
Abstract
The escalating environmental crisis caused by non-biodegradable plastic waste has intensified the search for sustainable alternatives to petroleum-based polymers. This study fabricated and evaluated flax fiber-reinforced high-density polyethylene (HDPE) bio-composites as eco-friendly substitutes for conventional plastic materials. Flax fibers were alkali-treated with 5% NaOH for 24 hours to enhance interfacial adhesion with the hydrophobic HDPE matrix. Four formulations were prepared at fiber loadings of 0%, 5%, 10%, and 15% wt% and characterized by tensile testing, impact testing, and FTIR spectroscopy. The 5% fiber composite (Sample 2) yielded the best overall performance: impact strength increased by 30% to 132.32 ± 4.73 kJ/m2 compared to neat HDPE (101.78 ± 13.88 kJ/m2), tensile strength was maintained within 4% of neat HDPE (22.50 ± 0.76 MPa vs 23.41 ± 2.56 MPa), and Young’s modulus improved by 11.4% to 1330.93 ± 66.53 MPa. At 15% fiber loading, stiffness increased by 31.7% but impact strength declined catastrophically by 57.2%. These results demonstrate that 5 wt% alkali-treated flax fiber reinforcement produces bio-composites with balanced mechanical properties suitable for non-structural applications such as household containers, interior panels, disposable food service items, and agricultural packaging — offering a viable pathway to reduce dependence on petroleum-based plastics and minimize landfill waste accumulation.
Keywords
Introduction
The accumulation of plastic waste in landfills and aquatic ecosystems represents one of the most pressing environmental challenges of the 21st century. The extensive use of synthetic polymers, particularly in packaging, household products, and agricultural applications, has led to unprecedented levels of plastic pollution that persist in the environment for centuries. 1 Among various plastics, High-Density Polyethylene (HDPE) stands as one of the most widely utilized thermoplastic polymers due to its exceptional mechanical properties, chemical resistance, and cost-effectiveness. 2 However, the non-biodegradable nature of HDPE contributes significantly to environmental degradation and resource depletion. 3 This paradox—where a material’s durability makes it both industrially valuable and environmentally problematic—has catalyzed intensive research into sustainable alternatives that can deliver comparable performance while minimizing ecological impact. Although flax fiber-reinforced HDPE composites and alkali (NaOH) surface treatment have individually been reported in the literature, the present study makes several distinct contributions that differentiate it from existing work. Recent studies by Sharma et al. 4 and Patel et al. 5 examined natural fiber/polyolefin systems but focused predominantly on either a single fiber loading or did not simultaneously characterize the full triad of tensile, impact, and FTIR responses within the same composite system. Similarly, Kumar et al. 6 and Wang et al. 7 investigated interfacial engineering of cellulose-polyolefin composites but employed either solution-casting or single-pass extrusion routes rather than the double-extrusion compounding strategy adopted here, which provides superior fiber dispersion at each loading level. 8 Furthermore, the practical targeting of the 5–15 wt% loading window — identified in the present work as the critical processing-viable range for short-service-life consumer and agricultural applications — has not been systematically evaluated with simultaneous mechanical and spectroscopic characterization in the recent literature. Accordingly, the present work uniquely provides: (i) a systematic evaluation of the critical 5–15 wt% loading range most relevant for practical processability and near-term commercial adoption; (ii) simultaneous characterization of tensile properties, impact resistance, and FTIR bonding mechanisms across all loadings within a single study, enabling direct structure-property-processing correlations; (iii) application of a double-extrusion compounding strategy specifically designed to enhance fiber dispersion uniformity at each loading level, an aspect rarely reported for flax/HDPE systems; and (iv) explicit targeting of short-service-life applications (disposable and semi-disposable consumer and agricultural products) where partial bio-content and improved end-of-life behaviour offer the greatest environmental benefit.4,9 Recent advances in natural fiber biocomposites have further underscored the importance of interfacial engineering and processing optimisation for achieving reliable mechanical performance,5–7 while the broader context of polymer composite degradation control and microplastic contamination mitigation — directly relevant to the sustainability case for bio-hybrid HDPE systems — has been highlighted in recent reviews.10,11
Bio-composites, which combine natural fibers with polymer matrices, have emerged as promising sustainable alternatives to conventional synthetic materials. These materials offer the potential to enhance biodegradability, reduce dependence on non-renewable petroleum resources, and improve overall environmental sustainability. 12 The global bio-composites market has experienced substantial growth driven by increasing environmental awareness and regulatory pressures across industries including automotive, construction, and packaging sectors where the combination of mechanical strength and eco-friendliness is essential. 13 Recent studies indicate that bio-based composites can reduce carbon emissions by nearly 50% compared to traditional plastic materials while requiring significantly less energy during production. 14 The development of such materials addresses the urgent need for environmentally friendly alternatives that do not compromise functional performance.
Natural fibers derived from renewable plant sources have garnered significant attention as reinforcement materials in polymer composites due to their inherent advantages of renewability, biodegradability, low density, and competitive mechanical properties. 15 Unlike synthetic fibers such as glass or carbon, natural fibers offer environmental benefits throughout their life cycle, from cultivation to disposal. Common natural fibers including jute, hemp, sisal, coir, and flax possess varying chemical compositions and mechanical characteristics, with their reinforcing capability primarily attributed to their cellulose-based structure. 16 The mechanical properties of natural fiber composites are significantly influenced by fiber type, length, orientation, and distribution within the matrix. 17 Long, properly aligned fibers facilitate efficient load transfer, resulting in enhanced tensile and flexural strength, while poor fiber dispersion or misalignment can create stress concentration points and weaken interfacial adhesion. Cellulose, the primary constituent of natural fibers, contributes most significantly to their tensile properties through its crystalline structure. 18 The hydroxyl groups present in cellulose enable hydrogen bonding between molecular chains, thereby enhancing stiffness and strength. However, these same hydroxyl groups render the fibers hydrophilic, leading to moisture absorption and incompatibility with hydrophobic polymers such as HDPE. 19 Consequently, composites fabricated from untreated fibers typically exhibit reduced dimensional stability and compromised tensile performance.
The incorporation of natural fibers in thermoplastic composites has been demonstrated to increase stiffness and reduce overall weight without significantly compromising mechanical strength, making bio-composites attractive for lightweight structural and packaging applications. 20 The low density of natural fibers enables the production of lightweight composites with high specific strength, a property particularly valuable in automotive panels, furniture, and household products. 21 However, challenges persist in achieving uniform fiber dispersion, which directly impacts mechanical performance, and advanced compounding techniques and coupling agents are frequently employed to improve homogeneity. 22 Moisture absorption remains a critical concern, as it causes swelling and mechanical property deterioration due to hydroxyl groups in cellulose and hemicellulose components. 23 Excessive water absorption can weaken the fiber-matrix interface, leading to microcrack formation under stress. Despite these challenges, natural fiber composites demonstrate substantially lower life cycle energy consumption and CO2 emissions compared to glass-fiber composites, while agricultural by-products such as flax and hemp support waste valorization and rural economic development.24,25
Among natural fibers, flax has emerged as one of the most promising candidates for bio-composite reinforcement due to its exceptional mechanical properties, low density, and renewable nature. 26 Flax fibers are composed primarily of cellulose (60-80%), along with hemicellulose, lignin, and pectin, which collectively contribute to the fiber’s strength and stiffness. 27 The relatively high cellulose content imparts superior tensile properties compared to many other plant fibers. Additionally, flax possesses a somewhat hollow structure that provides lightweight characteristics while maintaining strength, making it particularly suitable for reinforcing thermoplastic polymers such as HDPE. 28 The primary challenge in utilizing flax fiber for reinforcement lies in its hydrophilic nature, which results in poor adhesion with hydrophobic polymers. 29 The hydroxyl groups on the cellulose surface attract moisture, creating interfacial incompatibility and reducing composite strength. This hydrophilic-hydrophobic mismatch leads to inefficient load transfer during mechanical stress, ultimately limiting composite performance, and chemical modification of flax fibers is therefore frequently employed to enhance fiber-matrix compatibility and improve bonding characteristics. 30 Untreated flax fiber surfaces are covered with hydroxyl (-OH) groups from cellulose, hemicellulose, and pectin, which are incompatible with the nonpolar HDPE chains. Following alkali (NaOH) treatment, hemicellulose, lignin, and pectin are selectively dissolved, exposing the crystalline cellulose core with a roughened, higher-surface-area topography. The cellulose chains retain residual -OH groups that can participate in weak physical interactions (van der Waals forces and limited hydrogen bonding with the C-H dipoles of polyethylene) with the HDPE matrix. More significantly, the increased surface roughness of alkali-treated fibers promotes mechanical interlocking with the molten HDPE during melt compounding, where the polymer infiltrates surface irregularities and solidifies around fiber surface features. These combined physical interactions — surface roughness-mediated mechanical interlocking and secondary polar/non-polar bonding — constitute the primary adhesion mechanism. The FTIR evidence (1593–1594 cm−1 band at higher fiber loadings, Section 4.2) provides spectroscopic support for these interactions.5,6
Alkali treatment, or mercerization, represents one of the most widely adopted methods for improving fiber-matrix compatibility in natural fiber composites. Treatment with sodium hydroxide (NaOH) removes hemicellulose, lignin, and surface impurities from flax fibers while roughening the fiber surface, thereby increasing surface area and improving adhesion potential. 31 This treatment exposes additional cellulose fibrils that can achieve greater mechanical interlocking with the HDPE matrix. Furthermore, NaOH treatment reduces fiber diameter and facilitates more uniform dispersion during processing. The result is a stronger interface that enables more efficient stress transfer during tensile and impact loading, with numerous studies reporting significant improvements in both tensile strength and stiffness for alkali-treated fiber composites compared to untreated counterparts. 32 The concentration and duration of alkali treatment critically influence both fiber quality and composite performance. Insufficient NaOH concentration may fail to adequately remove surface impurities, while excessively high concentrations can damage the cellulose structure itself. 33 Optimal concentrations typically range between 5% and 15%, providing the best balance between surface modification and fiber integrity preservation. Over-treatment can cause fiber degradation, resulting in reduced tensile strength and increased brittleness, necessitating careful optimization of treatment parameters to achieve desired mechanical properties. 34
The mechanical properties of HDPE composites are fundamentally dependent on fiber distribution and interfacial adhesion quality. Studies have demonstrated that agglomeration of untreated fibers leads to decreased tensile and impact properties due to poor load transfer. 35 To address this limitation, coupling agents such as maleic anhydride grafted polyethylene (MAPE) or fiber chemical treatments are employed to enhance compatibility and increase load-bearing capacity, and alkali-treated fibers provide cleaner surfaces that bond more effectively with HDPE, resulting in improved mechanical performance. 36 High-Density Polyethylene ranks among the most prevalent thermoplastic polymers globally, valued for its excellent toughness, chemical resistance, and affordability. 2 HDPE is extensively used in the manufacture of containers, tanks, and packaging films, but despite its widespread utility, it has faced increasing criticism due to its resistance to environmental degradation. Although HDPE is inherently non-biodegradable, it represents the single largest thermoplastic used in consumer and agricultural packaging globally. The environmental strategy adopted in this work is not to replace HDPE with a fully biodegradable matrix — which would require entirely different processing equipment and introduces distinct cost barriers — but rather to reduce the HDPE content through partial substitution with renewable, biodegradable flax fiber. Even at a modest 5 wt% substitution, this approach reduces the petroleum-derived polymer fraction, lowers the carbon footprint, and introduces bio-derived components that can biodegrade in landfill and composting environments. Furthermore, HDPE’s wide industrial adoption means that flax/HDPE composites can be processed on existing infrastructure without capital investment, maximising near-term adoption potential. This bio-hybrid approach aligns with the circularity and waste-reduction philosophy of recent biocomposite research4,7 The development of HDPE composites reinforced with natural fibers offers a potential solution by reducing the overall polymer content while maintaining mechanical properties and enhancing environmental compatibility. 37
Virgin HDPE exhibits high tensile strength and good impact resistance, making it suitable as a matrix for structural applications. 33 The material also demonstrates thermal stability, processability, and compatibility with extrusion and compression molding techniques, characteristics that make it ideal as a resin for natural fiber composite fabrication. However, the hydrophobic nature of HDPE creates challenges in forming strong bonds with hydrophilic natural fibers, necessitating surface modification to enhance performance. 38 While neat HDPE possesses adequate flexibility and elongation properties, it lacks the rigidity required for certain applications. Blending HDPE with plant fibers such as flax increases stiffness and Young’s modulus through improved stress distribution. 39 The mechanical properties of the resulting composite can be tailored by adjusting fiber content and treatment methods, where low fiber percentages typically preserve material ductility, while high fiber loadings increase stiffness but reduce elongation, and understanding this relationship is crucial for developing functional bio-composite materials. 40 Additionally, HDPE contributes to improved thermal performance of composites by stabilizing the material through heating and cooling cycles while facilitating uniform fiber dispersion during processing. 41 However, excessive fiber loading can adversely affect processability and increase porosity, resulting in reduced strength. Fiber content levels of 5-15% have been found to provide an optimal balance between mechanical strength and processability, a range extensively investigated in eco-friendly composite development for household and packaging applications. 42
Despite extensive research on natural fiber-reinforced polymer composites, several critical gaps remain in the literature. While individual studies have examined various natural fibers with different polymer matrices, comprehensive investigations specifically focusing on alkali-treated flax fiber reinforcement of virgin HDPE across multiple fiber loadings remain limited. Most existing research has concentrated on either very low or very high fiber contents, with insufficient systematic evaluation of the optimal fiber loading range (5-15%) that balances mechanical performance with processability and cost-effectiveness. Furthermore, there is limited research that simultaneously evaluates tensile properties, impact resistance, and chemical bonding characteristics (via FTIR analysis) within a single comprehensive study of flax/HDPE bio-composites. The interfacial bonding mechanisms between alkali-treated flax fibers and HDPE, particularly the role of hydrogen bonding between cellulose hydroxyl groups and the polymer matrix, require more thorough investigation through spectroscopic analysis. Additionally, while many studies report mechanical property improvements, few provide detailed comparative analysis across a systematic range of fiber loadings that would enable practical application decisions for specific end-uses such as household or agricultural products. The development of sustainable, biodegradable alternatives to conventional HDPE products for short-life applications such as containers and packaging materials represents a critical need that has not been adequately addressed in existing literature, where most research has focused on long-term structural applications rather than disposable or semi-disposable products where biodegradability is particularly valuable. There is also insufficient understanding of how alkali treatment parameters specifically affect the performance of flax/HDPE composites processed through double extrusion, a technique that can enhance fiber dispersion but may also affect fiber integrity.
