
Abstract
The lost foam casting process for the manufacture of press dies has attracted a lot of attention because of various advantages, such as the small number of processes involved and the reduction in the cost of die production. In a recent study, tensile tests were conducted to analyze the casting defects of ductile cast iron, study the wear of as-cast and heated cast iron, and investigate the use of AISI H13 as a tool material for die casting. However, the most commonly used material for hot press forming is the forged tool steel AISI H13, which has excellent thermal resistance. In spite of the abovementioned advantages of die materials fabricated by lost foam casting, which arise from the near net shape design of the die, no study has been conducted on the use of the heat-treated H13 cast material for hot press forming dies. In this study, impact, machinability, tensile, and wear tests were conducted at high temperatures, and the properties of the heat-treated H13 cast material and the heat-treated H13 forged material were compared.
Introduction
Press dies for sheet metal forming have been made from materials fabricated by the lost foam casting process. The manufacturing costs can be reduced by this process, which involves near net shape technology, because of the minimal separate surface finishing and cooling hole machining required. In addition, in a comparison of the hot ductile fracture characteristics of two types of dies, it was found that heat check formation in a mold fabricated with the casting process was lower than in that fabricated by the forging process. Therefore, the lifetime of a tool can be improved in the case of a mold fabricated by the casting process.
Recently, high oil prices and environmental regulations have led to a great demand for materials, like high-strength steel (HSS), to be used in lighter, more reliable cars. HSS is a type of alloy steel that provides better mechanical properties (such as strength and toughness) than carbon steel. This steel is used to manufacture core automobile components, such as bumpers and side sills, which require high levels of toughness. For the forming of HSS into an arbitrary shape, the material should be inserted in the die set after being heated to a high temperature. For this reason, HSS cannot normally be manufactured using cast dies, which are usually used at room temperature. Therefore, forged dies manufactured with AISI H13, which is a tool steel designed for hot working, are used in the automobile industry. Also, the increased awareness of environmental issues has led to the emergence of the hot press forming process as a technology for the production of automotive parts.
Turetta et al. 1 reported that the forming process contributes to the strength increase of sheet metal by transforming its austenite microstructure into a martensite microstructure through rapid cooling. Mori et al. 2 showed that this process also results in decreased spring-back and excellent formability at high temperatures. Since the 1990s, the forming process has been used for automotive parts, such as bumpers and door impact beams, and the application of these parts has become more and more widespread.
As shown in the abovementioned research, dies for hot press forming are fabricated with forged AISI H13 material because of its high life span, dimensional stability, and abrasion resistance. However, its poor machinability greatly increases the manufacturing time and cost because of the complexity of the machining process. In addition, large dies have to be manufactured in several parts in order to cut the cooling channels. Therefore, if the properties of a press die manufactured by the casting process can be improved enough to make them comparable with those of a die manufactured by the forging process with heat treatment, there may be great reductions in costs and manufacturing times. Furthermore, the separate cutting of cooling channels would not be required. Various studies related to such cast materials have been carried out.
It was found that the tensile strength, investigated by Nilsson and Vokál, 3 and hardness, analyzed by Ma et al., 4 of a heat-treated ferrous casting mold are similar to those of a die made of material fabricated by the forging process. However, the properties related to elongation and impact are somewhat deteriorated because the casting mold material is relatively brittle and has fine porosity. Islam et al. 5 observed that the solid solution of carbide in the cast microstructure is not homogeneous, so heat treatment for this solid solution can be performed during the preheating stage. In addition, with the aim of finding alternatives, various studies have been carried out on the manufacture of aluminum cast molds 6 and their thermal properties, 7 and analytical simulations have been performed for AISI H13 cast molds. 8 These studies also showed the possibility of the improvement of formability. The research reported so far has focused on dies used for die-casting as well as casting processes, and studies on the effects of the heat-transfer coefficient on the time and pressure have been performed by Kim and Kang. 9
However, no studies have yet been reported on hot press forming dies or heat-treated dies made with H13 fabricated by the casting process. Therefore, in this study, the properties of forged and cast materials are compared in the context of the heat-treatment conditions. In addition, mechanical properties such as thermal shock, machinability, tensile strength, and wear are investigated at high temperatures. On the basis of the results, the possibility of replacing forged materials with cast materials is proposed.
Experimental procedure
Sample fabrication
For the fabrication of the cast material samples for this study, AISI H13, as shown in Table 1, was melted in a high-frequency melting furnace. 10 Impurities and oxides were removed by pouring the slurry remover into the furnace in order to ensure the manufacture of samples with constant properties. In addition, the oxygen in the material was eliminated using an aluminum deoxidizer to solidify the melt smoothly. 11
Chemical composition of AISI H13 (wt%).

Metal with a temperature between 1580 °C and 1650 °C was poured into the lost-foam sand mold using a ladle with a W-block shape, as shown in Figure 1(a). Dust and impurities on the fabricated W-block were removed using a shot-blasting machine. The samples shown in Figure 1(b) were made from the shaded portion shown in Figure 1(a) by rough machining. As shown in this figure, the W-block had the standard dimensions for steel casting, called ASTM A-703. This standard prevents mass effects from changing the microstructure and mechanical properties according to size, and stops the side effects of the product cooling rate from being dependent on the product’s appearance or location.
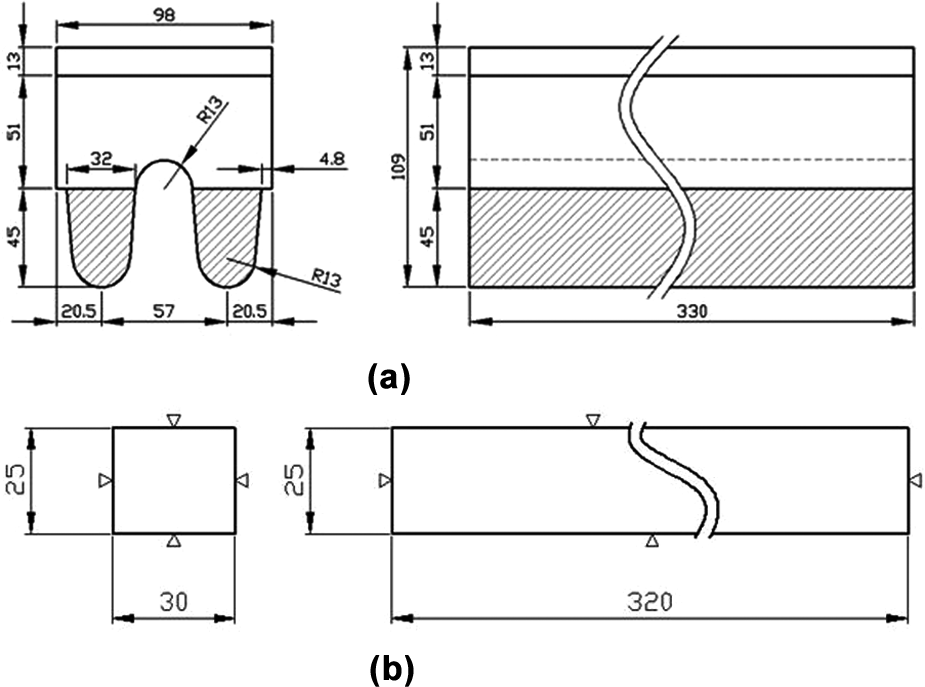
Test-piece dimensions: (a) W-block for casting steel according to ASTM A-703; (b) test-piece dimensions for heat treatment.
The quenching process increases the strength in proportion to the temperature, and also decreases the toughness. Therefore, to evaluate characteristics as the die material for hot press forming, cast material samples were heat treated under the conditions shown in Table 2 by heating the samples in the electric furnace and cooling the samples with the equipment shown in Figure 2.
Heat treatment conditions for specimens.
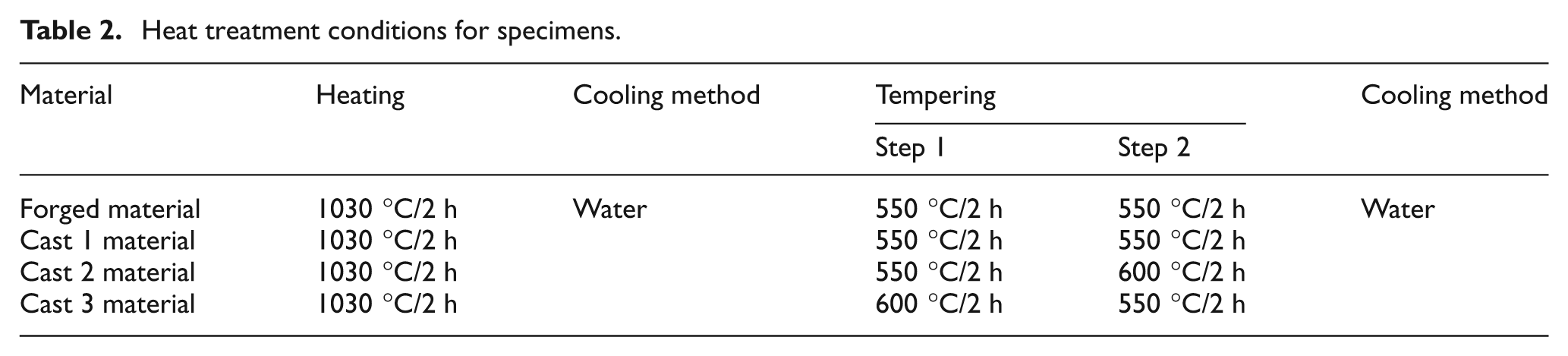
Cooling system for specimen: (a) cooling equipment; (b) cooling bath; (c) actual products; (d) sample under water.
