machining operations in order to control the positional errors. This control of positional errors in machine tools would improve the accuracy of the products being machined. The need for long-term geometrical and dimensional stability in precision machine tools has made the researchers to look into alternate materials for machine tool structures. Welded structures are developed as an alternate to have high stiffness with 50% reduction in weight for same rigidity but have low damping coefficient. 3
Researchers have tried to improve the damping capacity of machine tool structures using composite materials having properties such as low stiffness and high damping for one material and high stiffness and low damping for the other material and are found to improve the modulus and damping capacity of structures. It is reported that different sizes of aggregates in the mixture provide the best compaction because the smaller particles occupy the space between larger aggregates and improve mechanical properties. 4
The feasibility of two types of concretes: polyester based polymer concrete and epoxy based polymer concrete, was tested in machine tool structures. Polymer concrete is a composite material in which the aggregates are bound together with polymer binder and is used for making machine tool structures. 5 The polymer concrete with polyester resin and quartz was found to be a feasible material for the manufacture of machine tool beds with respect to damping, 6 and the outstanding damping property of polymer concrete bed has a beneficial effect on tool wear and surface finish. 7 A hybrid structure, made of polymer concrete, combined with welded steel structure has a higher damping factor compared to cast iron structures. 8 A damping carriage for linear guide ways, developed using a polymer impregnated cellular concrete, was detected to have less weight with high damping capacity and high rigidity compared to steel carriage. 9
In an epoxy concrete, the aggregate materials bound together with an epoxy binder is used for manufacturing machine tool structures. Compared to the polyester resin, the epoxy resin has excellent physical and mechanical properties such as rapid curing, high flexural, tensile and compressive strength, good adhesion to most of the materials and good chemical resistance. 10 The influence of epoxy content in a mixture of two different sizes of aggregate material selected in different proportions was studied and found that 20% of the resin in weight with 50:50 proportion of large- and small-size granite particles in the mixture provides the highest mechanical properties. 11 The authors investigated the processing variable such as epoxy content and particle size on mechanical properties. The damping behavior of an epoxy concrete material was investigated using prismatic beams and found that the damping properties are improved approximately three times of gray cast iron when using epoxy concrete material with weight fractions of about 80% of granite and 20% of epoxy. 12
Mineral casting techniques used in the manufacture of polymer and epoxy concrete machine tool structures produce components with high damping coefficient and sufficient mechanical properties. For same rigidity, the weight of a mineral cast structure is found to be lesser than that of the cast iron. Mineral cast composite structures exhibit favorable properties such as low heat conduction, low water absorption and low density. 13
This study attempts to evaluate the dynamic characteristics of an epoxy granite microlathe bed structure fabricated using mineral casting techniques such that it has same stiffness as that of a cast iron microlathe bed structure. The damping ratio of the fabricated microlathe structure is compared.
Methodology
An epoxy granite bed is fabricated for comparing the dynamic characteristics with cast iron. Modal analysis is carried out on the fabricated epoxy granite bed, and the results are compared based on the damping characteristics. The methodology followed in this study is given in Figure 1.
