
Abstract
The advanced metal matrix composites are finding high technology applications in aerospace and automotive industries because of their light weight coupled with high specific strength. Although advances have been made in near-net-shape technology, a finishing operation is needed to achieve the required dimensional tolerance and good surface finish. Magnesium especially experiences problems during grinding owing to its ductility and fire hazardous nature. Though grinding is not preferred for a pure magnesium matrix composite, owing to their increased hardness necessitate grinding, an attempt was made to perform grinding on the magnesium yttria composites with commercially available alumina and silicon carbide wheels. Grinding of magnesium composite was carried out by varying process parameters, such as wheel peripheral speed, workpiece velocity, and depth of cut. During the process the forces were monitored by a piezoelectric dynamometer. The performance of the grinding was studied by analyzing and comparing the grinding forces, specific grinding energy, and the average surface roughness. The ground surface was analyzed using optical and scanning electron microscopy. The grinding forces were observed to be decreasing with the increase in hardness, which in turn resulted in smooth surfaces. The obtained surface roughness (Ra) values were in the range of 0.6–1.3 µm.
Introduction
Considerable research in the field of metal matrix composites has been directed towards the development of new light-weight high-performance engineering materials. The applications of particulate reinforced metal matrix composites (MMCs) are increased owing to their unique properties, like high modulus, high strength to weight ratio, and good wear resistance better dimensional stability than unreinforced alloys. 1 MMCs are primarily used in military, automobile industries, sports, aircraft, and space vehicles. The density of magnesium is approximately two-thirds of aluminum, one-forth of zinc and one-fifth of steel. 2 Compared with other alternative light-weight materials, usage of magnesium results in 22%–70% weight reduction. 3 Magnesium reinforced with yttrium oxide is a newer composite material and it has a good amount of potential for structural and high temperature applications.
Though the near-net-shape technologies are available for the fabrication of composites, the tolerance and the required surface finish for the industrial components necessitate the machining process as an unavoidable one. Since the surface integrity aspects of the machined surface are the most important concerns for the service life of the composite, machining of these composites is a challenging task.
Machining of a composite depends on the relative content of the reinforcement particle and the property of the matrix materials. The machinability of MMCs is critically affected by the presence of harder reinforcement particle and softer matrix material. 4 This has resulted in reduced tool life and relatively poor surface finish. Bond failure of the reinforcement to the matrix is one of the commonly observed defects in the machined part of the composite. Debonding either promotes breakout of the reinforcement or forms a crack from which fatigue cracks easily propagate during service. Many machining processes often result in cracking, splintering, and pulling out of reinforcement particles. Zhong and Hung 5 found that both the conventional and unconventional machining processes, such as drilling, milling electric discharge machining, abrasive jet machining, and laser machining, induce subsurface damages. The effective and economic machining of these materials is required in order to obtain defect-free components having a desired dimension and better surface finish. The grinding operation could play an important role for finishing and heavy-duty machining, where a single grinding process represents an economic choice, as it eliminates the need for prior traditional machining process like turning and milling.
Though some literature on grinding of aluminum-based MMCs is available, no such work is reported on magnesium-based composites. Aluminum reinforced with silicon carbide and aluminum oxide were grinding with both a conventional and super-abrasive wheel. MMCs grindability is influenced by both kinds of grinding wheel abrasive and a type of reinforcement of work-piece material. 6 Di Illio et al. 7 have observed from his study that the grinding process does not work very well for soft materials owing to the clogging of chips to the grinding wheel. However, the grinding process plays an important role in secondary machining operations on MMC parts owing to the free cutting of these materials. To this purpose, grinding experiments were carried out by using commercially available conventional grinding wheels, such as aluminum oxide and silicon carbide. Magnesium composites with different volume percentage of yttria reinforcement particles were considered.
