
Abstract
In this study, the fluidity of near-α high-temperature titanium alloy with different primary coating materials (Y2O3, ZrO2 and Al2O3) and mold temperatures were investigated. The fluidity as an index of castability was evaluated by a fluidity spiral pattern. The Y2O3 primary coating presents the best fluidity and weakest interfacial reaction compared with the ZrO2 and Al2O3 primary coating. The effect of interfacial reaction resulting from different mold materials on fluidity is determined by the stability of mold materials. The interfacial reaction becomes more and more severe with increasing mold preheating temperature. The fluidity does not increase with increasing mold preheating temperature owing to the effect of interfacial reaction. The fluidity is greatly improved at 900 °C, while decreases at 600 °C, indicating the fluidity, depends on the interaction between the interfacial reaction and chilling effect of the mold.
Introduction
High-temperature titanium alloys, especially the 600 °C near-α high-temperature titanium alloys, have been processed into compressor discs, blades and spacers in the aerospace industry owing to their excellent specific properties at elevated temperatures. 1 Forging is a primary forming method for these alloys, but for complex structure parts, investment casting techniques presents more advantages.2,3 The composition of all near-α high-temperature titanium alloys is multi-element and based on the Ti–Al–Sn–Zr–Mo–Si series, 4 which suggests that these alloys have unique characteristics during investment casting. In a previous study, 5 the experimental results indicated that near-α high-temperature titanium alloys (Ti-1100, IMI834, BT36 and Ti600) have much more inferior castability compared with the Ti6Al4V alloy. Furthermore, Ti6242 (Ti6Al2Sn4Zr2Mo) has higher viscosity than Ti6Al4V at a liquidus temperature. 6 Therefore, it is more difficult for near-α high-temperature titanium alloy to be fabricated by investment casting.
The fluidity, as an index of castability, is crucial in obtaining a sound casting during investment casting, which is influenced by many factors including the casting equipment, 7 mold type, 8 casting temperature, 9 mold preheating temperature, 10 permeability of the mold, 8 centrifugal rotational speed during casting 11 and so on. Di Sabatino and Arnberg 12 summarized the factors affecting fluidity and pointed out that casting temperature and alloy chemistry are major parameters affecting fluidity. Reza et al. 8 investigated the effects of investment type and casting system on the castability of commercially pure (CP) titanium. Oliveira et al. 10 evaluated the castability of CP titanium and Ti6Al4V at three mold temperatures, and found that the increased mold temperature resulted in an increased castability for both metals. Sung and Kim 13 demonstrated that the fluidity of TiAl alloy is also improved with a higher mold temperature. Di Sabatino et al. 14 investigated the fluidity of A356 alloy with and without coating in the strip mold. Their experimental results demonstrated that the fluidity is increased owing to the coating. For a certain alloy casted at a same pouring temperature, the mold type and preheating temperature play dominant roles.
Owing to the extreme reactivity of molten titanium, titanium castings are subject to formation of a hard and brittle surface layer, commonly referred to as the α-case layer, 15 which deteriorates the surface and changes the mechanical properties of titanium castings. 16 Many researchers investigated the interfacial reactions between different titanium alloys and mold materials, for instance, ZrO2, 17 ZrSO4, 18 Y2O3, 19 Al2O3, 13 MgO 20 and so on. Meanwhile, the properties and formation mechanism of the α-case layer are also discussed by Keanini et al. 21
To summarize the above studies, it is apparent that the mold material and temperature have great influence on both interfacial reaction and castability of titanium alloys. However, few studies about the relationship of interfacial reaction and castability of titanium alloys have been reported. Reza et al. 8 mentioned the potential reactivity may explain the differences in castability for different investments. However, no further study was carried out. Therefore, it is necessary and significant to study the influence of interfacial reactions on the castability of titanium alloys, which is beneficial to titanium investment casting.
In the present work, the fluidity of a near-α high-temperature titanium alloy was investigated by a fluidity spiral pattern. The purpose of this study is to evaluate the effect of different primary coating materials and mold preheating temperatures on the fluidity of high-temperature titanium alloy.