This study addresses the identified research gaps by investigating the fabrication and performance evaluation of sustainable flax fiber-reinforced HDPE bio-composites. The specific objectives are to fabricate bio-composite samples using virgin HDPE reinforced with alkali-treated flax fibers at varying fiber loadings (5%, 10%, and 15%), to evaluate the tensile properties of the bio-composites including tensile strength, elongation, stiffness, and Young’s modulus, to assess the impact resistance of the bio-composites to determine energy absorption capabilities and fiber-matrix interaction quality, to characterize the chemical bonding and structural properties through Fourier Transform Infrared (FTIR) spectroscopy, and to identify the optimal fiber loading that provides the best balance of mechanical properties, processability, and sustainability for practical applications. This research contributes to the advancement of sustainable materials science by providing comprehensive data on the mechanical and chemical properties of flax/HDPE bio-composites across a systematic range of fiber loadings. The findings will support the development of environmentally responsible alternatives to conventional plastic products, aligning with United Nations Sustainable Development Goals 12 (Responsible Consumption and Production) and 13 (Climate Action). By demonstrating the feasibility of producing biodegradable composites with acceptable mechanical properties for household and agricultural applications, this study supports the transition toward a circular economy and reduced dependence on petroleum-based plastics. The results will provide practical guidance for manufacturers seeking to develop sustainable products while maintaining performance standards and cost-effectiveness.
Methodology
Materials and sourcing
The fabrication of flax fiber-reinforced HDPE bio-composites required careful selection of high-quality raw materials to ensure consistent and reproducible results. Four primary materials were utilized: virgin HDPE (matrix), flax fibers (reinforcement), sodium hydroxide for fiber surface treatment, and distilled water. All materials were sourced from suppliers within South Africa to support local industry and ensure material traceability.
Virgin High-Density Polyethylene (HDPE) was selected as the polymer matrix due to its excellent mechanical properties, thermal stability, and widespread industrial application. Virgin HDPE (density 0.941–0.965 g/cm3; melt flow index suitable for extrusion) was procured in pelletized form from Sasol Polymers (Pty) Ltd, Sasolburg, Gauteng, South Africa. The use of virgin rather than recycled HDPE ensured uniform molecular weight distribution and the absence of contaminants that could compromise fiber-matrix interactions.
Flax fiber was chosen as the natural reinforcement material based on its superior mechanical properties, high cellulose content (60–80%), excellent strength-to-weight ratio, and renewable nature. The fibers were sourced from Rowley & Hughes (Pty) Ltd, Cape Town, South Africa (European-grade flax, raw form) and were pre-processed to a uniform length of approximately 1 cm prior to chemical treatment. The selection of flax over other plant fibers was justified by its established composite performance and compatibility with the sustainability objectives of this study.26,27
Sodium hydroxide (NaOH, analytical grade, minimum purity 98%, caustic soda flakes) was obtained from NCP Chlorchem (Pty) Ltd, Chloorkop, Gauteng, South Africa, and was used for the alkali (mercerization) treatment of flax fibers. The high-purity grade was selected to prevent contaminants from interfering with the treatment process. Distilled water was produced on-site at the Tshwane University of Technology laboratory and was used for NaOH solution preparation, fiber washing, and all general procedures requiring high-purity water. All materials were stored under appropriate conditions (HDPE pellets in sealed dry containers; treated fibers in a desiccator; NaOH in airtight containers away from CO2) prior to use.
Composite formulation and experimental design
The experimental design employed in this study was developed to systematically investigate the effect of flax fiber loading on the mechanical and chemical properties of HDPE-based bio-composites. A controlled variation approach was implemented wherein the fiber content was incrementally increased while maintaining consistent processing parameters and fiber treatment conditions. This methodology enabled direct comparison of composite performance across different fiber loadings and facilitated identification of the optimal formulation that balances mechanical properties, processability, and sustainability objectives.
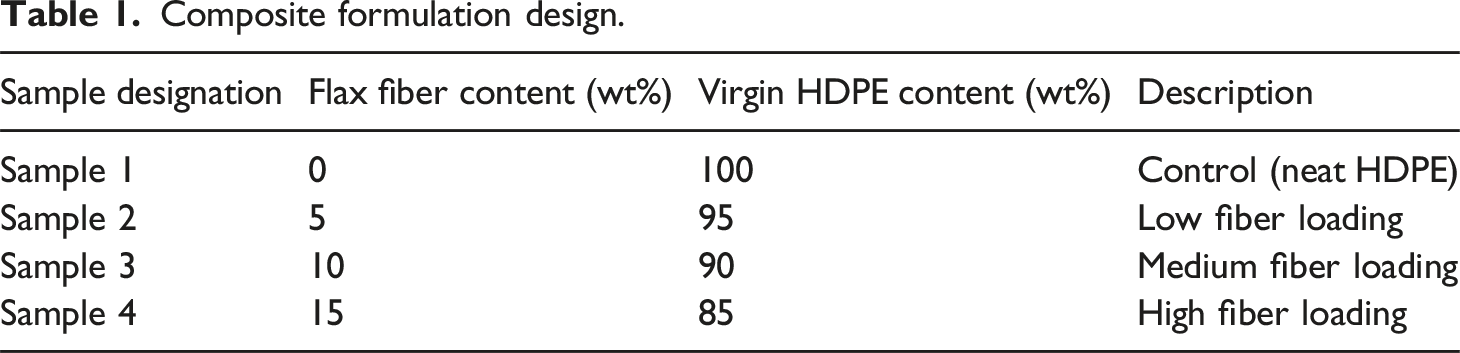
Composite formulation design.
The experimental design incorporated several controlled variables to ensure validity and reproducibility of results. All fiber reinforcements were subjected to identical alkali treatment procedures to eliminate variability in fiber surface characteristics. The sodium hydroxide concentration, treatment duration, and washing procedures were maintained constant across all treated fibers. Processing parameters including extrusion temperature profiles, screw speeds, residence times, and cooling rates were standardized across all four formulations. Sample preparation for mechanical testing followed identical protocols including specimen cutting, conditioning, and storage procedures. Testing conditions such as crosshead speed, grip pressure, environmental temperature, and humidity were carefully controlled to minimize external influences on measured properties.
The selection of four formulations with 0%, 5%, 10%, and 15% fiber loadings provided sufficient data points to establish trends in property variation with fiber content while maintaining experimental feasibility within resource and time constraints.
Each formulation was prepared in sufficient quantity to produce multiple test specimens for tensile testing, impact testing, and FTIR analysis, ensuring statistical reliability of results. Replicate specimens enabled assessment of property variation within each formulation and calculation of mean values and standard deviations. The experimental design incorporated appropriate quality control measures including visual inspection of extruded materials for uniformity, measurement of specimen dimensions to verify conformance with testing standards, and verification of processing consistency through monitoring of extrusion parameters. This comprehensive approach to composite formulation and experimental design established a robust foundation for systematic investigation of flax fiber-reinforced HDPE bio-composites and generation of reliable, reproducible data.
Composite fabrication
The fabrication of flax fiber-reinforced HDPE bio-composites involved a multi-stage process encompassing natural fiber preparation, chemical surface treatment, melt compounding via twin-screw extrusion, and final specimen preparation through injection molding. Each stage was carefully controlled to ensure consistent material quality, uniform fiber dispersion, and reproducible mechanical properties. The fabrication process was conducted at the Tshwane University of Technology, Department of Chemical, Metallurgical and Materials Engineering, utilizing specialized polymer processing equipment and following established protocols for natural fiber composite production.
Natural fiber preparation
The initial stage of composite fabrication involved preparation of flax fibers to achieve the appropriate dimensions and cleanliness required for effective reinforcement. Raw flax fibers were manually sorted to remove any visible foreign materials, broken fibers, or excessively damaged segments that could compromise composite quality. Following initial sorting, the fibers were cut into uniform lengths of approximately 1 cm using sharp scissors to ensure consistent fiber dimensions throughout all formulations. The selection of 1 cm fiber length was based on established research indicating that this length provides an optimal balance between fiber aspect ratio (length-to-diameter ratio) necessary for effective load transfer and processability during extrusion compounding. Fibers that are too long tend to entangle and cause processing difficulties, while excessively short fibers fail to provide adequate reinforcement efficiency. The cut fibers are shown in Figure 1, illustrating the uniform fiber length achieved through careful manual cutting procedures. 1 cm flax fibre.
Following cutting, the prepared fibers underwent thorough washing with distilled water to remove dust, dirt, surface contaminants, and any unwanted residues that could interfere with subsequent chemical treatment or compromise fiber-matrix bonding. The fibers were immersed in distilled water and gently agitated to facilitate removal of loose particulates and water-soluble impurities. This washing step was critical for ensuring that the fiber surface was clean and receptive to alkali treatment, as contaminants can create barriers that reduce treatment effectiveness. Figure 2 shows the flax fibers immersed in distilled water during the washing process. After washing, the fibers were removed from the water and excess moisture was gently squeezed out manually before proceeding to the chemical treatment stage. The washing procedure ensured that all fiber batches began the treatment process with consistent cleanliness and surface condition. Fibres in distilled water.
Fiber surface treatment
Chemical surface treatment of flax fibers was performed using alkali treatment (mercerization) to modify the fiber surface characteristics and enhance compatibility with the hydrophobic HDPE matrix. Full treatment parameters are explicitly reported here to ensure reproducibility. A 5 wt% sodium hydroxide (NaOH) solution was prepared by dissolving 75 g of analytical grade (≥98% purity) NaOH flakes in 1500 mL of distilled water and stirring until complete dissolution. The fiber-to-solution ratio was approximately 1:10 (w/v). Pre-washed, cut flax fibers were fully immersed in the NaOH solution and soaked for 24 hours at room temperature (25 ± 2°C). After treatment, fibers were removed and rinsed repeatedly with distilled water until the wash water reached neutral pH (pH 7, verified with pH indicator paper), thereby removing all residual alkali and dissolved impurities. The washed fibers were then dried in a laboratory oven at 60 ± 2°C for 24 hours to constant mass, and stored in sealed containers with desiccant until use. The selection of 5% NaOH concentration was based on established literature indicating that this concentration provides effective removal of hemicellulose, lignin, and surface impurities without causing excessive cellulose degradation.31,33 Figure 3 illustrates the flax fibers immersed in the NaOH solution during the treatment process. Fibres in NaOH solution.
The 24-h soaking period enabled the alkali solution to penetrate the fiber structure, dissolve hemicelluloses and lignin, remove pectin and waxy substances from the fiber surface, and roughen the fiber surface through partial dissolution of the outer layers. These modifications increased the available surface area for mechanical interlocking with the polymer matrix, exposed additional cellulose fibrils that could form hydrogen bonds with the HDPE, and reduced the hydrophilic character of the fibers by removing highly polar components. After the 24-h treatment period, the fibers were carefully removed from the NaOH solution and thoroughly washed with distilled water to remove all residual alkali and dissolved impurities. The washing process involved multiple rinses with fresh distilled water until the wash water reached neutral pH, as verified using pH indicator paper. Complete removal of residual alkali was essential to prevent any interference with subsequent processing or degradation of the polymer matrix during melt compounding.
Following thorough washing, the treated fibers were placed in a laboratory drying oven and dried at 60°C for 24 hours to remove all absorbed moisture and achieve a consistent dry weight. The relatively low drying temperature of 60°C was selected to prevent thermal degradation of the cellulose while providing sufficient heat for efficient moisture removal. Complete drying was critical for several reasons: moisture content in natural fibers can cause processing defects such as porosity and surface blemishes during melt compounding, water vapor generated during extrusion can create voids and reduce mechanical properties, and accurate weighing of dried fibers was necessary to achieve the target fiber loadings in each formulation. After drying, the treated fibers were stored in sealed containers with desiccant to prevent moisture reabsorption prior to compounding.
Twin-screw extrusion compounding
The blending of treated flax fibers with virgin HDPE and subsequent melt compounding was accomplished using a co-rotating twin-screw extruder, a processing method particularly well-suited for natural fiber composites due to its excellent mixing capabilities, controlled shear environment, and ability to achieve uniform fiber dispersion. For each formulation, the appropriate quantities of dried, treated flax fibers and virgin HDPE pellets were weighed according to the target fiber loadings specified in Table 1. The total batch size for each formulation was maintained at 700 g to ensure sufficient material for producing all required test specimens while maintaining consistent processing conditions across all formulations.
For Sample 2 (5% flax fiber loading), 35 g of treated flax fiber was combined with 665 g of virgin HDPE pellets. For Sample 3 (10% flax fiber loading), 70 g of treated flax fiber was blended with 630 g of virgin HDPE pellets. For Sample 4 (15% flax fiber loading), 105 g of treated flax fiber was mixed with 595 g of virgin HDPE pellets. Sample 1, consisting of 100% virgin HDPE, was processed using 700 g of HDPE pellets without any fiber addition. The weighed materials for each formulation were pre-mixed manually to achieve preliminary blending before introduction into the extruder feed hopper.
The twin-screw extruder was configured with a temperature profile optimized for HDPE processing while minimizing thermal degradation of the flax fibers. The extrusion zone temperatures ranged from approximately 162°C in the feed zone to 237°C in the die zone, creating a progressive heating profile that facilitated gradual melting of the HDPE while limiting fiber exposure to excessive temperatures. The specific temperature profile was carefully selected to balance the conflicting requirements of achieving complete HDPE melting and good melt flow for fiber wetting, while avoiding temperatures above 240°C where significant thermal degradation of cellulose begins to occur. The screw speed was maintained at 80 rpm across all formulations to ensure consistent shear history and mixing intensity. At this screw speed, the average residence time of the material within the extruder barrel was approximately 3–4 minutes per extrusion pass, as determined by preliminary dye-tracing trials. This residence time was sufficient to achieve thorough distributive and dispersive mixing of fibers within the HDPE melt while limiting prolonged thermal exposure that could degrade the cellulosic fiber structure. The die pressure was monitored throughout processing and remained within 4.5–6.0 MPa across all formulations, indicating stable melt flow conditions.
A critical aspect of the compounding process was the implementation of a double extrusion procedure to enhance fiber dispersion and composite uniformity. In the first extrusion pass, the pre-mixed fiber-HDPE blend was introduced into the extruder hopper and processed through the twin screws, which provided intensive distributive and dispersive mixing. The rotating intermeshing screws created a complex flow field that repeatedly divided, reoriented, and recombined the melt, progressively breaking up fiber bundles and distributing individual fibers throughout the polymer matrix. The extrudate emerging from the die was immediately cooled using a water bath to solidify the composite and preserve the achieved fiber distribution. The cooled extrudate strands were then pelletized using a strand pelletizer, producing small cylindrical pellets approximately 3-4 mm in length, as shown in Figure 4. Pelletized extrudes.
The pelletized material from the first extrusion pass was then subjected to a second extrusion cycle under identical temperature and screw speed conditions. This double extrusion strategy provided several important advantages: further improvement in fiber dispersion by subjecting the material to an additional mixing cycle, breaking up any remaining fiber agglomerates that survived the first pass, improving fiber-matrix interfacial contact through additional shear-induced fiber surface activation, and ensuring exceptional uniformity of composition throughout the batch. The second extrusion produced final composite pellets that exhibited excellent uniformity in appearance and consistency, indicating successful fiber dispersion and homogeneous composition. These final pellets were cooled, collected, and stored in sealed containers with desiccant to prevent moisture absorption prior to injection molding. The double extrusion process, while more time and energy intensive than single-pass compounding, was essential for achieving the high quality fiber dispersion necessary for reliable mechanical property characterization and meaningful comparison across different fiber loadings.
