
Abstract
An increasing demand persists for advanced materials such as polymer nanocomposites with improved thermal and mechanical properties while preserving their electrical insulation. Accordingly, hexagonal boron nitride (hBN) and silicon carbide (SiC) reinforced polypropylene (PP) nanocomposites were prepared both with and without the use of a titanate (Ti)-based coupling agent. The influence of the filler content and the use of a compatibilizing agent on the final properties were investigated. PP/hBN/SiC and PP/Ti-hBN/Ti-SiC hybrid polymer nanocomposites reinforced at various filler contents (20 wt.%, 40 wt.%, and 50 wt.%) were produced using mechanical mixing and compression molding methods. As the filler content increased, the elastic modulus of PP improved by 57%, and mechanical strength was notably enhanced. The use of Ti was found to promote a more homogeneous distribution of the fillers, improving flexibility and impact resistance. Thermal analyses showed that the fillers improved the thermal properties of PP, while excessively high filler contents could lead to adverse effects. The thermal conductivity increased by 216% for the 20 wt.% hBN/SiC-filled samples compared to pure PP, and this increase reached 248% for the titanate-treated samples. These results highlight the potential of PP-based nanocomposites for industrial applications and emphasize the need for optimization.
Keywords
Introduction
Today, the importance of electric cars is increasing, and automobile manufacturers are continuously improving the integration of systems in electric cars. In this context, efforts are primarily focused on increasing battery capacity and reducing energy consumption. One of the major challenges facing electric cars is their short range. Overcoming this limitation is essential for electric vehicles to replace traditional internal combustion engine vehicles in the future.
One effective strategy to address this challenge is reducing vehicle weight. Lower vehicle weight leads to decreased energy consumption by the electric motor, thereby extending battery life and increasing driving range.1,2 Consequently, the automotive industry is increasingly focused on developing lightweight electric vehicles that reduce carbon emissions. This approach aims to minimize fossil fuel consumption and promote sustainability. In recent years, this objective has gained global importance, and following the signing of the Paris Agreement in 2016, reducing carbon emissions became a long-term international commitment. Within this framework, the use of polymer composite materials in electric vehicle battery packs has attracted significant attention. Recent advancements in thermoplastic composite materials for aerospace and automotive applications have highlighted the potential of these materials for lightweight structural components. 3
A primary reason for the limited range of electric vehicles is the current inadequacy of battery technology. Despite continuous advancements, existing batteries still suffer from limited energy density and capacity. 4 Among the various strategies proposed to overcome this issue, reducing the weight of the battery packs through the use of polymers and polymer composites presents a promising solution due to their lightweight nature, low cost, and recyclability. Replacing traditional heavy metallic components with polymer composites can significantly reduce battery pack weight. Moreover, polymer composites are environmentally friendly and contribute to sustainability, making them attractive candidates for battery pack and electric vehicle component applications. The development of joining techniques and interfacial engineering in thermoplastic composites further enhances their applicability in load-bearing and thermally demanding components. 5
One of the major limitations of polymer composites is their relatively poor flame resistance and limited mechanical performance under demanding conditions.6–8 To address these challenges, the incorporation of functional fillers such as graphene, hexagonal boron nitride (hBN), and silicon carbide (SiC) into polymer matrices has been widely investigated.9–16 These additives not only enhance the mechanical properties of polymer composites but also significantly improve their thermal conductivity. Enhanced thermal conductivity enables efficient thermal management while maintaining electrical insulation due to the intrinsically insulating nature of these fillers. As a result, such composites can be safely and effectively utilized in electric vehicle battery packs and other industrial applications. In addition, fillers such as hBN and SiC contribute to improved flame retardancy of polymer composites.
Previous studies have reported that hybrid composites based on polystyrene, PP, and boron nitride exhibit high thermal conductivity values (>5.5 W/m.K), indicating their suitability for thermal management applications. 17 In another study, polymer composites based on chlorinated polyethylene (CPE) and multi-walled carbon nanotubes (MWCNTs) were prepared and characterized. The results showed that composites produced via mechanical mixing exhibited a low percolation threshold, enabling noticeable changes in electrical and thermal conductivity at relatively low filler contents without compromising structural integrity. 18
Boron nitride is an electrically insulating ceramic material, and in its hexagonal form, it exhibits high thermal conductivity (29–300 W/m.K) along with excellent flame-retardant properties.19,20 Previous studies have demonstrated that the incorporation of hBN into polyamide 6 results in enhanced flame retardancy, achieving a UL-94 V-0 rating. 12 In addition, porous BN has been reported to provide similar flame-retardant and fire-protection characteristics and has been suggested for use in recycling processes involving fire risks.13,21 Furthermore, exfoliated hBN particles have been shown to enhance the thermal conductivity of thermoplastic composites without adversely affecting mechanical properties. For example, composites containing 29 wt.% hBN achieving a thermal conductivity of 0.721 W/m.K. 22
SiC, is a highly durable and thermally stable ceramic material with excellent flame-retardant properties, attributed to its high hardness, high thermal conductivity (30–490 W/m.K), chemical corrosion resistance, and non-flammability. 23 The incorporation of SiC into silicone rubber composites has been reported to increase the limiting oxygen index (LOI) of the rubber by 10.5%, with the addition of 10 wt.% SiC, resulting in UL-94 V-0 classification. Moreover, significant improvements in thermal stability, chemical resistance, and flame retardancy have been observed in PANI-co-PAA/f-SiC films with increasing nano-SiC content. 16 In addition, studies on reaction-bonded silicon carbide composites have demonstrated that increasing carbon particle and fiber content leads to notable microstructural changes and mechanical enhancements, including a 49% increase in fracture toughness after annealing. 15
Thermoplastic composites’ performance is highly dependent on processing history, filler dispersion, and interfacial bonding. For example, thermal history significantly affects rheology, crystallization, and fusion joint strength in high-performance composites. 24 Moreover, hygrothermal ageing and fiber architecture play a critical role in long-term durability and mechanical stability. 25 Natural fiber-reinforced thermoplastic composites have also been highlighted for their lightweight and sustainable properties, making them attractive for battery pack applications and other industrial uses. 26
Tetraethyl orthotitanate (Ti) is a liquid precursor widely used in the synthesis of titanium-based materials and titanium oxide coatings. Due to its ability to hydrolyze in the presence of moisture and subsequently form titanium oxide networks, it is commonly employed in sol–gel processes for producing thin films, coatings, and ceramic materials. The heat and corrosion resistance of titanium-based compounds make them suitable for advanced applications in electronics, optics, and catalysis. Previous studies have reported that titanate coupling agents improve particle–matrix interactions in polymer nanocomposites. For instance, the use of titanate in PVC/CaCO3 composites resulted in enhanced interfacial bonding, reduced void formation, and modified mechanical behavior, as confirmed by scanning electron microscopy and finite element analyses. 27 However, to the best of our knowledge, no studies have reported on PP/hBN/SiC composites incorporating titanate as a compatibilizing agent.
In this study, thermally conductive and electrically insulating polypropylene-based nanocomposites containing hexagonal boron nitride (hBN) and silicon carbide (SiC) fillers were developed using a titanate-based coupling agent for potential electric vehicle battery pack applications. While polymer composites incorporating ceramic fillers have been previously reported, the synergistic combination of hybrid hBN/SiC fillers with titanate surface modification in a PP matrix has not been systematically investigated.
The primary objective of this work is to simultaneously enhance thermal conductivity, mechanical performance, and flame retardancy while maintaining electrical insulation and lightweight characteristics. PP/hBN/SiC nanocomposites with different hBN/SiC weight ratios (20%, 40%, and 50%) were prepared via mechanical mixing and compression molding. Although high filler loadings lead to reduced flexibility and processing challenges, such compositions are relevant for rigid battery pack components where thermal management is prioritized over ductility. In addition, PP/Ti-hBN/Ti-SiC nanocomposites were fabricated using fillers surface-treated with tetraethyl orthotitanate to improve interfacial compatibility.
A comprehensive set of analyses, including thermal and electrical conductivity, microstructural characterization, mechanical properties, thermal stability, phase transitions, and flame-retardancy testing, was systematically performed to elucidate the structure-property relationships and assess the suitability of the developed composites for advanced electric vehicle battery pack applications.
Experimental section
Materials
In this study, polypropylene (reference number: PP100), supplied in powder form by Aplus, was used as the matrix. The company reported the density of the PP raw material as 0.897–0.905 g/cm3, the melting temperature as 160°C, and the average particle size as 100 µm. Hexagonal boron nitride, which was used as an additive in the polymer composite production, was supplied by Bortek/Türkiye. The manufacturer reported the density of the material as 2.27 g/cm3, and the average particle diameter was 121 nm. 28 Another additive, silicon carbide, was obtained from Nanokar/Türkiye, with a density of 3.07–3.15 g/cm3 and a mean particle size of 45–75 µm. Tetraethyl orthotitanate, used as a compatibilizer in nanocomposite materials, was supplied by Sigma Aldrich in liquid form with a density of 1.08 g/cm3.