Experimental
Fluidity testing can be carried out in different ways. Traditionally, the spiral test has been extensively used in the foundry and laboratory because it is compact and portable. 12 In this study, a wax fluidity spiral pattern with 2.0 mm × 3.0 mm × 4.0 mm cross section and a sprue 6.0 mm in diameter was fabricated according to spiral of Archimedes, and the length of fluidity spirals after casting were used to evaluate the fluidity of titanium alloys. All wax patterns used in this study were produced by injecting wax into an aluminum metal mold on a wax injection machine (10 ton). The injection temperature, injection pressure and holding time in the mold were 60 °C, 6 MPa and 5 s, respectively. The gating system was attached perpendicularly to the spiral pattern. The wax pattern was shown in Figure 1(a).
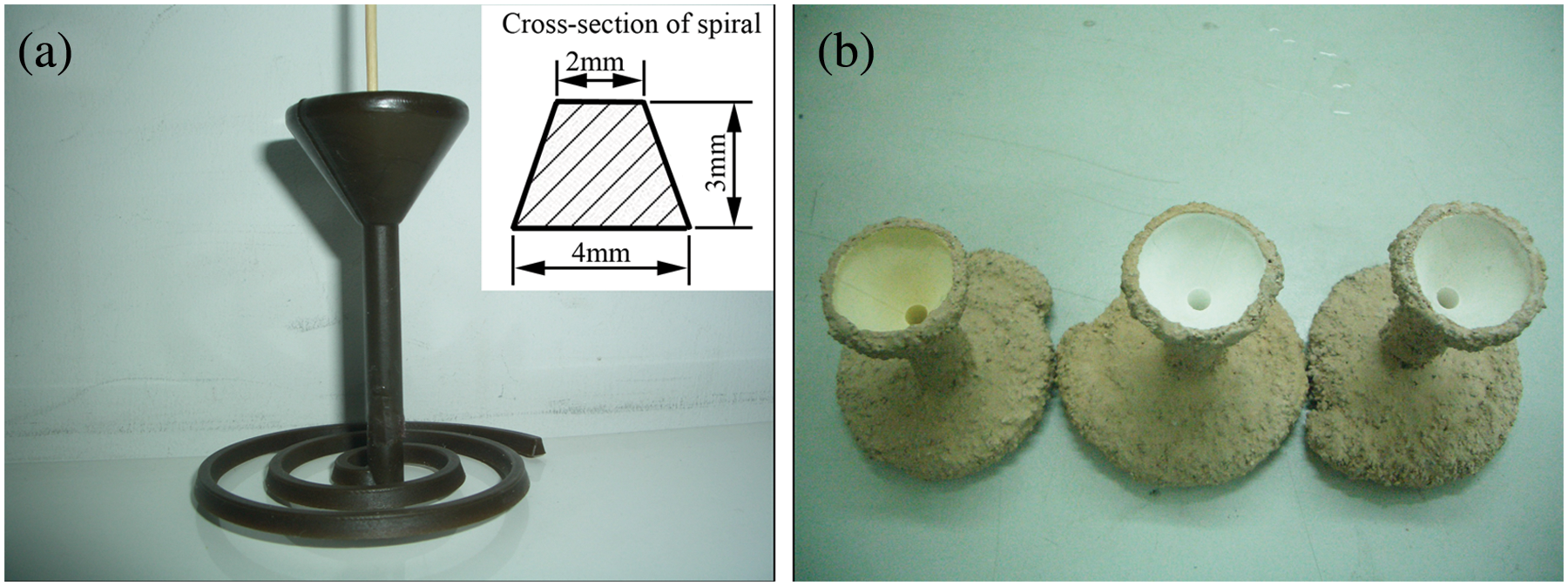
Wax pattern (a) and ceramic molds (b) for a fluidity spiral.
Owing to the high reactivity of titanium alloys, conventional refractory materials are not suitable for titanium investment casting. Currently, ZrO2, Y2O3 and Al2O3 are widely used as a primary coating for the investment casting of titanium alloys. In order to investigate the influence of the primary coating material on fluidity, the ZrO2 (CaO stabilized), Y2O3 and Al2O3 powders mixed with a zirconia sol binder were prepared for the primary coating slurry, respectively. The pattern was dipped into the primary slurry and sprinkled with coarser ZrO2, Y2O3 or Al2O3 sand after draining the excess slurry. As for back-coat layers, mullite refractory and colloidal silica binders were prepared for the three types of ceramic mold building. After dewaxing, all ceramic molds were heated in an electric furnace at 950 °C for 1 h to achieve enough strength. The baked molds are shown in Figure 1(b). To examine the influence of mold preheating temperature on fluidity of near-α titanium alloys, the melts were poured into the mold at room temperature (RT) and preheated to 300 °C, 600 °C and 900 °C, respectively.
