
Abstract
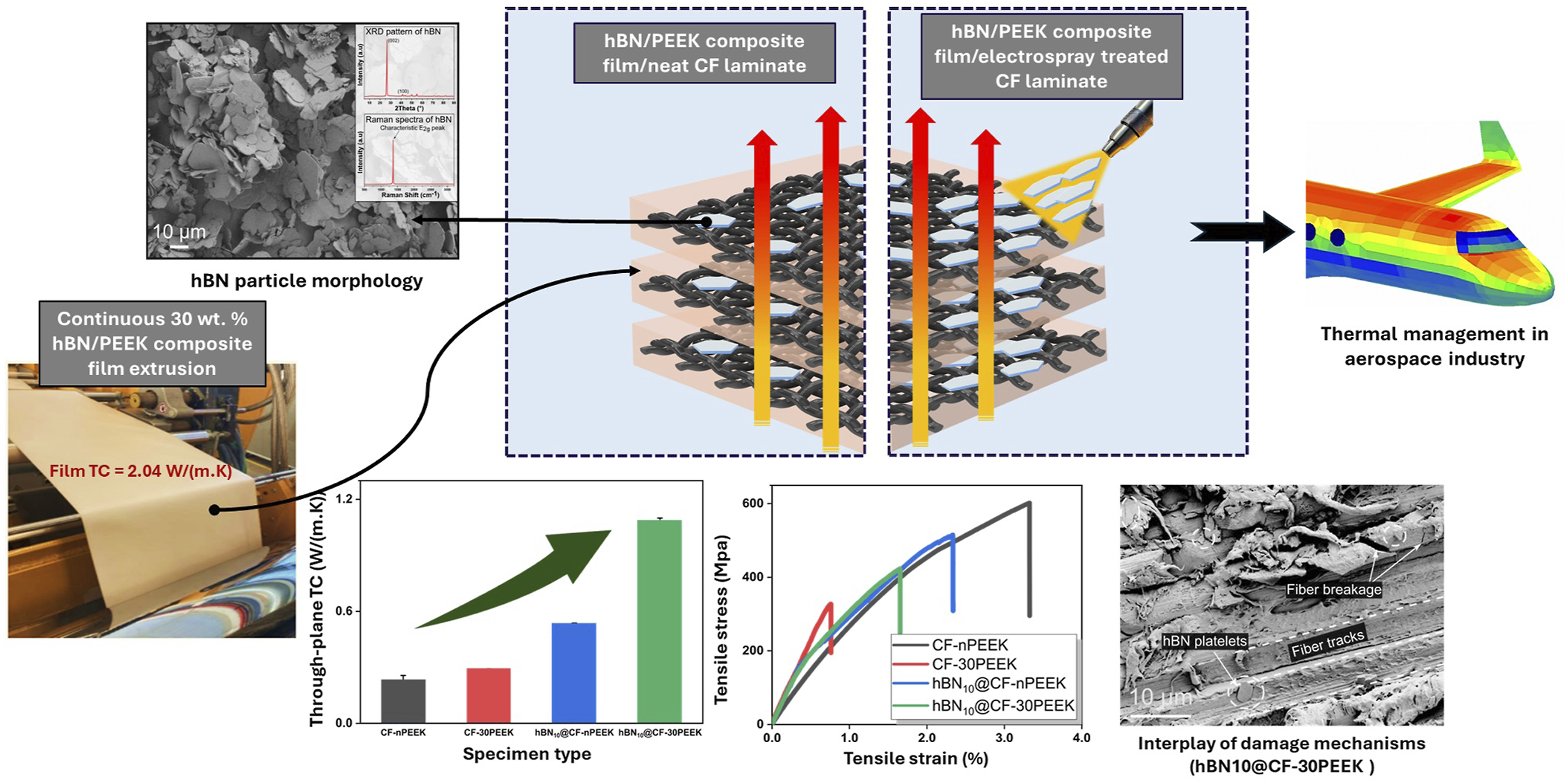
Efficient heat dissipation in carbon fiber reinforced polyetheretherketone (CF/PEEK) thermoplastic composites remains limited due to the inherently low thermal conductivity of PEEK and restricted heat transfer across the laminate thickness, constraining their use in demanding aerospace environments. To address these limitations, this study presents a scalable composite manufacturing strategy based on the integration of the continuously extruded, thermally conductive hexagonal boron nitride (hBN)–filled PEEK films (30 wt.%) with film-stacked carbon fiber laminates. In addition, localized electrospray deposition of hBN onto carbon fiber fabrics is employed to promote interfacial thermal bridging and enhance through-thickness heat transport. The combined processing route encompassing continuous film manufacturing and prepreg-compatible composite fabrication results in simultaneously improving in-plane and through-plane thermal transport pathways. The resulting hierarchical hBN/CF/PEEK laminates exhibit a 21.88% increase in in-plane thermal conductivity (κ∥ = 5.914 W·m−1 K−1) compared to conventional CF/PEEK composites, while electrospray-modified laminates demonstrate a 369.13% enhancement in through-plane thermal conductivity (κ⊥). The incorporation of hBN-filled films also leads to a significant increase in laminate stiffness, with Young’s modulus improving by 54.25%, accompanied by predictable changes in tensile failure mechanisms. By combining continuous extrusion of thermally conductive PEEK films with scalable composite consolidation, this work establishes an industry-relevant manufacturing route for high-temperature thermoplastic composites, offering improved thermal management and mechanical performance for advanced structural applications.
Keywords
Introduction
Carbon fiber reinforced thermoplastic composites (CFRTPs) have emerged as promising candidates for aerospace, automotive, and energy applications owing to their superior mechanical properties, thermal stability, and recyclability. For the CFRTPs, polyetheretherketone (PEEK) is widely recognized as the matrix of choice,1–7 attributed to its high melting point, elevated glass transition temperature, and outstanding long-term thermal resistance above 120°C. Efficient heat dissipation in such polymer-based structures becomes critical under demanding service conditions to avoid localized hot spots that can compromise structural integrity and reduce component lifetime. 8 Likewise, in aerospace structures exposed to cyclic thermal loading, insufficient heat dissipation may additionally accelerate damage accumulation and interfacial degradation.2,9,10 In conventional CF/PEEK laminates, the incorporation of thermally conductive carbon fibers does provide directional heat transfer pathways to a certain extent, but the overall thermal dissipation is limited by the inherently low thermal conductivity (TC) of the PEEK matrix (0.21–0.25 W/m·K11,12) and poor interfacial heat transfer across the fiber–matrix boundary. This mismatch restricts through-thickness conductivity and underscores the urgent need for tailored processing strategies to enhance both in-plane and through-plane thermal management in CFRTP systems.
In recent years, considerable research efforts have focused on enhancing the thermal conductivity of PEEK-based CFRTPs. A particularly promising strategy is the design of multiscale or hierarchical laminates through the incorporation of secondary micron- or nanoscale thermally conductive fillers at the carbon fiber–matrix interface.13,14 Such hierarchical designs aim to introduce additional heat conduction pathways while preserving the structural role of the carbon fibers. For instance, Su et al., prepared carbon nanotube (CNTs)/CF/PEEK multiscale composites using the prepreg spraying technique followed by compression molding and demonstrated that the inclusion of sprayed CNTs (1 wt%) on the carbon fiber substrate improves the TC of CNT/CF/PEEK composite by 18.6% (1.15 W/(m.K)) as compared to CF/PEEK. 15 Similarly, Pan et al., demonstrated that addition of graphene (5 wt%) improves the electrical conductivity, thermal conductivity, and crystallinity of CF/PEEK composites. 16 These graphene nanoplatelet/CF/PEEK composites, manufactured via a powder impregnation method, achieved thermal conductivities ranging from 0.86 to 0.98 W/(m·K) by directly applying graphene nanoplatelet (GNP)/PEEK slurry onto carbon fiber cloth. These studies highlight the potential of hierarchical composite architectures to enhance thermal conductivity; however, significant challenges remain. In particular, the introduction of secondary fillers often exacerbates processing difficulties in high-viscosity thermoplastic systems such as PEEK. The inherently high melt viscosity of PEEK, combined with its limited interfacial interaction with carbon fibers, leads to poor fiber wetting. This often leads to non-uniform impregnation and compromised thermo-mechanical performance of the composites.
To enhance carbon fiber wetting, melt-impregnation techniques such as film-stacking have been developed, in which the polymer matrix is introduced in the form of a film sandwiched between fiber layers, followed by consolidation under controlled temperature and pressure.17–22 To develop PEEK or PEEK composite films, researchers have previously explored solution casting and powder melting techniques. While these approaches provide laboratory-scale feasibility, they frequently suffer from limited dimensional control and scalability. For example, Liu et al., produced graphene(G)/PEEK films (thickness = 500
To address these challenges, we adopted an alternative approach based on continuous film extrusion to fabricate PEEK composite films suitable for integration into carbon fiber laminates. Thermal conductivity enhancement was achieved by incorporating hexagonal boron nitride (hBN), a ceramic filler with a layered planar morphology similar to graphite. hBN exhibits an intrinsically high thermal conductivity (up to 390 W/m·K), 24 a wide band gap, and a low dielectric constant, making it an excellent candidate for improving heat dissipation while maintaining electrical insulation in advanced composites. Compared to carbon-based fillers, hBN offers the additional advantage of electrical insulation, which is critical for aerospace and electronic-adjacent applications. The incorporation of hBN into the PEEK matrix enables the formation of continuous heat conduction pathways, significantly enhancing the thermal conductivity of composite structures.25–28 While previously many researchers have reported the manufacture of hBN/polymer films,29–38 these investigations involve multi-step processes, high filler loadings (up to 90 wt%), or inadequate dimensional control for direct application in fiber-reinforced laminate manufacturing. In this work, we address these challenges by utilizing the continuous film extrusion technique that overcomes these processability barriers of hBN-reinforced polymeric film.
