
Abstract
Poly (lactic acid) (PLA) is characterized by inherent flammability and limited mechanical performance, which restrict its engineering applications. In this study, ammonium polyphosphate (APP) was utilized as the primary flame retardant, while tannic acid (TA) and tea polyphenols (TP) acted as natural synergists. By combining these components with steam-exploded sugarcane fibers (SCF), we developed a fully bio-based intumescent flame-retardant PLA composite. The effects of polyphenol-assisted APP on thermal stability, flame retardancy, mechanical properties, and flame-retardant mechanisms were systematically investigated. The results indicate that polyphenols significantly enhance the charring ability of APP and improve the high-temperature thermal stability of the composites. Cone calorimetry demonstrates notable reductions in peak heat release rate and total heat release, along with an increased fire performance index. At a total flame-retardant loading of 13 wt%, the composites achieved a UL-94 V-0 rating with effective suppression of melt dripping. However, a moderate reduction in tensile strength and elongation at break was observed due to the incorporation of inorganic flame-retardant components. The addition of SCF partially mitigates the mechanical deterioration caused by the incorporation of flame-retardants. Char analysis indicates a condensed-phase-dominated mechanism, wherein polyphenols serve as efficient carbon sources and synergize with APP to form a dense, phosphorus-rich char layer. Notably, tea polyphenols exhibit slightly higher charring efficiency than tannic acid.
Keywords
Introduction
Poly (lactic acid) (PLA) is one of the fastest-growing bio-based and biodegradable polymers in recent years, attracting considerable attention due to its renewable origin, favorable processability, and good biocompatibility. Driven by increasing concerns over plastic pollution and a global push toward carbon neutrality, the demand for PLA has expanded rapidly in applications such as packaging, electronics, household products, automotive interiors, and three-dimensional (3D) printing. However, the inherent brittleness and limited heat resistance of PLA, along with severe melt dripping, high heat release, and poor intrinsic charring ability during combustion, significantly restrict its broader use in structural materials, transportation, and electrical and electronic applications.1–3 Consequently, achieving simultaneous enhancement of mechanical performance and flame retardancy while preserving the intrinsic sustainability of PLA has emerged as a central scientific challenge in the development of high-performance PLA materials.4–7
To improve the toughness of PLA, three main strategies are commonly adopted: the incorporation of flexible toughening agents, blending with polymers possessing high elongation or flexible chain segments, and the addition of natural fibers. 8 With respect to toughening agents, flexible thermoplastic polyurethane (TPU),9,10 ethylene–vinyl acetate copolymer (EVA),11,12 core–shell rubber particles (such as MBS, ASA, and ABS-g-MAH),13–15 as well as various bio-based toughening agents16–18(including epoxidized soybean oil (ESO), adipate plasticizers, and citrate esters), have been reported to effectively enhance the toughness of PLA. In addition to the use of toughening agents, blending PLA with other flexible polymers represents another important approach to improving its toughness. Poly (ε-caprolactone) (PCL) exhibits excellent flexibility owing to its low glass transition temperature (approximately −60°C). Blending PCL with PLA can effectively increase elongation at break and toughness, particularly when reactive compatibilizers are employed, which significantly enhance the compatibility and fracture energy of PLA/PCL systems.19–21 Poly (butylene succinate) (PBS), another flexible biodegradable polyester, possesses long and compliant chains that exhibit partial compatibility with PLA, making it a widely used blending component for improving toughness and processability.22,23 In addition, poly (butylene adipate-co-terephthalate) (PBAT) is a highly flexible, fully biodegradable polyester. When blended with PLA, PBAT typically forms a characteristic “sea–island” morphology, leading to a pronounced improvement in toughness while maintaining biodegradability. As a result, PBAT-based blends are considered one of the most rapidly developing approaches for PLA toughening.22,24,25
Against this backdrop, natural fiber reinforcement has emerged as an effective strategy that balances sustainability with overall performance enhancement.26–28 Sugarcane fiber (SCF), derived from bagasse generated by the sugar industry, is one of the most abundant agricultural by-products worldwide. Global sugarcane production reached approximately 1.95 billion tons in 2023 29 ; however, only about 15–20% of this biomass is effectively utilized, while the remainder is often directly burned, resulting in substantial resource waste and environmental pollution. Incorporating steam-exploded (SE-treated) SCF into biodegradable polyester composites enables the high-value utilization of agricultural residues while offering significant economic and environmental benefits. The raw material cost of SCF is only 5–10% that of commercial short glass fibers and can reduce lifecycle carbon emissions by 30–40%, making it an attractive reinforcement for the large-scale development of low-cost, biodegradable composites.30,31 Previous studies have demonstrated that, with appropriate fiber pretreatment and interfacial regulation, natural fibers can effectively enhance the impact strength, fracture toughness, and heat distortion temperature of PLA.32–35 Among various pretreatment techniques, steam explosion is a green and efficient method that rapidly disrupts the lignin structure on fiber surfaces, increases surface roughness and specific surface area, and exposes additional reactive hydroxyl groups. These changes significantly improve interfacial adhesion between the fibers and the PLA matrix, thereby enhancing stress transfer efficiency within the composites. In particular, steam-exploded sugarcane fiber (SCF) offers advantages such as wide availability, low cost, and pronounced bio-based characteristics, making it a promising reinforcement for the fabrication of biodegradable composite materials. In addition, although sugarcane fibers have been widely explored as reinforcement in biodegradable polymers, their integration into intumescent flame-retardant PLA systems remains rarely reported. In particular, the introduction of steam-exploded sugarcane fibers as a simultaneous toughening and flame-retardant-compatible reinforcement strategy represents a novel attempt to overcome the conventional trade-off between mechanical performance and fire safety.
As the application scope of polylactic acid (PLA) expands into engineering fields, its inadequate flame retardancy has emerged as a significant limitation. The limiting oxygen index (LOI) of PLA is typically below 20%, and it fails to achieve a rating in UL-94 vertical burning tests. During combustion, PLA exhibits severe melt dripping and intense heat release, which complicates compliance with fire safety requirements in practical applications. Furthermore, many PLA blends developed to enhance toughness continue to suffer from poor heat resistance and high flammability. To address these challenges, the most widely adopted approach in both academia and industry is the incorporation of intumescent flame-retardant systems. These systems typically comprise an acid source (e.g., ammonium polyphosphate, APP), a carbon source (such as carbon-rich polyphenols or char-forming polymers), and a gas source (including foaming agents or nitrogen-containing compounds). These components work synergistically to promote char formation and provide effective thermal and oxygen barriers during combustion.36–39 Ammonium polyphosphate (APP) is a representative halogen-free and highly efficient flame retardant. It decomposes to generate acidic species, catalyzes dehydration and charring, and releases nonflammable gases, making it one of the most extensively used flame retardants in PLA-based systems. For example, Zuluaga-Parra et al 40 grafted ammonium polyphosphate onto PLA, thereby imparting flame-retardant properties to the resulting composites. Yi et al 41 prepared PLA composites containing modified ammonium polyphosphate (MAPP) and an epoxy-modified bio-derived flame retardant (PCT), resulting in a 3 wt% PCT/MAPP–PLA system. The resulting composite achieved a UL-94 V-0 rating and exhibited a 10.8% improvement compared with neat PLA. The incorporation of flame retardants often compromises the toughness and interfacial integrity of PLA. In particular, inorganic particles such as ammonium polyphosphate (APP) tend to generate interfacial defects within the polymer matrix, resulting in a pronounced deterioration of impact strength and thereby limiting engineering applications. Consequently, achieving effective flame retardancy while maintaining or even enhancing the mechanical performance of PLA has emerged as another critical challenge in the development of flame-retardant PLA materials. 42 Zhan et al. 33 developed flame-retardant ramie fiber–reinforced PLA composites and demonstrated that strong interfacial adhesion among the fibers, flame retardants, and PLA matrix effectively prevents mechanical degradation. Yiga et al 43 employed alkali-treated rice husk fibers and found that the high cellulose content of the reinforcement reduced oxygen permeability and simultaneously improved the mechanical properties of the composites. In a typical intumescent flame-retardant (IFR) system, the acid source facilitates dehydration and catalyzes char formation, while the carbon source provides a carbon-rich framework for the construction of the protective layer. Additionally, the gas source releases non-flammable gases that expand the softened char, forming an insulating foam-like barrier. The synergistic interaction among these three components is crucial for generating a continuous and compact intumescent char layer, which effectively suppresses heat transfer, oxygen diffusion, and the release of combustible volatiles. It is widely acknowledged that the use of ammonium polyphosphate (APP) alone is often inadequate for constructing an efficient intumescent structure in most polymer matrices, including polylactic acid (PLA), due to the insufficient presence of adequate carbon sources and gas-generating components. Therefore, the incorporation of synergistic carbon donors or bio-derived charring agents is generally necessary to achieve satisfactory flame-retardant performance.
In recent years, natural polyphenolic compounds, such as tannic acid (TA) and tea polyphenols (TP), have attracted increasing attention due to their highly aromatic structures, abundant hydroxyl groups, bio-based origin, and strong charring propensity.44,45 Upon heating, polyphenolic structures readily undergo dehydration, condensation, and aromatization, leading to the formation of a stable char layer with high carbon content. Meanwhile, the multiple hydroxyl groups in polyphenols can interact with the decomposition products of ammonium polyphosphate (APP) through hydrogen bonding, esterification, or synergistic dehydration reactions. These interactions reinforce the structural integrity of the intumescent char layer, thereby enabling efficient condensed-phase flame-retardant synergy.46,47 More importantly, polyphenols may act as “natural compatibilizers” or interfacial adhesion promoters at the interfaces between PLA and natural fibers, endowing the composites with improved mechanical performance and interfacial compatibility.48–50 Previous studies have demonstrated that polyphenols enhance interfacial bonding through intermolecular hydrogen interactions while simultaneously improving the toughness and thermal stability of PLA, highlighting their potential as green additives with dual flame-retardant and compatibilizing functions.45,51 In this study, tannic acid (TA) and tea polyphenols (TP) were deliberately incorporated as multifunctional bio-derived synergists within the intumescent flame-retardant (IFR) system. These compounds not only serve as effective carbon sources that work in conjunction with ammonium polyphosphate (APP) to facilitate the formation of a dense and phosphorus-rich protective char layer, but they are also anticipated to improve the interfacial compatibility between the polylactic acid (PLA) matrix and natural fibers through hydrogen-bond interactions. This dual functionality allows for a simultaneous enhancement of flame-retardant efficiency and mechanical integrity, effectively addressing the inherent trade-off between fire safety and structural performance in PLA-based composites.
Although previous studies have addressed natural fiber–reinforced PLA, APP-based flame-retardant PLA, and polyphenol-derived bio-based flame-retardant systems,52–55 integrated strategies combining steam-exploded fiber reinforcement, APP flame retardancy, polyphenol synergistic effects, and mechanical property recovery remain scarcely explored. In particular, systematic investigations are lacking regarding the influence of sugarcane fiber pretreatment on the synergy between flame retardancy and mechanical performance, as well as the distinct effects of the molecular structures of tannic acid (TA) and tea polyphenols (TP) on charring behavior, char-layer architecture, and interfacial compatibility. Therefore, the development of a fully bio-based PLA composite that simultaneously exhibits sustainability, mechanical reinforcement, and high flame-retardant efficiency is of significant academic interest and engineering relevance. Moreover, in natural fiber–reinforced flame-retardant PLA systems, the fiber pretreatment method plays a decisive role in governing the synergy between flame retardancy and mechanical performance. Compared with conventional alkali treatment, steam explosion is not only an environmentally benign process but also provides a structural basis for the formation of multiscale hydrogen-bonding networks between polyphenol molecules and hydroxyl groups on fiber surfaces. 56 Under these conditions, a synergistic “reinforcement–flame retardancy–interfacial regulation” network among polyphenols, APP, and SCF is expected to form; however, the underlying mechanisms of this synergy have not yet been systematically elucidated.