Treatment of hBN and SiC additives with Ti
To ensure an even and homogeneous distribution of the additives into the matrix to produce hybrid polymer nanocomposite samples, equal amounts of hBN and SiC were first weighed and placed in separate beakers. Then, to remove moisture on the surface of the additives, the powdered additives were dried in an oven at 100°C for approximately 2 h. Ethanol was then added to each additive, and the prepared mixtures were stirred for 10 min using a magnetic stirrer at 1000 rpm. Subsequently, 2.5 wt% of Ti was added to each mixture and then mixing continued for approximately 2 h using a mechanical stirrer to complete the coating.29,30 In the final stage, the untreated and treated fillers were dried in an oven at 100°C for approximately 2 h to remove moisture and remaining ethanol, as represented in Figure 1. Preparation of Ti-hBN and Ti-SiC.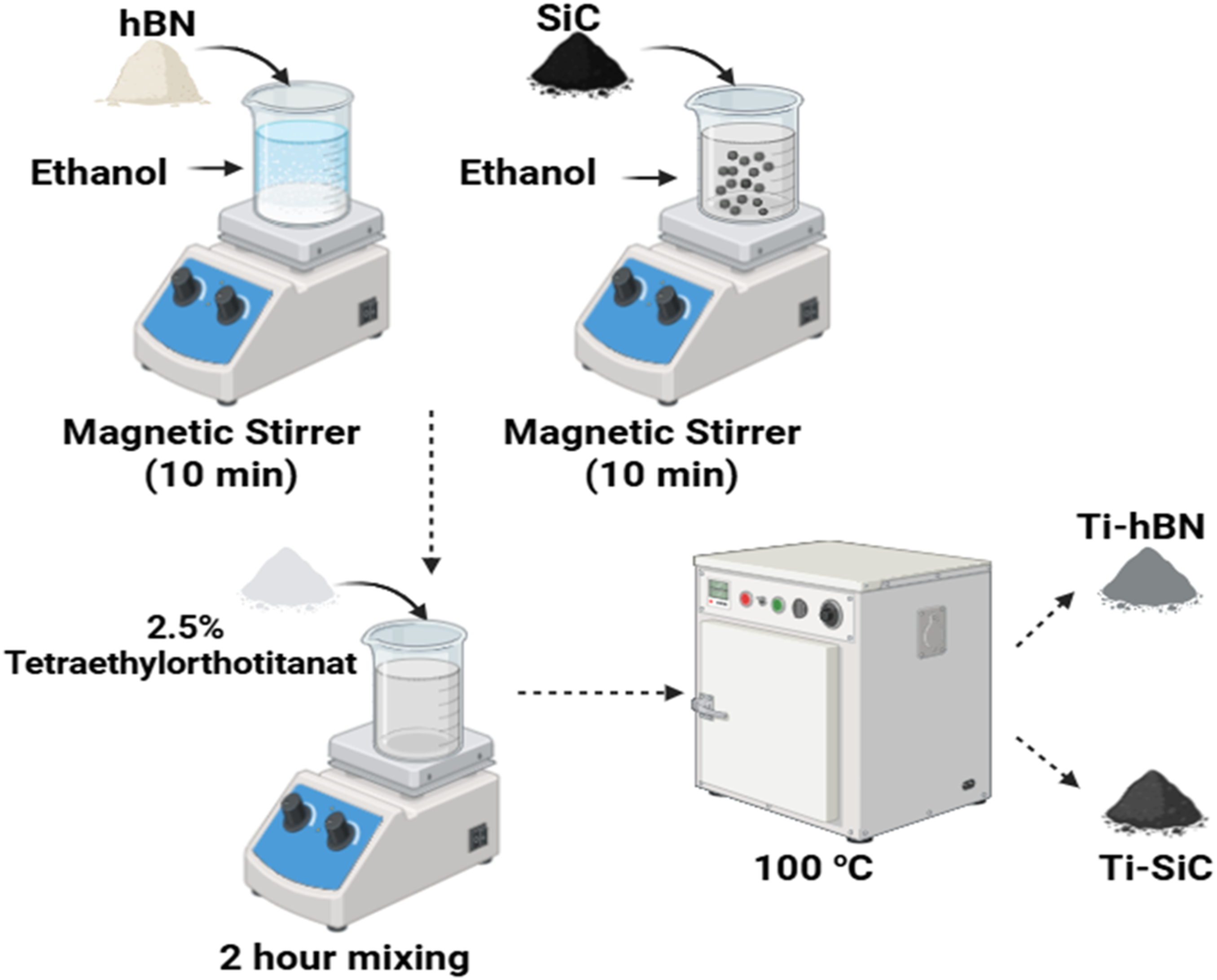
Production of PP/hBN/SiC and PP/Ti-hBN/Ti-SiC hybrid polymer nanocomposites
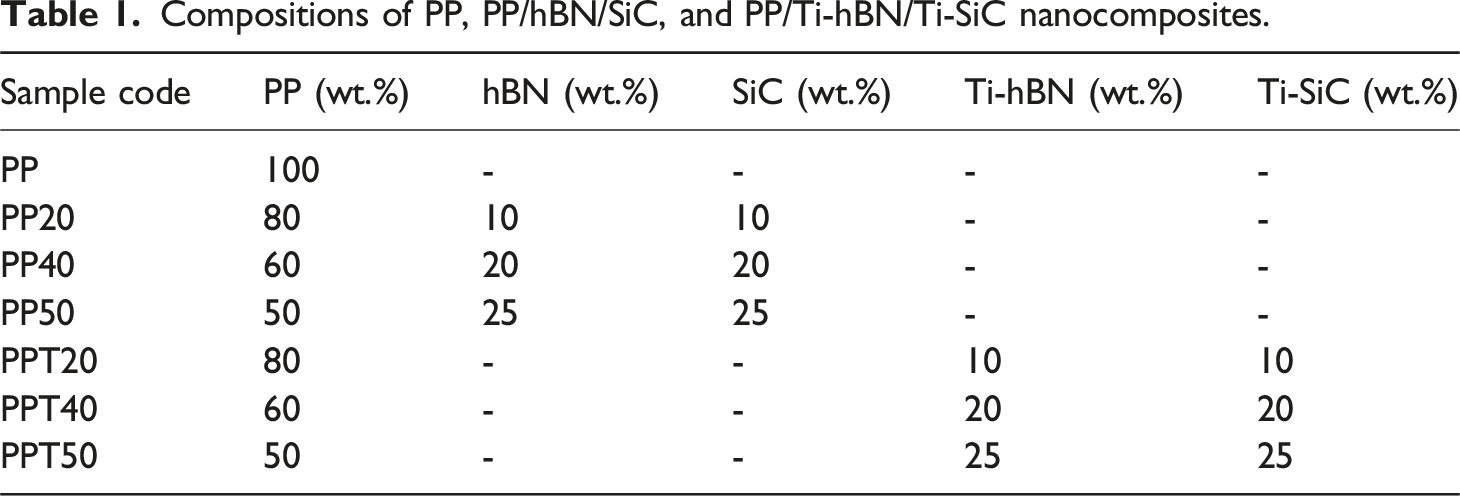
Compositions of PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites.
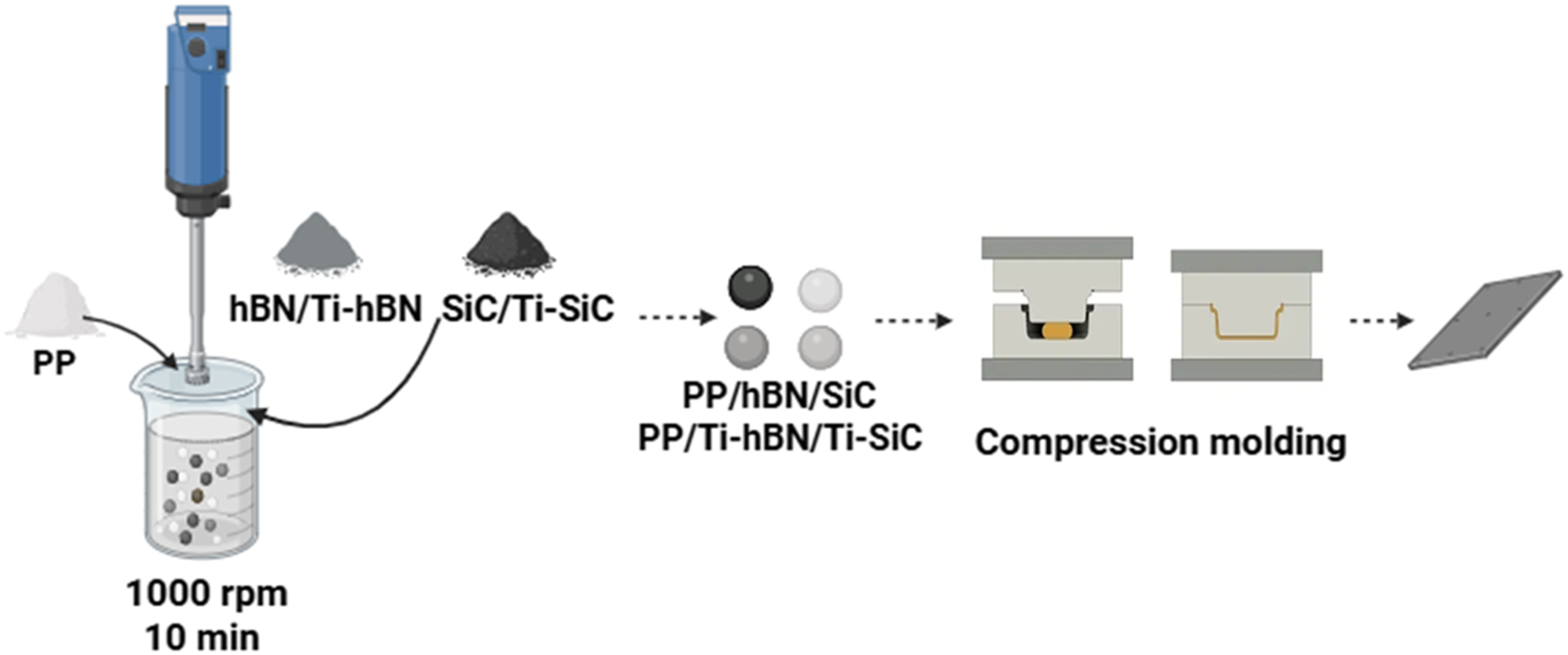
Production of PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites.
Characterization methods
Density analysis
The densities of the prepared nanocomposites were measured using a Shimadzu/AUX321 precision balance-compatible density measurement kit, which operates according to the Archimedes principle. The density (d) of the materials was calculated using
Molecular spectroscopy analysis
The molecular spectroscopy analysis of the prepared samples was performed with Fourier transform infrared spectroscopy (FTIR) measurements (Thermoscientific/Nicolet-IS50) in the wavenumber range of 4000–500 cm−1 with 16 scans.
Morphological analysis
To understand the microstructural properties of the produced PP/hBN/SiC and PP/Ti/hBN/Ti/SiC nanocomposites, high magnification scanning electron microscopy (SEM) images were recorded using a Carl Zeiss/Gemini 300 scanning electron microscope at a magnification of ×8000. Prior to imaging, the prepared specimens were coated with a gold/palladium (Au/Pd) alloy to prepare them for imaging.
Mechanical analysis
Tensile strength tests of all polymer nanocomposite samples (Table 1) were conducted at room temperature using the SHIMADZU/AGS-X mechanical testing machine with a load of 10 kN and a tensile speed of 5 mm/min. For this purpose, five specimens from each sample were prepared in accordance with the ASTM D638 standard. The results obtained allowed the determination of the elastic modulus, tensile strength, and elongation at break of the nanocomposites.
Impact tests of all prepared polymer composite samples were performed using an INSTRON/CEAST9050 5 J capacity Charpy impact testing machine following the ISO 179 standard. In these tests, the impact strength of five specimens for each sample was measured.
Thermal analysis
Thermal phase transition analyses of polymer composite samples were carried out using a TA Instruments/DSC25 differential scanning calorimeter (DSC) device. The crystallization temperatures (
Thermal resistance temperatures of the prepared nanocomposites were measured using a TA Instruments/SDT Discovery 650 thermal gravimetric analysis (TGA) device. During these measurements, the samples were heated from 35°C to 900°C at a heating rate of 10°C/min in a nitrogen atmosphere. As a result of these tests, the mass loss of the materials with temperature was recorded. The temperature at which 10% mass loss (
Thermal conductivities (k) of all nanocomposites produced in this study were measured at room temperature with the Netzsch/LFA 467 device according to ASTM C518 standard. All tests were realized for disk samples of 25 mm diameter and 4 mm thickness.
Electrical conductivity analysis
In this study, the electrical conductivity (
Vertical burning test/UL 94-V
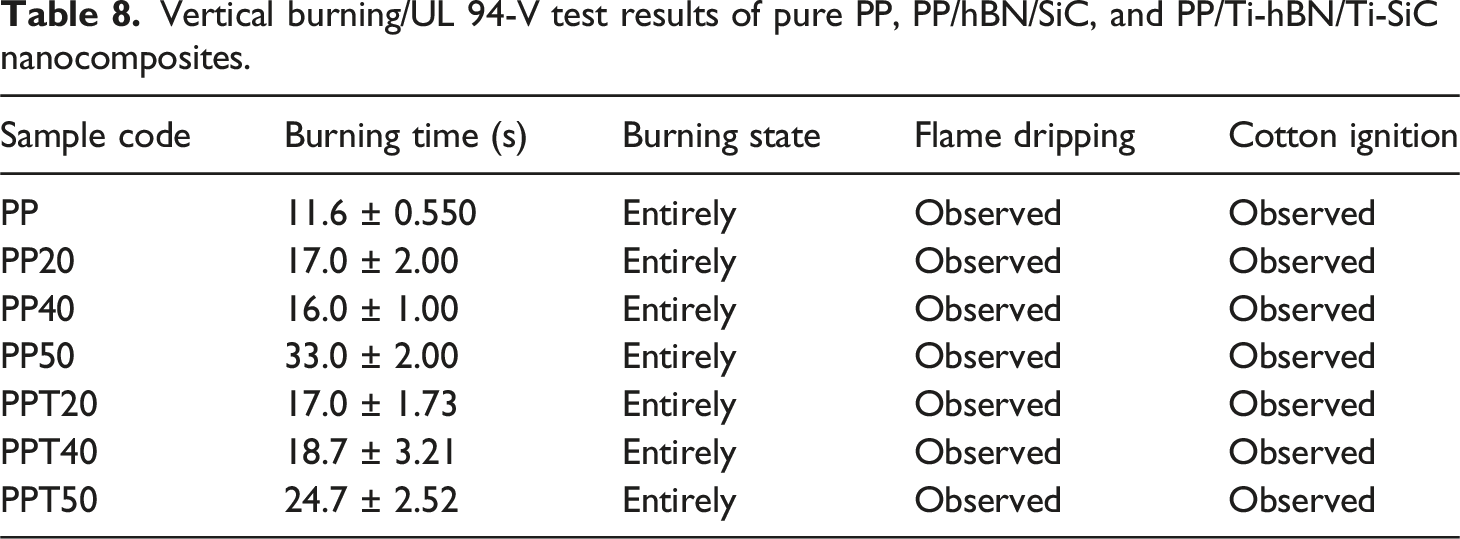
The flame retardancy properties of the prepared polymer samples were investigated using the vertical burn test (UL 94-V). UL 94-V is a flammability test that evaluates how plastic materials react to a vertical flame. The material is classified as V-0, if it extinguishes within 10 s and does not drip; V-1, if it extinguishes within 30 s and drips a small amount; and V-2, if it extinguishes within 30 s but drips enough to ignite cotton. 36 A vertical flammability assessment is not given for materials that do not meet these requirements. In the UL 94-V test conducted in this study, the vertical burn properties of the samples were tested in three replicates.
