
Abstract
In this article, considering the characteristics of nonlinearity, time-variables, and disturbance in hydraulic roll-bending system, a generalized predictive control scheme based on time series prediction error compensation was proposed. A time series prediction model was used to compensate the future sequence error, which not only made the system have strong anti-interference and robustness, but also improved target tracking accuracy and stability of the system. The control algorithm was simplified by introducing control increment attenuation factors into the predictive control model, and thus, system response speed and real-time performance were improved obviously. The results obtained from simulation validated the feasibility and effectiveness of the algorithm.
Keywords
Introduction
The task of a hydraulic roll-bending control system is to adjust the electro-hydraulic servo valve of the hydraulic cylinder and make the roll-bending force reach the set value. The closed-loop control circuit of hydraulic roll-bending must have a rapid dynamic response and steady tracking precision in response to the targeted roll-bending force. 1
A conventional proportional–integral–derivative (PID) control algorithm is generally applied to the hydraulic roll-bending force control system. However, owing to severe random disturbance, it is difficult to establish an accurate mathematical model. In addition, the time-varying and nonlinear characteristics of the system make it very hard to reach the targeted precision by application of the defined-parameters PID controller to control the nonlinear, time-varying, unsteady and severely disturbed hydraulic roll-bending force control system. 2 Therefore, the development of a hydraulic roll-bending force control system, with rapid response and high precision, is becoming a key technology to improve the shape control of modern strip mills.
With the development of intelligent control technology, several improved PID control algorithms have emerged. Meanwhile, fuzzy theory and neural network theory are also applied to shape control. Recently improved control algorithms, such as fuzzy neural networks, 3 adaptive neural network algorithm, fuzzy neural network smart control system based on the combination of genetic algorithm, and back propagation (BP) algorithm,4,5 and so on, have made some progress.
In this work, a generalized predictive control (GPC) algorithm was applied to increase control accuracy and robustness of the hydraulic roll-bending control system. In order to reduce the output error, the future output error of the hydraulic bending force can be forecasted and compensated to improve shape precision through control strategies. Presently, a control model, based on neural networks and fuzzy prediction error compensation, is usually a one-step forecast, namely, the input is compensated according to present error and its developing trend.6,7 In this article, the random time series prediction strategy was utilized to realize the multi-step forecast and compensation of the hydraulic roll-bending control system, thus improve the shape control precision. The introduction of the incremental attenuation control factors in the algorithm satisfied the requirements of response speed and real-time control in the system.
Mechanism analysis of the hydraulic roll-bending control system
Nonlinearity of hydraulic servo system
The hydraulic roll-bending force control system is mainly composed of an electro-hydraulic servo amplifier, electro-hydraulic servo valve, pressure cylinder, and pressure sensor, as shown in Figure 1. In the control system, an open three-way slide valve is normally adopted and its flow characteristic equation is 8
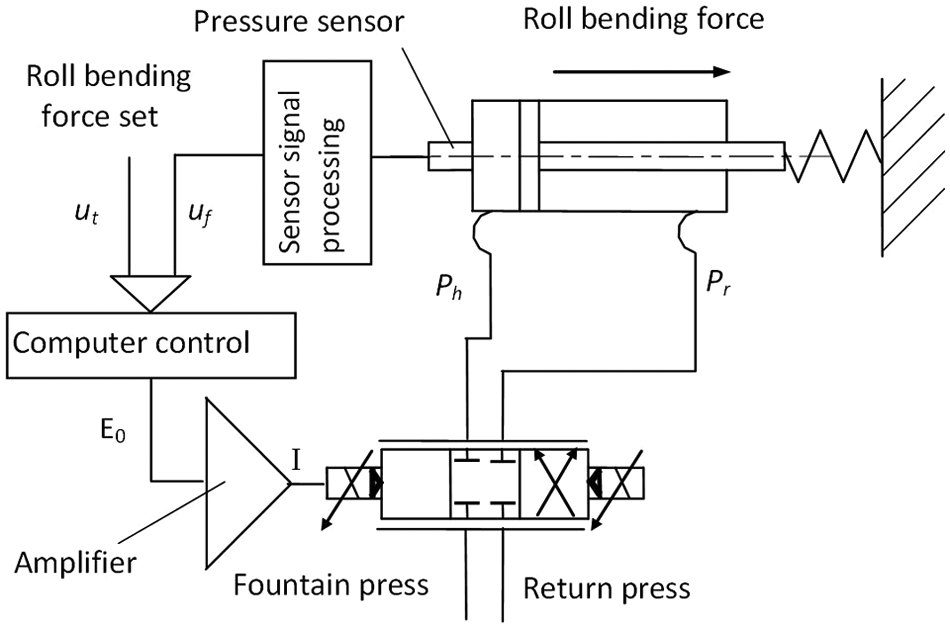
The sketch of the bending force control system

