
Abstract
This study investigates the performance of three different gears manufactured by injection moulding using: (i) virgin Nylon 6, (ii) a blend of 15% recycled Nylon 6 with virgin Nylon 6 (referred to as 15% RP material), and (iii) 15% RP material reinforced with 2% graphene oxide (GO). The compounding of materials was carried out using a twin-screw extruder, followed by gear fabrication through injection moulding. To evaluate the performance of the gears, tests such as wear analysis, surface roughness measurement, and temperature rise assessment of both the driving and driven gears were carried out under varying operating conditions. The experiments were performed at torque levels of 0, 4, 6, and 8 Nm, and rotational speeds of 800, 1000, and 1200 rpm. Among the three materials, the Graphene Oxide-reinforced composite exhibited superior performance, showing the lowest wear rate, reduced surface roughness, and better thermal stability across all torque and speed conditions. The improved behaviour of the GO-reinforced gear can be attributed to the uniform dispersion of GO nanosheets, which enhanced load-bearing capacity, interfacial bonding, and heat dissipation within the polymer matrix. In contrast, the pristine Nylon 6 gears displayed higher wear and surface roughness due to their limited thermal conductivity and susceptibility to surface deformation at elevated loads, while the 15% recycled Nylon 6 blend showed intermediate performance, maintaining acceptable tribological stability with moderate degradation. The incorporation of recycled content contributed positively to sustainability and circular economy goals, demonstrating that partial recycling does not critically compromise gear functionality.
Introduction
Gears are critical elements in power transmission systems, widely used in mechanical, automotive, and industrial applications to transfer torque and motion efficiently between rotating shafts. Their performance directly influences the durability, reliability, and energy efficiency of mechanical assemblies. Traditionally, metallic gears have been preferred due to their superior strength and load-bearing capacity; however, their high density, noise levels, and need for lubrication have motivated a gradual transition toward polymer-based gears, particularly in low- and medium-load applications.1,2
Among polymeric materials, polyamide 6 (Nylon 6) has gained significant prominence due to its excellent wear resistance, self-lubrication, noise reduction, and corrosion resistance. These properties make Nylon gears ideal for use in automotive interiors, household appliances, and robotic systems.1,3 The increasing demand for lightweight and energy-efficient components has further established polymers as potential alternatives to metals in precision mechanical systems. However, polymer gears face challenges such as lower mechanical strength, poor heat dissipation, and deformation under high loads, which limit their application in high-torque or elevated-temperature environments.4,5
To overcome these limitations, researchers have focused on reinforcing polymers with nanofillers that improve their structural integrity and tribological performance. 6 In recent years, graphene oxide (GO) and reduced graphene oxide (rGO) have emerged as highly effective nanofillers owing to their superior mechanical strength, thermal conductivity, and large surface area. 7 When dispersed uniformly within a polymer matrix, these nanomaterials enhance tensile strength, flexural modulus, thermal stability, and wear resistance, making the resulting polymer nanocomposites highly suitable for load-bearing components such as gears and bearings. GO’s oxygen-containing functional groups also improve interfacial bonding with polymer chains, leading to improved stress transfer efficiency and wear resistance.7,8
In addition to performance enhancement, sustainability and circular economy principles have become a major focus in material design. The incorporation of recycled polymers into engineering applications not only reduces material waste and environmental impact but also contributes to resource conservation and cost efficiency. Exploration for the use of recycled material is gaining momentum for sustainable development.9–11 Researcher are developing novel recycling solutions for the use of recycled materials.12,13
Studies have shown that blending 15% recycled Nylon 6 with virgin material maintains desirable mechanical properties while supporting sustainability goals.5,14,15 When reinforced with nanofillers such as GO, recycled polymer composites can achieve mechanical and tribological performance comparable to virgin materials, enabling their use in semi-critical applications like polymer gears.2,16
Further, the performance of polymer gears is strongly influenced by manufacturing precision, surface finish, and thermal management.17,18 demonstrated that manufacturing techniques such as injection molding, fused deposition modelling (FDM), and selective laser sintering (SLS) significantly affect the wear rate, surface roughness, and fatigue life of Nylon gears. Similarly, the inclusion of graphene and carbon-based reinforcements enhances the thermal dissipation and dimensional stability during high-speed operation, reducing the onset of pitting, microcracks, and thermal deformation.3,19,20
In this context, the present study aims to develop and evaluate Nylon 6-based composite gears reinforced with 15% recycled Nylon and 2% graphene oxide nanofiller. The objective is to improve the mechanical, thermal, and tribological performance of the gear material while promoting circular economy practices. A comparative study among virgin Nylon 6, Nylon 6 + 15% recycled polymer, and Nylon 6 + 15% recycled +2% GO composites is carried out to investigate the effect of nanofiller addition on the material’s structural behaviour and gear performance. The insights obtained from this study are expected to contribute to the development of sustainable, high-performance polymer gears that combine enhanced durability with environmental responsibility.
Materials and methods
Material preparation
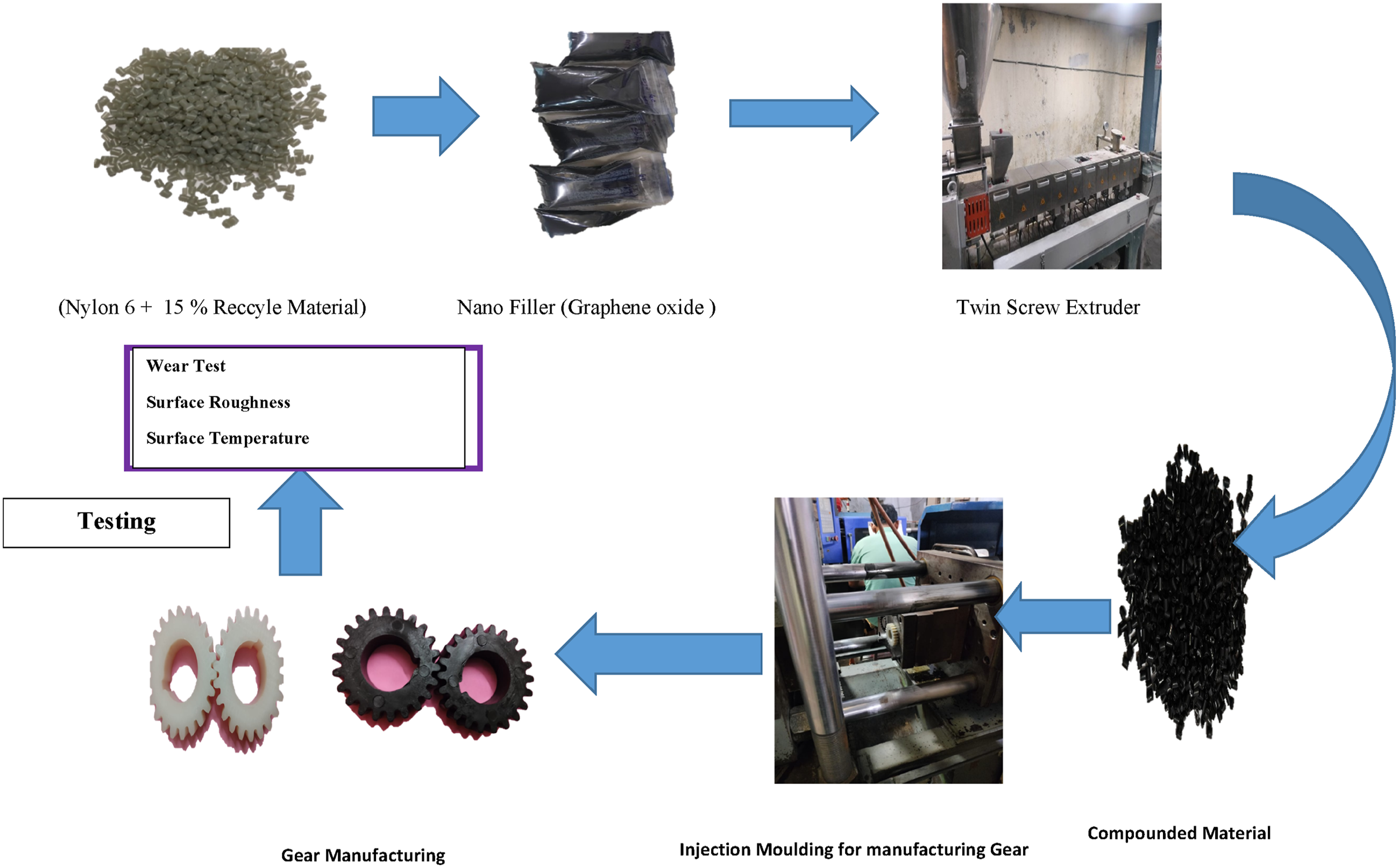
Gears were fabricated from three different material compositions. All materials were compounded using a twin-screw extruder, and the compounded blends were subsequently processed through injection moulding to produce the gear specimens. The compositions prepared for this study are as follows. 1. 15% Recycled Nylon 6 Gear: In this composition, 15% recycled Nylon 6 material was blended with virgin Nylon 6 using a twin-screw extruder. The recycled Nylon 6 was procured from Premium Polyalloy Pvt. Ltd, Daman. The compounded material was then utilized for gear fabrication through the injection moulding process. 2. Virgin Nylon 6 Gear: Virgin Nylon 6 (Grade: J2700), an injection-moulding grade material, was sourced from Hangzhou Juheshun New Material Co. Ltd, China. This material was directly used for gear preparation using the injection moulding technique. 3. 15% Recycled Nylon 6 + 2% Graphene Oxide (GO) Gear: In this composition, virgin Nylon 6 (Grade: J2700) obtained from Hangzhou Juheshun New Material Co. Ltd Was blended with 15% recycled Nylon 6 and reinforced with 2 wt% Graphene Oxide (GO). The Graphene Oxide used was supplied by Ad-Nano Technology, Chennai, India. The materials were compounded using a twin-screw extruder to ensure uniform dispersion of GO within the polymer matrix. The compounded blend was then processed via injection molding to prepare the gear specimens.
