
Abstract
Conventional sheet metal forming operations require component-specific and costly tooling, and their design and fabrication add to the lead time. Incremental forming is one of the technologies that has emerged as an alternative to the conventional sheet-metal forming processes for mass customization, where the necessary part is obtained by gradually tracing its contours on a sheet of required thickness using stepwise tool indents. In this investigation, stainless steel AISI 304 sheets were incrementally formed using a hemispherical tool under varying step depths, spindle speeds and horizontal feeds. The limit of formability and thickness distribution of the formed sheet were characterized. The microstructure of the formed specimens was studied using an optical microscope.
Keywords
Introduction
Conventional sheet-metal forming operations require component-specific and costly tooling, and their design and fabrication add to the lead time. Incremental forming is one of the technologies that has emerged as an alternative to the conventional sheet-metal forming processes for mass customization.1,2 It has received increasing attention from the engineering community owing to its flexibility and low cost. In this forming technique, the sheet is fixed to a simple milling fixture using clamps on both sides and tightened with nuts and bolts. Then the sheet metal part is formed in a stepwise fashion by a computer numerically controlled (CNC) rotating spherical tool without the need for a supporting die.3–6 The tool indents the sheet, following the contour of the desired part. The next contour is drawn by further indentation of the tool on the sheet metal, until the full part is formed. The process as described above is shown in Figure 1. The major advantage of incremental forming, as compared with the conventional forming techniques such as explosive, magnetic pulse forming, etc., is the absence of positive or negative dies, as well as the possibility of quick design changes. 7
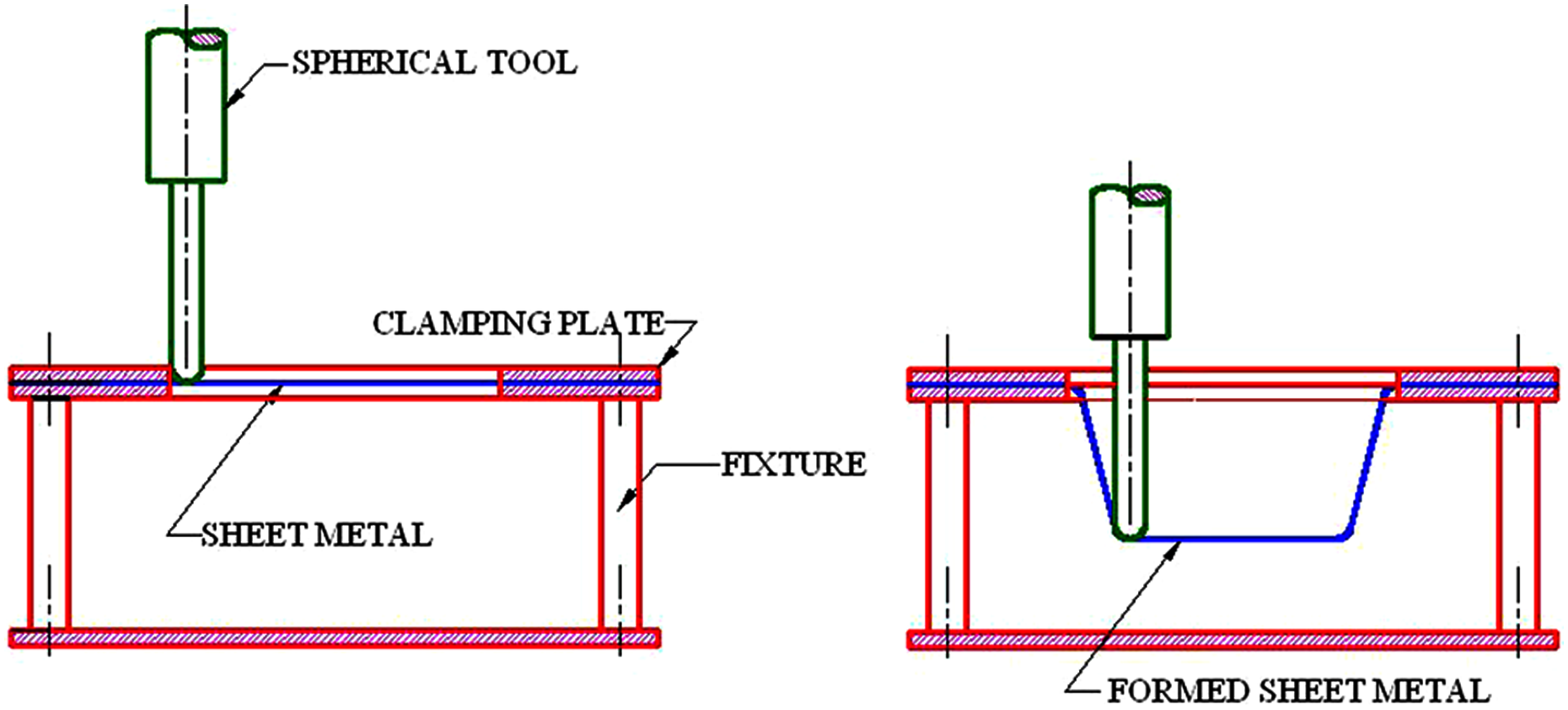
Negative incremental forming process.