where c1 is throttle coefficient, δ is servo positive hatch, x is position of the slide valve, p s is oil sources pressure, and p is load pressure. Equation (1) indicates that the throttle characteristic of the slide valve is nonlinear. To facilitate the practical engineering analysis, equation (1) is usually simplified to the following linear form

where K a is flow gain coefficient and K s is valve flow pressure coefficient.
Time-variation of the hydraulic servo system
Equation (2) indicates that Ka and Ks are affected mainly by p and x. According to continuous flow theory, oil leakage and oil compression characteristics should be taken into consideration, so the system inflow should be the sum of the amount of flow loss owing to oil compressing, oil leakage, and the volume incremental rate of the fluid system. It can be written as 8

where q is the system inflow, A is the total area of hydraulic cylinder plunger, y is plunger displacement of hydraulic cylinder pressure coefficient, V is the total volume of hydraulic cylinder, β is volume elastic modulus of oil, and B is coefficient of oil leakage. Equation (3) shows the volume V changes with the coefficient p and flowing leakage oil, which induces the time-variation of hydraulic servo control system.
Time delay and uncertainty of the bending hydraulic system
From the control process shown in Figure 1, it can be seen that the hydraulic cylinder pressure-sensor signal lags behind the changes of the roll-bending force, so the system displays time delay. In the actual strip production process, the temperature fluctuation and input change are unavoidable, which causes serious random interference to the hydraulic servo system. In addition, with the change of the oil temperature in the rolling process, the parameters, such as oil volume elastic modulus and viscous resistance, also change slowly, so the dynamic parameters of the hydraulic system cannot be accurately estimated. During the analysis of forces in the hydraulic cylinder plunger, many factors, such as the load inertia force, viscous resistance, elasticity, and constant interference, which are difficult to evaluate accurately, need to be taken into consideration. Thus, the model of the current hydraulic system is uncertain.
Predictive control of the hydraulic bending control system
The mathematic model of bending hydraulic system
The response speed and capacity of the tracking target value in the hydraulic roll-bending force can be improved with the use of the systemic control strategy, without varying the original hydraulic control system. As shown in Figure 1, the bend force control system is a random linear single input–single output (SISO) system. The output of the roll-bending force is controlled by the electro-hydraulic servo valve. A closed-loop control system of the hydraulic roll-bending force is set up, in which the pressure sensor collects the pressure value of the roll-bending cylinder and sends feedback to the control cell of the servo valve.
The physical process of every segment in the system shown in Figure 1 can be modeled as the structure block diagram of the control system, as shown in Figure 2. In the model, G c (s) is the hydraulic system controller, T a is the electro-hydraulic servo amplification time constant, K q is the throttle gain factor of the overflow valve, B is viscosity coefficient of drag, C k is the roller elastic coefficient akin roller bearing seat, K m is electro-hydraulic proportional overflow valve flow coefficient, K p is static amplification factor of hydraulic pressure sensor, and T p is time constant of hydraulic pressure sensor.
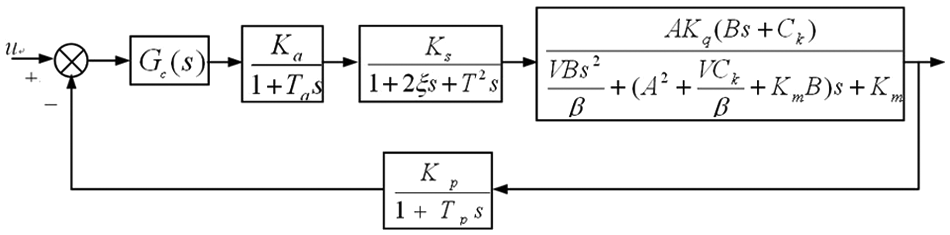
Block diagram of the hydraulic roll-bending control system
By combining the physical models of all segments, a mathematical model is set up, which is a high-order control model, and a CARIMA model can be achieved after discretization, which is expressed by