High-temperature impact test
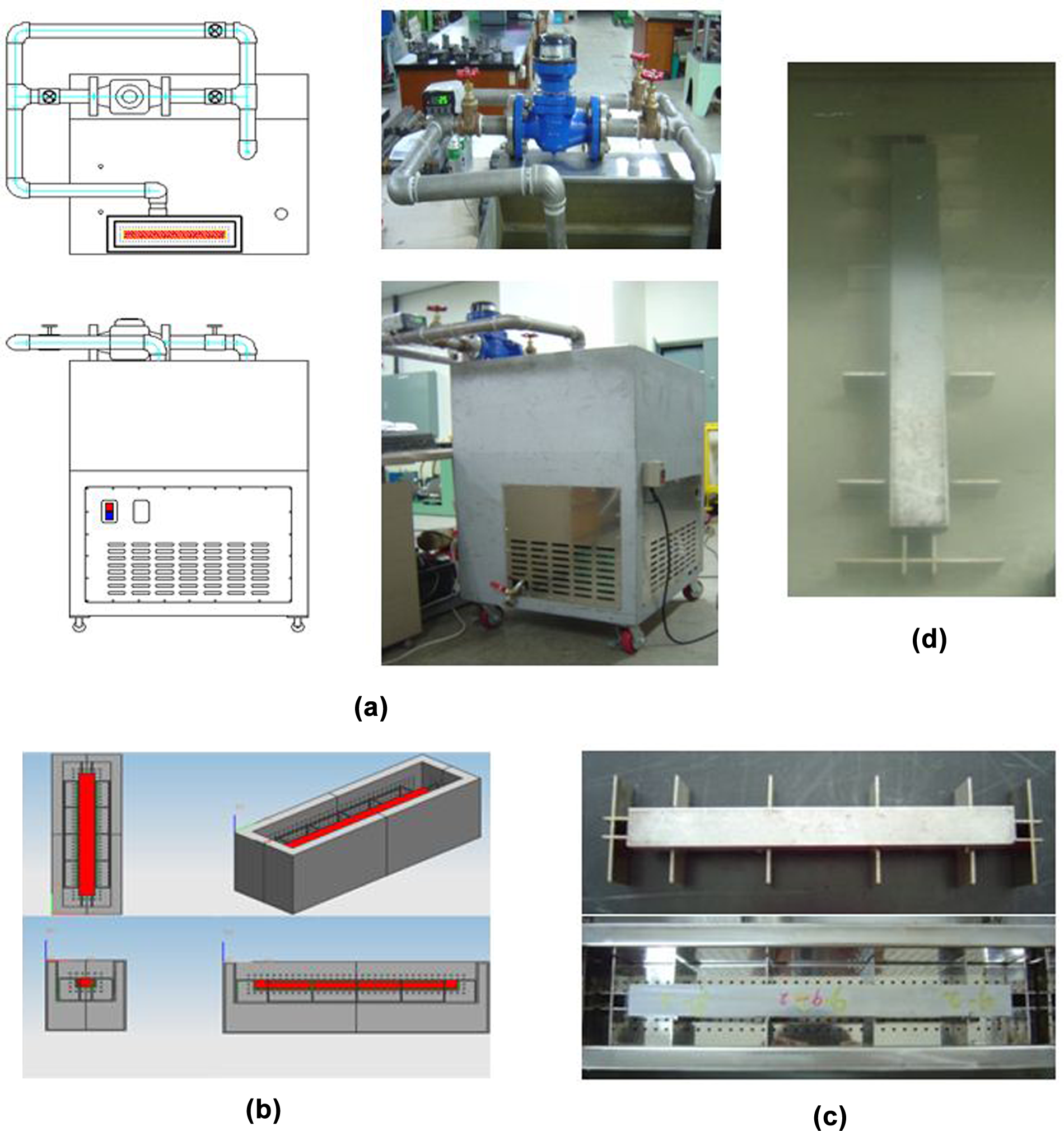
The impact tests were conducted using a Charpy impact-testing machine. Test samples with square cross-sections, 10 mm in side length and with a notch of 2 mm in depth, were processed on the basis of type A of the ASTM for the Charpy impact test. To evaluate the impact property according to the fabrication process, the cast and forged materials heat-treated under the same conditions were evaluated.
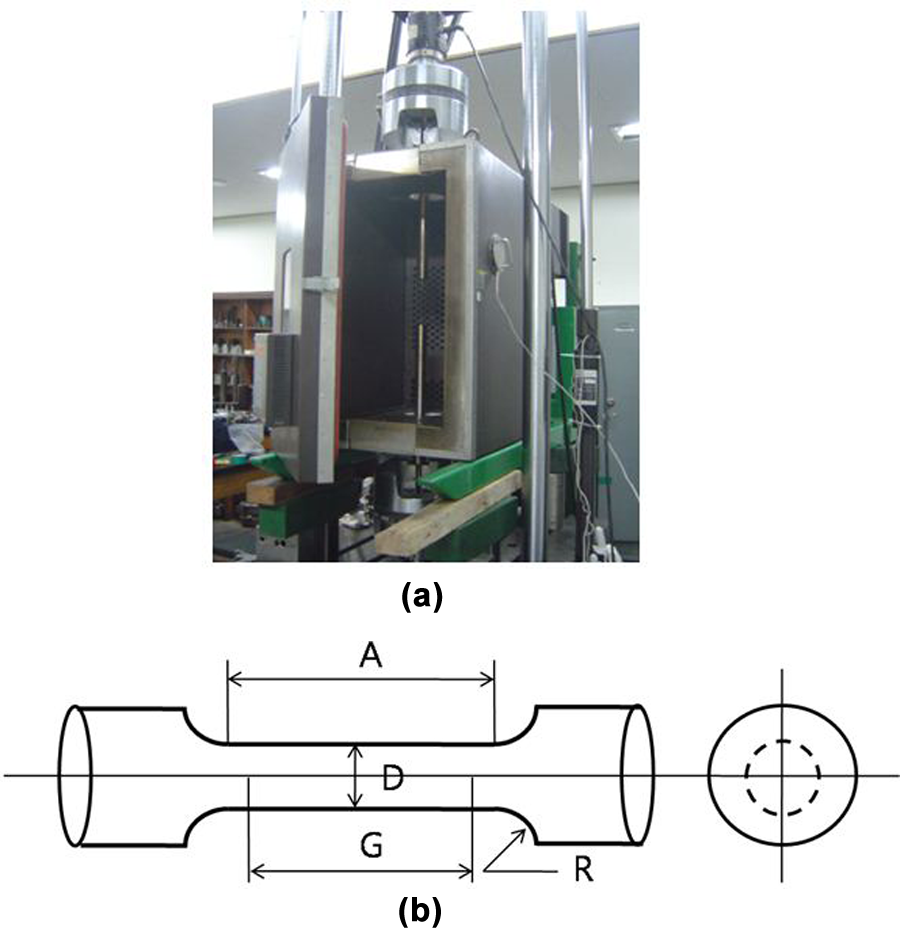
Figure 3 shows the dimensions of the specimens used for impact testing. The capacity of the tester for this study was 30 kgf m, the weight of the hammer was 25.79 kgf, and the distance between the center of the hammerhead and the center of gravity was 0.75 m.
Experimental set-up for an impact test: (a) equipment for Charpy impact test; (b) specimen of impact test (ASTM E23A) [mm].
Table 3 displays the impact test conditions. The number of test repetitions for measurement of the impact energy was determined in accordance with the material specifications; just two tests may be performed if there is only a small error in the results. However, in this study, the impact energy was calculated as the average value of three test results with an impact-test capacity of 300 J.
Impact test conditions.