This study employs steam-exploded sugarcane fiber as the reinforcing phase (PLA/SCF = 85/15), ammonium polyphosphate (APP) as the primary flame retardant, and two structurally distinct natural polyphenols—tannic acid (TA) and tea polyphenols (TP)—as synergistic additives to construct a fully bio-based flame-retardant PLA composite system. By comparing systems containing APP alone, APP/TA, and APP/TP, the influence of the structural differences in polyphenols on flame-retardant behavior, charring mechanisms, and interfacial compatibility is systematically investigated. The research focuses on: (1) the reinforcing mechanism of steam-exploded sugarcane fibers on the mechanical performance of PLA; (2) the regulatory effects of synergistic interactions between APP and polyphenols on combustion behavior and heat release characteristics; (3) the elucidation of char-layer formation mechanisms using thermogravimetric analysis (TGA), cone calorimetry, scanning electron microscopy (SEM), Raman spectroscopy, and Fourier transform infrared spectroscopy (FTIR); and (4) a systematic evaluation of the contribution of polyphenol synergists in balancing flame retardancy and mechanical performance. This work is among the first to integrate steam-exploded sugarcane fiber reinforcement, APP-based intumescent flame retardancy, and natural polyphenol synergists into a unified, fully bio-based PLA composite system. The novelty lies not only in the incorporation of pretreated agricultural residues as multifunctional reinforcements but also in establishing a synergistic framework that simultaneously enhances flame retardancy while partially restoring mechanical performance. This integrated design provides new insights into the development of sustainable flame-retardant polymer composites with balanced structural integrity and fire safety.
Experimental section
Materials
Polylactic acid (PLA, grade LX175, density 1.24 g/cm3) was purchased from Xi’an Zhongan Tongyuan Technology Development Co., Ltd (China). Sugarcane fibers (SCF) were obtained from Liucheng County, Liuzhou City, Guangxi Zhuang Autonomous Region, China. Ammonium polyphosphate (APP, white powder, degree of polymerization n > 1000, CAS No. 68333-79-9), tea polyphenols (TP, brownish-yellow powder, CAS No. 84650-60-2), and tannic acid (TA, yellow powder, CAS No. 1401-55-4) were all supplied by Aladdin Reagent Co., Ltd (China).
Preparation of flame retardant PLA composites
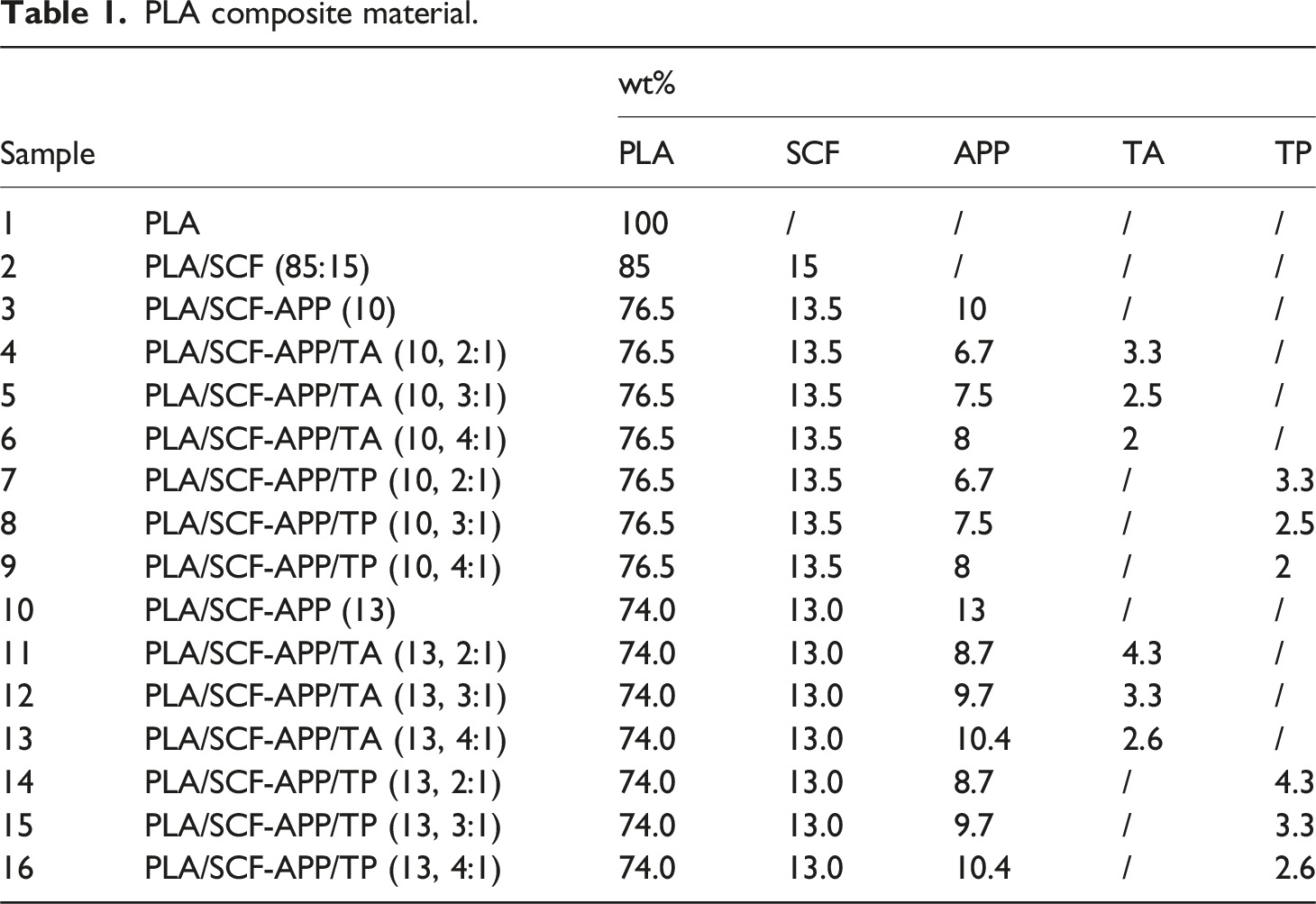
PLA composite material.
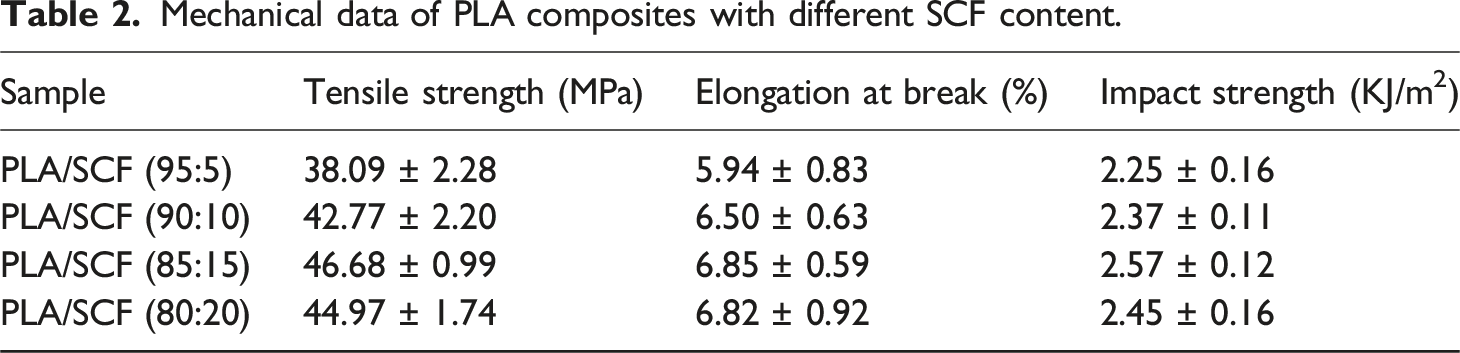
Mechanical data of PLA composites with different SCF content.
Characterization
The UL-94 vertical burning behavior was evaluated using a vertical flame tester (JL-CZF-5) in accordance with ASTM D3801. All specimens had dimensions of 127 mm × 12.7 mm × 3 mm. Prior to testing, all specimens were conditioned at 23°C and 50% relative humidity for at least 48 h. The limiting oxygen index (LOI) was measured using a 5801A oxygen index analyzer in accordance with ISO 4589. Specimens with dimensions of 80 mm × 6.5 mm × 3 mm were used. Cone calorimetry tests (CCT) were conducted using a VOUCH cone calorimeter following the ISO 5660 standard. Samples with dimensions of 100 mm × 100 mm × 3 mm were exposed to an external heat flux of 35 kW/m2. Thermal stability was evaluated using a Netzsch TG209 thermogravimetric analyzer. Approximately 8–10 mg of each sample was heated under a nitrogen atmosphere at a rate of 10°C/min. The microstructure of char residues from flame-retardant PLA composites was examined using a Zeiss scanning electron microscope (SEM). For morphological observation of the composite blends, samples were immersed in liquid nitrogen for 20 min, cryo-fractured, and subsequently gold-sputtered. SEM imaging was performed at an accelerating voltage of 15 kV and a working distance of 11 mm. In Raman spectroscopy, the G band of graphitic carbon (around 1580 cm−1) was selected as the characteristic peak. The Raman measurements were carried out using a 532 nm laser with 10% laser power and an acquisition time of 10 s. Fourier transform infrared (FTIR) spectra were recorded using a Bruker ALPHA FT-IR spectrometer. Spectra were collected in the range of 4000–500 cm−1 with a resolution of 2 cm−1 over 32 scans. Tensile tests were performed using a universal testing machine (KEM-104SC-10, Qiya, China) according to GB/T 1040.1–2018. Dog-bone-shaped specimens (4 mm × 75 mm) were tested at a crosshead speed of 2 mm/min. Notched impact strength was evaluated using an impact tester (KPT-5D-CM, Qiya, China) with type A notched specimens in accordance with GB/T 1843–2008. All measurements were repeated five times under identical conditions.
