
Abstract
A cyclic phosphonate ester flame retardant was applied to improve the flame retardancy of poly(lactic acid) (PLA) nonwoven fabric by a pad-dry-cure technique. The effects of curing temperature and flame retardant dosage on the flammability of PLA fabric were analyzed. The burning behavior, thermal stability and flame-retardant mechanism of the flame-retardant PLA fabric were investigated by limiting oxygen index (LOI), vertical burning test, microscale combustion calorimetry (MCC), thermogravimetric (TG) analysis and scanning electron microscopy (SEM) with energy dispersive spectrum (EDS). The treated PLA fabric exhibited good flame retardancy, and its LOI was about 35%, whereas this value was 26.3% for the untreated fabric. No obvious difference of the MCC test results between the untreated and treated fabrics was found. The results from TG analyses indicated the formation of a very small amount of char during the thermal degradation process of the treated PLA fabric. The SEM-EDS analysis showed an obvious decrease in the phosphorus content of the flame retardant fabric after burning. These indicate that the gas-phase flame-retardant mechanism during combustion is dominant, and results in the good flame retardancy of the treated fabric in the presence of a very small amount of char residue.
Introduction
In recent years, the bio-based polylactic acid (PLA) polymer has received more and more attention as a promising replacement of petroleum-based polymers. Unlike petroleum based synthetic polymers, PLA is environmentally friendly and renewable because it can be wholly derived from sustainable sources such as corn starch and sugar [1–3]. Nowadays, PLA has found a wide range of applications as commodity plastics, packing materials, biomaterials and textile fibers because of its production from an annually renewable resource as well as its excellent mechanical properties, ease of fabrication, good biocompatibility and easy biodegradability [4–7]. Ingeo™ (PLA fiber) is the first biodegradable synthetic fiber made from renewable nature resources [8].
PLA as a thermoplastic polymer can be processed into a variety of shapes via injection molding, film blowing and melt spinning. PLA materials have low flammability, and release significantly less visible smoke than other synthetic thermoplastic polymers [4,5,9]. Furthermore, the peak energy release rate of burning PLA is less than 60% that of poly(ethylene terephthalate) (PET) [9]. In textile industries, PLA’s burning properties make PLA fibers attractive for use in upholstery, upholstery backings, furniture fabrics, curtains, linings, laminated fabrics, needle punched carpets, automotive products, agricultural textiles and geotextile products. But due to its intrinsic chemical composition and molecular structure, PLA is still a slow-burning material in nature. The flammability and dripping combustion of PLA have a great limitation for its application in electronic and electrical fields, apparel and functional textiles such as upholstery and curtains, automotive industries, etc. [10,11]. Therefore, it is an important and urgent task to improve the flame retardancy of PLA.
Up to now, some studies have been done on the flame retardancy of PLA composites. Inorganic additives [12–16], phosphorus-containing flame retardant [11,14,17], and silicon-containing additives [15] have been used to improve the flame retardancy of PLA. Recently, the intumescent flame retardant (IFR) system is regarded as an efficient method to improve the flame retardancy of PLA. For example, Bourbigot et al. [18] found the validity of the IFR system in decreasing the dripping combustion of PLA; Reti et al. [19,20] studied different intumescent formulations containing pentaerythritol, starch and lignin in combination with ammonium polyphosphate, and proved the high efficiency of IFR in improving the fire retardancy of PLA; Zhan et al. [21] synthesized an effective IFR (spirocyclic pentaerythritol bisphosphorate disphosphoryl melamine) and found its high flame-retarding efficiency when it was used to fabricate the PLA composites. In addition, some efficient charring agents have been also used to improve the charring and flame retardant efficiency of PLA [22]. The flame retardants described above are additive-type products, and suitable for the preparation of PLA composites. So far few studies have been done on the fire retardancy of PLA fabric. Parmar et al. [23] recently tested various flame retardant properties of PLA woven fabrics, and found that PLA fiber is not suitable as the material of upholstery, apparel and work wear due to its low flame retardancy. Avinc et al. [24] applied a cyclic phosphonate ester flame retardant (Aflammit PE, Thor Group Ltd., UK) together with liquid repellent and softener for the multi-functional finishing of PLA knitted fabric, and found that the finished fabric exhibited the durable flame retardancy according to the after-flame time and char length tests.