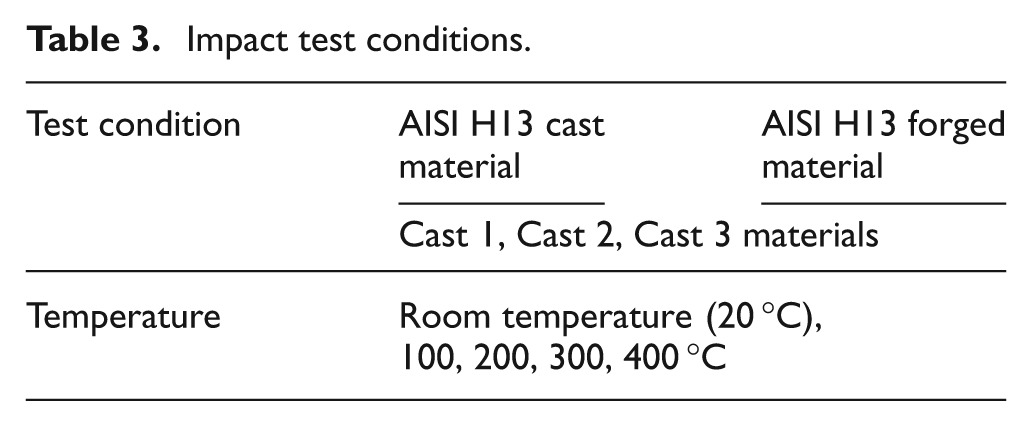
For the investigation of the impact properties of the die materials at high temperatures, the specimens were heated for 30–40 min in an electric furnace with a target temperature in the range 100–400 °C.
Machinability
The evaluation of the machinability of the materials was carried out by processing using a machining center (MAKINO V-55) with a maximum speed of 20,000 r/min. The cutting force and rate of tool wear, which are the factors used to determine machinability, were measured and compared by using a tool dynamometer (Kistler Corp. (9251A)), and tool abrasion was observed using electron microscopy.
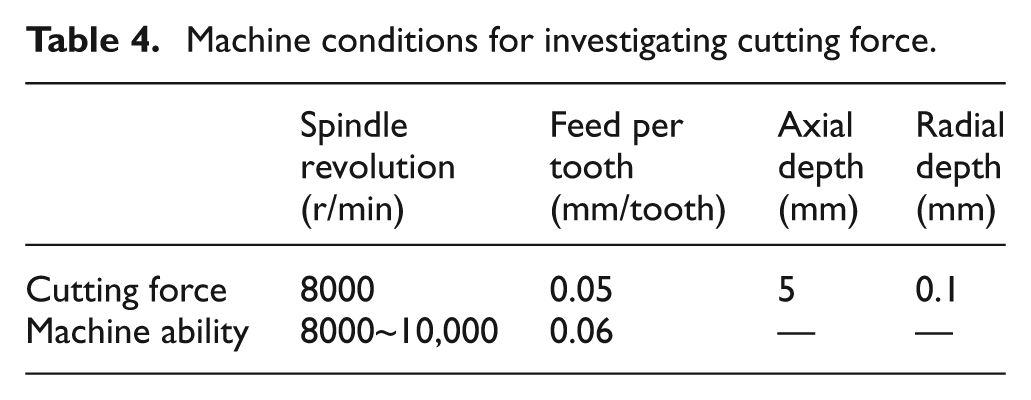
The deflection of the tool owing to its rotation has a strong effect on the machined surface and the cutting force. Therefore, the rotational speed and feeding rate were set on the basis of a previous study performed by Jang et al.; 12 the conditions are shown in Table 4.
Machine conditions for investigating cutting force.
High-temperature tensile test
Figure 4 shows the experimental set-up for the tensile test. The test was performed with the equipment as shown in Figure 4(a), and for the evaluation of the tensile strength, the cast and forged materials were processed on the basis of ASTM E8M, as shown in Figure 4(b).
Experimental set-up for a tensile test: (a) testing machine for a high-temperature tensile test; (b) dimensions of testing specimen (ASTM E8M).
The temperature was set to room temperature (20 °C) and a temperature range of 100–400 °C, taking into account the hot-stamping forming conditions. A high-temperature tensile test was conducted using a material-testing machine (Instron Corp.), and the testing temperature was controlled by an electric furnace. The sample was heated to the target temperature, and the test was performed at a velocity of 1 mm/min.
High-temperature wear test
Generally, wear is defined as the loss of dimension as a result of the plastic deformation caused by friction at the interface between two sliding surfaces. Die wear, as the main cause of product dimension errors, is strongly influenced by the hardness of the coating layer, 12 the lubrication, 13 and the temperature conditions, 14 and the wear resistance can be improved by controlling these parameters. In addition, wear has an effect on metal flow and tool life, so it is essential to estimate this property in this study. Parameters related to wear include load, temperature, friction velocity, and slip distance, and the characteristics of wear also depend on the surface roughness and mechanical properties of the material.
In this study, the amount of wear of the cast material was compared with that of the forged material with variations in temperature and slip distance. The wear tests were performed by a pin-on-type TE-92 wear-testing machine (PLINT Corp.); the testing conditions are listed in Table 5.
Test parameters for wear tests.
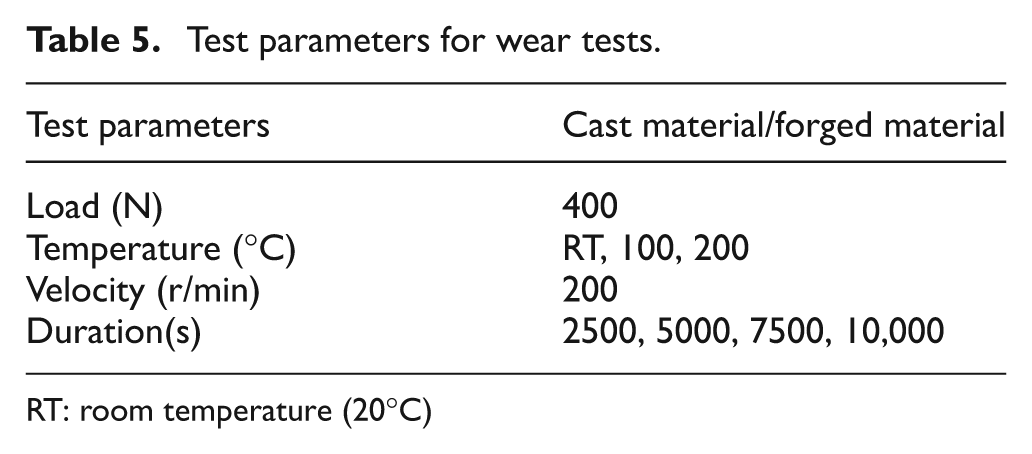
RT: room temperature (20°C)
The type of pin used for the wear tests is illustrated in Figure 5. The quenching-tempered cast and forged pins were prepared on the basis of the data obtained, and the disks were made from fully martensitic 22MnB5 boron steel.
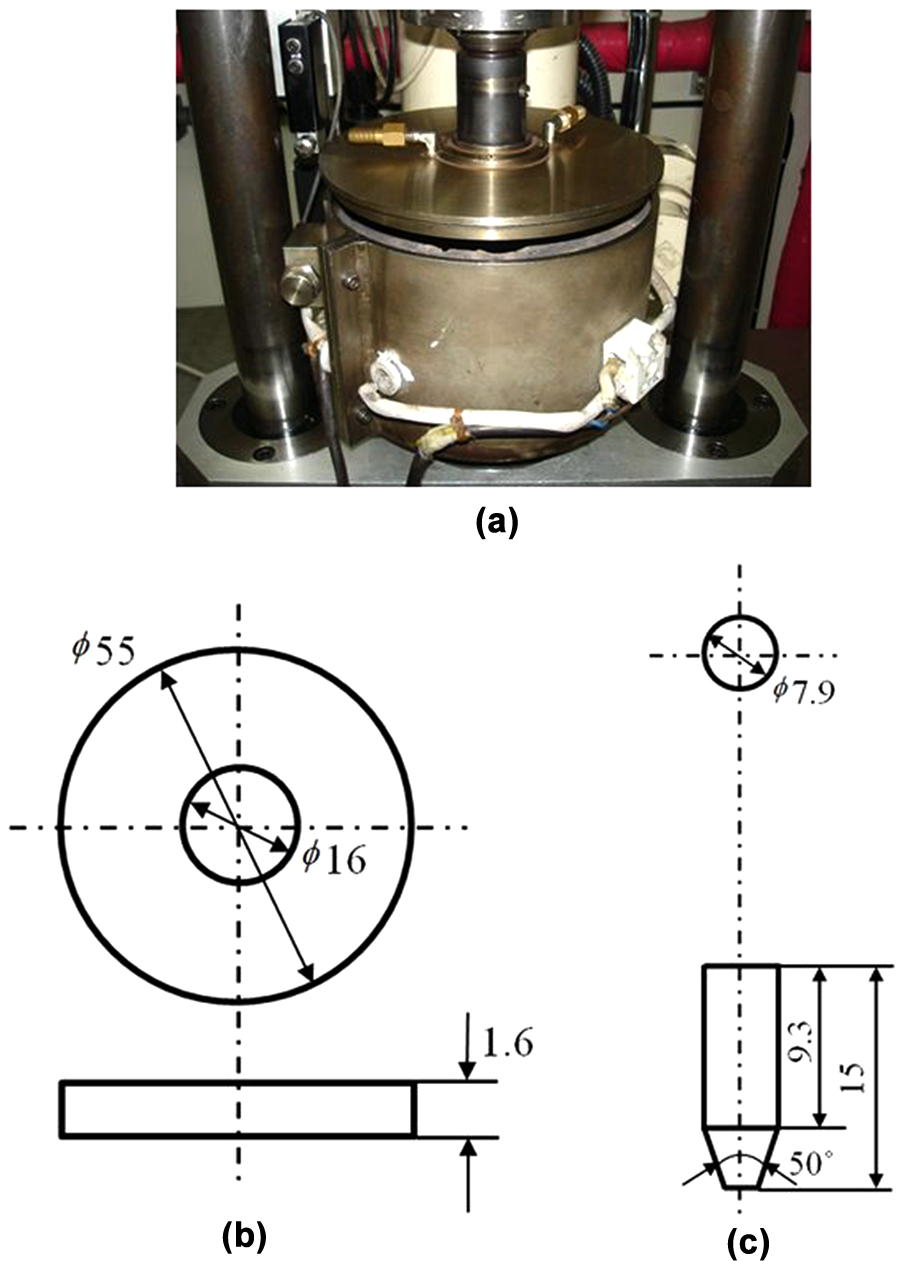
Experimental set-up for a wear test: (a) equipment for a high-temperature wear test; (b) pin disk; (c) pin.