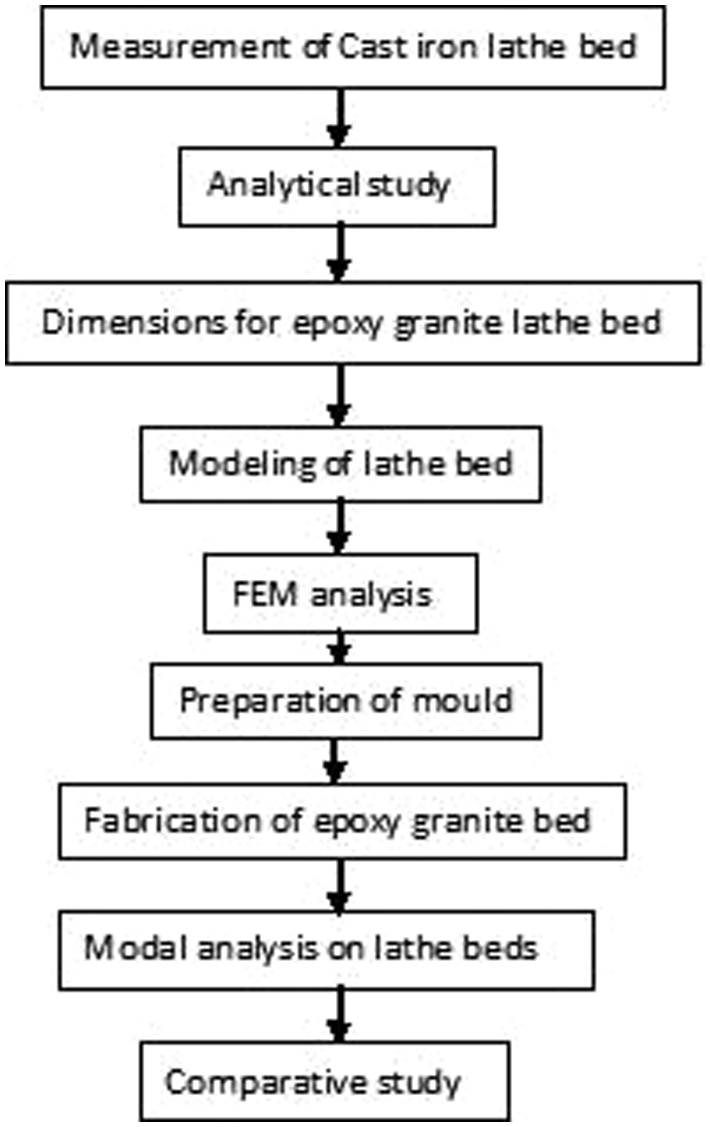
Methodology.
A microlathe bed made of cast iron, shown in Figure 2, is selected for the analysis. The dimensions for the mineral cast epoxy granite structure are found analytically from first principles. To test the stiffness of the beds, a deflection analysis is carried out for both the epoxy granite bed and the cast iron bed using finite-element method (FEM).
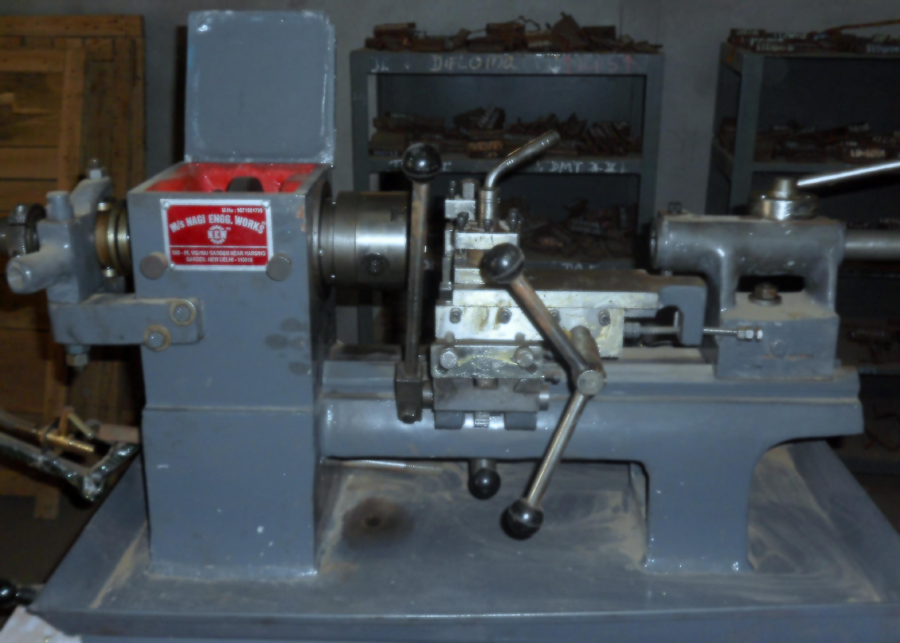
Microlathe bed selected for analysis.
A wooden mould shown in Figure 3 is prepared to fabricate epoxy granite lathe bed using the dimensions arrived in the analysis. The mineral cast epoxy granite bed is fabricated and cured. 11 Modal analysis is carried out to determine the dynamic characteristics of the cast iron bed and epoxy granite bed using an experimental setup, and the dynamic properties are compared. To verify the dimensional variation of the fabricated bed, oil and water immersion tests are conducted.
