
Abstract
Truing and dressing of superabrasive grinding wheels remain as one of the most important issues in hard-to-cut materials’ precise machining field. Recently, electrical discharge dressing process with less pollution, aimed to protect environment, has become an urgent studying subject in the world. In this study, various discharge mediums including kerosene-based oil, compressed air, misted deionized water, and misted emulsion were applied in electrical discharge dressing bronze-bonded diamond grinding wheels. Misted deionized water and misted emulsion are liquid–gas mixture. The dressing quality of wheels with various mediums was analyzed according to wheel topographies. The dressing efficiency of various discharge mediums was evaluated by the dressing depth divided by the dressing time. In addition, the performance of electrical discharge dressed wheel was investigated in practical grinding. Misted deionized water and misted emulsion electrical discharge dressing show advantages over the compressed air electrical discharge dressing in better dressing quality and higher dressing efficiency. Compared to kerosene-based oil electrical discharge dressing, misted deionized water and misted emulsion electrical discharge dressing have better dressing quality and lower dressing efficiency.
Introduction
Superabrasive (diamond and cubic boron nitride (CBN)) grinding wheels play an important role in grinding hard and brittle materials, including ferrite, hard alloy, monocrystalline silicon, optical crystal, and engineering ceramics. They show many important advantages compared with conventional SiC grinding wheels, such as high grinding efficiency, long working life, low grinding forces, ideal surface quality, and wear-resistant ability.1,2
However, it is very difficult to true and dress (T/D) superabrasive grinding wheels because superabrasive grit is one of the highest hardness materials, and the geometry tolerance requirement of grinding wheel is very strict. 3 Mechanical T/D methods with single-tip diamond tool or SiC wheel show obvious disadvantages involving poor wear resistance of the T/D tool, high working force, and insufficient grinding chip cavities. 4 Consequently, some of the theoretical researchers and industrial professionals have conducted a lot of research work to develop substitutable high-precision and high-efficiency nonmechanical T/D techniques, such as electrolytic in-process dressing (ELID),5,6 laser T/D, 7 electrocontact discharge dressing (ECDD), 8 and electrical discharge dressing (EDD).
In 1997, a nonmechanical T/D technique named EDD was first put forward by Suzuki and Uematsu. 9 It is applied to truing and dressing metal-bonded diamond grinding wheels at present. EDD works quite as electrical discharge machining (EDM) does: a voltage is applied between the tool electrode and the grinding wheel closely placed inside a dielectric medium. When the electrodes are very close to each other, an electric spark discharge occurs between them forming a plasma channel between the cathode and the anode. As the spark collapses, some of the molten and vaporized materials are removed from the rest of the wheel and carried away by the dielectric fluid. However, there are not electrical sparks on the diamond and CBN abrasives, because they are not electrically conductive. Electrical discharge only occurs in the gap of tool electrode and conductive metal bond among abrasives. The metal bond surrounding abrasives is removed by amassed erosion, and thus the abrasives can stick from the grinding wheel surface.10,11 On the other hand, the abrasives’ temperature should be controlled to be below decomposing point (740 °C–840 °C). That is because abrasives are easily subjected to graphitization above decomposing point and then would be damaged by intense heat.
It is generally considered that dielectric liquid medium is indispensable in conventional EDD process. The dielectric serves three purposes in EDD process. First, it contributes to constrain the expansion of plasma channel to a smaller space, so that the intense heat flux can focus on a smaller area of grinding wheel. This makes sure that bond of superabrasive grinding wheels can be melted and even vaporized. The second action of the dielectric is to generate larger explosive force and flush material particles gathering in the gap between tool and grinding wheel. This makes sure that bond debris can be removed from the wheel surface. The third action of the dielectric is to cool the grinding wheel and tool electrode. This makes sure that abrasives’ temperature is below decomposing point (740 °C–840 °C), and thermal damage of abrasives can be reduced. Kerosene-based oil is commonly used dielectric fluids in conventional wet EDD. However, some exhaust gases and polluted fluids are always produced in the T/D process, which will pollute the environment and do damage the operator’s health. Health, safety, and environment are important aspects, particularly when hydrocarbon oil is used. 12 The trend of EDD superabrasive grinding wheels in the world is to develop green EDD technologies with high efficiency, low waste, and no pollution.13,14
In this article, kerosene-based oil, compressed air, misted deionized water, and misted emulsion were used as discharge mediums in discharge dressing of bronze-bonded diamond grinding wheels. The aim is to investigate the effects of discharge mediums on dressing quality and dressing efficiency. First, the wheel surface topography is investigated after dressing, in comparison with different discharge mediums. Wheel surface topography maps were obtained by an optical microscope. This information is related to the performance of the wheel during grinding. Then, discharge dressing experiment was carried out to investigate the effects of discharge mediums on dressing efficiency. Finally, grinding experiment was conducted to verify the dressed wheel quality.