Incremental forming has been successfully applied to aluminum alloys,8–11 magnesium alloys 12 and pure titanium sheets 13 to form different shapes. Stainless steel AISI 304 sheets are commonly used in manufacturing various automobile components, 14 architectural paneling, heat exchangers, etc. Austenitic stainless steels have a complex mechanical behavior at room temperature. 15 Formability is one of the demanded properties of this steel in industrial applications. Because of this, the austenitic stainless steel is an object of continuous studies. However, most of the studies have focused on the evaluation of formability of AISI 304 stainless steel sheets only through tensile tests.15,16,17 Hence, in this investigation, AISI 304 stainless sheets of 0.6 mm thickness were incrementally formed into conical components under varying step depths to study their effects on the formability and thickness distribution.
Experimental procedure
AISI 304 specimens of size 240 × 240 × 0.6 mm were clamped to a fixture and subjected to negative incremental forming in order to achieve a conical shaped component of base diameter 75 mm. The composition of the sheets was as given in Table 1.
Composition of AISI 304 (in weight %).

A CNC machine with the specifications of maximum spindle power 7.5 kW and maximum spindle speed 6000 r/min was used. The maximum table travel of the CNC machine was 600 mm in the longitudinal direction, 430 mm in cross travel and 460 mm in headstock travel.
A specially fabricated SiC tool of dimensions 6mm diameter and 100 mm length, as indicated in Figure 2, was applied on the sheets. Incremental forming was carried out on a 0.6 mm thick sheet with 0.3, 0.35 and 0.4 mm step depths. For each step depth forming was carried out at three spindle speeds, such as 1000 r/min, 1500 r/min, 2000 r/min, and three feeds, such as 1200mm min−1, 1400mm min−1 and 1600mm min−1. Forming limit, thickness distribution and microstructure of the formed sheet were characterized. The microstructure of the formed specimens was observed using an optical microscope under a magnification of ×100. The specimens for the microstructural examination were polished using diamond paste and etched with 0.05% hydrofluoric acid.

Silicon carbide tool.
Results and discussion
AISI 304 stainless steel sheets were successfully formed and the incrementally formed sheets are shown in Figure 3.