The experiments were carried out in a centrifugal titanium casting machine (LZ5). The whole process of casting was held under a high-purity argon atmosphere (0.15 MPa). A near-α high-temperature titanium alloy ingot with the compositions of Ti–5.89Al–2.62Sn–3.91Zr–0.38Mo–0.40Si–0.15Y (wt%) was prepared by an induction skull melting (ISM) furnace. The pieces, with different weights, were cut from this ingot for each test. The alloy ingot of the 35 g alloy was remelted and poured into the ceramic mold for the fluidity experiment. According to the manufacturer’s instructions, the melting time of the 35 g ingot was set at 42 s. In order to assess the reliability of results, ten experiments were carried out for each experimental condition. According to the equations suggested by Di Sabatino et al., 22 the standard deviation in mean value and the relative reproducibility were calculated.
All specimens were sectioned and embedded in epoxy resin for testing. The microstructure and element distribution of the interfacial reaction zone were analyzed using a scanning electron microscope (SEM) (FEI, QUANTA 200F) equipped with energy dispersive spectroscopy (EDS). The line profiles of constituent elements at the interface between castings and ceramic mold were performed to estimate the thickness of the α-case layer.
Results and discussion
Effect of primary coating material on fluidity
After casting, the ceramic mold was carefully removed from the surface of the spiral casting. The longer length of the spiral casting indicates the better fluidity. The fluidity index with different primary coatings and its standard deviation in mean values are summarized in Figure 2. The fluidity index obtained from the Y2O3 primary coating (134.5 mm) is much greater than that from the ZrO2 primary coating (120.4 mm) and Al2O3 primary coating (111.3 mm). Moreover, the ZrO2 primary coating presents better fluidity than the Al2O3 primary coating. The experimental results clearly demonstrate that the primary coating materials significantly affect the fluidity of titanium alloy. The reproducibility for each coating material is 6.0% (Y2O3), 5.7% (ZrO2) and 5.1% (Al2O3), respectively. The similar reproducibility for three coating materials indicates the spiral test is under the same conditions.
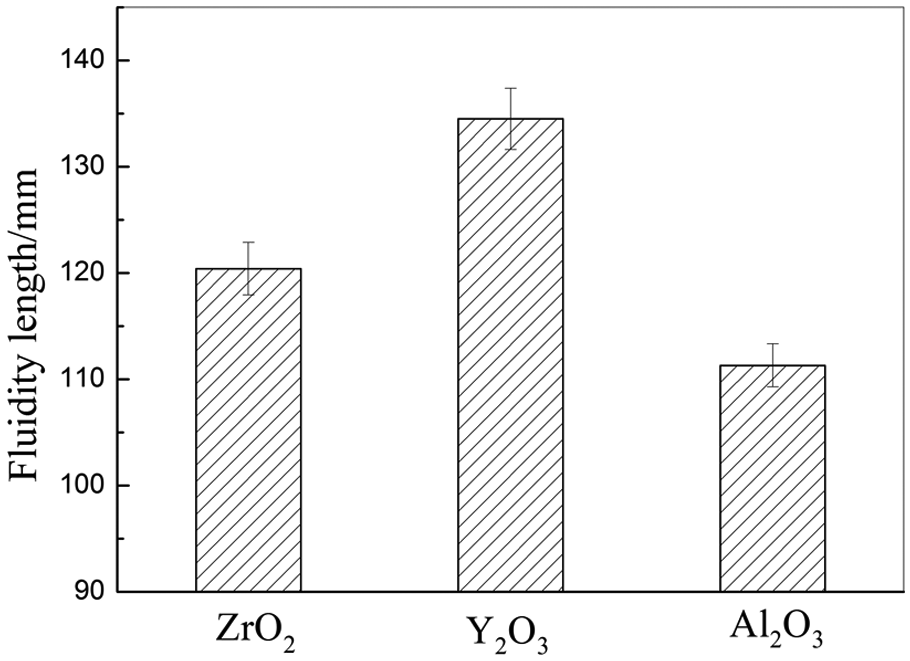
Fluidity length with different primary coatings (RT).