The chemical compositions and mechanical properties, according to the temperature of the disk material, are shown in Table 6 and Figure 6, respectively. The mechanical properties were obtained by the testing machine as shown in Figure 4(a).
Chemical composition of boron steel sheet.

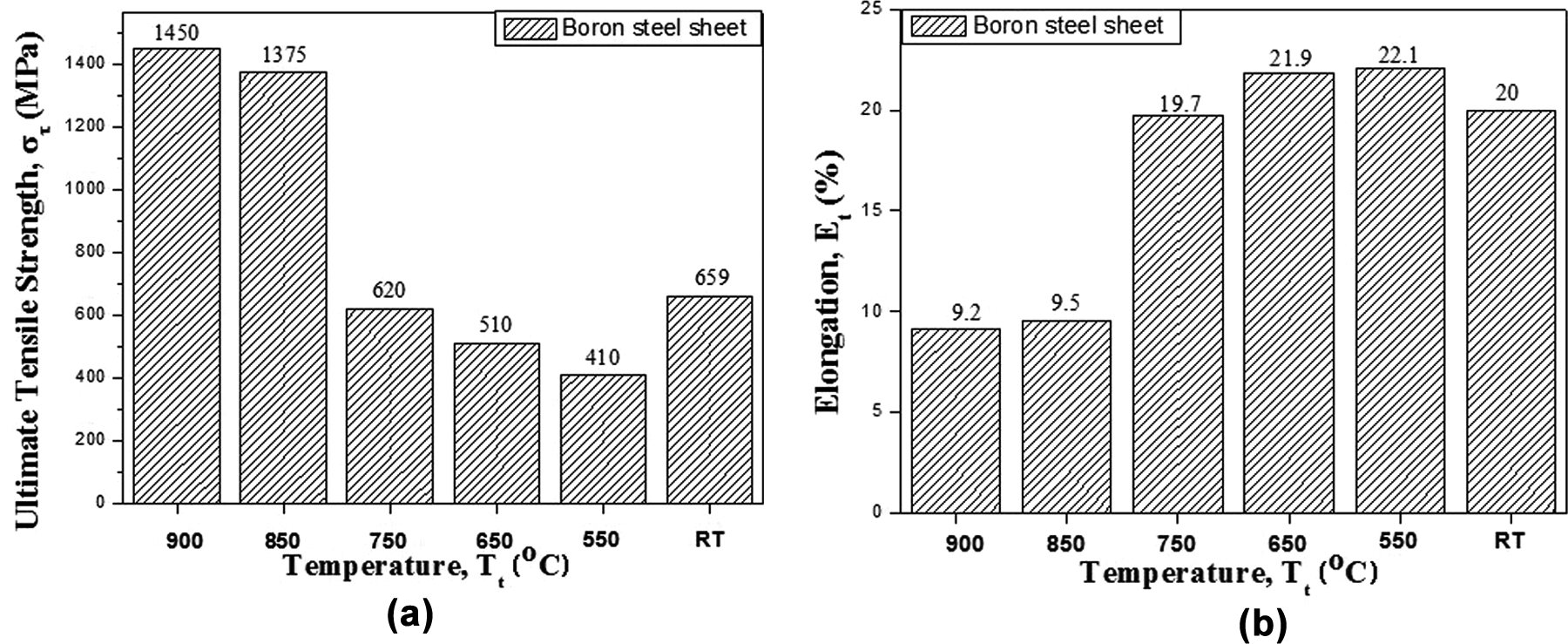
Mechanical properties of boron steel sheet: (a) tensile strength of boron steel regarding the heating temperature; (b) elongation of boron steel regarding the heating temperature.
Experimental results and discussion
High-temperature impact test
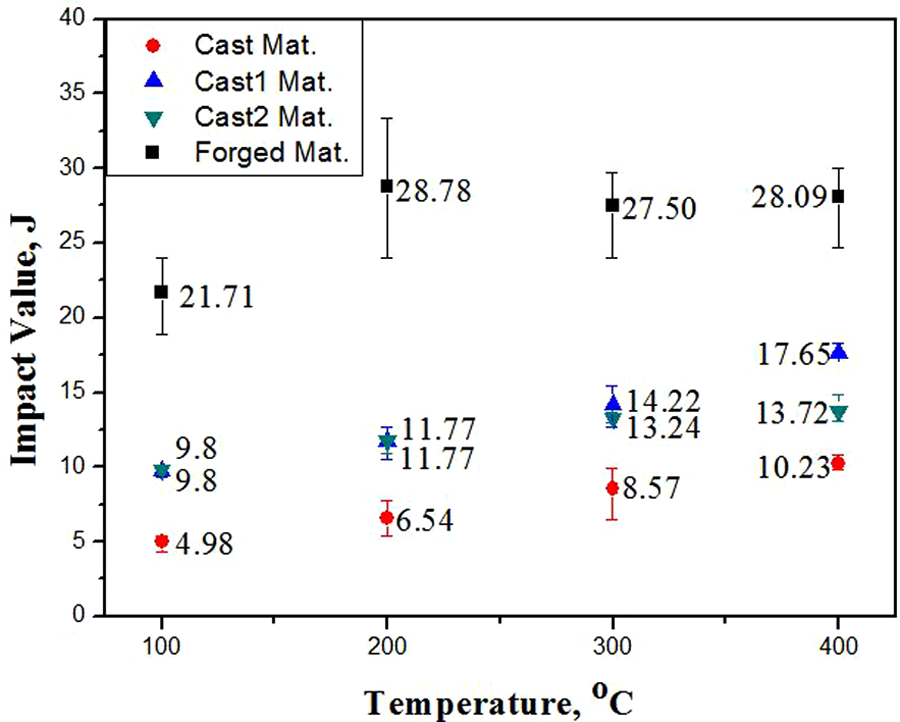
Figure 7 shows the results of the Charpy impact tests of the cast materials with the three different heat-treatment conditions of the forged material. The tests were performed in the temperature range 100 –400 °C. The value is defined as

Results of impact tests at various temperatures.
where W = weight of hammer, L = center of rotation,
As shown in Figure 7, the impact value of the forged material was higher than those of the cast materials. In addition, the impact values of materials heat-treated under conditions 2 and 3 were about 50% higher than that of the cast material, because the toughness is enhanced owing to a grain refinement of microstructure depending on the tempering condition.
Figure 8 shows the fracture surfaces after the Charpy impact test of the cast materials with the three different heat-treatment conditions and of the forged material. The tests were performed in the temperature range 100–400 °C. As can be seen in this figure, the glossy surfaces were commonly found on the cast materials. The surfaces were similar to the fracture surface mainly observed on brittle material. 15 On the other hand, a tear ridge was observed on the surface with the cleavability of the forged material. 16 Therefore, it is inferred that the ductility can be improved by increasing the temperature, because the grains grow in proportion to the temperature.