Results and discussion
Flame retardancy
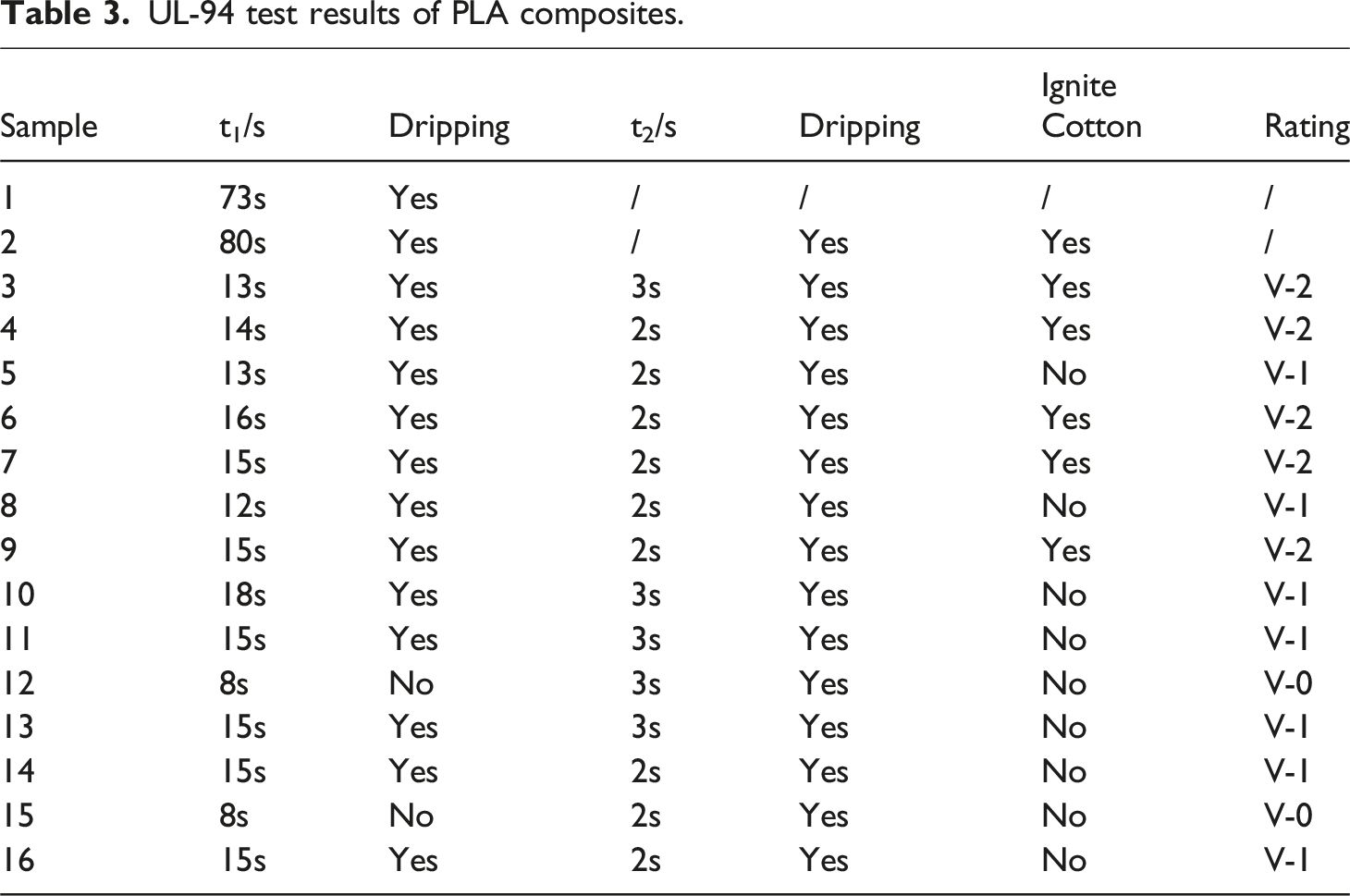
UL-94 test results of PLA composites.
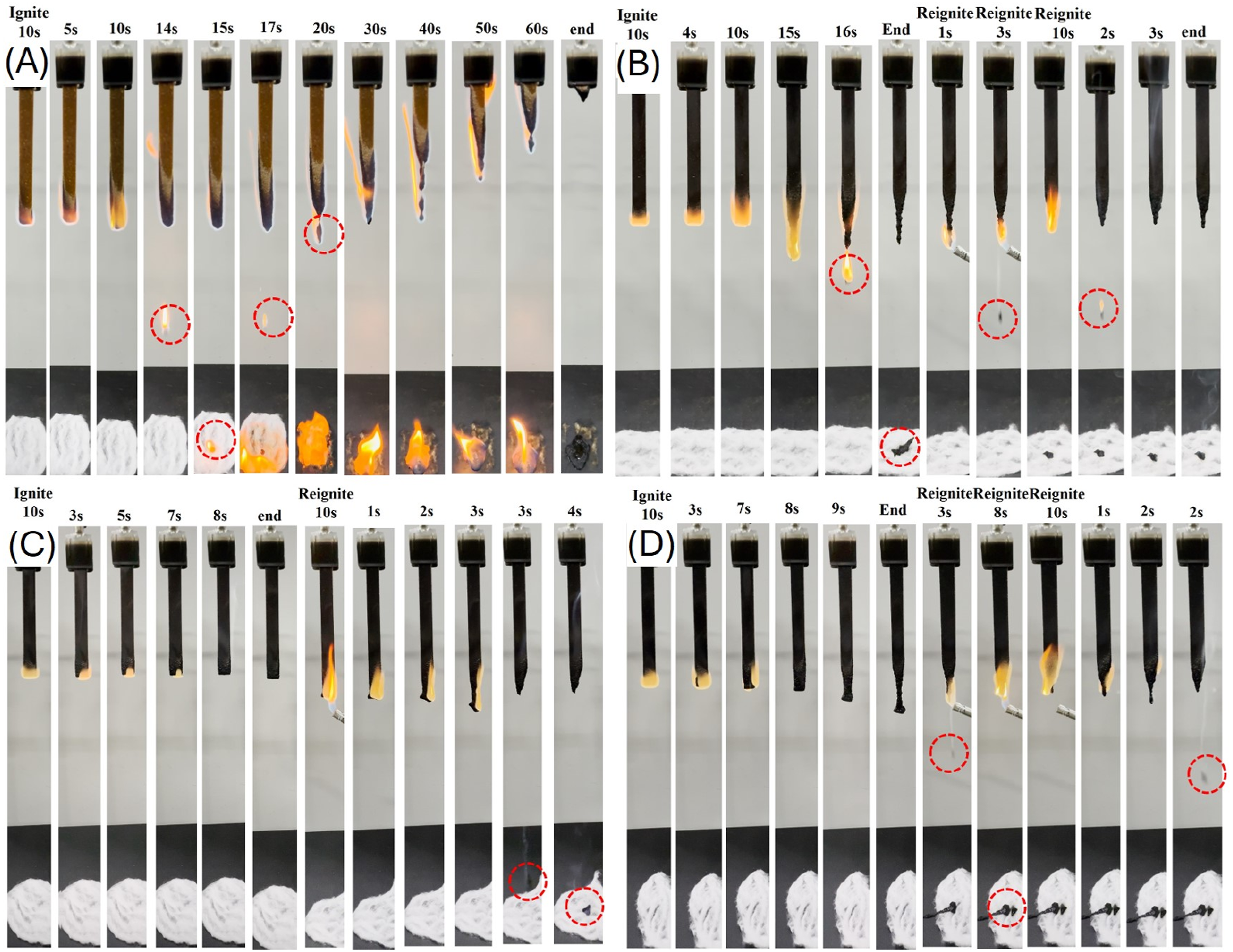
(A) PLA/SCF; (B) PLA/SCF-APP (13); (C) PLA/SCF-APP/TA (13, 3:1); (D) PLA/SCF-APP/TP (13, 3:1).
According to the UL-94 vertical burning results summarized in Table 3, both neat PLA and the PLA/SCF composite exhibited severe melt dripping during combustion and failed to achieve any UL-94 rating, indicating their poor inherent flame retardancy.
57
After the incorporation of ammonium polyphosphate (APP), the PLA/SCF-APP (13) composite achieved a UL-94 V-1 rating, indicating that APP can form an initial protective char layer during combustion while releasing non-flammable gases to dilute flammable volatiles. This improvement is further reflected in the LOI results (Figure 2), where each LOI value represents the average of the final five specimens selected from a total of 15 tested samples, with error bars indicating the standard deviation. The LOI value increased from 19.23% for neat PLA to 27.23% for the APP-containing composite, confirming the significant role of APP in enhancing the flame resistance of the PLA system. A more pronounced enhancement in flame retardancy was observed after introducing tannic acid (TA) or tea polyphenols (TP) as synergistic agents. Both PLA/SCF–APP/TA (13, 3:1) and PLA/SCF–APP/TP (13, 3:1) reached the UL-94 V-0 rating, accompanied by significantly shortened after-flame times and complete suppression of melt dripping. Correspondingly, their LOI values further increased to 28.50% and 27.97%, respectively, demonstrating a clear synergistic flame-retardant effect between APP and natural polyphenols. As shown in Figure 1, PLA/SCF–APP/TA (13, 3:1) and PLA/SCF–APP/TP (13, 3:1) exhibited smaller flame sizes and more continuous, compact char layers during the UL-94 test, which is consistent with their higher LOI values. The enhanced performance can be attributed to the participation of polyphenols in the condensed-phase flame-retardant process, where their abundant phenolic hydroxyl groups promote the formation of a dense and stable phosphorus–carbon char layer, effectively inhibiting heat transfer and the release of combustible volatiles. LOI results of PLA and PLA composites.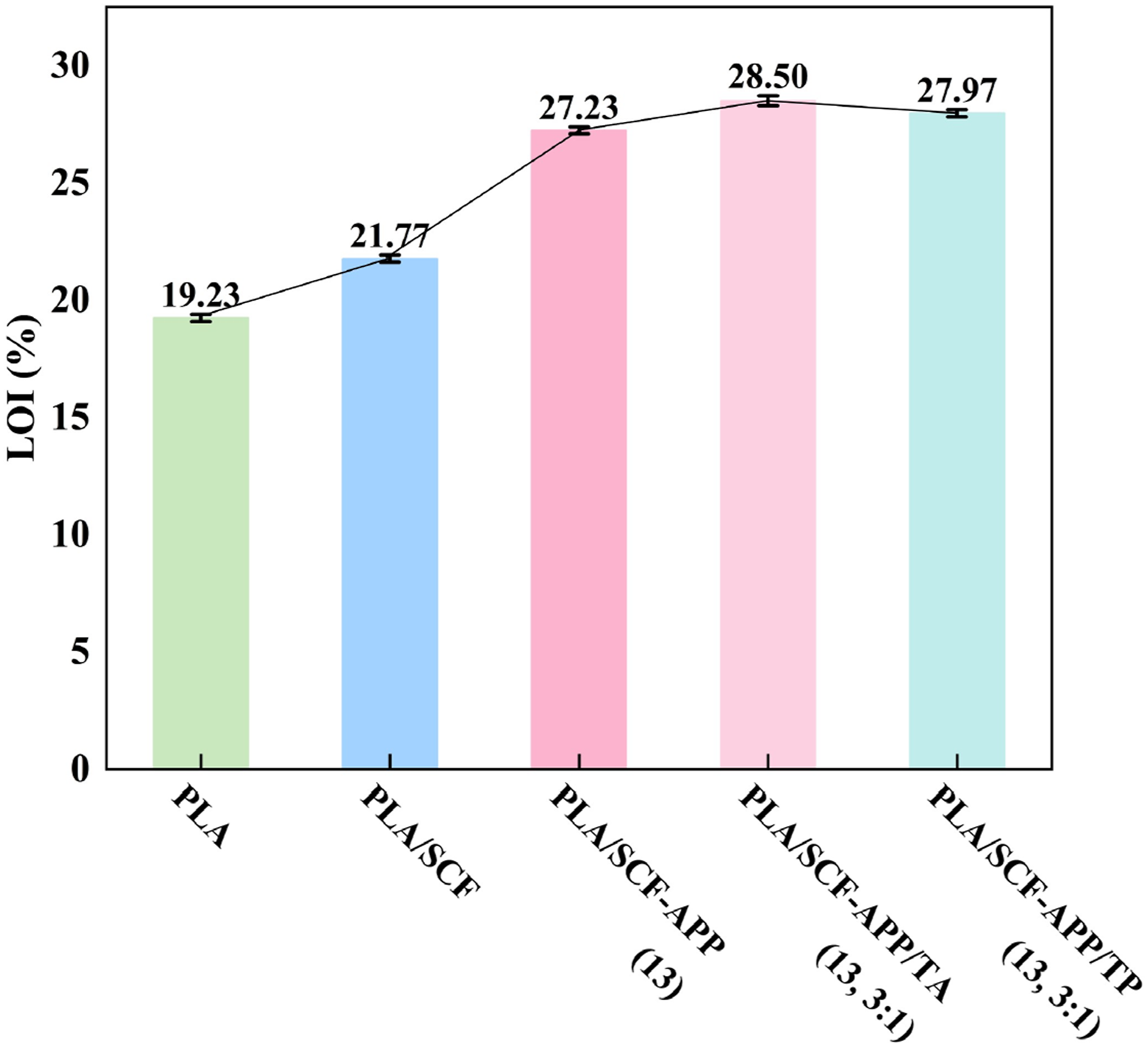
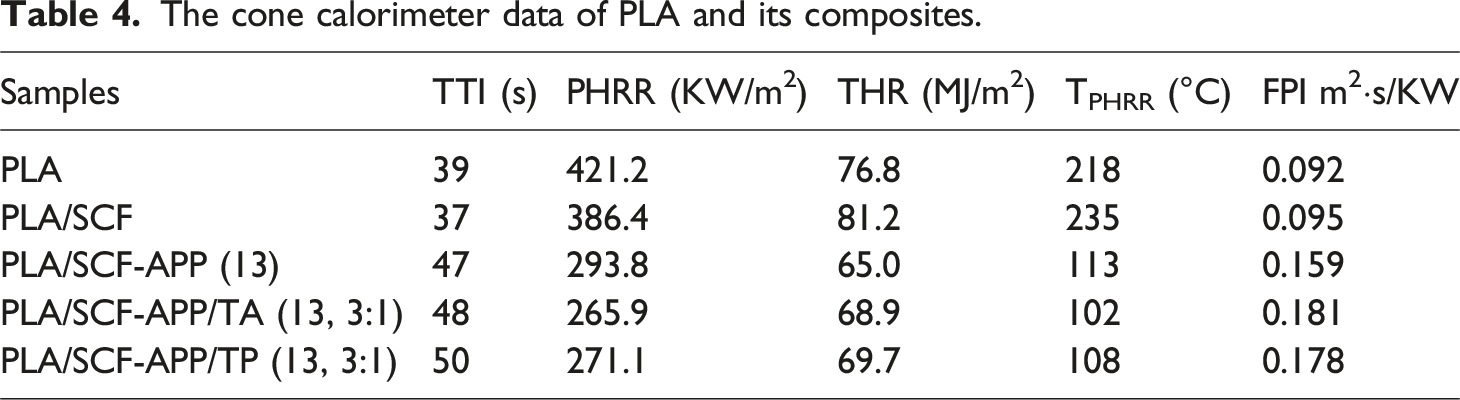
Figure 3 illustrates the time-dependent curves of heat release rate (HRR), total heat release (THR), total smoke production (TSP), and mass loss for neat PLA and its composites. The corresponding cone calorimetry parameters for PLA and its composites are summarized in Table 4. The experimental results indicate that neat PLA exhibits intense combustion behavior post-ignition, characterized by a rapid increase in HRR. As depicted in Figure 3(A), the HRR curve reveals a typical single-peak profile, featuring a peak heat release rate (PHRR) of 421.2 KW/m2 and a low fire performance index (FPI) of 0.092 m2·s/KW. These findings suggest that PLA rapidly releases a substantial amount of combustible heat upon heating, confirming its intrinsically high flammability as a typical polyester, which aligns with previously reported pHRR characteristics of PLA.
57