Experimental procedure
Work material
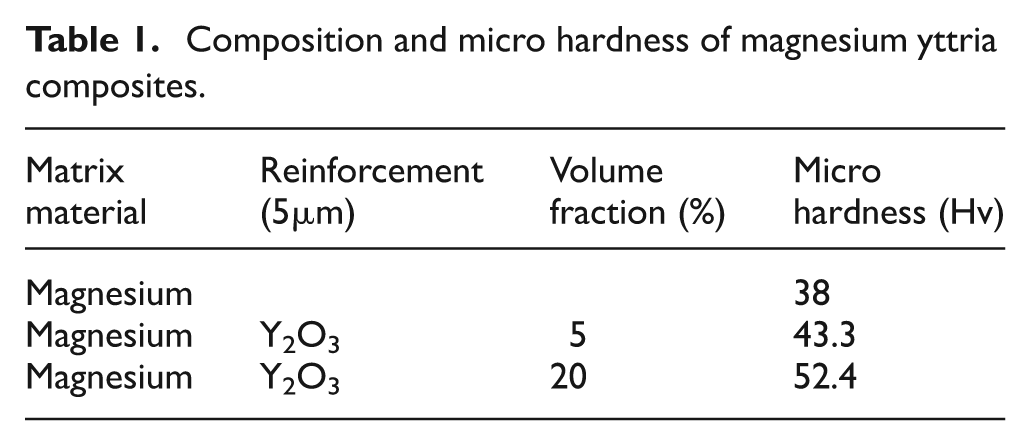
Magnesium-based MMCs reinforced with different volume percentage (5 and 20) of Y2O3 were fabricated through a two-step stir casting route. The pure magnesium (99.95%) blocks were heated inside a mild steel crucible under an inert (argon) gas environment. The required amount of pre-heated reinforcement particles was mixed. A specially designed stainless-steel stirrer was used to get a uniformly distributed reinforced composite. Then the melt was poured into the required mold cavity. The average size of the reinforcement particle was 5 µm. Magnesium yttria composites, fabricated by a two-step stir-casting process, were used for this grinding performance study. Typical composition and mechanical properties of magnesium yttria composites are presented in Table 1. The scanning electron microcopy (SEM) micrograph, presented in Figure 1, confirms the uniform distribution of yttria particles in the magnesium matrix.
Composition and micro hardness of magnesium yttria composites.
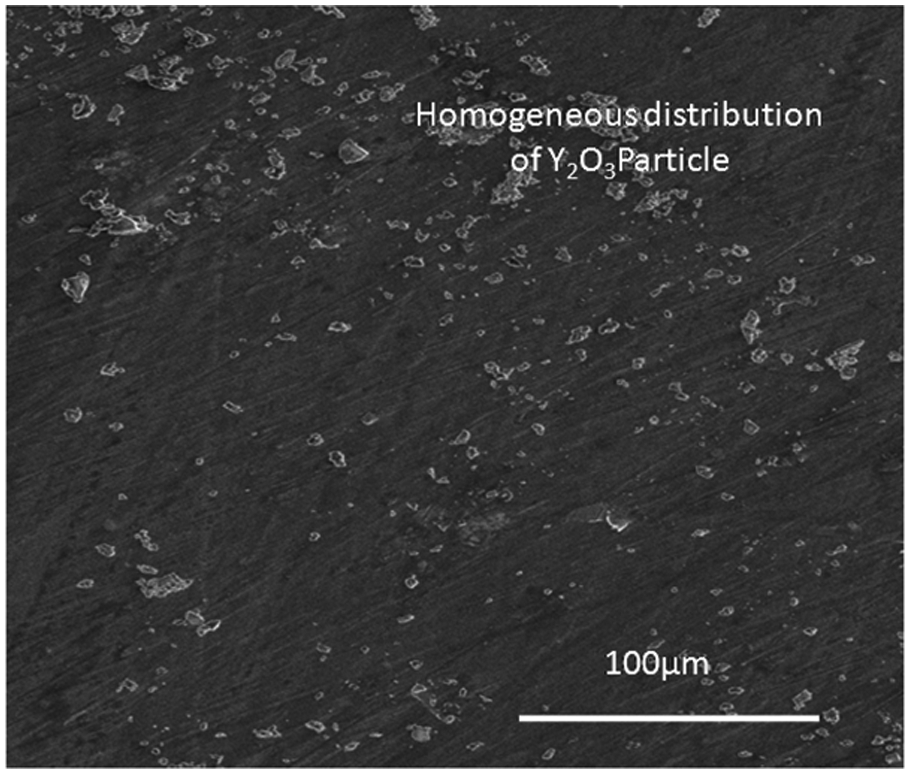
SEM micrograph of magnesium/10vol% yttria composite.
Grinding process
All the grinding experiments were carried out on a two-axis Chevalier computer numerically controlled (CNC) surface grinder (Chevalier SMART-H/B1216) in dry conditions. After each test the wheel was dressed using a single-point diamond dresser. A Kistler 9257B piezo-electric dynamometer was integrated in the machine tool to measure the normal force (F n ) and tangential force (F t ). Output from the dynamometer was connected to the charge amplifier (Kistler 5011) and fed through a data acquisition system (Dynoware software Version 2.4.1.6, Type 2825A-02, copyright 2008, Kistler Group, Switzerland) for further analysis. Surface finish of the ground surface was measured with a contact stylus instrument having a tip radius of 2 µm. The cut-off length was 0.8 mm. The evaluation length was 4 mm. Ground surfaces were analyzed through optical and scanning electron microcopy. The experimental set-up used is shown in Figure 2.