Results and discussion
Density results
The average densities changes of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites prepared at various weight ratios (Table 1) are plotted in Figure 3. From these results, the densities of the composite samples increased as the total filler ratio of hBN/SiC or Ti-hBN/Ti-SiC increased. These results were predictable because the densities of the additives (hBN and SiC) are higher than that of pure PP.
37
Furthermore, a comparison of the results of samples prepared with and without the use of a compatibilizer revealed a similar behavior, with an increase in the density value as the total additive ratio increased. Density measurement results of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites.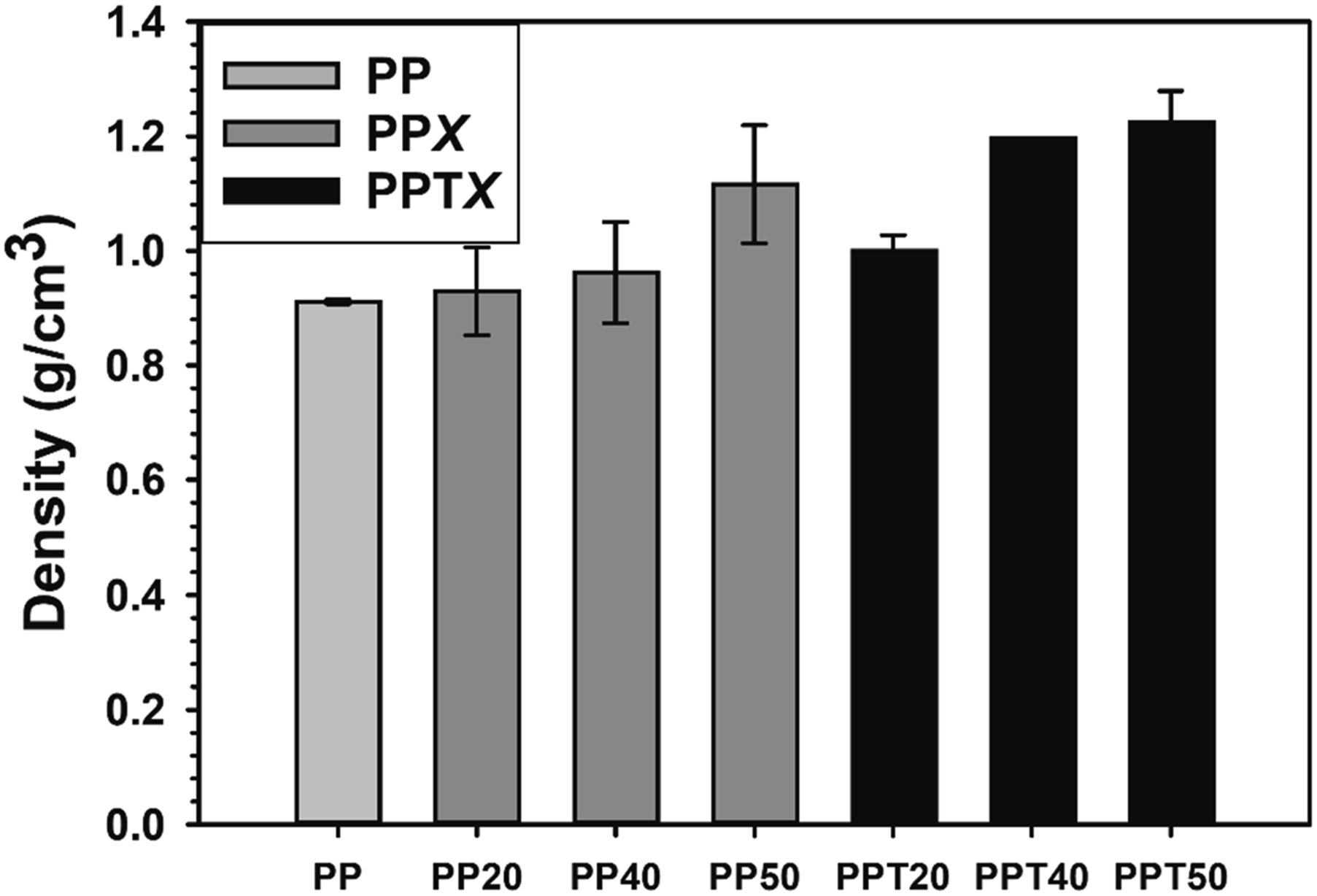
Molecular spectroscopic analysis results
The FTIR spectra of the pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites produced in this study are presented in Figure 4. From Figure 4, the characteristic CH3 and CH2 stretching peaks in the 2950–2836 cm−1 band of pure polypropylene and the C-H stretching peaks in the 1375 cm−1 band were clearly observed in nanocomposite structures containing different filler amounts. Due to SiC and hBN additives causing dilution of the polymer matrix, a directly proportional decrease in the specific peak intensities of PP (2950–2836 cm−1 band) was observed with the increase in filler content.
38
FTIR spectra of PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites.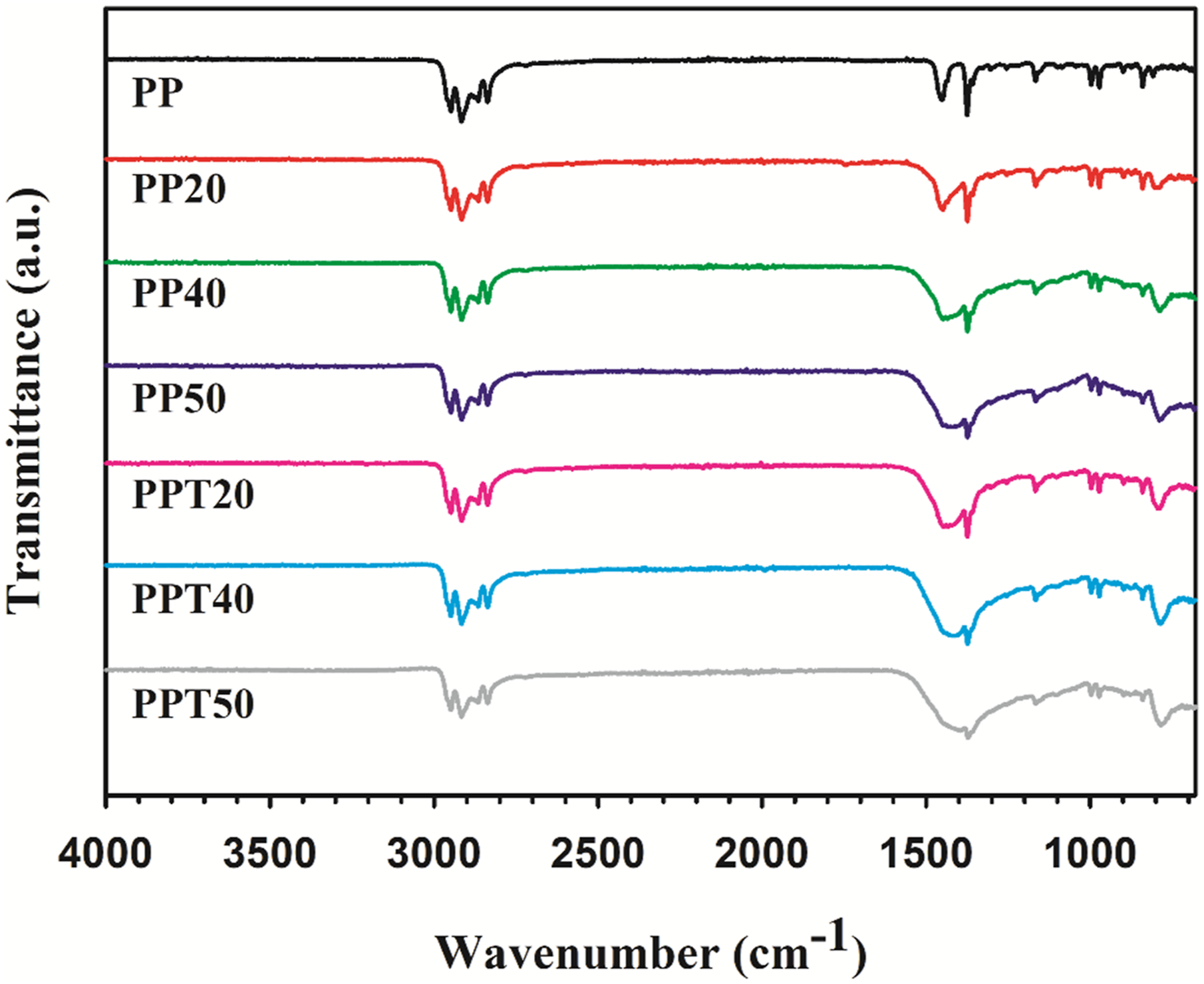
The peak observed at 1375 cm−1 in the pure PP structure is due to the symmetric deformation vibrations of the CH3 groups. A peak in the same band is expected to arise from in-plane stretching of the B-N bonds due to hBN filler. When the FTIR spectra of samples with different filler ratios were compared with pure PP, a spectral broadening around 1375 cm−1 was observed as the filler ratio increased.34,39–42
A peak in the 780 cm−1 region was expected to occur due to the B-N-B stretching of hBN. For SiC, the dominant peak should occur around 800–1100 cm−1. As seen in the FTIR spectra, the peaks in this range increased in intensity depending on the filler ratio. Similarly, samples containing compatibilizing agent were found to exhibit broader spectral peaks in the same peak area.43–47
FTIR analysis results demonstrate the successful incorporation of hBN/SiC and Ti-hBN/Ti-SiC additives into the PP matrix. Significant shifts, peak broadening, and intensity changes were observed as the filler ratio increased, indicating stronger additive-matrix interactions. From these results, it can be concluded that Ti-hBN/Ti-SiC fillers have a more pronounced effect compared to hBN/SiC fillers.
Morphological analysis results
SEM images of the prepared pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites are recorded at ×8000 magnification. Comparative images of the pure PP sample and the hBN/SiC-filled nanocomposites are presented in Figure 5, while images of the pure PP sample and the nanocomposites containing Ti-treated fillers (Ti-hBN/Ti-SiC) are shown in Figure 6. From Figure 5, it was observed that the fillers in the PP/hBN/SiC nanocomposite structures were not homogeneously distributed, and agglomerates appeared as the total hBN/SiC filler ratio increases. The sizes of these agglomerates generally vary between 1 and 5 µm and were concentrated in certain areas of the surface, negatively affecting the homogeneity of the nanocomposites. It has been reported in the literature that the formed agglomerates as the filler ratio increases in PP composites containing hBN, can affect negatively the final mechanical properties of the material.
22
On the other hand, the analysis performed to understand the effect of the titanate treatment, presented in Figure 6, demonstrated that this agent helped the fillers to disperse more homogeneously within the polymer matrix. It is thought that the titanate treatment increases the compatibility of the fillers with the PP matrix by lowering their surface energy, thus providing better dispersion properties. There is evidence in the literature that the use of titanate-based compatibilizer improves the particle dispersion in polymer nanocomposites, thus enhancing mechanical and thermal properties.