Experimental procedure
Figure 1 shows the dressing experimental system. The experiments have been carried out on a typical electrodischarge die-sinking machine (model TROOP434). The manufacturing of sinking ED machine involves a 32-bit multifunction operating system. An electrical motor (model YS7124) was clamped on the worktable. The motor has a maximum rotational speed of 1425 r/min with a power supply of 370 W.
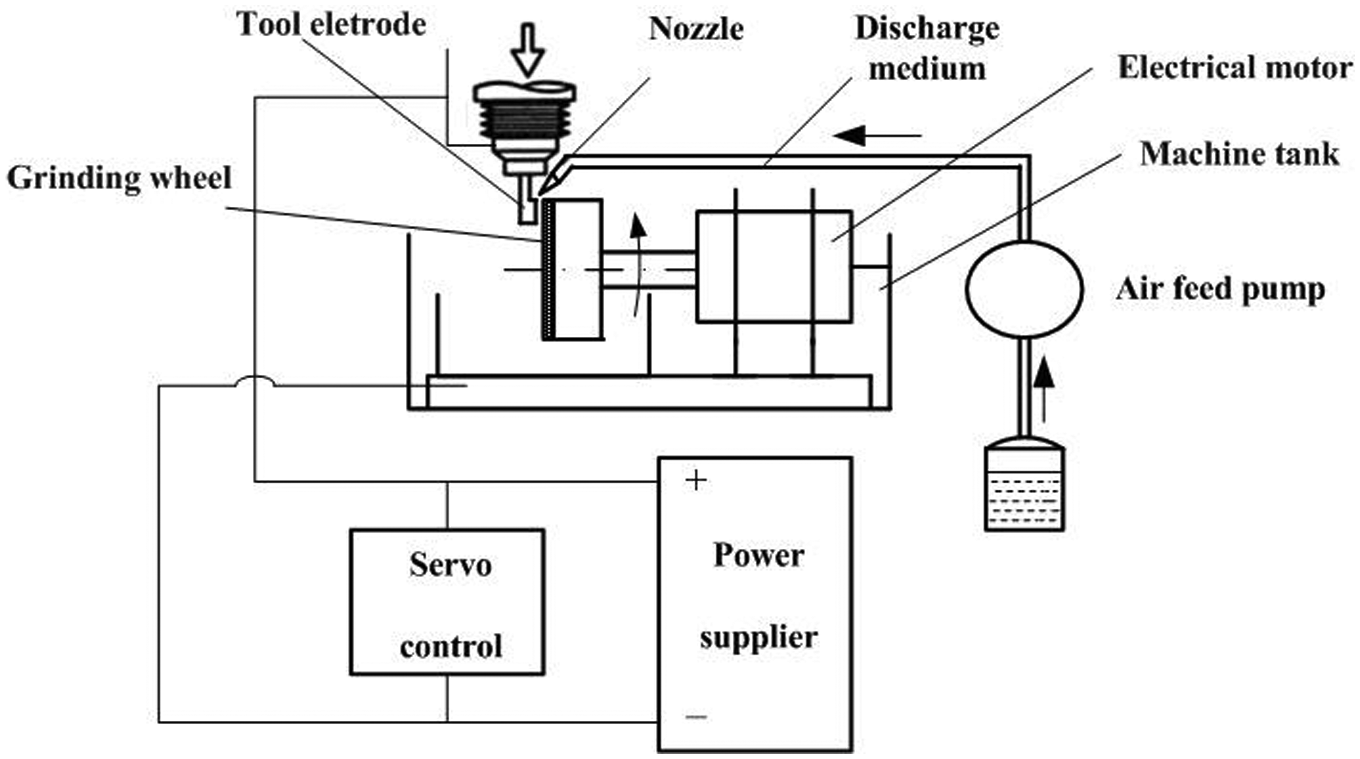
Schematic of the dressing experimental equipment.