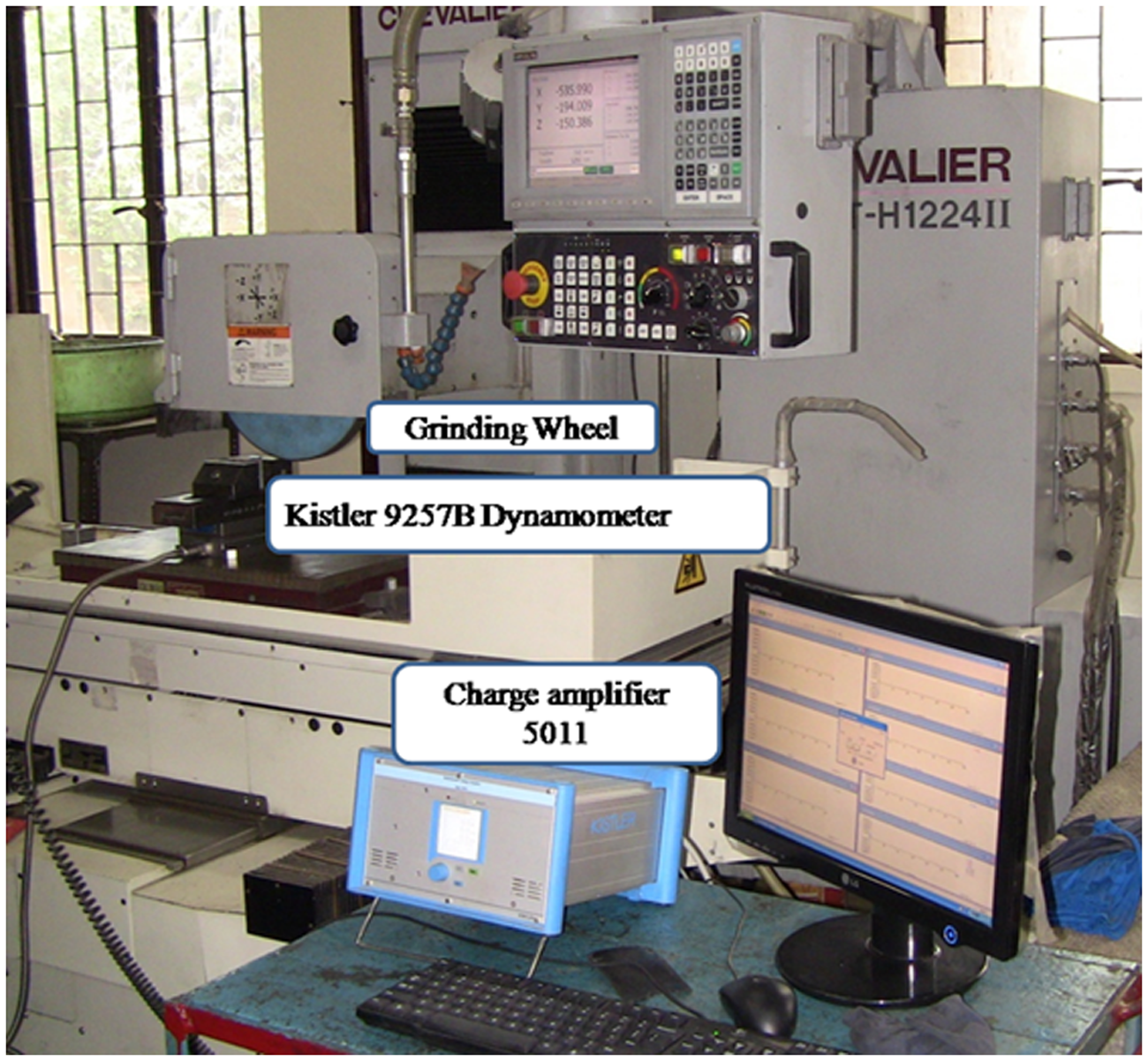
Typical grinding experimental set-up.
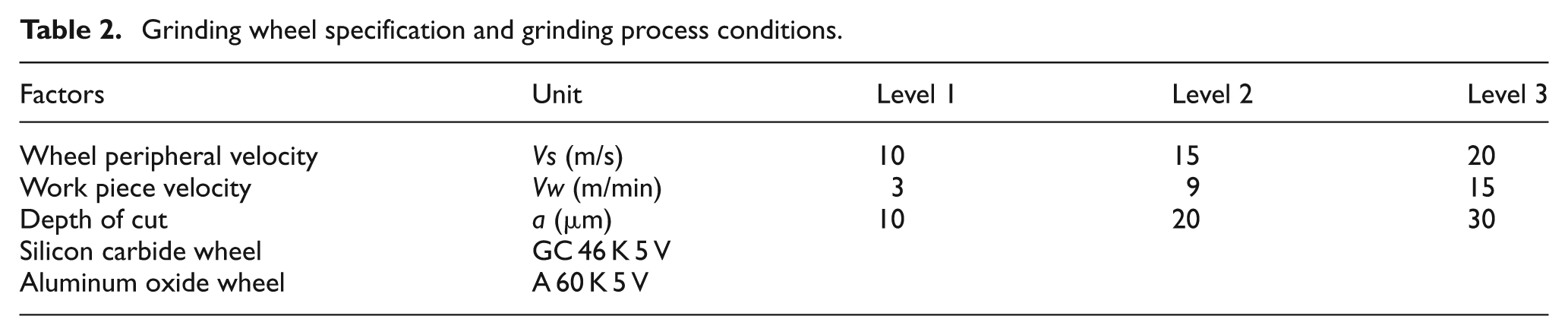
A designed experiment was conducted using a fully replicated three-level (33) full factorial design. For all experimental runs, three replicates were carried out and the average value of each set of data was taken. Table 2 presents the levels and their values of the process parameters.