27
SEM images of pure PP and PPX nanocomposites recorded at ×8000 magnification: (a) PP, (b) PP20, (c) PP40, and (d) PP50. SEM images of pure PP and PPTX nanocomposites recorded at ×8000 magnification: (a) PP, (b) PPT20, (c) PPT40, and (d) PPT50.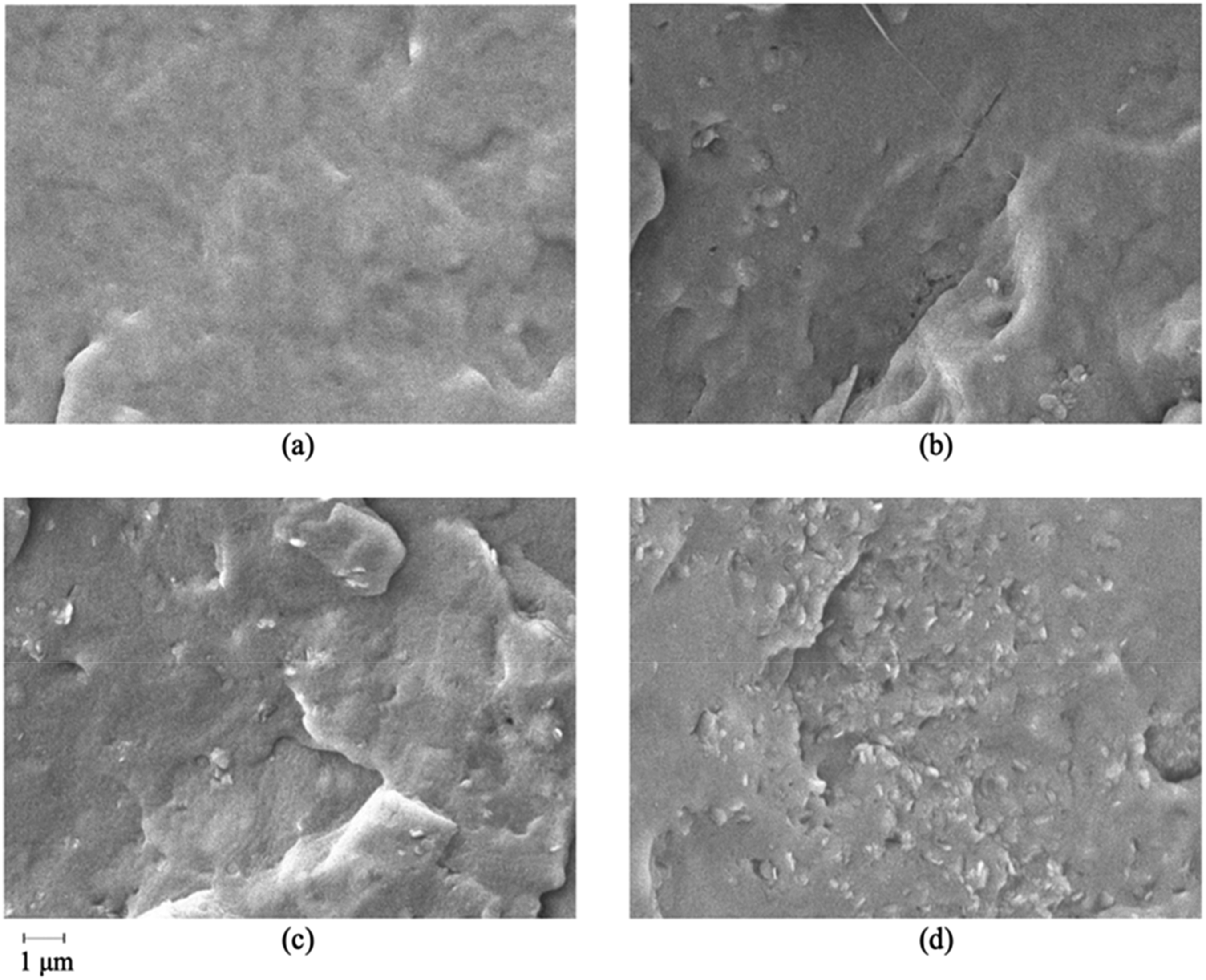
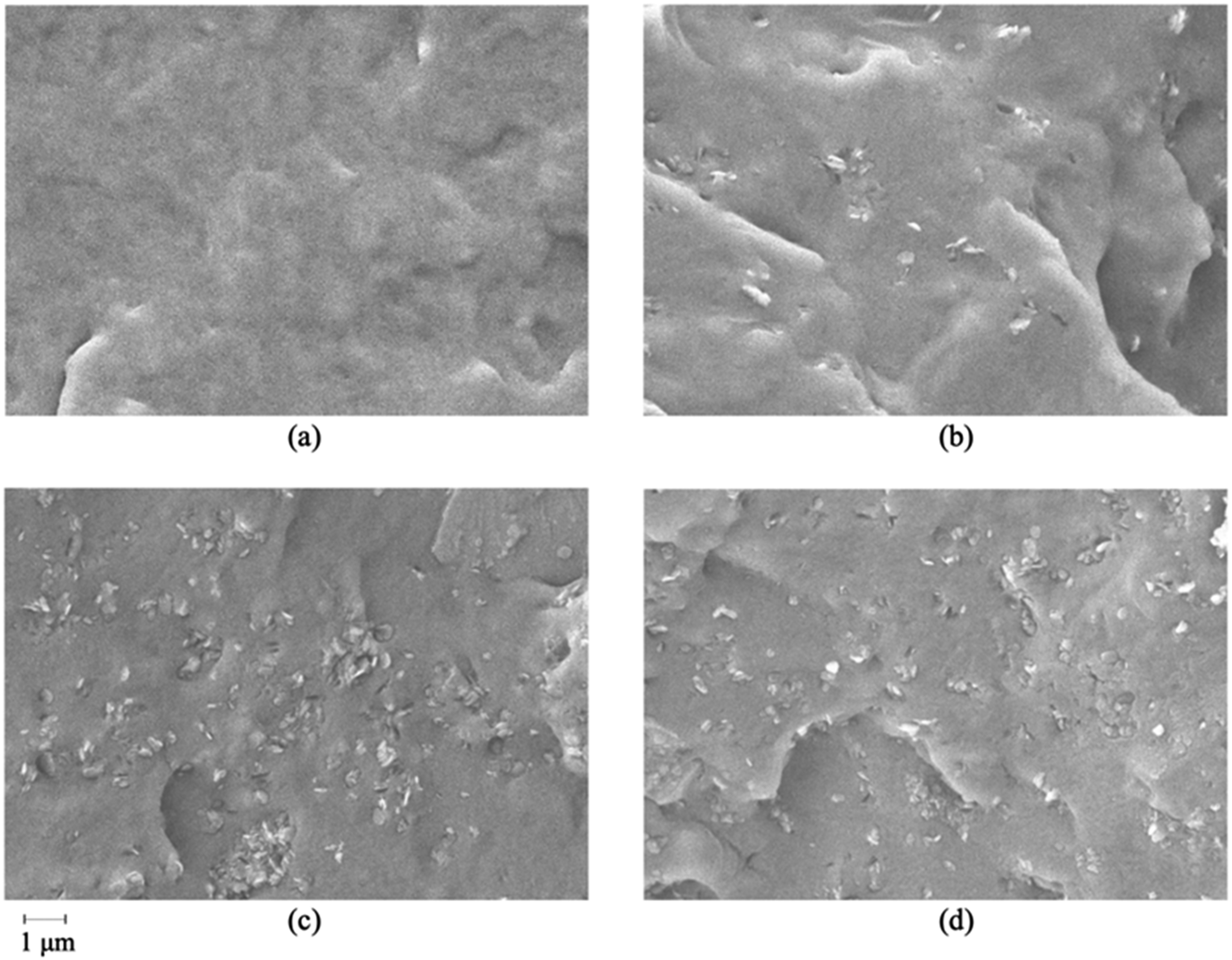
In conclusion, SEM analyses showed that the homogeneity and distribution of additives in the microstructure of nanocomposites varied depending on the filler ratio and the use of compatibilizing agent. It was observed that hBN/SiC additives exhibited a tendency to agglomerate at high concentrations (40 wt.% and 50 wt.%), but titanate-treated hBN/SiC additives significantly reduced this problem. These findings highlight the critical importance of using a compatibilizing agent in nanocomposite design and are consistent with similar studies in literature.22,27
Mechanical properties results
Tensile test results
Tensile test results of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites.
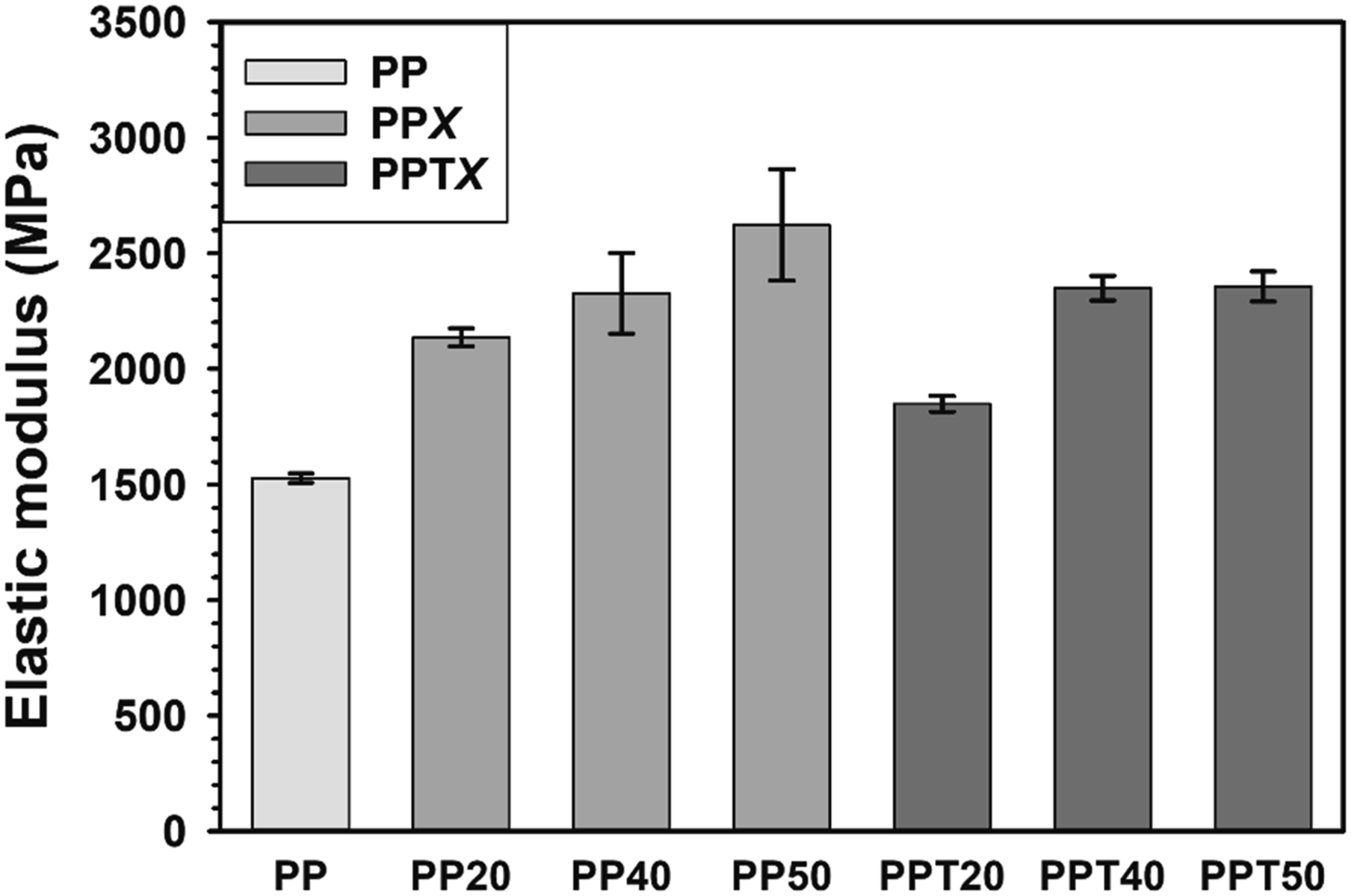
Elastic modulus results of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites.