Over the past decade, the rapid progress of PLA fiber has promoted the research and development activities for the dyeing and finishing of PLA textiles. Both PLA and PET fibers are synthetic polyesters, but they are very different in physical and chemical structures, stability and melting points. The great differences in the pretreatment, dyeing and heat-set processing between PLA and PET fibers have been found [8,24–27]. Not all the disperse dyes originally designed for PET fiber can be used to dye PLA fiber [27]. These have also aroused our interest to understand the feasibility of the application of the traditional functional finishing agents to the processing of PLA fiber. In the field of the flame-retardant finishing of PET fiber, a cyclic phosphonate ester flame retardant has been a good candidate as replacement for toxic brominated chemicals (e.g. hexabromocyclododecane) [28]. If a commercial cyclic phosphonate ester can be successfully applied to the flame-retardant finishing of PLA fiber and impart good flame retardancy to PLA fiber with a high limiting oxygen index (LOI), its convenient and inexpensive application for functional PLA textiles will be easily carried out on a large scale, and an acceptable compromise between cost and properties will be achieved.
In the light of the above considerations, this study attempts to use a commercial cyclic phosphonate ester flame retardant (DP-150) to improve the flame retardancy of PLA nonwoven fabric by a pad-dry-cure technique. In the curing process, PLA fiber softens and becomes permeable, and the phosphorous compound diffuses into the fiber interior. On cooling, the phosphorous compound is tightly held [28]. This process is similar to the thermosol dyeing using disperse dyes. In essence, the interaction between the phosphorous compound and PLA fiber by virtue of Van der Waals forces and hydrogen bonding contributes to the fixation of the phosphorous compound in the fiber interior. In this work, the flammability and thermal behaviors of PLA fabric were evaluated via LOI test, vertical burning test, microscale combustion calorimetry (MCC) and thermogravimetric (TG) analysis. The surface morphologies of PLA fiber and char structure were studied via scanning electron microscopy (SEM). In addition, the phosphorus content of PLA surface before and after burning was evaluated by energy dispersive spectrum (EDS) analysis.
Materials and methods
Materials
The PLA nonwoven fabric (80 g/m2) manufactured by melt-blown spinning technology was purchased from Shenzhen Shengdefu Cellulon Co. Ltd., China. The cyclic phosphonate ester flame retardant under the trade name of DP-150 was kindly supplied by Hangzhou Dawne Textile Tech Co. Ltd., China.
Fabric treatment
The PLA non-woven fabric was padded in DP-150 solution in two dips and nips using a two-roll laboratory padder, and squeezed to a wet pick-up of 120 ± 5%. The padded fabric was dried at 80℃ for 5 min and then cured at required temperatures for 3 min. The treated fabric was washed at 50℃ for 10 min, rinsed with distilled water and finally dried at room temperature. To assess the effect of cure temperature on the flammability of the treated fabric, a DP-150 solution of 150 g/L and four cure temperatures (105, 115, 125, 135 and 145℃) were used. For the study of the DP-150 dosage dependence of the flammability of the treated fabric, six DP-150 dosages (50, 100, 150, 200, 250 and 300 g/L) and a cure temperature of 125℃ were used. In other studies, the samples abbreviated as PLA-0, PLA-100 and PLA-200 were used. PLA-0, PLA-100 and PLA-200 represent the fabrics treated with 0, 100 and 200 g/L DP-150 and cured at 125℃, respectively.
Measurements
The fabrics before and after treatment were dried in the oven at 60℃ for 30 min, and then weighed quickly. The weight gain of the treated fabric was calculated using the following equation

The LOI determination was performed according to ASTM Standard Method D2863 using a FTT0080 oxygen index apparatus (Fire Testing Technology Ltd., UK).
The vertical burning test was conducted according to ASTM Standard Method D6413 with a YG815B automatic vertical flammability cabinet (Ningbo Textile Instrument Factory, China).