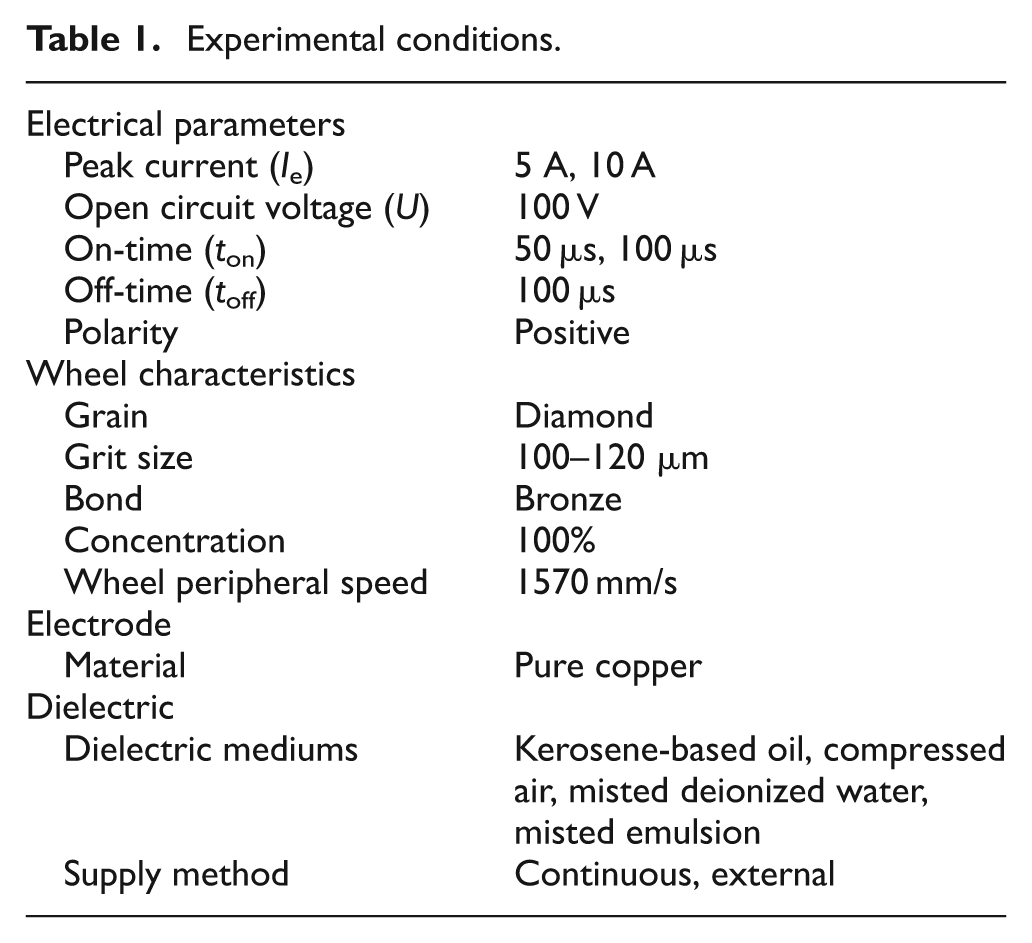
In this experiment, kerosene-based oil, compressed air, misted deionized water, and misted emulsion were used as discharge mediums. Misted deionized water and misted emulsion are liquid–gas mixture. Bronze-bonded diamond wheels, model MBD120M100, were prepared for dressing experiments. The tool electrode was pure copper. Some of the experimental parameters were set as follows. The dressing process time was set at 20 min, the open circuit voltage (U) was a value of 100 V, and the off-time (toff) was a value of 100 µs. The peripheral speed of wheel was a value of 1570 mm/s for all the tests. The detailed experimental conditions are listed in Table 1.
Experimental conditions.
The wheel dressing quality after EDD with various discharge mediums was analyzed by observing wheel surface topography. For observing wheel and workpiece surface topography, an optical digital microscope (model Keyence VH-8000) was used. The dressing efficiency of various discharge mediums was evaluated by the dressing depth divided by the dressing time. The performance of electrical discharge dressed wheel was investigated in practical grinding.