where y(t) is the input of hydraulic bending control system, u(t) is the output of hydraulic bending control system, z−d is the system delay for d,
The GPC model of bending hydraulic system
The GPC has better controlling effectiveness and stronger robustness because of multi-step prediction, rolling back optimization, and feedback correction control strategies. Through analyzing the characteristics of the hydraulic roll-bending system, GPC is a relatively ideal algorithm for the hydraulic roll-bending control system. GPC uses the CARIMA model expressed by equation (4). The objective function for the GPC is
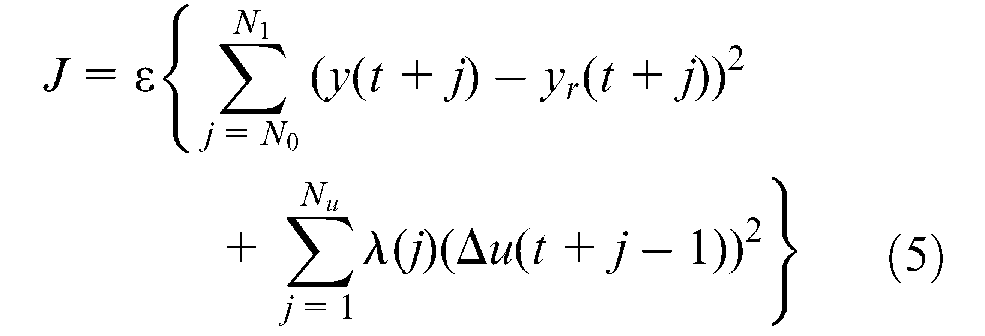
where N0 is the minimum prediction horizon, N1 is the maximum prediction horizon, N
u
is the control horizon, and λ(j) is the control weighted sequence

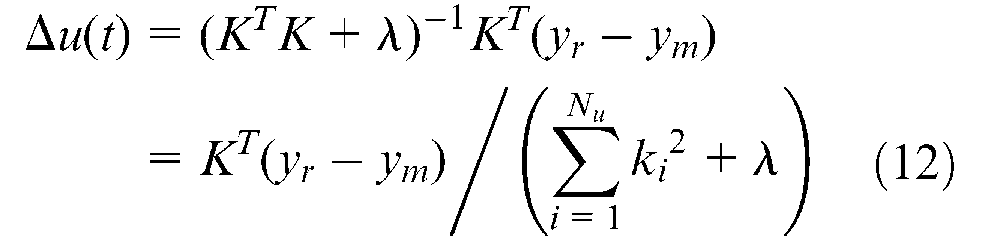
In solving objective function (5) to make J the minimum value, the predictive control can be obtained as


where P
T
is the first line of
Modification of control algorithm
A huge online workload of the Diophantine equation in the GPC algorithm counts against the system’s real-time control. Therefore, the predictive algorithm is simplified to improve the response speed of the system. Because only the current time value in the control variables calculated by the predictive control algorithm each time can be realized, in order to achieve rapid speed response the next limited predictive time domain’s predictive value should approach the set value under the action of a control increment. So that the control increment gradually approaches zero in a few control steps, the attenuation factor

where η i →0(N u →0) tends to approach zero in exponential form. The attenuation factor leads to a simplified algorithm. Therefore, a simplified equation (6) can be written as

where

where
Since only one variable
Output prediction error compensation
Prediction error compensation
Considering the change of parameters with time during the operating procedure of the shape control system – nonlinearity, control model mismatch, and bounded disturbance, as well as model error introduced by attenuation factor – the actual output of the hydraulic roll-bending can be expressed as

where Ym(t+k/t) is the output of the bending force forecast model and Ye(t+k/t) is the forecast error of the bending force output. The accuracy and robustness of the control system must be reduced owing to the inevitable model error and disturbances. Therefore, additional predictive error is needed to compensate for the error of prediction model. The model output can be corrected online, which makes control u(t) more optimal and ensures tracking accuracy.
Time series prediction model
Time series prediction is used to forecast the future numerical series based on present and historical time series. If the historical time series

where q is the order, θ0 is the expected value, and

where
The model parameters θ(k) can be identified by the fading memory recursive least squares method (LSM)



where a is a forgetting factor, 0.9<a<1.
Predictive control based on error prediction compensation
As the future output of the system y(t+i) is unknown at the moment t, ye(t + i) is also unknown. However, before the t moment ye(t – Nu) and ye(t) are known, so it is regarded as a non-stationary random process. Taking into account the interrelation between output values of the shape control system, the differential of the roll-bending force output error can be written as