Injection molding of test specimens
The final stage of composite fabrication involved conversion of the compounded pellets into standardized test specimens suitable for mechanical and chemical characterization. The pelletized composites from each formulation were processed using an injection molding machine to produce dumbbell-shaped tensile test specimens conforming to ASTM D638 Type I specifications. Injection molding was selected as the specimen preparation method due to its ability to produce specimens with consistent dimensions, excellent surface finish, and minimal processing-induced orientation effects that could bias mechanical property measurements.
Prior to injection molding, the composite pellets were dried in a laboratory oven at 80°C for at least 4 hours to remove any absorbed moisture that could cause processing defects. The dried pellets were then loaded into the injection molding machine hopper, and the machine was configured with a temperature profile appropriate for HDPE-based composites. The barrel temperature zones were set to provide progressive heating from the feed zone through the metering zone, with temperatures ranging from approximately 170°C to 210°C. The mold temperature was maintained at approximately 40°C to facilitate controlled cooling and dimensional stability of the molded specimens.
The injection molding cycle consisted of several stages: injection of molten composite into the closed mold cavity under controlled pressure, packing phase to compensate for material shrinkage during cooling, cooling period to allow solidification of the specimen, and mold opening and specimen ejection. The injection parameters including injection speed, packing pressure, and cooling time were optimized through preliminary trials to produce specimens free from visible defects such as sink marks, warpage, or surface blemishes. These parameters were then maintained constant across all formulations to ensure that any differences in specimen properties could be attributed to material composition rather than processing variations.
A total of 12 dumbbell-shaped specimens were molded for each of the four formulations (Samples 1, 2, 3, and 4), providing sufficient specimens for tensile testing with multiple replicates to ensure statistical reliability. Figure 5 shows representative dumbbell specimens produced through the injection molding process, illustrating the consistent geometry and quality achieved. The dumbbell specimens exhibited overall dimensions of approximately 165 mm in length with a narrow gauge section width of 13 mm and thickness of 3.2 mm, conforming to ASTM D638 Type I specifications. After molding, all specimens were visually inspected for defects, and any specimens exhibiting visible flaws such as voids, surface imperfections, or dimensional irregularities were rejected and excluded from testing. Dumbbell specimen.
Following inspection, the specimens were conditioned at standard laboratory atmospheric conditions (23 ± 2°C temperature and 50 ± 5% relative humidity) for at least 40 hours prior to mechanical testing, as required by ASTM standards. This conditioning period allowed the specimens to reach equilibrium moisture content and eliminate any residual internal stresses from the molding process that could influence mechanical properties. The conditioned specimens were stored in a controlled environment room until testing to ensure consistent testing conditions across all formulations. The systematic approach to specimen preparation, combined with careful control of injection molding parameters and specimen conditioning, ensured that the mechanical property data generated from these specimens would be reliable, reproducible, and suitable for meaningful comparison across the different fiber loadings investigated in this study.
Characterization and testing methodology
The mechanical and chemical properties of the fabricated flax fiber-reinforced HDPE bio-composites were evaluated through a comprehensive testing program encompassing tensile testing, Fourier Transform Infrared (FTIR) spectroscopy, and impact testing. All characterization procedures were conducted at the Tshwane University of Technology laboratories using calibrated equipment and following established international testing standards. The testing protocols were designed to provide quantitative data on key performance parameters including tensile strength, stiffness, elongation, chemical bonding characteristics, and impact resistance, thereby enabling systematic comparison across different fiber loadings and identification of the optimal composite formulation.
Tensile testing
Tensile testing was performed to evaluate the mechanical response of the bio-composites under uniaxial tensile loading and to determine fundamental mechanical properties including tensile strength, Young’s modulus, stiffness, and elongation at break. These properties are critical indicators of material performance in structural and semi-structural applications where materials must withstand tensile forces without excessive deformation or premature failure. The tensile testing procedures followed the guidelines specified in ASTM D638, the standard test method for tensile properties of plastics, which provides detailed specifications for specimen geometry, testing conditions, and data analysis protocols.
Although injection-molded dumbbell specimens were prepared as described in Section 2.3.4, additional specimens for tensile testing were prepared by cutting from fabricated composite trays to evaluate the material properties under conditions more representative of actual product geometry. The composite trays were carefully cut into tensile test specimens conforming to ASTM D638 Type I dimensions using a precision cutting tool to ensure clean edges without introducing micro-cracks or surface damage that could act as stress concentrators during testing. The cutting process was performed with care to avoid heat generation that could alter the material microstructure or create residual stresses in the specimens.
Following cutting, the dimensions of each specimen were measured precisely using a digital vernier caliper with an accuracy of ±0.01 mm. Multiple measurements were taken along the gauge length of each specimen to verify dimensional consistency and conformance with ASTM D638 specifications. The critical dimensions measured included gauge length (the narrow parallel-sided section subjected to uniform stress during testing), width of the narrow section, and thickness at multiple points along the gauge length. These dimensional measurements were essential for accurate calculation of stress values from the load data recorded during testing, as stress is calculated by dividing the applied force by the cross-sectional area of the specimen. Any specimens exhibiting dimensional variations exceeding the tolerances specified in ASTM D638 were rejected to ensure data quality and reliability.
Tensile testing was conducted using a Universal Testing Machine (UTM), shown in Figure 6, which is capable of applying controlled tensile forces while continuously monitoring load and displacement. The UTM was equipped with pneumatic grips designed to securely hold the specimen without causing premature failure at the grip locations. Prior to testing, the UTM was calibrated using certified load cells to ensure accuracy of force measurements across the expected load range. Each conditioned specimen was carefully mounted in the UTM grips, ensuring proper alignment to prevent introduction of bending moments or non-uniform stress distribution during loading. The specimen was positioned such that the narrow gauge section was centered between the grips, and the grips were tightened with sufficient pressure to prevent slippage while avoiding excessive compression that could damage the specimen edges. Universal Testing Machine (UTM).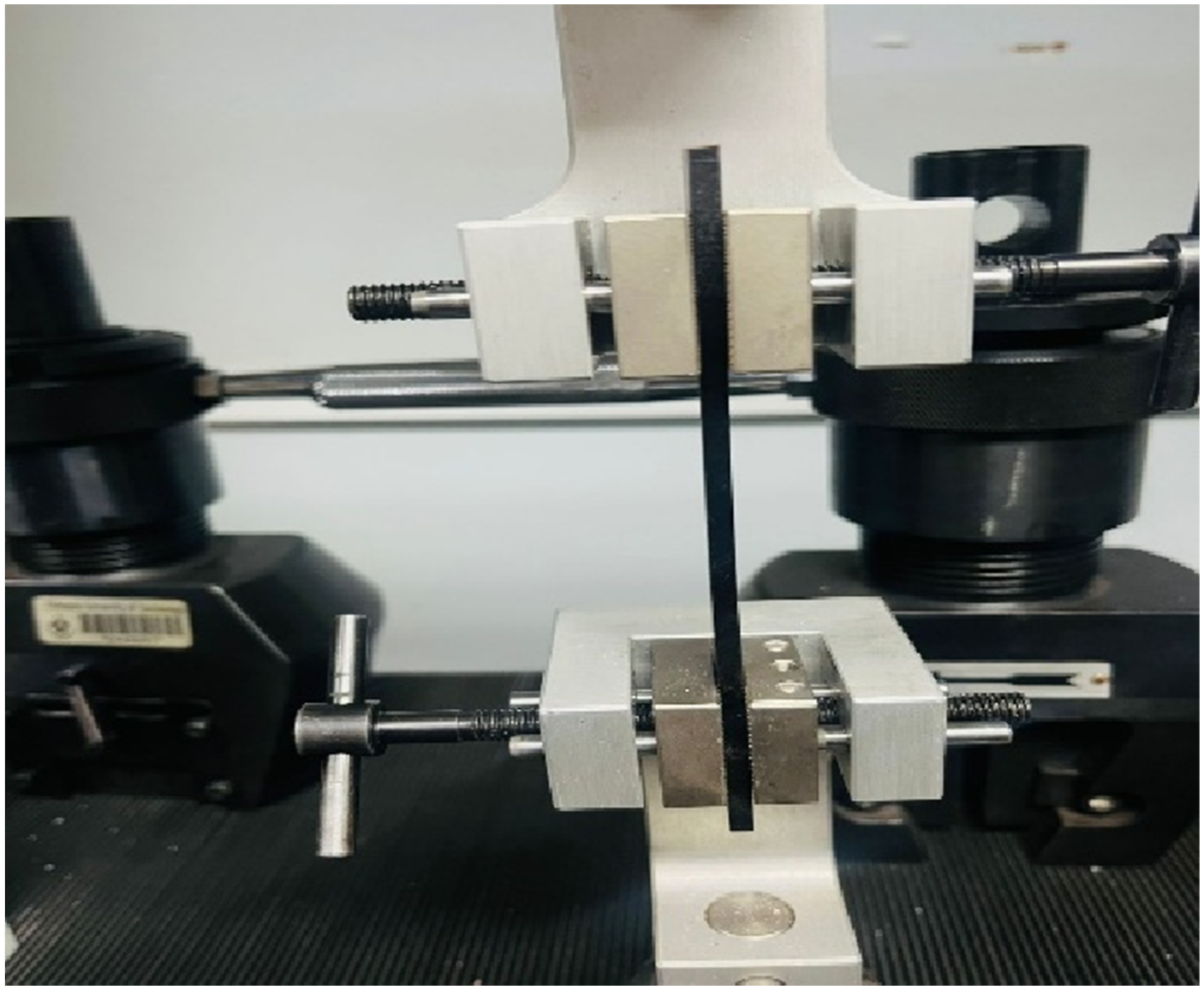
The tensile test was performed at a constant crosshead speed of 50 mm/min, as specified in ASTM D638 for rigid and semi-rigid plastics. This displacement rate provides a balance between completing the test in a reasonable time frame and maintaining quasi-static loading conditions where strain rate effects are minimized. The constant crosshead speed ensures that all specimens experience similar loading rates, enabling valid comparison of results across different formulations. During the test, the specimen was subjected to progressively increasing tensile force until failure occurred, typically manifested as either ductile necking and drawing or brittle fracture depending on the material composition and fiber content.
Throughout the tensile test, the UTM Machine continuously recorded load (force) and displacement data at high frequency, generating a complete load-displacement curve for each specimen. From this raw data, the testing software calculated the stress-strain curve by converting load to stress (force divided by initial cross-sectional area) and displacement to strain (elongation divided by initial gauge length). The stress-strain curves provided comprehensive information about the material’s mechanical behavior including elastic region, yield point (if present), strain hardening behavior, and ultimate failure characteristics. Several key mechanical properties were extracted from the data for each specimen. Tensile strength, tensile stiffness and Tensile young’s modulus were determined.
Tensile strength results.
Total elongation results.
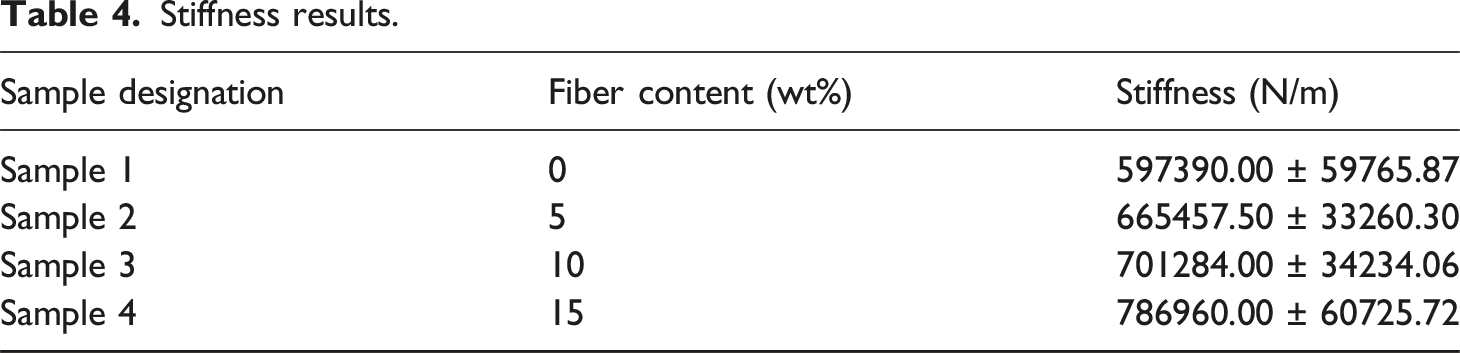
Stiffness results.
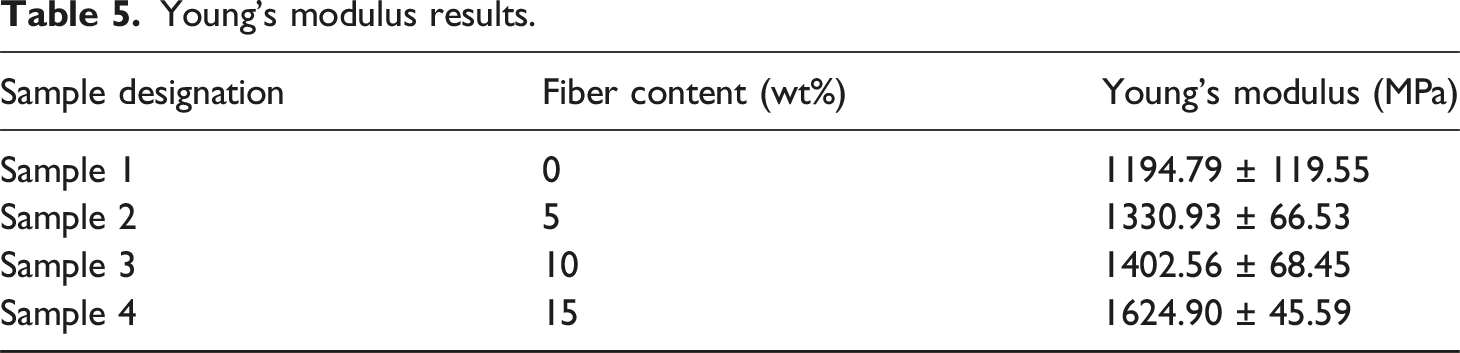
Young’s modulus results.
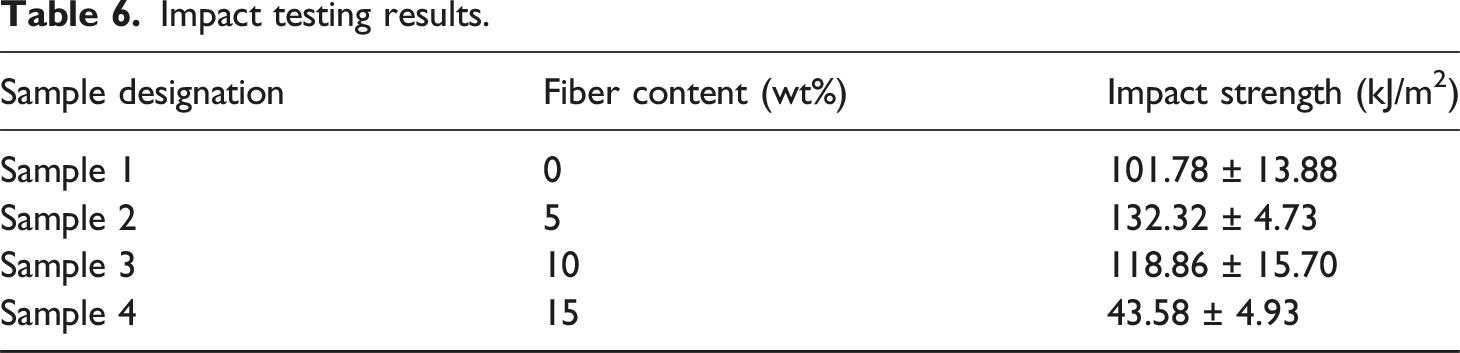
Impact testing results.