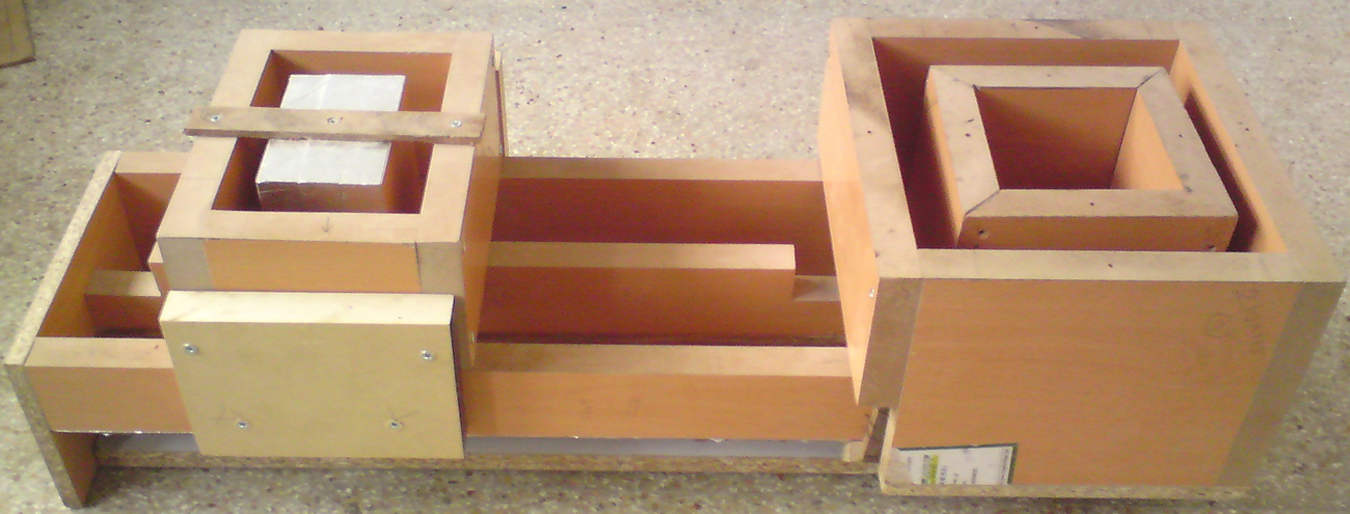
Wooden mould for mineral casting.
Numerical analysis
The dimensions of the epoxy granite bed are obtained by keeping the length and width same as that of the cast iron bed, and the depth is determined from the bending analysis. The stiffness (k) of the beam with rectangular cross section is given by equation (1)
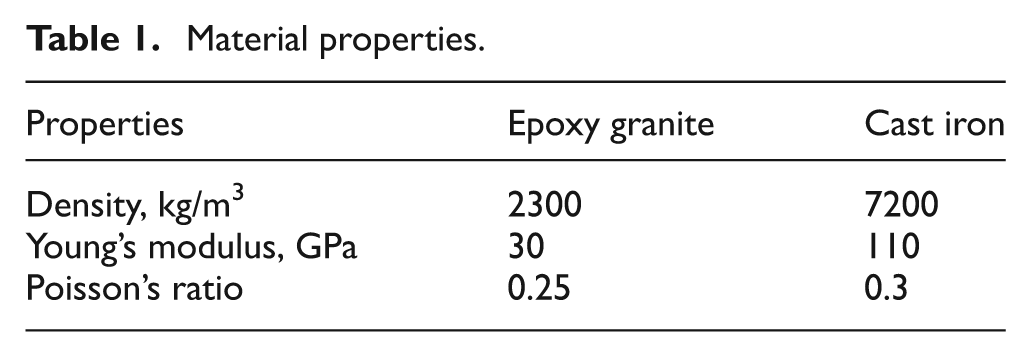
The properties of the materials used for the analysis are given in Table 1. The dimensions, length, breadth and depth of the cast iron bed are obtained from the microlathe bed available. For the constant deflection of cast iron and epoxy granite bed
Material properties.
This gives the depth of the epoxy granite lathe bed as in equation (3)

The stiffness of the epoxy granite bed and the cast iron bed is verified using FEM analysis. For this, geometric models of the lathe beds are created in Pro-E Wildfire 5.0 software. FEM analysis is performed using ANSYS 12.0 software to obtain the amount of deflection produced during extreme load conditions. The deflection analysis has been carried out for the loads ranging from 500 to 2000 N in steps of 500 N on both cast iron and epoxy granite bed.