In order to further ascertain the influence of the interfacial reaction, the same sections are taken from spiral castings with different primary coatings. Figure 3 shows the backscattered electron images and line profiles of constituent elements in the interfacial reaction zone. There is no significant reaction between the melt and mold with the Y2O3 primary coating, as seen in Figure 3(a). While for the ZrO2 primary coating, a bright reaction layer is clearly observed (Figure 3(b)). Moreover, a more serious reaction occurs for the Al2O3 coating since the molten titanium penetrates into the surface of the mold (Figure 3(c)). The interface reaction between the mold and molten titanium alloy leads to compositional changes on the surface of the titanium casting. Therefore, the line profiles of constituent elements at the interface between titanium castings and mold could be performed to estimate the thickness of the reaction zones approximately. 20 There is a significant difference in the α-case layer among the three primary coatings: Y2O3 (5.0 µm) < ZrO2 (16.0 µm) < Al2O3 (24.0 µm). This result is in agreement with the fluidity in Figure 2. Apparently, the extent of interfacial reaction for different primary coating materials is mostly determined by their chemical stability against the molten titanium. According to Saha et al. 23 and Sung et al., 18 the tendency is more and more stable from Al2O3, ZrO2 to Y2O3. Consequently, the more stable the primary coating material, the better the fluidity.
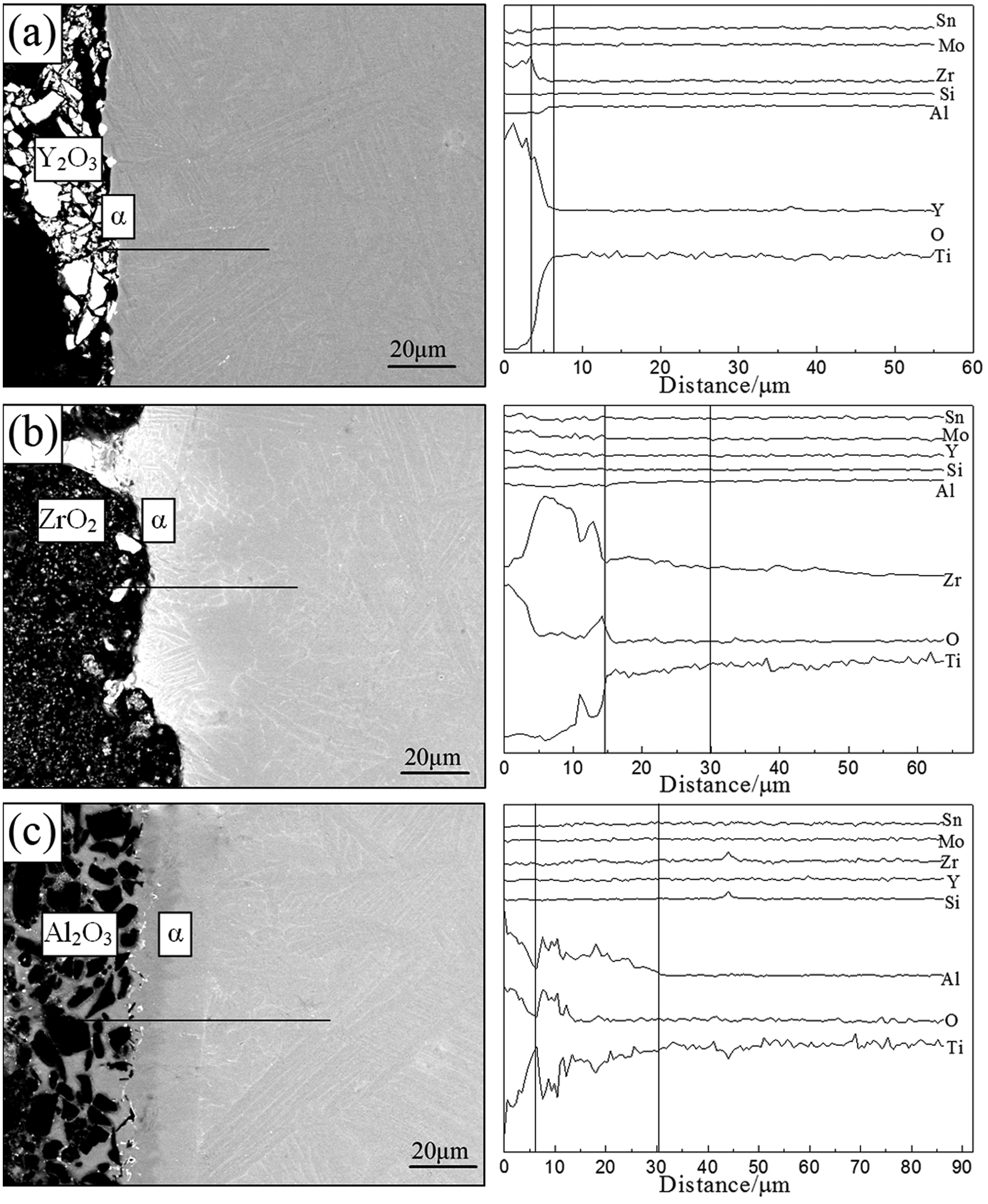
SEM micrographs and line profiles of constituent elements in the interfacial reaction zone: (a) Y2O3; (b) ZrO2; (c) Al2O3.