After incorporating sugarcane fiber (PLA/SCF), the PHRR decreased only slightly to 386.4 KW/m2, whereas the THR increased to 81.2 MJ/m2. This suggests that volatile products generated from fiber pyrolysis contribute to the overall heat release (Figure 3(B)), which is in agreement with previous studies on cellulose-based composites.
58
When 13 wt% ammonium polyphosphate (APP) was introduced, the PHRR decreased significantly to 293.8 KW/m2 (approximately 30.3% lower than neat PLA), while the THR was reduced to 65.0 MJ/m2. Meanwhile, the FPI increased to 0.159 m2·s/KW, indicating that APP promotes condensed-phase charring through polyphosphoric acid formation, thereby suppressing heat release and delaying ignition (Table 4). As illustrated in Figure 3(A) and (B), the incorporation of 13 wt% APP resulted in pronounced reductions in both PHRR and THR. Specifically, PHRR decreased from 421.2 to 293.8 KW/m2 (a reduction of 30.2%), while THR decreased from 76.8 to 65.0 MJ/m2 (a reduction of 15.3%). Upon further addition of natural polyphenol synergists (TA or TP), flame retardancy was further enhanced. The PHRR was reduced to as low as 265.9 KW/m2 (36.8% lower than neat PLA) for the APP/TA system and 271.1 KW/m2 (35.6% reduction) for the APP/TP system. Concurrently, the FPI increased to 0.181 m2·s/KW, nearly 1.97 times that of neat PLA (+96.7%). The APP/TA synergistic system exhibited a comparable FPI value (Table 4). As a comprehensive indicator reflecting both ignition resistance and heat release intensity, a higher FPI implies that the material is less prone to ignition at the early fire stage and releases less heat per unit time, thereby providing a longer window for evacuation and fire suppression. In terms of smoke production, neat PLA generated a relatively low amount of smoke, whereas the incorporation of sugarcane fiber led to increased smoke production due to the combustion of the fibrous component. After adding APP, volatile gaseous species were released during the early stage of combustion. As the temperature increased, degradation of PLA molecular chains generated free radicals and additional small gaseous molecules, leading to a gradual increase in TSP.
59
(A) HRR; (B) THR; (C) TSP, of PLA and its composites via CCT. The cone calorimeter data of PLA and its composites.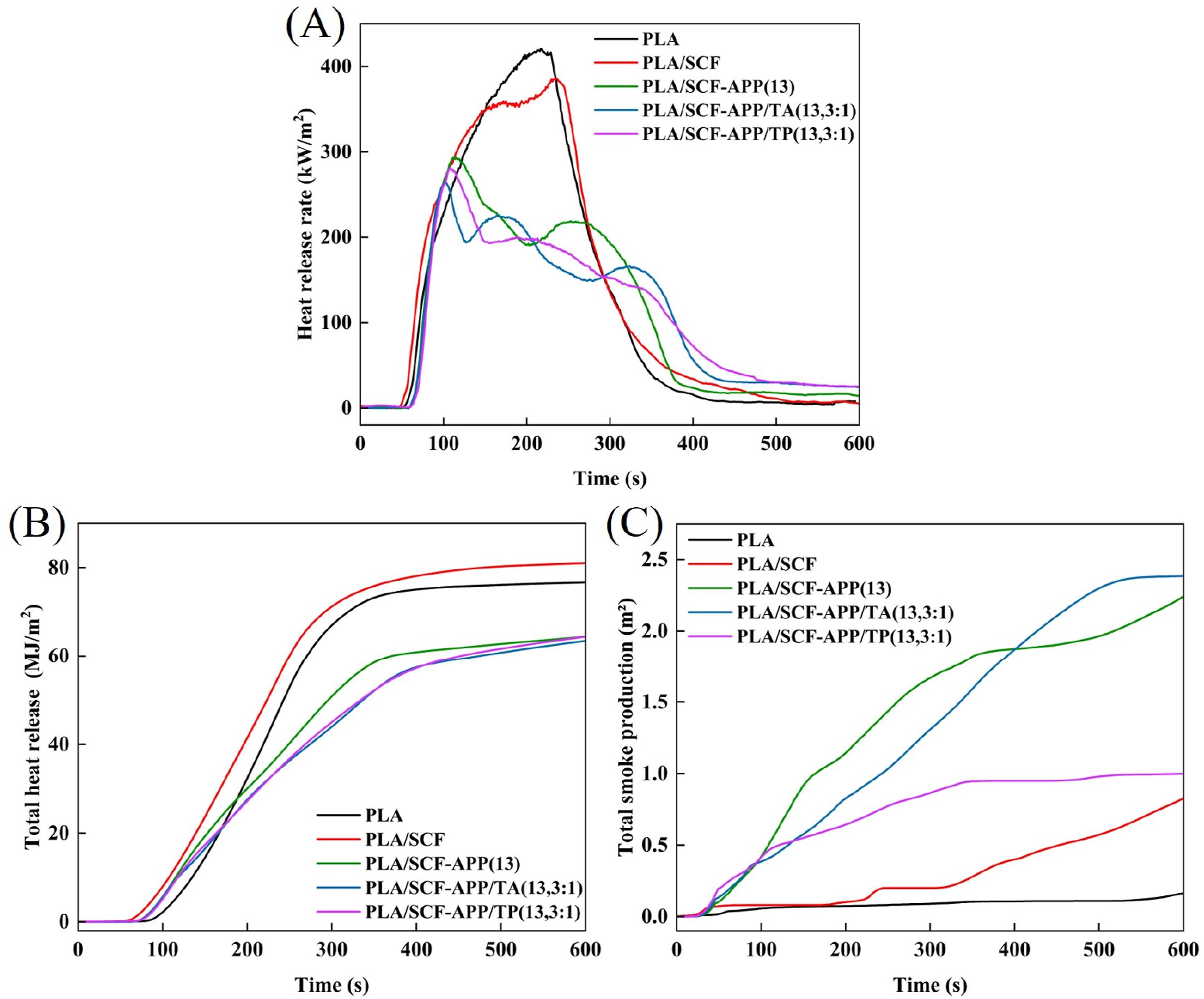
With the introduction of APP and the synergistic polyphenols (TA and TP), the combustion mode gradually shifted from high-temperature complete oxidation to a low-temperature flame-inhibition regime. During this transition, combustible fragments were unable to fully combust, while tar-like intermediates resulting from the decomposition of aromatic polyphenols and premature charring led to the emission of coarse particles. Consequently, a notable phenomenon of ‘reduced heat release but increased smoke production' was observed, resulting in a gradual rise in total suspended particulates (TSP). Despite the increase in overall smoke production, significant reductions in peak heat release rate (PHRR) and total heat release (THR) indicate that the fire growth rate and overall fire hazard were effectively mitigated. This suggests that the increased smoke is a result of condensed-phase-controlled combustion rather than intensified flaming combustion.
