
Abstract
This article presents the use of an electrically assisted manufacturing method in the incremental sheet forming process to improve formability, surface quality, and geometric accuracy. This system utilizes a direct current source connected directly to a metal sheet through two electrodes at opposite edges to conduct heat based on Joule’s effect. The approach produces a homogeneous heating zone in the whole metal sheet with very short ramping time. In this work, the heating system is designed to serve the investigation of formability, geometric accuracy, and surface roughness of the hot incremental forming technology. Three main results expected from this system are the influence of the processing parameters on the formability, the ability to improve accuracy and formability, and the reduction or elimination of springback effects in the deformation of high-strength aluminum alloy sheets (AA5055) and magnesium alloy sheets (AZ31).
Keywords
Introduction
Incremental sheet forming (ISF) is an innovative die-less method using a computer numerical control (CNC) machine to deform sheet materials with short setup time and low cost. This technology utilizes a hemispherical-end tool fixed on the CNC spindle, which may be rotated at a certain speed or be rotationally fixed to locally deform the sheet materials following a programmed tool-path. The metal sheet, which is clamped firmly on the CNC machine table, is plastically deformed layer by layer to produce the product’s final shape. This technology suits the rapid prototyping process or the low–medium batch production with truly low cost and short manufacturing cycle. It can be performed to form products from both polymeric and metal sheet materials.1,2 However, to improve the capability of ISF technology in industrial applications, it is necessary to spend more researching efforts on improving the geometric accuracy, the springback phenomenon, and the formability. In particular, the applicability of the ISF process in hard-to-deform sheet materials such as high-strength aluminum alloys, magnesium alloys, and titanium alloys has been of interest to many industrial sectors. These materials are characterized by a high strength to weight ratio suiting the aerospace and automotive industries, which are facing the challenge of cutting CO2 emission by reducing the weight of components and structures in products. However, their formability for both the conventional and the ISF approaches is very poor at room temperature. There have been significant efforts in previous researches using different heating sources to support the deformation process such as heating chamber, 3 laser-assisted forming, 4 or electrically assisted manufacturing (EAM).5,6 These works have shown encouraging results.
Ambrogio et al. 3 designed a forming chamber with a resistant panel assembled around the outer wall of a cylindrical die. The system can achieve the effective thermal control of the sheet to avoid thermal gradients. The authors focused on the determination of the formability limits of AZ31 and the correlations between formability and processing parameters by using a proper design of experiments (DOE). The experiments were performed in the temperature range of 200 °C–300 °C to evaluate the effects of tool diameter, depth step, and forming temperature. The results showed that a dramatic formability enhancement makes it possible to work with AZ31 in warm conditions. The influences of temperature and depth step on the formability are quite significant while the influence of tool diameter is negligible. The maximum formability is achieved at 250 °C.
Duflou et al. 4 carried out a laser-assisted ISF process by using a six-axis robot and three-axis beam positioning system to form a Ti6Al4V sheet. The laser source’s movement is synchronized with the travel of the forming tool to create a dynamic heating zone in the vicinity of the contact point between the forming tool and the metal sheet. By applying this dynamic heating principle, stress levels and springback effects are reduced significantly. The authors achieved an improvement in the accuracy and formability of the ISF process. However, the cost of the laser source and its accessories and complex setup requirements are need to be taken into account.
Guoqiang et al. 5 introduced a simple system for hot ISF process by using an EAM method. In this heating system, the direct current (DC) source is connected to a forming tool through a graphite slider. It generates a local heating zone in the metal sheet at the contacting vicinity of the forming tool following Joule’s effect. The local heating zone is the key element in decreasing the forming force and increasing the metal sheet’s elongation. In this research, the authors focused on the formability and geometric accuracy and achieved encouraging results based on the proposed technique. It is concluded that this technique can be applied successfully to forming Ti6Al4V alloys in a temperature range of 500 °C–600 °C. Thanks to its simplicity and potential advantages, this method is able to enhance the usefulness of ISF technology with hard-to-deform sheet materials.
Ambrogio et al. 6 applied EAM for ISF process for three materials (AZ31, AA2024-T3, and Ti6Al4V) with a configuration that is similar to Guoqiang et al.’s. 5 In this study, the authors investigated three main aspects: (1) the material formability, (2) “a posteriori” analysis on the substrates to consider the influence of electrical heating on a microstructure, and (3) the surface roughness. The authors also asserted that hot ISF process would be considered as an alternative to hot stamping of lightweight alloys for the hard-to-form materials such as high-strength aluminum, titanium, and magnesium alloys. Both the electrical heating and induced strain have a considerable influence on grain distribution and depend directly on the material properties. The surface quality is influenced by increasing the wall slope angle.
In this research, the new approach of connecting the metal sheet to a DC source, which is usually used in electrically assisted forming system, is carried out to deform an aluminum alloy sheet (series of AA5055) and a magnesium alloy sheet (AZ31). The two electrodes are connected directly to the metal sheet to generate a homogeneous heating zone in the whole metal sheet (see Figure 1). The forming temperature can be adjusted by changing the current intensity that is continuously applied, cycled, or pulsed during the forming process. This system uses a closed control loop (proportional–integral–derivative (PID) controller) to accurately control the forming temperature, which can enhance the automatic capacity of the ISF process in industrial applications. There is no graphite slider or heater/furnace used in the process compared to other systems. This article aims at increasing the applicability of EAM in ISF process and taking into account the effects of homogeneous heating on formability, springback effects, and accuracy during the forming process. Three main results expected through this system are the influence of the processing parameters on the formability, the ability to improve the geometric accuracy and formability, and the reduction or elimination of springback effects in the forming process with high-strength aluminum alloy sheets and magnesium alloy sheets (AZ31).
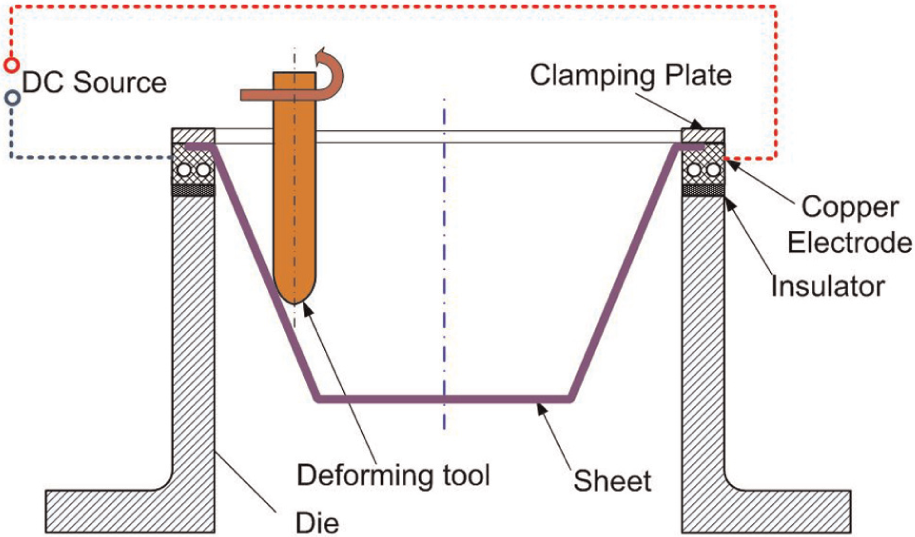
Scheme of equipment used for hot ISF process. DC: direct current.
Experimental equipments
In this study, the jig/fixture for ISF process is specially designed to operate at elevated temperature (see Figures 1 and 2). The clamping system consists of two plates made from fiber composite. The lower plate has a hard-steel insert, which is used as a backing plate to reduce the springback effects. The two plates are overlapped at the two copper electrodes to clamp the metal sheet tightly. The main component of the system is a DC power source (2.75 V, 14,000 A) directly connected to the copper electrodes. The cooling system includes internal pipes created by drilling the inside of the two electrodes. The outlet ends of the electrodes are connected together by a soft tube, while the other ends are connected to the inlet and outlet of a pump system (see Figure 2a). In this way, it provides a cycling cooling flow to protect the electrodes and adjust the forming temperature.