A FTT0001 microscale combustion calorimetry (Fire Testing Technology Ltd., UK) was used to determine the flammability properties of the PLA fabrics according to ASTM Standard Method D7309. About 5 mg specimens were thermally decomposed in an oxygenated environment at a constant heating rate of 1 K/s.
The thermogravimetric (TG) curves were recorded with a Diamond TG/DTA SII thermal analyzer (Perkin-Elmer, USA) from 30 to 600℃ at the scan rate of 10℃/min under a flow of nitrogen (20 mL/min). Each sample was controlled to 4–5 mg in primary weight.
The PLA fabrics as well as the chars obtained in the experiments of LOI testing were first sputter-coated with a conductive layer, and then their surface morphologies were observed by a TM3030 tabletop scanning electron microscope (Hitachi High Technologies America, Inc.) with a 15 kV accelerated voltage. Because the SEM-EDS analysis with an analyzing depth of 1–2 µm is a fast, convenient and non-destructive method to determine phosphorus content in comparison with inductively coupled plasma atomic emission spectroscopy (ICP-AES) and X-ray photoelectron spectroscopy (XPS), it was employed to evaluate the relative phosphorus content of PLA surface before and after burning [29,30]. The EDS measurement was performed at four different positions for each sample, and the average phosphorus composition value was used as the result.
Results and discussion
Flammability test
The flammability of PLA fabrics was evaluated in terms of LOI and vertical burning tests. The LOI values and weight gain of PLA fabrics treated with DP-150 at different curing temperatures are shown in Figure 1. The weight gain of PLA fabric was found to increase with increasing curing temperature. This could be a consequence of the greater diffusion of flame retardant into PLA interior and the higher degree of the adhesion of flame retardant on PLA surface that accompanied an increase in curing temperature. The untreated PLA nonwoven fabric had a LOI value of 26.3%. After treatment of flame retardant, PLA fabrics showed significant increase in flame retardancy, and their LOI values ranged from 34.4% to 35.1%. The highest LOI was achieved when