Furthermore, the types and properties of mold, such as thermal stability, the wettability of the mold components to molten metal and mold thermal conductivity, are not only closely associated with fluidity, but also with interfacial reaction. Considering this study is carried out by a centrifugal machine, the above mentioned factors can be neglected.
Effect of the mold preheating temperature on fluidity
In this study, the effect of the mold preheating temperature on fluidity was also evaluated. It can be seen from Figure 4, the the fluidity increases with increasing mold preheating temperature from RT to 300 °C, while decreases from 300 °C to 600 °C. The fluidity is greatly improved at 900 °C. This result is different from the study of Sung and Kim 13 and Oliveira et al., 10 wherein the fluidity is improved with a higher mold temperature. However, the influence of interfacial reaction on the castability was not further investigated. Meanwhile, it needs to be pointed that the mold temperature in the study by Oliveira et al. 10 (from 430 °C to 530 °C) is also different from this study. Obviously, the fluidity does not increase with increasing mold preheating temperature owing to the influence of interfacial reaction. The relative reproducibilities for different mold preheating temperatures are 5.7% (RT), 6.3% (300 °C), 7.4% (600 °C) and 7.6% (900 °C), respectively. The reproducibility decreases with the increasing mold preheating temperature from RT to 900 °C, which appears to be owing to errors introduced during the operation. Actually, it becomes more and more difficult to take the ceramic mold from an electric furnace to a centrifugal titanium casting machine at high mold temperature.
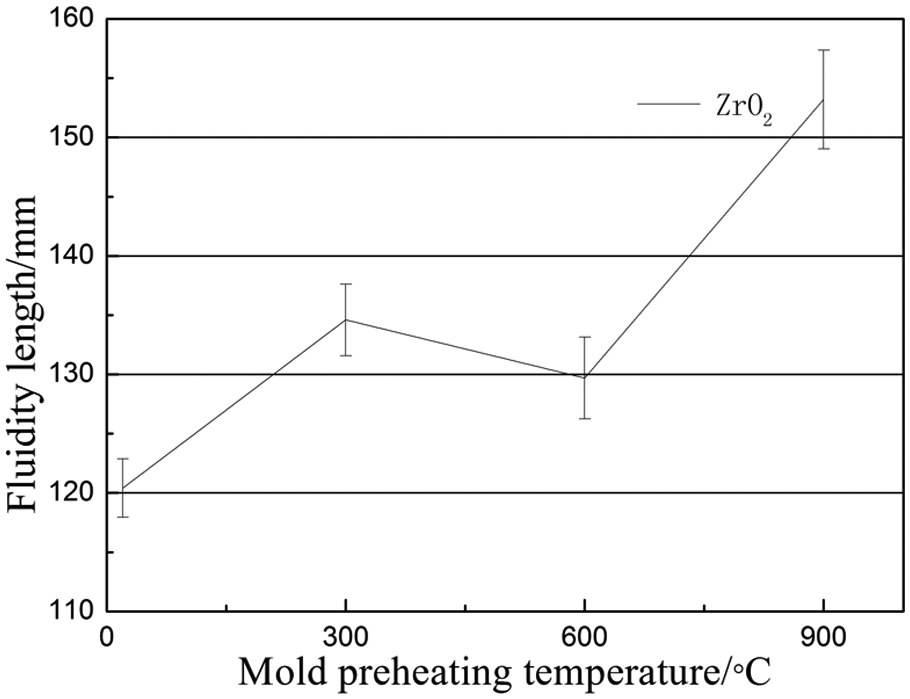
Fluidity length with different mold temperatures.