Based on our previous method, 12 where hBN/PEEK compounds were developed with tailored filler concentrations for injection molding, the present work shifts focus to continuous film production and prepreg composite manufacturing. This transition enables direct assessment of process scalability and industrial relevance.
The rheological behavior of PEEK and its hBN-filled composites was comprehensively characterized to elucidate their melt flow response and processability under relevant shear conditions in our earlier work. 12 The rheology-guided insights gained from this detailed rheological analysis formed the basis for the present investigation. They enabled stable and continuous film extrusion and, consequently, the scalable fabrication of hBN/PEEK composite films with controlled shrinkage, crystallinity, and uniform filler dispersion. These dimensionally controlled films were subsequently integrated with carbon fiber layers via a film-stacking approach to manufacture hierarchically structured prepregs suitable for high-temperature thermoplastic composite processing. Beyond scalable film production, an electrospray deposition technique was employed to coat carbon fiber surfaces with hBN nanoparticles, forming additional interfacial thermal bridges that promote enhanced through-thickness heat transport. Importantly, this surface modification strategy preserves the commercial carbon fiber sizing and laminate architecture, ensuring compatibility with industrial composite manufacturing practices. By combining continuous composite film extrusion with controlled interfacial modification, this dual strategy enables simultaneous enhancement of in-plane and through-plane thermal transport pathways without compromising laminate integrity or processability, thereby addressing one of the most persistent limitations of CF/PEEK systems. To the best of our knowledge, this work represents the first manufacturing-oriented demonstration in which high filler loading extruded PEEK composite films are integrated into carbon fiber laminates while concurrently tailoring the CF/PEEK interface for improved thermal performance, providing a practical pathway toward next-generation materials for advanced aerospace and other high-performance structural applications.
Materials & methods
Materials
Carbon fiber fabric with a plain weave and areal weight of 288 GSM is purchased from Kordsa Technical Textiles (Türkiye) under the product name KCF A38 D012 HSCF 3 KB PL288 1255 KOMP. PEEK polymer pellets, available under the trade name Tecopeek PK40 NL, is sourced from Eurotec Engineering Plastics (Türkiye). Hexagonal boron nitride (hBN) powder has a median particle size of 25 – 30
Preparation of hBN/PEEK compounds for film extrusion
To prepare the feedstock material for film fabrication, polyetheretherketone (PEEK) compounds containing 30 wt% hexagonal boron nitride (hBN) were compounded using a co-rotating twin-screw extruder (ZSK26 MC, Coperion GmbH, Stuttgart, Germany). The extruder had a screw diameter of 26 mm and an L/D ratio of 40, providing sufficient residence time and shear for uniform filler dispersion. The die diameter during pellet extrusion (feedstock) was 3 mm. The barrel temperature profile was maintained between 400 and 450°C to ensure complete melting of the PEEK matrix and homogeneous incorporation of hBN particles. The screw configuration was optimized to promote distributive and dispersive mixing, preventing particle agglomeration during melt processing. The extruded strands were quenched, pelletized, and subsequently employed as feedstock in the continuous film extrusion process.
Fabrication of neat and hBN/PEEK composite films
Neat PEEK (n-PEEK) and hexagonal boron nitride–filled PEEK composite films containing 30 wt% hBN (30-PEEK) were manufactured via continuous film extrusion using a COLLIN pilot-scale film extruder. The system was equipped with a T-type slot die with a maximum width of 300, a die slit standard gap of 0.2 mm and an extruder barrel featuring a screw diameter of 30 mm and an L/D ratio of 30, enabling stable melt processing and dimensional control. The extrusion temperature was maintained at approximately 395°C to ensure complete melting of the PEEK matrix and uniform filler distribution.
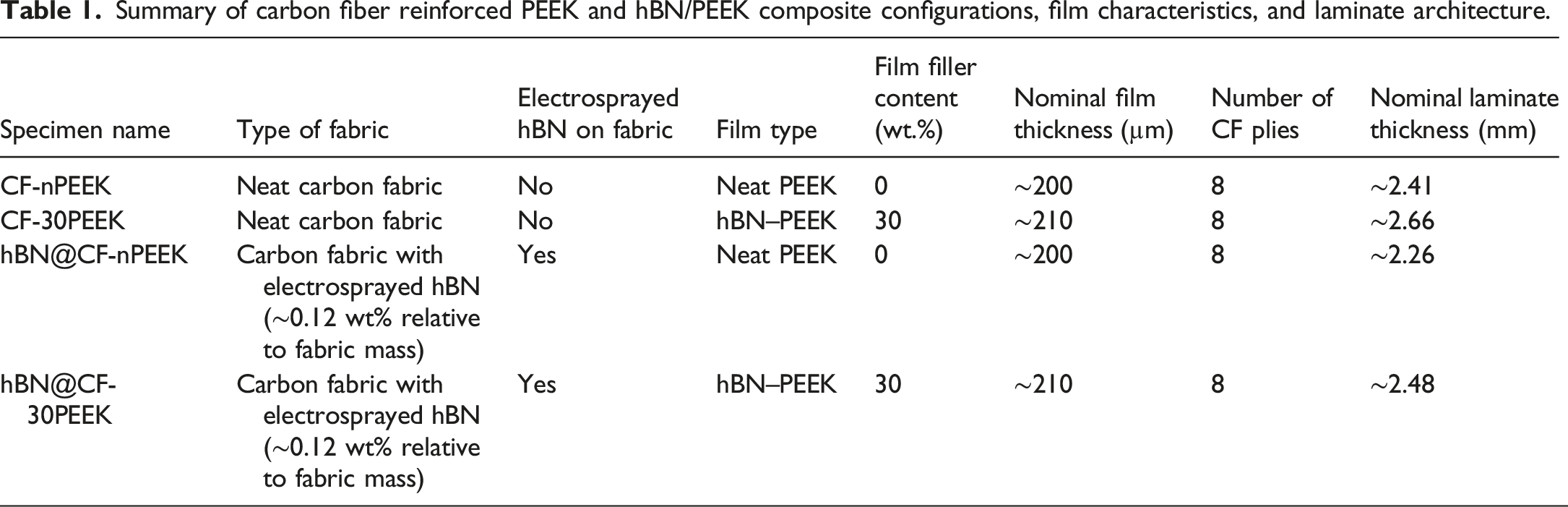
Due to the increased melt viscosity associated with high hBN loading, the processing pressure was adjusted from 0.7 MPa for n-PEEK to 3.5 MPa for 30-PEEK. Under optimized conditions, defect-free continuous films were produced with nominal thicknesses of approximately 200 μm for n-PEEK and 210 μm for 30-PEEK. The continuous extrusion route enabled consistent film width and thickness, which is critical for subsequent film-stacked composite fabrication.
Process optimization studies addressing residence time, calendaring conditions, shrinkage behavior, crystallinity, and filler homogeneity are provided in the Supplementary Information (Tables S1–S3 and Figures S1–S3), while only the finalized, scalable processing conditions are reported here.
Electrospray deposition of hBN on carbon fabric
hBN particles were deposited onto carbon fiber fabric plies using an in-house developed, multi-channel electrospray system designed for large-area and scalable surface modification. The system consists of a six-channel syringe pump (New Era-1600 Just Infusion®) integrated with a computer-controlled x–y router operated via a G-code program, enabling precise control over spraying path, coating speed, and deposition uniformity. The setup allows uniform coating of fabric areas up to 150 × 200 cm2, demonstrating compatibility with prepreg-scale manufacturing. In the present configuration, dual nozzles were employed (Figure S4) with an applied voltage of 14 kV and a nozzle-to-substrate distance of 70 mm. The hBN suspension, prepared by dispersing 10 g of micron-sized hBN powder in 100 mL of ethanol followed by magnetic stirring for 1 h, was delivered at a flow rate of 80 μL·min−1. The nozzle translation speed in both x- and y-directions was maintained at 6 mm·s−1 to ensure reproducible and homogeneous deposition. Each carbon fabric ply was coated sequentially on both sides, with intermediate drying at room temperature for 24 h.
Importantly, the commercial sizing on the carbon fibers was intentionally preserved, and no chemical or thermal pretreatment was applied prior to deposition. In this approach, electrosprayed hBN particles act as localized interfacial thermal bridges rather than as a sizing replacement, promoting enhanced through-thickness heat transfer in the consolidated laminates. The effective hBN loading was approximately 0.12 wt% relative to the carbon fabric mass, as determined by gravimetric analysis.
Manufacturing of carbon fiber reinforced hBN/PEEK composites
Carbon fiber reinforced PEEK-based composite laminates were manufactured using a film-stacking followed by hot-press consolidation route compatible with prepreg-scale thermoplastic composite processing. Consolidation was performed on an automatic hot press (MSE Teknoloji, Türkiye) using a square steel mold with dimensions of 300 × 300 mm. Prior to lay-up, three layers of a semi-permanent release agent were applied to the mold surfaces and press platens to facilitate demolding after consolidation.