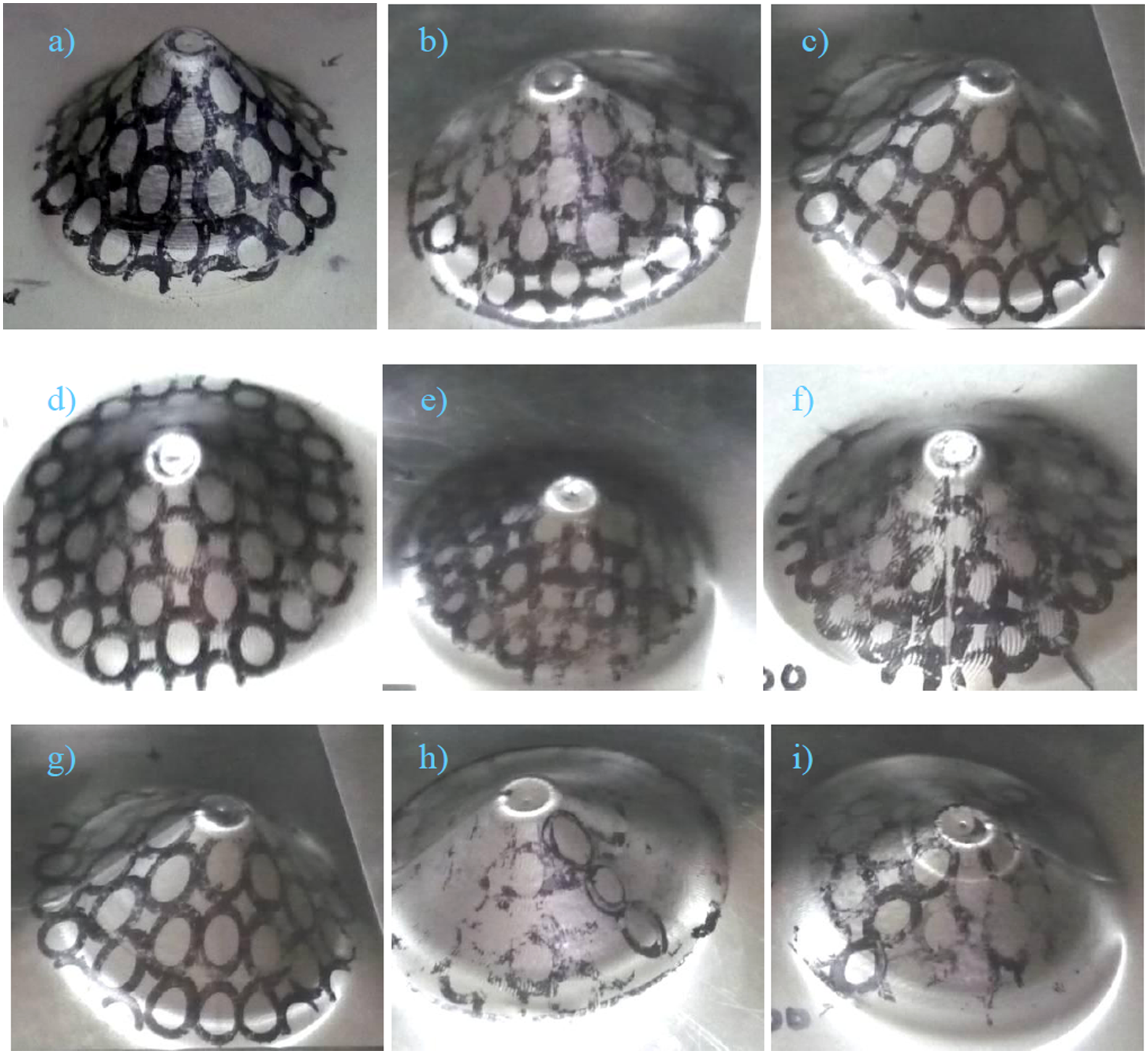
Incrementally formed components with a thickness of 0.6 mm and at a step depth of 0.4 mm: tool rotational speed and feed, respectively as (a) 1000 r/min and 1200 mm min−1; (b) 1000 r/min and 1400 mm min−1; (c) 1000 r/min and 1600 mm min−1; (d) 1500 r/min and 1200 mm min−1; (e) 1500 r/min and 1400 mm min−1; (f) 1500 r/min and 1600 mm min−1; (g) 2000 r/min and 1200 mm min−1; (h) 200 r/min and 1400 mm min−1; and (i) 2000 r/min and 1600 mm min−1.
Forming limit diagram
A good working knowledge of the achievable forming limit of a sheet is essential in fabrication of a new part as it is well known that above the forming limit localization of stress and fracture occurs. Hence, it becomes imperative to identify the maximum limit up to which a sheet metal can be formed. Forming limit diagrams are remarkably useful in identifying the maximum limit of forming as they display the critical combinations of major strain and minor strain on the sheet surface at the start of necking failure. Out of the various methods 18 to deduce the measure of strain, this research uses small circles etched on the surface of the sheet. The ratio of the major and minor axis of the ellipse to the diameter of the original circle gives the major and minor strain, respectively. Figure 4 shows the forming limit diagram (FLD) of incrementally formed sheets under various parametric conditions.