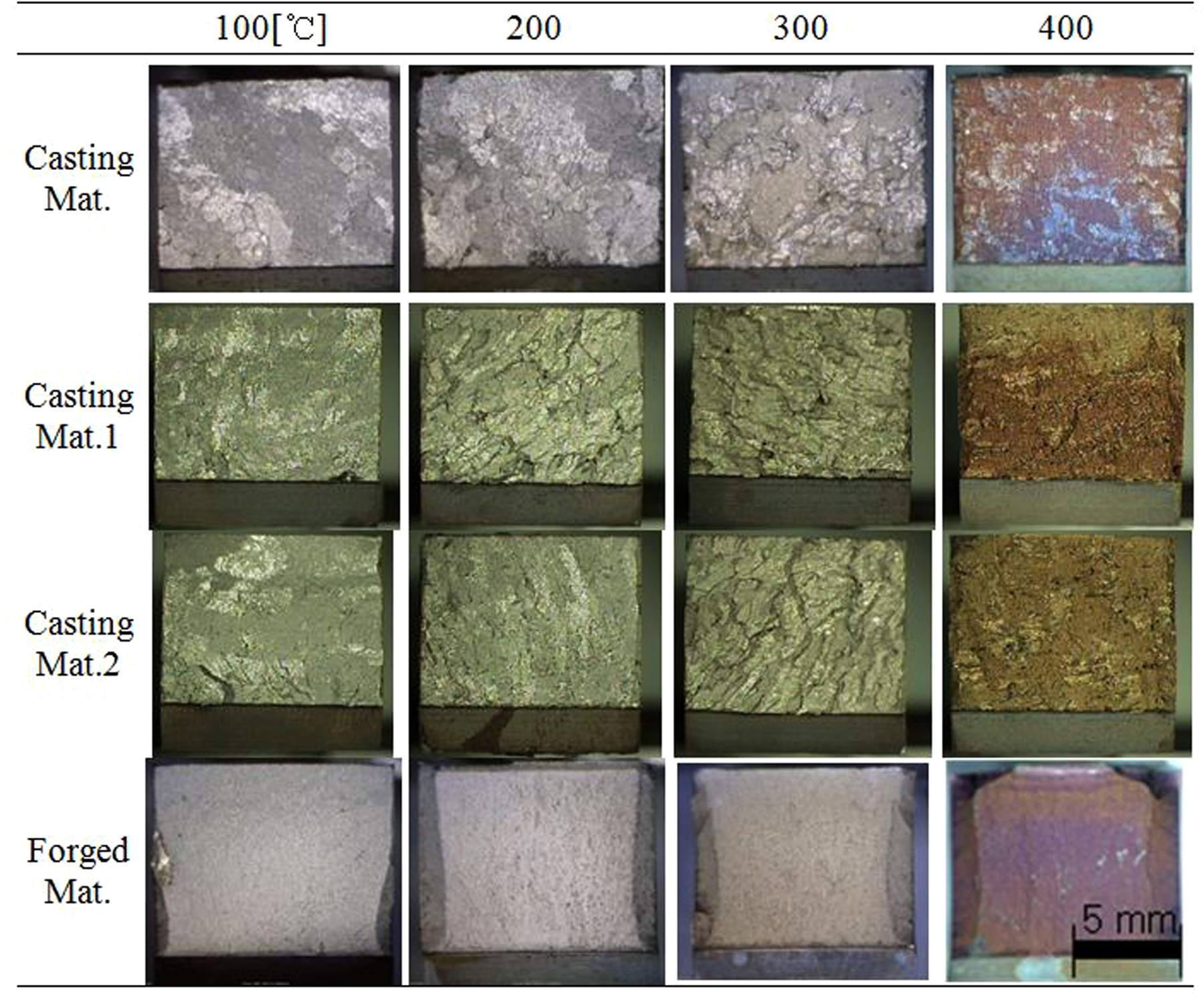
Appearances of fracture surfaces after impact testing at various temperatures.
Machinability
Cutting force
Figure 9 shows the cutting force according to the cutting length of the materials cut at 8000 r/min. As shown in Figure 9(a), the cutting force of the cast materials in the cutting direction increased in proportion to the cutting length, but the force of the forged materials was almost constant. This is because the microstructure of the cast material is less homogeneous than that of the forged material. This inhomogeneity roughens the surface of the tool and causes the cutting force to increase. Figure 9(b) shows the cutting force in the moving direction. It is seen that the force of the cast material shows a tendency similar to that in the cutting direction because of the increase in cutting force in the cutting direction. Also, the increase of the cutting force wears the tool, and the worn tool has a direct effect on the surface of the material. Therefore, the cutting force is the significant factor in choosing the cutting forces. 17

Characteristics of cutting forces according to cutting length: (a) cutting force in the cutting direction; (b) cutting force in the moving direction.
Tool wear
Figure 10 shows the tool wear according to the cutting length. As seen in this figure, when the cutting length of the cast material is in the range 0–30 m, the cutting length is the same as that of the forged material because of its similar surface roughness. However, the wear per unit cutting length of the cast material in the range over 30 m is greater than that of the forged material. This is because the roughness of the cast material increases during the cutting process owing to its characteristic microstructure.
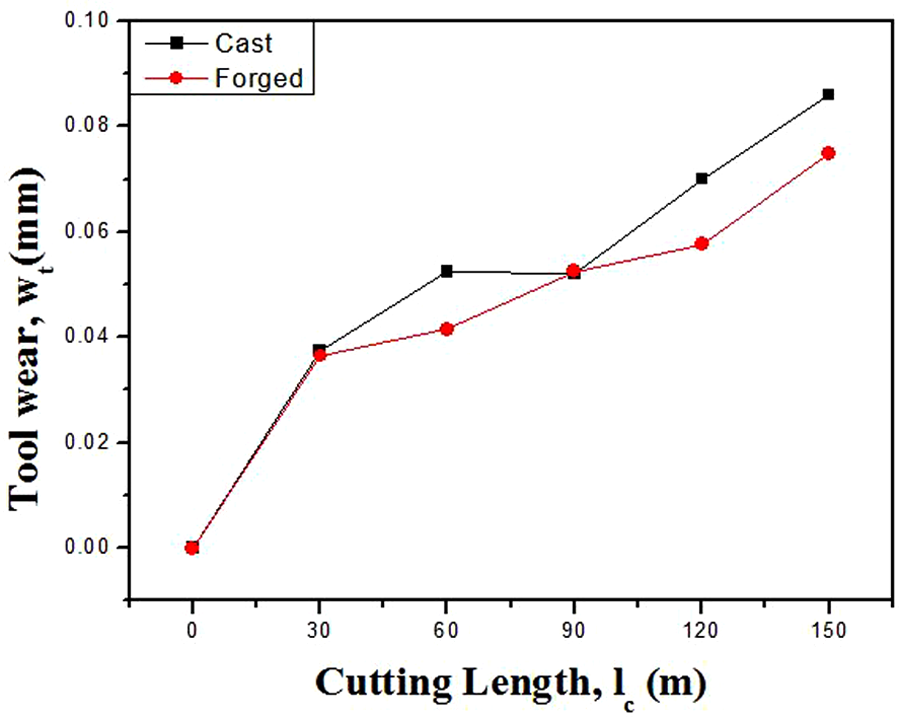
Characteristics of tool wear according to cutting length.
Figure 11 shows photographs of wear in samples according to cutting length. As shown in this figure, the rough surface of the cast material expanded in proportion to the cutting length; however, the surface of the forged material changed only slightly.
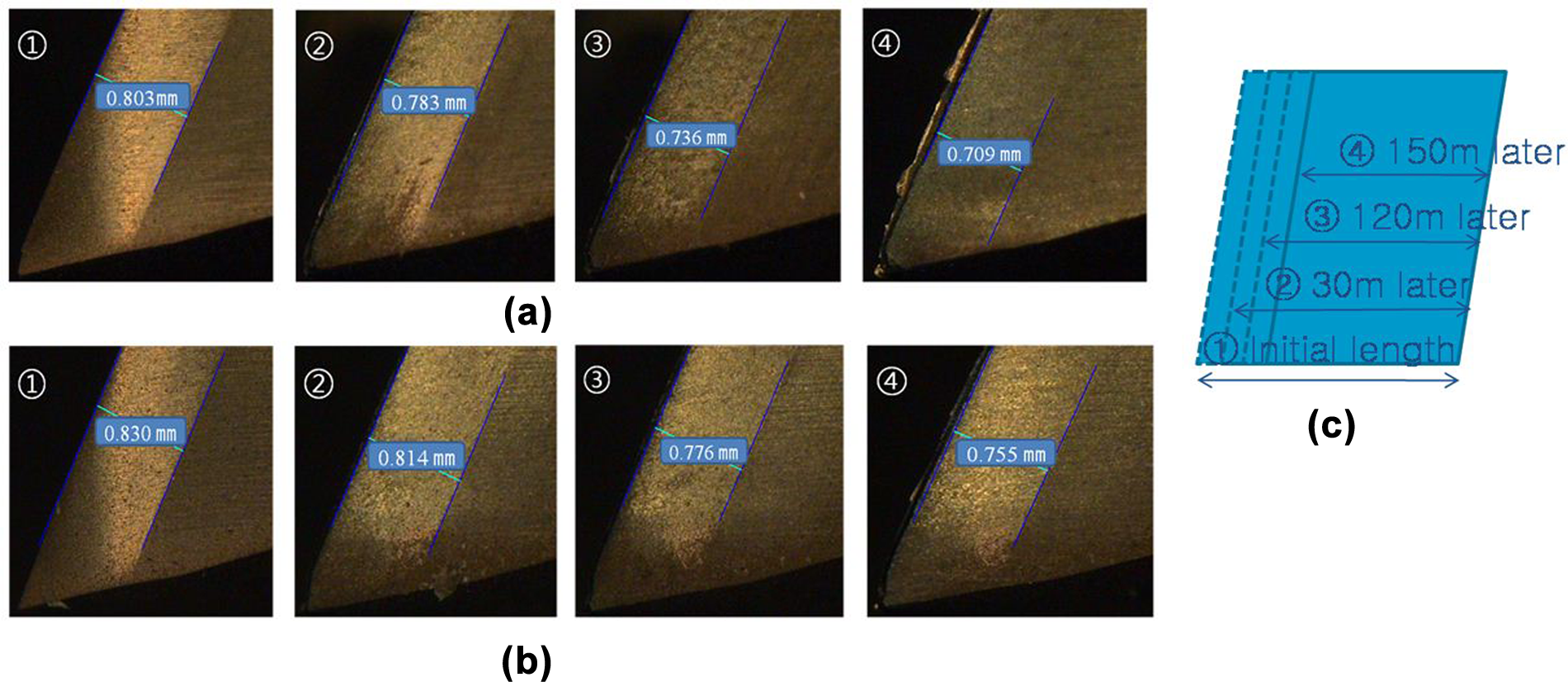
Photographs of flank wear according to cutting length in cast material: (a) cast material; (b) forged material; (c) tool wear mechanism.