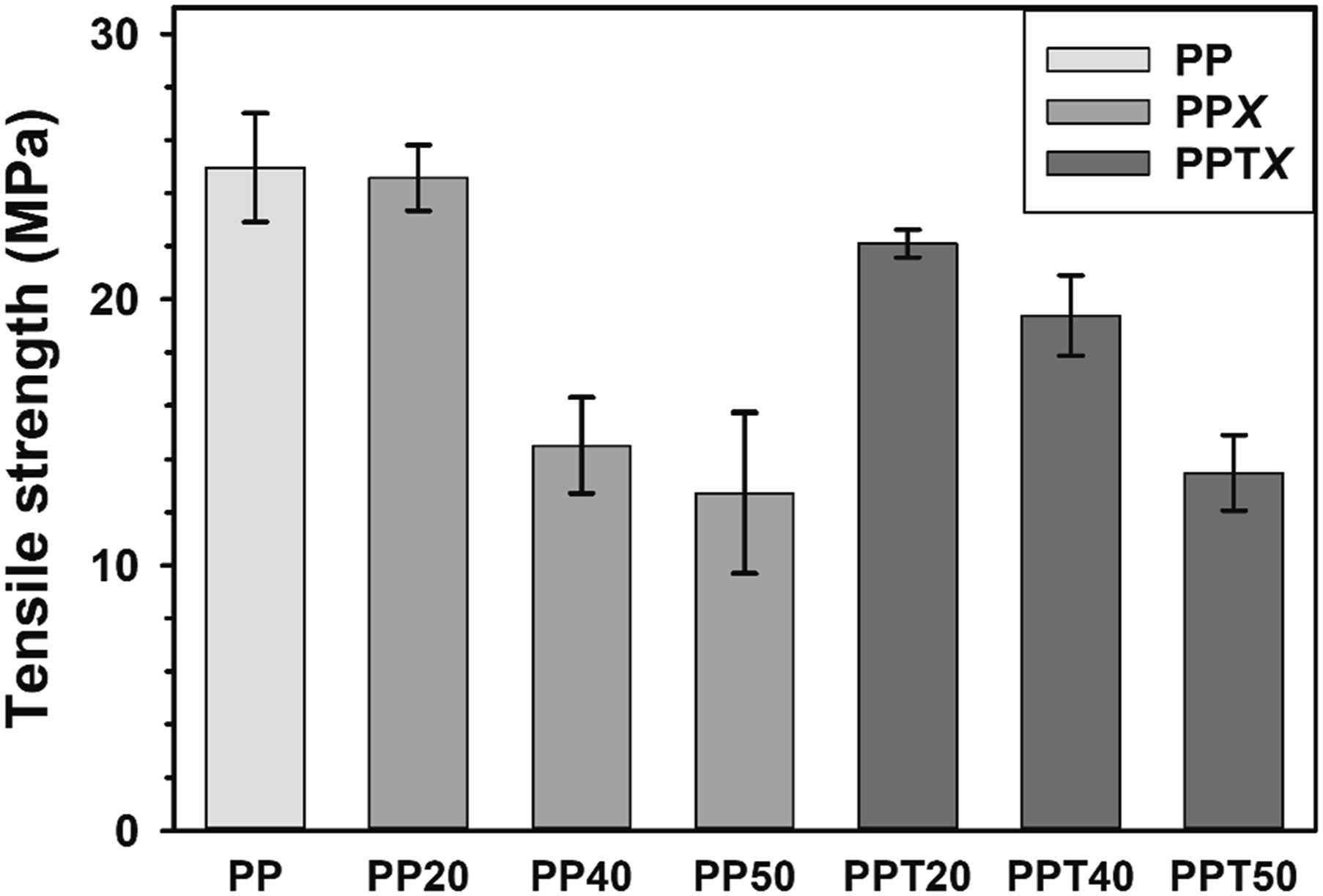
Tensile strength results of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites.
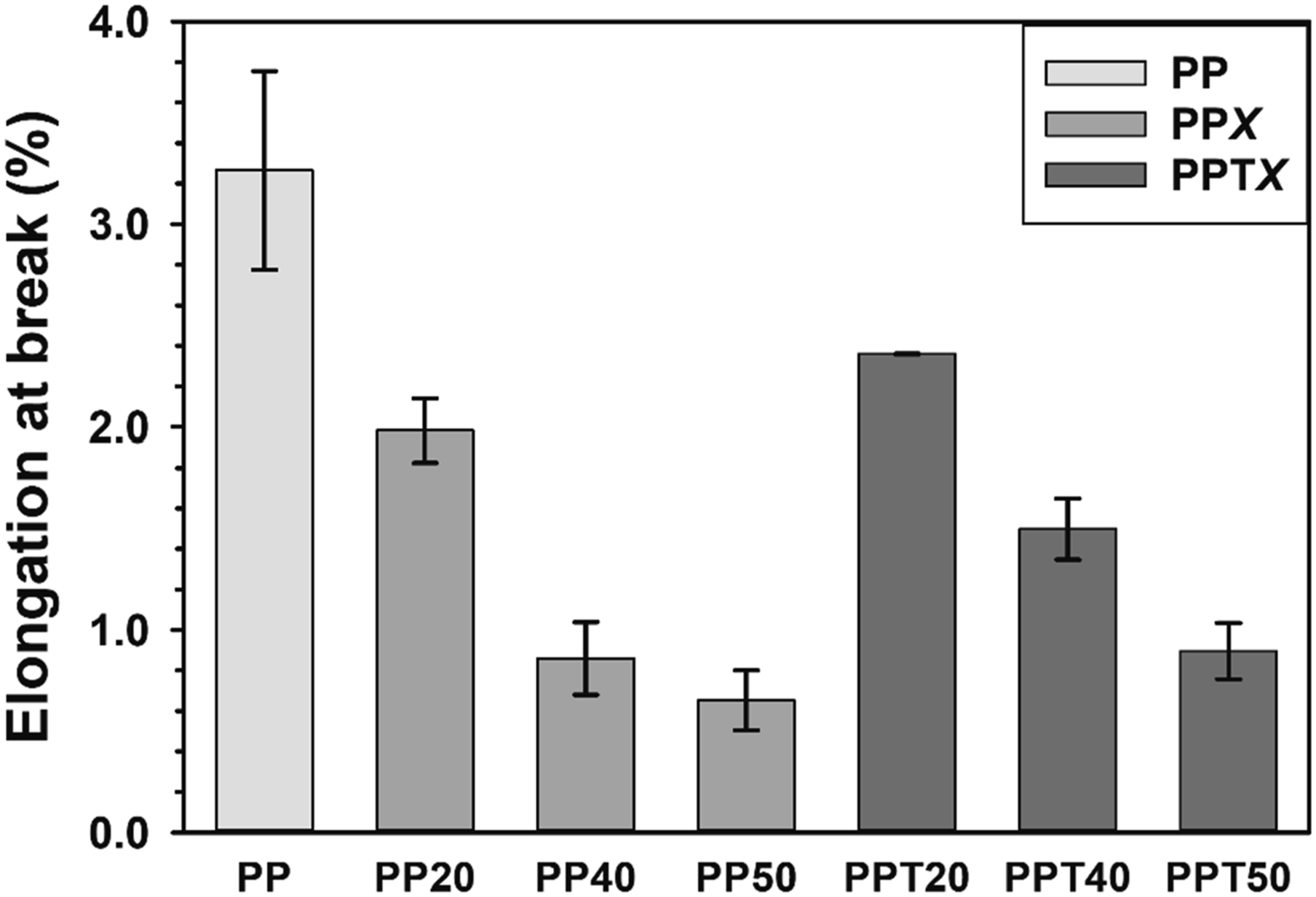
Elongation at break results of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites.
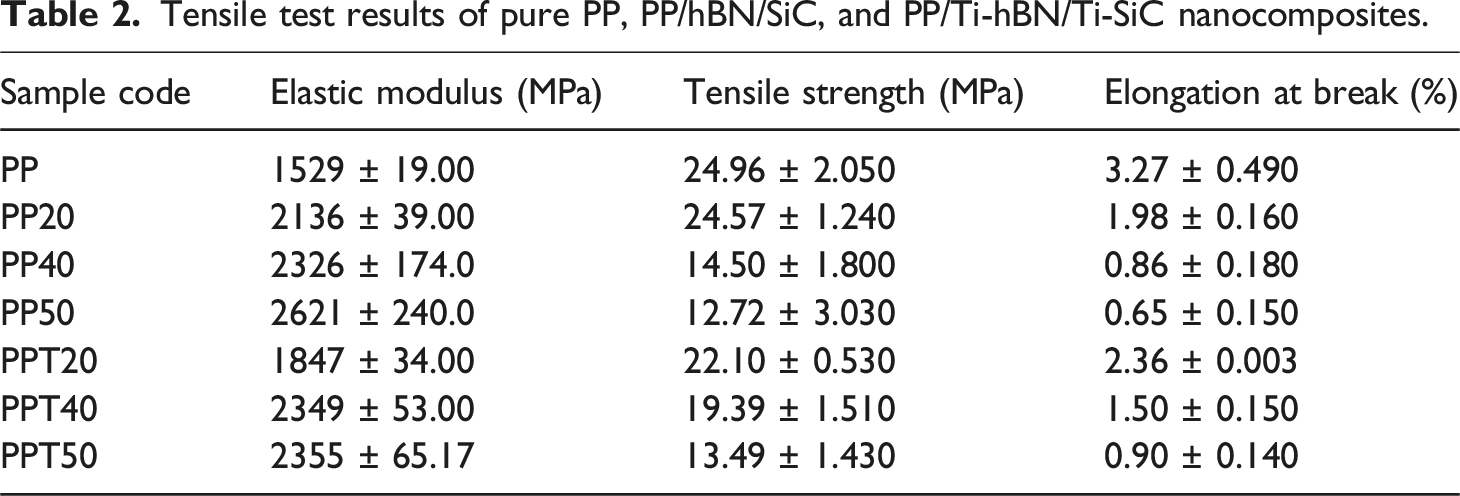
As can be seen in Figure 7, the elastic modulus of the materials increased almost linearly with the filler ratio in PP, and all samples exhibited higher elastic modulus compared to pure PP. This behavior is attributed to the inherent rigidity of the inorganic fillers, which restricts polymer chain mobility and enhances the stiffness of the composite structure. However, this increase was less pronounced in nanocomposites produced with titanate-treated fillers. This can be explained by the formation of an organic-rich interphase between the filler surface and the PP matrix induced by the titanate coupling agent. Although this interphase improves filler dispersion and reduces agglomeration, it is mechanically more compliant than the rigid filler phase and therefore limits the effective load transfer from the matrix to the filler. Similar reductions in stiffness enhancement have been reported for titanate-treated PP composites in the literature.15,22,48
When the tensile strength values of the nanocomposite samples were examined (Figure 8), it was observed that the tensile strength decreased with increasing filler content, and this decrease became more pronounced at higher filler ratios (40 wt.% and 50 wt.%). This behavior can be attributed to the percolation threshold commonly observed in filled polymer systems, where the filler distribution and interfacial interactions change significantly beyond a critical filler concentration. 49 While relatively uniform filler dispersion can be achieved below this threshold, higher filler loadings promote particle-particle interactions and agglomeration, which act as stress concentration sites and reduce the tensile strength of the composites. SEM observations support this interpretation.
In addition to dispersion effects, the mechanical characteristics of the filler-matrix interphase play a critical role in determining tensile strength. In titanate-treated systems, the compliant interphase formed by the coupling agent can introduce an interfacial softening or internal lubrication effect, which limits stress transfer efficiency despite improved dispersion. Nevertheless, the nanocomposite containing 40 wt.% Ti-hBN/Ti-SiC exhibited a 34% increase in tensile strength compared to the corresponding hBN/SiC-filled composite, indicating that the compatibilizing effect of the titanate coupling agent partially compensates for the negative effects of high filler loading by improving interfacial adhesion and dispersion.