Using the same measurement as Figure 3, the α-case layer thickness of the spiral castings and fluidity length with different mold preheating temperatures are summarized in Figure 5. It can be seen that the α-case layer becomes much thicker with the increasing mold preheating temperature. The higher mold temperature means less temperature difference between the melt and mold, resulting in a longer reaction time. The interfacial reaction is, therefore, getting more and more serious. In contrast, the fluidity does not increase with the increasing mold preheating temperature from 300 °C to 600 °C. Especially at 600 °C, the fluidity is greatly affected by the interfacial reaction. This may attribute to the interaction of interfacial reaction and chilling effect of the mold. An increasing mold temperature leads to a decreasing chilling effect of mold and more serious interfacial reaction. The flow can keep a liquid state for a long time with the decreasing chilling effect of mold and shows good fluidity. However, a serious interfacial reaction may reduce the fluidity. At the mold temperature 300 °C, interfacial reaction is weak and the chilling effect of the mold presents greater influence than the interfacial reaction. Therefore, the fluidity is improved at 300 °C. However, the fluidity does not increase at 600 °C because the interfacial reaction has greater influence on the fluidity than the chilling effect of the mold.
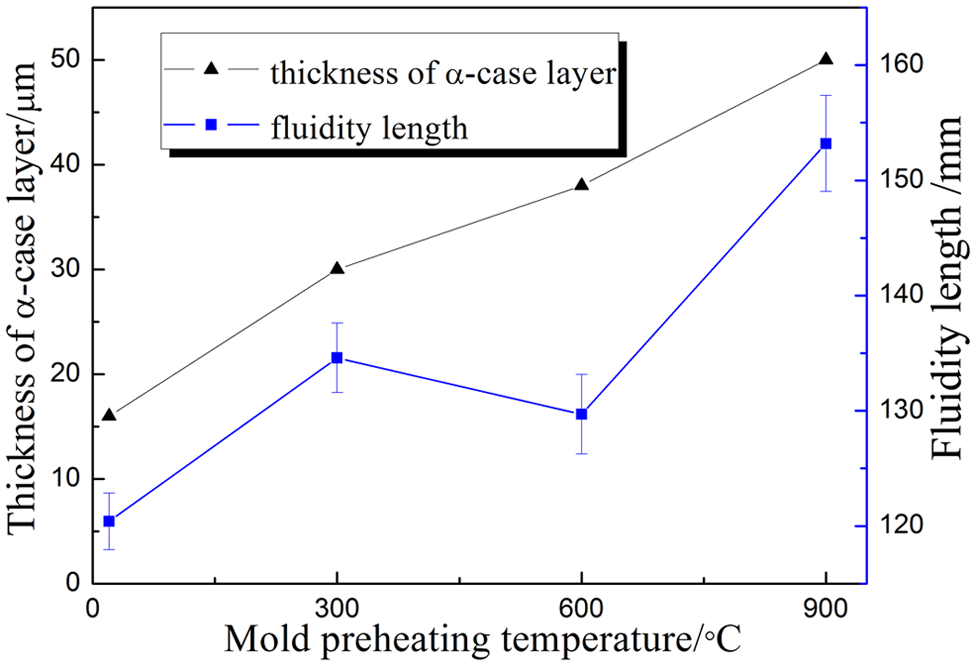
Thickness of the α-case layer and fluidity length of castings poured in the ZrO2 mold with different mold temperatures.
Obviously, a high temperature has positive and negative impacts on the fluidity simultaneously. On one hand, a high temperature gives less temperature difference between the melt and mold, resulting in good fluidity. On the other hand, a high temperature would cause more severe interface reaction, inducing poor fluidity. Therefore, the fluidity depends on both the interface reaction and chilling effect of the mold at specific casting temperatures.