Lathe bed fabrication
The mould for the mineral casting is made with 8-mm-thick wood strips, which are cut into required sizes for making different portions of the bed, and the strips are assembled with screws. The epoxy concrete is manufactured using a mixture containing 88% by weight of granite aggregate and the remaining is a mixture of resin and hardener as reported in the literature. 6
The granite aggregate consists of coarse particles of size ranging from 1.5 to 2.25 mm (50% by weight), medium particles ranging from 0.5 to 1.5 mm (25% by weight) and fine particles of size less than 0.5 mm (25% by weight).
The resin mixture consists of a mixture of epoxy resin (Araldite LY 556) and hardener (Aradur HY 951), which is 2% by weight of the resin used.
The granite aggregate is washed thoroughly using water to get rid of any foreign material. It is then dried to remove the traces of water to ensure proper binding of granite particles with the resin material. The dried granite particles are mixed thoroughly with the binder–hardener mixture. The mixture is filled into the mould before it gets hardened, and it is shaked regularly to remove air particles trapped to improve the compactness of the bed. The epoxy granite lathe bed is cured at room temperature before testing. The fabricated epoxy granite bed is shown in Figure 4.

Fabricated epoxy granite bed.
Experimental setup
Modal analysis is carried out using an experimental setup shown in Figure 5. The experimental system consists of a miniature-type accelerometer having a sensitivity of 96.72 mV/g interfaced with a personal computer. LabVIEW (v8.2) software is used for data acquisition (DAQ), through an NI 9234 DAQ card.

Experimental setup for dynamic analysis.
The accelerometer is attached to the structure, where maximum deflection is expected to occur. A modally tuned impact hammer is used to develop vibrations in the bed. The DAQ card registers the vibrating signals from the accelerometer, which is displayed as a frequency spectrum through LabVIEW software. The frequency spectrum is used to analyze the fundamental frequencies and to determine the damping ratio of the lathe bed.
Results and discussion
A deflection analysis is carried out on the models of cast iron and epoxy granite bed analysis using FEM. The deflections produced by the beds when subjected to loads ranging from 500 to 2000 N are found to be same (±4%). The deflections obtained for both the beds from FEM simulation are shown in Figure 6. It is observed that the deflections produced are equal for both the beds, indicating same stiffness for the beds. Hence, it is concluded that the epoxy granite bed is stable and is comparable with cast iron bed within the range of load tested.
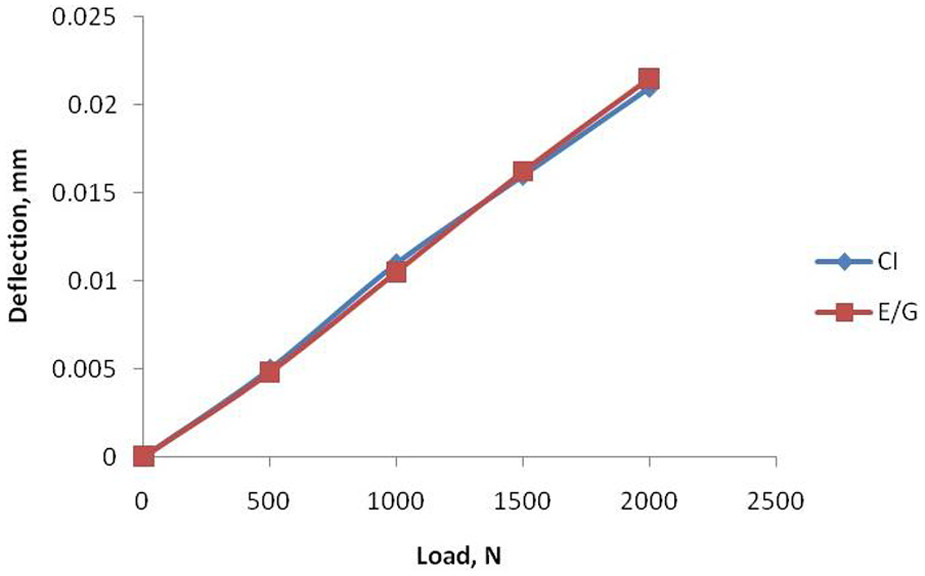
Deflection analysis for bed structures.