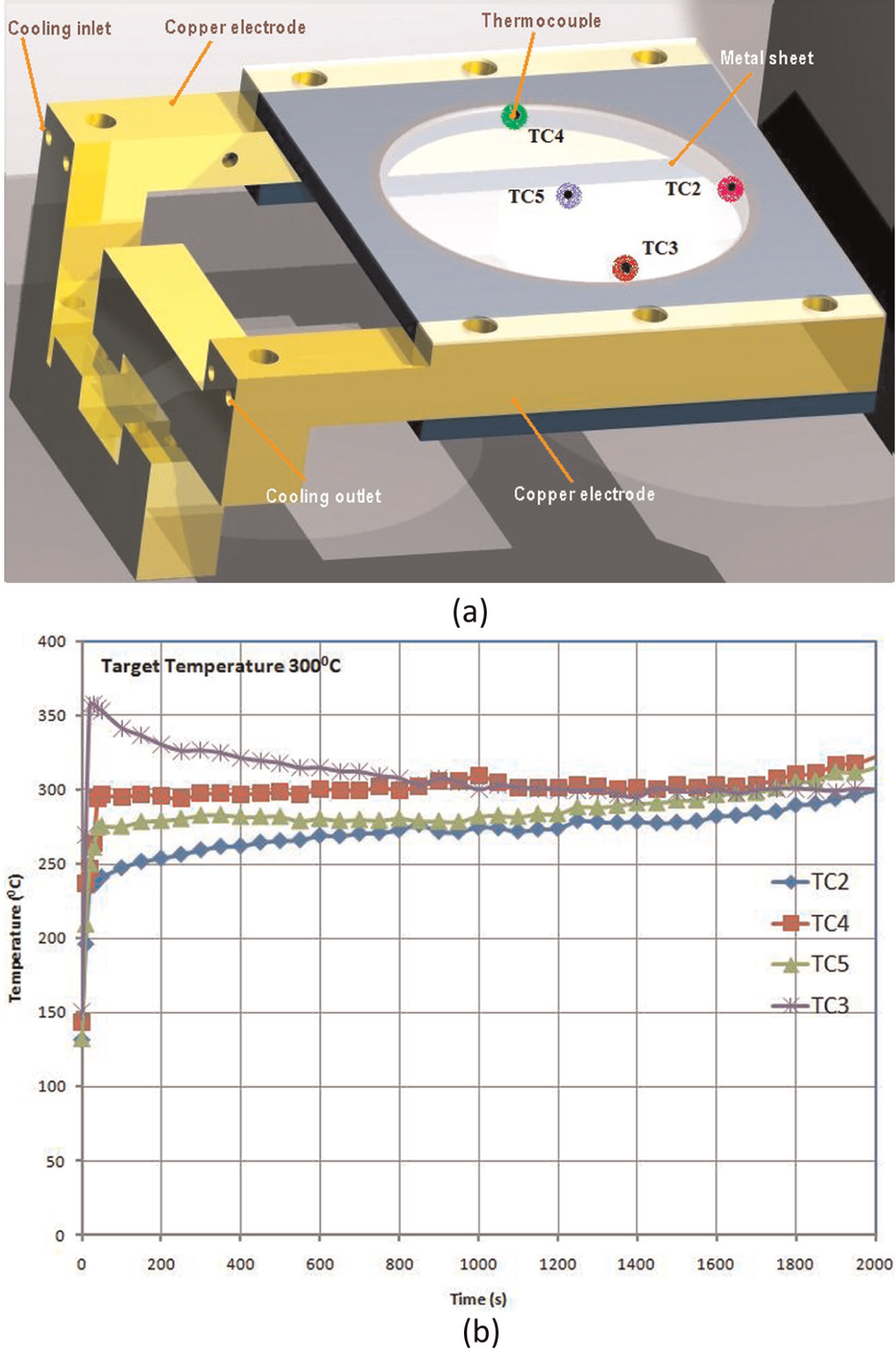
(a) The welded positions of thermocouples and (b) the forming temperature with respect to each position of thermocouples.
The forming temperature is adjusted by a feedback controller with four K-type thermocouples welded firmly on the lower surface of the metal sheet at different positions (see Figure 2a). The instantaneous temperature is continuously compared to the target temperature, and the current intensity is automatically adjusted by a programmable logic controller (PLC). The PLC serves as the controller for both the heating ramp and the remaining target temperature in the system. The heating ramp for the target temperature of 300 °C is less than 1 min (see Figure 2b).
The metal sheet used in all the experiments has a dimension of 200 × 200 mm2 with a thickness of 1.5 mm. The forming zone is a circular area with a diameter of 150 mm. The whole system is placed on a fiber-composite plate to isolate the electricity from the CNC machine table (Figure 3).
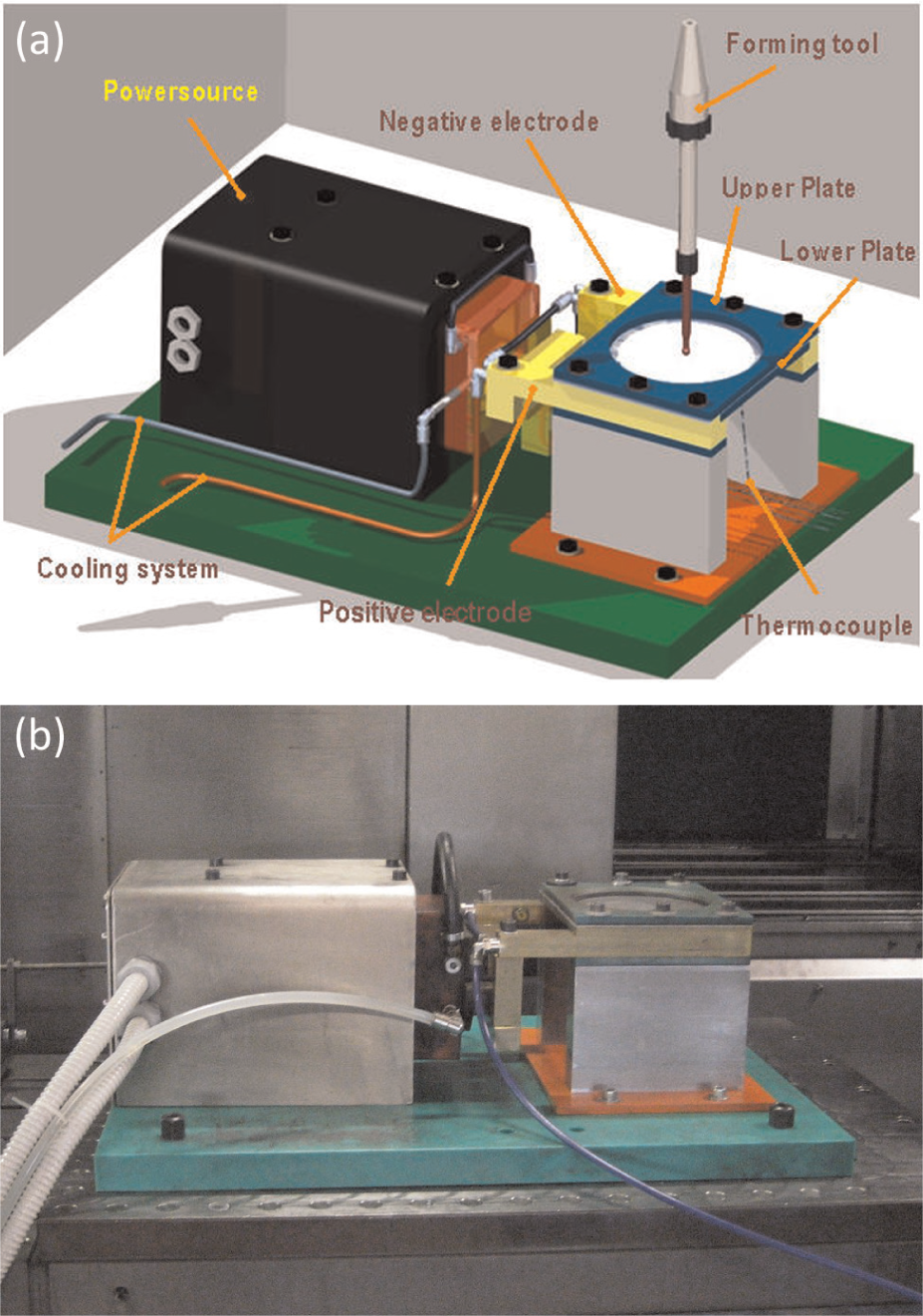
Jig and fixture system for ISF process. (a) CAD model (b) practical model.
The forming tool has a hemispherical-end shape with diameter equal to 10 mm, which is always pressed into the metal sheet surface to create a locally plastic deformation. In this system, the forming tool is designed with enough length to avoid the magnetic effect of the heating system on the CNC spindle. It is made from tool steel (BOHLER K100) to ensure good hardness and wear resistance. In order to reduce the contact friction between the forming tool’s surface and the metal sheet, different types of lubrication are used in the experiments, including solid graphite powder, MoS2 grease, MLS2 Lithium grease, and mixed lubrication.
Experimental design
First, in order to achieve three expected results in this research, the experiments are performed with a cone-shaped product, which has a circular generatrix to realize the influence of the processing parameters on the formability of AZ31 and AA5055 sheets at elevated temperature. The product profile with a circular generatrix enables the investigation of all the wall angles from 0° to 90°. Since the wall thickness of the product changes according to the sine law and the slope of the profile increases with its depth, the analyzed region is limited to an angle less than 90°. After each product is formed, its surface quality, geometric accuracy, and thickness distribution are considered. Second, for each maximum wall angle obtained, two frustums of cone models with this angle are built to recheck both the formability and the accuracy within a range of temperatures (150 °C, 200 °C, 250 °C, 300 °C).
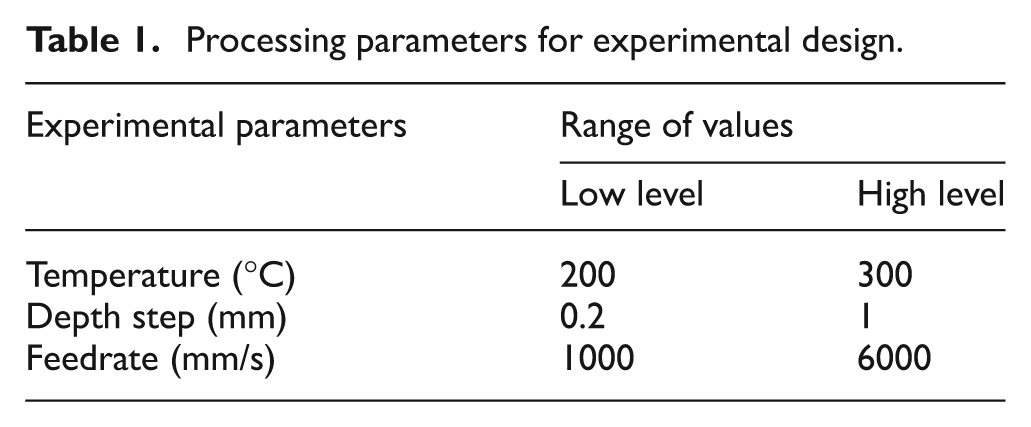
An experimental strategy is planned based on the DOE approach to determine the influence of the processing parameters on the formability of AZ31 and AA5055 sheets at elevated temperature. The forming temperature (T) of the AZ31 sheets is one important processing parameter. Other parameters such as depth step (Z) and feedrate (F), which have a significant influence on the formability of the ISF process with metal sheets, are chosen based on previous studies.2–6,8–10 This experimental campaign uses two-level factorial designs 2k with two replicates to assure the high probability of the experimental results. The maximum wall angle obtained in the experiments is considered the response parameter of DOE. The average values of the wall-angle results measured with the replicates are inserted into the design matrix. The total number of experiments is 16 with the ranges of experimental parameters presented in Table 1.