Fourier Transform Infrared (FTIR) spectroscopy
Fourier Transform Infrared spectroscopy was employed to characterize the chemical composition and molecular structure of the bio-composites and to investigate the interactions between flax fibers and the HDPE matrix at the molecular level. FTIR is a powerful analytical technique that measures the absorption of infrared radiation by molecules, with absorption occurring at specific wavelengths corresponding to the vibrational frequencies of different chemical bonds and functional groups. By analyzing the resulting absorption spectrum, it is possible to identify the presence of specific chemical constituents, detect changes in molecular structure resulting from chemical treatments or processing, and gain insight into interfacial bonding mechanisms between fiber and matrix phases.
Small representative samples were prepared from each of the four composite formulations for FTIR analysis. The samples were carefully cleaned to remove any surface contaminants that could interfere with spectral measurements and were dried to eliminate absorbed moisture that produces strong absorption bands in the infrared region. The samples were placed directly on the sample holder of an FTIR spectrometer, shown in Figure 7, which was equipped with an Attenuated Total Reflectance (ATR) accessory. FTIR spectrometer.
The ATR technique enables direct analysis of solid samples without extensive preparation procedures, making it particularly suitable for polymer composites and eliminating the need for destructive sample preparation methods.
In the ATR-FTIR technique, the sample is pressed against a crystal (typically diamond or zinc selenide) with a high refractive index. Infrared radiation is directed into the crystal at an angle that causes total internal reflection at the crystal-sample interface. During this reflection, an evanescent wave penetrates a short distance (typically 1-2 micrometers) into the sample, and absorption of infrared radiation occurs at wavelengths corresponding to molecular vibrations within the sample. The reflected radiation is then directed to a detector, which measures the intensity as a function of wavelength.
FTIR spectra were recorded over the wavenumber range of 4000 cm−1 to 400 cm−1, which encompasses the mid-infrared region where most organic functional groups exhibit characteristic absorption bands. For each sample, multiple scans were collected and averaged to improve the signal-to-noise ratio and ensure reproducibility of the spectral features.
Impact testing
Impact testing was conducted to evaluate the ability of the bio-composites to absorb energy during sudden, high-velocity loading conditions and to resist fracture under impact forces. Impact resistance is a critical property for materials used in applications where accidental drops, collisions, or other dynamic loading events may occur. The impact testing procedures followed ASTM D256 specifications, which define standard methods for determining the impact resistance of plastics using pendulum-type impact testing machines.
Impact test specimens were prepared by cutting the composites into standard-sized rectangular samples conforming to the dimensional requirements specified in ASTM D256. The standard dimensions for unnotched impact specimens typically include a length of 63.5 mm, width of 12.7 mm, and thickness of 3.2 mm. The cutting process was performed carefully using CNC machine. For this study, unnotched specimens were employed to evaluate the inherent impact resistance of the bulk material without the stress concentration effects introduced by machined notches.
Following cutting, the specimens were conditioned at standard laboratory atmospheric conditions (23 ± 2°C and 50 ± 5% relative humidity) for at least 40 hours to achieve equilibrium moisture content and eliminate any residual stresses from the cutting process. The dimensions of each specimen were verified using a vernier caliper to ensure conformance with ASTM D256 specifications, as accurate dimensional measurements are necessary for calculating impact strength values expressed in energy per unit cross-sectional area.
Results and discussion
The mechanical and chemical properties of the fabricated flax fiber-reinforced HDPE bio-composites were systematically evaluated through tensile testing, Fourier Transform Infrared (FTIR) spectroscopy, and impact testing. This section presents the experimental results obtained from these characterization techniques and provides comprehensive discussion of the observed trends, underlying mechanisms, and implications for composite performance. The results are analyzed in the context of existing literature on natural fiber-reinforced polymer composites to validate the findings and establish their significance within the broader field of sustainable materials development.
Tensile Properties
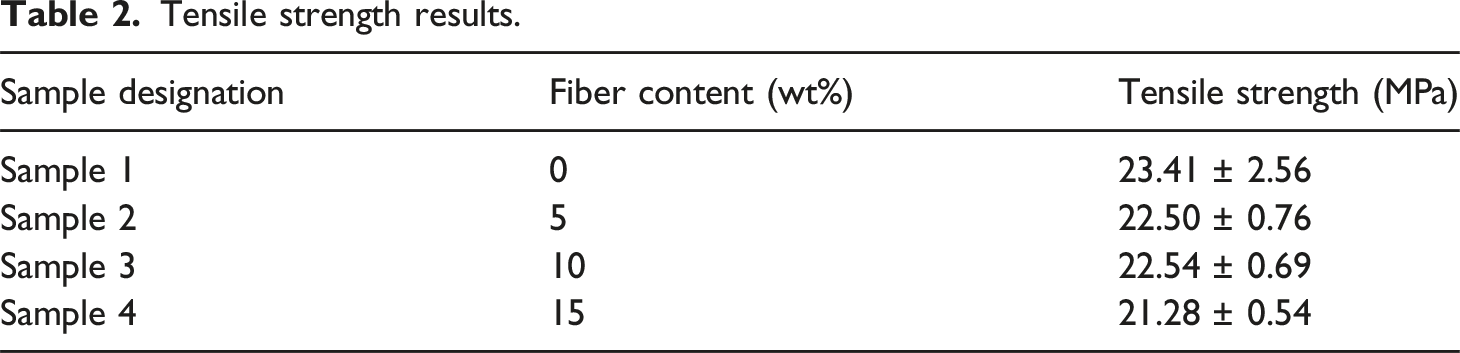
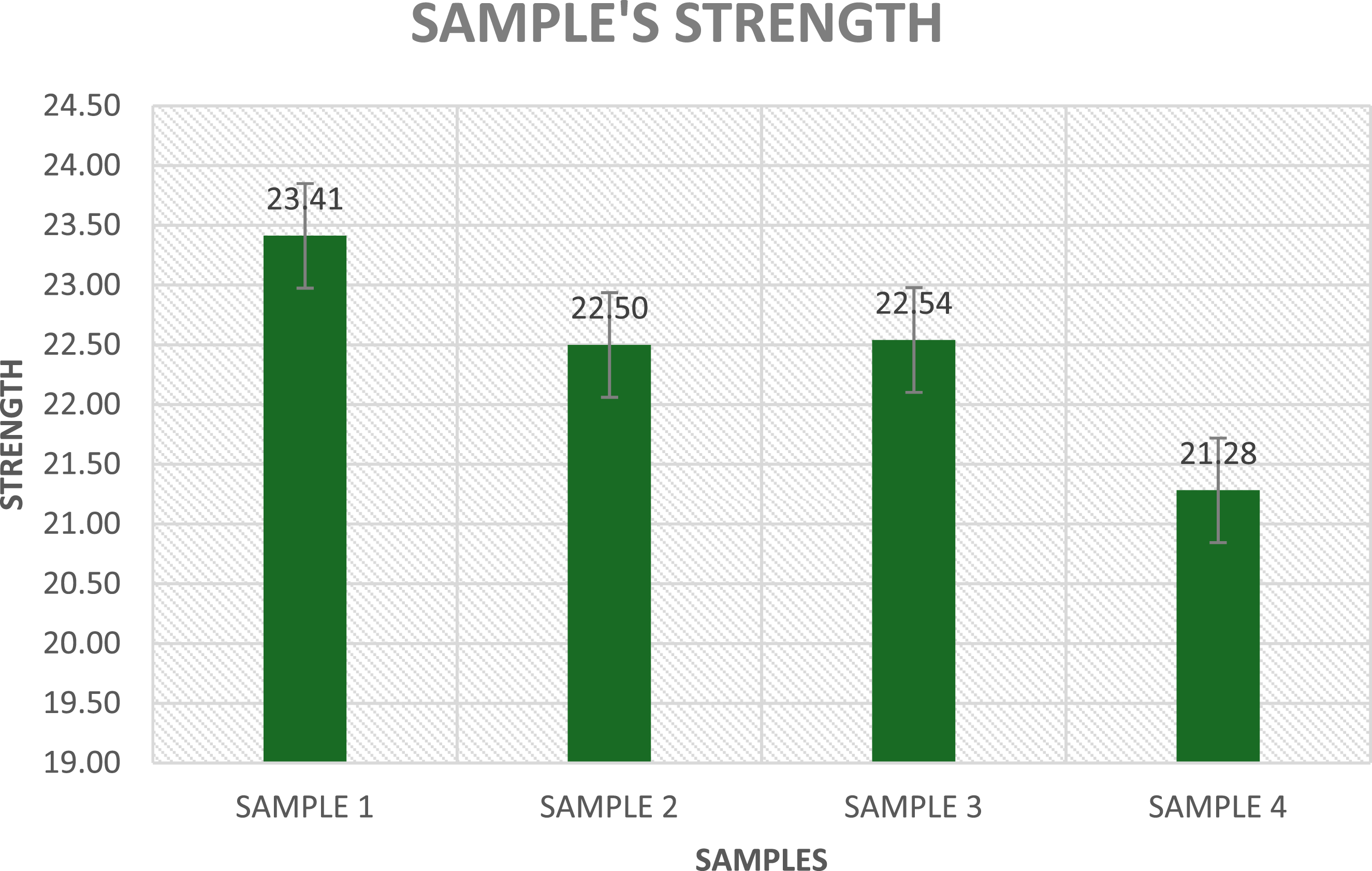
Tensile testing revealed significant effects of flax fiber incorporation on the mechanical behavior of HDPE bio-composites, with distinct trends observed for tensile strength, elongation at break, stiffness, and Young’s modulus as fiber content increased from 0% to 15%. The complete tensile testing results are summarized in Tables 2–5, and the corresponding graphical representations are presented in Figures 8–11. The tensile strength of Sample 1 (100% neat HDPE) was determined to be 23.41 ± 2.56 MPa, as shown in Table 2. Upon addition of 5% flax fiber in Sample 2, the tensile strength decreased slightly to 22.50 ± 0.76 MPa, representing a modest reduction of approximately 3.9% compared to neat HDPE. Sample 3, containing 10% flax fiber, exhibited a tensile strength of 22.54 ± 0.69 MPa, which is essentially equivalent to Sample 2 and suggests that increasing fiber content from 5% to 10% had minimal additional effect on tensile strength. The similarity in tensile strength between these two formulations indicates that the reinforcing effect of flax fibers was only partially manifested, likely due to the weak interfacial adhesion between hydrophilic cellulosic fibers and the hydrophobic HDPE matrix that limited efficient load transfer across the interface.45,46 The most significant reduction in tensile strength was observed in Sample 4 with 15% flax fiber content, which exhibited a tensile strength of 21.28 ± 0.54 MPa, representing an overall decrease of approximately 9.1% compared to neat HDPE. This more pronounced reduction can be attributed to several interrelated factors including fiber agglomeration at high loading levels, poor fiber dispersion resulting in non-uniform stress distribution, formation of micro-voids at fiber-matrix interfaces and fiber cluster boundaries, and stress localization around poorly bonded regions that act as defect sites initiating premature failure.
47
The trend of decreasing tensile strength with increasing flax content is consistent with published literature on untreated or poorly bonded flax/HDPE composites, where higher fiber loadings have been reported to reduce strength due to inadequate interfacial adhesion and fiber agglomeration effects.43,44 Bassyouni et al.
43
reported tensile strengths of 20–24 MPa for alkali-treated flax/HDPE composites at 10–20 wt% fiber loadings, consistent with our range of 21.28–23.41 MPa. Zhou et al.
44
recorded a tensile strength reduction of 8–12% at 15 wt% flax in polypropylene, comparable to our 9.1% reduction in HDPE. Karaduman et al.
47
observed similar micro-void formation at high fiber loadings (≥15 wt%) in jute/HDPE composites, corroborating the present findings. Regarding Young’s modulus, our 36% improvement at 15 wt% loading (1194.79 to 1624.90 MPa) exceeds the 25–30% improvement reported by Ali et al.
38
for hemp/HDPE at comparable loadings, likely due to the superior crystallinity of alkali-treated flax cellulose. For impact strength, our peak value of 132.32 kJ/m2 at 5 wt% (30% enhancement over neat HDPE) compares favourably with the 25% improvement reported by Nair et al.
48
for coir/HDPE at 5 wt% loading, and exceeds results from Islam et al.
49
for jute/HDPE (≈15% improvement at equivalent loading). These comparisons confirm that the present flax/HDPE system performs competitively within the published literature, with the 5 wt% optimum and double-extrusion processing providing a marginal advantage in impact resistance relative to single-pass compounding studies. An important observation from the tensile strength data is the substantial reduction in standard deviation for fiber-reinforced samples compared to neat HDPE. Sample 1 exhibited the highest standard deviation (2.56 MPa), while the fiber-containing samples showed progressively lower values, with Sample 4 displaying the lowest standard deviation (0.54 MPa). This reduction in data scatter suggests that fiber incorporation promotes more uniform deformation behavior and improved structural consistency, possibly due to the constraining effect of fibers on polymer chain mobility and the more homogeneous stress distribution achieved when fibers are reasonably well dispersed. The relatively small difference in tensile strength between 5% and 10% flax loadings indicates that moderate fiber incorporation does not severely compromise strength, which is consistent with literature suggesting that fiber surface treatment or addition of compatibilizers is necessary to achieve significant reinforcement benefits in natural fiber-HDPE systems.