Laminate architecture and lay-up design
The laminate architecture was designed to ensure uniform impregnation of the carbon fabric and reproducible thermal and mechanical performance across all composite configurations. Each laminate consisted of eight plies of plain-weave carbon fiber fabric, alternately stacked with neat PEEK or hexagonal boron nitride–filled PEEK films, following a symmetric lay-up sequence of [CF/film]4, with carbon fiber fabrics forming the outermost layers. The polymer films were placed between adjacent carbon fabric plies to promote effective melt impregnation during consolidation.
The extrusion (machine) direction of the neat PEEK and hBN-filled PEEK films was aligned with the warp direction of the carbon fabric, ensuring consistent melt flow behavior and minimizing variability in fiber wetting. The consolidated CF–nPEEK laminates exhibited a nominal thickness of approximately 2.1 mm, while laminates incorporating hBN-filled PEEK films showed slightly increased thicknesses of approximately 2.2 mm, attributed to the higher filler content. Importantly, the laminate architecture, number of carbon fiber plies, and stacking sequence were kept constant for all samples to ensure comparable fiber volume fractions and enable fair comparison of thermal and mechanical properties.
For composite specimens incorporating electrospray-modified carbon fibers, hBN-coated carbon fabric plies were used within the same stacking sequence without altering the overall laminate architecture. This approach enabled direct assessment of the role of interfacial thermal bridging on composite performance, independent of changes in laminate geometry.
Hot-press consolidation
The stacked laminates were consolidated at a processing temperature of 380°C under a holding pressure of 1.5–2 MPa, with a dwell time of 20–25 min to ensure complete melting and flow of the PEEK matrix. Controlled heating and cooling ramps of 10°C·min−1 were applied to minimize residual stresses and preserve laminate integrity.
Summary of carbon fiber reinforced PEEK and hBN/PEEK composite configurations, film characteristics, and laminate architecture.
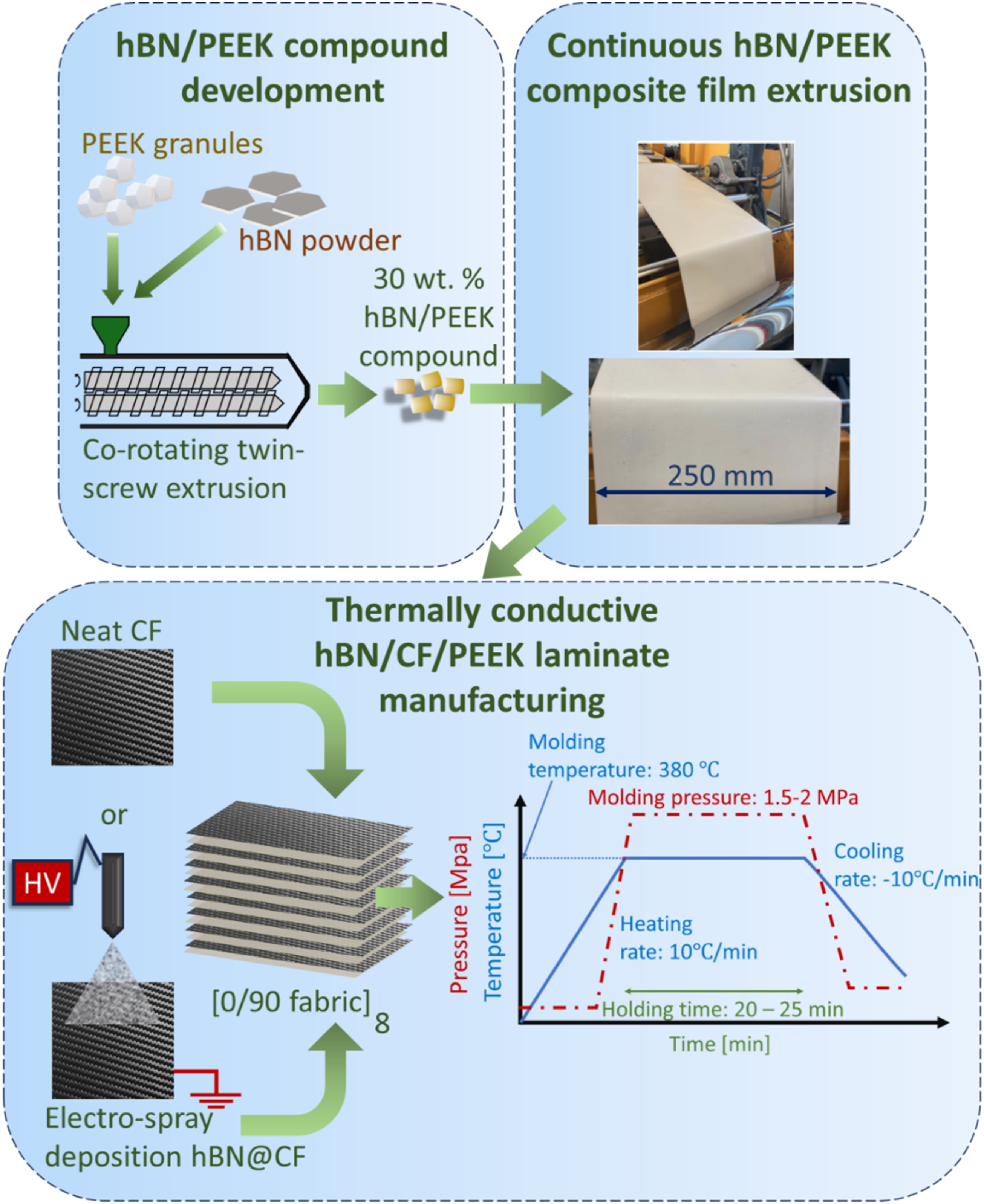
Process flow for the fabrication of hierarchical hBN/CF/PEEK laminates, showing sequential steps from hBN/PEEK compounding to continuous film extrusion and prepreg manufacturing.
Characterization
Morphological characterization of the composite specimens was performed using a Leo Supra 35V field emission scanning electron microscope (SEM) to examine cross-sectional features in the fractured regions. X-ray diffraction (XRD) analysis was performed using a D2 Phaser diffractometer (Bruker) equipped with a Cu Kα source to investigate the crystalline structure of hBN powder. Raman spectroscopy was carried out using a Renishaw inVia Reflex Raman Microscope with 532-nm edge laser to investigate and identify the specific vibrational properties of bulk hBN powder.
The in-plane and through-plane thermal conductivities were determined in accordance with the ISO 22,007-2 standard (Part 2), employing the transient plane heat source (hot disc) technique. In this method, thermal conductivity is calculated using the following equation:
Here, κ is the thermal conductivity, α is the thermal diffusivity calculated from specimen thickness and time needed for the temperature rise to reach a percentage of its maximum value, ρ is the density, and Cp is the specific heat. Density of the specimens was measured according to the ASTM D792 Test Type A method. The method determines the density of solid specimens using a buoyancy (displacement) method based on Archimedes’ principle. The specific heat capacity was calculated using Differential Scanning Calorimetry (DSC) measurements. A thin, flat sensor (usually a nickel spiral) is placed between two pieces of the sample. The sensor not only acts as a heat source when an electrical current passes through it, but also acts as a temperature sensor, since its electrical resistance changes with temperature. When a known power is applied for a short time, heat flows from the sensor into the material. The rate at which the sensor temperature increases depends on the material’s thermal conductivity (
Tensile properties such as tensile strength, tensile modulus, and strain at failure of specimens were obtained as per the corresponding test standards. For the film specimens, ASTM D882 method was used, with specimen width = 25 mm, and gauge length = 150 mm, loading rate of 50 mm/min.
For the molded hBN/PEEK specimens, tensile properties were calculated on a Universal Test Machine (UTM) at a constant crosshead speed of 1–5 mm/min as per the ISO 527 standard. For the fiber reinforced composite specimens, tensile tests were conducted as per the ASTM D3039 standard on the 5982 Static Universal Test Machine (Instron, USA). Here the specimen width = 25 mm, gauge length = 90 mm, loading rate = 2 mm/min, and with a load cell of 250 kN.
Thermal characterization of neat PEEK and hBN/PEEK composite films was conducted using a Mettler Toledo DSC+3 system. Differential Scanning Calorimetry (DSC) measurements were carried out under a nitrogen atmosphere with a flow rate of 50 mL/min, applying identical heating and cooling rates of 10°C/min over a temperature range of 30–400°C. The degree of crystallinity (
The thermal stability of the films between 25 and 1000°C was further evaluated by Thermogravimetric Analysis (TGA) using a TGA/DSC 3+ module (Mettler Toledo, USA) at a heating rate of 10°C/min in an inert atmosphere. In addition, the tensile properties of the films were determined in accordance with the ASTM D882 standard test method.
