
Abstract
The generation of self-cleaning surfaces requires strong water repellence, which is usually realized by either fabricating a rough surface from low-surface-energy material, or modifying a rough surface with microstructures. The advancement of the ultra-precision machining technology enables the later approach to be a more prospective and flexible method to produce microstructured self-cleaning surfaces. This article presents a study for the design, fabrication and characterization of three-dimensional patterned microstructured surfaces with self-cleaning properties by using ultra-precision machining technology. The study starts with the design of three-dimensional microstructured surfaces based on the derivation and simplification of some microstructures possessing self-cleaning properties in nature, and theoretical analysis for water contact angle of the designed structures. According to the scales and patterns of the three-dimensional microstructures, an appropriate ultra-precision machining method is selected to fabricate the microstructures. The machined surface is then examined and characterized. A series of experiments have been undertaken to produce patterned microstructures by an ultra-precision raster milling process, and the micro-structured surfaces were measured and characterized in terms of their geometrical form accuracy and water repellence performance. The experimental results indicate that such kind of three-dimensional patterned microstructures can achieve a large static water contact angle, which is near 150°, by modifying the structural scales and patterns of hydrophilic materials. This provides an important means to generate surfaces with self-cleaning properties in mass production by precision injection moulding.
Keywords
Introduction
Biomimetics or bionics is a burgeoning study, which applies biological methods found in nature to the study and design of engineering systems and modern technology. 1 The study has received more and more research attention during the past few years. Examples can be found in studying the lotus effect of the surface with self-cleaning properties that have been widely used in many applications to remove dust or remain clean automatically.2,3 Hydrophobicity of the surface that requires strong water repellence depends on several factors, such as surface energy, surface roughness and its cleanliness.4 –6 From literature, there are two possible approaches to generate such hydrophobic surfaces, which include the use of low surface energy (LSE) material (lower than water) or the coatings with such LSE materials, 7 and the modification of the surface roughness. The former approach is relatively easy to realize but it is limited to a few materials, such as Fluorocarbons, Silicones ZnO, TiO2, etc., 8 and sometimes they may not satisfy the engineering requirement, such as stability or hardness. As an alternative approach, the modification of a rough surface is a prospective and flexible method to produce self-cleaning surfaces, such as laser etching, 9 lithography, 10 electrospinning and chemical reaction, deposition, 11 and LIGA (a German acronym for Lithographie (Lithography), Galvanoformung (Electroplating) and Abformung (Molding)) process, etc. However, these approaches are either low efficiency or complex processes. For example, the fabrication of microstructures by LIGA process usually includes five principle steps 12 that include:
making an intermediate X-ray absorption mask (IM);
copying the intermediate mask into a working mask (WM);
copying the working mask by deep X-ray lithography;
electroplating metals into these structures to form metal microstructures and making a several millimetre thick mould from these structures by nickel electroplating;
mass replication of the mould into thermoplastic resin.
Nowadays, microstructures can be fabricated by ultra-precision machining with a high accuracy, such as nanometric surface finish and sub-micrometer form accuracy in one pass without the need for any subsequent processing. 13 After the mould insert is produced, mass production can be undertaken by precision injection moulding. This provides an enabling and efficient approach to generate a microstructured surface with self-cleaning properties.
This article presents research on the fabrication and characterization of patterned three-dimensional (3D) microstructured surfaces with self-cleaning properties by using ultra-precision machining technology, such as fast tool servo (FTS) machining, ultra-precision raster milling and micro-milling process, etc. The theoretical background for the design of microstructures with a large water contact angle is explained. For the fabrication of the designed 3D microstructured surface, different machining methods are suggested to produce different microstructures. Methods for the characterization of the produced 3D microstructured surfaces are also discussed. Two types of microstructured surfaces, called frustum ridge and frustum pillar, are designed, and their optimum geometrical parameters are analysed mathematically. A series of experiments have been undertaken to produce microstructures by ultra-precision raster milling of a workpiece made of hydrophilic material, and the microstructured surfaces have been measured and characterized in terms of geometrical forms and static water contact angle (SWCA). The experimental results indicate that such kind of 3D microstructures can achieve good hydrophobicity with a large SWCA (near 150°) by modifying the structural scales and patterns, and can be fabricated by ultra-precision machining technology.