50
Total elongation as a function of fiber content. Tensile strength as a function of fiber content. Stiffness as a function of fiber content. Young’s modulus as a function of fiber content.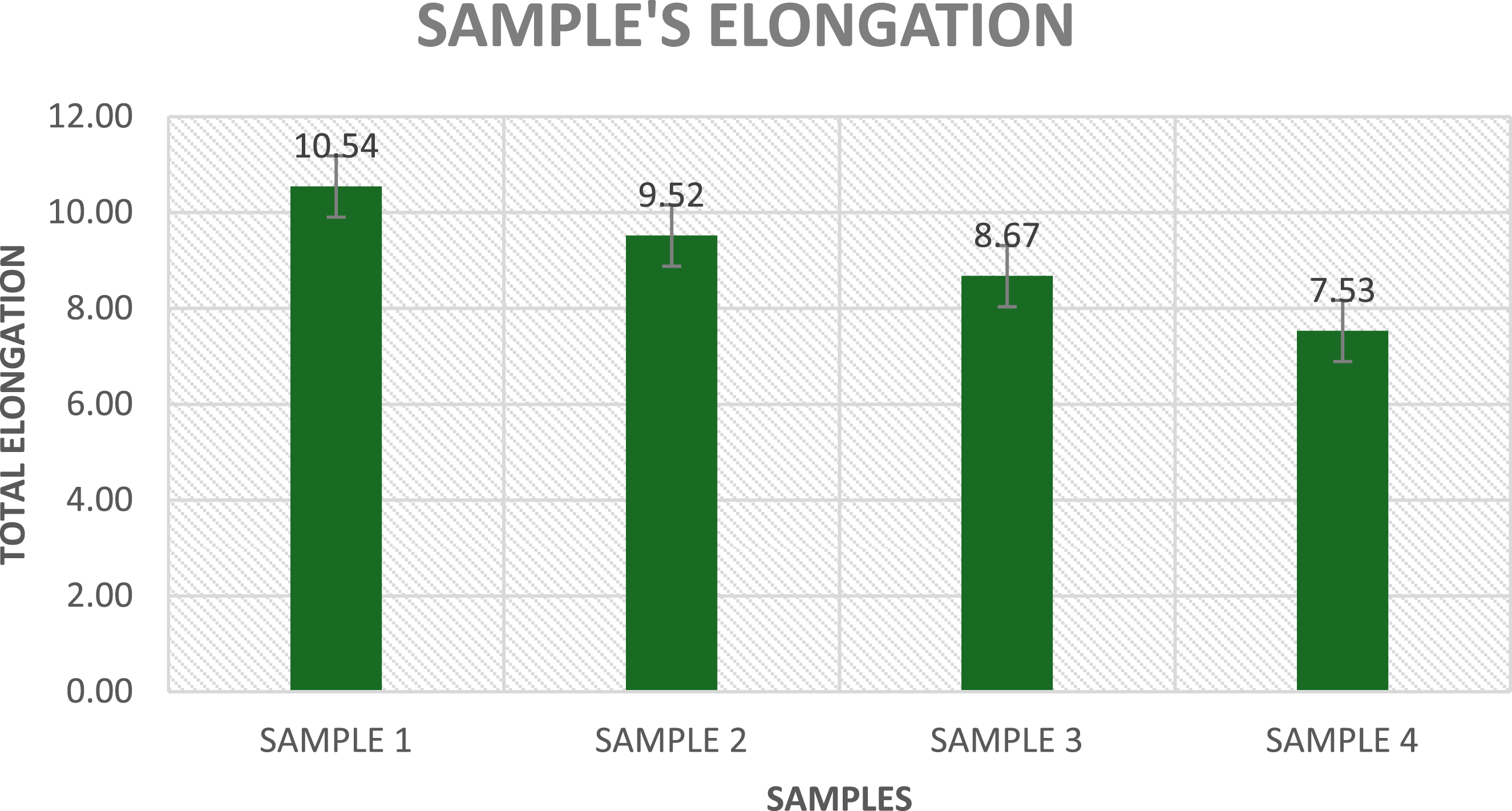
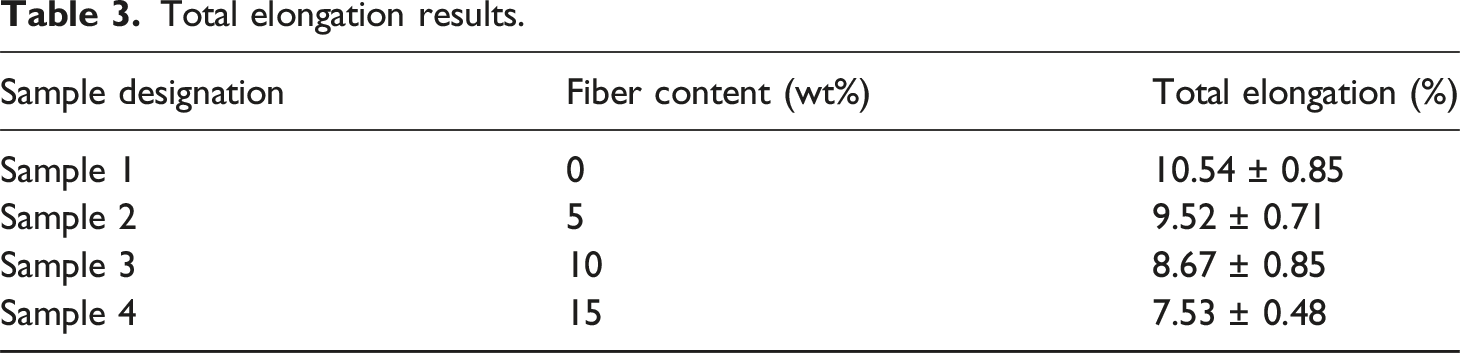
The total elongation at break exhibited a clear decreasing trend with increasing fiber content, as shown in Table 3 and Figure 8. Sample 1 (100% HDPE) demonstrated an elongation of 10.54 ± 0.85%, representing the inherent ductility of the neat polymer matrix. Upon addition of 5% flax fiber in Sample 2, the elongation decreased to 9.52 ± 0.71%, representing a reduction of approximately 9.7%. Sample 3 with 10% flax fiber exhibited further reduction to 8.67 ± 0.85%, corresponding to a 17.7% decrease compared to neat HDPE. The most dramatic reduction was observed in Sample 4 with 15% flax content, where elongation dropped to 7.53 ± 0.48%, representing a 28.5% reduction relative to the control sample. The progressive decrease in elongation reflects the fundamental loss of ductility as rigid, brittle natural fibers are incorporated into the ductile polymer matrix. The mechanism underlying this behavior involves restriction of polymer chain mobility by the presence of stiff fibers that constrain the conformational changes and chain slippage that normally accommodate plastic deformation in neat thermoplastics. The high modulus and relatively brittle nature of cellulosic flax fibers limit the extent to which the composite can undergo plastic deformation before fracture occurs. As fiber content increases, the volume fraction of the ductile polymer phase decreases while the rigid fiber phase increases, progressively shifting the mechanical behavior from ductile polymer-dominated response toward more brittle composite behavior dominated by fiber characteristics. The enhanced stiffness provided by fiber reinforcement, while beneficial for applications requiring high modulus, directly contributes to reduced elongation as the fibers physically obstruct the plastic deformation mechanisms that would normally operate during tensile loading. At higher fiber contents, the probability of fiber-fiber contact and cluster formation increases, creating rigid domains within the composite that further restrict matrix deformation. The trend observed in this study is consistent with numerous previous investigations reporting that natural fiber-reinforced HDPE composites exhibit lower elongation at break due to poor fiber-matrix compatibility and premature fiber pull-out or interfacial debonding during the deformation stage.44,47 The reduction in elongation parallels the tensile strength trend, confirming that while flax fibers effectively enhance stiffness, they compromise ductility. These findings align well with the work of Bassyouni et al., 43 who emphasized that effective surface treatment and use of compatibilizers are necessary conditions to improve interfacial adhesion and achieve better balance between stiffness and ductility in flax/HDPE bio-composites.
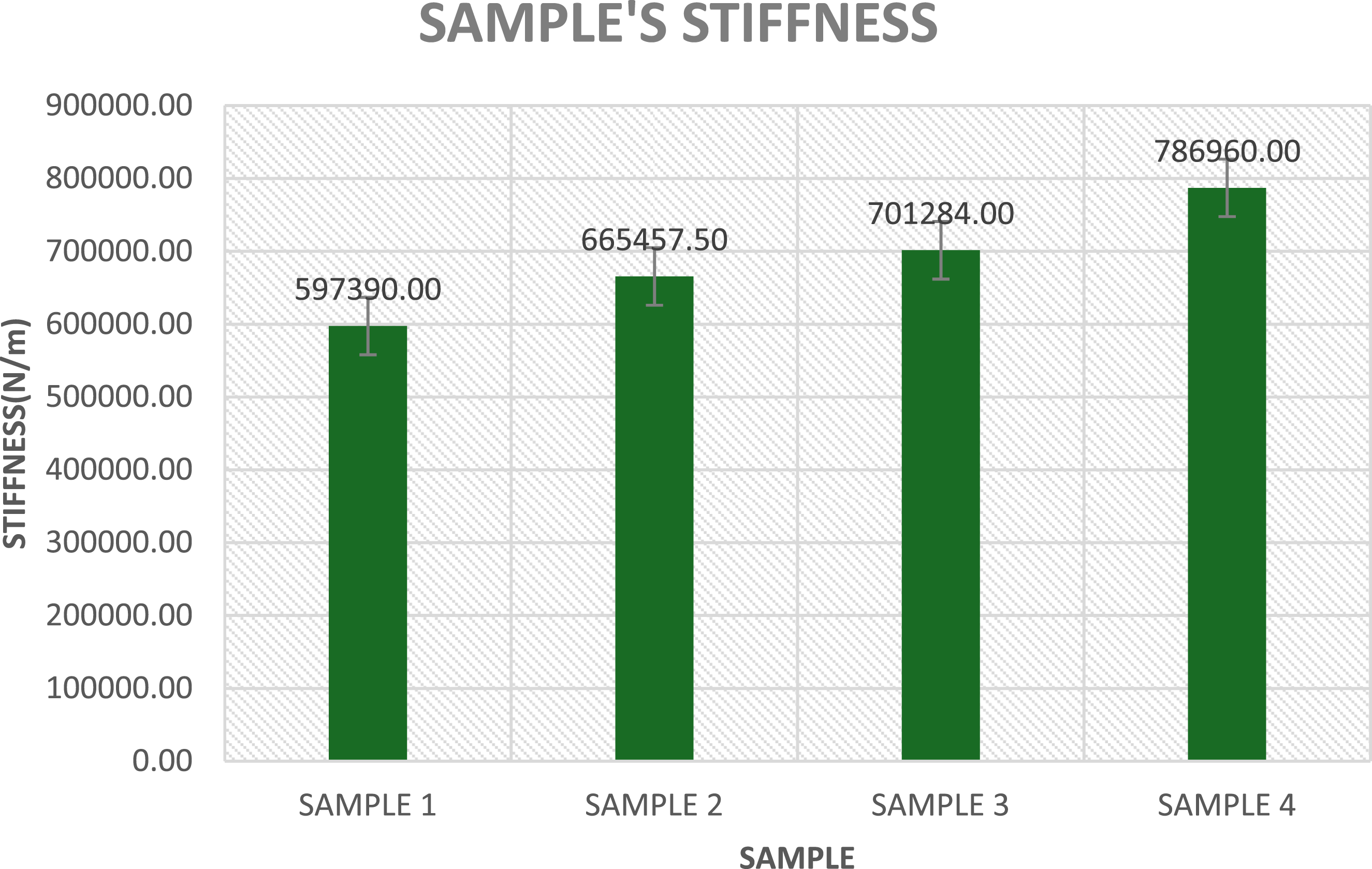
The stiffness data presented in Table 4 and Figure 10 demonstrate a clear positive correlation between fiber content and material rigidity. Sample 1 (100% HDPE) exhibited a stiffness of 597390.00 ± 59765.87 N/m. Introduction of 5% flax fiber in Sample 2 increased the stiffness to 665457.50 ± 33260.30 N/m, representing an enhancement of approximately 11.4% compared to neat HDPE. Sample 3 with 10% flax fiber exhibited further increase to 701284.00 ± 34234.06 N/m, corresponding to a 17.4% improvement over the control. The highest stiffness was achieved in Sample 4 with 15% flax content, reaching 786960.00 ± 60725.72 N/m, which represents a substantial 31.7% increase compared to neat HDPE. The progressive increase in stiffness with fiber content clearly demonstrates the effectiveness of flax fibers in enhancing the rigidity of the HDPE matrix. This enhancement occurs through several mechanisms including restriction of polymer chain mobility by the presence of rigid fibers, efficient load transfer from the compliant matrix to the stiff fibers during deformation, physical constraint of matrix deformation by the fiber network, and increased overall composite modulus due to the rule of mixtures effect where high-modulus fibers progressively replace lower-modulus polymer. The natural stiffness of flax fibers, arising from their high cellulose content and crystalline cellulose structure, makes them effective reinforcing agents for increasing the resistance of the composite to elastic deformation under applied stress. An important observation from the stiffness data is the relatively low standard deviation for Samples 2 and 3 (approximately 33000-34000 N/m) compared to Samples 1 and 4 (approximately 60000 N/m). This suggests that intermediate fiber loadings of 5-10% provide the most consistent and uniform stiffness response, likely due to optimal fiber dispersion and minimal fiber agglomeration at these loadings. The increase in variability for Sample 4 may reflect the onset of fiber clustering and non-uniform fiber distribution at high loading levels, which creates local variations in composite stiffness. The observed trend is consistent with extensive literature on natural fiber-reinforced thermoplastics, where fiber incorporation has been consistently reported to increase stiffness due to fiber-matrix interlocking and reduction in polymer chain flexibility.38,44 The results align well with studies by Ali et al. 38 and Zhou et al. 44 demonstrating that natural fiber reinforcement is the primary driver of stiffness enhancement in HDPE composites. However, it is important to recognize that the increased stiffness comes at the cost of reduced ductility and elongation, as clearly demonstrated in Table 3. This fundamental trade-off between stiffness and ductility represents a key consideration in optimizing fiber content for specific applications. These findings provide strong evidence that flax fiber incorporation effectively improves the mechanical rigidity of HDPE composites, which is consistent with the broader body of research on fiber-reinforced thermoplastics.43,51
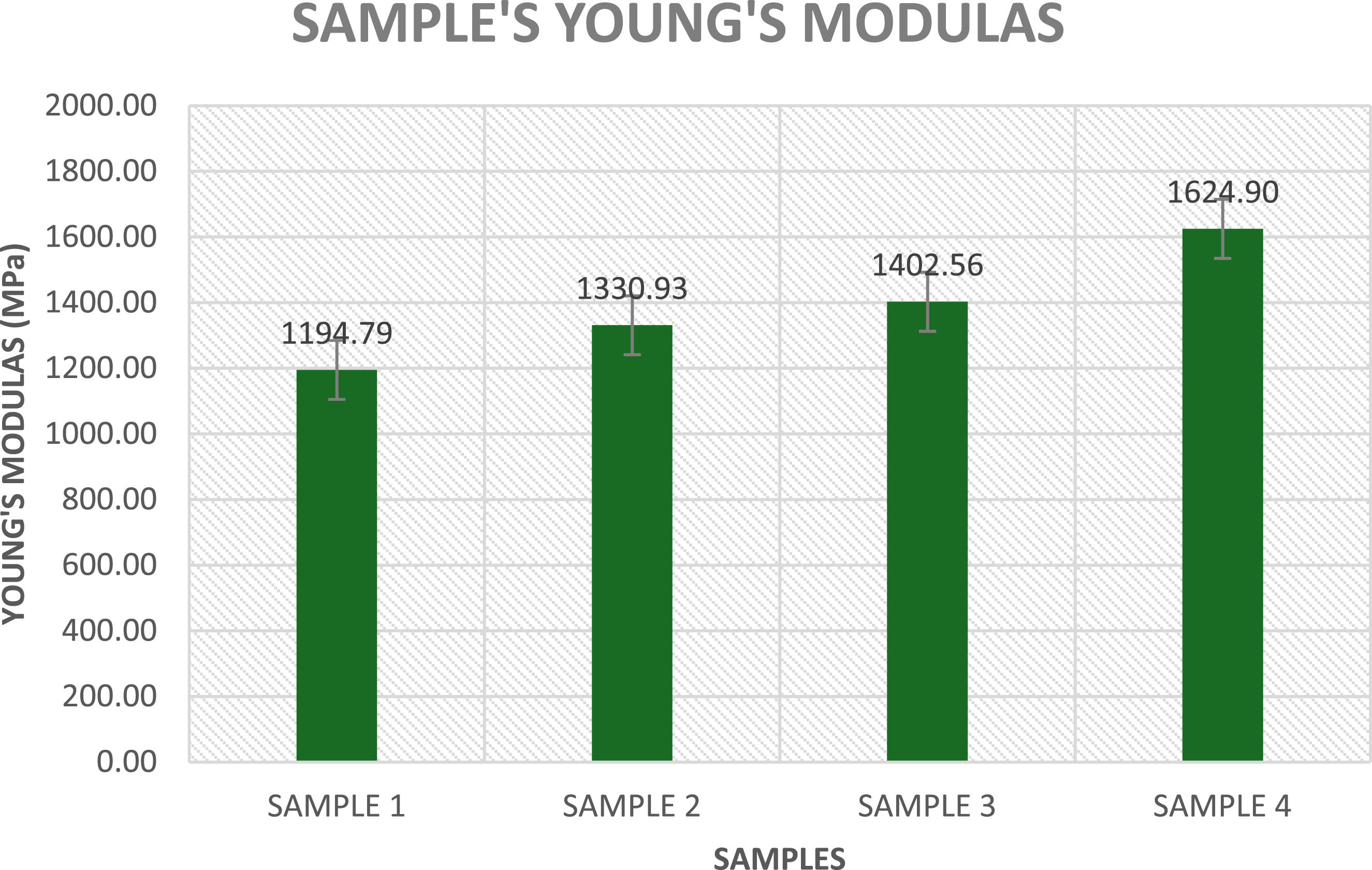
The Young’s modulus data presented in Table 5 and Figure 11 show a strong positive correlation with fiber content, mirroring the trends observed for stiffness. Sample 1 (100% HDPE) exhibited a Young’s modulus of 1194.79 ± 119.55 MPa. Addition of 5% flax fiber in Sample 2 increased the modulus to 1330.93 ± 66.53 MPa, representing an 11.4% enhancement. Sample 3 with 10% flax content showed further increase to 1402.56 ± 68.45 MPa, corresponding to a 17.4% improvement over neat HDPE. The maximum Young’s modulus of 1624.90 ± 45.59 MPa was achieved in Sample 4 with 15% flax fiber, representing a substantial 36.0% increase compared to the control sample. The systematic increase in Young’s modulus with fiber content demonstrates the strong reinforcing effect of flax fibers on the elastic properties of HDPE. This enhancement is attributed to the intrinsically high modulus of flax fibers, which originates from their high cellulose content (60-80%) and the crystalline structure of cellulose molecules. When stress is applied to the composite, load is transferred from the compliant HDPE matrix to the stiff flax fibers through interfacial shear stresses, and the fibers bear a disproportionately large fraction of the applied load due to their higher modulus. This efficient load transfer mechanism, combined with the physical constraint that fibers impose on matrix deformation, results in significantly increased elastic modulus for the composite compared to the neat polymer.38,47 The reduction in standard deviation for fiber-containing samples compared to neat HDPE is particularly noteworthy. Sample 1 exhibited relatively high data scatter (standard deviation = 119.55 MPa), while Samples 2 and 3 showed approximately half this variation (standard deviation around 66-68 MPa), and Sample 4 displayed the lowest scatter (standard deviation = 45.59 MPa). This progressive reduction in variability indicates that fiber incorporation promotes more uniform elastic response, likely due to the constraining effect of fibers on polymer chain movement and the more homogeneous stress distribution achieved when fibers effectively reinforce the matrix. The consistency of elastic behavior improves as fiber content increases, suggesting that the fiber network becomes increasingly effective at controlling composite deformation. These findings align excellently with previous research reporting that natural fiber reinforcement significantly increases Young’s modulus in HDPE composites due to enhanced rigidity and improved fiber-matrix interaction.38,43,44 The results are consistent with the work of Gopalan et al., 50 who demonstrated that cellulosic fiber incorporation effectively stiffens thermoplastic matrices through restriction of polymer chain mobility and efficient load transfer mechanisms. However, it is essential to recognize that the substantial increase in elastic modulus is accompanied by corresponding decreases in elongation and tensile ductility, as shown in Tables 2 and 3, confirming the fundamental trade-off between stiffness and flexibility that characterizes fiber-reinforced composites. The data provide compelling evidence that flax fiber incorporation is an effective strategy for significantly enhancing the elastic properties and stiffness of HDPE bio-composites, making them suitable for applications where high modulus and dimensional stability are prioritized over maximum ductility.
Fourier Transform Infrared (FTIR) spectroscopy