Results & discussion
Extrusion-induced alignment of hBN platelets and thermal transport in hBN/PEEK composite films
Conventional fabrication of PEEK-based films has typically relied on solution casting or thermoforming of PEEK powders.17,40–43 While these approaches are relatively simple, they present significant limitations in terms of industrial scalability and dimensional control. In addition, solvent-based routes often lead to residual porosity and uncontrolled filler distribution, which are particularly detrimental for high-viscosity thermoplastic systems such as PEEK. In this work, we demonstrate the direct extrusion of hBN/PEEK compounds into continuous film form, providing a scalable and reproducible pathway toward high-performance composite films. Prior to assessing the thermal performance of the extruded films, it is essential to first examine the morphology and characteristics of the hBN filler. Commercially available hBN particles are typically platelet-shaped, with aspect ratios ranging from 5–100.44,45 The hBN used in this study had lateral dimensions of 25–30 µm (Figure 2(a)). Such a platelet geometry is particularly favorable for constructing in-plane heat conduction pathways when aligned under shear flow during melt processing. The inset of Figure 2(a) depicts the XRD pattern and Raman spectra of bulk hBN, verifying the crystalline nature and layered structure of the filler.46–48 In bulk hBN, the individual layers are held together by weak van der Waals forces, which enables their deformation and partial exfoliation under the shearing action of polymer chains during processing. This shear-induced platelet alignment and partial delamination are expected to be amplified during continuous film extrusion, contributing to anisotropic thermal transport within the film plane. On the other hand, the intralayer bonding is a strong covalent bond between boron and nitrogen atoms, giving rise to directional anisotropy during heat conduction. Consequently, for hBN, in-plane TC ( (a) SEM image of hBN filler characteristics with the inset figures of XRD pattern and Raman spectrum and (b) thermal conductivity and thermal diffusivity of n-PEEK and 30-PEEK film specimens.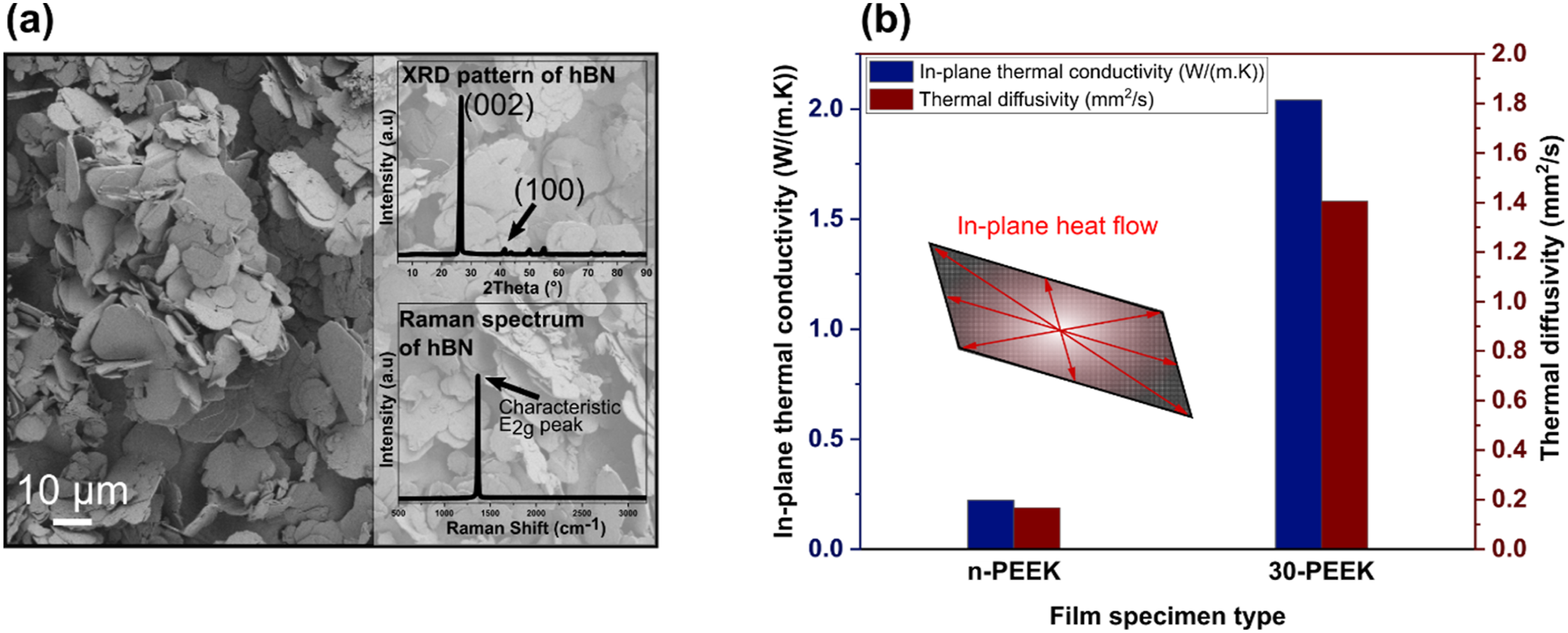
Figure 2(b) lists the heat transfer characteristics of n-PEEK and 30-PEEK films in terms of thermal conductivity and thermal diffusivity. PEEK is a semi-crystalline polymer with isotropic thermal conductivity, and its heat transfer mechanism is mainly via phonon transport. The characteristic morphology of PEEK polymeric chains gives rise to phonon scattering during heat transport, and as a result, the TC and thermal diffusivity of polymer remain very low. For n-PEEK film, the
To improve the inferior heat transport properties of neat PEEK film, the thermally conductive hBN fillers are incorporated in PEEK matrix during compound development stage at a filler loading of 30 wt%. This filler concentration was selected as a balance between thermal performance enhancement and processability during continuous film extrusion. By virtue of the unique thermal properties of hBN, the in-plane TC of 30-PEEK film reaches an impressive value of 2.04 W/(m·K), which is an improvement of 818.91% when compared to n-PEEK. Similarly, the thermal diffusivity of 30-PEEK film undergoes an enhancement of 741.31%, reaching a value of 1.41 mm2/s. These results demonstrate that continuous extrusion enables effective utilization of micron-scale hBN platelets to construct percolated in-plane thermal pathways without resorting to ultra-high filler loadings or multi-step processing routes. Consequently, the 30-PEEK film represents a highly thermally conductive and electrically insulating matrix material that is directly compatible with film-stacked carbon fiber laminate manufacturing.
Phase transition behavior and thermal stability of continuously extruded hBN/PEEK composite films