Thermogravimetric analysis of flame retardant PLA composites
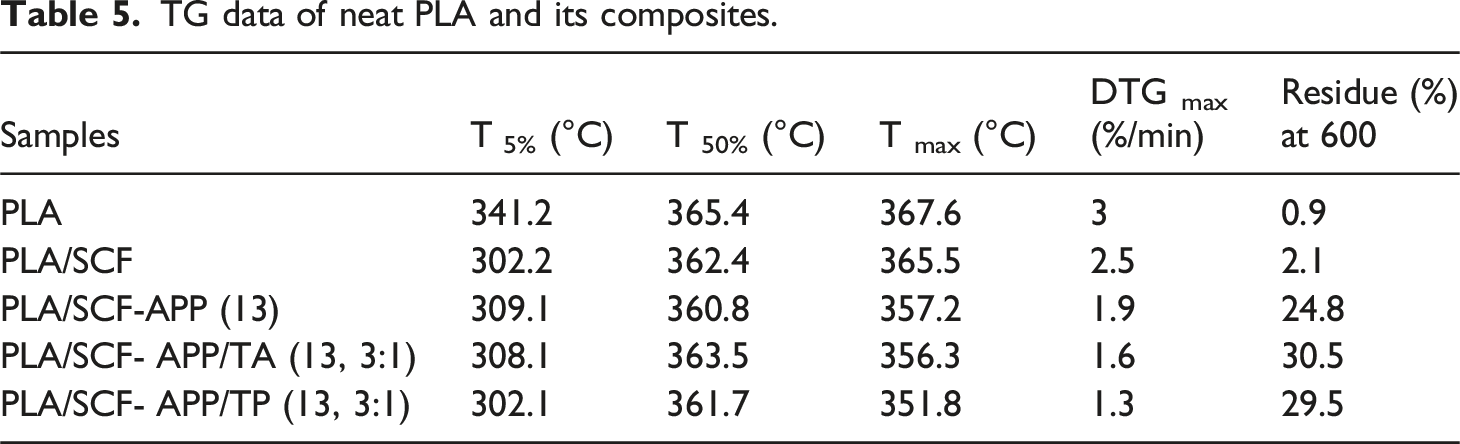
The TGA curves (Figure 4(A)) indicate that neat PLA has a 5% weight-loss temperature (T 5%) of 341.2°C and a maximum degradation temperature (T max) of 367.6°C. At 600°C, the residual char yield is minimal, approximately 0.9%, suggesting that while PLA demonstrates relatively high thermal stability, it inherently possesses a poor charring ability. TGA (A) and DTG (B) curves of PLA and its composites.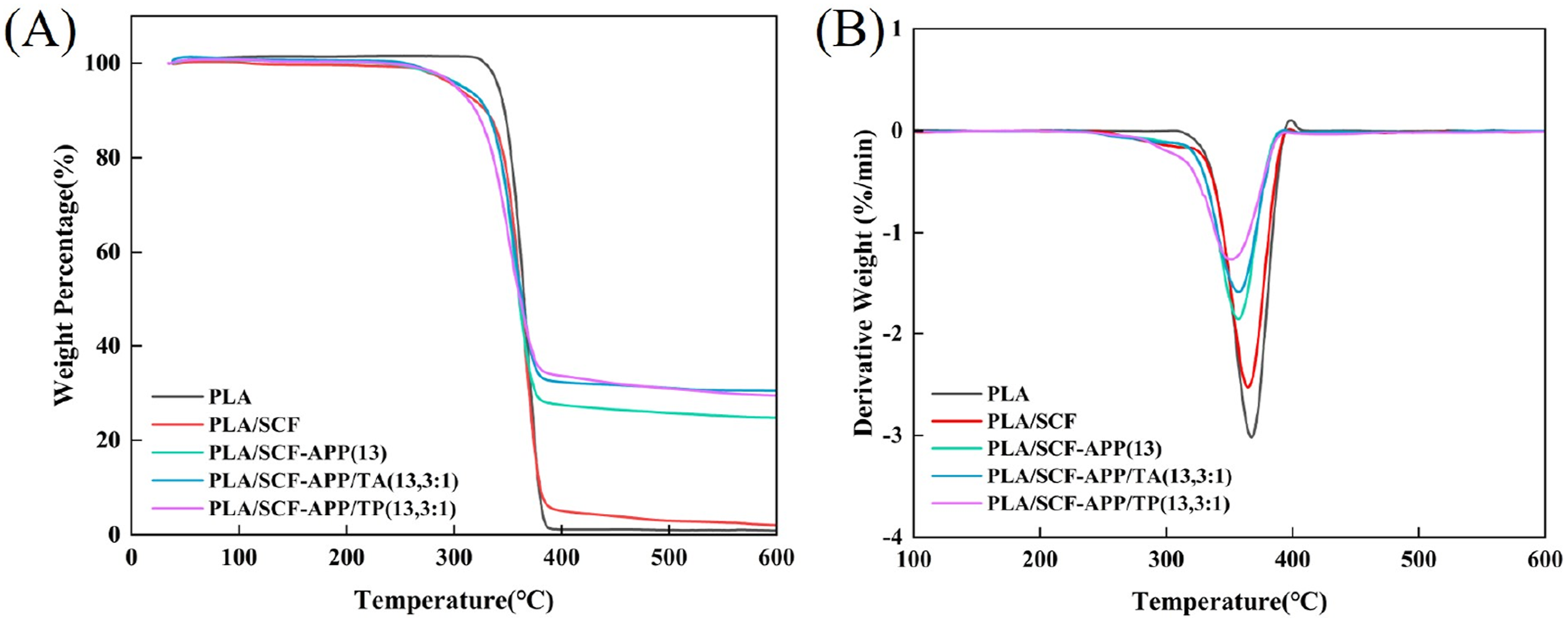
TG data of neat PLA and its composites.
Carbon residue analysis
SEM images and digital photographs of the cone calorimetry test (CCT) residues of the flame-retardant PLA composites are shown in Figure 5. After combustion, the PLA/SCF composite is almost completely consumed Figure 5(A), leaving virtually no residual char. Consequently, it fails to provide effective thermal insulation or oxygen barrier during burning, which is also observed for neat PLA. Upon incorporation of 13 wt% ammonium polyphosphate (APP), the char residue of the PLA/SCF–APP (13) composite increases significantly. As shown in Figure 5 (B), a relatively thick char shell is formed; however, the char remains rough, highly porous, and locally collapsed. The insufficient compactness allows heat flux to penetrate easily, indicating that the char quality generated by APP alone is limited. With the addition of TA or TP Figure 5(C) and (D), the resulting char exhibits uniformly distributed micropores, improved continuity, and enhanced compactness. The interior displays a sponge-like three-dimensional network structure, which is favorable for thermal insulation and smoke suppression, revealing the pronounced charring enhancement effect of TA and TP in the APP-based synergistic system. These observations demonstrate that polyphenols act as efficient carbon-source promoters for APP, significantly enhancing the condensed-phase flame-retardant efficiency of PLA composites. This finding is fully consistent with the cone calorimetry, TGA, and smoke-release results, further confirming the effectiveness of the integrated flame-retardant system. The SEM images and digital photos (inside the images) of the char residues after combustion for (A) PLA/SCF; (B) PLA/SCF-APP (13); (C) PLA/SCF-APP/TA (13, 3:1); (D) PLA/SCF-APP/TP (13, 3:1).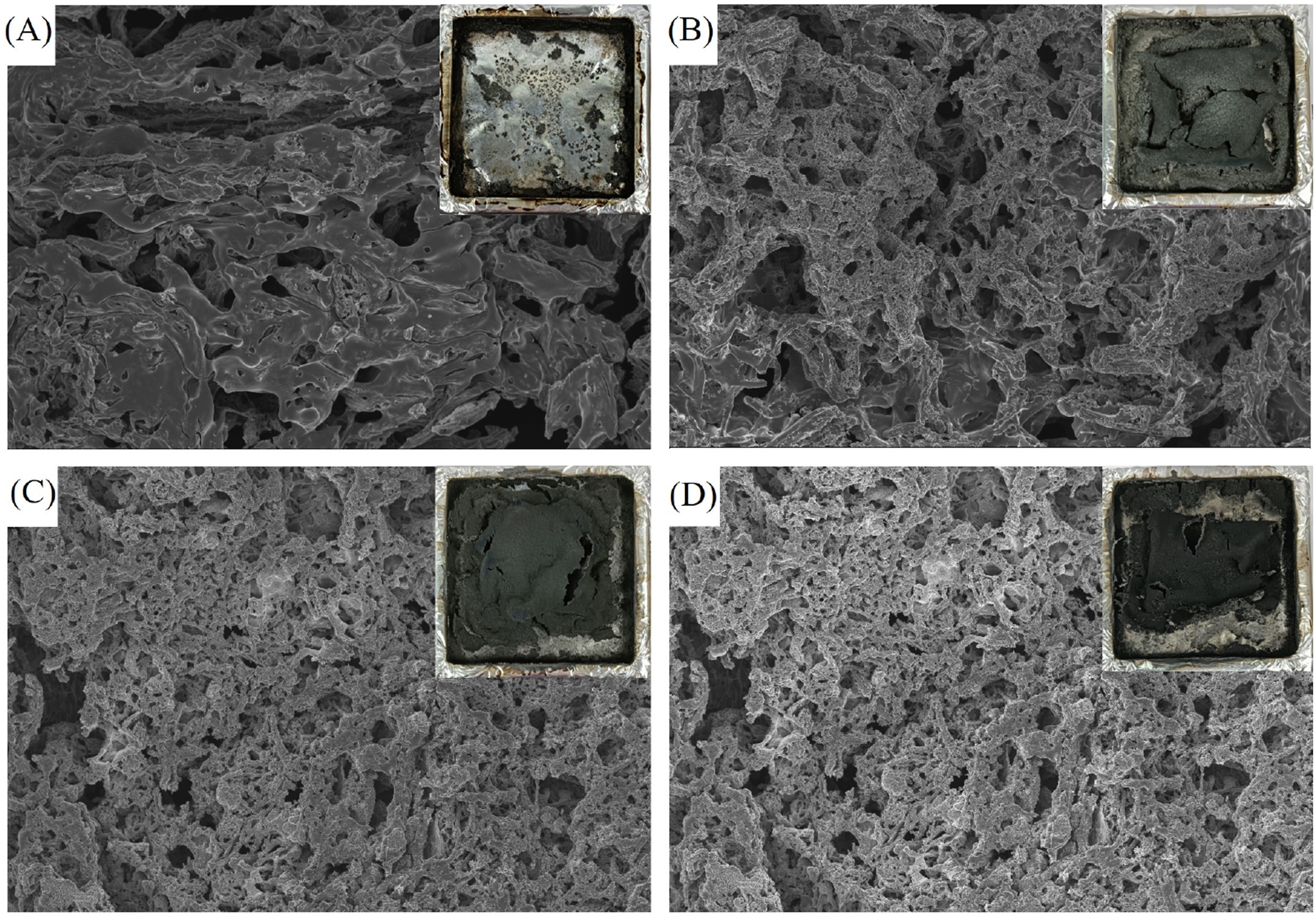
The graphitization degree of residual char following muffle furnace calcination can strengthen our understanding of the condensed phase flame retardation mechanism of PLA composites. The char residues were characterized using Raman and Fourier transform infrared (FTIR) spectroscopy. In the Raman spectra, the D and G bands are located at approximately 1360 and 1590 cm−1, respectively. The degree of graphitization of the char layer was evaluated by calculating the intensity ratio of the D band to the G band (ID/IG).