According to the elongation at break results presented in Figure 9, the elongation at break decreased almost linearly with increasing filler content for both PPX and PPTX samples, reflecting the increased restriction of polymer chain mobility due to rigid filler incorporation. However, the elongation at break values of the Ti-treated samples (PPTX) were consistently higher than those of the untreated PPX samples, indicating partial recovery of ductility. This behavior can be attributed to the reduced interfacial stiffness and increased chain mobility provided by the titanate-induced compliant interphase, which facilitates energy dissipation and deformation under tensile loading. In particular, a 57% increase in elongation at break was observed for the composite containing 40 wt.% Ti-hBN/Ti-SiC compared to the composite containing untreated hBN/SiC.
Overall, the tensile test results obtained in this study are consistent with well-established trends reported in the literature.15,48,49 While filler addition increases the elastic modulus, it generally leads to reductions in tensile strength and elongation at break, resulting in increased brittleness at high filler concentrations. In nanocomposites containing titanate-treated fillers, however, a balance between stiffness and ductility is achieved due to the formation of a compliant interphase, which preserves tensile strength and reduces brittleness compared to nanocomposites without a compatibilizing agent.
Impact test results
Impact test results of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites.
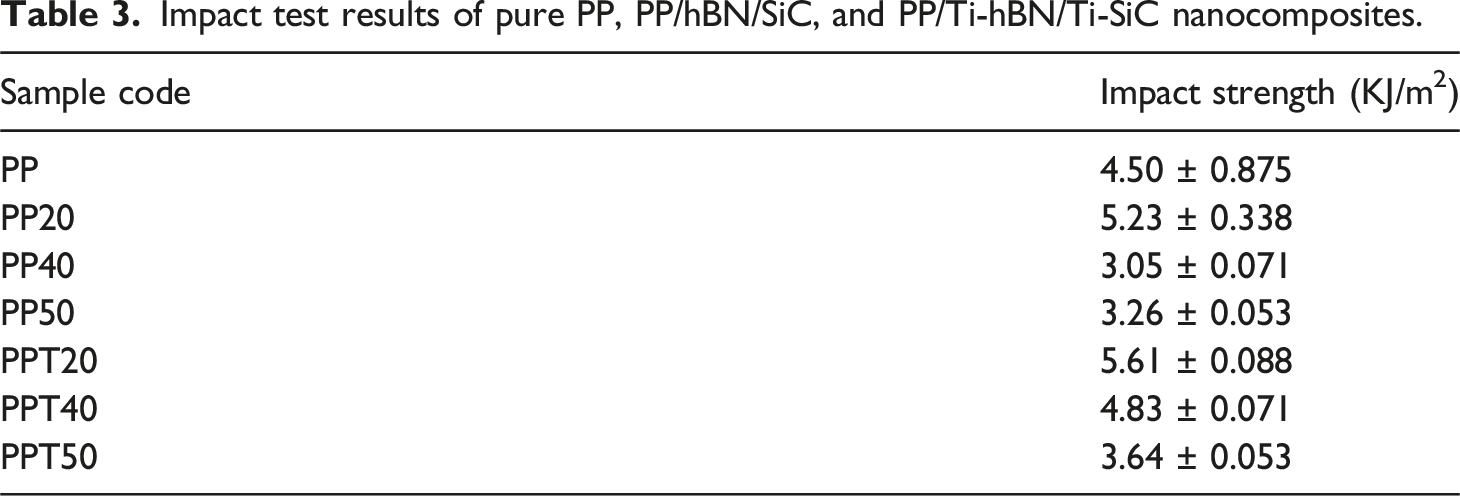
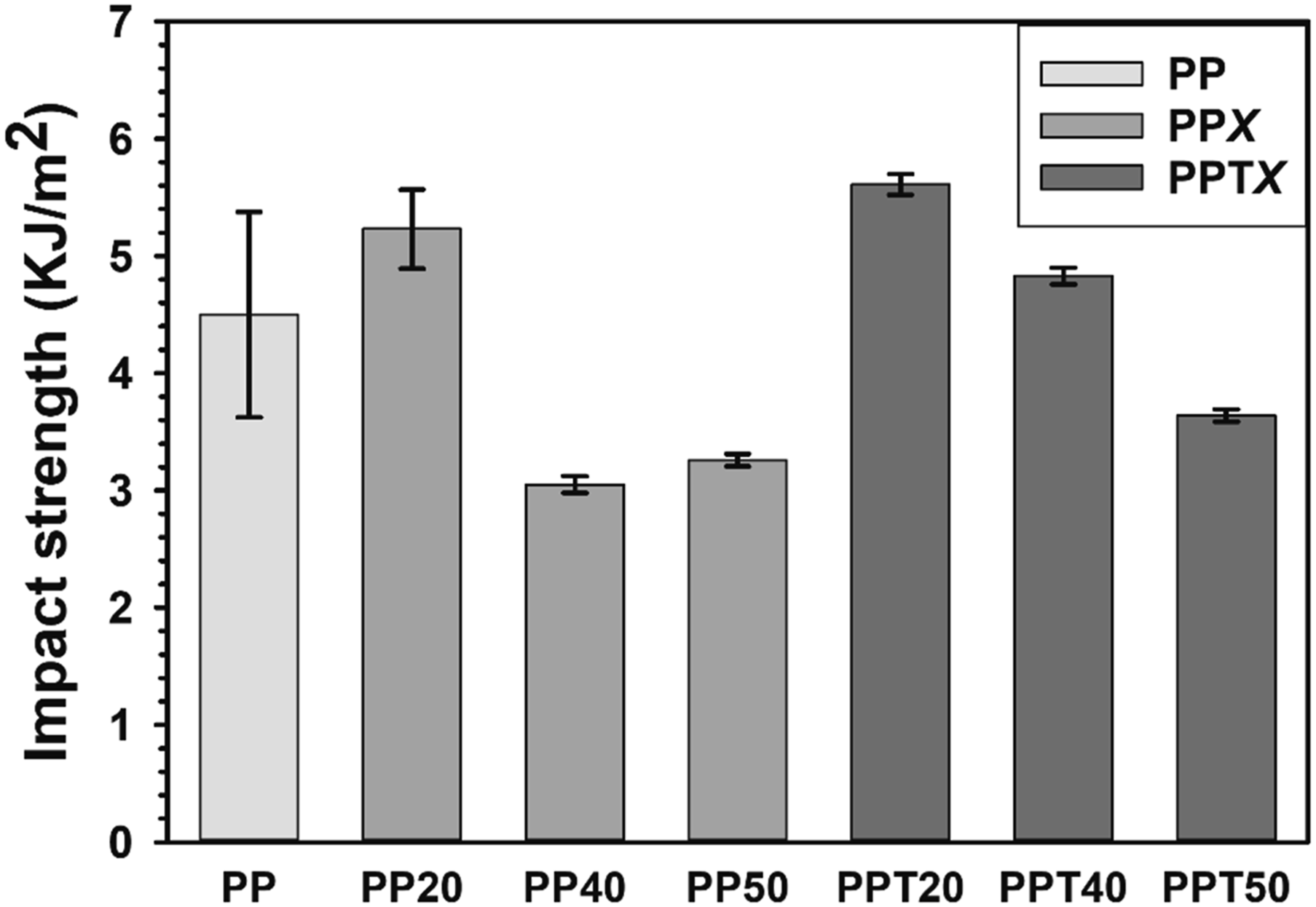
Impact strength results of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites.
Thermal properties results
Differential scanning calorimetry analysis results
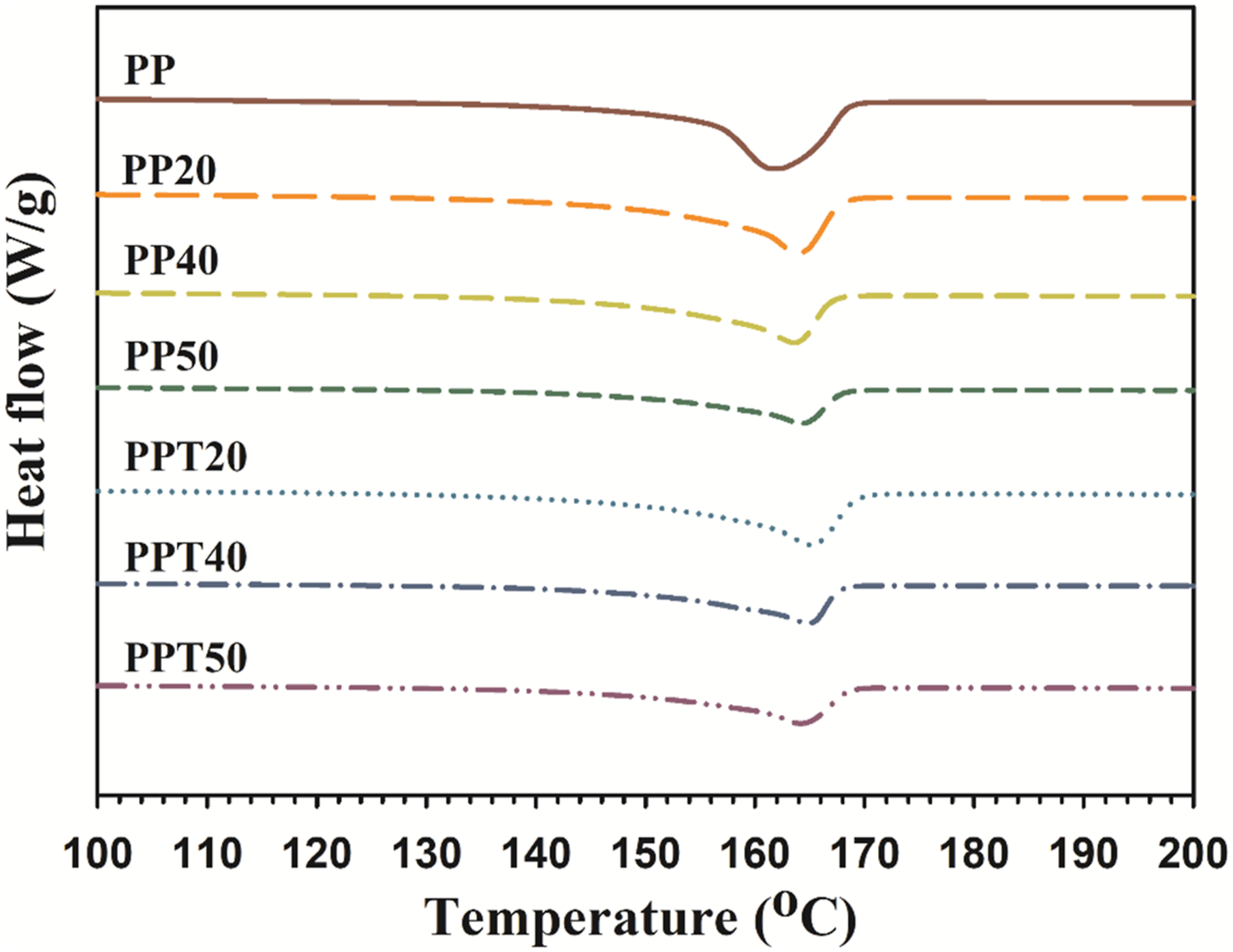
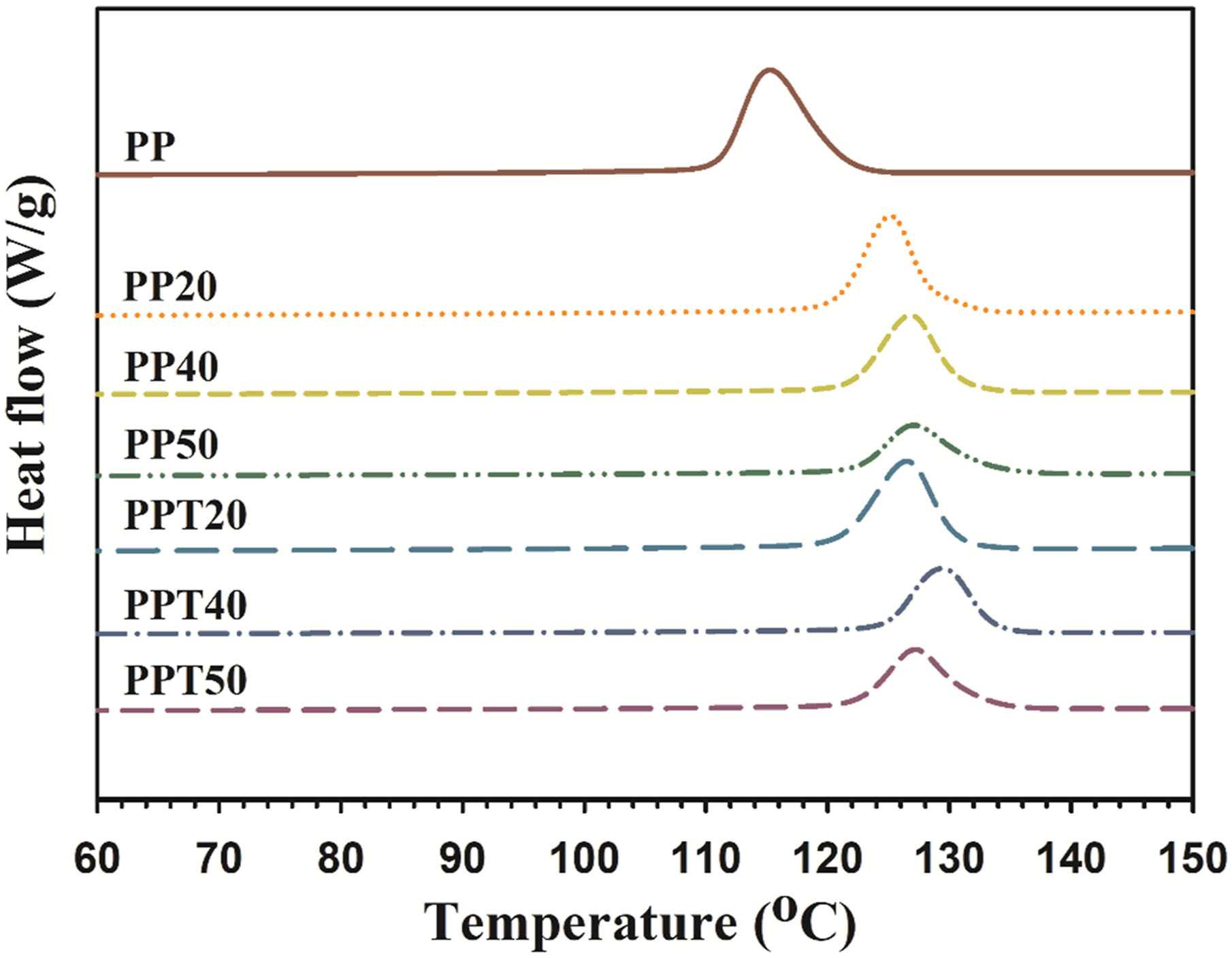
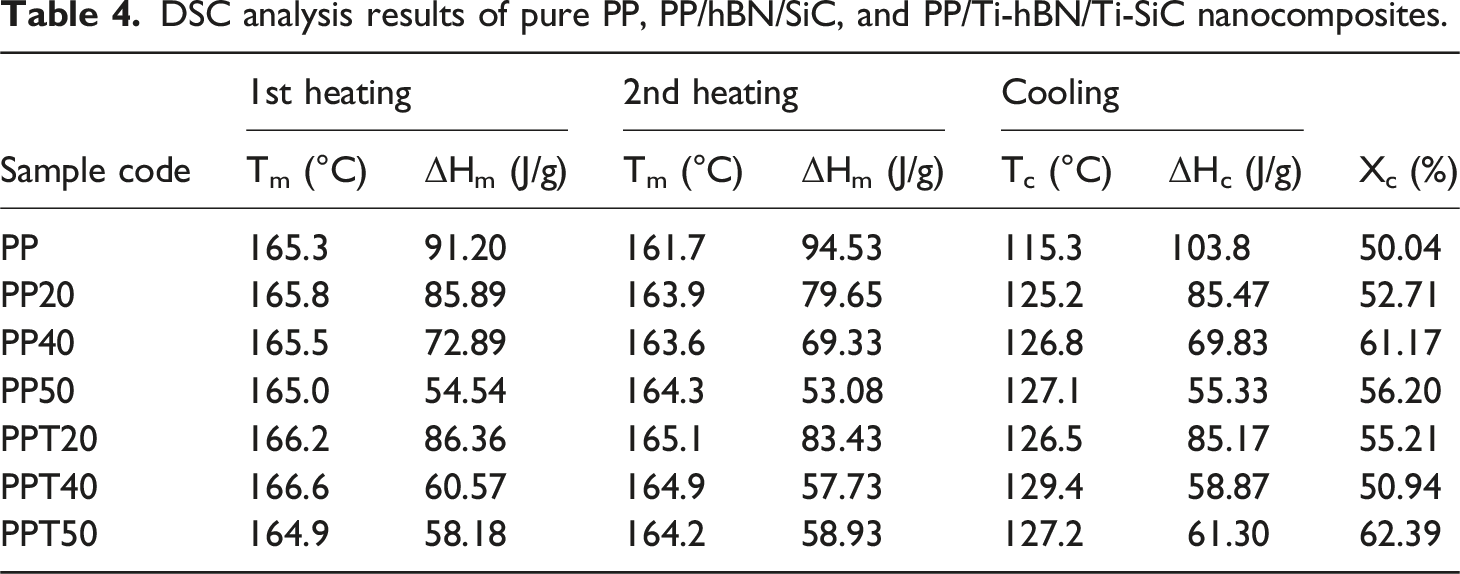