Material processing
Material compounding
Figure 1 illustrates the twin-screw extruder
21
used for compounding the materials prior to gear fabrication. The extruder has a screw diameter of 35 mm and L/D ratio of 35:1. The temperature profile maintained across the four heating zones was as follows: Zone 1 – 220°C, Zone 2 – 225°C, Zone 3 – 230°C, and Zone 4 – 230°C. Under this temperature configuration, the materials were uniformly blended to obtain a homogeneous compound suitable for injection moulding. Twin screw extruder.
16

Fabrication of gear
The compounded materials were processed using an injection moulding machine manufactured by A.K. Engineering, Mumbai, India (Figure 2), with a 40-Ton clamping capacity. Prior to moulding, the compounded granules were preheated at 100°C for 2 hours to remove moisture and ensure uniform melt flow during processing. Manufacturing of gears at A.K. Engineering, Mumbai, India.
The mold temperature was maintained at 215°C, while the barrel temperature profile was set as follows: Zone 1 – 230°C, Zone 2 – 225°C, Zone 3 – 220°C, and Zone 4 – 220°C. The injection time and holding time were optimized at 22 seconds and 8 seconds, respectively, to achieve complete mold filling and dimensional accuracy of the gear specimens.
This optimized temperature and time profile ensured uniform flow, adequate packing, and proper solidification of the Nylon 6-based composites, resulting in defect-free gears with consistent surface finish and mechanical integrity.
The gears are produced using an injection molding machine with mould as shown in Figure 3. A split pattern die was used for the manufacturing of gears for experimentation. Mold for gear manufacturing.
Methodology
Figure 4 indicates the methodology of gear preparation and its testing. Methodology for gear.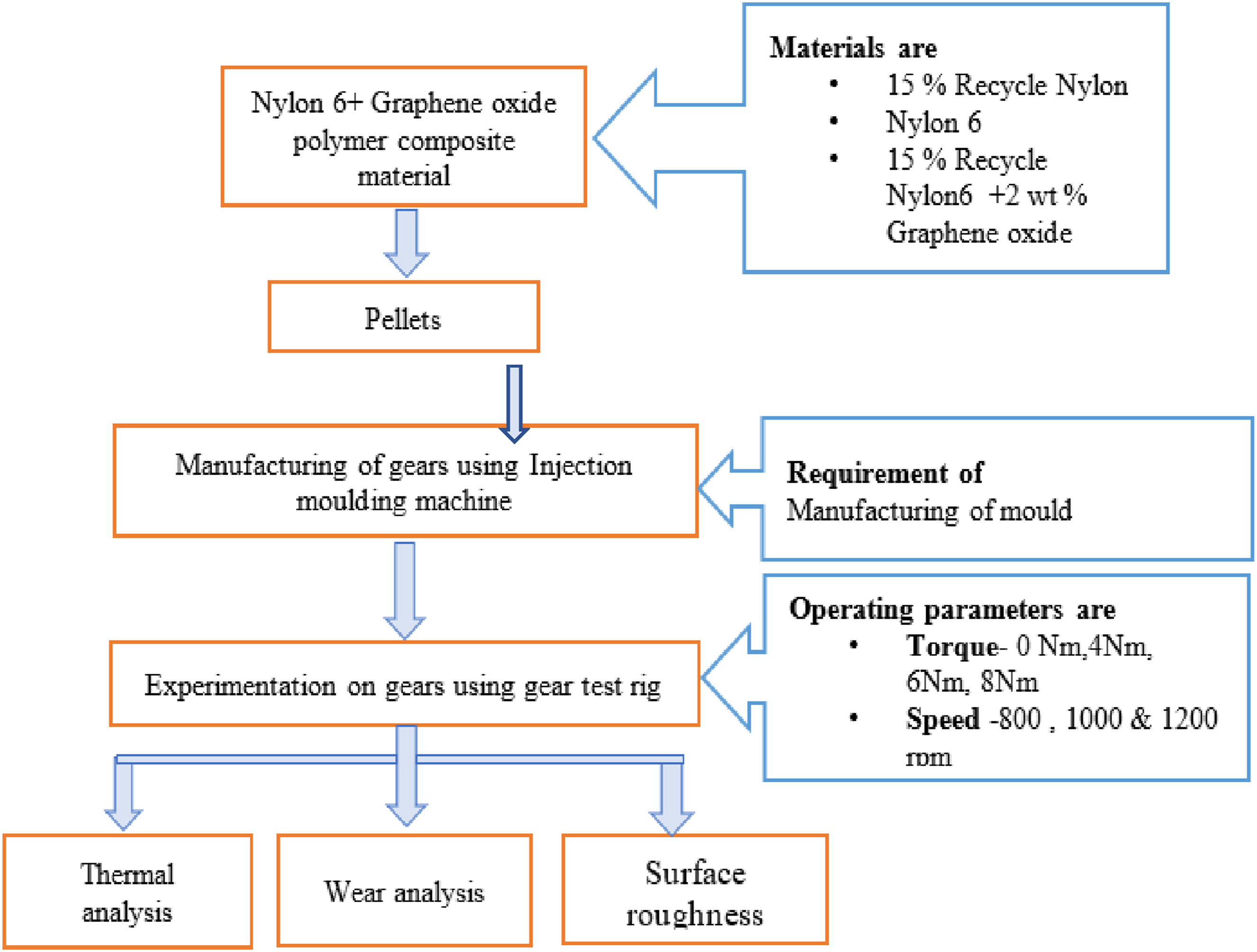
Experimental
Gear specifications
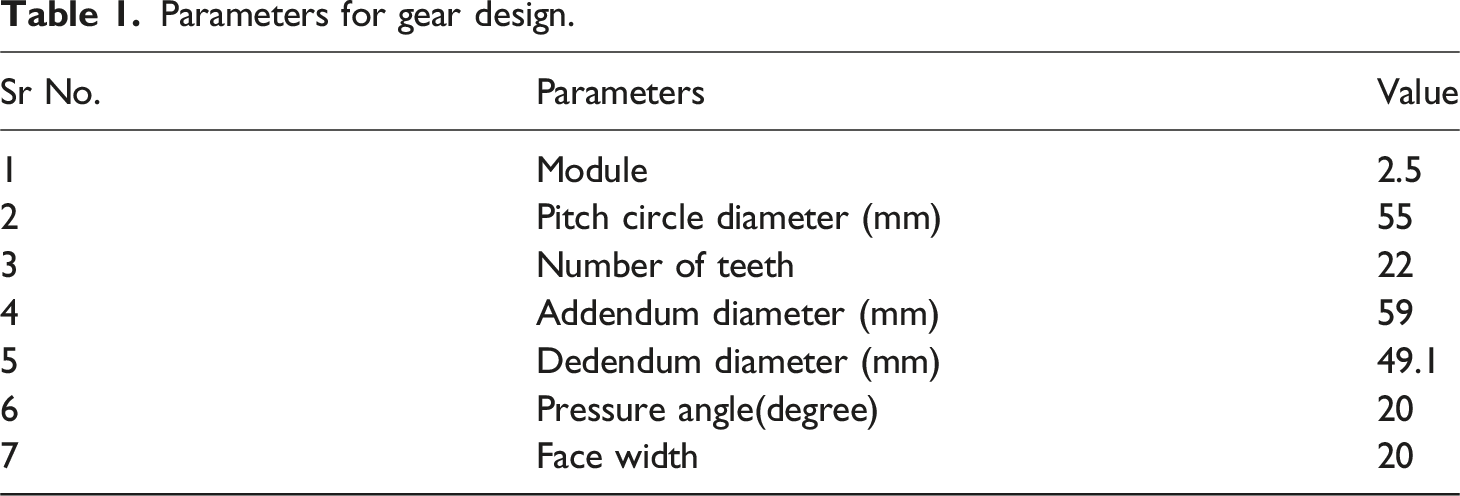