Conventional PEEK films are commonly produced by thermoforming polymer powders or through solution casting. However, these methods are restricted by poor dimensional control and limited scalability, particularly when secondary processing such as composite laminate manufacturing is required. Moreover, such batch-based approaches often result in uncontrolled crystallization behavior, which can adversely affect thermal transport and mechanical reproducibility. In the present study, flexible and thermally conductive PEEK-based films were fabricated via a continuous film extrusion process, providing an industrially viable alternative to conventional methods. The incorporation of hBN fillers into PEEK yielded composite films with enhanced thermal transport capability, which were subsequently used for direct impregnation of carbon fiber fabrics to produce multiscale hBN/CF/PEEK composites. Accordingly, it is of particular interest to investigate the phase transition behavior and thermal stability of the extruded films, as these parameters critically govern processability and performance during subsequent laminate consolidation.
Figure 3(a) show the DSC thermograms for n-PEEK and 30-PEEK film samples taken during the first heating cycle with a constant heating rate of 10 DSC thermograms of PEEK film specimens during (a) heating cycle, (b) cooling cycle and (c) Thermogravimetric analysis and derivative curves of neat PEEK film and hBN filled PEEK film.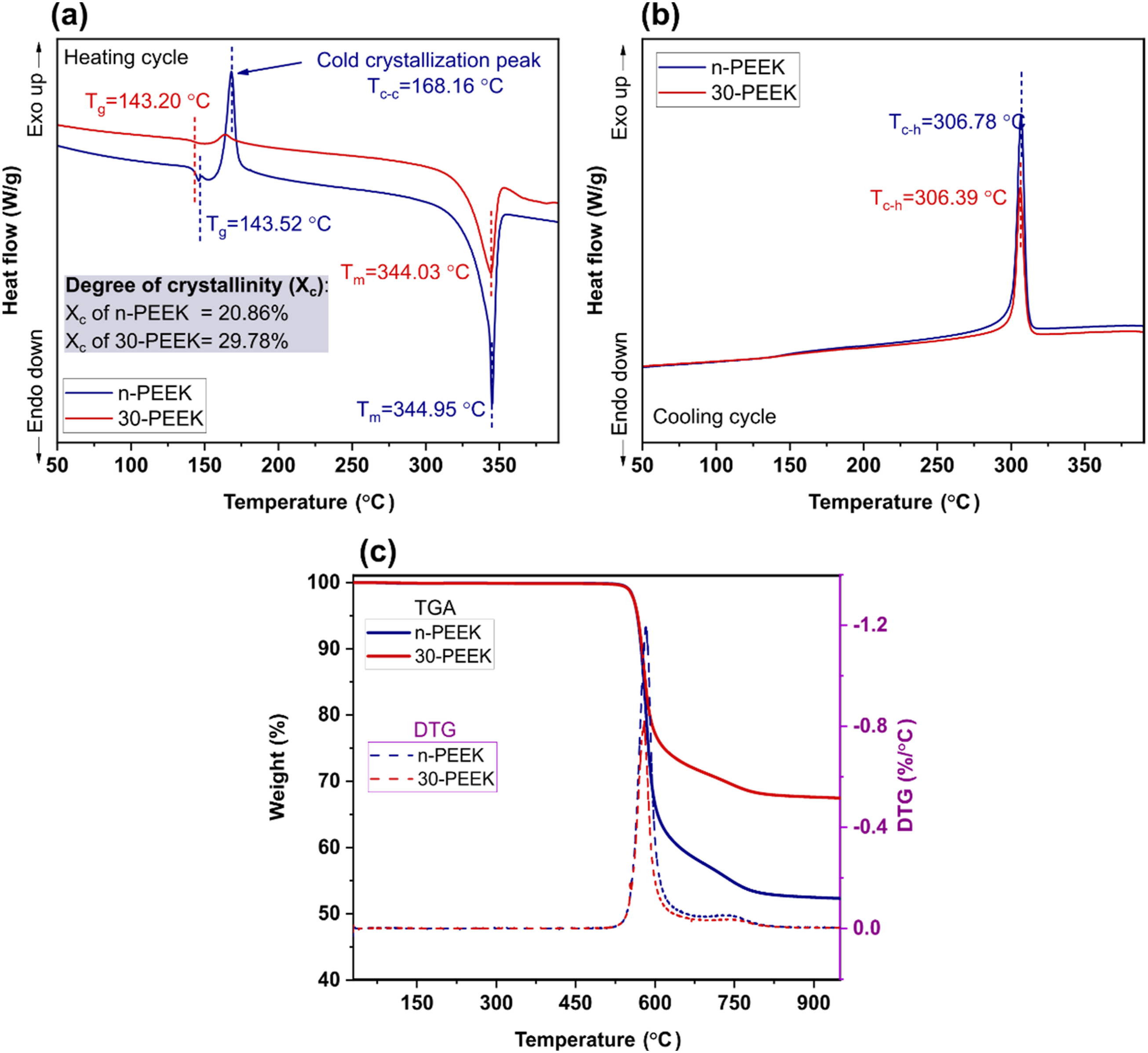
Overall, the glass transition temperature and melting temperature for both film samples remain comparable. However, due to the characteristic nature of the film manufacturing method and the semicrystalline nature of PEEK polymer,
53
we observe a noticeable cold crystallization peak in the neat PEEK film specimen during the first heating cycle, while it becomes less significant for the PEEK composite film. The enthalpy of cold crystallization for the n-PEEK film is 68.71% higher than that of the 30-PEEK specimen, indicating restricted chain mobility in the presence of hBN fillers. Moreover, the degree of crystallinity
Figure 3(c) shows the thermal degradation behavior of n-PEEK and 30-PEEK film specimens in terms of the thermogravimetric analysis (TGA) curve and the first derivate (DTG) curve. Typically, the processing temperature range is kept between 380
Mechanical performance and stiffness–thermal conductivity trade-off in hBN/PEEK composite films
To ensure suitable serviceability, the hBN/PEEK film specimens were subjected to tensile mechanical tests, and the results in terms of the stress versus strain curves, tensile modulus, and tensile strength are presented in Figure 4. The tensile strength and Young’s modulus of n-PEEK specimen is 56.1 MPa and 2.513 GPa, respectively. For the 30-PEEK composite film, a substantially higher stiffness is observed, with a Young’s modulus of 5.36 GPa, corresponding to an improvement of 122.33% relative to neat PEEK. In contrast, the tensile strength of the 30-PEEK film decreases by approximately 25%, reaching a value of 45.21 MPa. This reduction in strength is primarily attributed to the increased brittleness introduced by the rigid hBN platelets and the restricted plastic deformation of the PEEK matrix. A closer examination of the stress–strain behavior reveals that the 30-PEEK film undergoes a single abrupt stress drop associated with brittle fracture at a strain of 1.57%. In comparison, the n-PEEK film exhibits an initial stress drop at approximately 3.71% strain, followed by continued load-bearing during necking until final failure at 7.2% strain. The observed increase in stiffness can be directly linked to the intrinsically high Young’s modulus of hBN and its effective load transfer within the PEEK matrix under tensile deformation. While this stiffening effect comes at the expense of ductility, the resulting mechanical response remains well within the requirements for matrix materials used in film-stacked continuous fiber reinforced polymer composites. Importantly, when considered alongside the pronounced enhancement in in-plane thermal conductivity (κ∥ = 2.04 W·m−1 K−1), the mechanical–thermal property balance achieved in the 30-PEEK film is particularly favorable. (a) Characteristic tensile stress versus strain curves of neat PEEK and hBN filled PEEK film samples and (b) Tensile properties in terms of tensile modulus and tensile strength of the film specimens.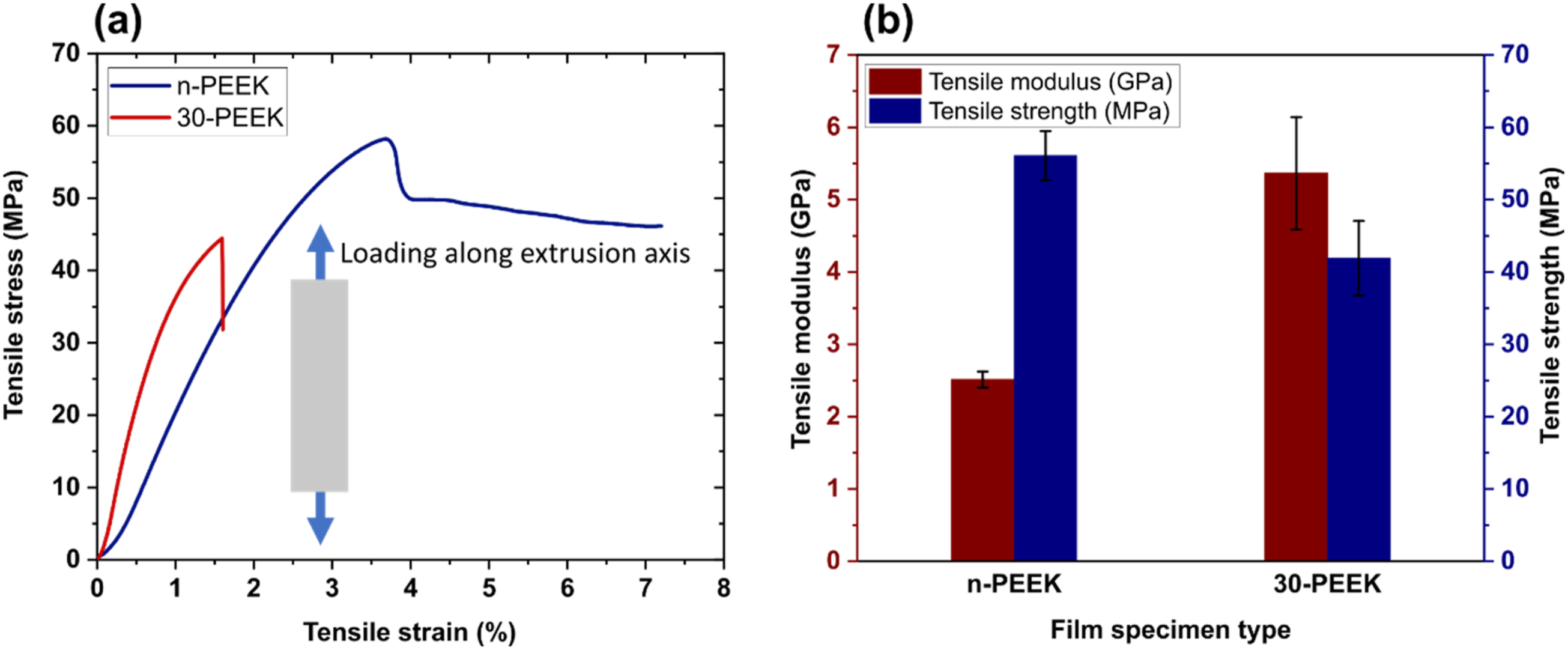
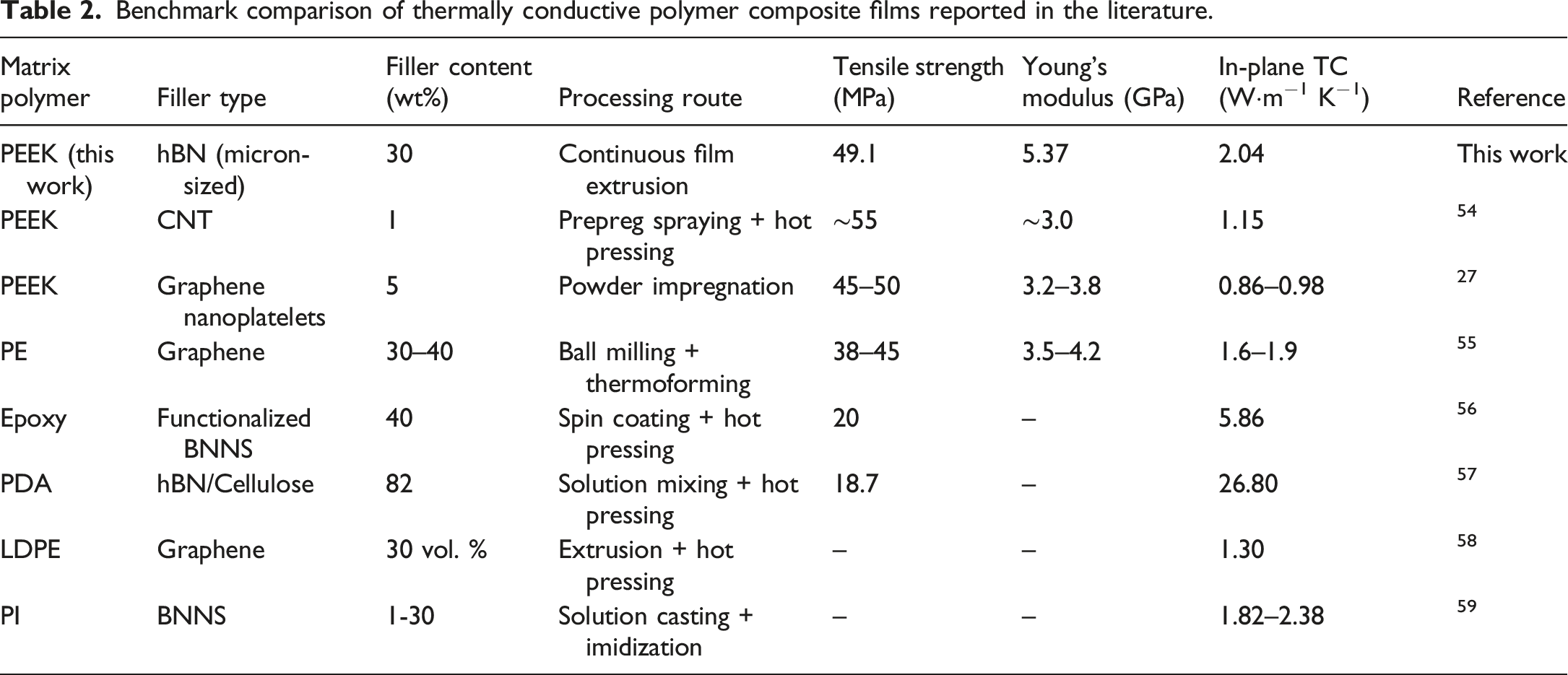
Benchmark comparison of thermally conductive polymer composite films reported in the literature.