High-temperature tensile test
Figure 12 shows the tensile stresses of various materials according to temperature in the range 100–400°C. It is seen from this figure that the maximum stresses of all the materials were found at room temperature. In addition, the strength of the forged material decreased with increasing temperature. However, the stresses of the cast materials increased at over 300 °C. It was found that the tensile strengths of the cast material, fabricated under the same heat treatment condition, were similar to that of the forged material, but the stresses of the cast materials heat-treated under the different tempering conditions were considerably decreased.
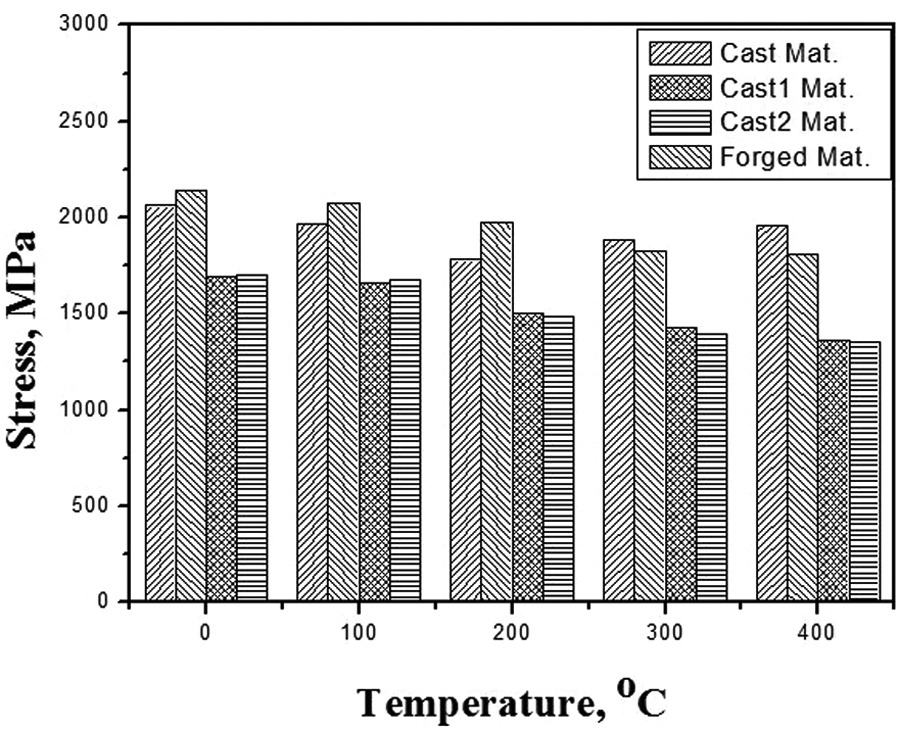
Tensile stress in H13.
Figure 13 shows the elongation of the die materials. The elongation of the cast material (about 6%) was about half that of the forged material (about 13%). The elongation was improved to 7% by heat-treatment conditions 2 and 3. Therefore, it is inferred that this property can be improved by applying heat treatment.
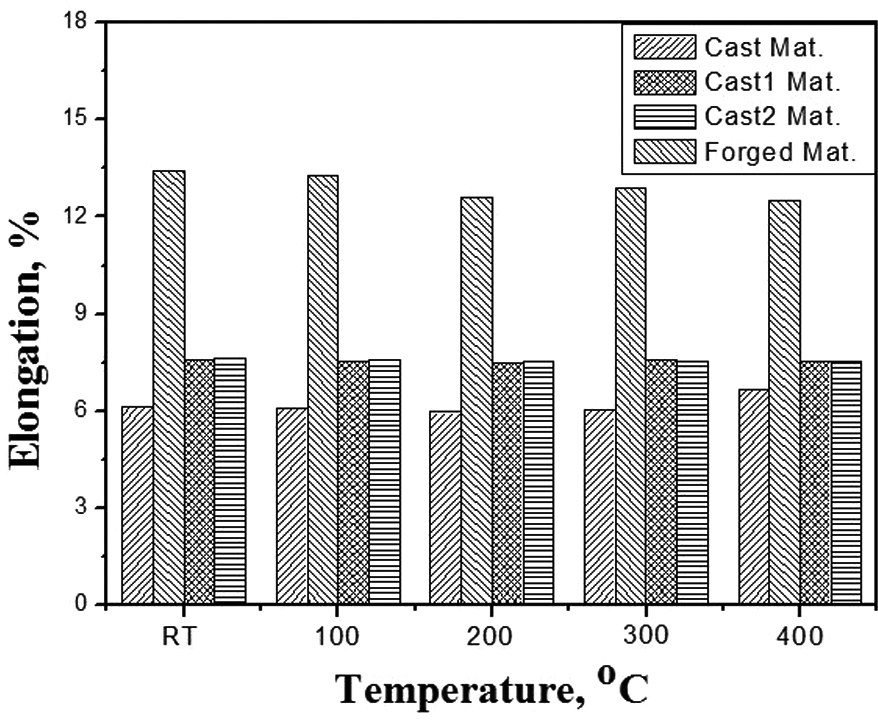
Elongation of H13.
Figure 14 shows the microstructures of the die materials. From this figure, it is concluded that the elongations of the cast materials fabricated under heat-treatment conditions 2 and 3 are higher than that under heat-treatment condition 1 because of the grain refinement.
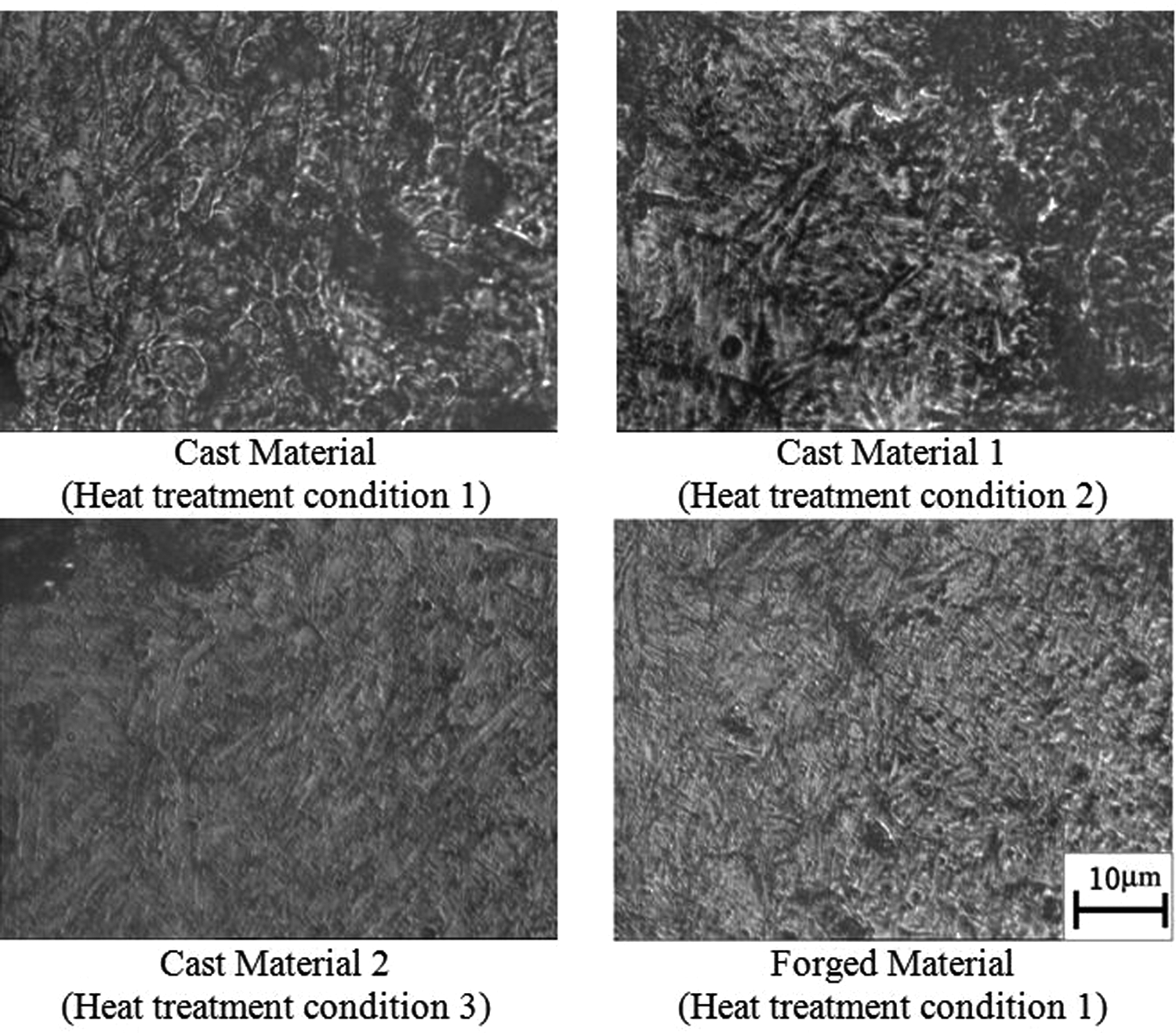
Microstructures of H13 under different heat-treatment conditions.