Detailed information of gear design parameters (Figure 5) of test gears is provided in Table 1. Gear designed dimensions. Parameters for gear design.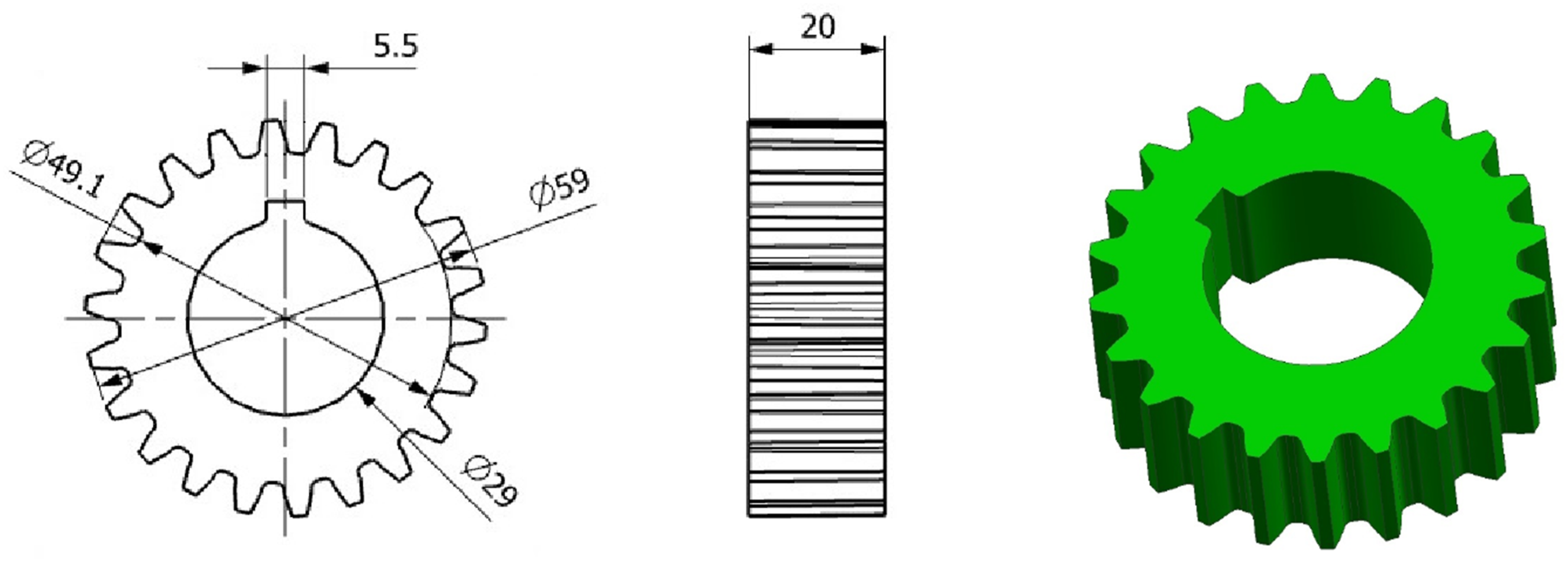
The driver gear and driven gear have same dimensions, including module, number of teeth, face width and pressure angle.
Fabrication of gear test rig
The gear test rig (Figure 6) was fabricated to perform the testing of gears, wear and surface roughness analysis. The gear test rig is fabricated at the central workshop, Gharda Institute of Technology, Lavel, Khed, India.
16
Gear test rig.
Surface temperature measurement
The surface temperature of both the drive and driven gears was measured using an infrared thermometer (Figure 7) during the performance testing. The experimental setup consisted of a gear test rig integrated with an infrared thermometer for non-contact temperature monitoring. The total duration of testing was 100 minutes, and the temperature measurements were recorded at 10 minute intervals throughout the test. Infrared thermometer.
The temperature rise was determined by calculating the difference between the initial and final surface temperatures of the gears. This temperature variation was used to assess the thermal behaviour and heat generation characteristics of the fabricated gear materials under continuous operation.
Wear rate measurement
The wear behaviour of the fabricated gears was evaluated by measuring the difference between the initial and final weights of the gears after the performance test. The wear rate was calculated using the following equation.
22
z - Number of gear teeth,
m - Module (mm),
b - Tooth face.
NT - number of revolutions.
The wear volume (Wv) was determined from the weight loss measurements (Figure 8) of the gear before and after testing. Using the above relation, the specific wear rate (SWR) was computed to assess the material’s resistance to wear under operating conditions. Digital weighing machine.