Modal analysis is conducted to verify the damping ratio of both the bed materials. The frequency response curves obtained using LabVIEW program for the cast iron bed and epoxy granite bed are shown in Figure 7(a) and (b), respectively. In the frequency response curves, the fundamental frequency is the frequency corresponding to the peak acceleration values.
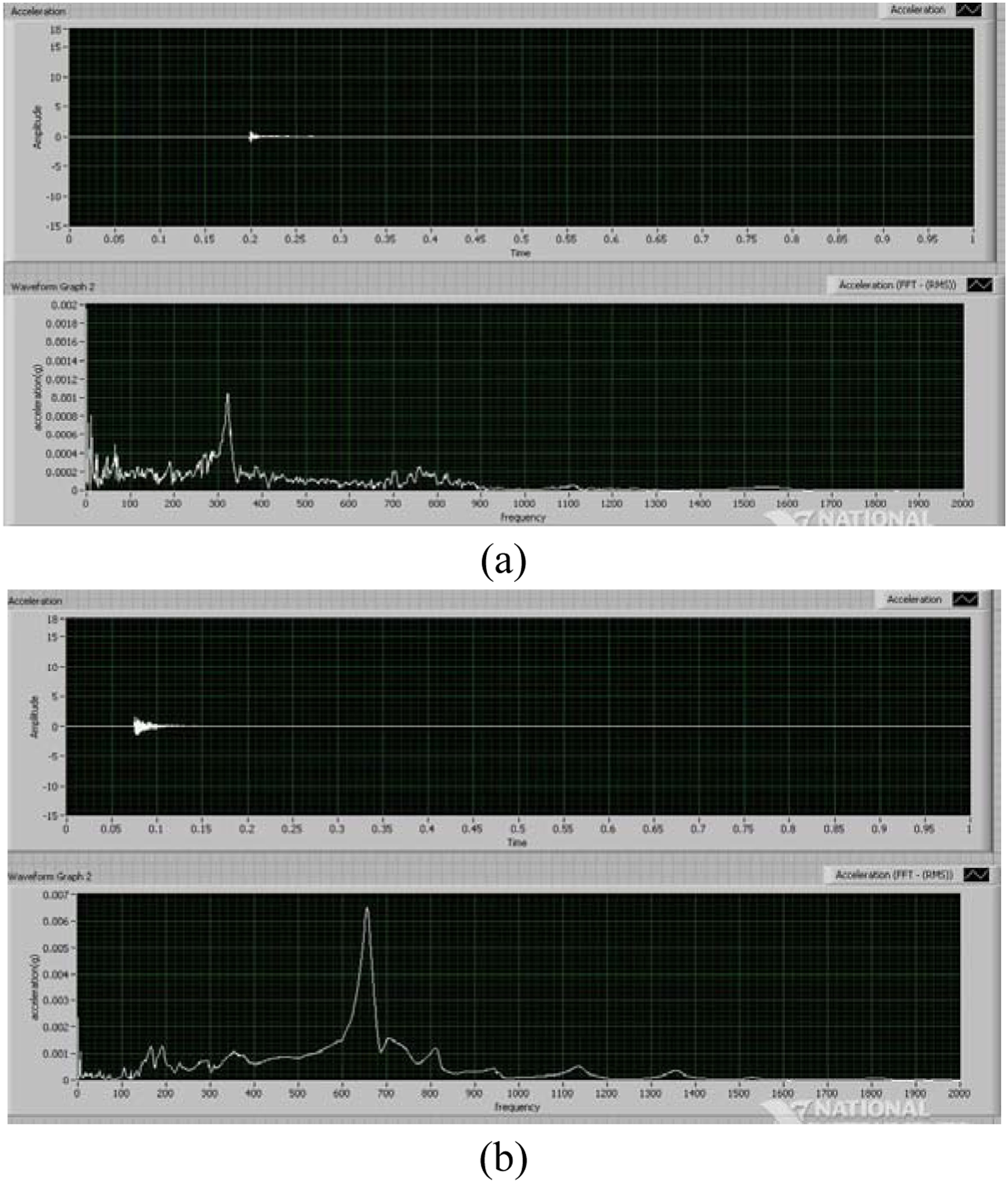
Frequency response spectrum: (a) cast iron and (b) epoxy granite lathe bed structures.