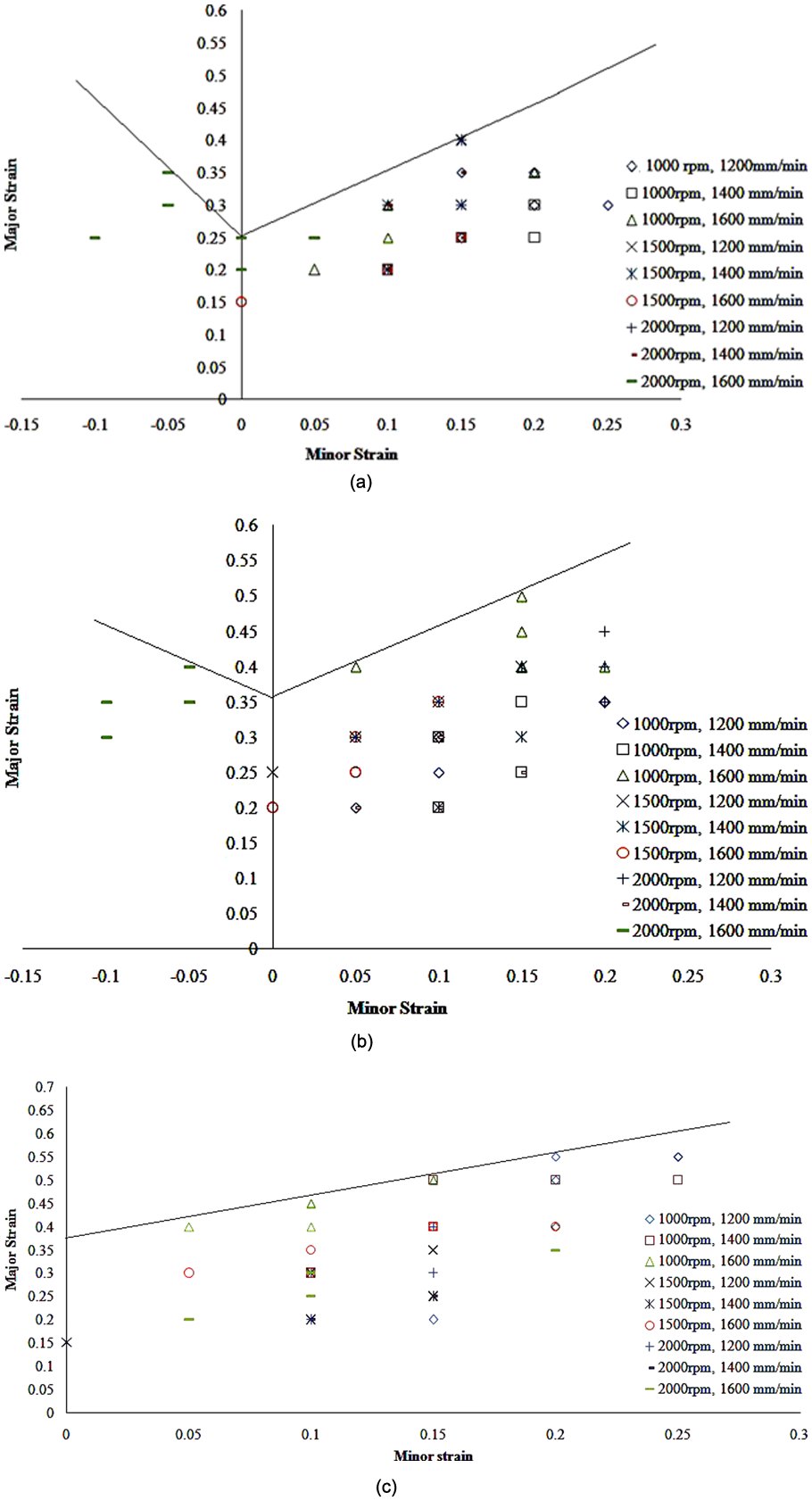
Forming limit diagrams for incrementally formed sheets: (a) 0.4 mm step depth; (b) 0.35 mm step depth; and (c) 0.3 mm step depth.
It can be observed that, for a particular step, depth increases in feed decreases the formability of the sheet. This can be attributed to the fact that the strain experienced by the sheet reduces with increases in feed. For this reason the formability of the sheet is better at lower feed rates. On the other hand, very low feed rates can involve a higher forming time. In this experimental investigation the best results of formability were obtained at a feed of 1200mm/min for the step depths of 0.4mm and 0.3mm. However, at a step depth of 0.35mm the formability was best at 1600mm/min.