Surface roughness (Ra) value
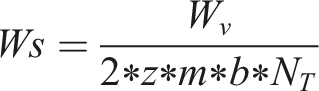
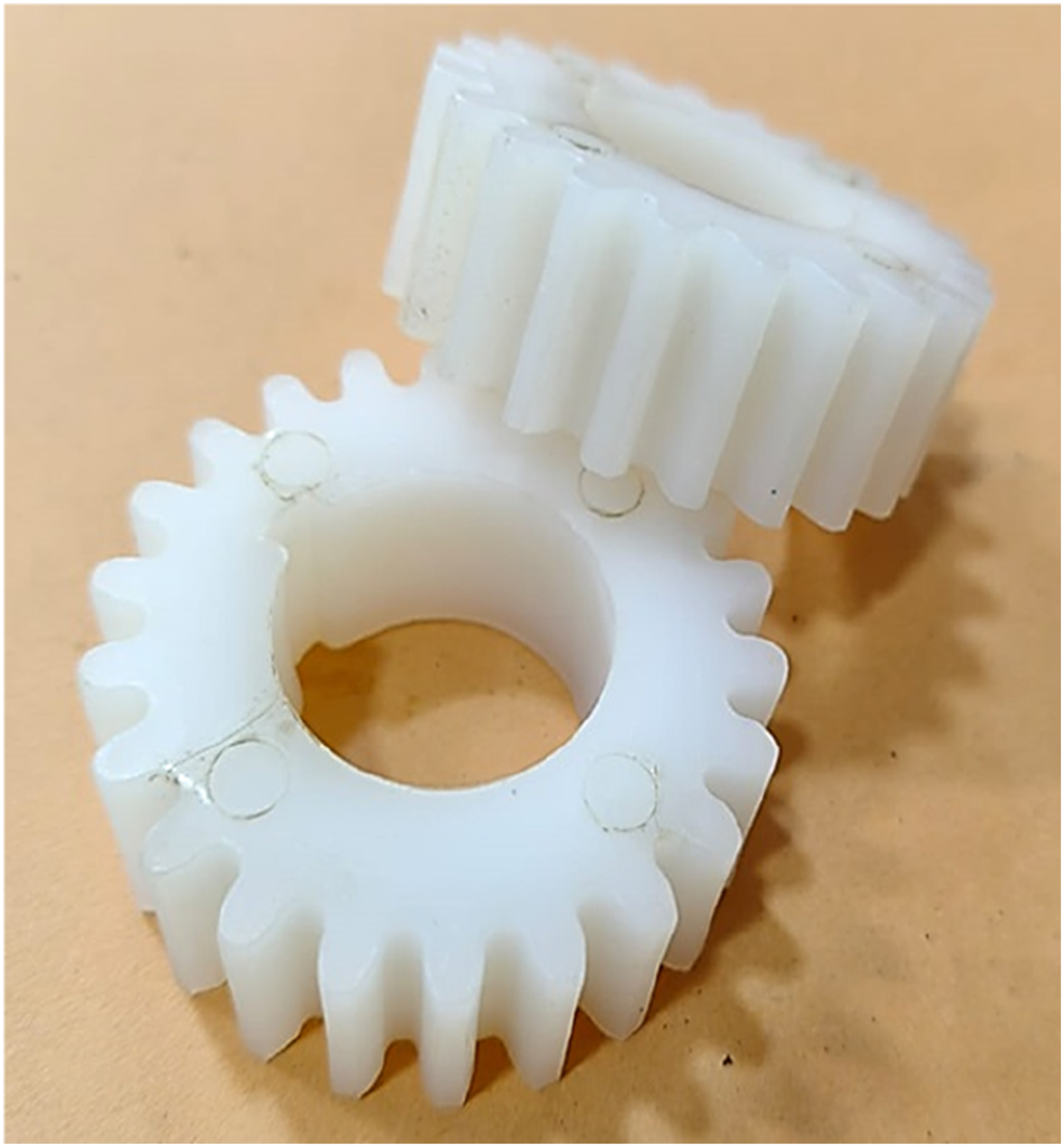
The surface condition of the fabricated gears (Figures 9–11) were evaluated using a surface roughness tester (Figure 12) after performance testing on the gear test rig. The test was conducted for a total duration of 100 minutes under continuous operation. The initial and final surface roughness values of both drive and driven gears were recorded using the surface roughness tester to assess changes in the surface profile due to wear. Gear of 15 % recycled polymer + virgin nylon 6 after wear test. Gear of virgin nylon 6 after wear test. Gear with 15% recycled polymer + virgin nylon 6 + 2% graphene oxide reinforced. Surface roughness tester.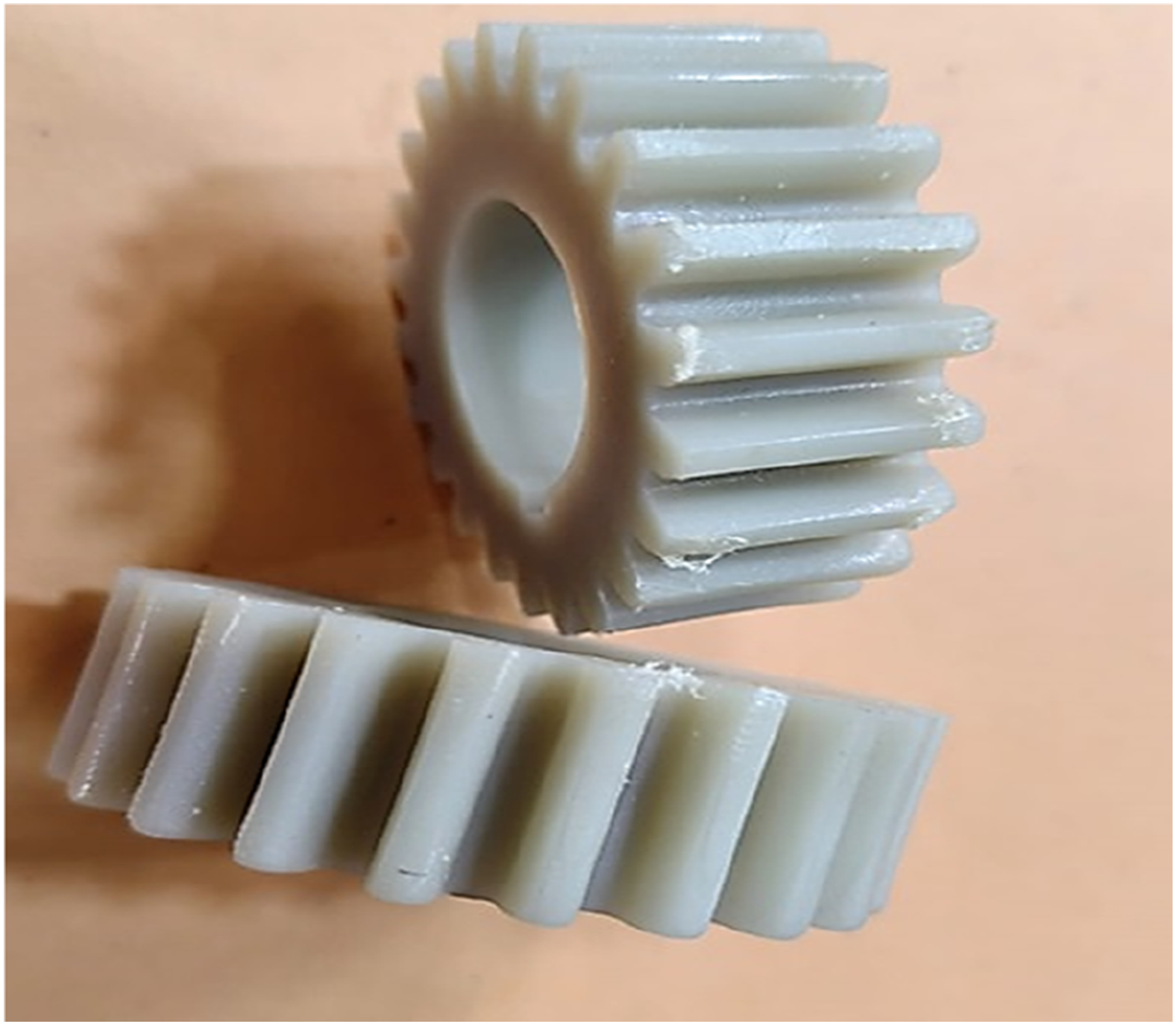

Torque and RPM for gear test.