Results and discussion
Wheel surface topography before EDD
The surface topography micrographs before EDD are shown in Figure 2. Figure 2(a) shows a new sintered wheel surface topography. It can be seen that no abrasive particles with sharp edges are exposed from the bronze bond. Figure 2(b) shows the wheel surface topography after grinding tungsten carbide piece, where there are a lot of tungsten carbide chips (A) clung to the surface. Cutting edges of some diamond grains (B) are leveled and some diamond grains are covered by tungsten carbide chips (A). There are few available abrasive particles on the wheel surface. Because there are few cutting edges on the wheel surface, the grinding wheel lacks grinding performance.

Bronze-bonded diamond wheel surface topographies before dressing: (a) new wheel and (b) worn wheel.
Wheel surface topography after EDD with various mediums
Figure 3(a) shows the wheel (No. 1) surface topography after dressing with kerosene-based oil (Ie = 5 A, ton = 100 µs). Figure 3(b) shows the wheel (No. 2) surface topography after dressing with kerosene-based oil (Ie = 10 A, ton = 50 µs). It can be seen that some bronze bonds surrounding diamond grains are removed and flattened or overlaid diamond grains are exposed from the bronze bond in Figure 3(a) and (b). However, the quantity of angular diamond abrasives (B) protruding on the surface in Figure 3(a) is more than that of Figure 3(b). The quantity of useless diamond grits (A) for high-temperature graphitization damage in Figure 3(b) is more than that in Figure 3(a), and the protrusion height of grain in Figure 3(b) is much shorter than that of Figure 3(a). It can be supposed that grinding performance of wheel No. 1 is better than that of wheel No. 2 considering the protrusion height of grain. As a consequence, the dressing quality of wheel No. 1 is better than that of wheel No. 2.

Bronze-bonded diamond wheel surface topographies after dressing with kerosene-based oil: (a) I e = 5 A, ton =10 µs) and (b) I e = 1A, ton =50 µs).
Figure 4(a) shows the wheel (No. 1) surface topography after dressing with misted deionized water (Ie = 5 A, ton = 100 µs). Figure 4(b) shows the wheel (No. 2) surface topography after dressing with misted deionized water (Ie = 10 A, ton = 50 µs). Like Figure 3(a) and (b), it can be seen that some bronze bonds surrounding diamond grains are removed and flattened or overlaid diamond grains are exposed from the bronze bond in Figure 4(a) and (b). At the same time, it can be seen that there are some resolidified molten bronze bonds (C) and ineffective diamond abrasives (B) for high-temperature graphitization in Figure 4(a) and (b). But the quantity of angular diamond abrasives (A) protruding on the surface in Figure 4(a) is more than that of Figure 4(b), and the dressing quality of wheel No. 1 is better than that of wheel No. 2. Thereby, by controlling the discharge process parameters such as peak current (Ie) and pulse duration (ton), the good dressing quality can be obtained.

Bronze-bonded diamond wheel surface topographies after dressing with misted deionized water: (a) I e = 5 A and ton = 100 µs and (b) I e = 10 A and ton = 50 µs.
Figure 5(a) shows the wheel (No. 1) surface topography after dressing with misted emulsion (Ie = 5 A, ton = 100 µs). Figure 5(b) shows the wheel (No. 2) surface topography after dressing with misted emulsion (Ie = 10 A, ton = 50 µs). It can be seen that there are much more diamond abrasives protruding and diamond abrasives have effective cutting edges in Figure 5(a) and (b). However, a great part of the diamond abrasives (C) is protruding and not firmly fixed in the bronze bond as shown in Figure 5(b). That is to say that the wheel (No. 2) is short lived because these abrasives are easy to be pulled off during grinding process. As a consequence, the dressing quality of wheel No. 1 is better than that of wheel No. 2. Thereby, by shortening dressing process time, the appropriate protrusion height of grain can be obtained.

Bronze-bonded diamond wheel surface topographies after dressing with misted emulsion: (a) I e = 5 A and ton = 100 µs and (b) I e = 10 A and ton=50 µs.