As shown in Figure 6, the residual char of the PLA/SCF composite exhibits an ID/IG value of 1.49, indicating a limited degree of graphitization. In contrast, the ID/IG values of PLA/SCF–APP/TA (13, 3:1) and PLA/SCF–APP/TP (13, 3:1) composites decrease to 1.19 and 1.21, respectively. This result further confirms the synergistic effect of TA, TP, and APP in promoting char formation and graphitization. Compared with other intumescent flame retardant PLA composites, the lower ID/IG value obtained in this study indicates that the graphite has a higher degree of order.62,63 Figure 7 presents the FTIR spectra of the residues obtained from PLA composites after calcination in a muffle furnace. In the temperature range of 300–400°C, no significant changes in characteristic absorption bands are observed. With further temperature increase, characteristic bonds such as C–C (1623 cm−1), P–O–C (990 cm−1), P–O–Si (1090 cm−1), and Si–O (509 cm−1) gradually emerge. Raman spectra of char residues of (A) PLA/SCF; (B) PLA/SCF-APP/TA (13, 3:1); (C) PLA/SCF-APP/TP (13, 3:1). FTIR spectra of char residues of (A) PLA/SCF; (B) PLA/SCF-APP/TA (13, 3:1); (C) PLA/SCF-APP/TP (13, 3:1).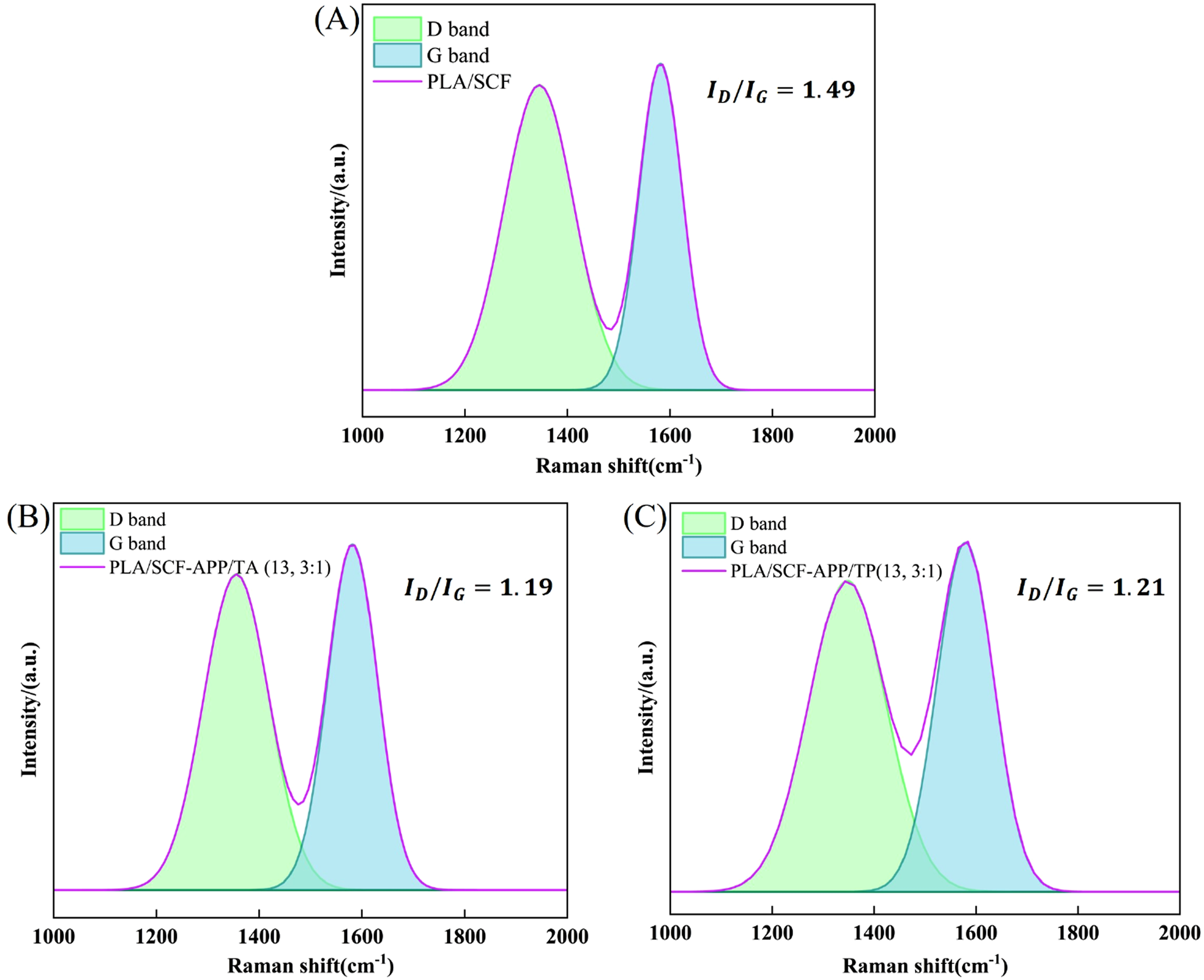
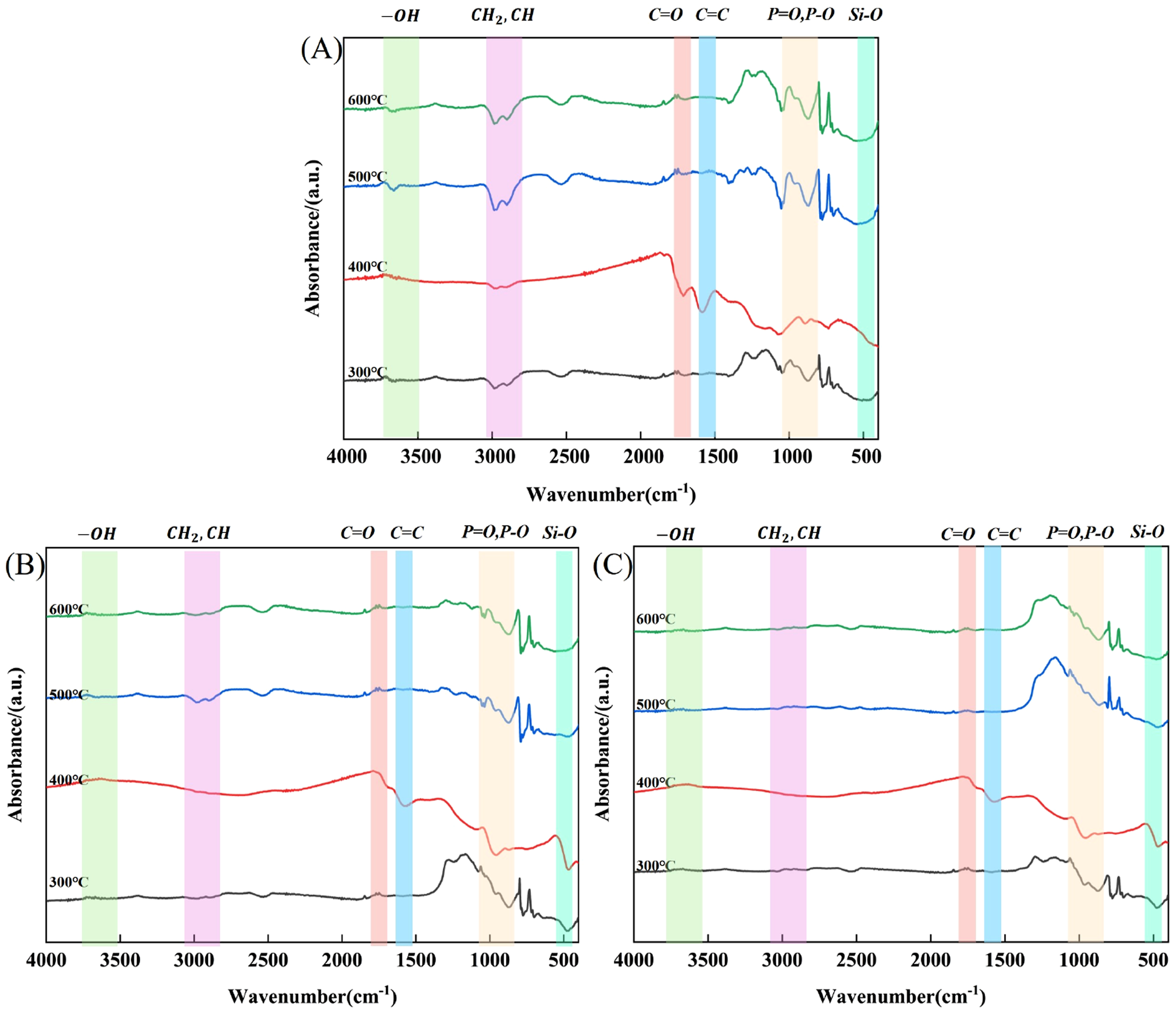
These changes indicate that PLA undergoes degradation and carbonization, resulting in a more compact and ordered char structure due to the catalytic effects of phosphorus- and silicon-containing species. The resulting phosphorus-rich char layer exhibits low permeability and high continuity, effectively isolating the PLA matrix from oxygen and flammable volatile products. Additionally, this char layer serves as a thermal radiation barrier and restricts the transport of fuel necessary for condensed-phase combustion. As the temperature increases, the absorption bands of –OH (3500–4000 cm−1) and aliphatic C–H (2800–3000 cm−1) gradually diminish, indicating a continuous decomposition of organic components. Concurrently, the intensification of C = C (1500–2000 cm−1) and P = O/P–O (1000–1500 cm−1) bands corresponds to the formation of an aromatized carbon structure and phosphorus-containing inorganic species. In PLA/SCF samples without flame retardants, strong signals from organic functional groups persist even at intermediate to high temperatures (400–500°C), with no evident phosphorus-related peaks detected, indicating low charring efficiency and a poor degree of aromatization. Conversely, for samples containing APP and the charring agents TA or TP (samples B and C), the absorption bands in the P = O and P–O regions are significantly intensified due to residual phosphorus species from APP. Simultaneously, the C–H and –OH peaks rapidly attenuate above 400°C, while the C = C band becomes more prominent. These observations suggest that PLA undergoes enhanced degradation and carbonization, forming a denser and more ordered char layer under the catalytic effects of silicon and phosphorus species. 64 This phosphorus-rich compact char layer exhibits low permeability and high continuity, effectively isolating the PLA matrix from oxygen and flammable volatiles. This evolution trend is generally consistent with the classical condensed-phase mechanism reported for APP-based intumescent systems. 65 In addition, it serves as a thermal radiation shield and limits fuel transport in the condensed phase.