The DSC analysis results of the PPX and PPTX and pure PP samples prepared in this study are presented for the first heating (Figure 11), the second heating (Figure 12), and the cooling (Figure 13) steps. From these thermograms, DSC thermograms of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites obtained for the 1st heating step. DSC thermograms of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites obtained for the 2nd heating step. DSC thermograms of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites obtained for the cooling step. DSC analysis results of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites.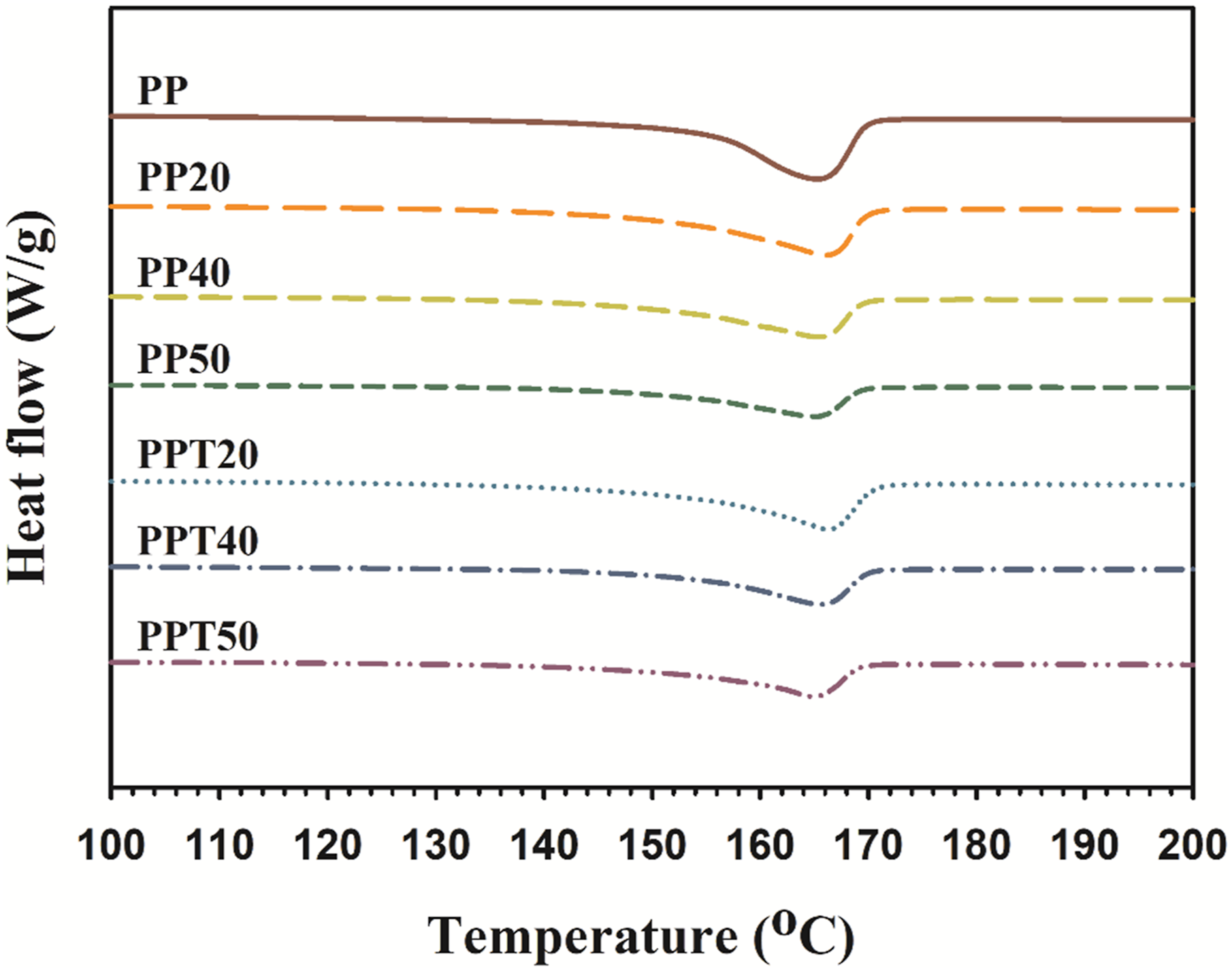
Thermal gravimetric analysis results
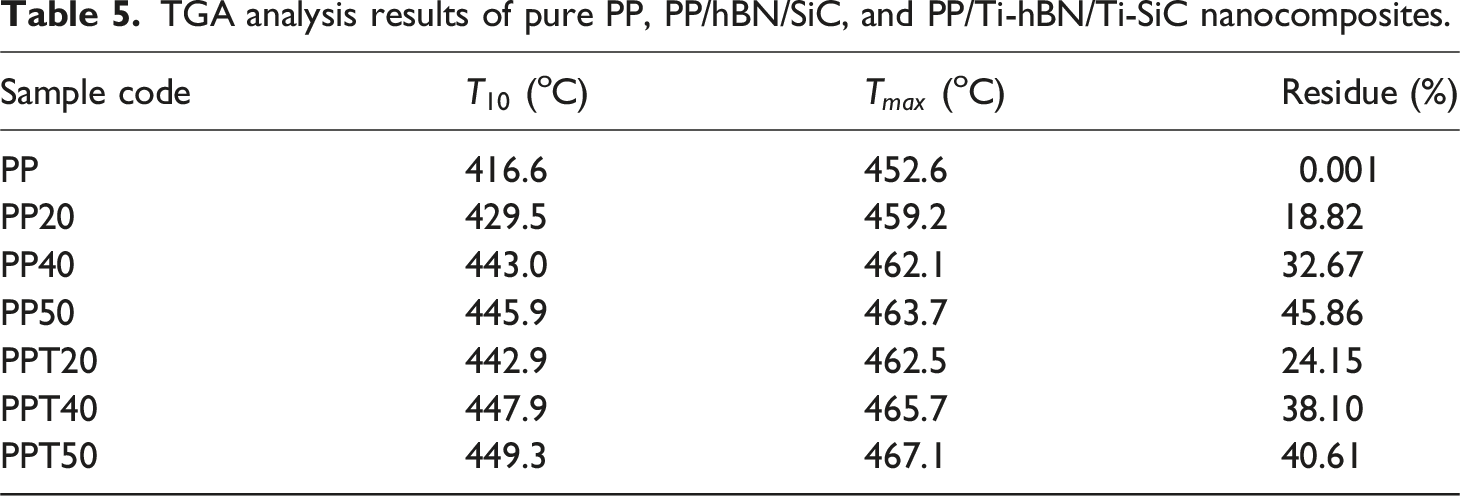
TGA thermograms of all samples are presented in Figure 14. As a result of thermal gravimetric analyses of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites, DSC thermograms of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites. TGA analysis results of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites.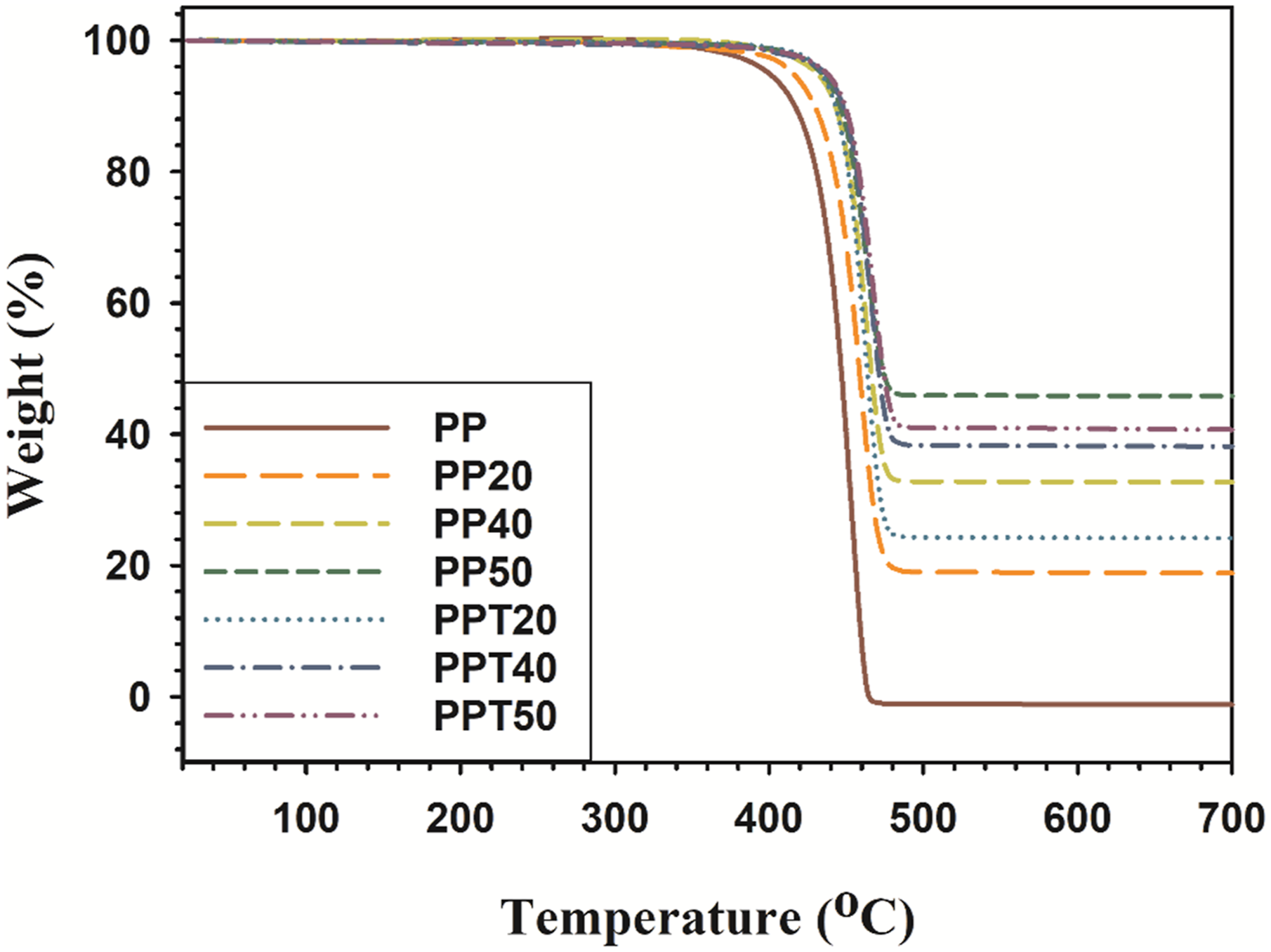
Thermal conductivity analysis results
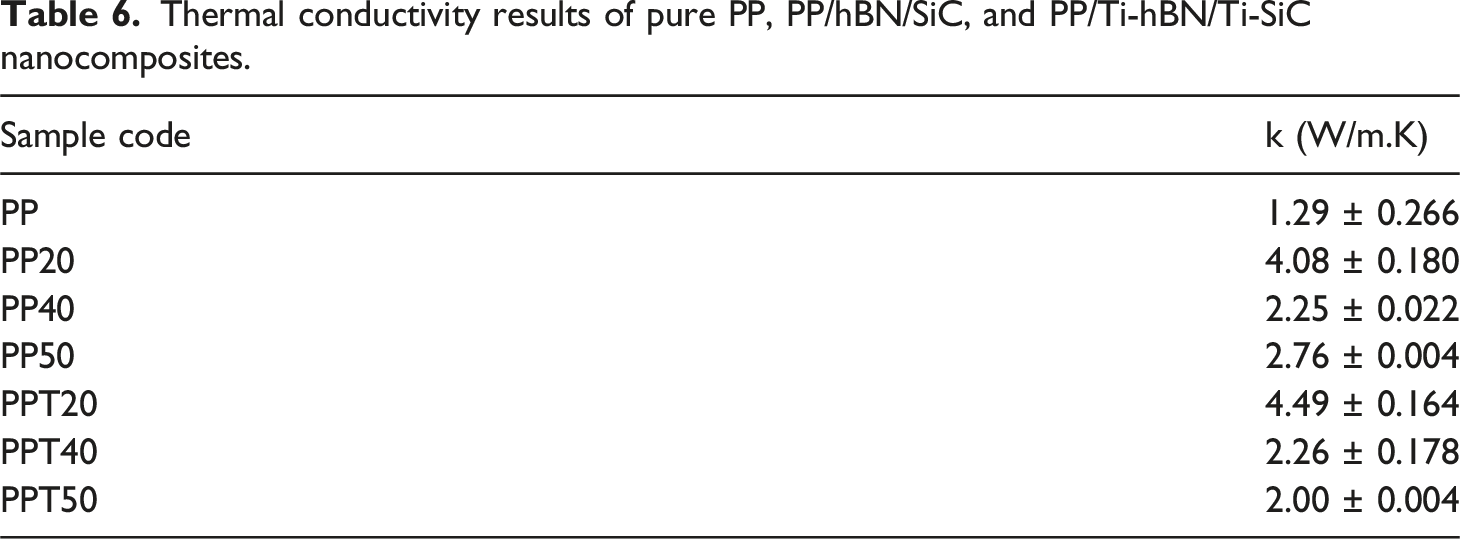
Thermal conductivity results of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites.
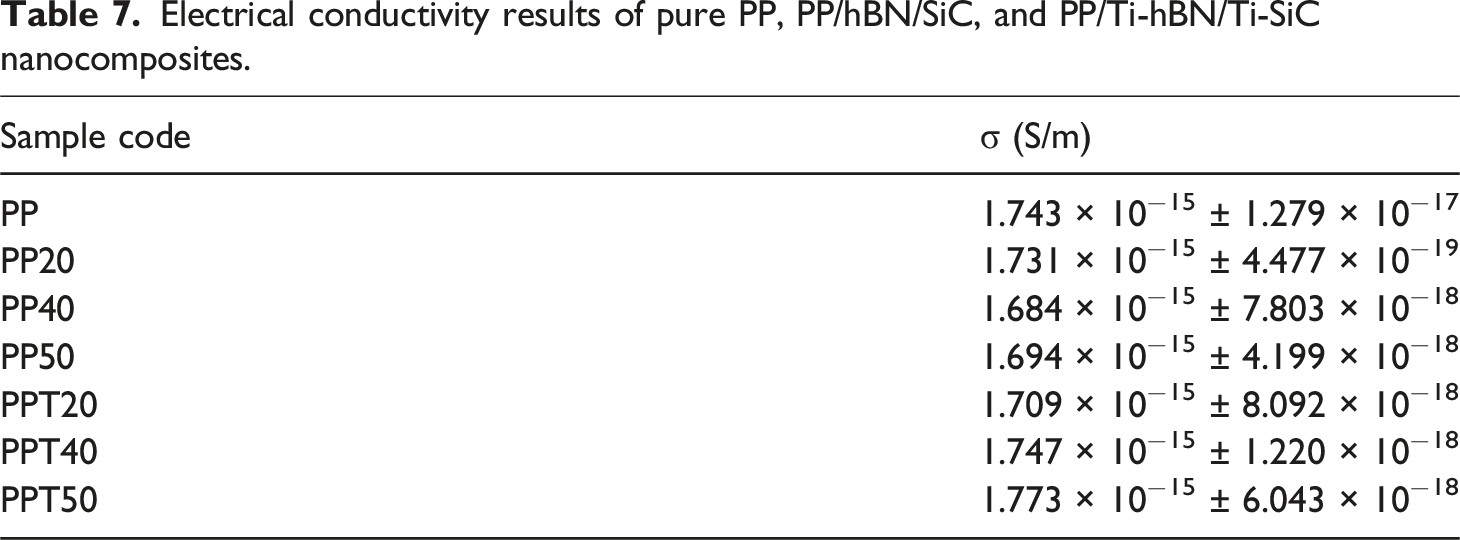
Electrical conductivity analysis results
Electrical conductivity results of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites.
Vertical burning test/UL 94-V analysis results
Vertical burning/UL 94-V test results of pure PP, PP/hBN/SiC, and PP/Ti-hBN/Ti-SiC nanocomposites.
Conclusion
In this study, PP-based nanocomposites reinforced with hBN and SiC fillers, both untreated and titanate-treated, were successfully fabricated using mechanical mixing and compression molding. The results demonstrated that the incorporation of hBN and SiC significantly modified the mechanical, thermal, electrical, and impact properties of the PP matrix.