Thermal conductivity performance and anisotropic heat transport in hBN/CF/PEEK composites
Figure 5 shows the in-plane thermal conductivity and thermal diffusivity of composite specimens based on neat carbon fiber fabric, namely CF-nPEEK and CF-30PEEK. All thermal conductivity values reported in this section represent averaged measurements obtained from at least three independent specimens, with standard deviations provided in the corresponding figures. For the CF-nPEEK specimen, the in-plane TC and diffusivity values are 4.85 W/(m·K) and 3.28 mm2/s, respectively. Upon addition of the 30PEEK film, containing 30 wt. % micron-sized hBN particles, TC of CF-30PEEK is considerably improved to 5.92 W/(m·K), with a thermal conductivity enhancement (TCE% = Thermal conductivity and thermal diffusivity values of nCF-nPEEK and nCF-30PEEK samples.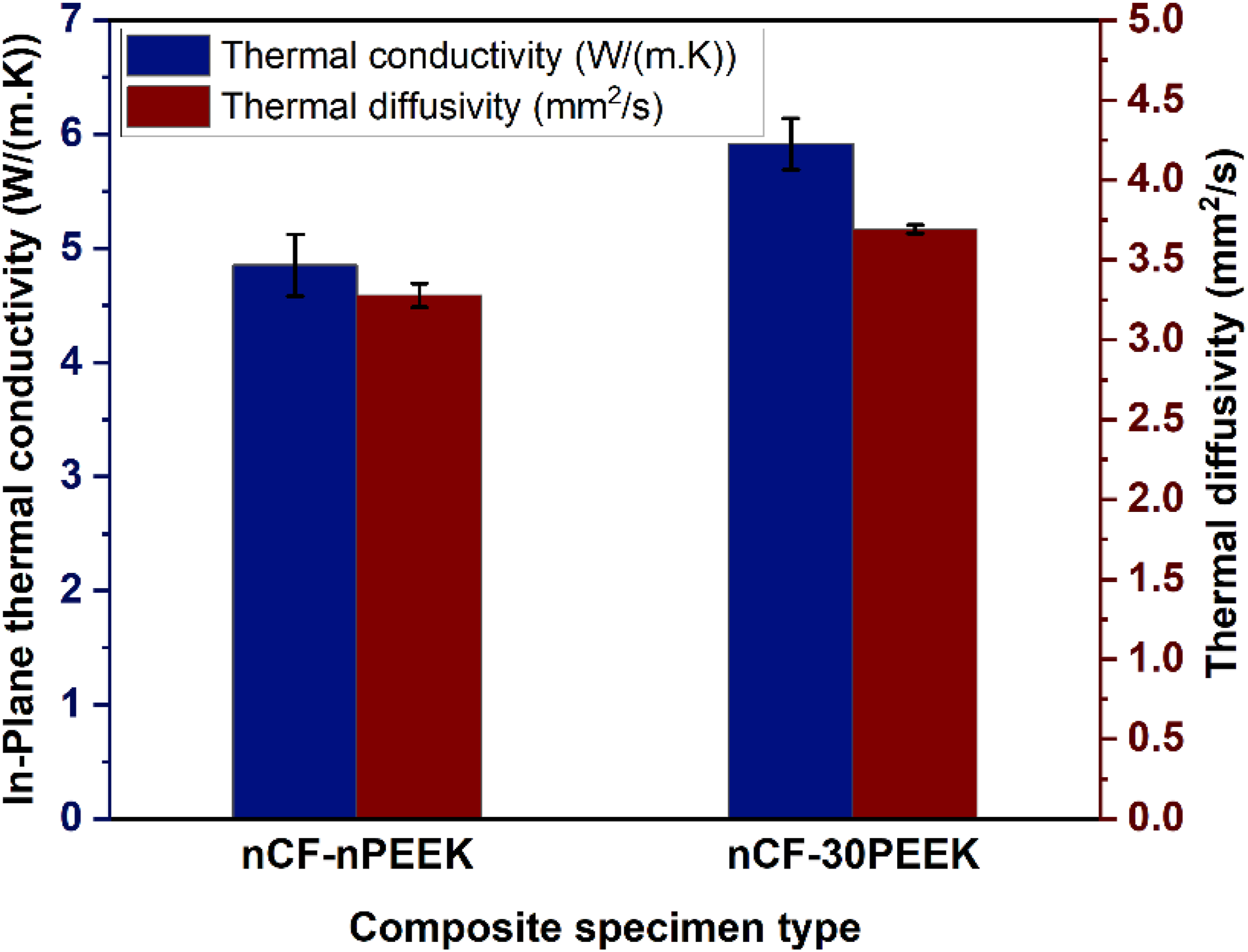
The thermal conductivity behavior of a continuous carbon fiber polymeric composite is anisotropic due to the intrinsic nature of carbon fibers, whereby
Figure 6(a) presents a comparison of through-plane thermal conductivity as a function of composite architecture. The through-plane thermal conductivity values for CF-nPEEK, CF-30PEEK, hBN@CF-nPEEK, and hBN@CF-30PEEK are 0.23, 0.28, 0.53, and 1.08 W·m−1 K−1, respectively. It is evident that, compared to the reference laminate (CF-nPEEK), κ⊥ is significantly enhanced in the multiscale hBN/CF/PEEK composites. The most pronounced improvement is observed for hBN@CF-30PEEK, where the combined effect of matrix-level hBN incorporation and interfacial hBN deposition leads to a 369.13% increase in through-plane thermal conductivity. These results indicate that electrospray-deposited hBN particles create additional thermal contact points and percolation pathways between adjacent carbon fiber plies, facilitating heat transfer in the direction perpendicular to the laminate plane. (a) Thermal conductivity in through-plane direction and (b) bulk thermal conductivity of composite samples.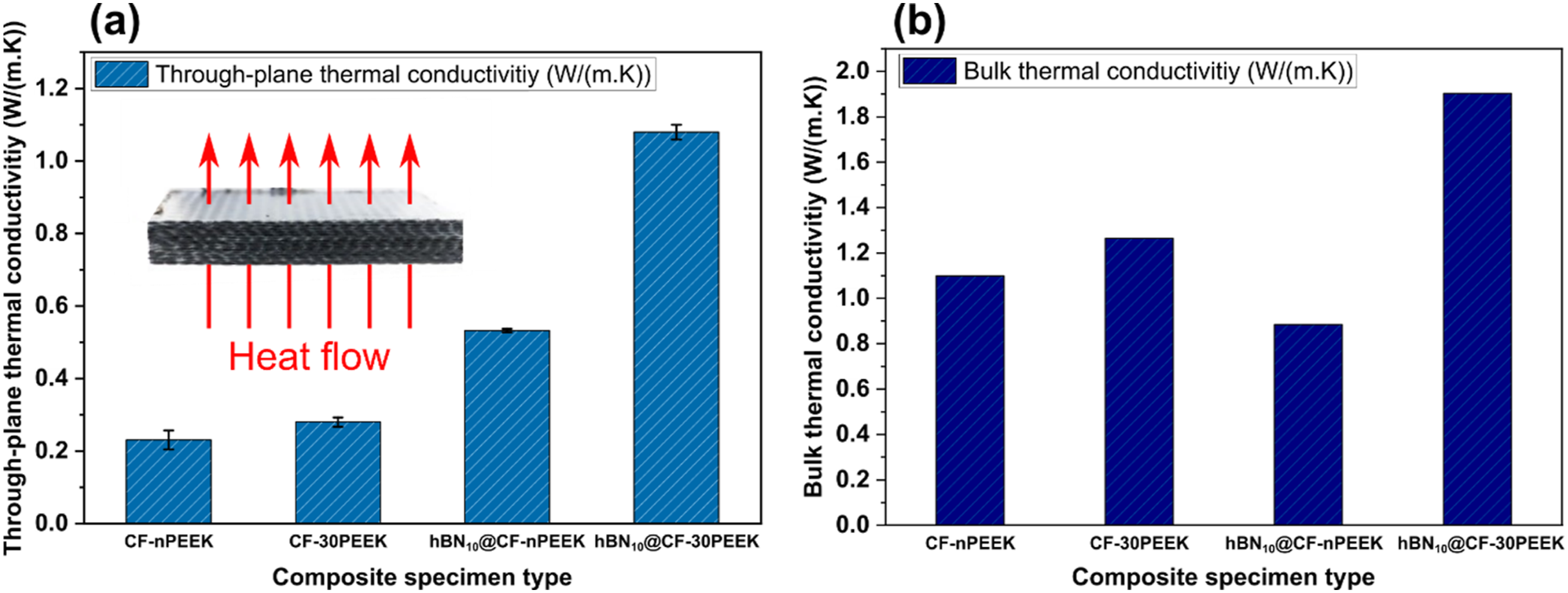
This synergistic effect is further reflected in the bulk thermal conductivity of the composites (Figure 6(b)). The bulk thermal conductivity of hBN@CF-30PEEK reaches 1.90 W·m−1 K−1, corresponding to a thermal conductivity enhancement of 73.15% relative to CF-nPEEK. Notably, the bulk thermal conductivity of hBN@CF-nPEEK remains lower than that of hBN@CF-30PEEK, underscoring the importance of combining interfacial thermal bridging with a thermally conductive matrix film to achieve effective three-dimensional heat transport. In principle, increasing the amount of electrospray-deposited hBN on the carbon fiber substrate may further enhance through-plane and bulk thermal conductivity; however, this parameter was intentionally kept constant in the present study to maintain architectural control and enable direct comparison between composite configurations.