Possible flame retardant mechanism
Based on the thermogravimetric analysis of the flame retardants (Figure 8), the thermal stability of the composites, cone calorimetry behavior, and the microstructure and chemical composition of the char residues, it can be concluded that the flame-retardant action of the APP/TA (or TP) system in PLA/SCF composites is predominantly governed by a condensed-phase synergistic charring mechanism. TGA curves of APP, APP/TA (3:1), and APP/TP (3:1) under nitrogen atmosphere.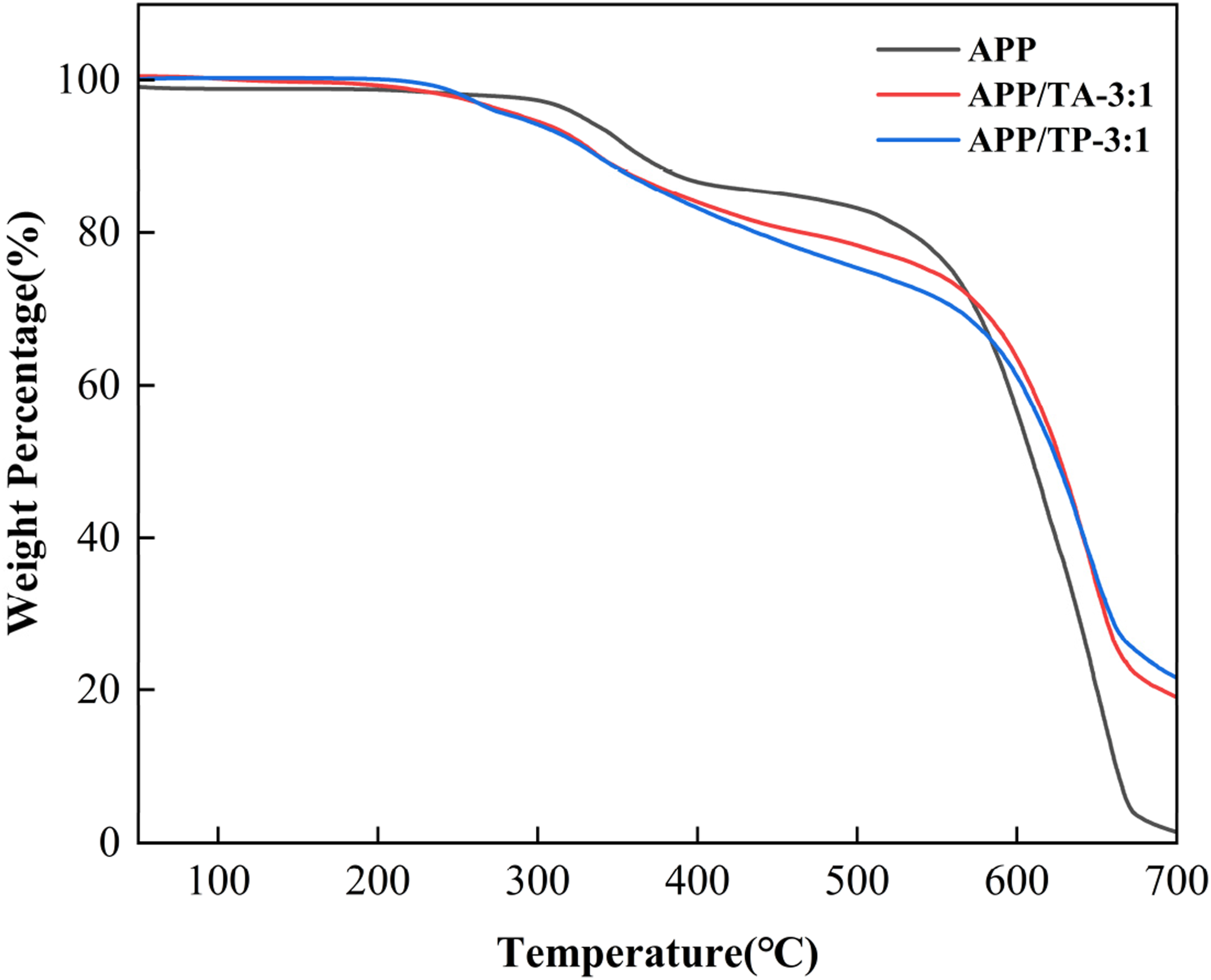
As illustrated in Figure 8, pure ammonium polyphosphate (APP) undergoes intense thermal decomposition within the temperature range of 280–350°C, primarily due to the breakdown of ammonium groups (–NH4+) and the subsequent formation of polyphosphoric acid, which is accompanied by the release of non-flammable gases such as ammonia (NH3). However, the relatively low char yield observed at elevated temperatures indicates that the carbonaceous layer produced solely by APP has limited structural stability. In contrast, the APP/tannic acid (TA) and APP/tea polyphenols (TP) systems demonstrate a considerably more gradual mass-loss behavior over the temperature range of 300–600°C, yielding significantly higher char residues at elevated temperatures. This behavior suggests that the polyphenolic synergists actively engage in the thermal conversion of APP, facilitating dehydration and carbonization reactions. Notably, the APP/TP system exhibits a slightly higher char yield compared to the APP/TA system, indicating that tea polyphenols possess a more robust charring capability under high-temperature conditions.
During the combustion of the composites (Figure 9), ammonium polyphosphate (APP) thermally decomposes to generate polyphosphoric acid, which serves as an acid source to catalyze the dehydration and carbonization of polylactic acid (PLA) molecular chains and hydroxyl groups on the surface of sugarcane fibers. Concurrently, the released ammonia (NH3) and other inert gases partially dilute the flammable gases present in the combustion zone. With the incorporation of tannic acid (TA) or tannin phenolic (TP), the polyphenol molecules not only act as carbon-rich sources contributing to char formation, but their multiple hydroxyl groups also interact with polyphosphoric acid through esterification or hydrogen bonding. This interaction facilitates the formation of crosslinked structures such as P–O–C and P–O–P, thereby enhancing the crosslinking density and thermal stability of the protective char layer. Possible flame-retardant mechanism of PLA composites synergistically modified with APP and TA or TP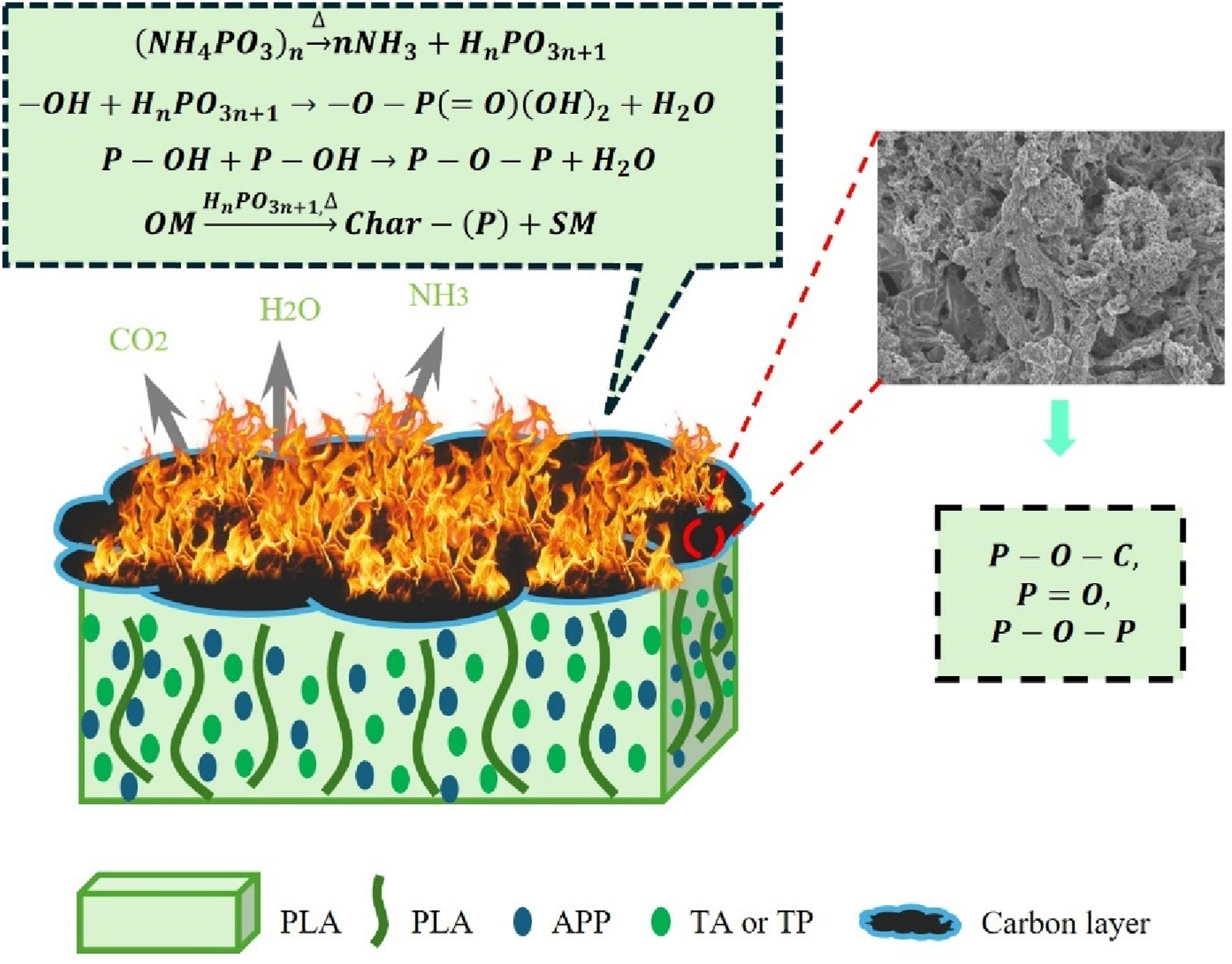
At elevated temperatures, the synergistic interaction between APP and polyphenols induces the formation of a continuous, compact, and phosphorus-rich intumescent char layer on the material’s surface. This protective layer effectively obstructs heat and oxygen transfer to the underlying matrix and suppresses the further release of flammable volatile products. The condensed-phase flame-retardant mechanism aligns well with the pronounced reductions in peak heat release rate (PHRR) and total heat release (THR), as well as the significant increase in fire performance index (FPI) observed in cone calorimetry tests. Overall, APP functions as both the acid source and gas source, while the polyphenol synergists serve as efficient carbon sources and engage in phosphorus–carbon synergistic reactions. Collectively, these components cooperate to promote early-stage char formation and enhance char layer stabilization in the condensed phase.