A framework of the integrated approach
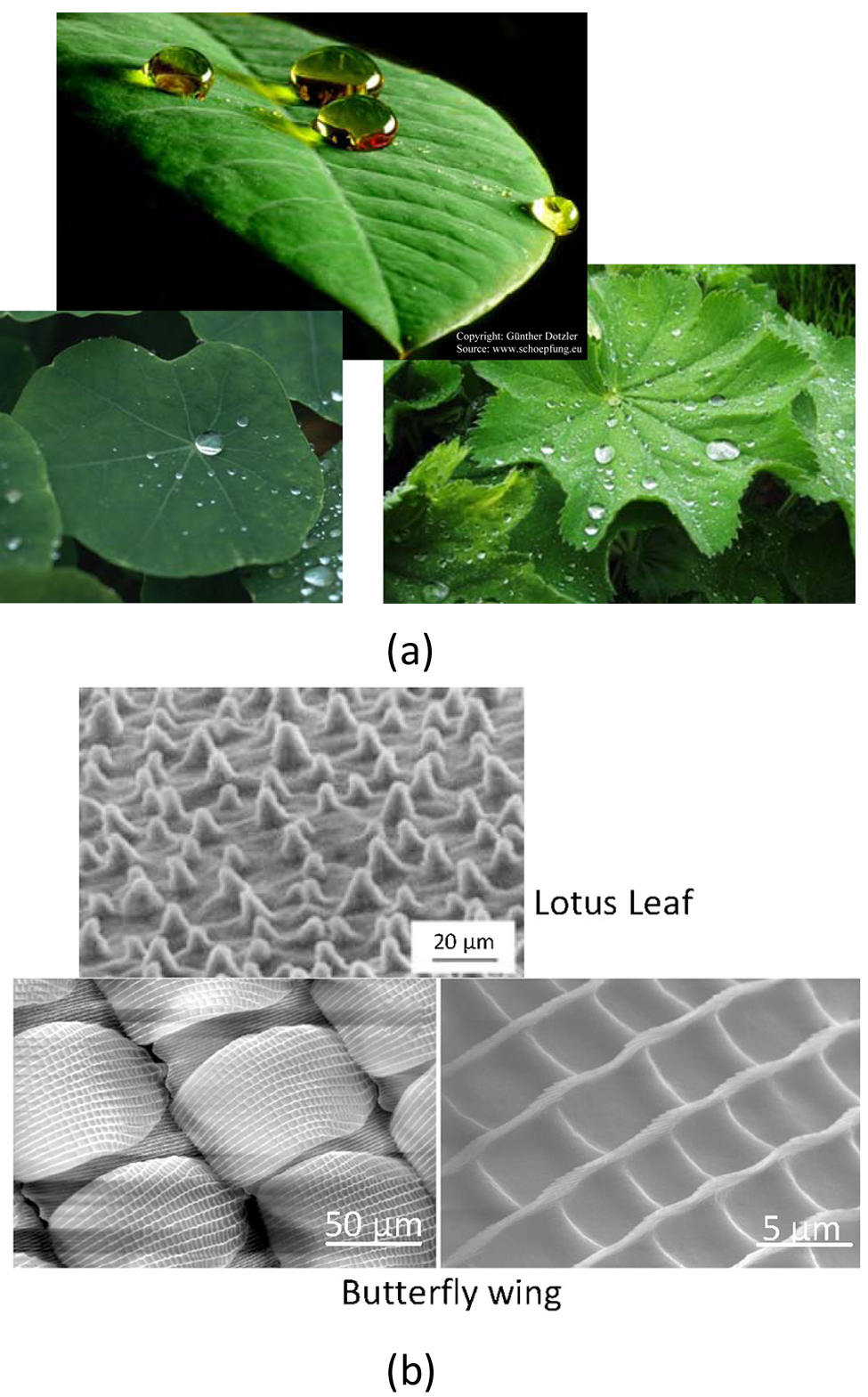
Figure 1 shows a framework of the proposed integrated approach for the design, fabrication and characterization of 3D microstructured surfaces with self-cleaning properties. The proposed integrated system consists of four modules, which include design module, fabrication module, characterization module and post-processing module. In the design module, the microstructures and patterns of surfaces with self-cleaning properties,14–17 as shown in Figure 2, are derived, and they are simplified based on the consideration of the fabrication feasibility. Theoretical analysis and modelling of the design microstructures are also undertaken. Hence, the specifications and scales of the microstructures are obtained. The fabrication module allows the proper ultra-precision machining method to be selected so as to produce the designed microstructures and patterns. Modelling and simulation of surface generation in ultra-precision machining are also undertaken before the actual machining process. This minimizes, or even avoids, the trial–error, which is not only expensive, but is also time consuming. After the microstructured surface is machined, the inspection of surface quality and water repellence of the produced surface are carried out in the characterization module. The test results of self-cleaning properties of the machined microstructured surface are fed to the post-processing module. In this module, if the self-cleaning performance of the produced microstructured surfaces is acceptable, mass production of such a microstructured and patterned surface can be undertaken by precision injection moulding, which is highly efficient and economic. If the results are not satisfied, the design of the microstructures will be modified and processes in the previously mentioned modules will be repeated until the satisfied results are achieved.
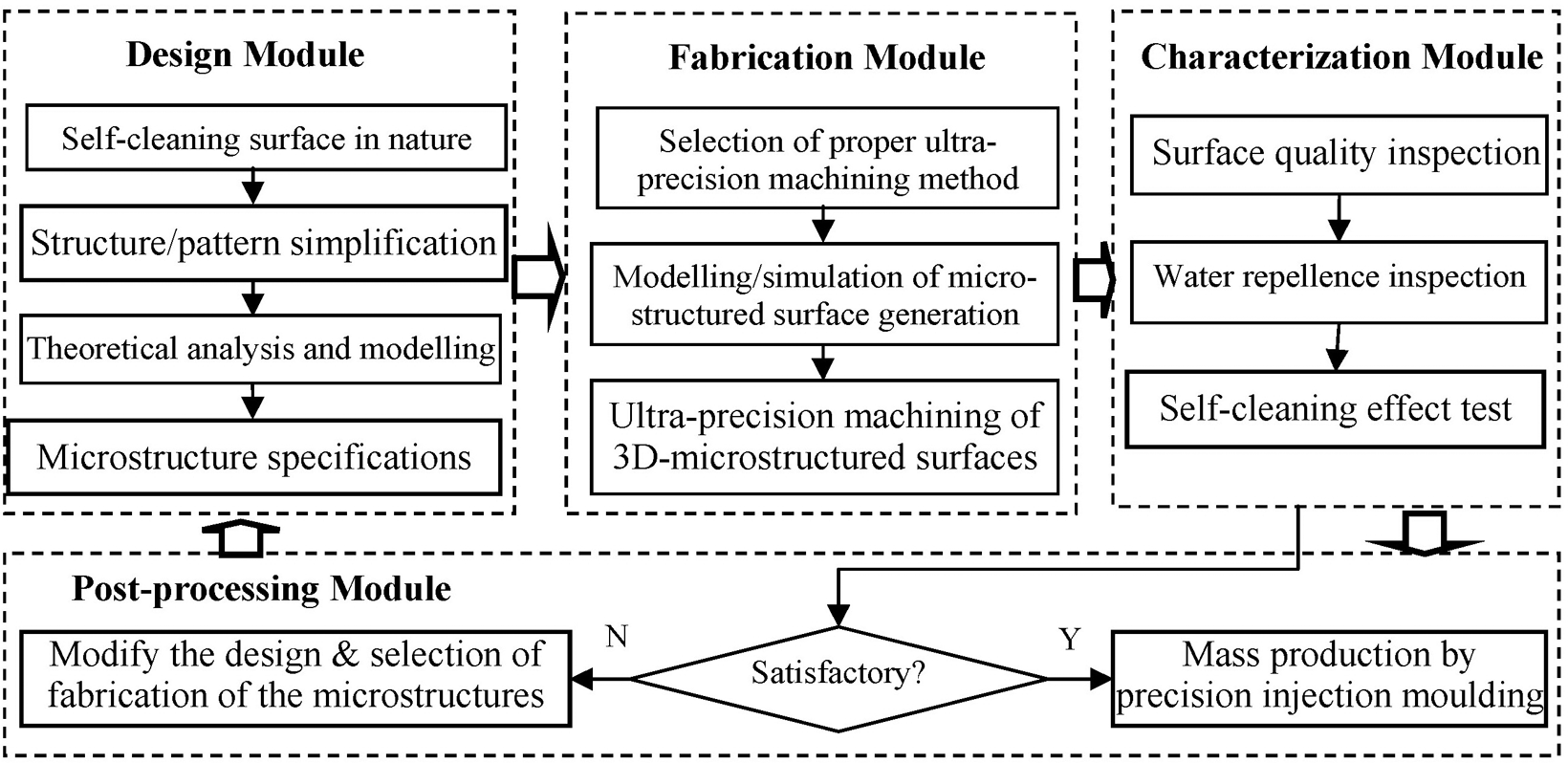
Framework of the proposed integrated approach.
Design of 3D microstructured surfaces
Two types of 3D microstructures have been designed in the present study, including frustum ridge and frustum pillar, as shown in Figure 3(a) and (b). The designed frustum ridge and frustum pillar are derived and simplified from the microstructures of the surface with self-cleaning properties in nature, such as lotus leaf and butterfly wing. As shown in Figure 2(b), they represent patterned microstructures, such as grooves and pillars, and the scale and geometrical features are the optimized results by nature. The magic behind the self-cleaning of these surfaces is that such microstructures and patterns can support a water droplet with air encapsulated in the gaps among the structures. This composite contact enlarges the water contact angle owing to the water surface tension and, hence, the water droplet can roll over the microstructured surface together with the removal of the dust, i.e. self-cleaning properties. As a result, the frustum ridge or the pillar is designed to mimic these microstructures in nature, which is also based on the consideration of the feasibility of the fabrication. The design of unidirectional pattern is easy to produce and can also be useful for self-cleaning in window shield of the building because the rain droplet goes down, almost in one direction. Uniform pattern, or frustum pillar, is of much more interest for self-cleaning purposes, if the cost and the quality can be balanced.
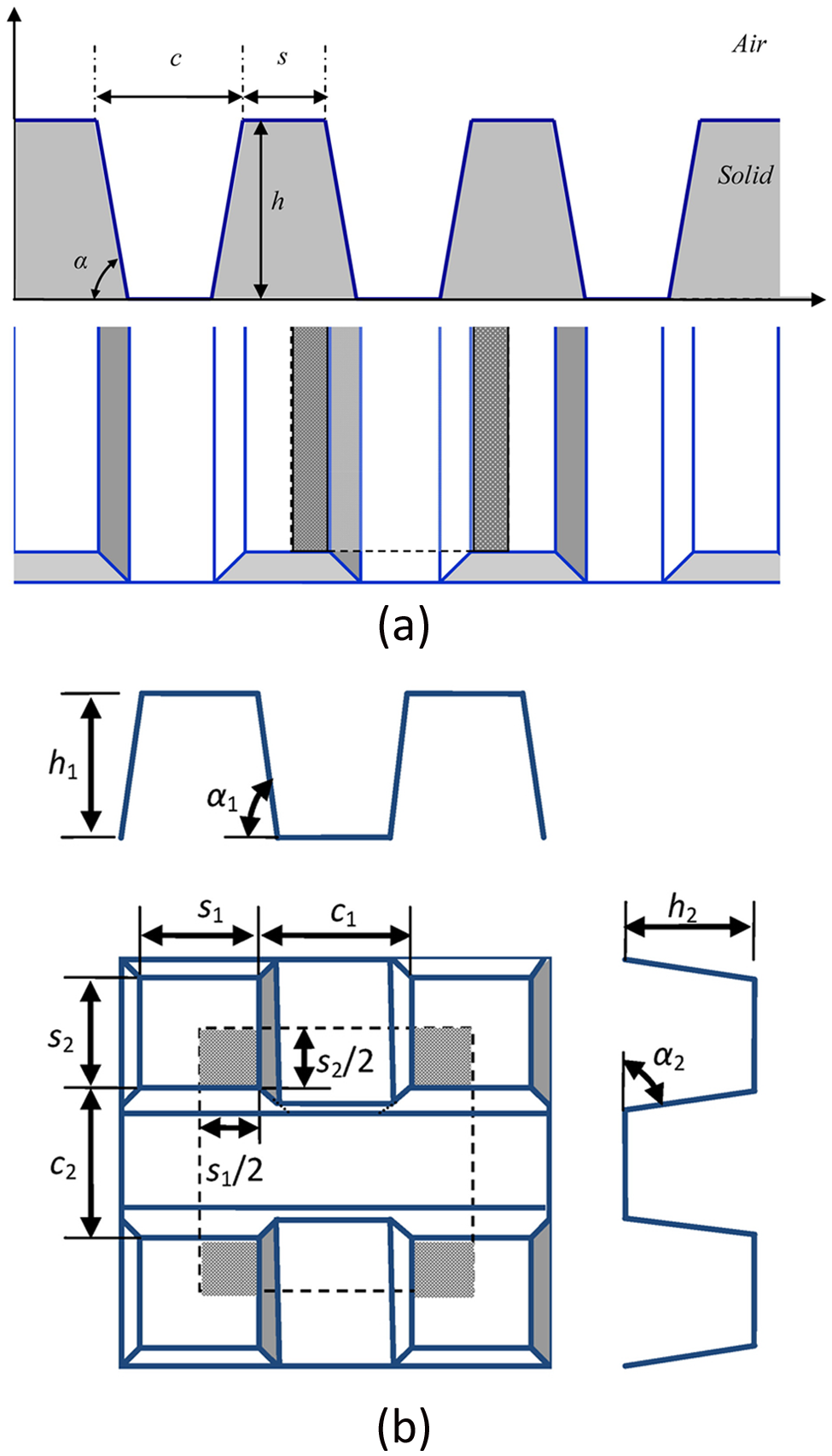
Design of 3D-microstructured surfaces: (a) frustum ridge; (b) frustum pillar.
Some existing designs, such as spikes, 18 may achieve large water contact angle (e.g. over 150° even over 160°). However, the fabrication of these designs is usually difficult to realize, or in low efficiency and expensive. The proposed design is simple and easy to be fabricated by ultra-precision machining and subsequent mass production by precision injection moulding. This approach is efficient and economic. Besides, a plastic injection plate with such designed microstructures can also have other functions, such as optical properties like reflectance or transparency. The disadvantage of such a design may not achieve as high water contact angle or superhydrophobicity as the other designs produced by chemical coatings, etc.
The designed frustum ridge is similar to a flat V-groove, and the geometrical feature is defined with four parameters that include: top width of the groove (clearance),
Apparent contact angle analysis for the microstructures
The structures are simplified and modelled based on theoretical analysis, including Young’s equation 19 and the findings of researchers Wenzel 20 and Cassie and Baxter. 21 These three different contacts between water droplet and substrate are shown in Figure 4.
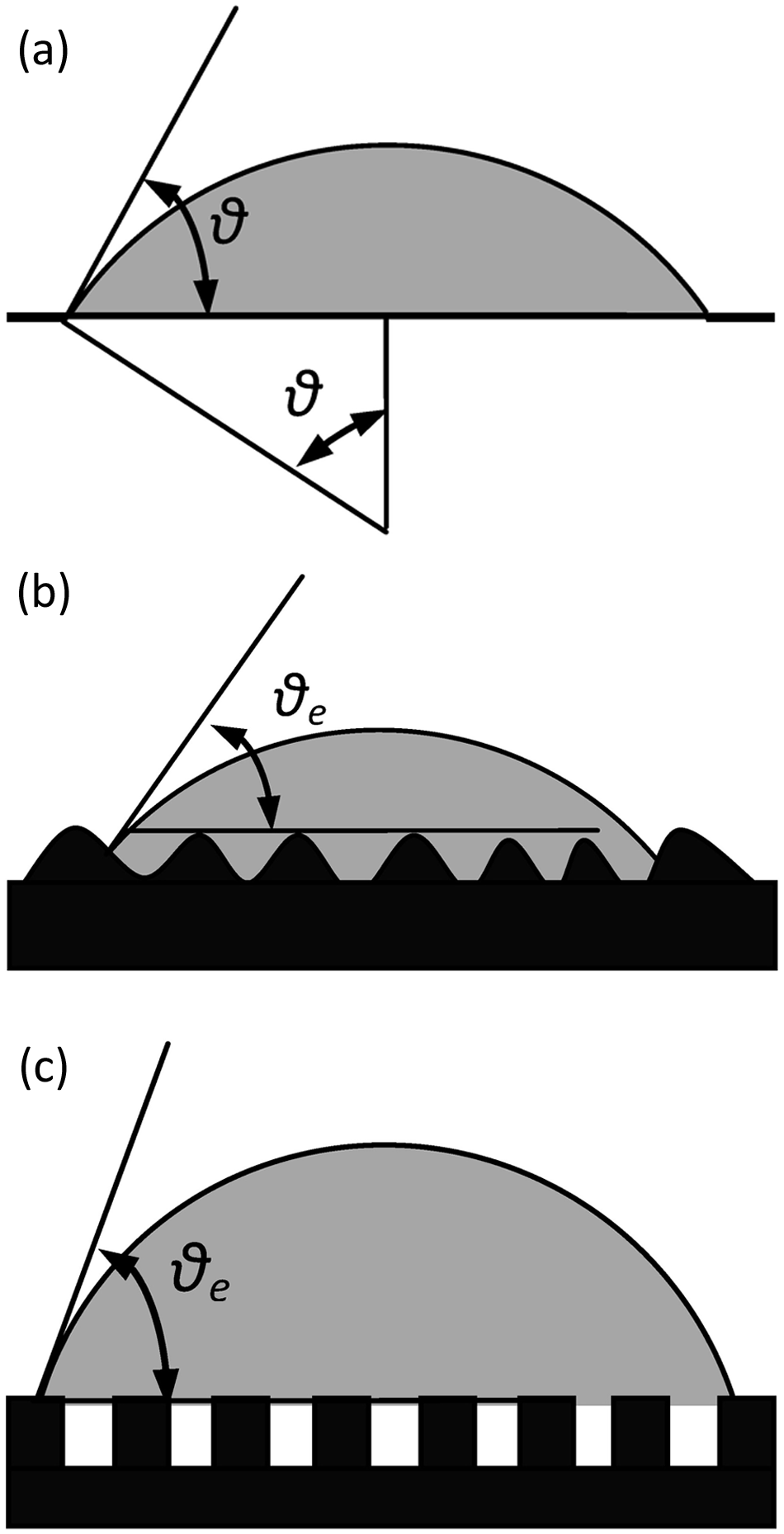
Illustrations for different contact: (a) flat substrate (Young’s equation); (b) rough substrate (Wenzel contact); (c) rough substrate with air encapsulated (Cassie–Baxter contact).
Young’s equation for the equilibrium contact angle on flat homogeneous surface is given as