Consistent with a previous study 19 at higher tool rotational speeds formability of the sheet decreased owing to the increasing friction between the tool and sheet, and the corresponding rise in roughness, wear of specimen and heat generated. Therefore, at low tool rotational speeds the dynamic frictional resistance to form is low and gives a better formability. Also, another previous study 20 shows that the presence of friction to a certain level increases the formability by spreading the strain over a larger area in the sheet and also lowering of stresses. In contrast, the absence of friction increases the amount of strain in the nose of the cone, thus limiting the depth before failure. However, increases in frictional forces of more than a certain level requires a higher amount of energy to form the part, thus decreasing the formability of the workpiece. In this study the highest formability was observed at 1000 r/min tool rotational speed at step depths of 0.3mm and 0.35mm. However, at 0.4mm step depth the tool rotational speed of 1500 r/min was optimum with the formability at 1000 r/min very close.
Similarly, at lower step depths of 0.3 mm and 0.35 mm, increased formability was observed owing to the relative lower axial forces and the roughness. Moreover, it was seen that the strain developed in the sheet was much less during the step depth of 0.3mm and hence there is an absence of negative strain. The reduced formability at higher step depths can be attributed to the same reasons as that given for tool rotational speeds.
Thickness distribution of the formed part
The formed sheets are cut to a sector as indicated in Figure 5 and molded vertically and the thickness was measured at five points. The thickness measurement was taken from the top and extended to the bottom of the formed depth as shown in Figure 6 (specific locations indicated). The variations in thickness at different depths from the clamped surface are displayed in Figure 7. It was observed that the thickness of the formed components were non-uniform, as consistent with a previous study. 21 This is owing to the reason that initially the tool loads its path to form the part along the clamped surface. Hence high deformation is prevented in the clamped region. 22 However, with increasing depths, the sheet thins owing to a shearing action by the tool. The bottom part of the sheet being the last region to form, it experiences maximum thinning.
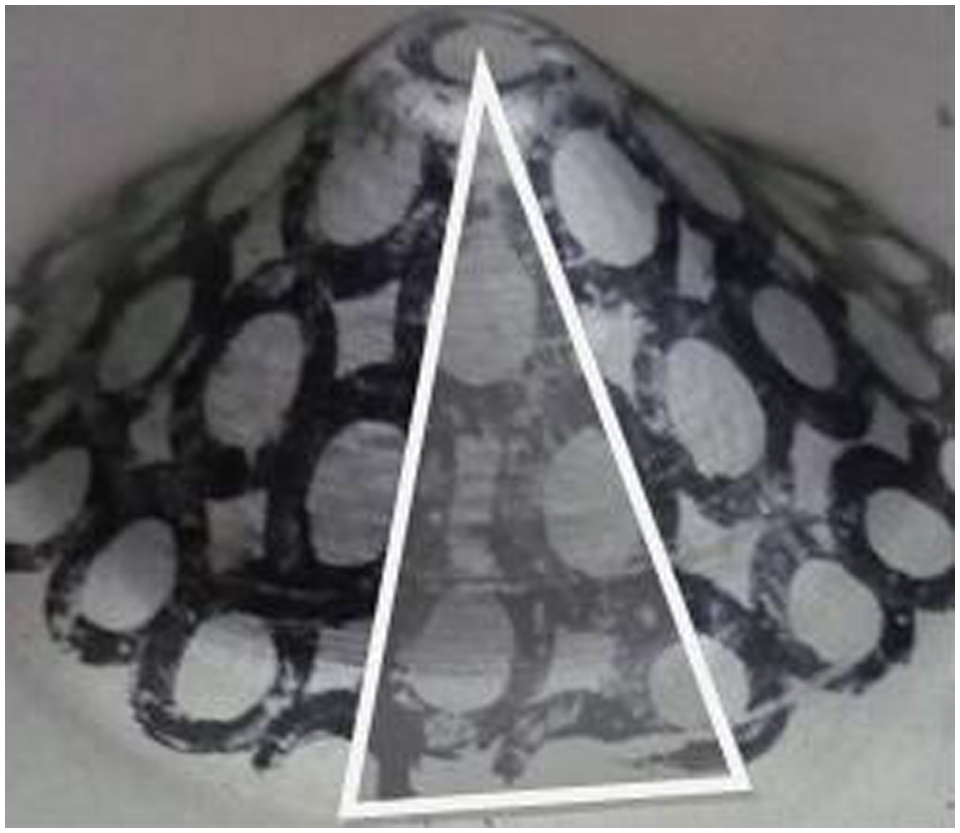
Cut sector of the cone for thickness measurement.