Grinding wheel specification and grinding process conditions.
Results and discussion
Grinding forces
The performance of the grinding process can be evaluated by analyzing the grinding forces and specific grinding energies. A typical force variation acquired during the grinding of MMC’s using a silicon carbide wheel is presented in Figure 3. Normal and tangential forces were measured at a sampling rate of 1000 Hz. A tangential force is plotted in the negative side for an easier comparison. The force variation is measured in the first pass after dressing the wheel (i.e. the wheel is perfectly sharp).
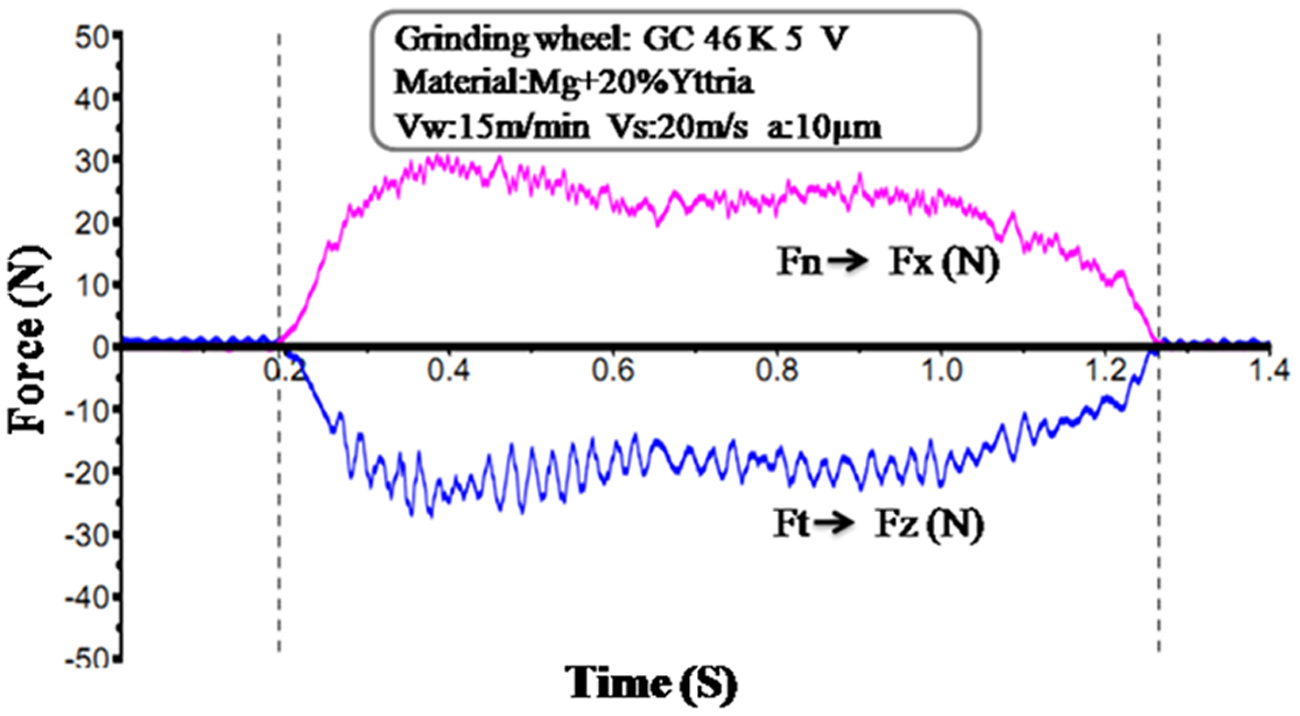
Typical force plot during grinding of magnesium MMC.
Figure 4(a) shows the variation of tangential force with the increase in workpiece velocity (V w ), and depth of cut with the alumina grinding wheel. Figure 5(b) shows similar variation of force with silicon carbide. Irrespective of the grinding wheels, it is observed that there is an increase in the tangential force with workpiece velocity and depth of cut. To have comparison, pure magnesium is ground and the force data of the pure magnesium is also incorporated. The clear demarcation between the pure magnesium and composites, confirms the difference in the grinding response of composites. The adhesive nature of ductile magnesium leads to clogging of material and that has resulted in increased grinding forces, as observed in Figure 5.