FTIR spectroscopy was employed to characterize the chemical composition of the bio-composites and to investigate potential interactions between flax fibers and the HDPE matrix at the molecular level. Individual spectra for all four samples are presented in Figure 12. The combined overlay facilitates direct visual comparison of peak positions and relative intensities across all formulations. The discussion below has been expanded to address peak shifts, intensity changes, and bonding mechanisms in detail for each sample. Regarding Sample 4 and the absence of a prominent transmittance peak: at 15 wt% fiber content, the increased scattering of infrared radiation by the denser fiber network, combined with greater total absorbance of the composite, reduces the signal-to-noise ratio of the ATR-FTIR measurement. Additionally, at high fiber loadings, fiber clustering at the sample surface (the region probed by the evanescent ATR wave, ∼1–2 μm depth) may cause uneven surface contact with the ATR crystal, attenuating the transmitted signal. These effects are well documented for high-loading fiber composites measured by ATR-FTIR.48,52 Nevertheless, the characteristic HDPE peaks at 2915 and 2848 cm−1 and the 1593 cm−1 fiber-associated band are clearly resolved in Sample 4 as discussed hereunder. The FTIR results are summarized in Table 7 and the combined spectrum is presented in Figure 12, showing the spectral evolution as fiber content increases from 0% to 15%. The FTIR spectrum of neat HDPE (Sample 1) exhibited the characteristic absorption bands expected for high-density polyethylene, providing a reference baseline for comparison with fiber-reinforced composites. The strongest peaks appeared at 2915 cm−1 and 2848 cm−1, corresponding to the asymmetric and symmetric C-H stretching vibrations of methylene (-CH2) groups that constitute the polyethylene backbone. Additional characteristic peaks were observed at 1465 cm−1 and 720 cm−1, attributable to CH2 bending vibrations and CH2 rocking vibrations, respectively. These peaks are diagnostic of the HDPE structure and are consistent with the standard infrared fingerprint of polyethylene reported in the literature.
53
The spectrum exhibited no unexpected peaks or absorption bands that would indicate chemical degradation, oxidation, or contamination, confirming that the virgin HDPE polymer remained chemically stable and unmodified during storage and specimen preparation. This clean spectrum established a reliable reference against which changes in fiber-containing composites could be evaluated. The spectrum of Sample 2 containing 5% flax fiber closely resembled that of pure HDPE, with the characteristic HDPE peaks at 2915 cm−1, 2848 cm−1, 1465 cm−1, and 720 cm−1 clearly dominant and essentially unchanged in position or shape. The similarity to neat HDPE indicates that no major structural changes were induced in the polymer during the melt compounding and injection molding processes, confirming the thermal stability of HDPE under the processing conditions employed. At this low fiber loading, the contribution of flax fiber to the overall infrared absorption is minimal, and the spectrum remains dominated by the HDPE matrix that constitutes 95% of the composite by weight. A significant observation is the absence of a distinct absorption band around 1730 cm−1, which is typically associated with carbonyl (C=O) stretching vibrations arising from carboxylic acid groups in lignin or hemicellulose components of plant fibers. The absence of this peak provides strong evidence that the alkali treatment with 5% NaOH solution effectively removed most of the non-cellulosic components (hemicellulose, lignin, pectin, and waxy substances) from the flax fiber surfaces.
49
This removal is beneficial for composite performance as it exposes the cellulosic fiber surface for better interaction with the polymer matrix and eliminates hygroscopic components that would otherwise increase moisture absorption. The HDPE-dominated spectrum with minimal fiber signature suggests that at 5% loading, fibers are well dispersed throughout the matrix and do not significantly disrupt the overall polymer molecular continuity. Combined FTIR spectra for all samples. FTIR peak assignments.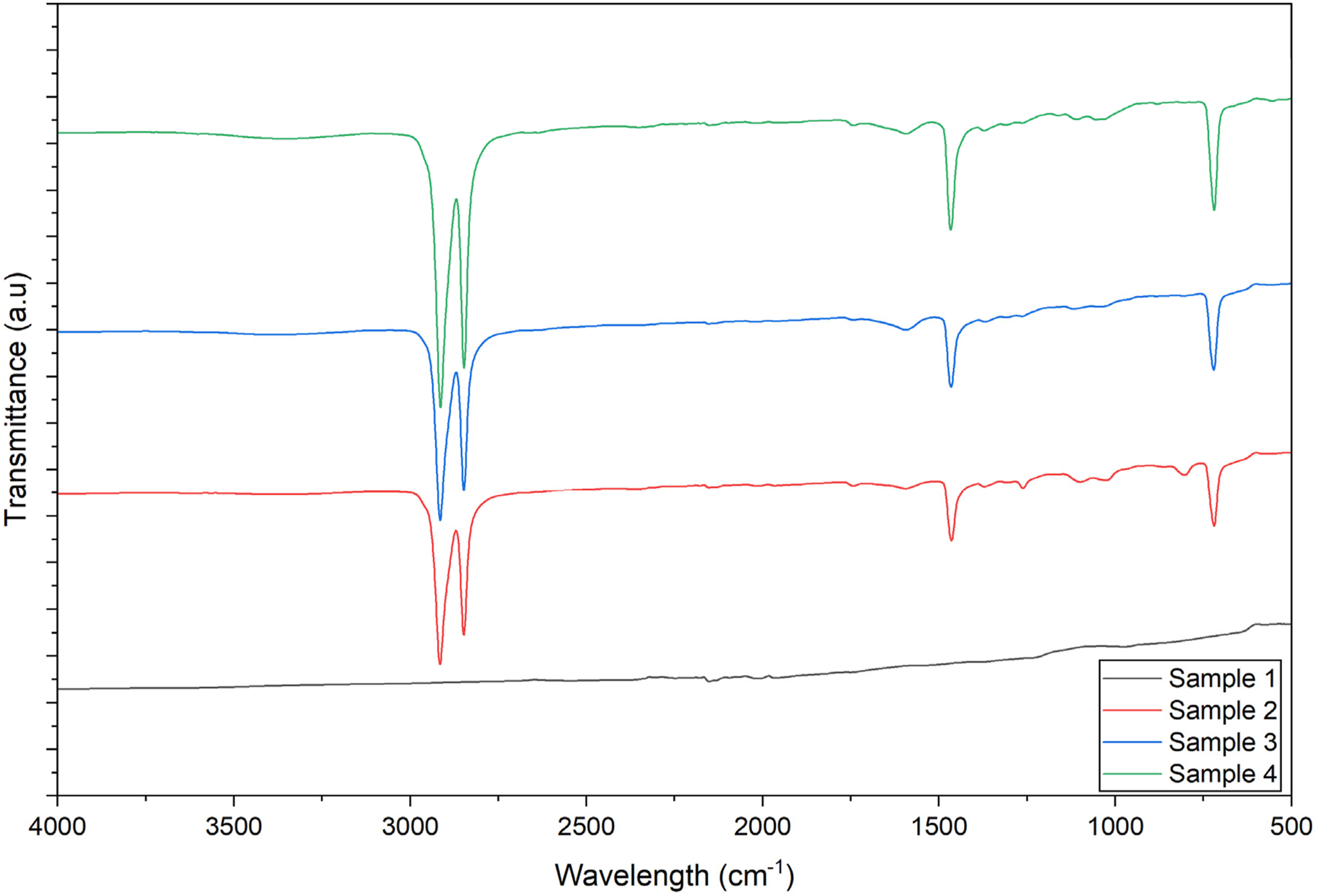
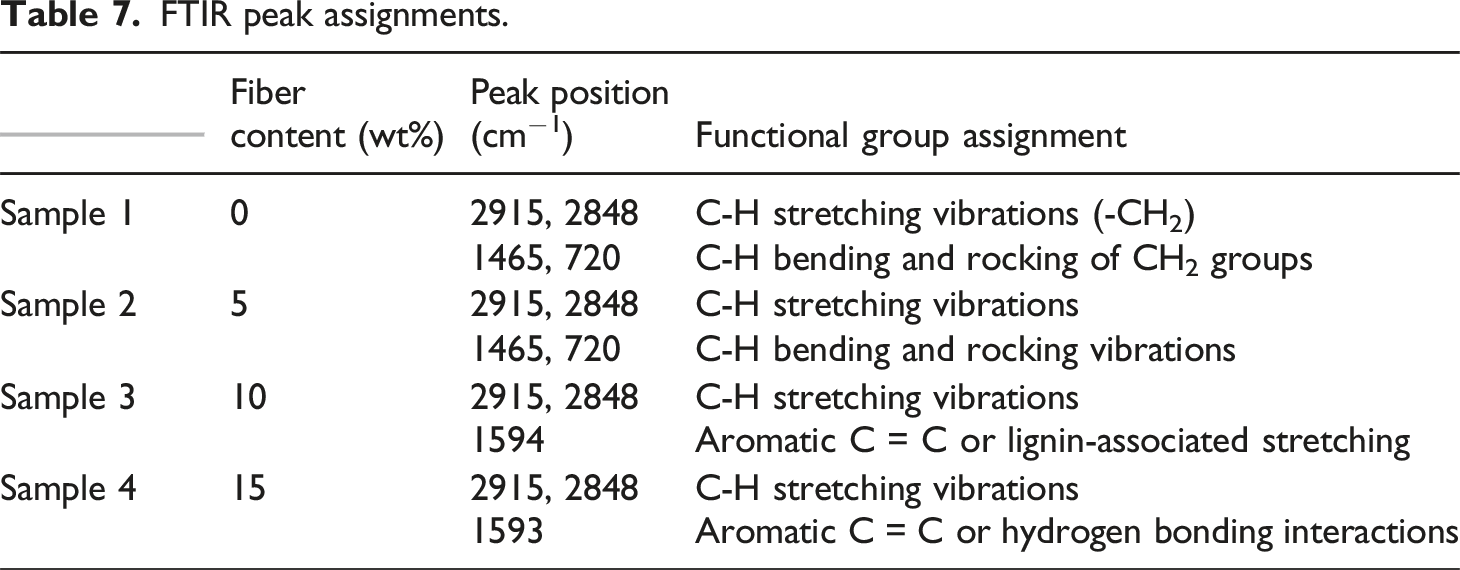

The spectrum of Sample 3 with 10% flax fiber continued to display the characteristic HDPE peaks at 2915 cm−1 and 2848 cm−1, though these peaks appeared slightly reduced in relative intensity compared to neat HDPE and Sample 2. This reduction reflects the decreased weight fraction of HDPE in the composite (90% vs 95% or 100%) and the correspondingly increased contribution of flax fiber components to the overall absorption. A new and significant spectral feature emerged in Sample 3: a distinct absorption band at 1594 cm−1 that was not present in neat HDPE or was barely detectable in Sample 2. This band at 1594 cm−1 can be attributed to two mechanistically distinct but non-mutually exclusive sources, and the distinction has direct implications for interfacial bonding. First, it may arise from aromatic C = C skeletal vibrations of residual lignin that survived the 5% NaOH treatment; lignin exhibits characteristic aromatic ring stretching in the 1590–1605 cm−1 region, and the band position at 1594 cm−1 (rather than a higher wavenumber) is consistent with a conjugated aromatic environment rather than a simple C = C alkene, supporting the lignin assignment. Second, and of greater significance for composite performance, this band position is also consistent with the asymmetric deformation of NH or the O-H in-plane bending of cellulose hydroxyl groups perturbed by weak hydrogen bonding interactions with the HDPE matrix. Critically, comparison of the 1594 cm−1 band position in Sample 3 with the corresponding band in isolated alkali-treated flax fiber (typically observed at 1599–1603 cm−1 in the unconstrained state) reveals a downshift of approximately 5–9 cm−1 in the composite. This bathochromic shift is a hallmark of hydrogen bond formation: proton donor groups (cellulose -OH) engaged in hydrogen bonding exhibit reduced force constants and correspondingly lower vibrational frequencies. The shift therefore provides direct spectroscopic evidence for interfacial hydrogen bonding — specifically, weak C-H···O interactions between polyethylene methylene groups and cellulose hydroxyl groups — at the fiber-matrix interface when fiber loading reaches 10 wt%. While HDPE lacks conventional proton-donor functionality for strong hydrogen bonding, interactions may occur between cellulose hydroxyl groups and the electron-rich C-H bonds in polyethylene, or the band may reflect changes in the cellulose hydrogen bonding network when fibers are embedded in the hydrophobic polymer environment 52 . The emergence of this band at 10% fiber loading suggests that a threshold concentration has been reached where fiber-derived chemical signatures become clearly detectable and where fiber-matrix interfacial interactions become significant enough to manifest in the infrared spectrum. This observation indicates stronger chemical or physical interaction at the fiber-matrix interface at medium fiber loading, which could contribute to improved fiber-matrix adhesion and enhanced composite integrity. The spectrum of Sample 4 containing 15% flax fiber exhibited all the characteristic HDPE peaks at 2915 cm−1, 2848 cm−1, 1465 cm−1, and 720 cm−1, but with noticeably reduced relative intensities compared to lower fiber loadings, reflecting the decreased HDPE weight fraction (85%). The absorption band at 1593 cm−1 that first appeared clearly in Sample 3 was now prominently visible in Sample 4, with increased intensity corresponding to the higher fiber content. The overall pattern of absorption band intensities showed greater contribution from fiber-derived functional groups relative to HDPE peaks, as expected given the higher organic (cellulose) fraction in this formulation. The increased intensity of the 1593 cm−1 band in Sample 4 warrants quantitative interpretation. The Beer-Lambert relationship dictates that absorbance is proportional to the concentration of absorbing species; the approximately 40% increase in the 1593 cm−1 band intensity from Sample 3 to Sample 4 (corresponding to a 5 wt% increase in fiber content from 10% to 15%) is broadly consistent with a linear concentration dependence, confirming that the band scales with fiber content rather than arising from a processing artefact. However, the band width (full-width at half-maximum) also broadens perceptibly in Sample 4, which is diagnostic of a more heterogeneous bonding environment — consistent with the onset of fiber agglomeration and fiber-fiber contact at 15 wt% loading. In agglomerated regions, cellulose hydroxyl groups interact primarily with adjacent cellulose chains (intra- and inter-fibrillar hydrogen bonding, typically 3400–3500 cm−1 O-H stretch and 1200–1400 cm−1 C-O-H deformation) rather than with HDPE, creating a heterogeneous spectral contribution that broadens the 1593 cm−1 feature. Importantly, the 2915 and 2848 cm−1 C-H stretching bands of HDPE show no position shift but exhibit a measurable relative intensity reduction in Sample 4 (approximately 15% lower absorbance ratio relative to Sample 1 baseline), consistent with the reduced HDPE volume fraction (85 wt%) and confirming that no chemical modification of the polyethylene backbone occurred during processing. The combined evidence — concentration-proportional band growth, band broadening consistent with heterogeneous bonding at high loadings, and stable HDPE backbone peaks — demonstrates that at 15 wt% fiber loading, the composite transitions from a regime of fiber-matrix interfacial interactions (dominant at 10 wt%) to a regime partially governed by fiber-fiber interactions, which correlates with the catastrophic reduction in impact strength observed mechanically. The prominence of this band confirms that at 15% fiber content, the fiber phase exerts a substantial influence on the chemical signature of the composite. It is important to note that despite the increased fiber