Processing parameters for experimental design.
Each metal sheet is deformed in the system shown in Figure 2 until any mechanical failure occurs. The obtained product height (h) is identified by both the value displayed on the CNC interface and the mechanical measurement (see Figure 4(a)). This value is converted into a maximum wall angle (α = arcos(h/r), where r is the radius of the product profile and h is the z-coordinate of the forming tool). 10 This angle value is then used to model a cone shape with a straight generatrix for rechecking the surface quality and geometric accuracy.
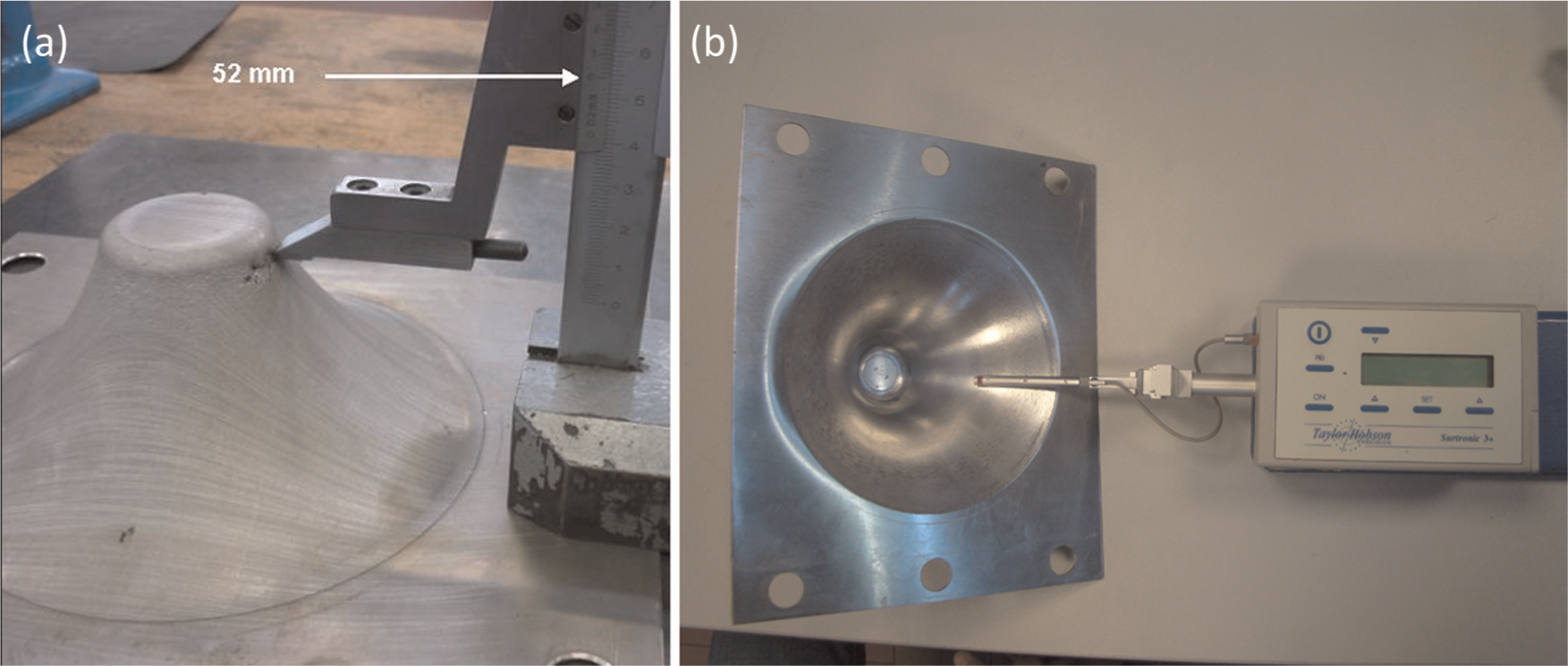
(a) Measurement of cone height, (b) Measurement of surface roughness by Surtronic 3+.
Results and discussion
Formability and surface quality
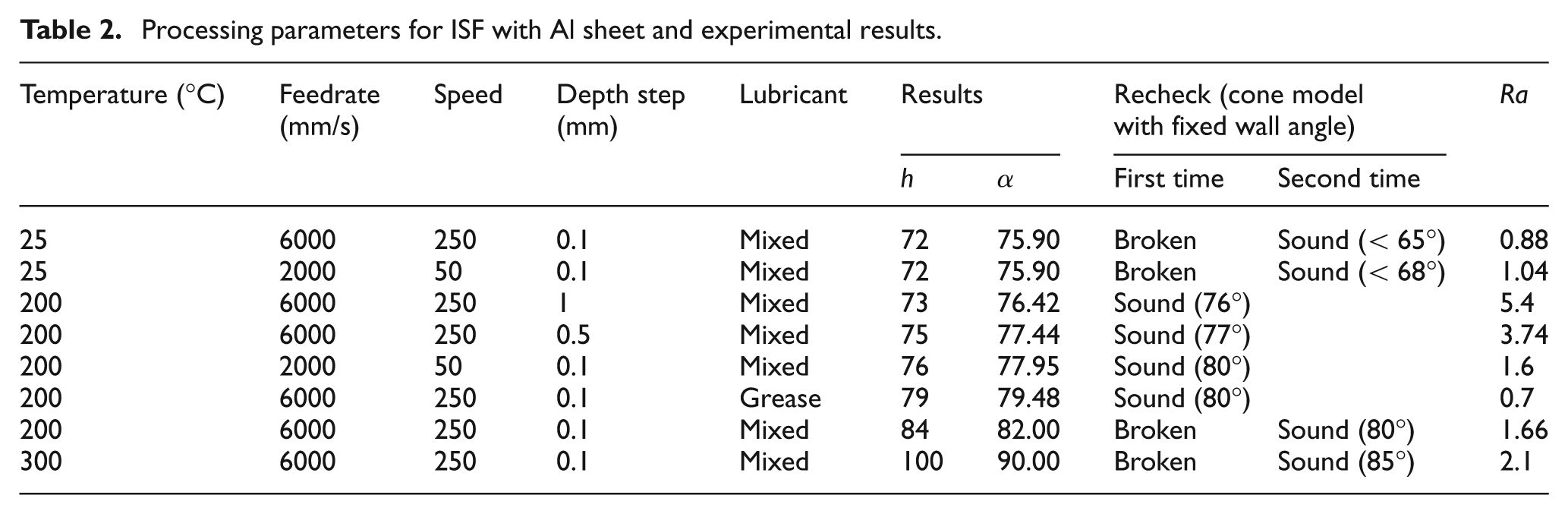
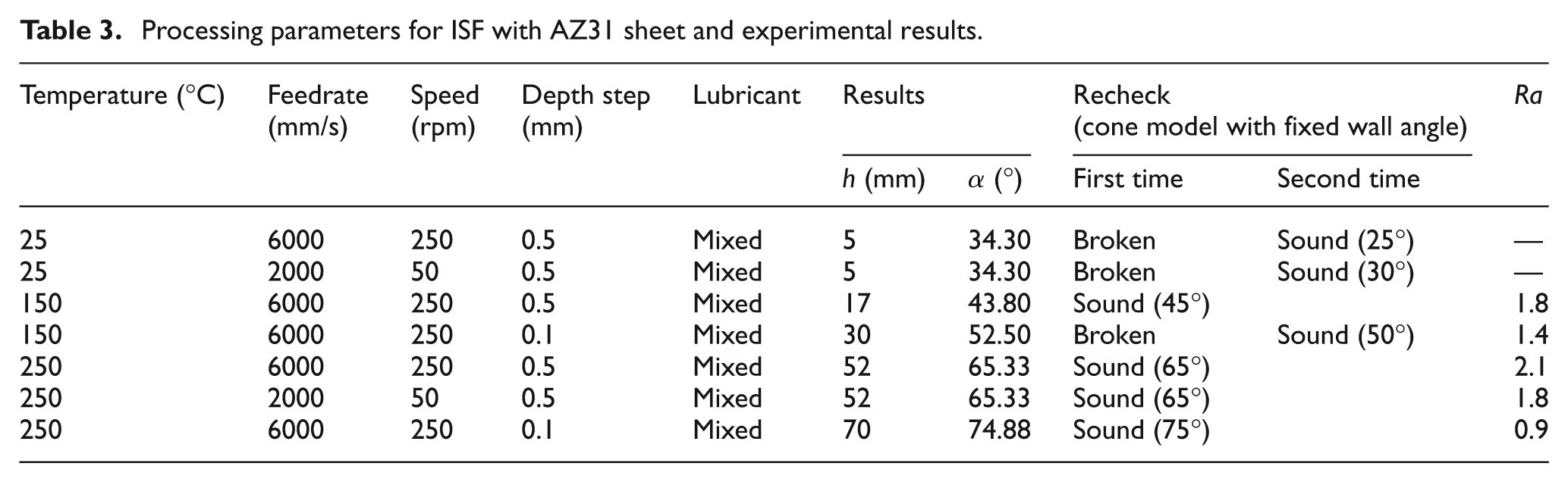
This study uses wall angle (α) and surface roughness (Ra) as the responses for regression analysis. The maximum formability is measured as the maximum wall angle obtained before the appearance of any mechanical failures. The surface roughness is measured for both formed surfaces, but because the inner surface’s roughness is higher than that of the outer one due to the influences of contacting condition, lubrication, and processing parameters, only the roughness of the inner surface is used as shown in Tables 2 and 3.