where
When wetted contact is used, Wenzel’s approach is given by

while, when composite contact is used, Cassie’s approach is given by

In equations (2) and (3),
Water repellence on the surface is characterized by the apparent contact angle, or water contact angle, parameter
Frustum ridge
In the case of a wetted contact of a drop on the frustum ridge surface, Wenzel’s approach is applied. From Figure 3(a), contact ration is derived as

where

therefore, Wenzel’s approach is given by

For a composite contact (water drop stands on the ridge), Cassie’s approach is applied, and the contact ratio is derived as

where

Hence, Cassie’s approach is given by

By the observation of equations (5) and (8), the following relationship is obtained

Therefore, equation (9) can be expressed by

Especially, when the top width of the ridge is equal to the bottom width of the groove, then

and then
Hence, Wenzel’s model is

Frustum pillar
Similar to the frustum ridge, in the case of a drop on the frustum pillar when Wenzel’s approach is applied, the contact ration is calculated as follows.
Suppose that
Computation of contact ratio for frustum pillar by Wenzel’s approach.
Then the total contact area is

The projection of the contact area is determined as

Therefore, the contact ration is derived as

Therefore, Wenzel’s approach is given by

and when Cassie’s model is applied, the contact ratio is obtained as

Hence, Cassie’s approach is given by

Analysis for the optimization of microstructure parameters
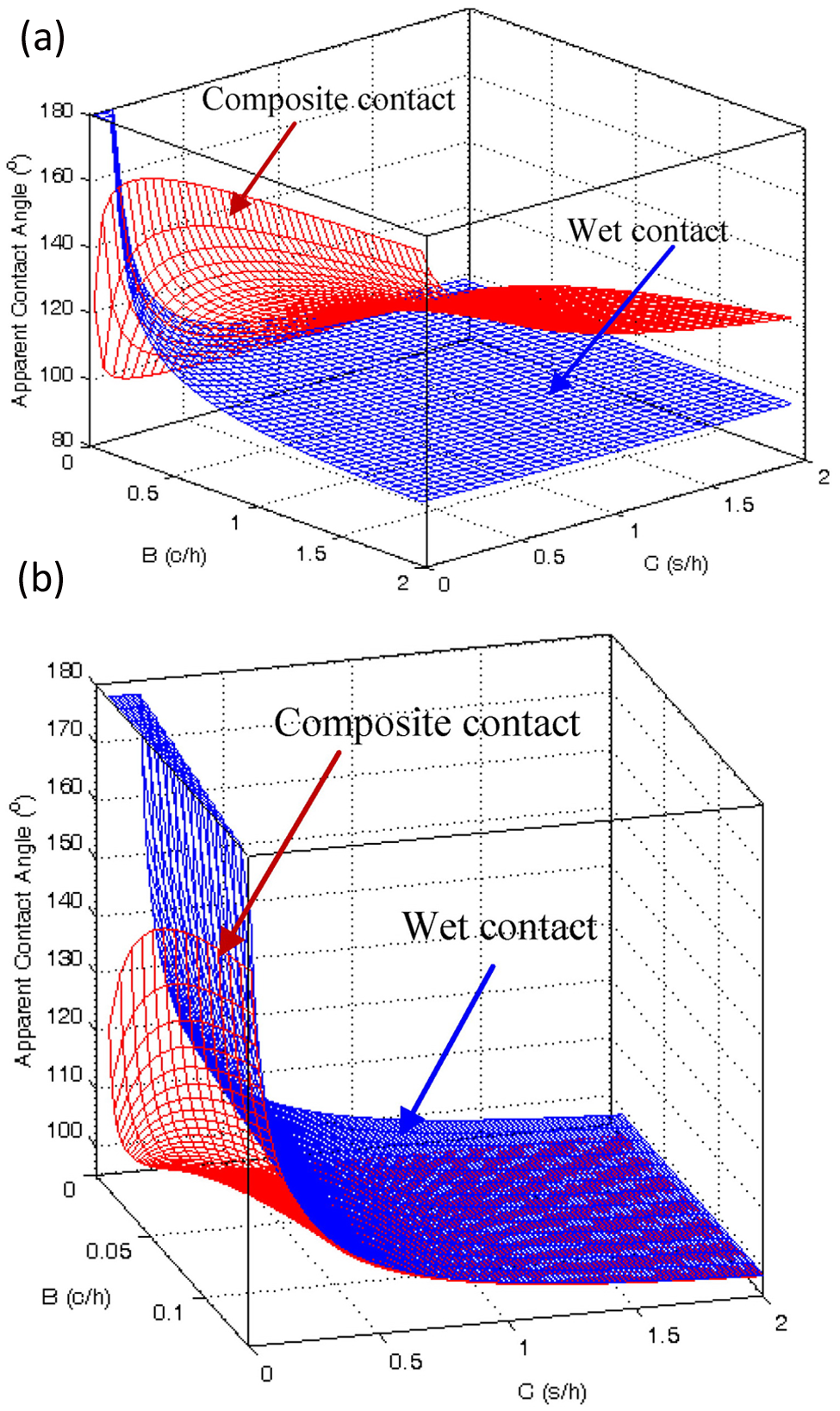
For convenience, only the results for the frustum ridge are presented here. If the contact is a composite contact, the height of the frustum ridge has no effect on the apparent contact angle, which is only affected by the ratio of
Relationship between the apparent contact angle with (a) parameter
To design the 3D microstructured surfaces with hydrophobicity, energy of a drop needs to be considered, which is given by Patankar 23 as