Figure 15 shows the fracture surfaces of the tensile specimens tested with cast and forged materials. The forged material was ductile because of the cup–cone shape of the fracture surface, which is a general characteristic of ductile materials. On the other hand, the cast materials were brittle owing to the fracture shape, with the shape of the wall perpendicular to the load direction. It can been seen that the results are definitely reflected to the elongation as shown in Figure 13. On the basis of these different characteristics, it is concluded that the elongation of the forged material was higher than those of the cast materials.
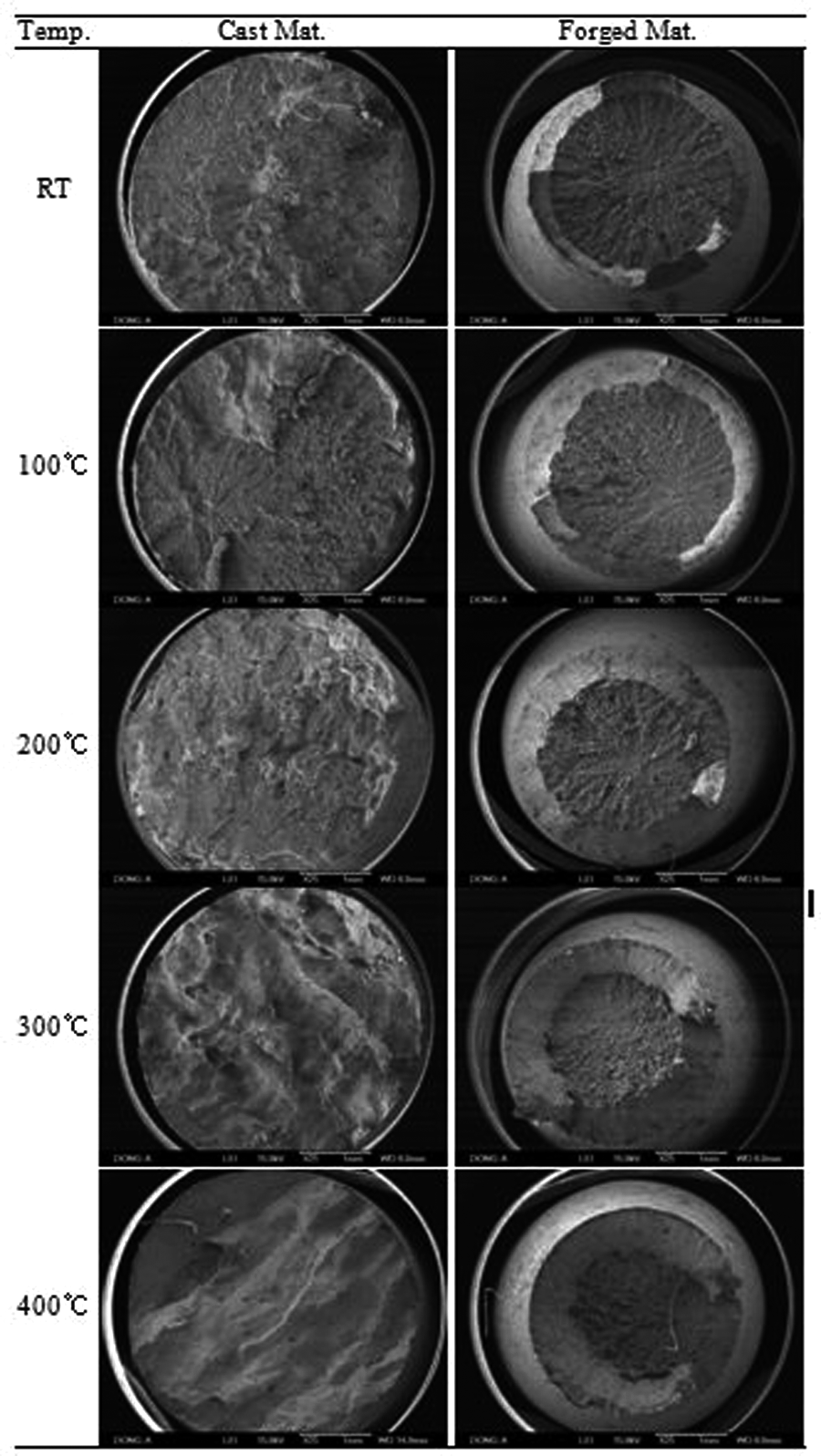
Photographs of fracture surfaces in tensile specimens, as obtained by a scanning electronic microscope (×25).
High-temperature wear test
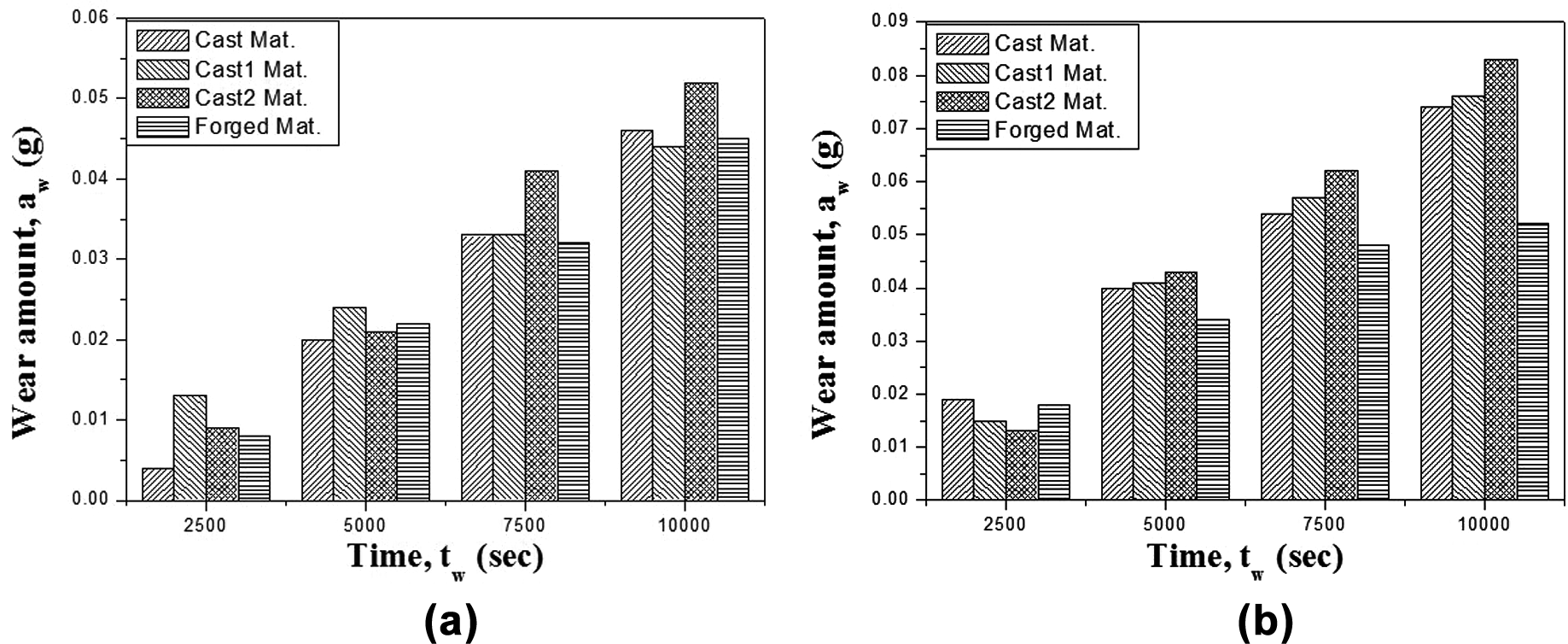
Figure 16 shows the amount of wear of disks made with various materials. As shown in this figure, the wear amount was proportional to the slipping time regardless of the material. At 200 °C, the wear amount of the disks was similar; however, at 100 °C, the amount of wear of the disk heat-treated under condition 2 was much greater than that of any of the other disks. Therefore, it is inferred that the amount of wear depends on the temperature and the heat-treatment conditions.