Figure 6(a) shows the wheel (No. 1) surface topography after dressing with compressed air (Ie = 5 A, ton = 100 µs). Figure 6(b) shows the wheel (No. 2) surface topography after dressing with compressed air (Ie = 10 A, ton = 50 µs). It can be seen that there are no available diamond abrasives in Figure 6 (a) and (b). It is clear that the bronze bond surrounding diamond grains is not removed. All the diamond abrasives (B) show high-temperature graphitization and all the cutting edges disappear. This shows that the diamond grains are destroyed, and the performance of grinding wheels (No. 1 and No. 2) are entirely lost. This is because the lower thermal conductivity and heat capacity of the compressed air contribute to less heat dissipation and more serious thermal oxidation damage. What is more, the lower viscosity of the compressed air cannot generate enough large explosive force to remove the bronze bond. Dressing with compressed air produces the worst quality among four discharge mediums.

Bronze-bonded diamond wheel surface topographies after dressing with compressed air: (a) I e = 5 A and ton = 100 µs and (b) I e = 10 A and ton=50 µs.
Effects of discharge mediums on dressing efficiency
The dressing efficiency is defined as the truing depth (µm) of material removed divided by the truing time (min). Figure 7 shows the dressing efficiency comparison of dressing with different discharge mediums, including kerosene-based oil, compressed air, misted deionized water, and misted emulsion when truing bronze-bonded diamond wheel.
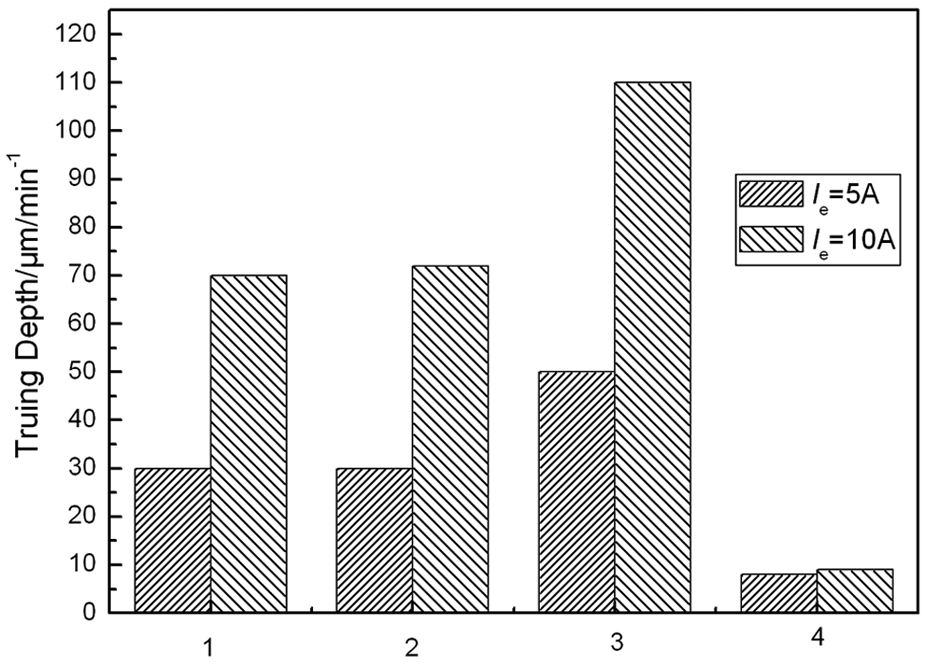
Dressing efficiency versus different discharge mediums (ton = 100 µs; 1: misted deionized water, 2: misted emulsion, 3: kerosene-based oil, and 4: compressed air).
It is shown that dressing with kerosene-based oil can achieve the largest efficiency of all the discharge mediums. The reason is that the cut debris derived for grinding wheels can be easily excluded from discharge space between grinding wheel and conductive dresser, resulting in effectual removal of metal bond. Dressing efficiency with misted deionized water is as much as misted emulsion.
Dressing with compressed air can achieve much less efficiency than oil and misted mediums. This is because short circuit sometimes occurred between grinding wheel and conductive dresser in dressing experiment, and compressed air has the lowest dielectric strength and viscosity among the four discharge mediums. Low dielectric fluid viscosity cannot constrain the expansion of plasma channels, focus discharges to a smaller area, and generate larger explosive force to remove melted bond material. Thus, it caused debris deposition and low efficiency.