where,
Equation (22) indicates that the larger the value of
Plot of (a) relationship between
Selection of ultra-precision machining methods
According to the geometrical design of the microstructures, a proper machining approach is selected to machine the surface. For example, V-groove-like structures can be produced by ultra-precision raster milling with a V-shaped cutting tool, as shown in Figure 8(a), or the corner groove can be machined by micro end milling (see Figure 8 (b)). Some pillars formed by a lens array are possibly achieved by the FTS machining approach as shown in Figure 8(c). An amount of research work has been undertaken by the authors in modelling and simulation of surface generation for ultra-precision machining process. 24
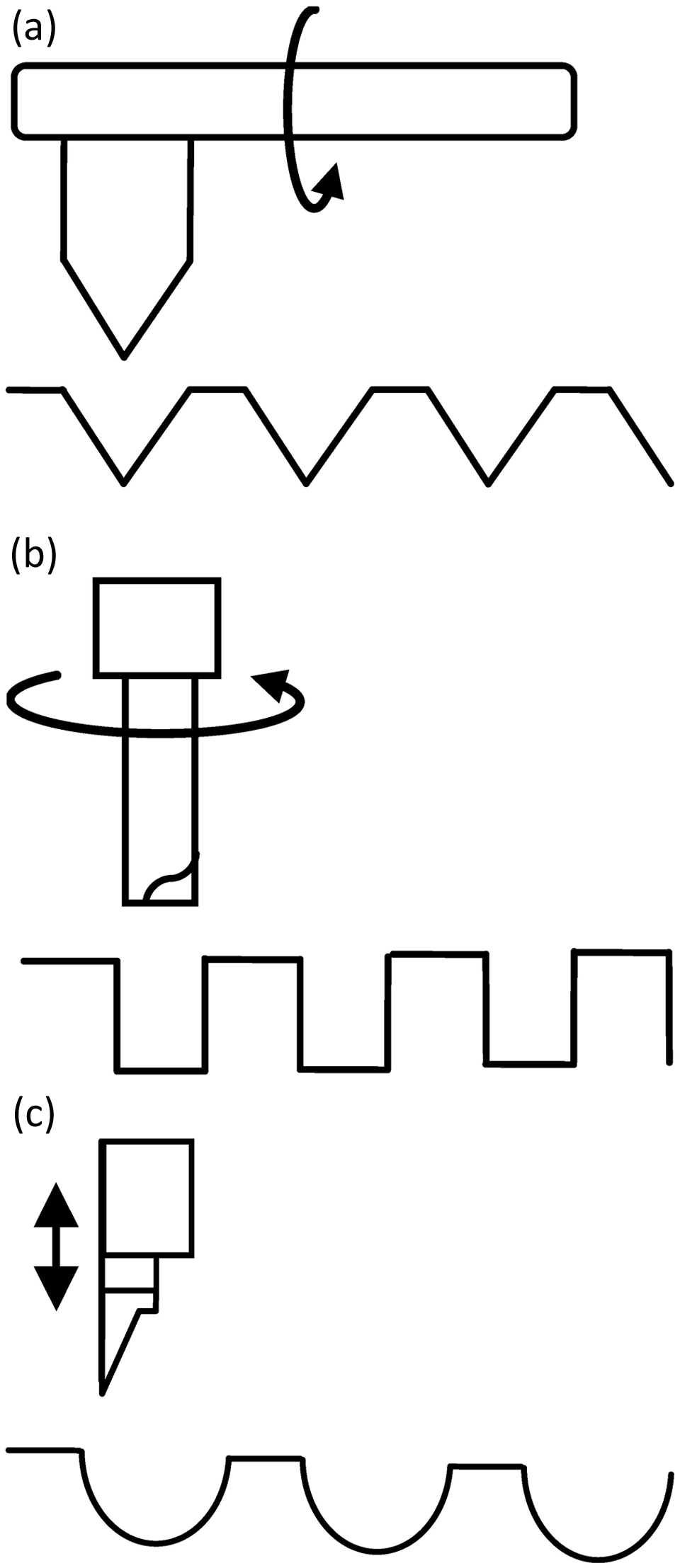
Selection of ultra-precision machining to produce 3D microstructured surfaces.
Figure 9 shows cutting mechanics for some ultra-precision machining process. Figure 9(a) illustrates a five-axis ultra-precision raster milling process (Freeform 705G, Precitech Inc., USA). The machine has three linear axes (X, Y and Z) and two rotational axes (B and C). A fly cutter is fixed on the main spindle and rotates, while the workpiece is fixed on the B-axis and usually kept still. The machining is conducted in a raster process. Figure 9(b) shows the cutting mechanics for a two-axis single point diamond turning (SPDT) equipped with a FTS (Nanoform 200/FTS 35, Precitech Inc., USA). The workpiece is fixed on the main spindle and rotates, while the cutting tool is activated by the FTS and moves back and forth along the Z-axis in a high frequency, and hence the microstructures are machined.
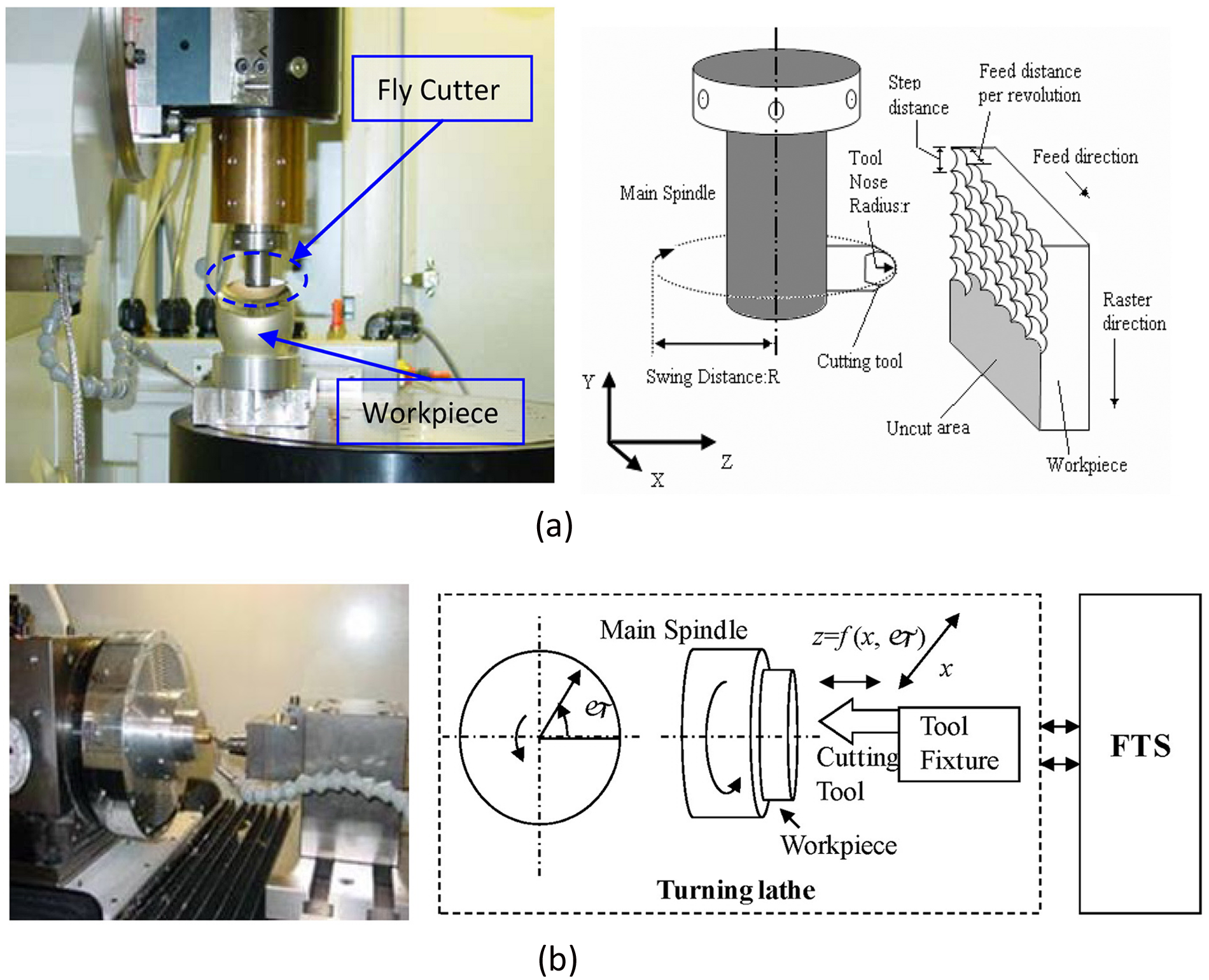
Cutting mechanics for ultra-precision machining of microstructures. (a) Five-axis ultra-precision raster milling (Freeform 705G, Precitech Inc., USA). (b) Two-axis SPDT with FTS (Nanoform 200/FTS 35, Precitech Inc., USA).
Measurement and characterization of the 3D microstructured surfaces
Besides using a scanning electron microscope (SEM) to measure the 3D microstructured surfaces, the geometrical features of the surface can also be measured by noncontact optical measuring instruments, such as WYKO 3D profiler, Talysurf CCI, IFM optical system, as well as contact stylus or probe measuring instruments, such as Talysurf PGI series, Panasonic UA3P, etc. The surface data from such measuring instruments can be analysed by using the software with measuring machines, or be characterized by the methods developed by the authors, such as pattern recognition and