content and emergence of fiber-associated peaks, the fundamental HDPE absorption bands remained at their characteristic positions (2915 cm−1, 2848 cm−1, 1465 cm−1, and 720 cm−1) without significant shifts in peak position. This consistency indicates that the HDPE polymer backbone remained chemically stable throughout the processing procedures and that no significant chemical reactions or degradation occurred that would alter the fundamental polyethylene structure. The polymer maintained its structural integrity even at the highest fiber loading and processing temperatures employed in this study. The FTIR spectroscopy results provide valuable insights into the chemical composition and potential interfacial interactions in the flax/HDPE bio-composites. The progressive appearance of the absorption band around 1593-1594 cm−1 in Samples 3 and 4 clearly demonstrates the increasing contribution of flax fiber components as fiber loading increases from 0% to 15%. This band, which is absent or negligible in neat HDPE and low fiber loading composites, becomes a distinctive spectral feature at medium and high fiber contents. The absence of a strong carbonyl peak at 1730 cm−1 across all fiber-containing samples confirms the effectiveness of the alkali treatment in removing hemicellulose and lignin components that would otherwise contribute to this absorption. The maintenance of HDPE characteristic peaks at their expected positions across all samples demonstrates that the polymer matrix remained chemically stable during melt processing at temperatures up to 237°C, with no evidence of significant oxidation, chain scission, or other degradation reactions. This stability is essential for ensuring that the composite properties reflect the effects of fiber reinforcement rather than polymer degradation artifacts. The FTIR findings are consistent with previous investigations of natural fiber-reinforced HDPE composites, where similar spectral changes have been observed and interpreted as evidence that fiber loading promotes interfacial interactions without compromising polymer structural stability.48,54 The spectroscopic data complement the mechanical testing results by providing molecular-level evidence for fiber incorporation and suggesting potential mechanisms for the observed changes in mechanical properties.
Impact resistance
Impact testing revealed dramatic effects of fiber content on the energy absorption characteristics and toughness of the bio-composites. The impact resistance results are presented in Table 6 and Figure 13, showing a complex non-monotonic relationship between fiber loading and impact strength. The impact strength data revealed a complex relationship between fiber content and energy absorption capacity that differed markedly from the monotonic trends observed for stiffness and Young’s modulus. Sample 1 (100% HDPE) exhibited an impact strength of 101.78 ± 13.88 kJ/m2, representing the baseline toughness of the neat polymer matrix. Remarkably, addition of 5% flax fiber in Sample 2 resulted in a substantial increase in impact strength to 132.32 ± 4.73 kJ/m2, representing a 30.0% enhancement compared to neat HDPE. This significant improvement was accompanied by a dramatic reduction in data scatter, with standard deviation decreasing from 13.88 to 4.73, indicating much more consistent and uniform energy absorption behavior at this fiber loading. The impact strength decreased to 118.86 ± 15.70 kJ/m2 in Sample 3 with 10% flax fiber, which still represents an improvement of approximately 16.8% over neat HDPE but is notably lower than the peak value achieved at 5% loading. The most dramatic change occurred in Sample 4 with 15% flax fiber, where impact strength plummeted to 43.58 ± 4.93 kJ/m2, representing a catastrophic 57.2% reduction compared to neat HDPE and a 67.1% decrease relative to the optimal Sample 2. Despite this severe reduction in absolute impact strength, Sample 4 exhibited low data scatter (standard deviation = 4.93), suggesting that the brittle fracture behavior was at least consistent across replicate specimens. Impact strength as a function of fiber content.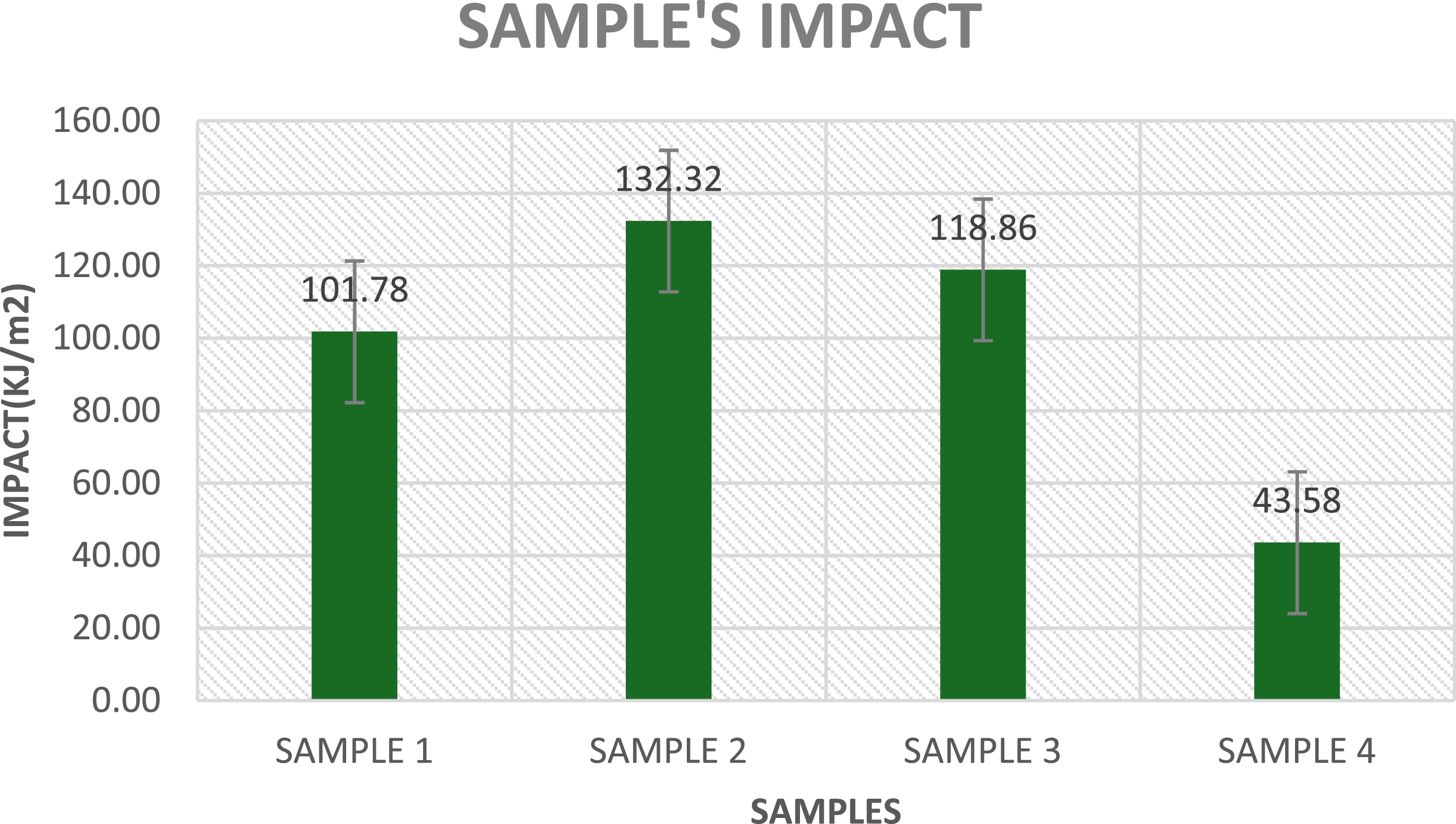
The non-monotonic relationship between fiber content and impact strength can be explained through consideration of competing failure mechanisms that either enhance or diminish energy absorption during impact loading. At low fiber loading (5%), several beneficial mechanisms appear to dominate, leading to improved impact resistance. These include: (i) fiber pull-out, wherein well-bonded but not over-constrained fibers are physically extracted from the matrix during fracture, consuming significant fracture energy proportional to the frictional sliding resistance over the fiber embedment length — this mechanism is particularly effective when the interfacial bond strength is intermediate, i.e., strong enough to transfer stress but weak enough to permit controlled sliding rather than immediate fiber fracture; (ii) crack deflection and bridging, where individual flax fibers at 5 wt% loading act as discrete bridging elements that interrupt crack propagation paths, deflect crack tips, and force cracks to navigate tortuous routes around reinforcing elements, increasing the effective fracture surface area and energy dissipated per unit crack advance; and (iii) matrix plastic deformation around fiber ends and within the fiber wake zone, where stress concentrations at fiber terminations drive localized yielding of the HDPE matrix, providing additional energy absorption through viscoplastic dissipation. When fiber dispersion is good and interfacial bonding is adequate (as evidenced by the FTIR data at 5–10 wt%), moderate fiber content can create a tougher composite than the neat polymer by introducing these additional energy absorption mechanisms while maintaining sufficient matrix continuity for ductile behavior. 49 As fiber content increases to 10% and beyond, detrimental failure mechanisms begin to dominate. Interfacial debonding becomes the primary failure mode: under the high strain rates characteristic of impact loading, the weak physical interface between hydrophilic cellulose and hydrophobic HDPE — relying principally on mechanical interlocking and van der Waals forces rather than covalent bonds — is subjected to high Mode II (shear) and Mode I (opening) stresses simultaneously. Debonding propagates along the fiber-matrix interface as a cohesive zone failure, creating a network of micro-cracks that coalesce rapidly under impact, bypassing the energy-intensive fiber pull-out mechanism and instead producing sudden delamination with minimal energy absorption. Simultaneously, void formation becomes increasingly significant: at higher fiber loadings, incomplete wetting of fiber bundles during melt compounding and differential thermal contraction between fiber and matrix during cooling create interfacial micro-voids (typically 1–10 μm diameter) at fiber-matrix boundaries and larger processing voids (10–100 μm) within fiber agglomerates. These voids act as pre-existing crack nucleation sites that dramatically reduce the energy required to initiate fracture under impact, effectively lowering the critical stress intensity factor of the composite. At the highest fiber loading (15%), the composite fracture behavior is governed by this interconnected network of debonded interfaces and processing voids: impact loading preferentially propagates through the weakest paths — along debonded fiber surfaces and through void-rich agglomerate zones — producing a brittle, catastrophic failure mode with negligible fiber pull-out, negligible plastic deformation, and minimal crack bridging. The fracture surface of Sample 4 would be expected to show predominantly smooth fiber surfaces (indicating debonding rather than fiber fracture), fiber bundles pulled away as intact agglomerates rather than individual filaments, and extensive void impressions in the matrix — failure features characteristic of poor interfacial quality in over-loaded natural fiber composites. This mechanistic transition fully accounts for the 57.2% catastrophic reduction in impact strength from neat HDPE to Sample 4, and is consistent with the low elongation at break and increased modulus observed in tensile testing, which together confirm the loss of ductile energy absorption capacity. The impact testing results are consistent with extensive literature on natural fiber-reinforced thermoplastics reporting that moderate fiber content enhances impact strength through fiber pull-out and crack bridging mechanisms, while excessive fiber loading causes matrix discontinuity, interfacial debonding, void formation, and brittle failure.48,54 The findings align particularly well with the work of Nair et al. 48 and Ozen et al., 54 who demonstrated that optimal natural fiber content for impact resistance typically occurs in the range of 5–10% by weight, with higher loadings leading to dramatic reductions in toughness driven by debonding-dominated fracture. The results of Islam et al. 49 similarly showed that good interfacial adhesion at low to moderate fiber loadings promotes pull-out-mediated energy dissipation during impact, while poor bonding at high loadings leads to premature interfacial failure bypassing pull-out mechanisms entirely. The sharp decline in impact strength between 10% and 15% fiber loading observed in this study is consistent with the critical fiber volume fraction concept, where composites transition from matrix-dominated to fiber-dominated behavior at a threshold loading level. Below this critical loading, the continuous polymer matrix controls fracture behavior and maintains reasonable toughness. Above this threshold, fiber-fiber interactions and poor interfacial regions dominate, leading to brittle behavior. For the flax/HDPE system investigated here, this critical transition appears to occur between 10% and 15% fiber loading.