Processing parameters for ISF with Al sheet and experimental results.
Processing parameters for ISF with AZ31 sheet and experimental results.
Product quality can be obtained by controlling important factors. In this model, significant affecting factors consist of temperature (A), feedrate (B), depth step (C), the interaction between temperature and depth step (AC), and the interaction between feedrate and depth step (BC). From the analysis of variance (ANOVA), temperature has the most important impact on the formability of AZ31. It contributes 73.22% of all the effects on formability. This is consistent with the fact that AZ31 sheets have extremely poor formability when they are deformed at ambient temperature. The maximum wall angle of 74.2° obtained in this research is relatively high compared to other studies, where EAM method was applied to the ISF process. For AA5055 sheets, the formability is influenced primarily by the individual factors while their interactive effects are small. The forming temperature also has a significant influence on the formability of AA5055 sheets (73.1%). The maximum wall angle obtained in this study is 89.5°. This value is very high in comparison with the results of previous researches for both the cases at room temperature and the cases at elevated temperatures.3,5–7 Therefore, the deformation of AZ31 and AA5055 sheets at elevated temperatures can be considered the main processing parameters of the ISF process.
The contributions of depth step and feedrate to the formability of AZ31 are significant and equal to 9.33% and 6.6%, respectively. The results from mechanical testing show that AZ31 sheets have high sensitivity to the deformation speed. 2 Thus, mechanical failures occur easily at high feedrates. This restricts the industrial applications of ISF technology in large batch production because ISF is a slow process compared to conventional processes such as deep drawing and stamping. The increase in speed of ISF process by increased feedrate is limited by the capability of the CNC machine. However, the interactive contribution of feedrate and depth step is relatively small (2%). It can be considered a solution for speeding up ISF process in an optimal way. The depth step mainly affects the axial deforming force and surface roughness. At present, a special ISF machine can provide an axial force of up to 30 kN. 11 Thus, increasing depth step and feedrate to improve the surface quality is a good solution for AZ31 sheets. For AA5055 sheets, the effect of feedrate is higher than the effect of depth step because of high ductile behavior of aluminum sheets at elevated temperature. AA5055 sheets can withstand axial deformation better than AZ31 sheets when the forming tool moves down.
The interaction effect between temperature and feedrate is considerable. This can be explained by investigating the microstructure of AZ31 sheet. At high deformation speed, grains are elongated in the deformation direction without dynamic recrystallization (DRX) phenomenon (see Figure 5). At 300 °C and high deformation speed, DRX seems to appear, but grain sizes are very large (see Figure 5(c)). The large grain size triggers a hard deformation in metal sheets, which influences the formability and surface quality. Therefore, the combination of high deformation speeds and elevated temperatures decreases the formability of AZ31 sheet.
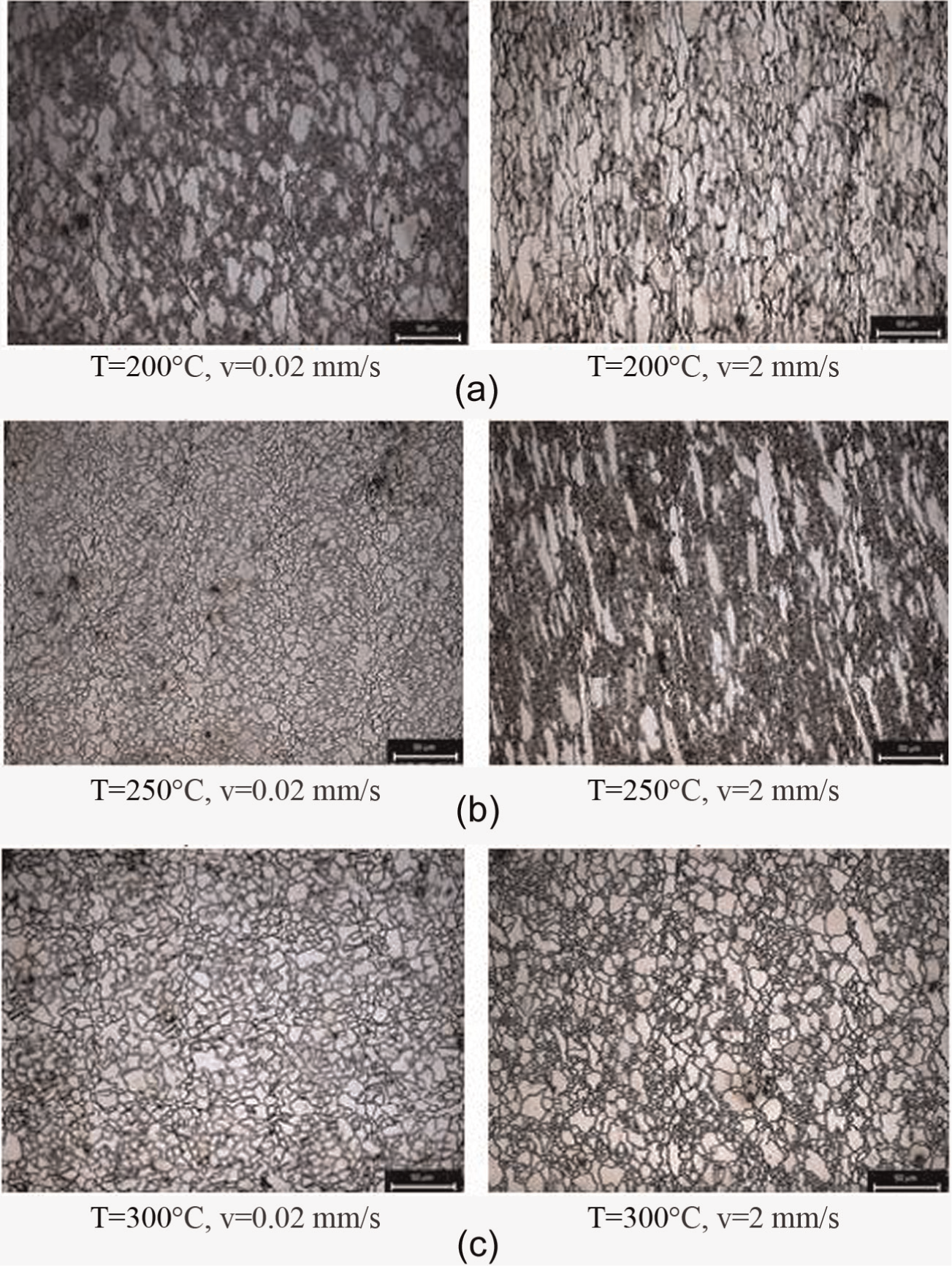
Microstructure of specimens in the direction of 45°. Source: Reproduced with permission from the study by Pellegrini et al. 2
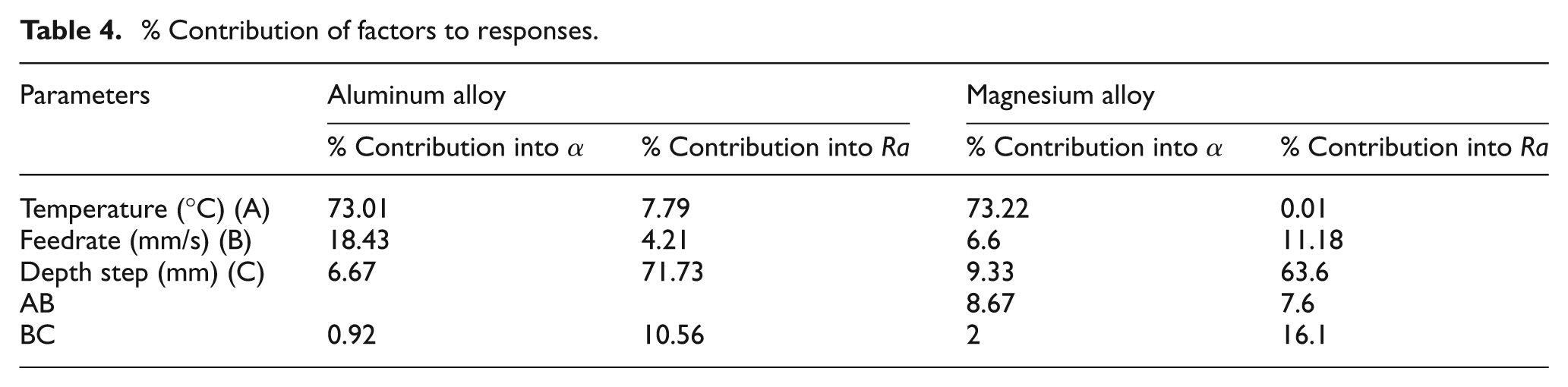
The interaction effect between depth step and feedrate in the case of maximum temperature leads to a change in the wall angle from 73.68° to 74.2° (see Table 3). The combined effect of minimum feedrate and maximum depth step also leads to a change in the wall angle from 51.68° at the maximum temperature to 74.2° at the minimum temperature. Adjusting depth step and feedrate values in a consistent way improves the formability of AZ31 significantly. However, the interaction effect between feedrate and depth step on the formability of AA5055 sheet is insignificant and is presented in Table 4. An optimal compromise between the best formability and the saving in deformation time can be obtained by using this result because their interactive effect is very small (0.92%).