The addition of fillers increased the stiffness and thermal conductivity of the composites, while higher filler loadings led to reduced tensile strength and ductility due to agglomeration and percolation effects. The use of titanate-treated fillers improved filler dispersion and interfacial interactions, resulting in enhanced tensile strength, elongation at break, and impact resistance compared to composites containing untreated fillers. In particular, Ti-treated nanocomposites exhibited reduced brittleness and partially restored flexibility.
Thermal analyses indicated that the fillers influenced the crystallization behavior and thermal stability of the PP matrix, while electrical conductivity measurements confirmed that all composites remained within the insulating range. Although the incorporation of hBN and SiC substantially improved thermal conductivity, excessive filler loading caused a decline due to agglomeration effects.
Overall, this study highlights the importance of filler surface modification and optimized filler content in achieving a balance between stiffness, toughness, and thermal performance. The developed PP/hBN/SiC nanocomposites show potential for applications requiring enhanced thermal conductivity while maintaining electrical insulation, provided that appropriate filler ratios are selected.
Footnotes
Acknowledgements
The authors thank TUBITAK for their support.
Author contributions
The manuscript was written through contributions of all authors. All authors have given approval to the final version of the manuscript. Meral Akkoyun Kurtlu: Supervision, Resources, Project administration, Writing – original draft, Writing – review & editing, Methodology, Conceptualization, Validation. Özge Yurul Dağ: Formal analysis, Investigation, Data curation, Visualization, Writing – review & editing. Sibel Tuna: Formal analysis, Investigation, Visualization, Writing – review & editing.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by Scientific and Technological Research Council of Turkey (TUBITAK) under the Grant Number 223M505.