Mechanical properties
All mechanical data represent the average values obtained from at least five independent specimens, and the error bars indicate the corresponding standard deviations. After the incorporation of flame retardants into the sugarcane fiber/PLA composites, a general decline in mechanical performance was observed. This decline is commonly observed in particulate flame-retardant-filled polymer systems and is generally associated with increased brittleness and reduced matrix deformability.52,53 This deterioration is primarily attributed to the adverse effects of flame retardant addition on matrix continuity and interfacial integrity. As illustrated in Figure 10(A) and (B). Mechanical properties of PLA, and PLA composites with different formulations: (A) tensile strength and elongation at break, (B) impact strength.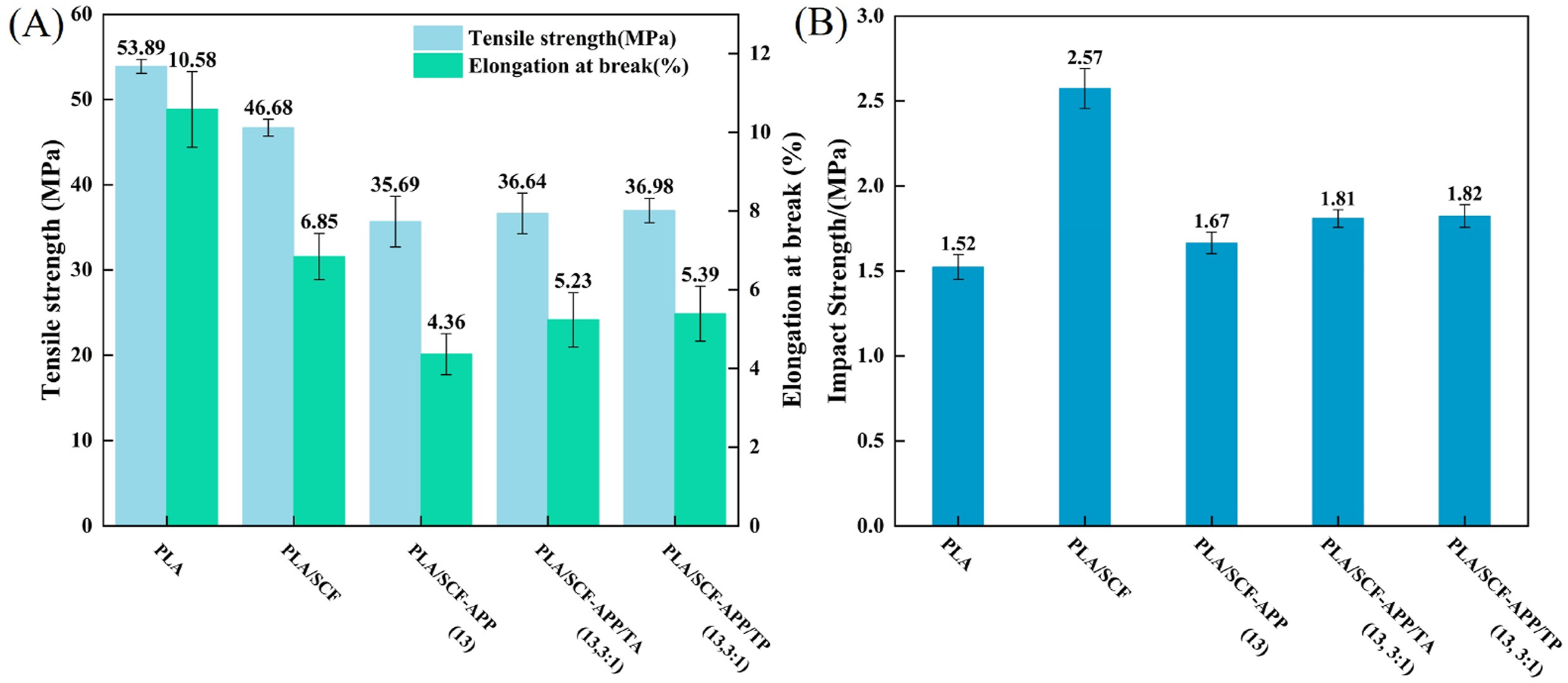
The tensile and impact properties of PLA composites exhibit significant variations across different material systems. Neat PLA demonstrates relatively high tensile strength but is characterized by poor toughness, as evidenced by its low impact strength. Upon the incorporation of sugarcane fiber (SCF), the tensile strength of the PLA/SCF composite decreases to 46.68 MPa, while the impact strength increases markedly, highlighting the effective toughening role of SCF. However, with the addition of ammonium polyphosphate (APP) to the PLA/SCF system, the tensile strength further declines to 35.69 MPa, and the elongation at break reduces to 4.36%. Although the impact strength remains superior to that of neat PLA, it experiences a 35% decrease compared to PLA/SCF, resulting in a value of 1.67 MPa. This phenomenon can be attributed to APP functioning as a rigid inorganic filler, which disrupts the continuity of the polymer matrix and weakens the fiber-matrix interfacial bonding, thereby impairing tensile load transfer and ductility.
The incorporation of APP restricts the mobility of PLA molecular chains, thereby increasing the local stiffness of the composite. This increase in stiffness reduces the capability for plastic deformation and promotes stress concentration under tensile loading. Consequently, there is a heightened likelihood of premature crack initiation and propagation, resulting in decreased tensile strength and elongation at break. Notably, the further introduction of TA or TP into the APP-containing systems leads to a partial recovery of mechanical performance. Specifically, the tensile strength of the APP/TA–PLA/SCF and APP/TP–PLA/SCF composites increases to 36.64 MPa and 36.98 MPa, respectively, while the elongation at break recovers to 5.23% and 5.39%. Correspondingly, the impact strength improves to 1.81 MPa and 1.82 MPa. These results indicate that the incorporation of TA and TP effectively enhances the interfacial compatibility of the composite system. This enhancement is likely attributed to the abundant phenolic hydroxyl groups present in polyphenol molecules, which can form hydrogen bonds with PLA chains and hydroxyl groups on the fiber surface, thereby creating physical crosslinking. Additionally, during melt processing and thermal exposure, polyphenols may participate in APP-induced esterification and crosslinking reactions, further reinforcing the interfacial structure and enhancing mechanical performance.
Figure 11 presents SEM images of the brittle fracture surfaces of PLA and its composites with different formulations, aiming to elucidate the microstructural mechanisms underlying the changes in mechanical behavior induced by the incorporation of flame retardants and synergistic additives. The images in the left and right columns correspond to magnifications of 250× and 1000×, respectively. The fracture surface of the PLA/SCF composite appears relatively rough, with evident fiber pull-out and interfacial debonding observed locally (Figure 11(A), a). This indicates that sugarcane fibers participate in energy dissipation under external loading; however, the fiber–matrix interfacial bonding remains limited. Upon the introduction of APP, the fracture surface exhibits irregular particles, voids, and microcracks (Figure 11(B), b), suggesting that APP particles tend to act as stress concentration sites within the matrix. These structural defects disrupt stress transfer across the interface, thereby weakening interfacial load-bearing efficiency and leading to a pronounced deterioration in mechanical performance. SEM image of brittle section of PLA and its composites. (A, a) PLA/SCF, (B, b) PLA/SCF-APP (13), (C, c) PLA/SCF-APP/TA (13, 3:1), (D, d) PLA/SCF-APP/TP (13, 3:1).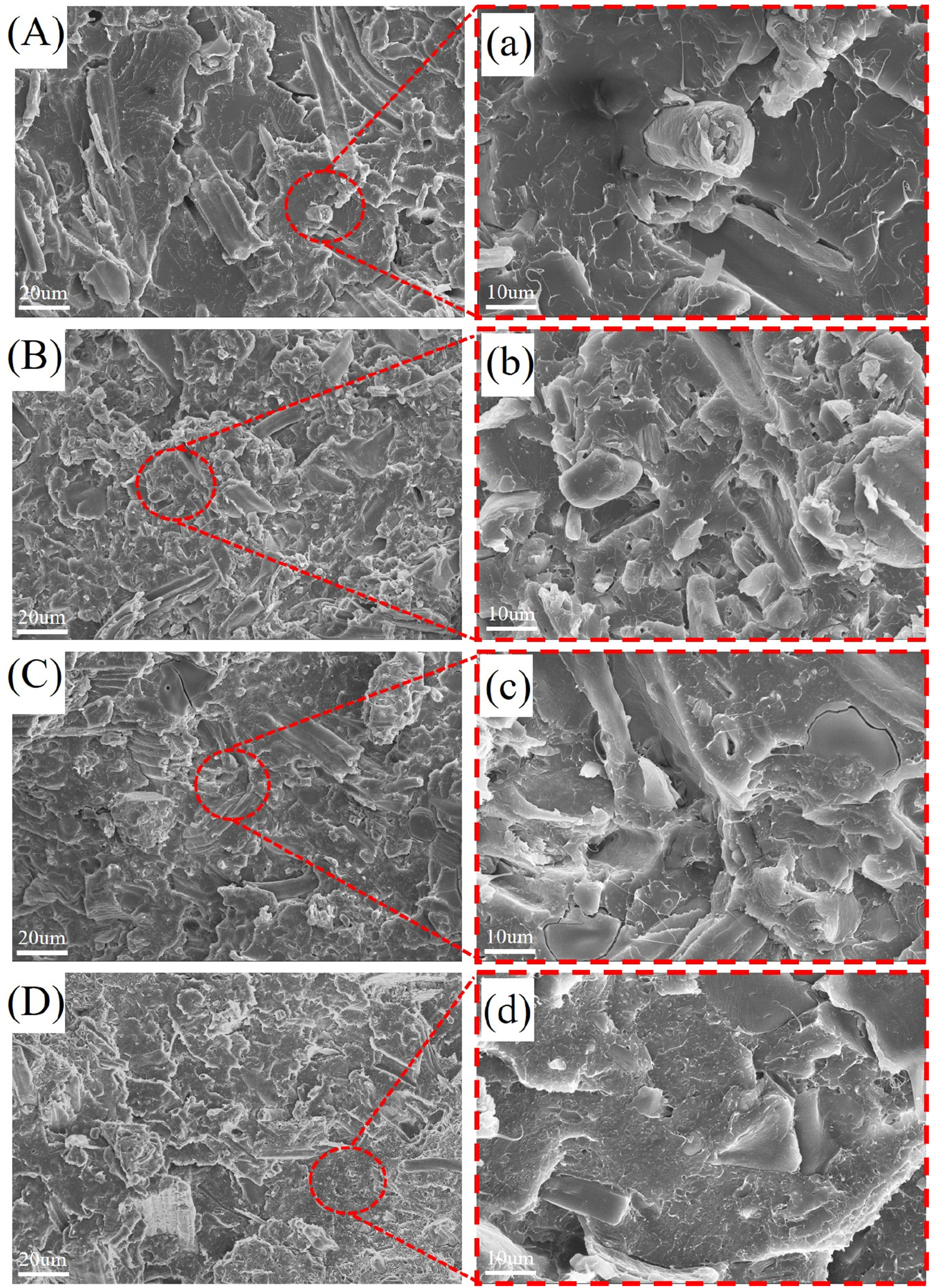
By contrast, the further incorporation of tannic acid (TA) or tea polyphenols (TP) into the APP-containing system leads to a markedly denser fracture morphology Figure 11(C, c) and (D, d). The number of voids is significantly reduced, crack propagation paths become more tortuous, and fibers are increasingly embedded within the PLA matrix, indicating a substantial enhancement in fiber–matrix interfacial interactions. This microstructural improvement can be attributed to the abundant phenolic hydroxyl groups in polyphenol molecules, which form hydrogen bonds or phosphate ester linkages with PLA chains, hydroxyl groups on the sugarcane fiber surface, and phosphorus-containing species generated from APP during processing and thermal exposure. These interactions strengthen interfacial adhesion, hinder rapid crack propagation, and effectively mitigate the detrimental effects of APP on the mechanical performance of sugarcane fiber/PLA composites.
Conclusion
This study develops a fully bio-based intumescent flame-retardant polylactic acid (PLA) composite by incorporating natural polyphenol synergists and steam-exploded sugarcane fibers, systematically elucidating the underlying mechanisms responsible for flame-retardant enhancement. The results demonstrate that polyphenols effectively promote the dehydration and charring of ammonium polyphosphate (APP), leading to improved thermal stability and increased char yield at elevated temperatures. Consequently, the PLA/sugarcane fiber (SCF) composites achieve a UL-94 V-0 rating with a total flame-retardant loading of only 13 wt%, exhibiting a pronounced reduction in heat release intensity. In addition to enhancing the mechanical performance of the composites, sugarcane fibers contribute to condensed-phase charring by participating in acid-catalyzed carbonization processes. However, the incorporation of APP-based flame-retardant components inevitably results in a moderate reduction in tensile strength and ductility, indicating a trade-off between flame retardancy and mechanical performance. Mechanistic analysis reveals that flame retardancy in this system is predominantly governed by condensed-phase mechanisms. Synergistic phosphorus–carbon interactions between polyphenols and APP facilitate the formation of a dense and stable intumescent char layer, with tea polyphenols exhibiting slightly superior charring efficiency. Notably, the raw material cost of tea polyphenols (TP) is higher than that of PLA and APP; however, its flame retardancy in this study does not differ significantly from that of tannic acid (TA). A comprehensive consideration of TA may provide a more favorable balance between cost and performance for large-scale applications. This work provides experimental evidence supporting the application of natural polyphenols as effective synergists in bio-based intumescent flame-retardant systems.
Footnotes
Author contributions
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the National Natural Science Foundation of China (52363003), and Australian Research Council/Discovery Early Career Researcher Award (DECRA) funding scheme (DE230100180).
Data Availability Statement
Data will be made available on request.