Effect of interfacial reaction on fluidity
The α-case layer of the spiral casting poured in the ZrO2 mold with a mold temperature of 900 °C was analyzed by EDS, as shown in Figure 6 and Table 1. From spots A–C, the content of the Ti element gradually increases, while the content of O and Zr elements decreases. As the molten titanium fills into the mold, it reacts with the mold and dissolves the constituents of the mold (O and Zr). Then, Zr and O atoms from the ZrO2 mold involve the reactions and diffuse into the matrix at high temperature. In contrast, Ti atoms diffuse from the matrix into the surface of the mold. Similar results were reported by Lin and Lin, 17 where the interdiffusion of Zr, O and Ti occurred at the interface of Ti–6Al–4V casting and ZrO2 mold. Recently, Wunderlich et al. 6 reported that the viscosity of the titanium melt could be increased with an increasing oxygen content. Therefore, the flow with a high oxygen content will give poor fluidity owing to interfacial reaction. In the study by Lin and Lin, 17 part of the oxygen originated from ZrO2 was accumulated as bubbles, while the remaining was dissolved in the melt that could precipitate from supersaturated α–Ti (O) during solidification. Furthermore, Saha et al. 24 pointed out that the melting point of Ti increases as oxygen dissolves in titanium from ZrO2. Consequently, the dissolved oxygen from the primary coating material will promote the solidification of the melt at the front end of the flow, which will impede the fluid flow.
Element composition of spots A, B and C, as marked in Figure 6.
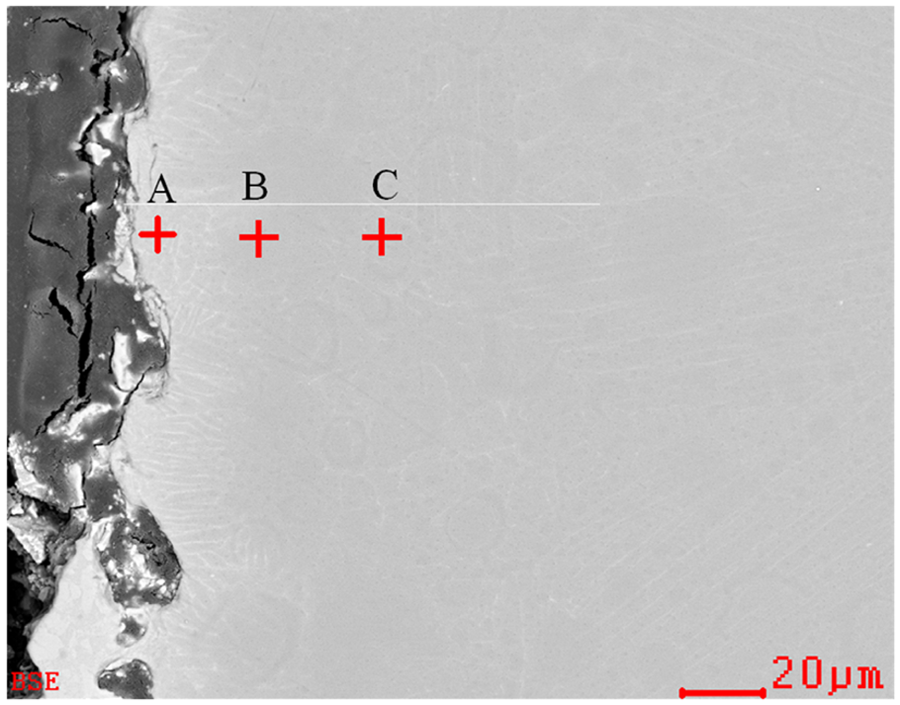
SEM micrograph of an α-case layer of spiral castings poured in a ZrO2 mold with a mold temperature of 900 °C.