the curing temperature of 125℃ was applied. A further increase in curing temperature gave rise to a decrease in LOI, which could be attributed to the deterioration of PLA fiber. PLA fiber has relatively low melting point and is sensitive to heat treatment [25,31]. Therefore, it is likely that the degradation of PLA polymer at high curing temperature causes the changes in the flammability of PLA fabric. In our experiments, a serious shrinkage of PLA fabric treated at 145℃ was found. Taking the decreased flame retardancy and thermal stability of PLA fabric treated at high curing temperature into consideration, the curing temperature of 125℃ should be used for the flame-retardant treatment of PLA fabric.
Weight gain and LOI values of the PLA fabrics treated with 150 g/L DP-150 solution and cured at different temperatures.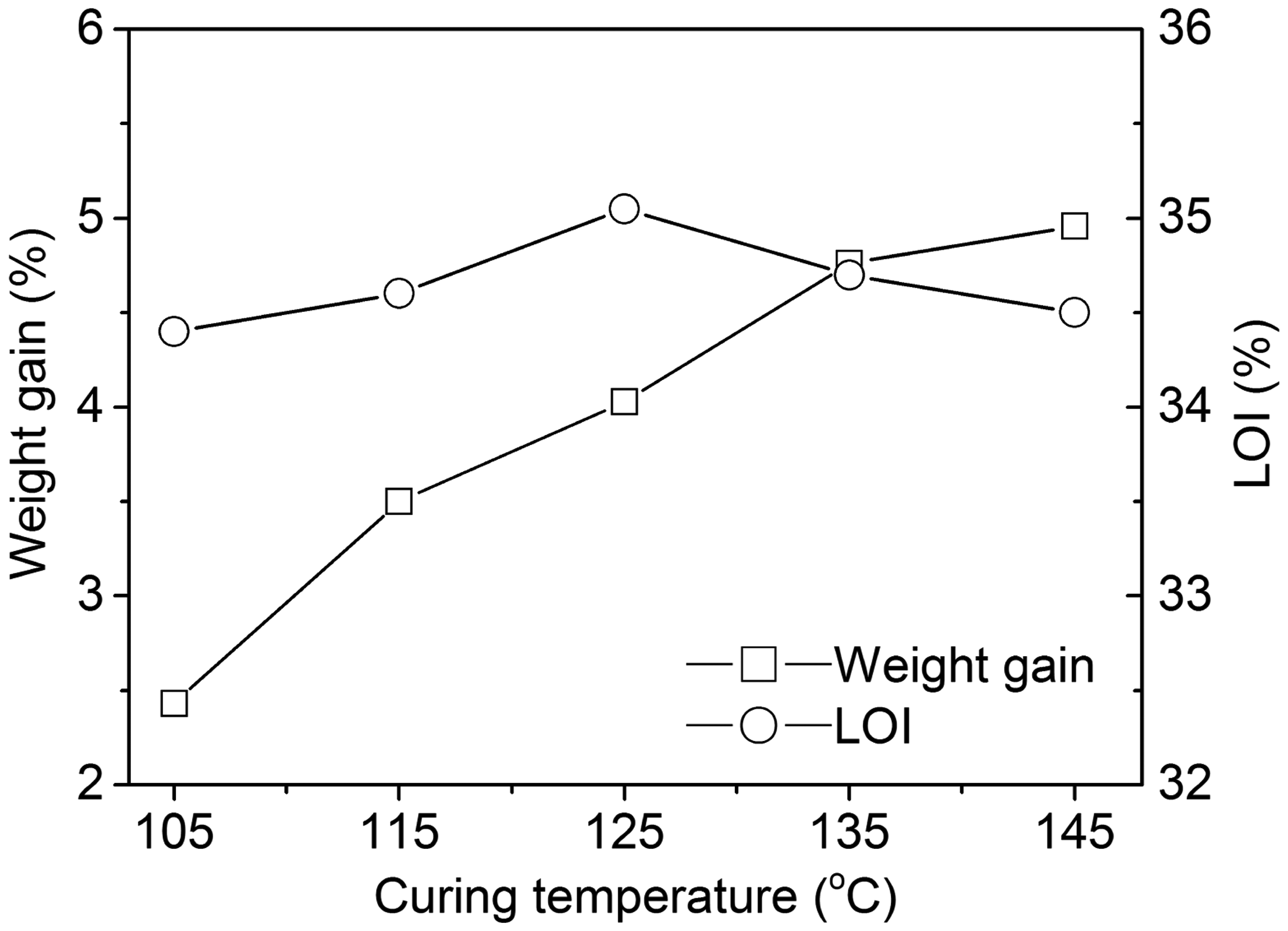
The weight gain and LOI values of PLA fabrics treated with DP-150 solutions of various concentrations and cured at 125℃ are shown in Figure 2. Clearly, the weight gain and LOI values increased linearly with increasing DP-150 concentration in the range from 50 to 200 g/L, and then kept fairly constant with further increasing DP-150 concentration. Thus, the flame retardancy of the treated PLA fabric showed a linear relationship with the content of DP-150 on fiber substrate. At the DP-150 concentration of 200 g/L, the LOI value was 35.5%. There is no need to employ a higher DP-150 concentration for the better flame retardancy of PLA fabric.
Weight gain and LOI values of the PLA fabrics treated with DP-150 solutions of various concentrations and cured at 125℃.
Figure 3 shows the photographs of the PLA fabrics treated with 0, 100 and 200 g/L DP-150 after the vertical burning test. It can be seen that the char length of the treated PLA samples was shorter than that of the untreated PLA sample, and what is more, the burned area of the treated samples was smaller. This indicates the good flame resistance of the treated PLA fabrics. In addition, it can be noted that the better flame retardancy can be achieved by increasing DP-150 dosage.
Photographs of the PLA fabrics after the vertical burning test.