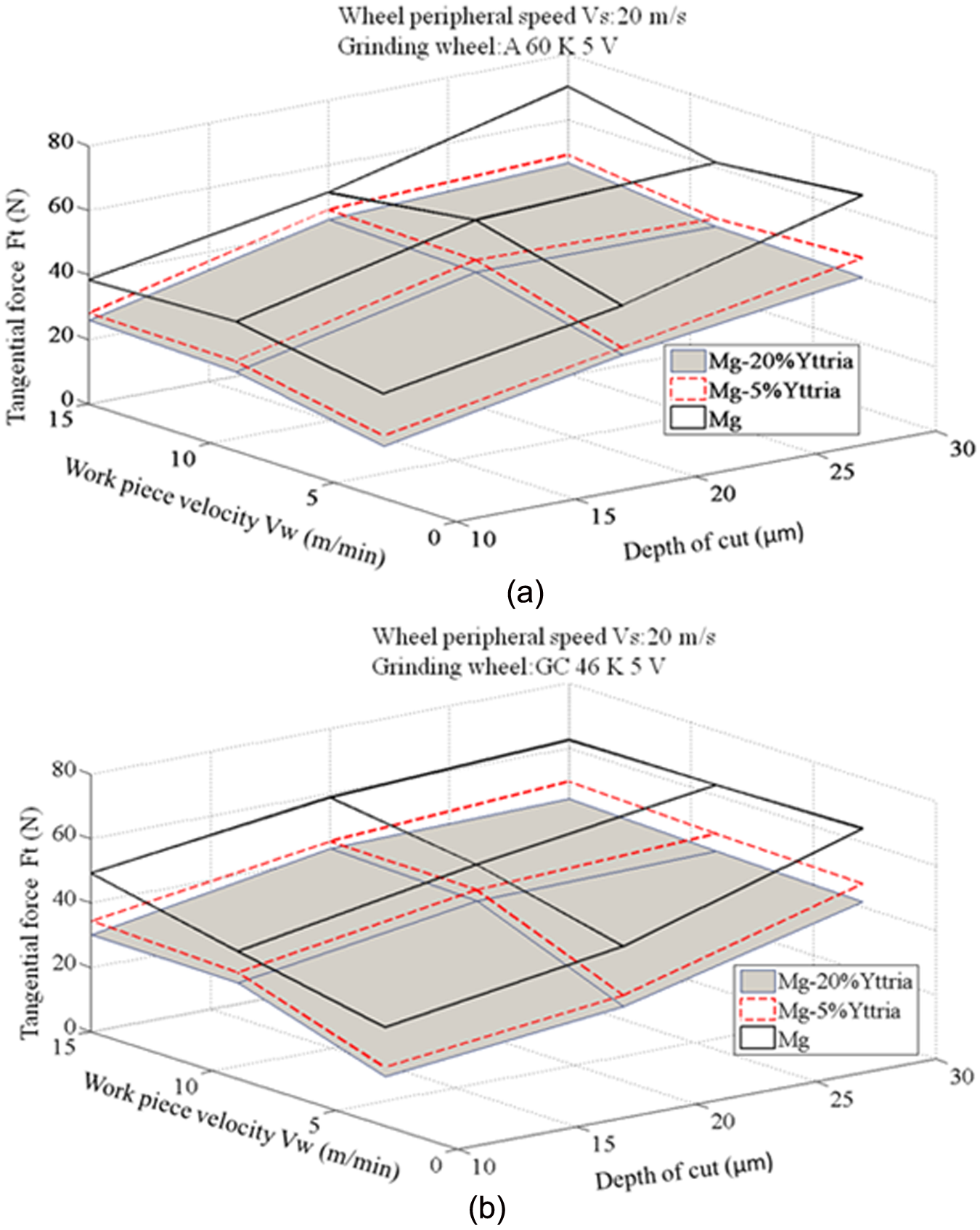
Variation of tangential force with workpiece velocity and depth of cut.

Variation of specific grinding energy with different workpice velocity and depth of cut.
Normally, surface grinding is an up-grinding process, grinding power P, which is the product of tangential force (F t ) and wheel peripheral speed (V s ). Since the workpiece velocity is negligible when compared with the wheel peripheral speed, V w is neglected in the power calculation. Compared with wheel peripheral speed, workpiece velocity is very low, and hence, it is neglected in the grinding power calculation. Additional power components associated with feed and traverse velocities are also usually negligible. 8 Since the chip formation process in grinding is extremely rapid, owing to the high cutting velocities and large strains, the process is considered as an adiabatic process

The specific energy U′ (the energy per unit volume of material removal) is derived from the power. The specific grinding energy is obtained from

where Q w is the volumetric material removal rate.