feature pattern analysis methods.25,26 These methods analyse the microstructures by using surface feature patterns, such as the edges and boundaries, to evaluate the deformations. The characterization results include form error and surface roughness of the microstructured surface. The form and surface roughness of the microstructured surface are taken as a two-scale roughness of the whole surface, said micro-scale and nano-scale roughness of the surface, both of which contribute to the hydrophobicity of the surface.
Experimental studies
Experimental setup
Two types of microstructures, frustum ridge and pillar as mentioned previously, have been designed and produced by a five-axis ultra-precision raster milling machine (Freeform 705G, Precitech Inc., USA), as shown in Figure 10(a). The cutting tool employed in the experiments is a facet tool with tool width of 34 µm and 62.04 µm, respectively. The workpiece material is poly(methyl methacrylate) (PMMA). Table 1 shows the geometrical specifications and measurement results for the samples. The differences between the designed and measured values are owing to the machining errors, material effect, etc. Samples 1 and 2 are frustum ridge structures and sample 3 is of the frustum pillar structures. All the structures are with 90° ridge inclination angles. The structure form of the frustum ridge is measured by the InfiniteFocus® G4 Microscope (IFM) (Alicona Imaging, Grambach/Graz, Austria), as shown in Figure 10(b). The SWCA is measured by a drop shape analysis (DSA30) system from Taiwan, as shown in Figure 10(c). Figure 11 shows the graphical illustration of the water contact angle measurement. All contact angle measurements were conducted at 22 ± 1 °C and 50 ± 5% relative humidity. The results of the SWCA were the mean values of measuring six droplets of about 5 µl deionized water placed along the pattern on the sample surface using a sessile drop method. The geometrical specifications were measured with the average value from three repeated measurements.
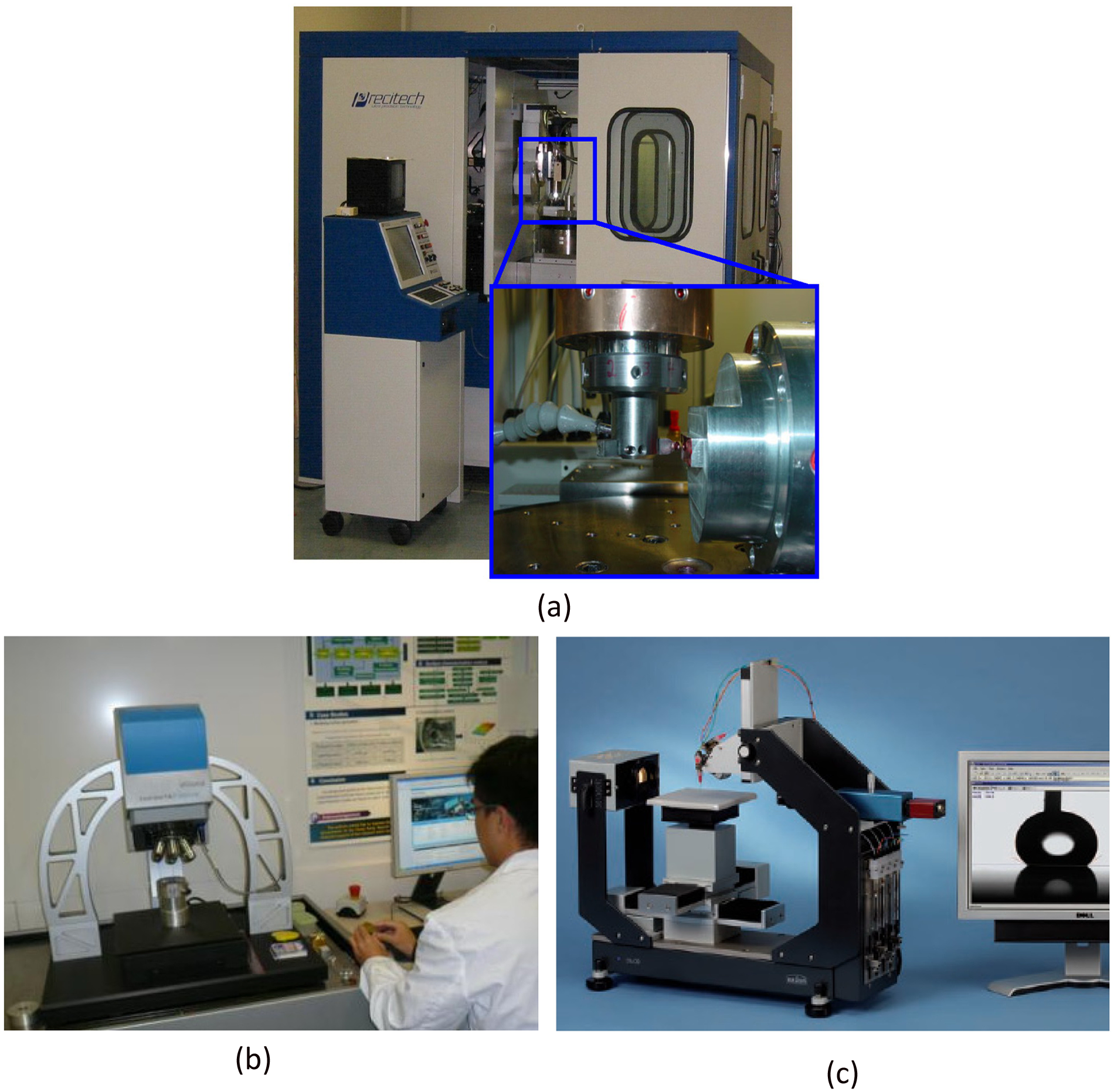
Equipment and instruments used in the experiment: (a) Freeform 705G; (b) IFM G4; (c) DSA 30.
Geometrical design specifications and inspection results for the 3D microstructured surfaces.
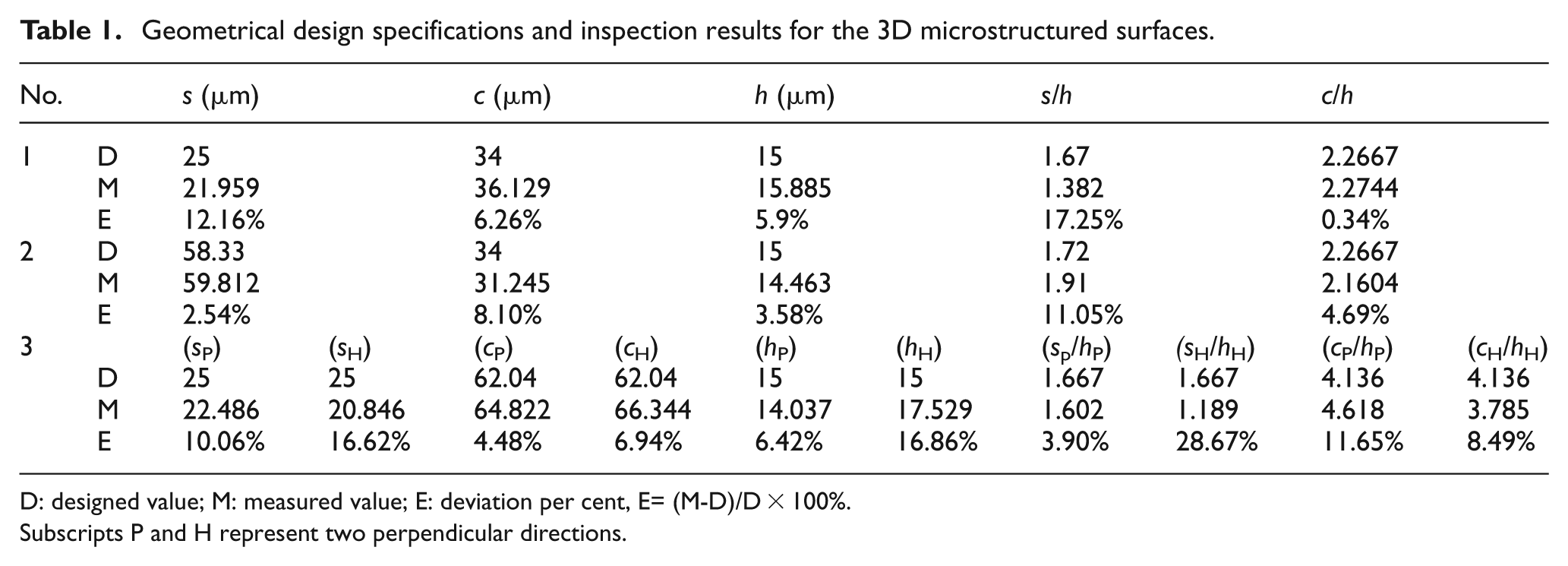
D: designed value; M: measured value; E: deviation per cent, E= (M-D)/D × 100%.
Subscripts P and H represent two perpendicular directions.
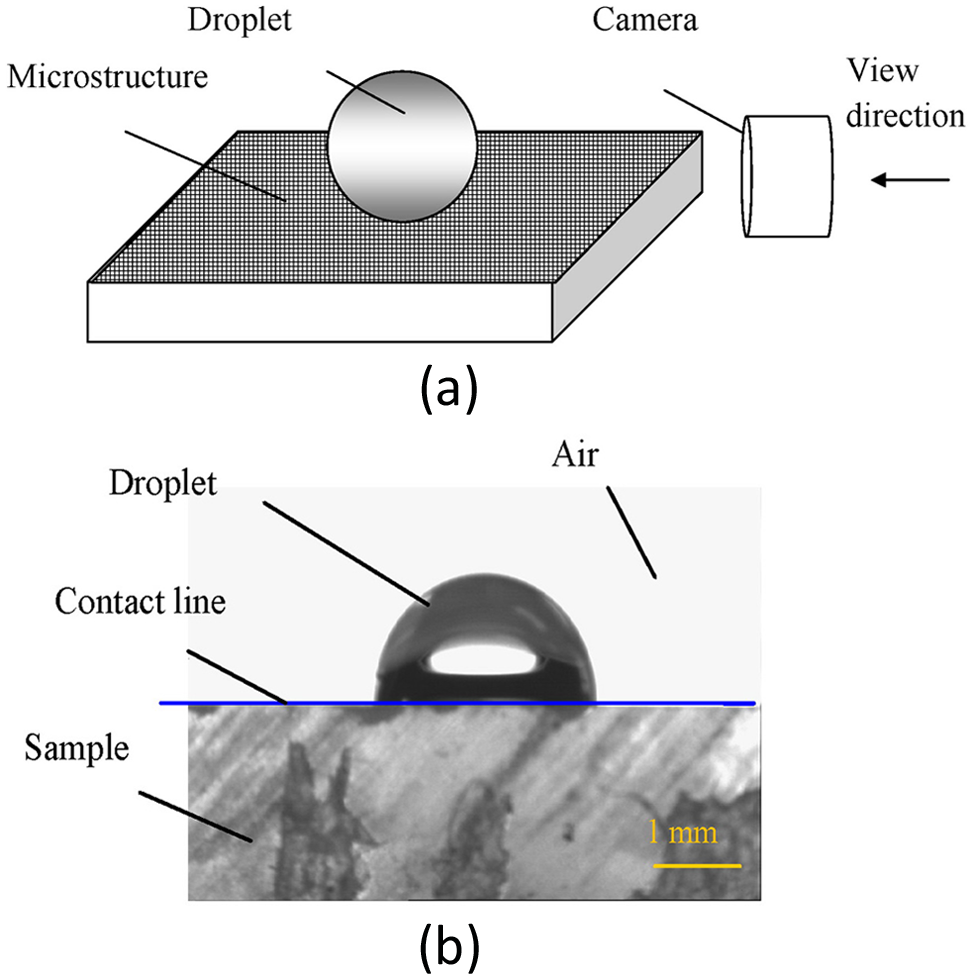
Illustration of water contact angle measurement. (a) Measurement setup; (b) image of droplet on sample.