Result and discussion
Wear test
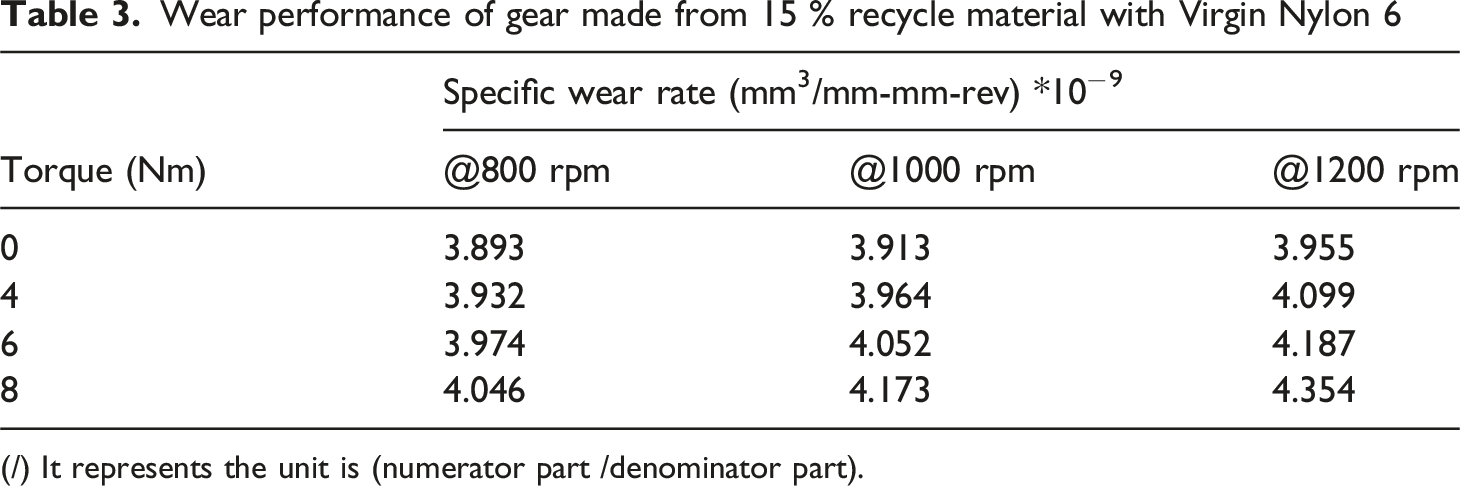
Figure 13 represents the specific wear rate behaviour of Nylon +15% Recycled Nylon 6 gear under different torque conditions at three different rotational speeds (800, 1000, and 1200 rpm). The test demonstrates the effect of rotational speed and applied torque on the wear characteristics of the recycled-virgin Nylon composite (Table 3). Wear performance of gear made from 15 % recycle material with Virgin Nylon 6 Wear performance of gear made from 15 % recycle material with Virgin Nylon 6 (/) It represents the unit is (numerator part /denominator part).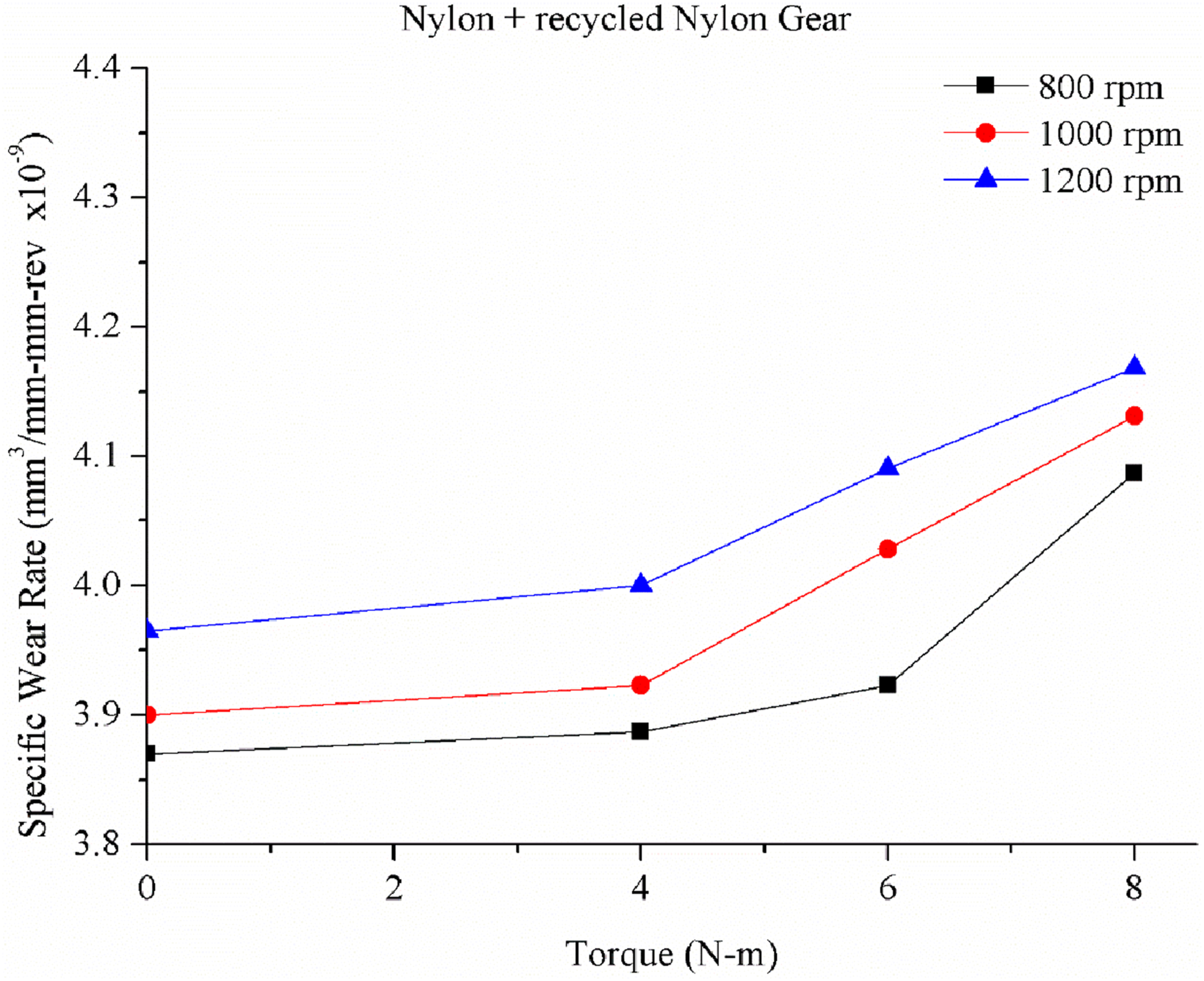
At 800 rpm the specific wear rate remains the lowest across all torque levels. The wear increases gradually from approximately 3.9 × 10−9 to 4.1 × 10−9 mm3/mm·mm·rev as torque rises from 0 to 8 Nm. The relatively stable and lower wear rate indicates that, at this speed, less frictional heat and reduced surface degradation occur. At 1000 rpm. the specific wear rate increases moderately with torque, ranging from 3.9 × 10−9 to around 4.2 × 10−9 mm 3 /mm·mm·rev. This shows that as rotational speed rises, frictional energy and at 1200 rpm. Contact temperature increase, resulting in slightly higher material removal due to softening of the polymer surface and increase adhesive wear.4,23 The wear rate shows a steep rise beyond 4 Nm torque, reaching approximately 4.35 × 10−9 mm3/mm·mm·rev at 8 Nm. The increase in wear at 6–8 Nm is attributed to higher contact stress and frictional heat, leading to surface softening and transition to severe wear. This sharp increase reflects a transition from mild to severe wear regime, primarily governed by thermal softening, micro-crack propagation and abrasive particle formation at the contact surface. Torque directly affects the normal load and frictional force between meshing gear surfaces. At higher torque, the contact pressure and surface temperature increase, accelerating the breakdown of the polymer matrix and promoting higher wear rates. The increase from 800 to 1200 rpm results in a proportional rise in sliding velocity and frictional heat generation. The higher surface temperature softens the Nylon-recycled blend, lowering its micro-hardness and enhancing material transfer to the counter surface. Consequently, wear transitions from adhesive wear (low rpm) to abrasive wear (high rpm). 24 The inclusion of 15% recycled Nylon introduces minor structural imperfections due to prior thermal degradation. These degraded chains reduce molecular weight and interfacial strength, making the surface more prone to wear under high thermal and mechanical stress. At higher rpm and torque, the polymer’s surface experiences localized softening due to heat build-up. The softened layer is easily ploughed off by the counter face asperities, explaining the sharp rise in wear rate beyond 1000 rpm and 4 Nm torque.