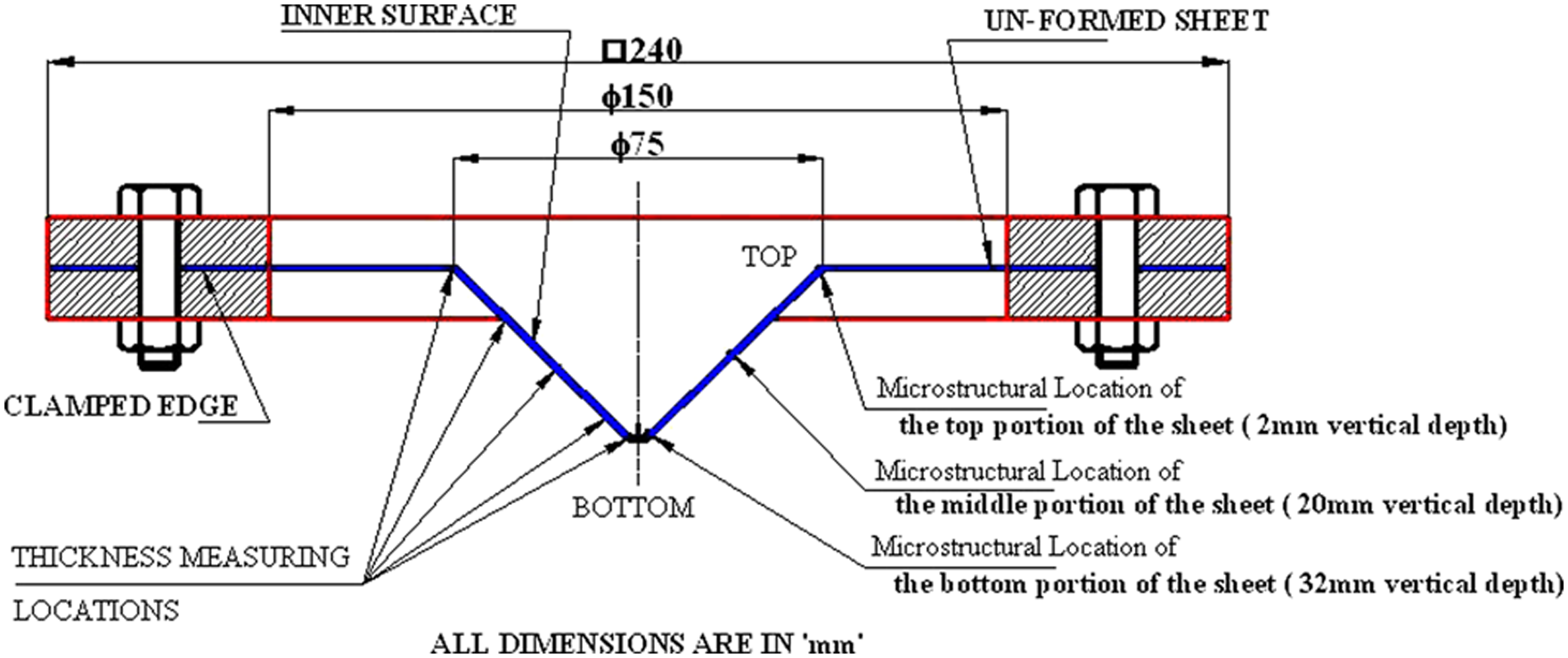
Thickness measurement zone of the formed sheet.