Results and discussions
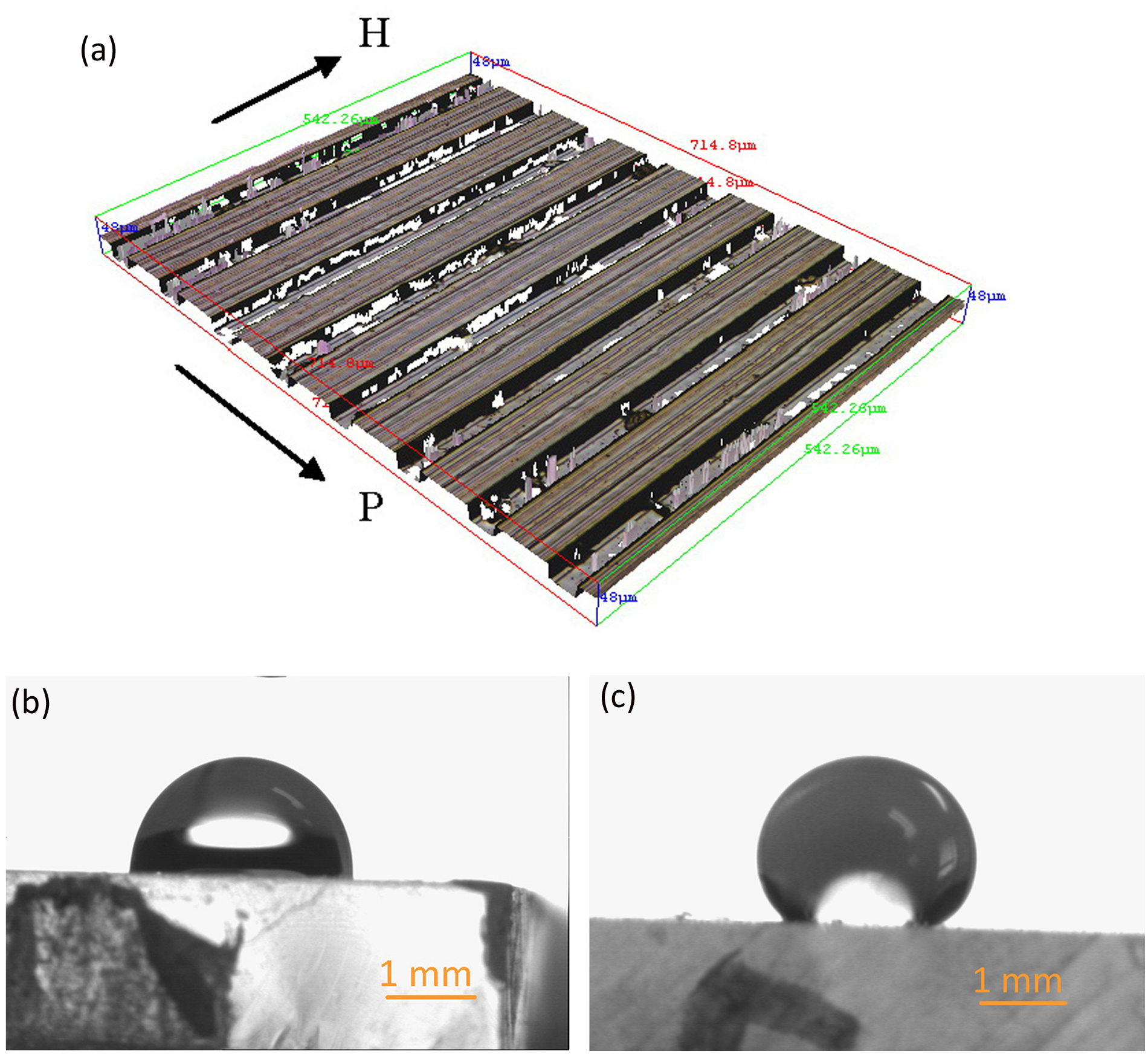
Table 2 shows the SWCA test results. Figure 12 further illustrates the measured 3D topography and SWCA test results for sample 1. Figure 12(a) shows the measured 3D topography of the produced patterned ridges, while Figure 12(b) and Figure 12(c) show the measured SWCA in the H- and P-directions, respectively. Figures 13 and 14 provide the measured 3D topography and SWCA test results for samples 2 and 3.
SWCA test results in H- and P-directions.
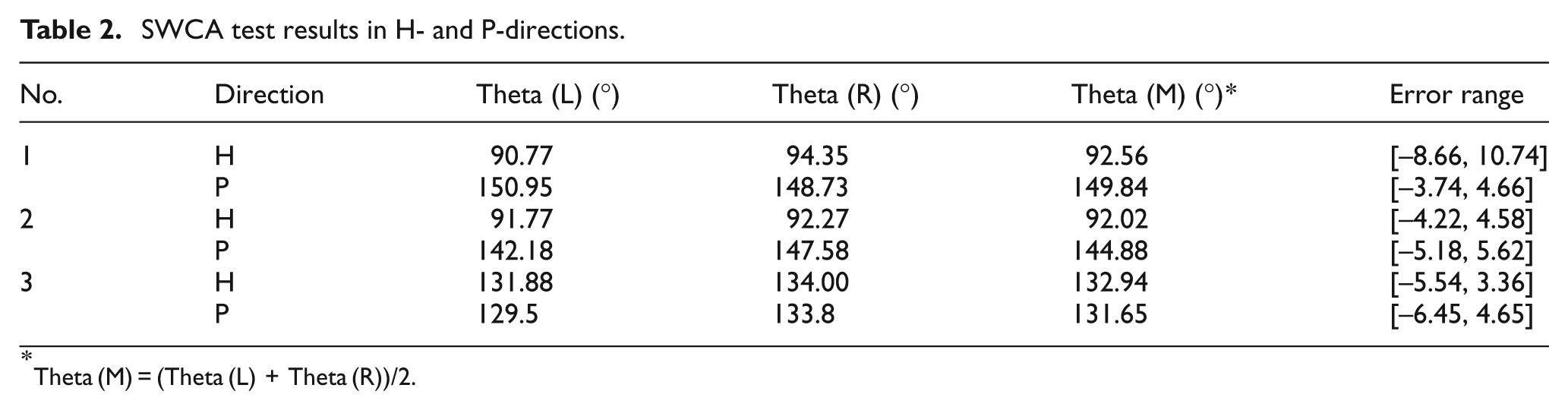
Theta (M) = (Theta (L) + Theta (R))/2.
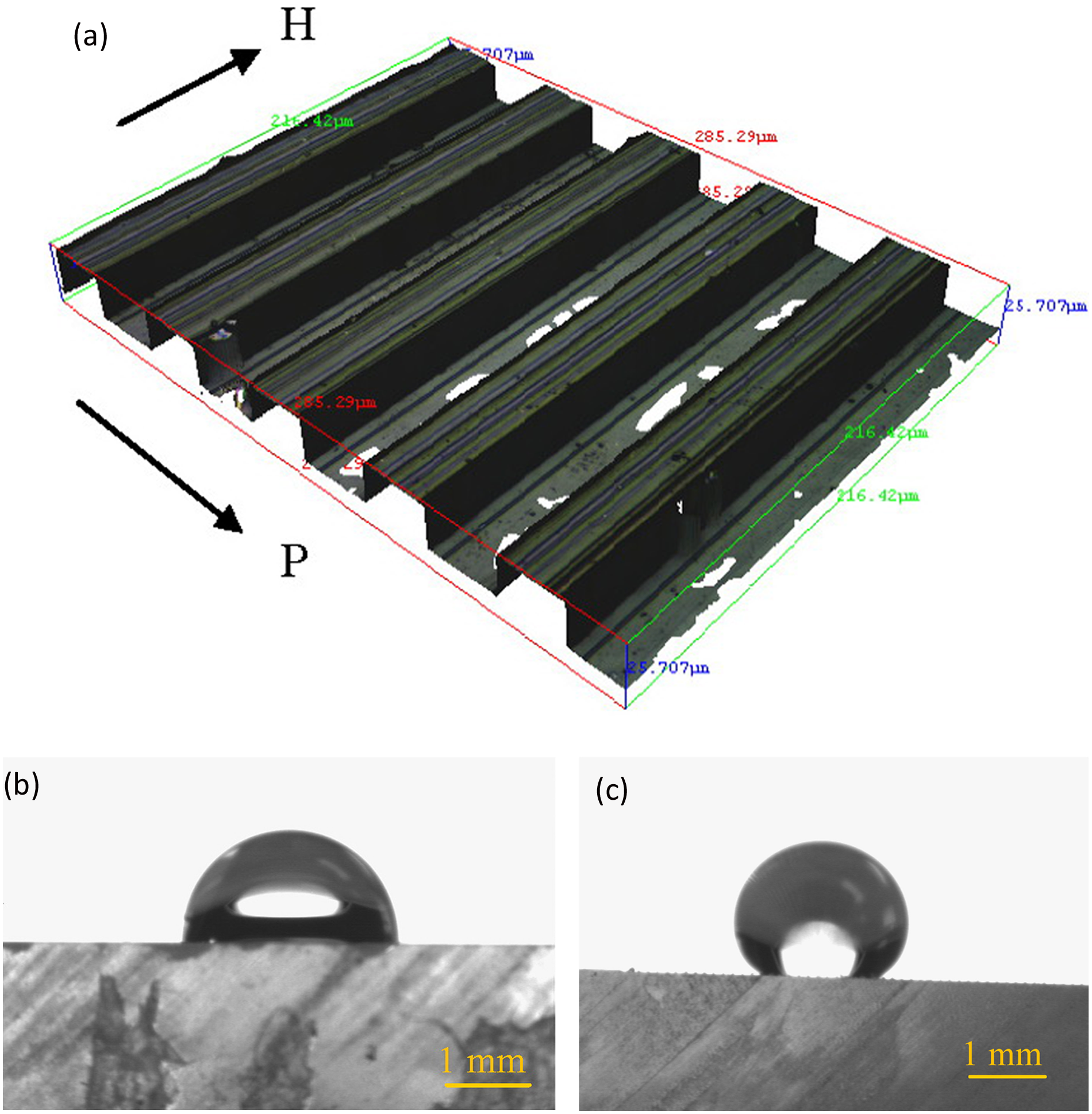
Measured 3D topography and SWCA test results for sample 1: (a) IFM 3D topography; (b) SWCA in the H-direction; (c) SWCA in the P-direction.
Measured 3D topography and SWCA test results for sample 2: (a) IFM 3D topography; (b) SWCA in the H-direction; (c) SWCA in the P-direction.
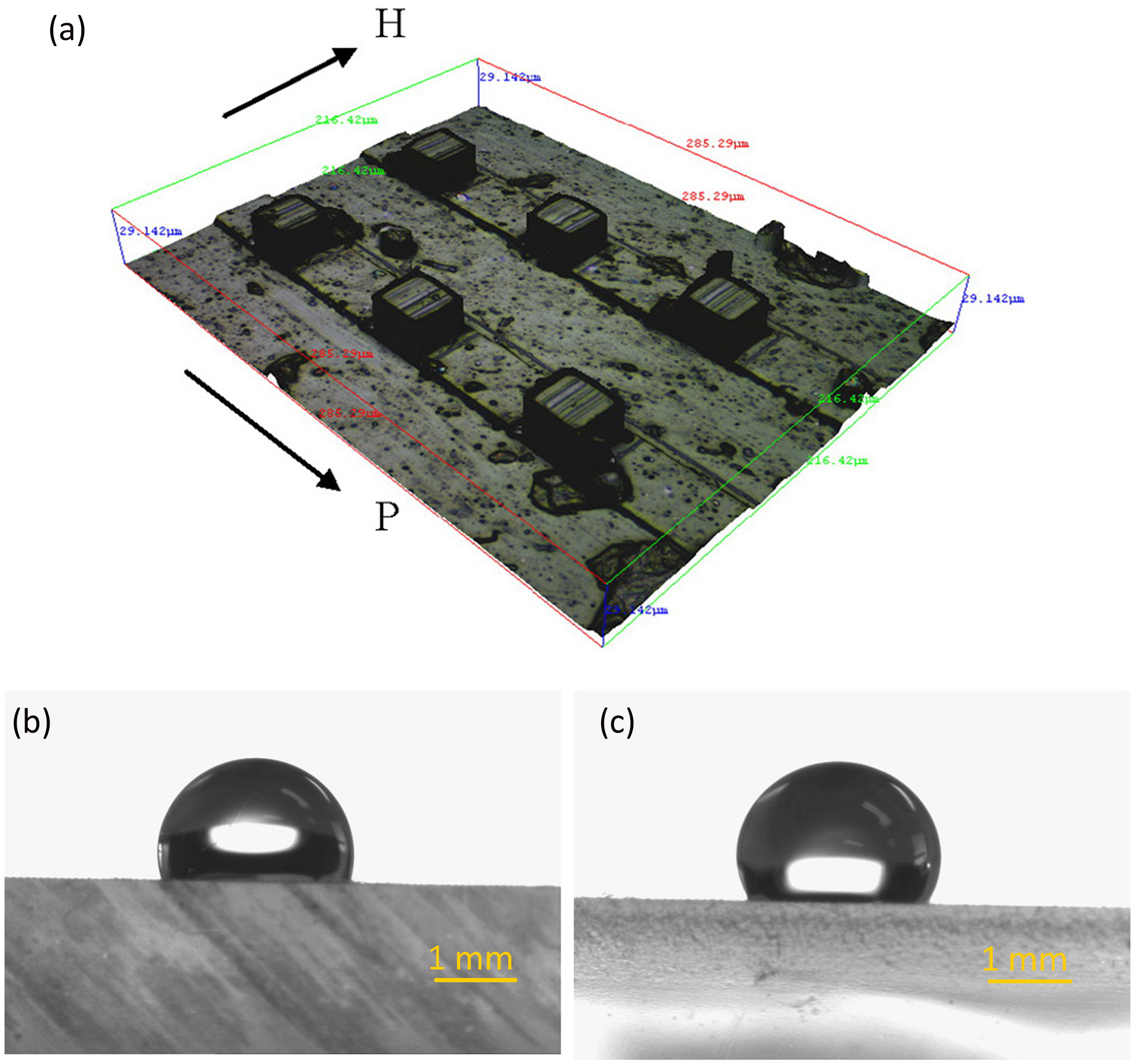
Measured 3D topography and SWCA test results for sample 3: (a) IFM 3D topography; (b) SWCA in the H-direction; (c) SWCA in the P-direction.
For samples 1 and 2, the SWCA in the structured pattern direction (P-direction) is of the interests and research focus, which indicates the water repellence characteristics caused by the fabricated structures (patterned ridges). As shown in Table 2 and Figure 12, there is a big SWCA in the structures of patterned ridges (nearly 150°), while there is water drop elongation in the other direction, which results in a quite smaller SWCA. Similar results are also found in sample 2 as shown in Table 2 and Figure 13. This indicates that the patterned microstructures generate hydrophobic properties, which are crucial for obtaining lotus effect or self-cleaning properties. Sample 3 is a patterned pillar structure as shown in Figure 14; the SWCA in the two perpendicular directions are almost the same. The difference is caused by the structures’ variations from the raster milling process.
PMMA itself is a hydrophilic material with a water contact angle (CA) of about 67.8 ± 1.4° (CA < 90°) on its smooth flat surface. 27 However, a patterned structured surface can achieve a large water CA and thus results in hydrophobic properties. The reason behind this is that the patterned structures form a series of pit space, and hence, the air can be encapsulated. The surface energy of air is lower than that of water, and thereafter the hydrophilic material mixed with air is then ‘transformed’ into a LSE surface. As a result, such a surface can achieve hydrophobicity.