Figure 14 illustrates the specific wear rate (mm3/mm·mm·rev ×10−9) of gears fabricated from Virgin Nylon 6 as a function of applied torque (0–8 Nm) at three distinct rotational speeds (800, 1000, and 1200 rpm). The results show that both torque and speed have a significant impact on the tribological behaviour of the gear material the specific wear rate increases gradually with increasing torque across all speeds (Table 4). Wear performance Virgin Nylon 6 Wear performance Virgin Nylon 6 (/) It represents the unit is (numerator part /denominator part).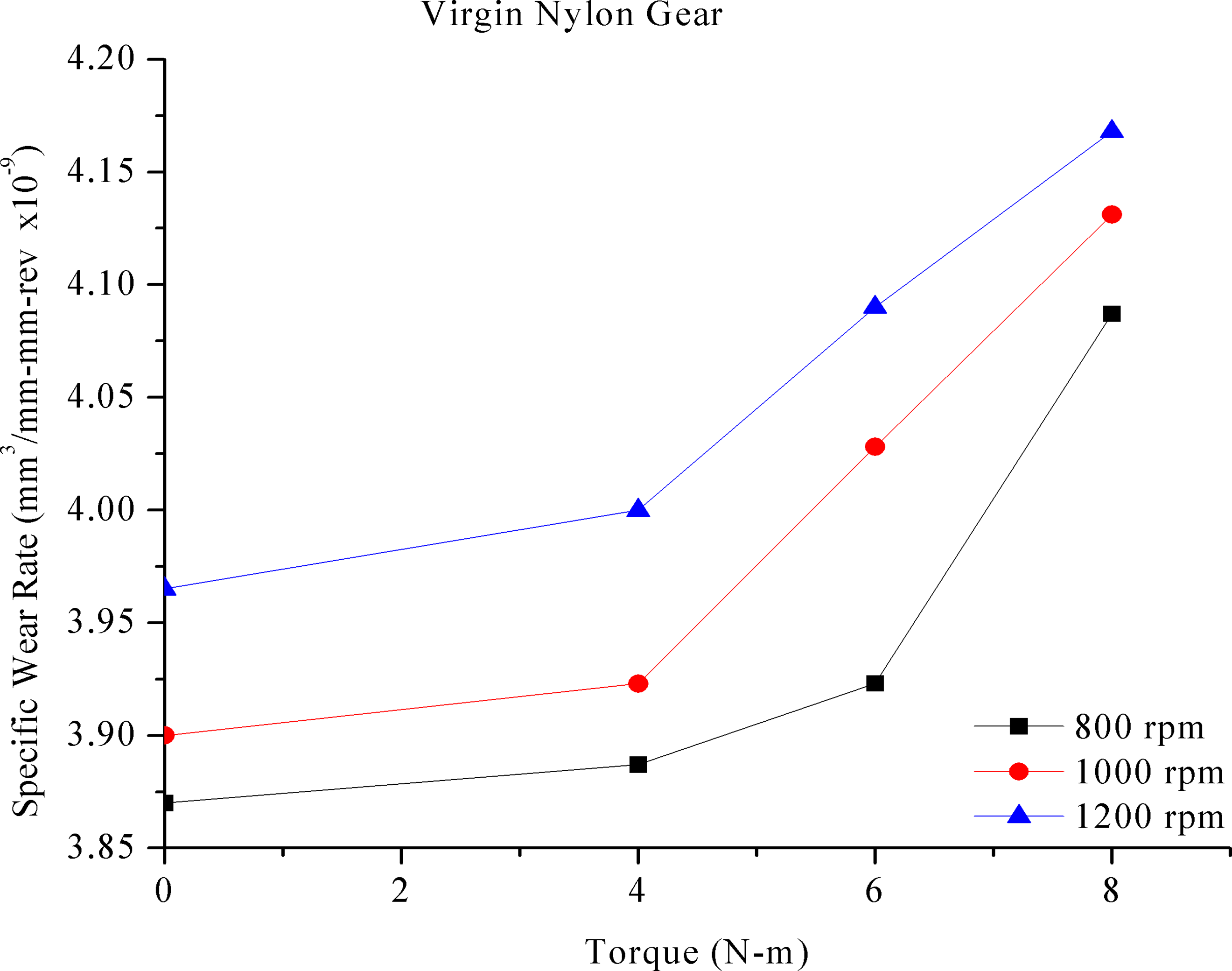
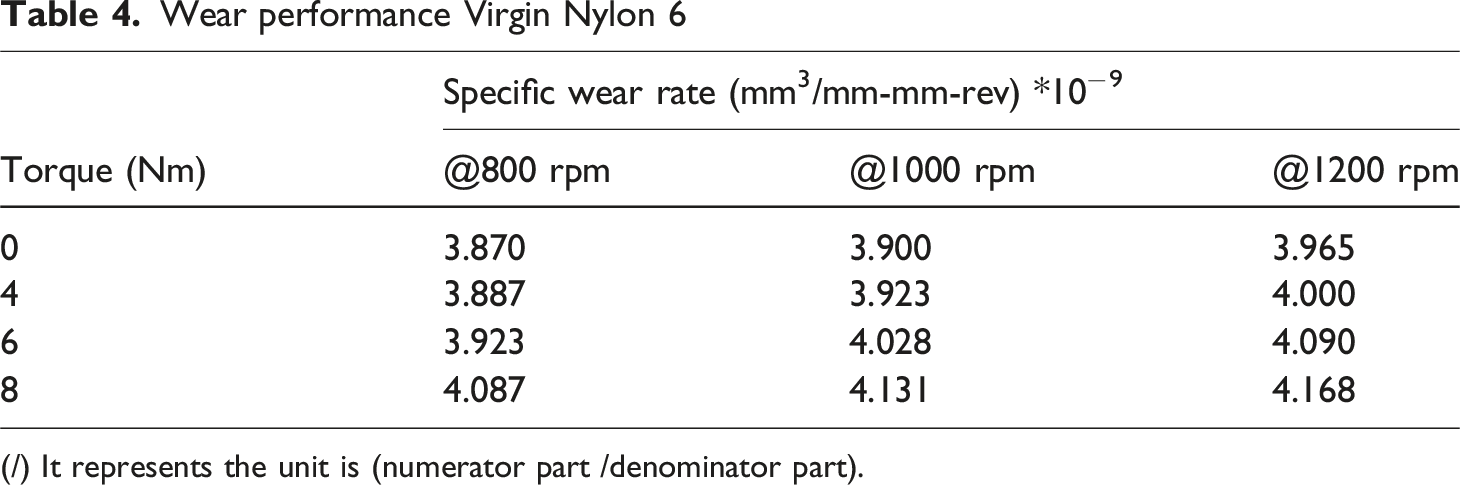
At low torque (0–4 Nm), the wear rate remains nearly constant, indicating stable performance under light load. Beyond 6 Nm torque, there is a sharp increase in the wear rate, suggesting a transition from mild to severe wear regime due to higher contact pressure and frictional heat. At 800 rpm the wear rate is the lowest and increases only slightly with torque, showing that frictional heat generation is minimal and the gear operates under mild adhesive wear at 1000 rpm the wear rate increases moderately with torque (Table 4). The combination of increased sliding velocity and torque causes higher surface temperature, resulting in softening and mild abrasive wear. At 1200 rpm. The wear rate increases sharply, particularly beyond 4 Nm torque, reaching the highest values among all test conditions. This is due to thermal softening, surface fatigue, and abrasive ploughing at high contact stress. as Nylon 6 is known for good wear resistance due to high crystallinity, Self-lubricating behaviour from amide group mobility, low friction coefficient under moderate load.14,25
However, under high torque and high speed, these advantages are partially lost because of thermo-mechanical degradation of the surface layer, reduced crystallinity at elevated temperatures, and Micro-fatigue failure caused by cyclic loading of the tooth contact region. The combined effect of torque (increasing contact stress) and rpm (increasing sliding speed) results in an exponential increase in the wear rate. This is consistent with Archard’s wear law, where wear volume is proportional to load and inversely proportional to hardness.
At high torque, contact stress rises, while at high rpm, surface hardness effectively decreases due to softening both contributing to higher wear.