Mechanical performance of multiscale hBN/CF/PEEK composites under tensile loading
The stress–strain response of the composite laminates under tensile loading is presented in Figure 7(a), while the tensile strength and Young’s modulus of the specimens are summarized in Figure 7(b). All reported mechanical properties represent average values obtained from at least three independent specimens. For all composite configurations, a characteristic instantaneous failure behavior typically associated with continuous carbon fiber reinforcement is observed. The maximum stress (σ_max) and strain at failure (ε_f) vary depending on the type of carbon fiber architecture (neat CF vs electrosprayed CF) and the type of matrix film (neat PEEK vs 30 wt% hBN-filled PEEK). (a) Tensile stress versus strain curves of the composite specimens and (b) Mechanical properties in terms of tensile moduli and tensile strength.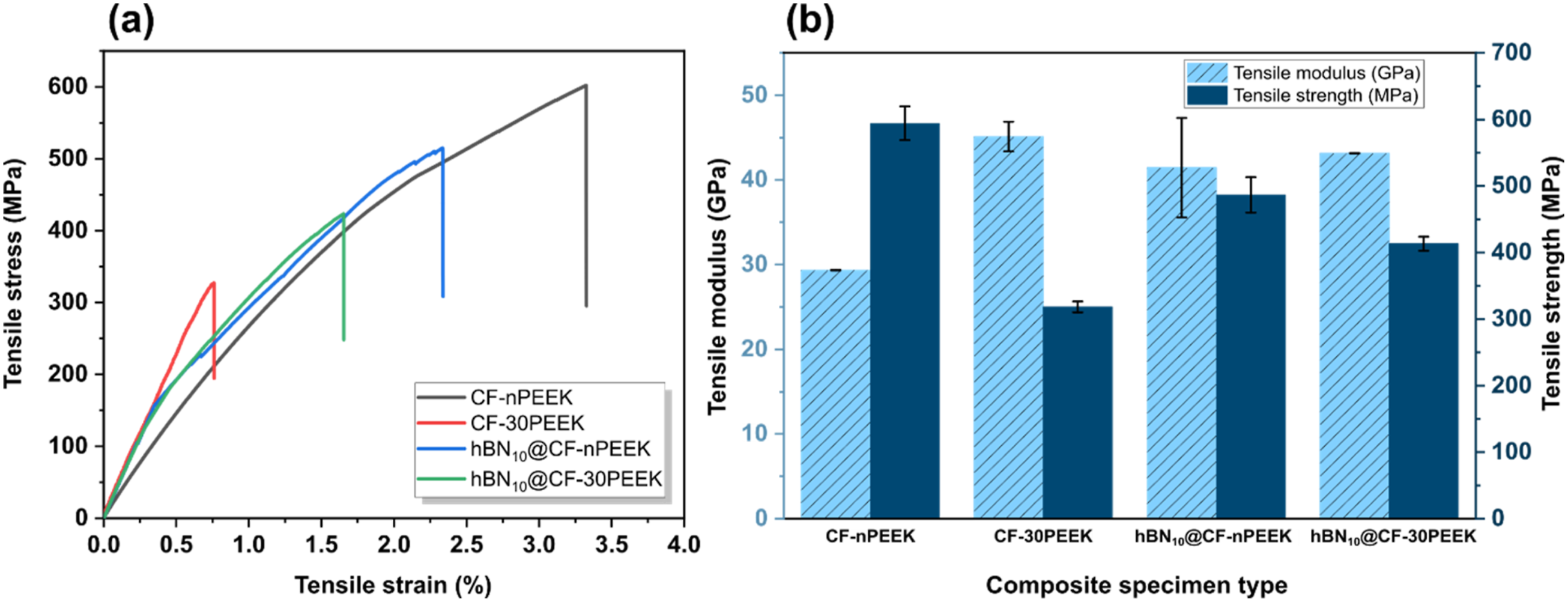
Specimens with neat carbon fiber reinforcement, CF-nPEEK and CF-30PEEK, exhibit a single dominant stress drop at σ_max values of 601.83 MPa and 327.38 MPa, occurring at failure strains of 3.32% and 0.76%, respectively. In contrast, for the electrosprayed specimens, tensile strength and failure strain values of 515.44 MPa and 2.33% are recorded for hBN10@CF-nPEEK, while hBN10@CF-30PEEK exhibits corresponding values of 424.13 MPa and 1.64%. It is evident that the incorporation of hBN particles, either within the matrix film or through direct deposition onto the carbon fiber fabric, modifies the tensile response of the composites by reducing tensile strength and strain at failure in the hierarchical CF/PEEK systems. This behavior is attributed to localized stress concentration and reduced load redistribution capability arising from the presence of rigid hBN particles at the fiber–matrix interface. For example, the addition of approximately 0.12 wt% hBN directly onto the carbon fiber surface results in multiple stress drops in the hBN10@CF-nPEEK specimen, initiating at a strain value of approximately 2.03%. Such stress drops have been associated with progressive carbon fiber breakage, 56 which ultimately triggers global failure once the polymer matrix is no longer able to redistribute the applied stress following substantial fiber fracture. As interfacial interactions play a critical role in stress transfer and failure mechanisms in fiber-reinforced composites, optimizing the hBN/matrix and hBN/fiber interfaces represents a promising pathway to mitigate this drawback. In this context, surface functionalization of hBN 57 (e.g., via silane modification) has been shown to significantly enhance interfacial bonding, leading to improved stress transfer efficiency and enhanced thermo-mechanical performance in CF/hBN/polymer composites. Although the present study focuses on non-functionalized hBN to elucidate fundamental structure-property relationships, such interface-engineering strategies offer substantial potential for tuning the mechanical behavior and further improving the industrial applicability of these composites.
The stiffness of CF/PEEK composites improves markedly with the incorporation of hBN particles. Figure 7(b) shows that the tensile moduli of CF-nPEEK, CF-30PEEK, hBN10@CF-nPEEK, and hBN10@CF-30PEEK specimens are 29.35 GPa, 45.12 GPa, 41.44 GPa, and 43.16 GPa, respectively. On average, the tensile modulus of the hBN10@CF-30PEEK composite increases by 54.25% relative to CF-nPEEK. This enhancement reflects the high intrinsic stiffness of hBN platelets and their effective contribution to load transfer within the multiscale composite architecture. Consistent with these observations, previous studies have reported that polymer composites reinforced with hBN exhibit higher elastic moduli compared to their unfilled counterparts,12,34,57.
Microscopic analysis of failure mechanisms
SEM fractography was conducted to investigate dominant failure modes in the composite laminates (Figure 8). Different combinations of matrix type and fiber treatment led to variations in fracture behavior, including matrix failure, fiber breakage, fiber pull-out, and interface debonding. The extent of these failure modes depends on the type of carbon fiber fabric (neat or electrosprayed) and the amount of hBN filler present in the hierarchical composites. Figure 8(a) shows the post-failure surface of the CF-nPEEK specimen. Globally, tensile failure in this composite is characterized by extensive fiber breakage and fiber splitting. The warp carbon fibers, oriented parallel to the loading direction, exhibit pronounced fibrillation of the PEEK matrix, and fiber tracks or imprints left by pulled-out fibers are clearly visible. Fibrillation is associated with plastic deformation of the matrix and is recognized as an energy absorption mechanism in CF/PEEK composites.