To further investigate the water CA for the produced patterned microstructures, comparisons of the theoretical SWCA based on Wenzel’s contact and Cassie’s contact and the measured SWCA have been made, as shown in Table 3. From the results in Table 3, it is seen that contact between the water drop and the sample surface should be composite contact. As a result, Cassie’s approach should be applied. The measured SWCAs for samples 1 and 2 are larger than the theoretical values. This is owing to the fact that there are also some other smaller microstructures (ridges/grooves) formed in the ridge surfaces, as shown in Figure 12(a) and Figure 13(a). The ability of increasing water repellence by such smaller ridges and grooves is not included in the theoretical calculation. However, the results for sample 3 show that the measured SWCA is smaller than the theoretical values by Cassie’s approach. This can be explained by the surface quality of the patterned pillar machined by the raster milling process. Figure 14(a), shows that there are sharp edges and spines in the patterned structured surfaces, which break the formed water drop surface. As a result, the SWCA measured becomes smaller than that for the theoretical values. The above observations indicate that patterned microstructures with a certain scale ratio and good surface quality, as well as multi-scaled patterned structures, are expected to achieve a large water repellence angle and hence good self-cleaning properties.
Comparisons of theoretical and measured SWCA.
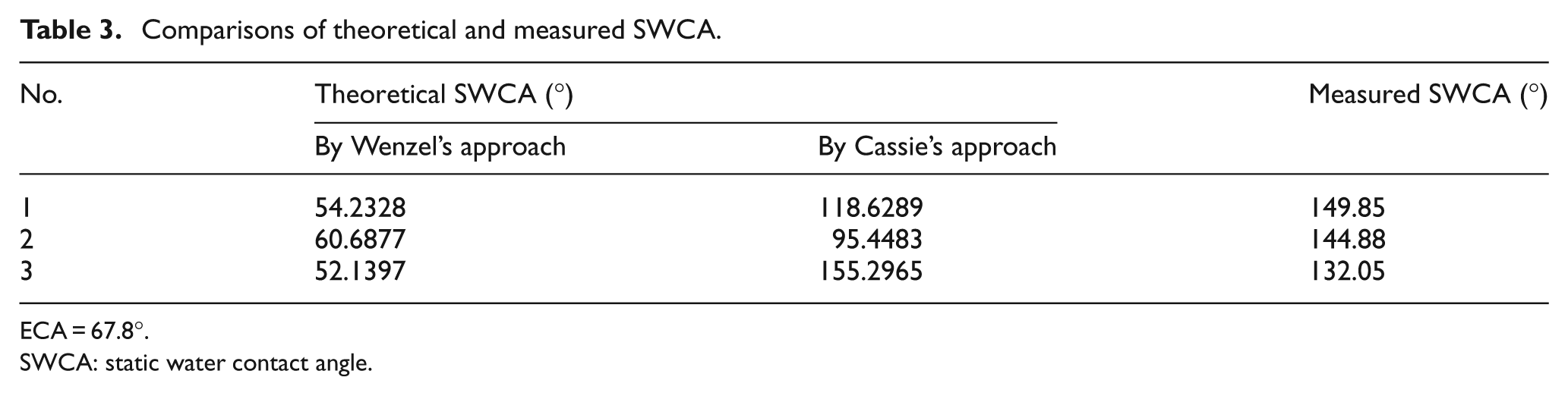
ECA = 67.8°.
SWCA: static water contact angle.
Suggested future work
Based on the results in the present study, a mould insert with designed microstructures and the injection plastic plate of frustum ridge structures have been produced as shown in Figure 15. The optical reflectance and transparency of the plastic plate of frustum ridge structures are shown in Figure 15(d) and Figure 15(e), respectively. It shows that the imaging effects from the plastic plate with and without the frustum ridge (FR) structures exhibit equivalent results. In future studies, other optical performances, such as the aberration and image distortion of micro patterns on the fabricated surfaces from injection moulding, will also be tested by using practical optical testing equipments.
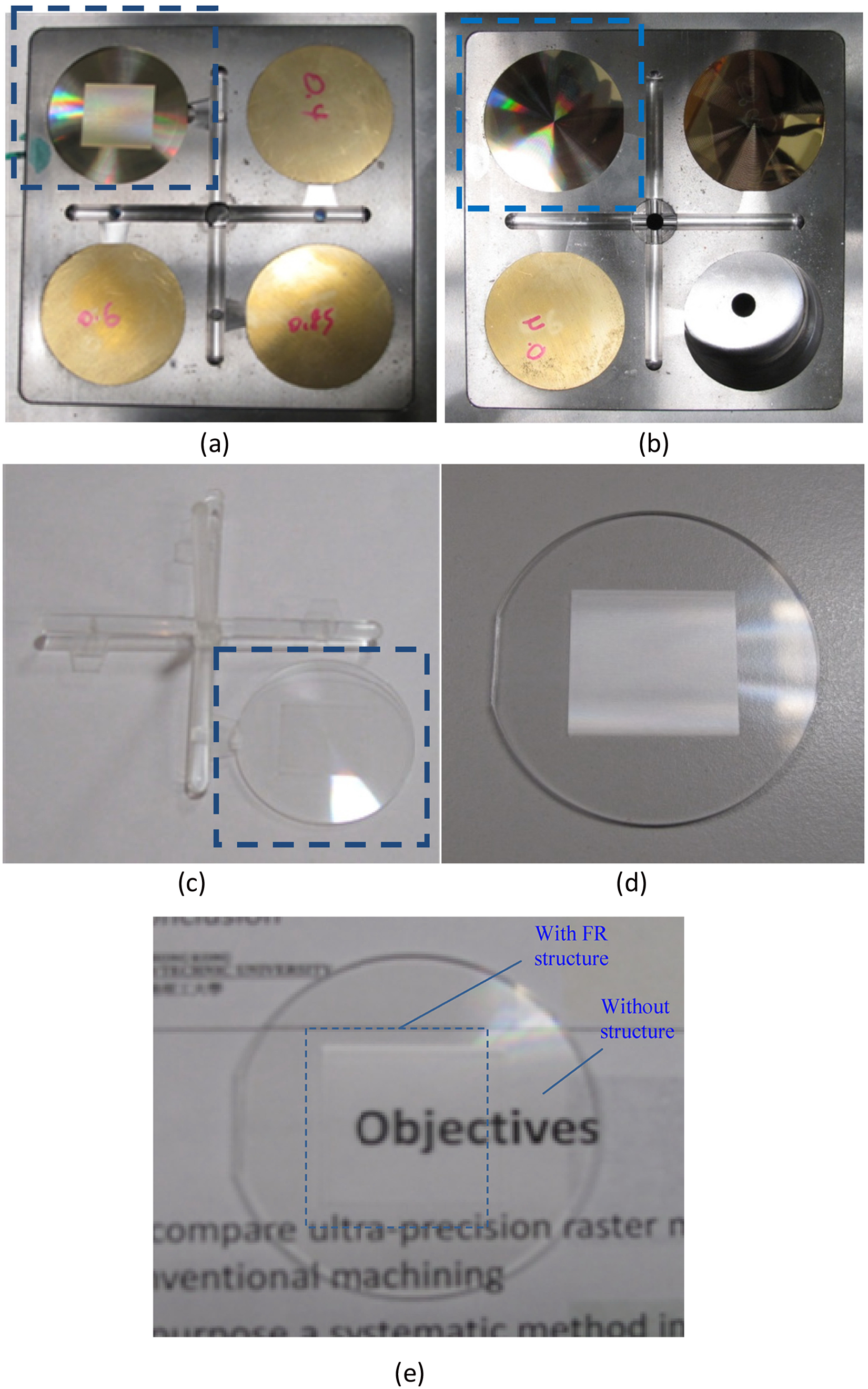
Injection moulding of plastic plate with frustum ridge structures. (a) Mould with insert – core plate ; (b) mould with insert – cavity plate; (c) injection plastic plate; (d) light refection; (e) transparency.