where, V w is the workpiece velocity, a is the depth of cut, and b is the grinding wheel width.
Figure 5 shows the variation of specific grinding energy with the increase in the depth of cut. Specific grinding energy is observed to be reducing with the increase in the depth of cut. From the figure, it can also be observed that there is a reduction in specific grinding energy with the increase in the hardness of the magnesium yttria composite. The increased hardness of the composite reduced the clogging tendency of the magnesium during grinding.
The magnesium yttria composite requires high specific energy for a low amount of material removal. Irrespective of the grinding wheel employed, there is a reduction in the specific energy with the increased amount of material removal. Silicon carbide wheels (GC 46 K 5) comparatively required lower energy than the alumina (A 60 K 5 V) wheel.
Surface roughness
Typical micrographs of the ground surfaces are shown in Figure 6. The uniform distribution of yttria particles in the magnesium matrix is observed even after grinding. Surface integrity is generally associated with mechanical and metallurgical alterations to the surface layers induced by machining. The surface texture clearly shows a distinct parallel lay, with localized flow of material. The surface roughness (Ra) values were in the range 0.6–1.3 µm.

Optical micrographs of ground magnesium MMC.
The SEM micrographs of magnesium yttria ground surfaces are shown in Figure 7. The magnified image of ground yttria particles could also be observed from Figure 8(a) and (b). Figure 8(c) shows the ground surface of pure magnesium for comparison.

Typical SEM micrograph of ground yttria composite.
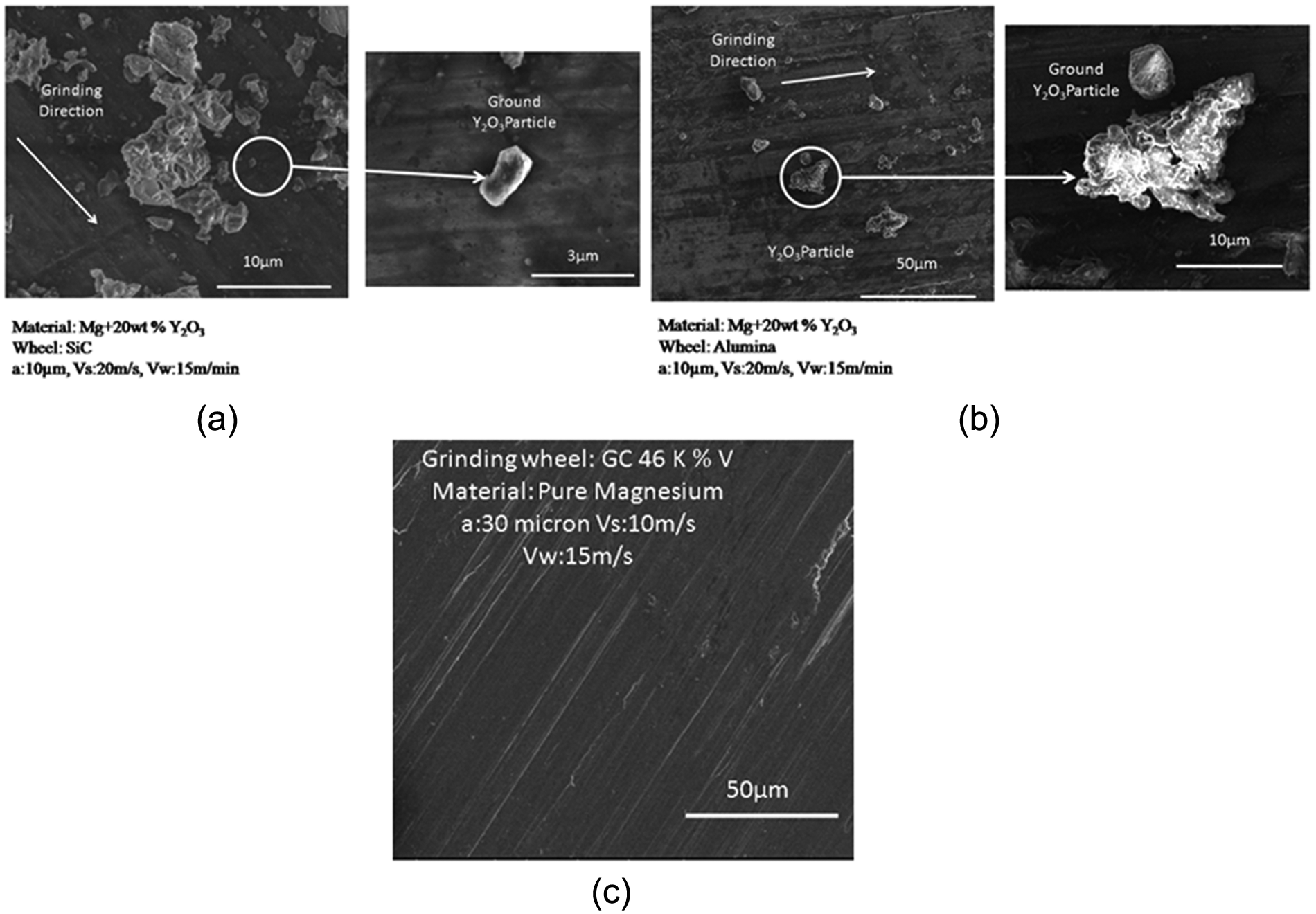
SEM micrograph of magnified ground yttria composite.