Figure 7 shows the SEM micrograph of the end of the spiral casting poured in the ZrO2 mold with a mold temperature of 900 °C. It can be observed that many inclusions exist at the end of the spiral casting. As previously shown by Di Sabatino et al., 25 the oxide inclusions significantly decreased the fluidity of the Al–7wt.%Si alloy. Therefore, these inclusions might hinder the liquid flow of the titanium alloy in the current study. From the EDS results in Table 2, the element composition of inclusions A and B are mostly composed of Ti and O, which indicates that the inclusions may be the titanium oxides. Lin and Lin 17 investigated the interface of Ti–6Al–4V casting and ZrO2 mold with a silica binder. Reaction products (Ti2O, Ti3O, Ti5Si3, Ca3Ti2O7 and CaAl4O7) were found in the reaction zone. Sung et al. 18 reported the α-case reaction products of TiO2 and Ti3Al between the titanium and α-case controlled the Al2O3 mold. Obviously, the interfacial reaction between the molten titanium and oxide ceramic shell resulted in the formation of oxides of titanium in the reaction zone. From Tables 1 and 2, it may infer that the reason for the formation of the oxide of titanium is the diffusion of O atoms from the primary coating material into the matrix. The quantitative composition and structure analyses of the reaction products will be carried out for further study. In summary, it is apparent that the interfacial reaction results in the formation of inclusions, which produce the inclusions in the melt. In the process of flow, these inclusions gather at the front end of the flow and hinder the flow of the melt.
Element composition of spots A and B as marked in Figure 7.
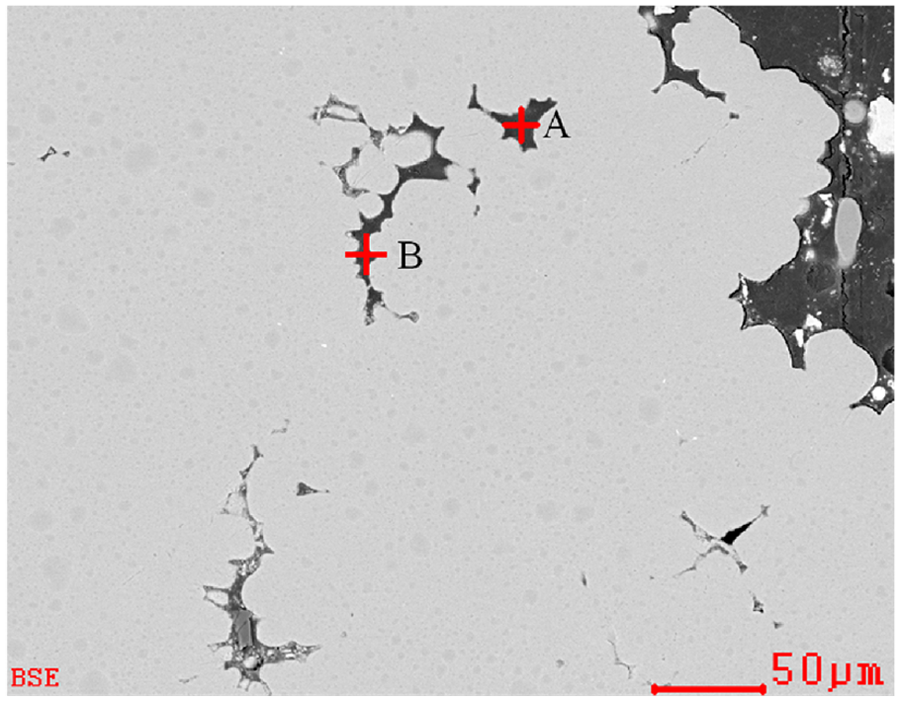
SEM micrograph of the end of spiral castings poured in the ZrO2 mold with a mold temperature of 900 °C
In this study, it is confirmed that the interfacial reaction reduces the fluidity from two aspects: increasing the melt viscosity and promoting the solidification of the melt. On one hand, the oxygen from the mold material diffuses into the melt, and increases the viscosity of melt. Moreover, the inclusions of the reaction products also increase the melt viscosity, which hinder the flow of the melt. On the other hand, the solid solution oxygen of the melt increases the melting point of the titanium, which promotes the solidification of the melt and reduces the fluidity of the melt. This conclusion in our study may be suitable for other high-affinity titanium alloys to oxygen at high temperatures. Therefore, further investigation will be done to investigate the mechanism of cessation flow for these alloys.
Conclusions
The influence of different primary coating materials on the fluidity of high-temperature titanium alloy is determined by the chemical stability of the mold material against molten titanium.
The influence of different mold preheating temperatures on the fluidity of high-temperature titanium alloy depends on the interaction between the interfacial reaction and chilling effect of the mold.
The interfacial reaction reduces the fluidity in two ways. The oxygen from the mold materials and the inclusions of reaction products increase the viscosity of melt. On the other hand, solid solution oxygen of the melt increases the melting point of titanium, which promotes the solidification of the melt.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.