59
Such fibrillation is not observed in the remaining specimens, as the dominant failure mode transitions from ductile to brittle fracture and the CF/PEEK interface weakens in the presence of hBN particles. Failure surface analysis of composite samples subjected to tensile loading and SEM fractography results. (a) CF-nPEEK sample showing instances of fiber breakage, fiber tracks left by de-bonded/pulled carbon fibers, and fibrillation of PEEK matrix, (b) fiber/matrix debonding and fiber breakage occurring in CF-nPEEK, (c) hBN filler particles dispersed in the PEEK matrix and matrix failure in terms of yielding and cracking in CF-30PEEK, (d) Intra/inter ply delamination failure and matrix cracking in a direction parallel to the loading axis in hBN10@CF-nPEEK, and (e) hBN platelets (marked with yellow circles), fiber breakage, and fiber tracks left by de-bonded carbon fibers in hBN10@CF-30PEEK sample.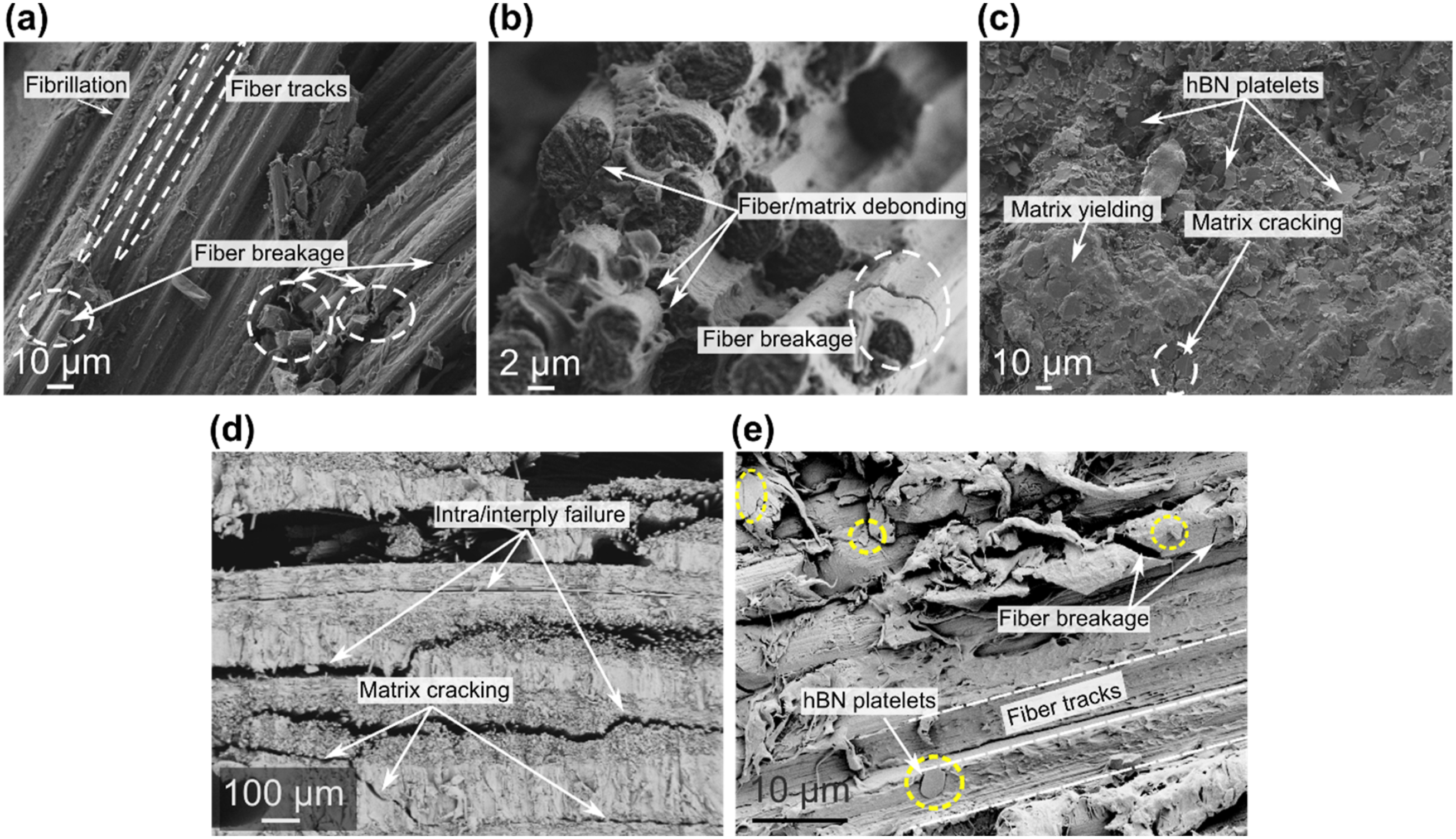
Figure 8(b), shows the fracture surface of the weft fibers in the CF-nPEEK specimen, where the applied stress is perpendicular to the fiber direction. In this case, interface failure in the form of fiber–matrix debonding is observed in the weft carbon fibers. In the hBN10@CF-30PEEK specimen, global failure is characterized by interlaminar delamination along the loading direction, with fewer instances of fiber breakage compared to CF-nPEEK. Figure 8(c) shows the failure surface of the hBN10@CF-30PEEK specimen, where hBN particles dispersed within the PEEK matrix can be clearly identified together with matrix micro-cracking and localized yielding. The presence of rigid hBN particles hinders effective load transfer between the PEEK matrix and carbon fibers, promoting premature matrix-dominated failure. This mechanism explains the lower tensile strength of the hBN10@CF-30PEEK specimen compared to CF-nPEEK, as discussed in Figure 7(b).
For the electrospray-treated carbon fiber samples, the failure surfaces are presented in Figures 8(d) and (e). Both hBN10@CF-nPEEK and hBN10@CF-30PEEK exhibit reduced tensile strength and strain at failure relative to the CF-nPEEK specimen. In the case of hBN10@CF-nPEEK (Figure 8(d)), multiple instances of intraply delamination are observed in the transversely loaded weft carbon fibers. For the warp fibers, in addition to interply failure, crack deflection within the matrix is evident, indicating a matrix-dominated failure mode. Insufficient interfacial interactions between the matrix and carbon fibers, combined with debonding, lead to global failure at substantially lower tensile stresses than those observed for CF-nPEEK.
A similar fiber pull-out behavior is observed in the hBN10@CF-30PEEK specimen (Figure 8(e)), where rosette-type tracks left by pulled fibers indicate unstable crack propagation within the PEEK matrix. Overall, the enhanced thermal conductivity performance of CF-30PEEK, hBN10@CF-nPEEK, and hBN10@CF-30PEEK (see Figure 6) is accompanied by earlier damage initiation and propagation compared to CF-nPEEK, highlighting a structure–property balance between thermal transport enhancement and tensile mechanical performance in these multiscale composites. Additional cross-sectional SEM analysis provided in the Supplementary Information (see Figure S5 and S6) further supports these observations by revealing pronounced interfacial debonding and shear-driven interlaminar delamination in hBN-containing laminates, particularly in CF-30PEEK and hBN@CF-30PEEK configurations. In contrast, neat CF/PEEK laminates exhibit more stable crack growth and fiber-dominated failure, indicating stronger interfacial load transfer. These supplementary fractography results confirm that the incorporation of hBN alters the interfacial stress distribution and shifts the dominant failure mechanism from fiber-dominated fracture toward matrix- and interface-controlled damage.
Conclusions
In the present study, thermally conductive multiscale hBN/CF/PEEK composite laminates were fabricated using a stepwise, manufacturing-oriented approach that integrates continuous film extrusion of crystalline hBN/PEEK films with prepreg-scale composite processing. Unlike conventional solution-based or powder-processing routes, the use of twin-screw compounding followed by continuous extrusion enabled the scalable production of dimensionally controlled and highly crystalline PEEK films containing wt% hBN. These films exhibited enhanced thermal conductivity (2.04 W·m−1 K−1) and thermal diffusivity (1.40 mm2·s−1), which can be attributed to optimized crystallinity and the formation of effective thermal transport pathways within the polymer matrix. Leveraging the combination of hBN’s high thermal conductivity and electrical insulation, these films demonstrate strong potential for next-generation thermal management applications.
By directly integrating the extruded films into a film-stacking process with carbon fiber plies, hierarchical CF-30PEEK laminates were manufactured, achieving a significant improvement in in-plane thermal conductivity (5.91 W·m−1 K−1, corresponding to a 21.88% increase relative to neat CF/PEEK). In addition, interfacial modification via electrospray deposition of hBN onto carbon fiber surfaces effectively addressed the intrinsic limitation of through-thickness heat transport, leading to a pronounced enhancement in through-plane thermal conductivity (up to +369.13%). This dual-scale design strategy enabled improved thermal management while simultaneously increasing laminate stiffness (up to ∼44 GPa). Microscopic failure analysis further demonstrated how interface architecture alters dominant damage mechanisms, providing mechanistic insight into the observed mechanical response.
This study demonstrates a scalable and reproducible processing framework that links continuous composite film extrusion with thermoplastic composite laminate manufacturing. Rather than relying on laboratory-scale or solvent-assisted methods, the proposed approach offers an industry-relevant pathway for designing thermally managed CF/PEEK composites. The findings highlight how controlled architecture at both the matrix and interface levels can be leveraged to balance thermal performance and mechanical integrity, supporting the development of advanced thermoplastic composites for aerospace and other high-performance structural applications.
Supplemental material
Supplemental material - Scalable manufacturing of thermally conductive carbon fiber reinforced polyetheretherketone composites via continuous hBN-filled film extrusion
Supplemental material for Scalable manufacturing of thermally conductive carbon fiber reinforced polyetheretherketone composites via continuous hBN-filled film extrusion by Saher Gul, Mehmet Yildiz, Burcu Saner Okan in Journal of Thermoplastic Composite Materials
Footnotes
Declaration of conflicting interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This project is supported by the Turkish Energy Nuclear and Mineral Research Agency-National Boren Research Institute (TENMAK-BOREN) with the project number 2020-31-07-15-002.
Supplemental material
Supplemental material for this article is available online.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}