The results show that the presence of reinforcement particles enhances the grindability in terms of reducing the surface roughness value and lowering the tendency to clog the grinding wheel. Surface integrity aspects of a ground surface of a metal-based composite are better than that of the major matrix phase. Di Illio et al. 9 reported that the reinforced aluminum exhibited ba etter surface finish than the unreinforced aluminum. Ploughing marks and scratches observed at the surface are due to the plastic deformation of the matrix material. However, no pull out of particles is observed. Flattened reinforced particles are observed at the ground surface, owing to the effect of grinding.
The basic mechanism of composite deformation is the load transfer from the matrix to the reinforcement. A good bonding between the matrix and the reinforced particle gives rise to better load transfer and improved properties. Failures of the composites take place in two ways, either by debonding or breaking of the particle and crack propagation. A poorly bonded interface results in debonding and subsequent crack growth in the matrix, whereas good bond leads to fracture of the ceramic particle. Since Y2O3 is thermodynamically stable in a molten magnesium melt, it has not formed any inter-metallic compounds with the magnesium matrix. These findings are supported by Han and Dunand. 10 Splintering, cracks, and pulling out of reinforcement particles were not found on the ground surfaces. Figure 7 reveals the surface quality of the ground surface of yttria composite with the silicon carbide wheel.
Hardness of the composite depends on the volume fraction of particles, their dimensions, shape, and the inter particle spacing and interfacial bond conditions. Figure 9 shows the variation of average surface roughness obtained through all the experiments with percentage of reinforcement of the ground composites. This shows that increased reinforcement content of the composite results in better surface roughness, irrespective of the wheel–work piece combination. Pure magnesium, owing to its softer nature, promotes adherence on the wheel. The addition of a hard phase (ceramic reinforcement) changes the matrix response to grinding. Compared with the alumina wheel, the average surface roughness produced by the silicon carbide wheel is at a lower order, as observed in the figure.
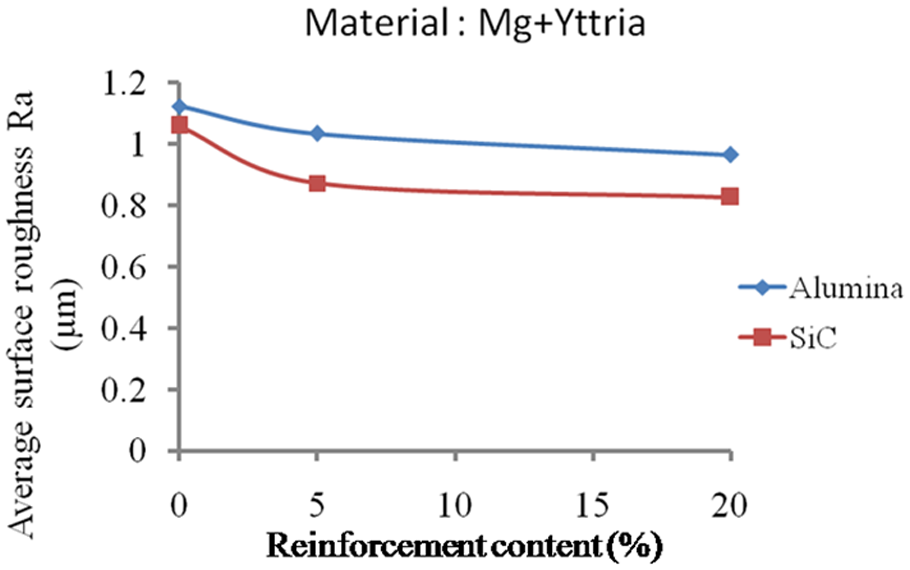
Variation of surface roughness with reinforcement content.
Though such grinding studies on magnesium composites are unavailable, supporting results are there for the grinding of aluminum-based composites. According to Chandrasekaran, 11 neither the chemical composition of the hard phase reinforcement, nor its geometry, affects the average surface roughness values. However, it depends on the grinding process parameters, and the ground surface quality is substantially improved with the volume of reinforcement. Reinforcement particles influence the ground surface quality of aluminum composites.