Microcalorimetry
Compared with the LOI and vertical burning tests, the MCC is another efficient tool for quickly and easily measuring the key fire parameters of materials. From just a few milligrams of specimen, a wealth of information on material combustibility can be obtained in minutes. In this test, the heat release rate (HRR) as a function of temperature is usually measured. The key parameters include peak heat release rate (pHRR in W/g), heat release capacity (HRC in J/(g K)) obtained by dividing the maximum value of the peak heat release rate by the heating rate during the test, total heat release (THR in kJ/g) from combustion of the fuel gases per unit mass of initial sample (obtained by integrating the HRR curve over the entire test), and temperature at maximum heat release rate (Tmax) [32]. The HRR curves of the PLA fabrics treated with DP-150 and the related MCC data are shown in Figure 4 and Table 1, respectively.
HRR curves of the PLA fabrics from the MCC test. MCC results for the PLA fabrics.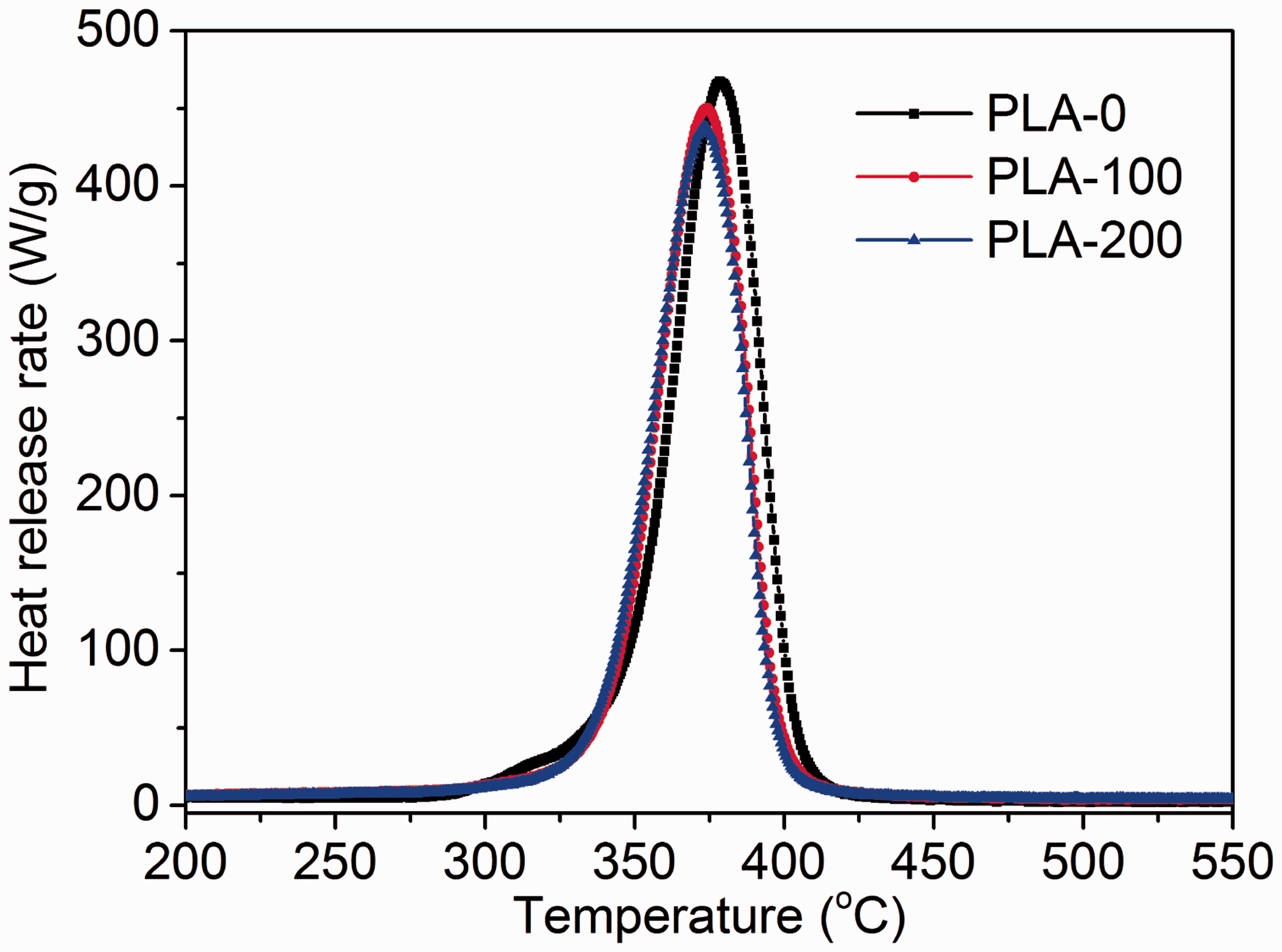

The MCC data of the control PLA sample in Table 1 were comparable with those of PLA polymers in the literature [21,33], indicating that the results of this measurement are reliable, and the MCC data of the PLA polymers with different physical forms are similar. The HRC and THR values are the good predictors of flame resistance and fire behaviors. As compared to the control sample, the slight reduction in HRC, THR and Tmax was observed for the fabrics treated with DP-150. In addition, Table 1 also shows that all the HRC, THR and Tmax parameters decreased with increasing DP-150 concentration. The slight decrease in HRR parameters shown above may be due to a very small amount of char residue during combustion, which will be discussed in the TG analysis section. It must be pointed out that although there are significant differences of the LOI and vertical burning test results between the untreated and treated PLA fabrics, obvious differences of HRR parameters from the MCC test were not found. This indicates that the flame-retardant mechanism of the treated PLA fabric is not a typical condensed-phase flame-retardant mechanism.
TG analysis
The thermogravimetric (TG) and derivative thermogravimetric (DTG) curves were used to study the thermal degradation and stability of PLA fabrics. The TG and DTG curves under nitrogen are shown in Figure 5, and the related data including the temperatures at which the weight loss is 5% (T5%), 10% (T10%), and 50% (T50%), and the temperature at the maximum thermal decomposition rate (Tmax) are listed in Table 2.
TG and DTG curves of the PLA fabrics and DP-150. TG data of the PLA fabrics and DP-150.