The roll-bending force output predictive error
Simulation results
A high order function can be obtained by substituting process parameters of four-roller high crown (HC) and reversing the cold rolling hydraulic roll-bending force control systems into the transfer function, shown in Figure 3. In order to reduce the computation complexity, the hydraulic roll-bending control system is simplified into a second-order control system. After discretization, a generalized prediction model like equation (4) is achieved. The improved predicative control algorithm introduced in this article is used to simulate the system. When the sampling interval is 10 ms, the discrete model of the system can be written as
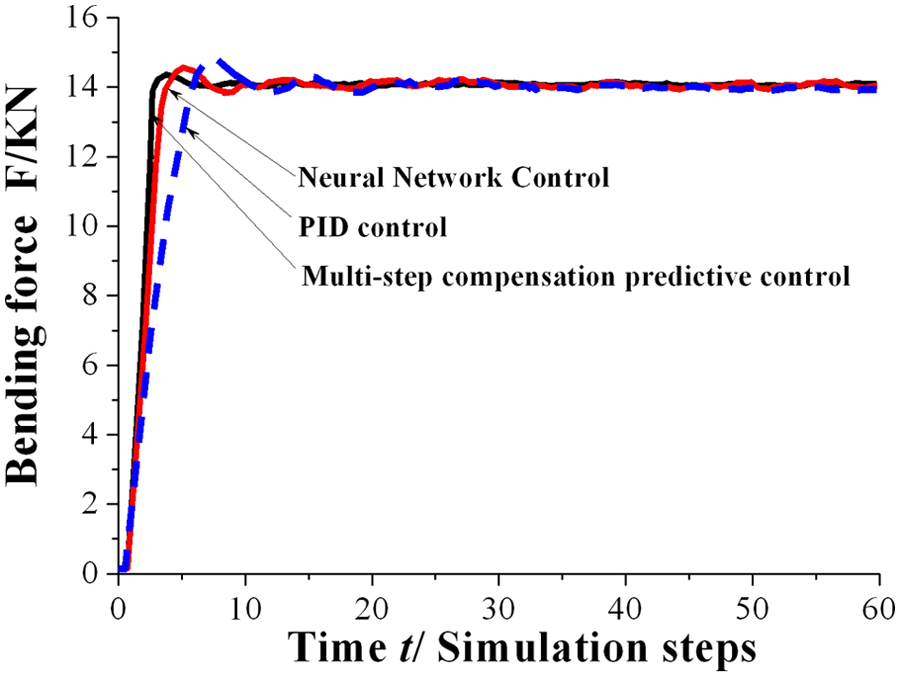
Hydraulic bending output forces.