% Contribution of factors to responses.
Similar to conventional forming, controlling the surface quality is also an important aspect in ISF process. It is a difficult task for technicians to determine which processing parameters are responsible for the surface quality. For example, in milling process, an additional polishing operation may be needed for industrial applications where high surface quality is required. In our experience with ISF process, the tool steps in horizontal and vertical directions are important parameters that affect the surface quality. It is also identified that the contacting condition between the forming tool and the sheet surface has an influence on the surface quality. 16 The influence of the contacting friction can be minimized by using different consistent lubrications at elevated temperatures. It is important to note that the forming tool is always checked before and after the forming operation to avoid the influence of tool wear on the surface quality.
The results from regression analysis show that depth step is the most important parameter affecting the surface quality (63.6% for AZ31 and 71.73% for AA5055). For AZ31 sheets, the interactive effect between feedrate and depth step is also significant (16.1%). Similar to the wall angle response, the four other significant effects are kept for regression analysis and shown in Table 4. In contrast, the temperature’s effect on the surface quality is very small and thus can be eliminated from the ANOVA.
Depth step’s effect in ISF process is investigated through the deformation trace left on the product surface and is illustrated in Figure 6. For a milling operation, the scallop height that represents surface quality is determined by tool radius and the minimum distance between passes. A large radius leads to a low scallop height on the product surface due to the large superposition of the milling tool. It has been shown that smaller tool radii give higher formability in the ISF process. 7 Therefore, this behavior can be explained by noting that a contacting zone between the forming tool and the sheet surface is relatively small and depends on the wall angle. For the same tool radius, a smaller wall angle gives a larger superposition zone and, consequently, higher surface quality. As a result, the effect of tool radius on the roughness is negligible for small depth step and large wall angle. This effect, however, can be significant at high depth step and small wall angle. Note that a helical tool-path is used in all ISF experiments to minimize the downing force when the forming tool finishes a moving round. As a result, the forming force does not depend on the product size while the surface quality is improved significantly.
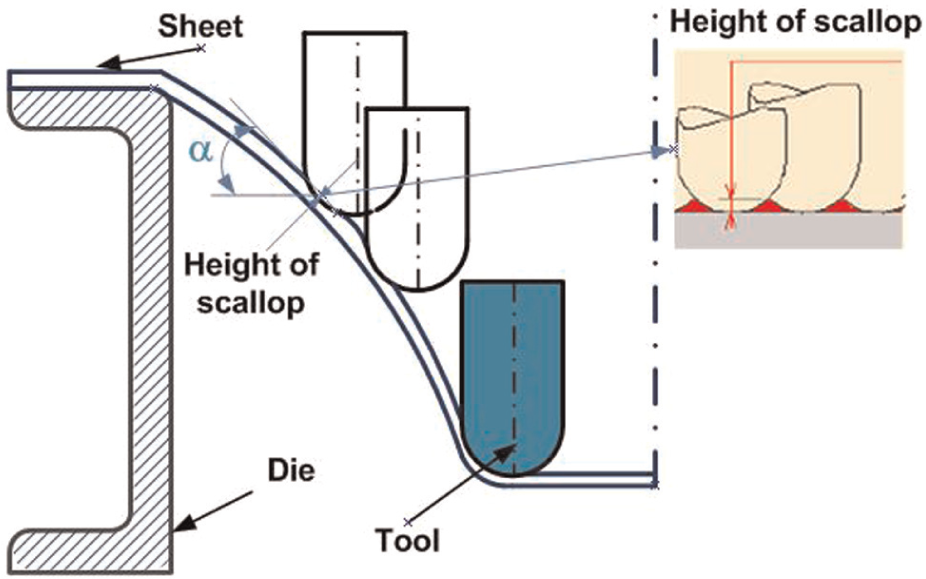
Effect of depth step on surface quality.
The influence of depth step and feedrate on surface quality is significant for both AZ31 and AA5055 sheets. The interactive effect between feedrate and depth step in ISF process with AZ31 is also significant (16.1%, see Table 4). Although the temperature’s effect is small, its combination with feedrate is relatively significant (7.6%). This behavior can be explained by investigating the microstructure and mechanical properties of AZ31. The grain size is very large at high deformation speed and elongated in the moving direction of the forming tool without DRX process at 200 °C (see Figure 5(a) and (c)). Deformation is difficult for large grains, and thus, the surface quality is low because opercula failure occurs on the product surface. This problem usually appears in cases where AZ31 sheets are deformed at high feedrate. However, the forming temperature of the AA5055 sheet has greater contribution to the surface quality than the forming temperature of the magnesium sheet. This phenomenon seems to be the consequence of large grain sizes created by increased forming temperature.
The effect of friction at elevated temperature
Surface quality is influenced significantly by the lubrication condition. In this study, three different lubrications (MoS2, MLS2 Lithium, and solid graphite powder) are used to reduce the contact friction in the forming process of AZ31 sheets at elevated temperature. The results show that MoS2 gives better surface quality, while the solid graphite powder is harmful to health and environment. Thus, the mixture of solid graphite powder and MoS2 grease is used to reduce the contacting friction in all experiments. The upper surface of the metal sheet is covered with a thick mixed-lubricant layer before the forming process and lubricant is added continuously during the deformation process.
The surface qualities obtained with each lubricant type are shown in Figure 7. Some first deforming rounds of AA5055 sheets using MLS2 Lithium grease at 200 °C show bad surface quality (Ra = 5.4). Then, the surface quality is improved significantly by using the mixed lubricant (Ra = 1.66 in Figure 7(a)). For AZ31 sheets, the highest surface quality is achieved with the mixed lubricant with Ra equal to 0.9 at 250 °C (Figure 7(c)) and equal to 1.9 at 150 °C (Figure 7(b)).
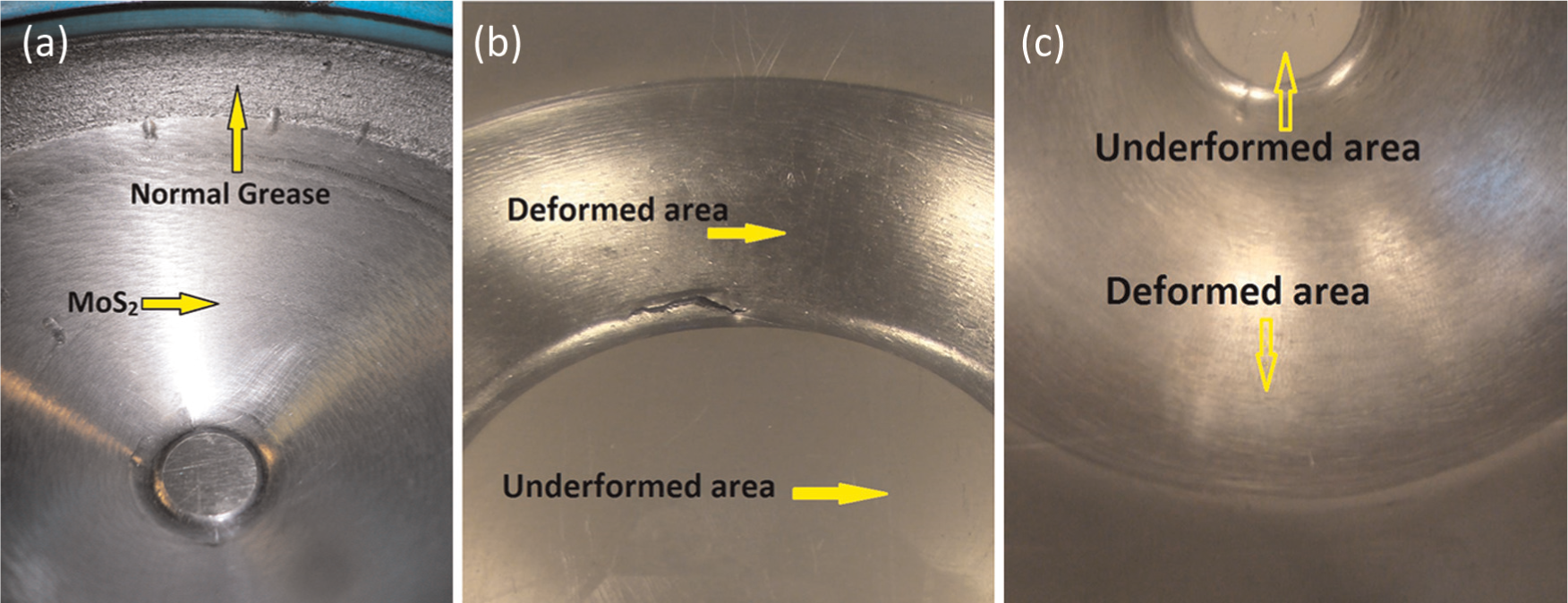
Influence of lubrication conditions (a) Normal grease vs mixed lubricate, (b) mixed lubricate at 150°C and (c) mixed lubricate at 200°C.
Geometric accuracy and thickness distribution
The geometric accuracy and thickness distribution of formed product are two important parameters in potential industrial applications. The ISF process is performed without using a dedicated die or a complex support; the metal sheet is deformed incrementally following the designed path. Therefore, the errors caused by the influence of machining parameters and springback phenomenon are the main concerns for industrial applications. There have been many researching efforts to improve the geometric accuracy and product quality in ISF method at room temperature.3–6 Improvements can be achieved by using optimized processing parameters or by tightening some constraints such as support and auxiliary die. However, tightening constraints to force better accuracy will reduce the flexibility and increase the complexity of the ISF technology.