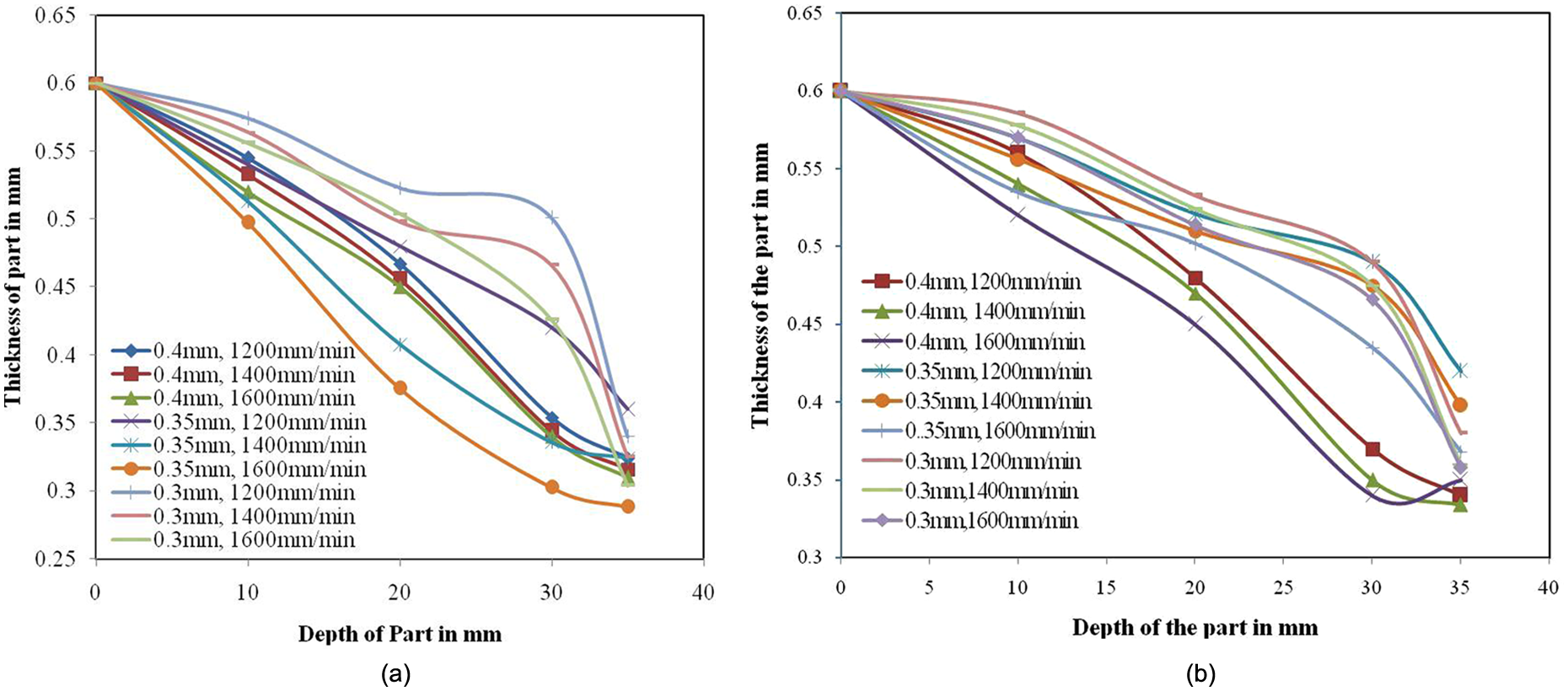
Thickness distribution of incrementally formed sheets: (a) thickness distribution for 1000 r/min; and (b) thickness distribution for 1500 r/min.Standardize axis of graphs: Thickness of part in mm, Depth of part in mm
Microstructure
Figure 8 shows the microstructure of incrementally formed AISI 304 sheets. The top section of the sheet shows two phases. The inner area of the cone displays a uniformly grained austenite matrix. However, during incremental forming, plastic deformation owing to cold working has occurred.