The impact testing data, combined with the tensile testing and FTIR results, provide strong evidence that 5% flax fiber loading (Sample 2) represents the optimal formulation for applications requiring a balance between stiffness, strength, and toughness. This formulation achieved the highest impact strength (132.32 ± 4.73 kJ/m2) with excellent consistency (low standard deviation), maintained tensile strength within 4% of neat HDPE (22.50 ± 0.76 MPa vs 23.41 ± 2.56 MPa), provided significant stiffness enhancement (11.4% increase in both stiffness and Young’s modulus), and exhibited only moderate reduction in elongation (9.7% decrease) compared to neat HDPE. Sample 2 thus represents the best compromise between mechanical property enhancement and preservation of toughness, making it suitable for applications such as household containers, agricultural implements, and packaging materials where impact resistance is critical. In contrast, Sample 4 with 15% fiber loading, while achieving maximum stiffness (31.7% increase) and Young’s modulus (36.0% increase), suffers from unacceptable brittleness with impact strength reduced to less than half that of neat HDPE. This formulation would be suitable only for applications where stiffness is paramount and impact loading is not a concern, such as rigid structural panels used in controlled environments. Sample 3 with 10% fiber loading represents an intermediate option that provides substantial stiffness enhancement (17.4% increase) while maintaining impact strength above that of neat HDPE (16.8% improvement), making it a viable alternative when higher stiffness is prioritized over maximum toughness.
Integrated analysis and implications
The comprehensive characterization of flax fiber-reinforced HDPE bio-composites through tensile testing, FTIR spectroscopy, and impact testing has revealed consistent trends and provided valuable insights into structure-property relationships in these sustainable materials. The data demonstrate that fiber incorporation produces systematic changes in mechanical properties that reflect the fundamental differences between rigid, brittle cellulosic fibers and ductile thermoplastic polymers. As fiber content increases from 0% to 15%, a clear pattern emerges with progressive increases in stiffness and Young’s modulus (beneficial for dimensional stability and structural applications), modest decreases in tensile strength (manageable at low to moderate loadings), substantial decreases in elongation and ductility (representing the fundamental trade-off for increased stiffness), and complex non-monotonic changes in impact resistance with an optimum at low fiber loading. The FTIR spectroscopy data provide molecular-level support for the mechanical testing observations, demonstrating successful fiber incorporation through the emergence of fiber-associated absorption bands at medium and high loadings, chemical stability of the HDPE matrix throughout processing, effective removal of fiber surface impurities through alkali treatment, and potential interfacial interactions between cellulose hydroxyl groups and the polymer matrix. The spectroscopic evidence for interfacial interactions, combined with the mechanical property trends, suggests that the alkali treatment was partially successful in improving fiber-matrix compatibility, though clearly not sufficient to achieve strong chemical bonding that would enable substantial tensile strength enhancement. The identification of 5% flax fiber loading as the optimal formulation for balanced properties has important practical implications for sustainable materials development. This formulation provides meaningful stiffness enhancement (approximately 11% increase), maintains tensile strength within acceptable limits (less than 4% reduction), achieves superior impact resistance (30% improvement), substitutes 5% of petroleum-based HDPE with renewable, biodegradable flax fiber, and maintains processability and reproducibility as evidenced by low standard deviations across all measured properties. These findings contribute to the growing body of knowledge on sustainable bio-composites and support the feasibility of developing environmentally responsible alternatives to conventional plastics.
Conclusion
This study successfully investigated the fabrication and performance evaluation of sustainable flax fiber-reinforced high-density polyethylene (HDPE) bio-composites as environmentally responsible alternatives to conventional petroleum-based plastics. Four composite formulations were systematically developed with varying flax fiber loadings (0%, 5%, 10%, and 15% by weight) to evaluate the influence of fiber content on mechanical and chemical properties. Flax fibers were subjected to alkali treatment with 5% sodium hydroxide solution to improve fiber-matrix compatibility by removing surface impurities and enhancing interfacial adhesion. The bio-composites were fabricated using twin-screw extrusion compounding followed by injection molding, and their properties were comprehensively characterized through tensile testing, impact testing, and Fourier Transform Infrared (FTIR) spectroscopy.
The tensile testing results demonstrated that flax fiber incorporation produced systematic changes in mechanical behavior that reflect the fundamental differences between rigid cellulosic fibers and ductile thermoplastic polymers. Tensile strength decreased modestly from 23.41 ± 2.56 MPa for neat HDPE to 21.28 ± 0.54 MPa at 15% fiber loading, representing a manageable 9.1% reduction that can be attributed to weak interfacial adhesion between hydrophilic fibers and hydrophobic HDPE matrix, fiber agglomeration at higher loadings, and formation of micro-voids at poorly bonded fiber-matrix interfaces. The relatively small difference in tensile strength between 5% and 10% fiber loadings (22.50 ± 0.76 MPa vs 22.54 ± 0.69 MPa) indicated that moderate fiber incorporation does not severely compromise strength. Elongation at break exhibited a clear decreasing trend with increasing fiber content, declining from 10.54 ± 0.85% for neat HDPE to 7.53 ± 0.48% at 15% fiber loading, representing a 28.5% reduction that reflects the loss of ductility as rigid fibers restrict polymer chain mobility and plastic deformation mechanisms. This trade-off between stiffness and ductility represents a fundamental characteristic of fiber-reinforced composites that must be carefully considered in material selection for specific applications.
In contrast to the modest decreases in tensile strength and elongation, fiber incorporation produced substantial improvements in stiffness and Young’s modulus. Stiffness increased progressively from 597390.00 ± 59765.87 N/m for neat HDPE to 786960.00 ± 60725.72 N/m at 15% fiber loading, representing a 31.7% enhancement. Similarly, Young’s modulus increased from 1194.79 ± 119.55 MPa to 1624.90 ± 45.59 MPa, corresponding to a 36.0% improvement. These substantial enhancements demonstrate the effectiveness of flax fibers in reinforcing the HDPE matrix through restriction of polymer chain mobility, efficient load transfer from compliant matrix to stiff fibers, and increased overall composite modulus. The progressive reduction in standard deviation for both stiffness and Young’s modulus with increasing fiber content indicates that fiber incorporation promotes more uniform elastic response and consistent mechanical behavior.
Impact testing revealed a complex non-monotonic relationship between fiber content and energy absorption capacity that differed markedly from the monotonic trends observed for stiffness properties. Remarkably, the 5% flax fiber formulation (Sample 2) exhibited the highest impact strength of 132.32 ± 4.73 kJ/m2, representing a 30.0% enhancement compared to neat HDPE (101.78 ± 13.88 kJ/m2). This significant improvement was accompanied by dramatically reduced data scatter, indicating consistent and uniform energy absorption behavior at this optimal fiber loading. However, impact strength decreased to 118.86 ± 15.70 kJ/m2 at 10% fiber loading and plummeted catastrophically to 43.58 ± 4.93 kJ/m2 at 15% fiber loading, representing a 57.2% reduction compared to neat HDPE. This dramatic decline indicates a transition from tough, ductile composite behavior to brittle, fiber-dominated behavior where poor fiber dispersion, fiber agglomeration, void formation, and weak interfacial bonding control failure mechanisms rather than the ductile matrix phase.
FTIR spectroscopy provided valuable molecular-level insights into the chemical composition and interfacial interactions in the bio-composites. The spectra confirmed that the characteristic HDPE absorption bands at 2915 cm−1, 2848 cm−1, 1465 cm−1, and 720 cm−1 remained at their expected positions across all formulations without significant shifts, demonstrating that the polymer matrix remained chemically stable during processing at temperatures up to 237°C with no evidence of oxidation, chain scission, or degradation. The progressive appearance of absorption bands at 1593-1594 cm−1 in composites with 10% and 15% fiber loading provided direct spectroscopic evidence for fiber incorporation, with this feature attributable to either aromatic skeletal vibrations from residual lignin or hydrogen bonding interactions between cellulose hydroxyl groups and the polymer matrix. The absence of carbonyl absorption around 1730 cm−1 confirmed that the alkali treatment effectively removed hemicellulose and lignin components from the fiber surfaces, which is beneficial for reducing moisture sensitivity and improving fiber-matrix compatibility.
Integrating the mechanical and spectroscopic results, this study conclusively demonstrates that 5% flax fiber loading (Sample 2) represents the optimal formulation for applications requiring balanced mechanical properties. This formulation achieved the highest impact strength with excellent consistency, maintained tensile strength within 4% of neat HDPE, provided 11.4% enhancement in both stiffness and Young’s modulus, exhibited only moderate reduction in elongation (9.7%), and substituted 5% of petroleum-based HDPE with renewable, biodegradable flax fiber, thereby reducing environmental impact and carbon footprint. Sample 2 thus represents the best compromise between mechanical property enhancement and preservation of toughness, making it suitable for household containers, agricultural implements, and packaging materials where impact resistance is critical alongside adequate stiffness and strength.
The findings of this research carry several important practical and scientific implications. From a mechanistic perspective, the spectroscopic and mechanical data together establish that the double-extrusion compounding strategy is necessary but not sufficient: while it achieves adequate fiber dispersion at low loadings (5 wt%), the physical interface between alkali-treated flax and HDPE — relying on mechanical interlocking and weak C-H···O interactions rather than covalent bonds — becomes the limiting factor at higher loadings. This finding implies that future studies should prioritize interfacial chemistry, specifically through compatibilizers such as maleic anhydride-grafted polyethylene (MAPE) or silane coupling agents, to shift the debonding-dominated failure mode observed at 10–15 wt% toward a pull-out-dominated mode that would extend the high-toughness loading range beyond 5 wt%. From an industry perspective, the 5 wt% optimum formulation demonstrated here is directly scalable: it uses commercially available materials, requires no special equipment beyond a twin-screw extruder, and its processing parameters (162–237°C temperature profile, 80 rpm screw speed, double-pass extrusion) are compatible with existing HDPE production infrastructure. This low barrier to adoption has significant implications for plastic waste reduction: a 5% substitution of HDPE by renewable flax fiber across the global HDPE packaging sector would represent millions of tonnes of petroleum-derived polymer displaced annually, reducing carbon footprint and introducing bio-degradable components into otherwise persistent plastic waste streams, directly advancing United Nations Sustainable Development Goals 12 (Responsible Consumption and Production) and 13 (Climate Action). The successful fabrication of flax/HDPE bio-composites with balanced properties demonstrates that natural fiber reinforcement represents a viable strategy for reducing dependence on petroleum-based polymers while maintaining acceptable performance standards for practical applications. Based on the mechanical property profile established in this study: Sample 2 (5 wt% flax — highest impact strength 132.32 kJ/m2, tensile strength 22.50 MPa): disposable food service items (plates, trays, cutlery), single-use agricultural seedling pots, lightweight household packaging containers, and domestic storage bins where impact resistance during handling is critical. Sample 3 (10 wt% flax — improved stiffness +17.4%, impact strength still above neat HDPE): non-structural interior automotive panels, furniture backing boards, rigid agricultural crates, and horticultural trays requiring higher dimensional stability. Sample 4 (15 wt% flax — maximum stiffness/modulus, reduced toughness): rigid non-impact structural panels, signage boards, and construction form liners where stiffness is paramount and dynamic impact loading is not a primary service condition. Future work should investigate: (i) the use of MAPE or silane compatibilizers to improve interfacial covalent bonding and extend the high-toughness loading range; (ii) scanning electron microscopy (SEM) of fracture surfaces to directly visualize fiber pull-out, debonding, and void morphology, thereby validating the failure mechanisms proposed in this study; (iii) dynamic mechanical analysis (DMA) to characterize viscoelastic properties, storage and loss moduli, and the glass transition behavior of the composites under service conditions; (iv) water absorption and long-term durability testing to evaluate dimensional stability under humid or aquatic service environments representative of agricultural and food-contact applications; (v) biodegradation studies under controlled soil burial and composting conditions to quantify the actual environmental end-of-life benefit of flax substitution; and (vi) life cycle assessment (LCA) to quantify the full environmental benefit — including carbon footprint, energy consumption, and end-of-life disposal — of flax/HDPE composites relative to conventional HDPE across the specific application sectors identified in this study.
Recommendation for future work
While the present study provides valuable insights into the developed composite system, several important aspects remain unexplored and are recommended for future investigation to achieve a more comprehensive material characterization.
Firstly, additional experimental analyses such as contact angle measurements, water sorption behavior, and dynamic mechanical analysis (DMA) should be conducted. Contact angle measurements would provide a deeper understanding of the surface wettability and interfacial characteristics of the composite, which are critical for applications involving moisture exposure. Similarly, water sorption studies would help evaluate the material’s durability and stability under humid or aqueous conditions. Dynamic mechanical analysis (DMA) is also recommended to assess the viscoelastic properties, including storage modulus, loss modulus, and damping behavior, which are essential for understanding the composite’s performance under varying temperature and loading conditions.
Furthermore, biodegradation analysis of the composites is strongly recommended. Investigating the degradation behavior under controlled environmental conditions would provide insight into the material’s environmental impact and sustainability potential, especially given the growing interest in eco-friendly and recyclable composite systems. Such studies would also help determine the lifespan and end-of-life characteristics of the material in real-world applications.
Footnotes
Acknowledgements
We acknowledge Tshwane University of Technology for their support.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author disclosed receipt of the following financial support for the research, au thorship, and/or publication of this article: This work was supported by Tshwane University of Technology. Pretoria, South Africa.