The damping ratio (ζ) is calculated using half-power bandwidth method, 14 which is given in equation (4)
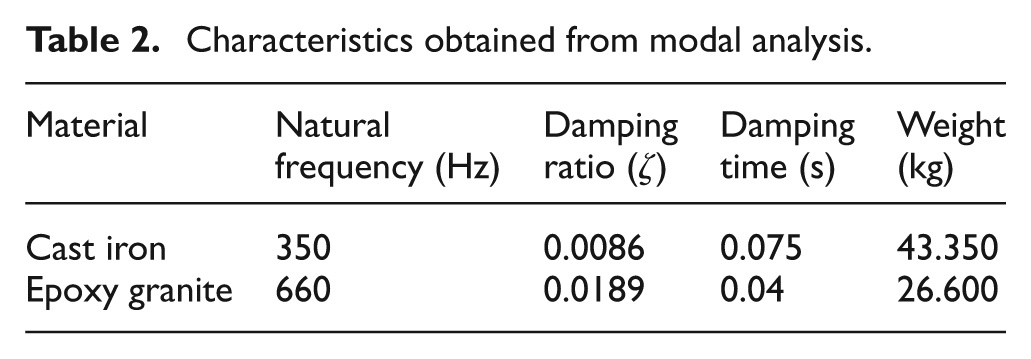
where fn represents the fundamental frequency at which the damping ratio is calculated and Δf = f2−f1 is the bandwidth corresponding to half-power points. The fundamental frequency, damping time and damping ratios are found using modal analysis and given in Table 2. It is observed that the damping ratio for epoxy granite bed is 2.2 times high compared to cast iron bed. The high damping ratio for the epoxy granite bed can be attributed to the granular aggregate material present in the structure. The shift in fundamental frequency toward right, for the epoxy granite structure, indicates delay in resonance conditions. The weight of the epoxy granite bed is found to be 38.64% lesser than that of the cast iron bed.
Characteristics obtained from modal analysis.
The use of aggregate consisting of a mixture of three different sizes of granite particles reduces porosity while improving the compactness of the structure. Epoxy binder provides stronger bond between the granite particles, which gives higher strength to the structure. In general, 12%–15% of epoxy content in the mixture gives maximum mechanical and thermal properties to the structure. 6
The dimensional stability of the epoxy granite lathe bed due to the use of lubrication oil during machining is verified by conducting an oil immersion test on a specimen made of the same composition. The test specimen is immersed in an oil bath for 24 h, and percentage increase in weight of fabricated bed due to oil absorption is determined. 15 A gain in weight of 0.1% is observed due to oil absorption. The dimensions of the specimen are measured before and after the immersion test to verify the change in dimensions due to lubricating oil absorption. No changes in the dimensions of the specimen are observed. Similarly, from the water immersion test, a 0.27% gain in weight due to water absorption but no dimensional changes for the specimen are observed. This shows that the absorption of oil or water is only at surface-level pores, and no expansion of epoxy granite takes place. The low gain in weight of the material with water or oil indicates that the aggregates are packed tightly and bound closer by the resin. 15 From this experiment, it is concluded that the fabricated bed is dimensionally stable for the oil and water to be used in machining operations.
Conclusion
In this study, an attempt has been made to fabricate an epoxy granite lathe bed using mineral casting techniques. The epoxy bed is analyzed for dynamic performances in comparison with conventional cast iron lathe bed used in a microlathe. The epoxy granite bed is fabricated to have same stiffness as that of the cast iron bed. The dimensions for the fabricated bed are calculated analytically from the basic principles of bending of beam under loading. Through FEM analysis, it is observed that the epoxy granite structure with constant length, breadth and calculated depth is able to maintain same stiffness as that of the cast iron bed. Experimental modal analysis was conducted on the fabricated epoxy granite and cast iron lathe beds to determine fundamental frequencies and damping ratios. It is observed that epoxy granite bed gives 2.2 times higher damping ratio and a 38.64% reduction in weight compared to the cast iron lathe bed, maintaining same stiffness. The dynamic tests and the dimensional stability tests confirm the suitability of epoxy granite as a suitable replacement to cast iron for making machine tool structures.
Footnotes
Appendix 1
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.