Differences in wear amounts of disks with increasing temperature: (a) wear amount at 100 °C; (b) wear amount at 200 °C.
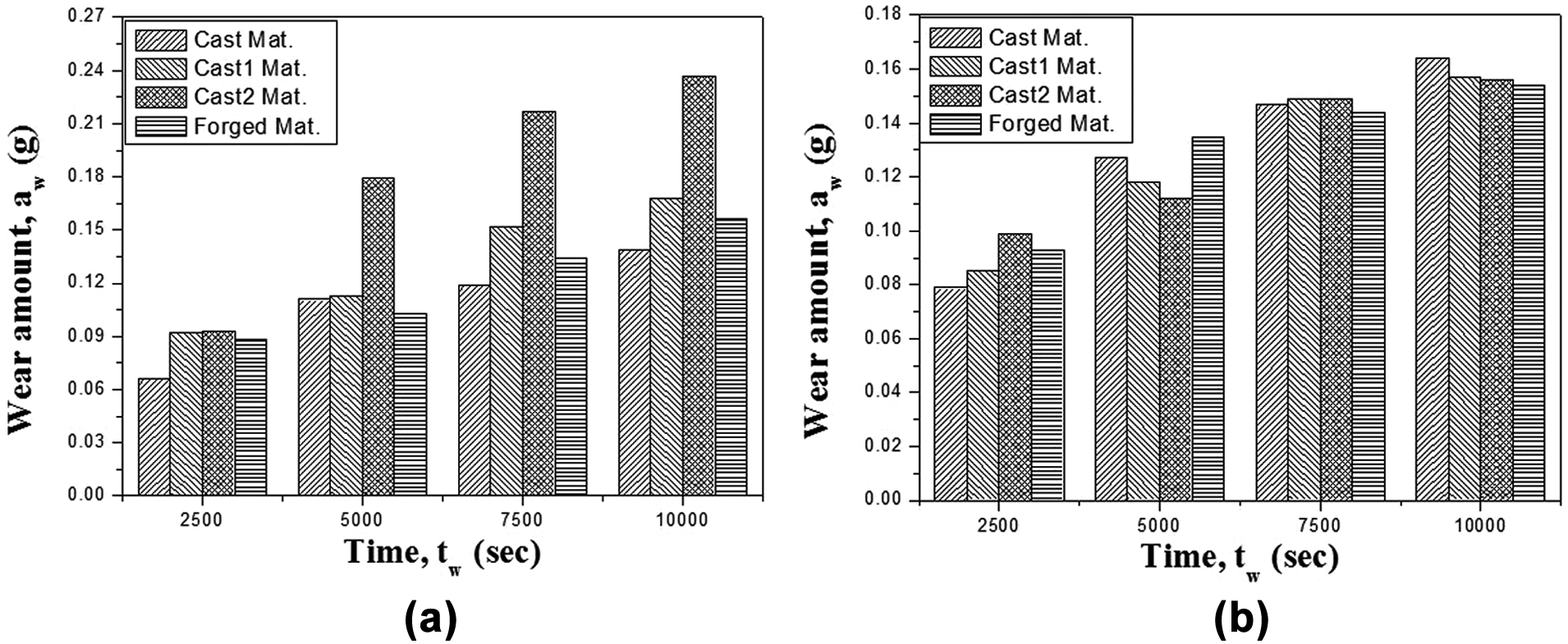
Figure 17 shows the amount of wear of the cast and forged materials at the pin and disk at temperatures of 100 °C and 200 °C. As shown in this figure, the amount of wear was proportional to the temperature and was influenced by the heat-treatment conditions. In addition, the increase in the temperature caused a difference in the amount of wear between the cast and forged materials. This is because the microstructure of the cast material is coarser than that of the forged material. In addition, it is inferred that the heat-treatment conditions can be controlled so that the wear amount of the cast material in hot press forming has a similar value to that of the forged material.
Differences in wear amounts of pins with increasing temperature: (a) wear amount at 100 °C; (b) wear amount at 200 °C.
Figure 18 shows the total amount of wear at various temperatures after 10,000 s. At room temperature, no wear was observed. At 100 °C, the amount of wear of the cast material was similar to that of the forged material; however, the amount of wear of the cast material heat-treated under condition 3 was the highest because it had the lowest strength. Meanwhile, at 200 °C, the amount of wear of the cast materials was at least 25% greater than that of the forged material, because the temperature increase reduces the strength of the cast material faster than that of the forged material.
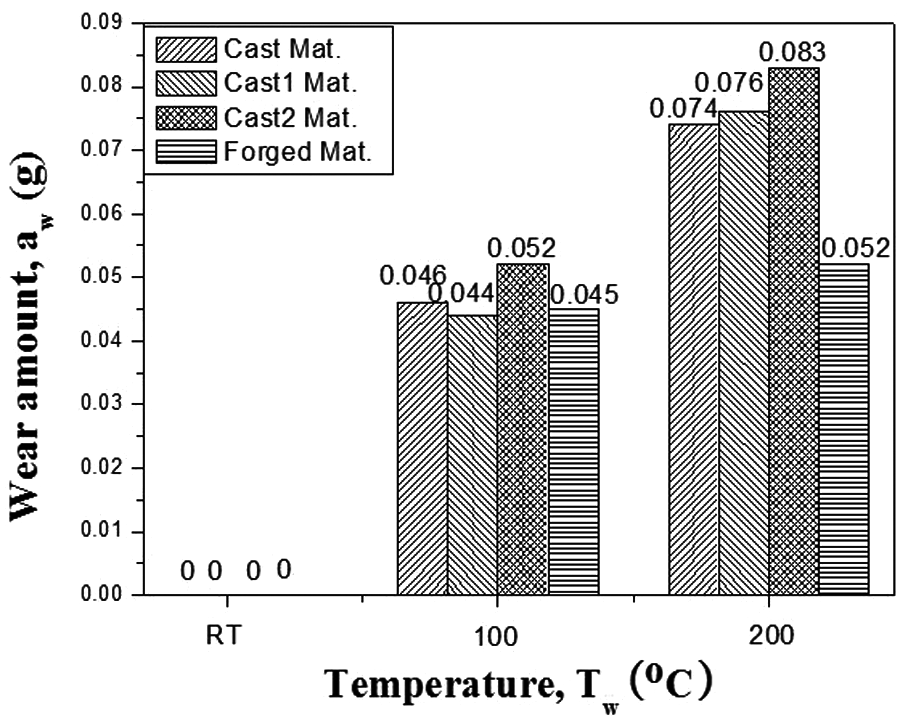
Total wear amount of pins with increasing temperature.
Conclusions
The conclusions from this investigation of the substitution of forged H13 with cast H13 for the hot-stamping process were obtained through high-temperature impact tests, the evaluation of machinability, tensile testing at elevated temperatures, and high-temperature wear tests. The results show that, for the application of cast materials as die materials in hot press forming, the heat-treatment conditions should be optimized to improve the ductility characteristics, and a casting process that minimizes defects and reduces roughness must be used.
The impact value of cast H13 was lower than that of forged H13, but the impact value of the cast material was increased from 50% of that of the forged material to 100% through alteration of the heat-treatment conditions.
The cutting force in the cutting direction of the cast material increased up to double that of the forged material, but the cutting force in the moving direction was decreased to about 50% of the maximum value according to the heat treatment condition. The cutting force of the cast material in the moving direction was similar to that of the forged material. Although the machinability of the cast materials was lower than that of the forged material, it is inferred that the lost foam process with the near net shape more than makes up for the disadvantage.
The tensile strengths of the cast material fabricated under the same heat treatment condition were similar to that of the forged material, but the stress of the cast material, heat-treated under the different tempering conditions, were considerably decreased.
The elongations of the cast material manufactured in the temperature range 100–400 °C were about 50% of that of the forged material. The lowered elongations were improved by 33% and 14% by heat treatment from room temperature to 300 °C and at 400 °C, respectively.
Regardless of the temperature, the wear amount of die materials was commonly increased proportional to the slip time. The wear amount of the cast materials at 100 °C and 200 °C, except cast 3 materials at 200 °C, was about 90% of that of the forged material. The amount of the cast 3 material at 200 °C was about 60% of that of the forged material.
Footnotes
Funding
This research was supported by the National Research Foundation of Korea (NRF) grant funded by the Korea government (MEST) through GCRC-SOP (Grant No. 2011-0030665), by Korea Institute of Energy Technology Evaluation and Planning funded by 2010 Ministry of Knowledge Economy (No. 20104010100540) and by the Korean Industrial Technology Foundation (KOTEF) through the Human Resource Training Project for Strategic Technology.