Below 345℃, DP-150 displayed higher weight loss and lower thermal stability than PLA. At the temperatures ranging from 260 to 370℃, the weight loss of PLA-100 and PLA-200 was obviously lower than that of DP-150. The T5% and T10% can reflect the initial decomposition behaviors of polymer materials. The T5% and T10% of the treated PLA fabrics were higher than those of the untreated fabric. Increasing DP-150 concentration raised the T5% and T10% of PLA fabrics. The T10% of the treated fabrics was almost 30℃ higher than that of the untreated fabric. These results indicated that the initial decomposition behaviors of PLA were affected by the treatment of DP-150. Above 330℃, DP-150 displayed higher thermal stability than PLA. Figure 5 and Table 2 show that the T50% and Tmax of the treated fabrics increased obviously as compared to the untreated fabric, and the Tmax of the treated fabrics was comparable with that of DP-150. All these results reveal that the treatment of a cyclic phosphonate ester can strongly affect the thermal decomposition behaviors of PLA, and increase the thermal stability of PLA fabrics. The increased thermal stability of the treated PLA fiber might be related to too many factors. The actual reasons can be given only after further researches (e.g. analyses of main gaseous decomposition products). It is preliminarily thought that the thermal degradation products might volatilize into the gas phase to form phosphorous radicals which act as the scavengers of the free active radicals produced by PLA pyrolysis [34], and thereby retard the further decomposition of PLA molecules.
From Figure 5, it can be observed that DP-150 transformed into char residue at high temperatures. No char residue was detected for the untreated fabric, whereas in the case of the treated fabrics, a very small amount of char residues at high temperatures were formed. During the combustion of PLA fabric, a protective char residue or char layer can effectively shield the underlying substrate from heat and oxygen. However, a very small amount of char residues formed by the thermal degradation of the treated PLA fabrics indicate that a condensed-phase flame-retardant mechanism is restricted to a lesser extent. Thus, a gas-phase flame-retardant mechanism is likely to be dominant.
SEM and EDS analyses
Figure 6 shows the SEM micrographs of PLA fabrics untreated and treated with DP-150. The untreated PLA fibers (PLA-0) displayed a smooth and clean surface. However, a rough surface with lots of particles was observed for the treated PLA fibers (PLA-100 and PLA-200), indicating that the deposition of the flame retardant occurs on the fiber surface. Because PLA-100 and PLA-200 samples had a small difference in weight gain (3.50% and 4.37%), the obvious difference in micrographs character between PLA-100 and PLA-200 was not found.