The initial value of C(z−1) can be selected as C(z−1) = 1 + 0.25 z−1 + 0.5 z−2 where d is the system total delay, d = 1. The system target oil pressure for the hydraulic control is 14 Mpa. Simulation of the tracking target is shown in Figure 3 after adding more random perturbation. It can be observed that the response speed and overshoot excel other schemes. The results indicate that GPC has a great advantage in the hydraulic roll-bending control system with disturbance, random noise, and time delay.
Figure 4 shows the comparison between the predicated error and reality output error of the system in the presence of model mismatch and random disturbance. The average relative error is 5.7%, lower than that of the conventional neural network (8.3%). It can be seen that the multi-step predictive errors nearly reflect the output errors of reality.
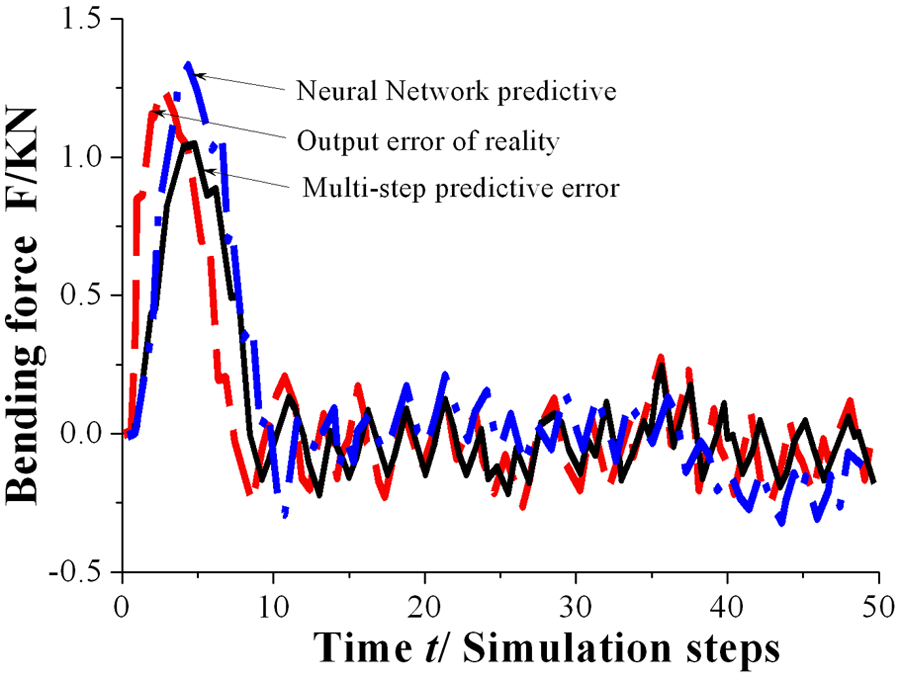
Output errors of reality and prediction.
To show the effectiveness of the proposed control approach, comparative experiments have been carried out on a 350 four-roller mill (Yanshan University, Qinhuangdao, China) using PID control, neural network control, and generalized prediction control of multi-step predictive errors, respectively. The rolled piece was Q235 with a width of 280 mm and a thickness of 1.3 mm. The same rolling schedules and process parameters are adopted. The working roll diameter is 150 mm, entry tension is 15 kN, exit tension is 12 kN, rolling force is 300 kN, rolling speed is 1.0 m/s, maximum bending force is 50 kN, and the finished product is 1.0 mm.
In order to evaluate the straightness of the rolled sheet quantitatively, two parameters have been measured; they are the degree of wave and the relative length difference of the rolled sheet, respectively. The degree of wave is defined as the ratio of the height of the wave to the length of the wave, and the relative length difference is measured as the ratio of the maximum wave length to the wave length. These two measured parameters are finally combined and converted into one parameter to represent the actual measurement. As this value is generally very small, a convenient measurement unit I, which is 10−5, is used to present the test results for the rest of the article.
For the PID control method, about 64% of the rolled sheet has a horizontal relative length difference within 10 I and about 85% of the sheet is within 15 I. For the neural network control method, about 69% of the board has a horizontal relative length difference of within 10 I and about 89% of the board is within 15 I. For the generalized prediction control of the multi-step predictive errors, about 72% of the sheet has a horizontal relative length difference of within 10 I and about 91% of the board is within 15 I. From these actual test results of the comparative experiments, we can see that the generalized prediction control of the multi-step predictive errors method proposed in this article is superior to the conventional control methods.
Conclusions
GPC is applied to the shape control system in view of the characteristics of nonlinearity, time-variation, and time lag of the roll-bending force physical system. Based on the time series multi-step prediction error to compensate predictive output, the new algorithm improves tracking accuracy for the hydraulic roll-bending force. Even model parameters are time variant and interrupted, the model shows good anti-disturbance and can improve the dynamic characteristics of the shaping control system to a certain extent in the case of no identification and no updating of the original model parameters.
The introduction of the attenuation control factors into the algorithm improve the response speed, simplify the online calculation, and increase real-time characteristics.
Simulation results verify the feasibility and effectiveness of introducing the multi-step prediction error compensation into the control algorithm of the shape control.
Footnotes
Notation
E, F, G, H diophantine variable polynomial
j time parameters
ym bending force forecast model output
Funding
This project is supported by Hebei Province Science Foundation of China (No. 08B018).