In this study, the thickness distribution is measured using coordinate measuring machine (CMM). The product is fixed on the CMM table in two arrangements, which allows us to measure both the inner and the outer profiles (see Figure 8). The reference coordinate system is placed at the center of the product. A feeler with radius equal to 3 mm moves along the four-product generatrices at each quadrant point. The profile data are then used to calculate the wall thickness and rebuild the product profile. The wall thickness prediction is calculated by the sine law, which is used for the conventional spin process.2,10 The thickness distribution for both AA5055 and AZ31 sheets corresponding to different wall angles is shown in Figure 9.
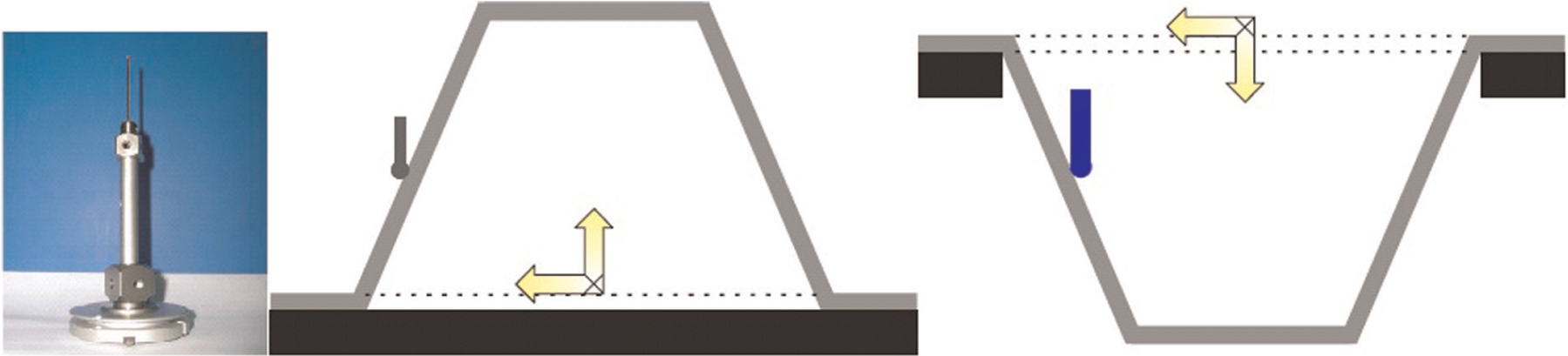
The reference coordinate system used in CMM.
In all the experiments, product deformation is started from a wall angle of 28° to save forming time. The real thickness values are greater than those calculated using the sine law in the first 10° and the last 10° because the sheet is bended freely. As shown in Figure 9, there are three distinguishable regions: (1) close to clamped position, (2) wall region, and (3) close to the cone’s top. Because the first region is bended freely, the thickness is underestimated with the real values being 1.33 and 1.45 mm for AA5055 and AZ31 sheets, respectively, instead of the predicted value of 1.31 mm. In the wall region, the thickness distribution agrees very well with the sine law for both materials. Finally, the real distribution is far from the sine law prediction near the intersection of the undeformed and the deformed parts. The large discrepancy between the real thickness value and the sine law prediction in the case of AZ31 sheets is due to the ductile property of AZ31 and the sudden deformation in the first few running rounds. However, the comparison at elevated temperature is much better than the comparison at room temperature. The maximum difference is less than 0.1 and 0.02 mm for AZ31 and AA5055 sheets, respectively.
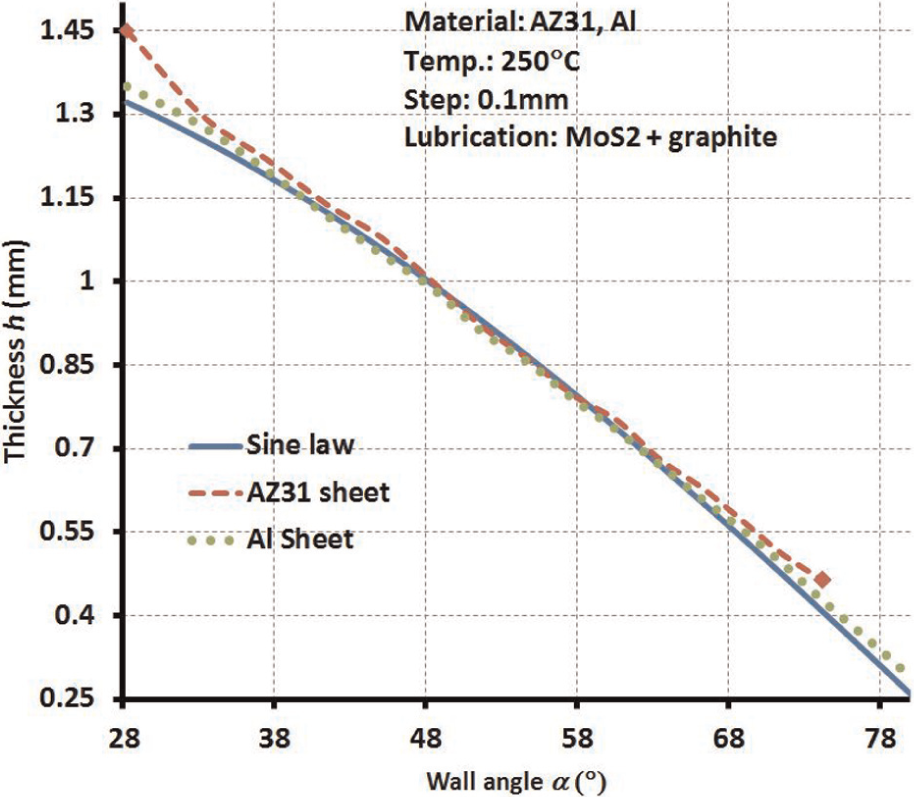
Comparison between thickness of sine law and actual experiment.
The geometric accuracy of the product is also an important parameter when the sheet is heated to a high temperature and becomes softer. A sheet deformation occurring far from a supported position of the backing plate will be twisted about the revolving axis of the product in the same rotating direction as the CNC spindle. From theoretical viewpoint, ISF technique can deform a part with unlimited depth. However, the geometric accuracy of the product is significantly decreased when a large depth is formed at elevated temperature. Figure 10 shows the product profile corresponding to different formed heights at a high temperature of 300 °C, a high feedrate, and a poor lubrication condition. They are cut at planes perpendicular to the revolving axis of the product. The product is significantly twisted at the height of 30–40 mm from the clamping position. This effect occurs when the metal sheet is excessively softened due to high temperature and due to the contact friction between the forming tool and the metal sheet.

A series of profile cut at planes perpendicular to the revolving axis.
From the CMM data, we obtain the profiles of the inner and the outer surfaces. Each product is measured at three different positions along the achievable depth. Figures 11 –13 show the geometric errors between the computer-aided design (CAD) profile and the actual formed profile of the AA5055 sheet under different machining conditions. These product profiles are illustrated using the relative height (h) and the radius of the cone shape (r) extracted from the CMM data. In general, the depth-step magnitude has the most influence on the geometric accuracy given the same forming temperature and feedrate. At 200 °C, the maximum error is 1.2 mm for the depth step of 1 mm. However, for the same condition and with a depth step of 0.1 mm, we obtain good agreement between the two profiles with an error of about one-tenth of a millimeter. The depth-step effect is dramatically decreased at higher temperature (300 °C) where there is no significant difference between the two profiles (see Figure 12). This is an excellent result for potential industrial applications. Springback phenomenon is eliminated during the forming process at very high temperatures. There are some explanations for the influence of DC on springback phenomenon at both macro- and microlevels.12–15
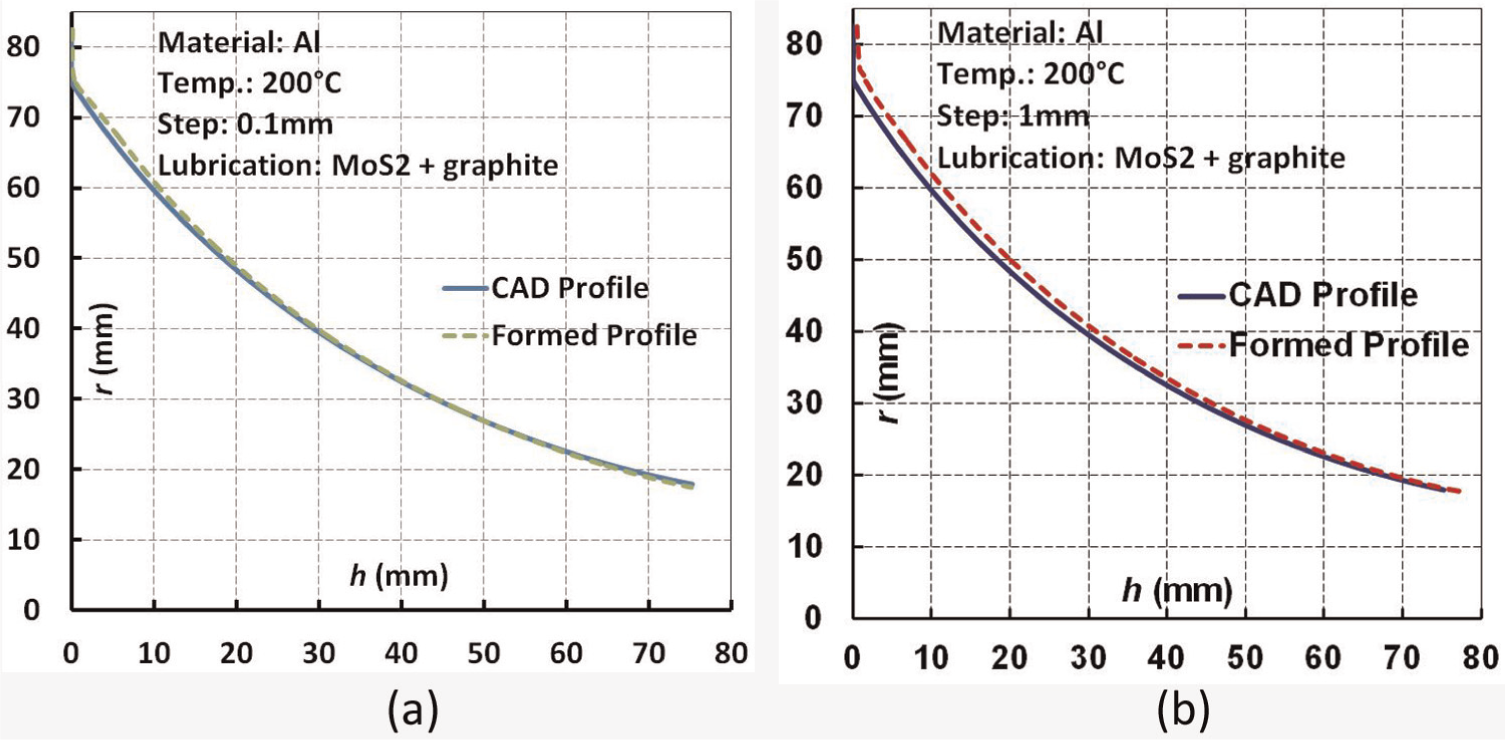
A comparison of CAD profile and formed profile at 200 °C. CAD: computer-aided design.