SEM micrographs of the PLA fabrics.
EDS was used to evaluate the content of element P in the treated PLA fibers, and the corresponding data are shown in Figure 7. Figure 7(a) shows that the P content of the sample treated with 150 g/L DP-150 increased rapidly with an increase in curing temperature, and increased up to 0.73 wt% when the curing temperature was 125℃. However, the incremental change of the P content was small with further rising curing temperature. As shown in Figure 7(b), the P content had a positive linear relationship with the DP-150 concentration in the range of 50–200 g/L, and then was almost kept constant at the DP-150 concentration above 200 g/L. The results of the P content test support the effects of curing temperature and DP-150 quantity on the weight gain and LOI values which were previously discussed.
The content of element P on the surface of PLA fibers: (a) the samples treated with 150 g/L DP-150 and cured at different temperatures, and (b) the samples treated with DP-150 solutions of various concentrations and cured at 125℃.
The surface morphologies of PLA char residues after the LOI experiment are shown in Figure 8. A fractured char layer was observed on PLA-0 residue surface due to insufficient char formation during the burning process, leading to the poor flame retardant performance of PLA-0. In contrast, the char residues of PLA-100 and PLA-200 were relatively smooth, and much more compact than that of PLA-0. It is believed that a small amount of compact char layer can slow down the heat and mass transfer between gas and condensed phases, and prevent the underlying polymeric substrate from further attack by heat flux, resulting in the good flame-retardant performance of the treated PLA fabric [35].
SEM micrographs of the PLA residue surfaces and EDS of the PLA-200 residue after the LOI test.
In addition, EDS was used to evaluate the P content of PLA-100 and PLA-200 before and after the LOI test. The P content of the unburned PLA-100 and PLA-200 was 0.60 wt% and 0.81 wt%, respectively. After burning, the P content of PLA-100 and PLA-200 char residues became 0.19 wt% and 0.38 wt%, respectively. The decreased P content indicates that most of P has come into the gas phase during burning, meaning that the gas-phase flame-retardant mechanism exists during burning. This may be the reason why the treated PLA fabrics have outstanding flame retardancy with only a small amount of char residue in TG analysis. Wei et al. [36] used an aryl polyphenylphosphonate (WLA-3) to prepare a flame-retardant PLA composite and also obtained similar results. They found that PLA/WLA-3 blend had the good flame retardancy indicated by the LOI and vertical burning tests in spite of the little difference in the cone calorimetry test results between PLA and PLA/WLA-3 blend, and drew a conclusion of the existence of the gas-phase flame-retardant mechanism during burning according to the decrease in the P content of PLA/WLA-3 blend after burning. In addition, Lin et al. [34] prepared the PLA/poly(1,2-propanediol 2-carboxyethyl phenyl phosphinate) (PCPP) blend and studied the flame inhibition mechanism of PCPP. A dominant gas-phase flame-retardant mechanism was also found.
Conclusions
In this study, a cyclic phosphonate ester flame retardant originally designed for PET fiber was successfully used to improve the flame retardancy of PLA nonwoven fabric by a pad-dry-cure technique. The treated PLA fabric showed good flame retardancy with a high LOI of 35% compared to 26.3% for the untreated fabric. The treated fabric exhibited higher thermal stability than the untreated fabric. Although a very small amount of char residues during the thermal degradation process of the treated fabric was found, the resulting condensed-phase flame-retardant mechanism should be restricted to a lesser extent due to too few char residues. An obvious decrease in phosphorus content for the flame retardant fabric after burning was proved by the SEM-EDS analysis, indicating that the role of a cyclic phosphonate ester is predominately restricted to the gas phase.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was funded by Jiangsu Provincial Natural Science Foundation of China (BK2012197), Joint Innovation Fund of Jiangsu Province of China (BY2014059-04), Suzhou Science and Technology Support Program (SS201422) and the Priority Academic Program Development (PAPD) of Jiangsu Higher Education Institutions.