Variation of surface roughness for the ground composites for the different grinding wheels with varying workpiece velocity is presented in Figure 10. The surface roughness (Ra) is found to be at its maximum value at the combination of high depth of cut and high workpiece velocity for both grinding wheels. The surface roughness produced by a silicon carbide grinding wheel is of comparatively lower order than the alumina wheel.
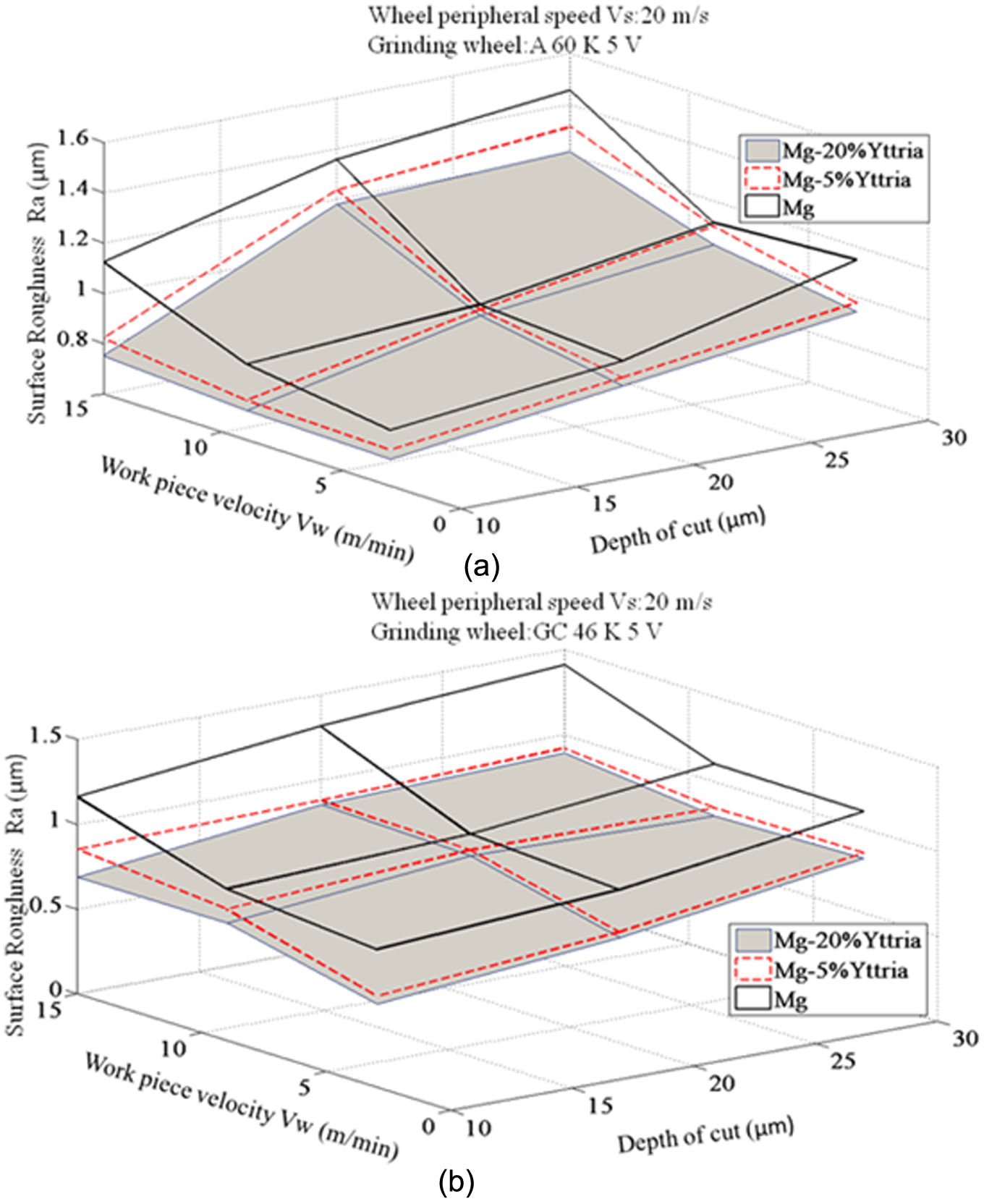
Variation of surface roughness for different work piece velocity.
Conclusion
From the current study the following conclusions are drawn.
Uniform distribution of yttria particles and better integrity of yttria with a magnesium matrix could be observed on the ground surface of composites.
The silicon carbide wheel gave a better surface finish, compared with the aluminum oxide wheel. The surface roughness values were scattered in the range 0.6–1.3 µm. Silicon carbide wheels performed well for the composites cracks, splintering and pulling out of reinforcement particles were not found on the ground surfaces. However, deformed particles could be observed at the ground surface of the composites.
The surface roughness of the ground surface is highly influenced by the hardness of the composites.
Footnotes
Funding
This research was supported by the Department of Science and Technology, Government of India [grant RP02197].