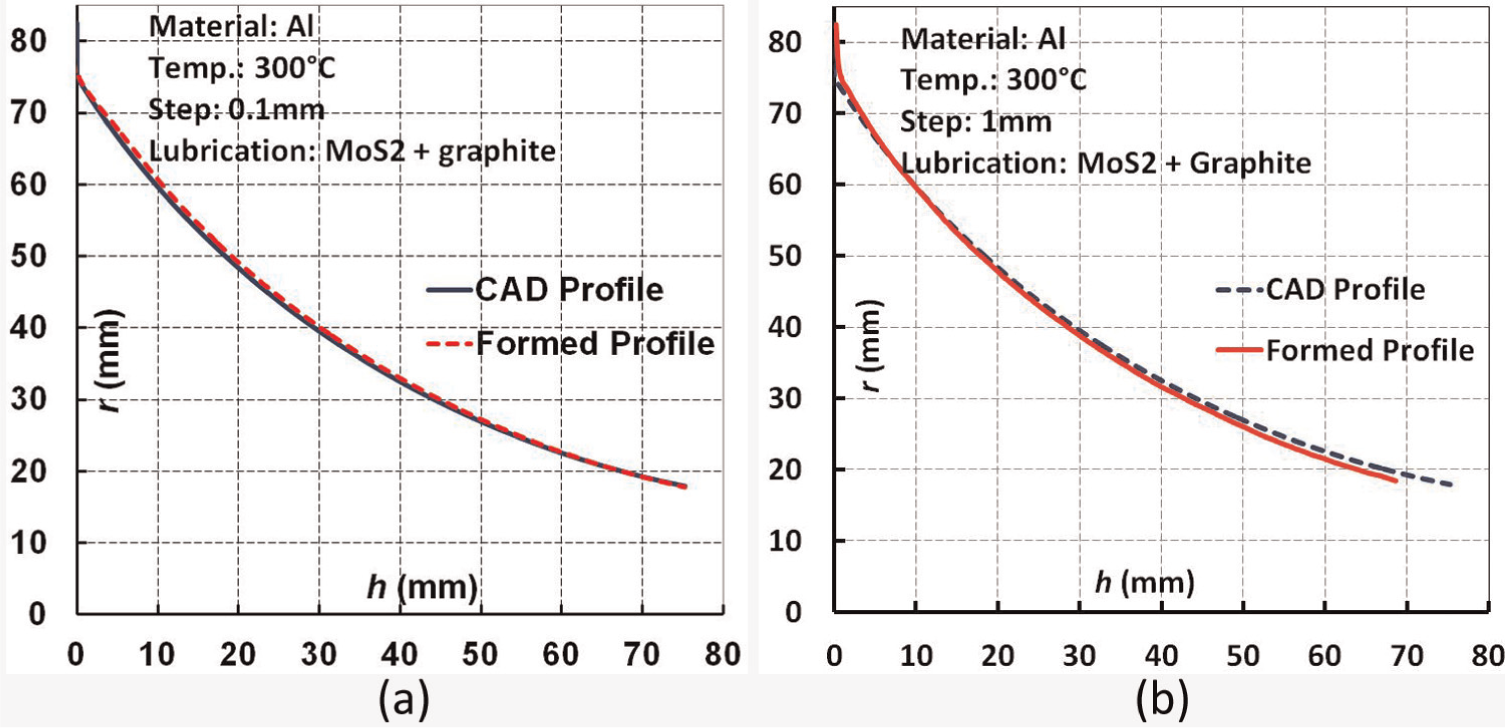
A comparison of CAD profile and formed profile at 300 °C. CAD: computer-aided design.
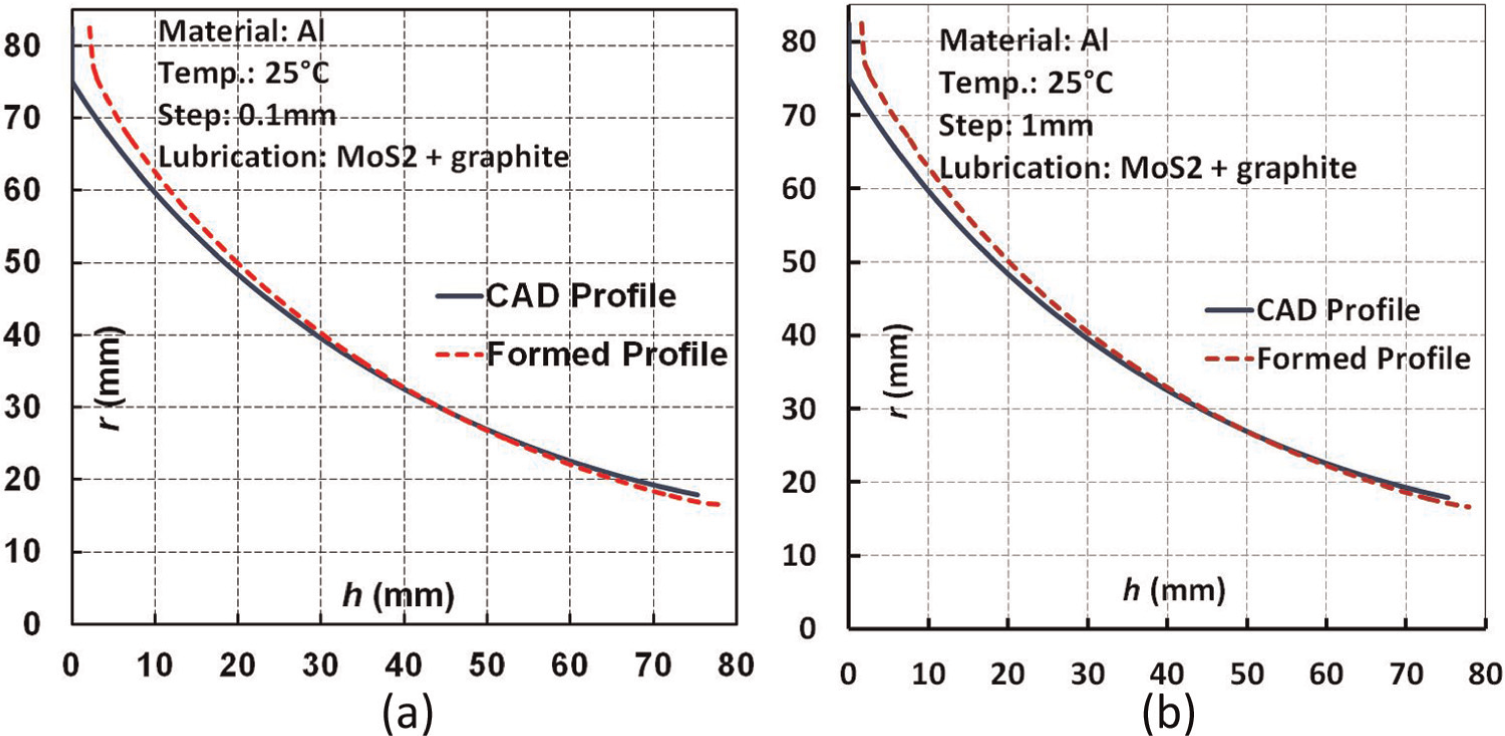
A comparison of CAD profile and formed profile at 25 °C. CAD: computer-aided design.
The formability becomes quite acceptable at the temperature of up to 200 °C for the deformation of AZ31 sheets. There is a large elastic recovery at lower temperature (see Figure 14). The maximum error between the CAD profile and the actual formed profile is about 1 mm. At the region near the clamping position, the tolerance (i.e. elastic recover) is quite large because the sheet is bended freely. However, a good agreement in the short distance between CAD and product profiles is in the wall region. Far from this region, the elastic recovery increases significantly, and the maximum tolerance is less than a millimeter. For the deformation of AZ31 at 250 °C, the tolerance decreases gradually with a maximum value of 0.7 mm.