The wear behaviour of gears fabricated from 15% recycled polymer (RP) blended with Nylon 6 and reinforced with 2 wt% Graphene was studied under varying torque and rotational speed conditions. Figure 15 shows the variation in specific wear rate (×10−9 mm3/mm·mm·rev) as a function of torque ranging from 0 to 8 Nm, evaluated at three rotational speeds: 800, 1000, and 1200 rpm. It is clearly observed that the wear rate increases progressively with both torque and speed for all test conditions. At lower torque levels (0–4 Nm), the wear rate increases only marginally, indicating stable performance and mild adhesive wear behaviour. However, beyond 6 Nm torque, the wear rate rises sharply, especially at higher rotational speeds, signifying a transition from mild to severe wear regime due to increased contact pressure and frictional heating at the gear interface (data refer Table 5). Wear rate of gears made of 15% RP + Nylon6 + 2% graphene oxide polymer composites. Wear rate of gears made of 15% RP + Nylon6 + 2% graphene oxide polymer composites.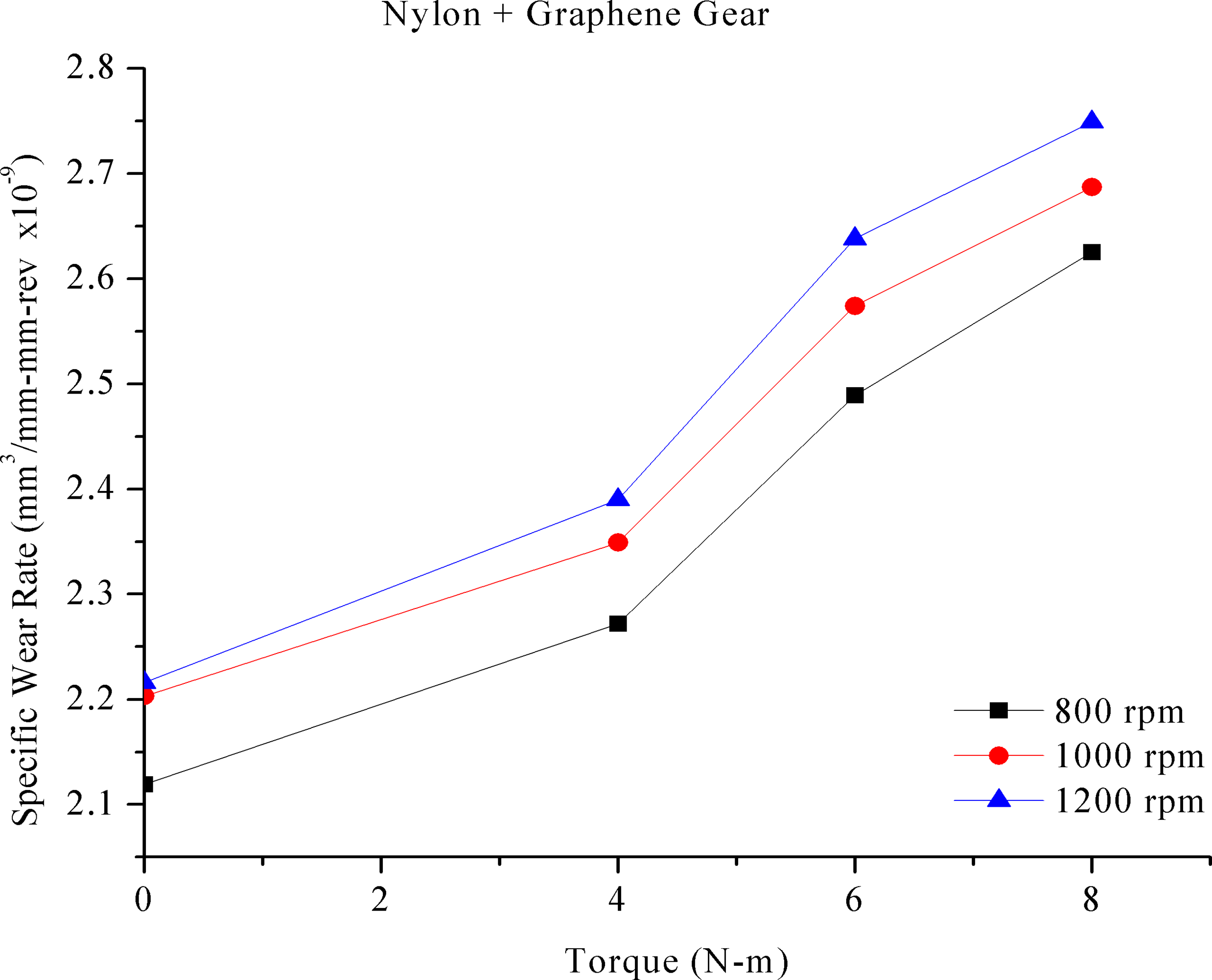
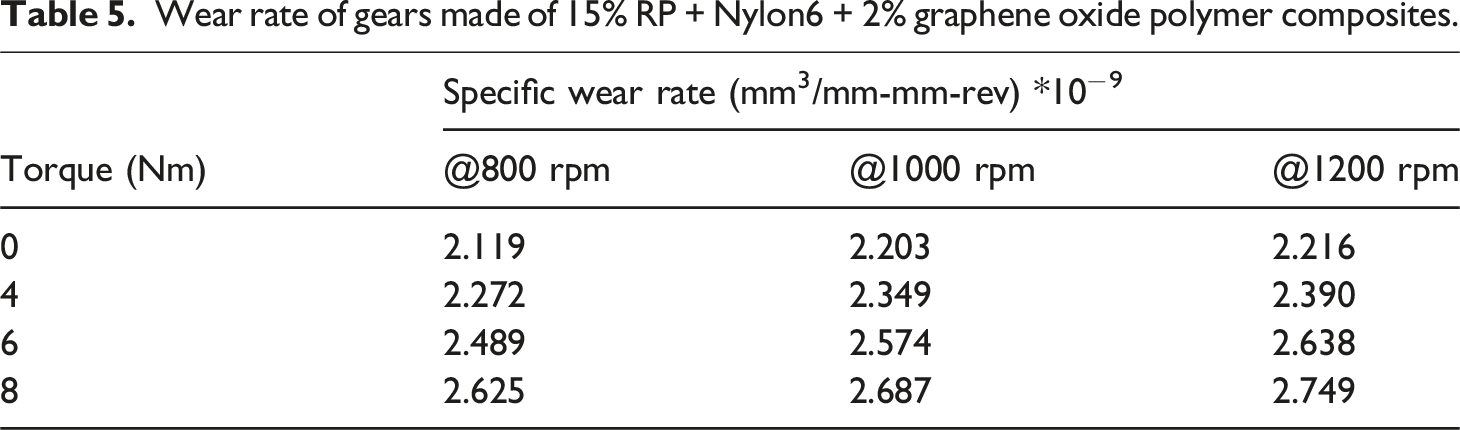
Among the three test speeds, the gear operated at 800 rpm exhibited the lowest wear rate throughout the torque range, which can be attributed to lower sliding velocity and limited heat generation. As the speed increased to 1000 rpm, a moderate increase in wear rate was noted owing to enhanced frictional energy and temperature rise at the contact surface. At 1200 rpm, the wear rate was highest, particularly beyond 4 Nm torque, where the combined effect of torque and speed led to pronounced surface softening and micro-fatigue failure. This clearly indicates that the wear behaviour of the composite is governed by thermo-mechanical interactions between torque-induced contact stress and frictional heat generation during meshing.17,26
The improved performance of the graphene-reinforced composite gear compared to both virgin Nylon 6 and 15% RP + Nylon 6 (without Graphene) is significant. The inclusion of Graphene in the polymer matrix enhances both load-bearing capacity and thermal stability of the material. Graphene, being a high-modulus and thermally conductive nanofiller, effectively transfers the applied load within the matrix and dissipates frictional heat from the tooth contact zone. This reduces the local temperature rise and delays the softening of Nylon 6, maintaining surface hardness and preventing excessive material removal. Furthermore, the presence of Graphene sheets improves interfacial bonding and crack-bridging, reducing the propagation of micro-cracks formed during cyclic meshing. These mechanisms collectively lower the wear rate and enhance the durability of the gear material, especially at higher torque and rotational speeds. Also, addition of graphene helps in improving properties of recycled material.