In the current research, a self-cleaning test for the designed microstructured surfaces is undertaken by water droplet. This is owing to the fact that most applications used in the present study are used as an outside window shield, glass film, etc., with self-cleaning properties. As a result, the concerned media is water. For a wide range of applications of self-cleaning surfaces, some media other than water, such as oil, will be tested for the designed microstructured surface in future studies.
Conclusions
A surface with self-cleaning properties (lotus effect) can be used in many applications to remove contaminations by drops automatically maintaining cleanliness without extra human labour. The reason behind the lotus effect has been studied and revealed by many researchers. One enabling approach is to make a microstructured surface to mimic the lotus effect in nature. This article presents an integrated approach for design, fabrication and characterization of patterns of a 3D-microstructured surface with self-cleaning properties by using ultra-precision machining technology. The theoretical background of the design of microstructures with a large water contact angle is explained. Proper machining methods have been used to fabricate different microstructures. Methods for the measurement and characterization of the fabricated 3D microstructured surfaces are also discussed. Two types of 3D microstructured surfaces called frustum ridge and frustum pillar are designed, and their optimum geometrical parameters are analysed. A series of experiments have been undertaken to produce microstructured surfaces made of hydrophilic material by an ultra-precision raster milling process, and the microstructured surfaces have been measured and characterized in terms of geometrical forms and SWCA. The experimental results indicate that such a kind of 3D microstructures can achieve good hydrophobicity with a large SWCA (near 150°) by modifying the structural scales and patterns. It is found that patterned microstructures with a certain scale ratio and good surface quality, as well as multi-scaled patterned structures are expected to achieve a large water repellence angle, and hence, good self-cleaning properties. The present research provides an important means to generate surfaces with self-cleaning properties by using hydrophilic material.
Footnotes
Funding
This work was funded by the Innovation Technology Commission (ITC) of the Government of the Hong Kong Special Administrative Region (HKSAR) of the Peoples Republic of China (Project code: ITS/390/09).