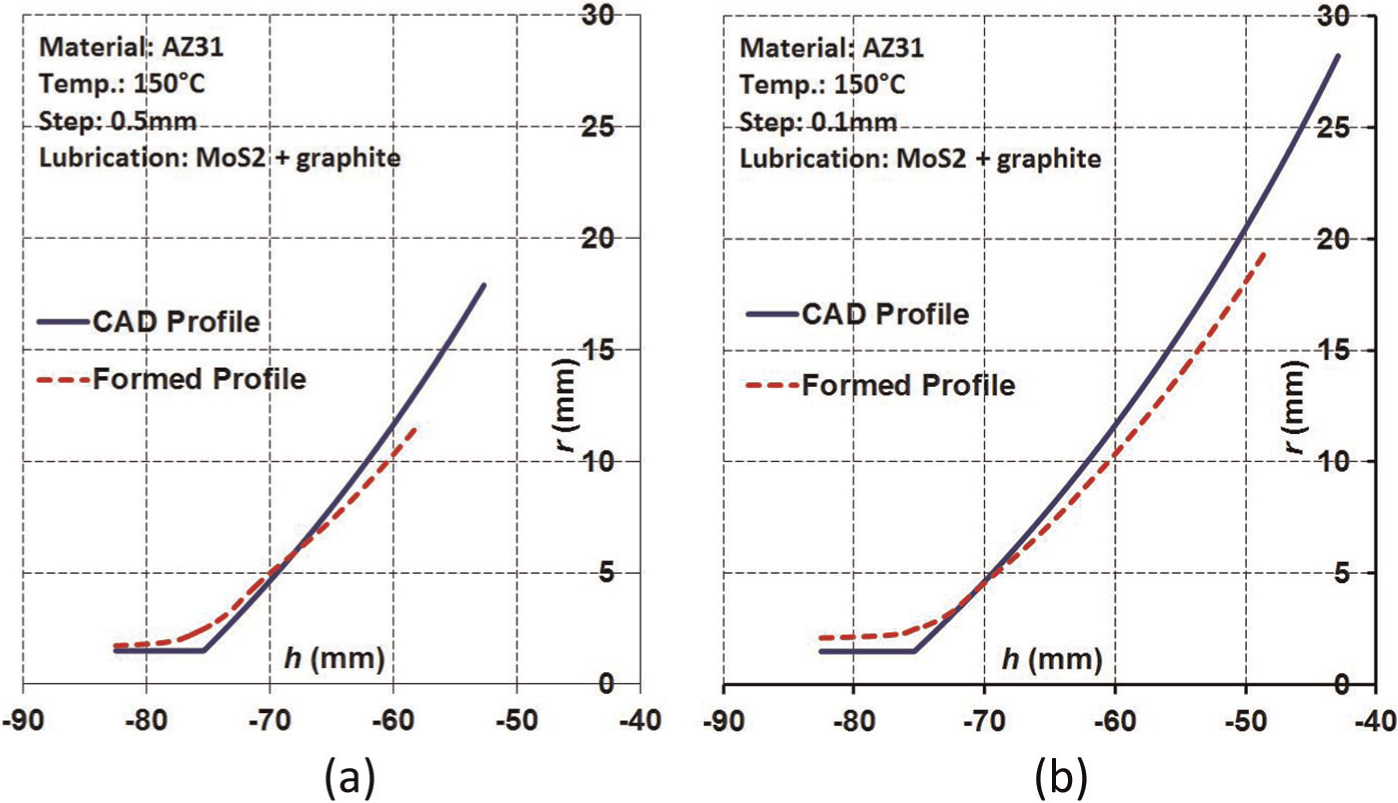
A comparison of CAD profile and formed profile at 150 °C. CAD: computer-aided design.
A large depth step, that is, high strain rate in transverse directions (TD), in the forming process reduces the accuracy of geometric profiles. The influences of temperature and strain rate on the mechanical behavior of AZ31 can be explained through microstructure analysis. There have been some research efforts focusing on the influences of grain size and deformation speed on the mechanical properties of AZ31 sheets.12–14 At a high deformation speed, grains are elongated in the deforming direction without DRX phenomenon. However, DRX phenomenon starts to occur at higher temperature and high deforming speed with the appearance of large grain sizes (see Figure 5(c)). Sheet deformation with large grain size is relatively difficult, and the elastic recovery in AZ31 sheet increases. Thus, the experimental results shown in Figure 15 are in good agreement with the theoretical viewpoints. Springback effect depends significantly on the forming temperature and deformation amount in ISF process.
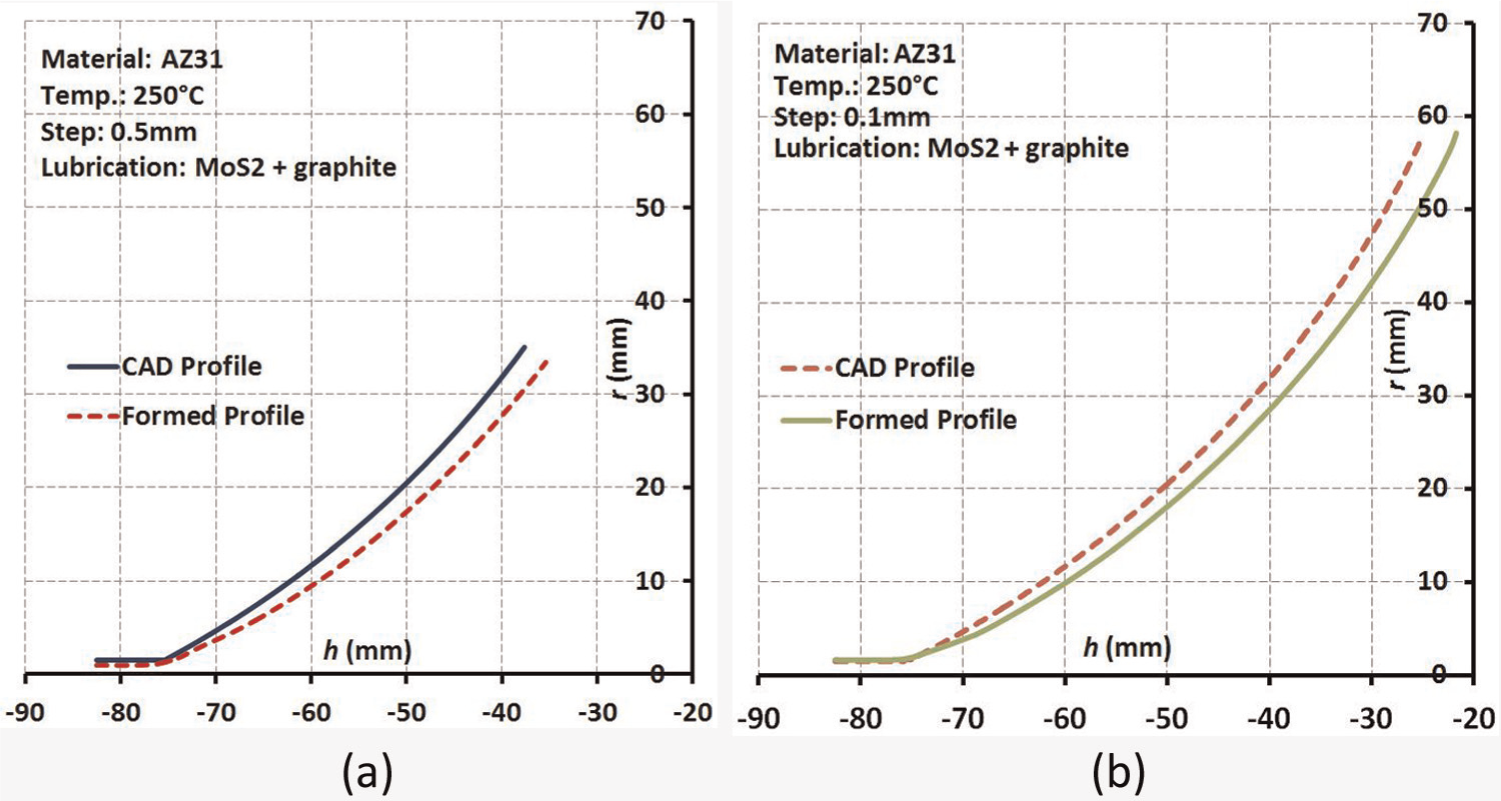
A comparison of CAD profile and formed profile at 250 °C. CAD: computer-aided design.
Conclusions
This research focuses on a new design of heating systems using electrically assisted ISF technology for AA5055 and AZ31 sheets. It is utilized to investigate the influences of processing parameters on formability, springback, surface quality, and geometric accuracy in hot ISF process. The conclusions are as follows:
The forming temperature plays an important role in improving the formability of ISF process. The maximum wall angle (85°) achieved in hot ISF with AA5055 is extremely high in comparison with the case at room temperature. The maximum formability of AZ31 can be obtained at 250 °C with high geometric accuracy and high surface quality of the product.
Springback effect is eliminated with a profile error of less than one-tenth of a millimeter in the case of small depth step.
The interactive effects of these parameters are the key solution for optimizing the processing time and product quality. Depth step and feedrate, which characterize the sensitivity of deformation speed, are important processing parameters for AZ31 deformation due to changes in microstructure at high temperature. However, this interactive effect is relatively small for the AA5055 deformation. The friction between the tool and the sheet metal plays a key role in the surface quality at elevated temperature.
The product is twisted about its involving axis for the deformation of a deep cone shape at elevated temperature.
Footnotes
Acknowledgements
The authors would like to express a deep appreciation to Prof. S. Bruschi and Dr A. Ghiotti at DIMEG, University of Padova, Italy for their help in this study. The authors also would like to acknowledge Roberto Carraretto for his support with the experimental equipments and performing experimental activities at his company.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This work was supported by Fondazione Cassa di Risparmio di Padova e Rovigo (CARIPARO).