Workpiece surface ground by a wheel dressed with diamond tool and EDD
To verify the dressed wheel quality, the comparison experiments of grinding of workpiece-coated tungsten carbide were carried out. The grinding conditions are shown in Table 2. In this comparison experiment, the workpieces are ground using a wheel dressed with single-tip diamond tool and a wheel dressed by EDD with misted emulsion (Ie = 5A, ton = 100 µs).
Grinding conditions.
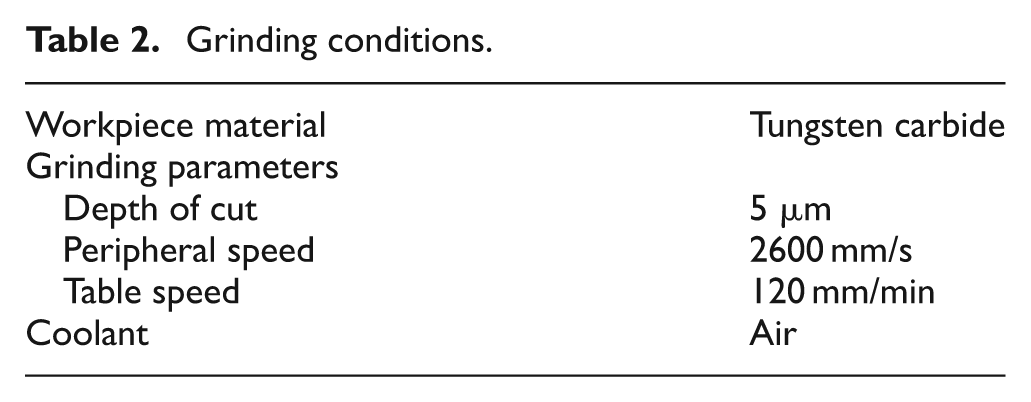
The surface topography micrographs are shown in Figure 8. The original surface roughness value Ra of the workpiece is 3.2 µm. It turned to be 0.8 µm after being ground using a wheel dressed with single-tip diamond tool. The microphotograph of the workpiece surface condition is shown in Figure 8(a). The surface roughness value Ra of the workpiece is 0.84 µm after being ground using a wheel dressed by EDD with misted emulsion (Ie = 5 A, ton = 100 µs). The microphotograph of the workpiece surface condition is also shown in Figure 8(b). The experiment results prove that the wheel dressed by EDD with misted emulsion has almost the same grinding capability as the wheel dressed with single-tip diamond tool.

Microphotographs of workpiece surface after grinding (a) using a wheel dressed by EDD with misted emulsion and (b) using a wheel dressed with single-tip diamond tool.
Conclusion
This article focuses on EDD process with various discharge mediums. The influences of discharge medium on dressing quality and efficiency have been studied. The work goal is to obtain effective and green dressing technology, which will obtain a significant improvement of grinding performance of worn diamond grinding wheel. The most important conclusions from this study may be drawn as follows:
The improved EDD technique with liquid–gas dielectric can be applied to dressing/truing metal bond superabrasive grinding wheel. Furthermore, it can alleviate the serious environment problem of polluted dielectric liquid corrosion in conventional EDD with kerosene or mineral oil.
The EDD technology with compressed air is not feasible for metal-bonded superabrasive grinding wheel because air has low dielectric strength, thermal conductivity, and viscosity. It caused bond debris deposition, abrasive thermal damage, and low dressing efficiency. Its dressing quality is worst, and its truing ratio is the least.
The practical surface grinding experiments show that the EDD technology with misted emulsion can produce favorable wheel surface condition with some protruding diamond grits under suitable processing parameters, such as peak current (
Future research involves measuring peak-to-valley height of wheel surface dressed using a Dektak 6M profilometer because protrusion height of abrasives relates to grinding performance of wheels. The goal is quantitative evaluation of the wheel surface topography to verify grinding performance improvements of wheels dressed by EDD.
Footnotes
Funding
This study is supported by National Natural Science Foundation of China (No. 50775143), Natural Science Foundation of Tianjin (No. 10JCYBJC07000), and research fund of TUTE (No. KYQD08010).