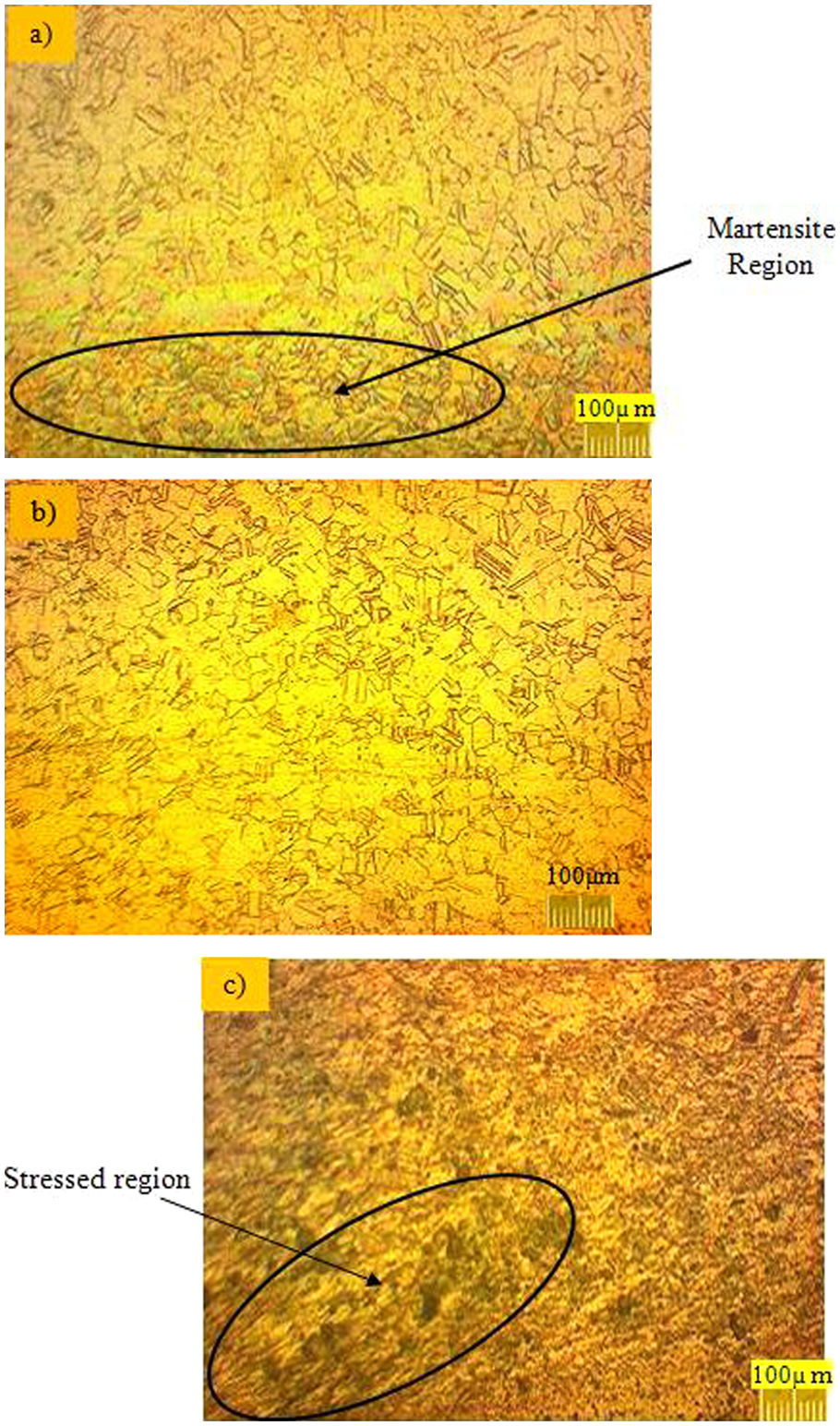
Microstructure of the formed part with original sheet thickness 0.6 mm: (a) top portion of formed sheet; (b) middle portion of formed sheet; (c) bottom portion of formed sheet.
Moreover it has caused transformation to the martensite phase (the dark region indicated in the figure) at a depth of 50 µm. Owing to the stress developed during forming, the austenite phase gets transformed into the martensite phase. 23 The percentage of austenite to martensite is approximately 96% and 4%, respectively (evaluated using Dewinter Material plus software Version 4.2). It can also be observed as the grains are heavily strained and stress bands are seen.
Conclusions
Stainless steel sheets of 0.6mm thickness were incrementally formed in this study under different step depths, feeds and speeds. The following conclusions could be drawn within the present experimental range.
For a constant step depth both feed and speed influence the formability and thinning limit of the formed component.
A maximum reduction in sheet thickness of around 50% has been observed.
The highest forming limit was achieved for a sheet thickness of 0.6mm at a feed of 1600mm min−1 and at a speed of 1000r/min.
The austenite microstructure displayed increasingly elongated grains when the distance from the initial position of forming increases.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.