Surface roughness
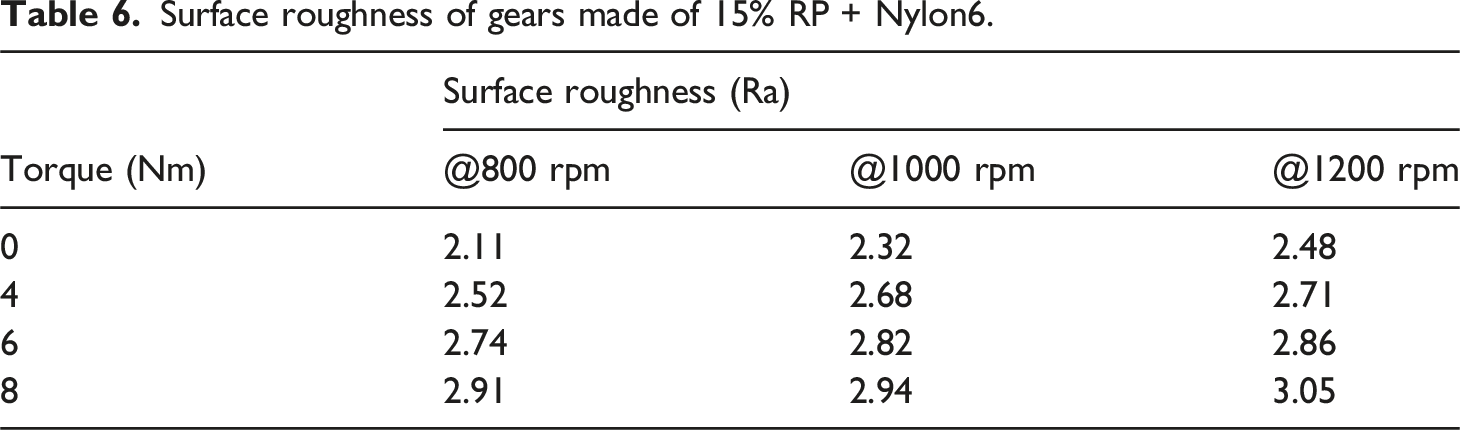
The surface roughness (Ra) is a critical tribological parameter that reflects the extent of surface degradation and topographical changes occurring on the gear tooth flanks during sliding contact. Figure 16 shows the variation of surface roughness with torque for the 15% Recycled Polymer (RP) + Virgin Nylon 6 compounded gear tested at three different rotational speeds (800, 1000, and 1200 rpm). The Ra values increase progressively with the rise in applied torque, indicating enhanced surface wear and deformation under increasing load and frictional energy. Surface roughness of gears made of 15% RP + Nylon 6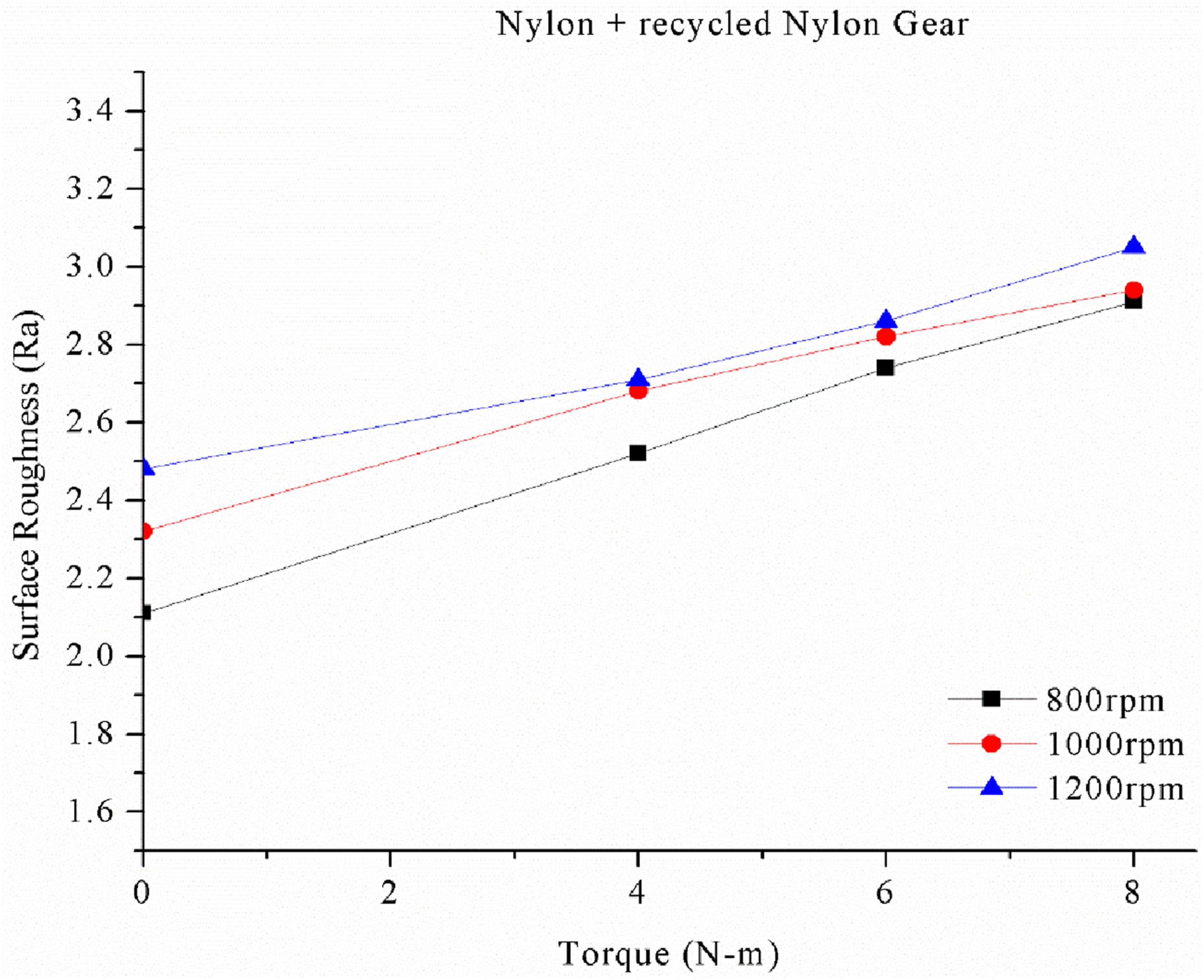
Surface roughness of gears made of 15% RP + Nylon6.
The increasing trend of surface roughness with both torque and speed can be explained by the combined effect of mechanical loading and thermal softening. As torque increases, the contact pressure between meshing teeth rises, promoting micro-cutting and ploughing by asperities of the counterface. Concurrently, higher rotational speeds cause greater frictional heating, which can locally exceed the glass transition temperature (Tg) of Nylon 6 (≈50–60°C). 27 This thermal softening reduces surface hardness and promotes smearing or adhesion of the softened material onto the mating gear surface. The repeated sliding under these softened conditions generates transfer films and surface fatigue pits, which further increase the measured surface roughness.
The slightly higher Ra values at elevated speeds also suggest the dominance of abrasive and fatigue wear mechanisms. 28 At lower torque and rpm, the wear is primarily adhesive, characterized by smooth and continuous surfaces. As both parameters increase, the wear transitions to a mixed adhesive–abrasive mode, leading to the formation of fine grooves, ridges, and surface asperity distortion. The rougher surface morphology observed at high torque and speed indicates that the material removal becomes more severe, with increased micro-crack initiation and debris entrapment between tooth flanks. These effects collectively contribute to a rougher post-test surface finish.
From a material standpoint, the incorporation of 15% recycled polymer (RP) into virgin Nylon 6 slightly reduces the polymer’s chain regularity and crystallinity due to partial degradation during the recycling process. This leads to a decrease in cohesive strength and wear resistance, causing a marginally higher surface roughness compared to that typically observed for pure virgin Nylon 6 under identical operating conditions. Nevertheless, the observed surface roughness values remain within a reasonable range, demonstrating that a 15% RP blend maintains acceptable surface performance for medium-load gear applications.
The correlation between surface roughness and wear rate indicates that as the surface roughness increases, the wear rate also tends to rise, owing to greater asperity contact and micro-cutting action. However, the wear performance of the 15% RP + Nylon 6 compound remains consistent and stable up to 6 Nm torque at lower rpm, suggesting that moderate recycling content does not critically impair surface quality. Beyond this load, rapid roughness growth points to a transition to the severe wear regime, necessitating improved heat dissipation or material reinforcement, such as nano-filler addition.
Overall, the results confirm that the surface roughness of 15% RP + Nylon 6 gears is strongly dependent on both torque and rotational speed. The trend reveals a linear-to-exponential increase in Ra with rising operational severity, driven by frictional heating, plastic deformation, and micro-fatigue effects. The material demonstrates satisfactory surface integrity under low and medium loads, while higher speeds and torques lead to pronounced roughening, indicative of thermal degradation and abrasive wear dominance.
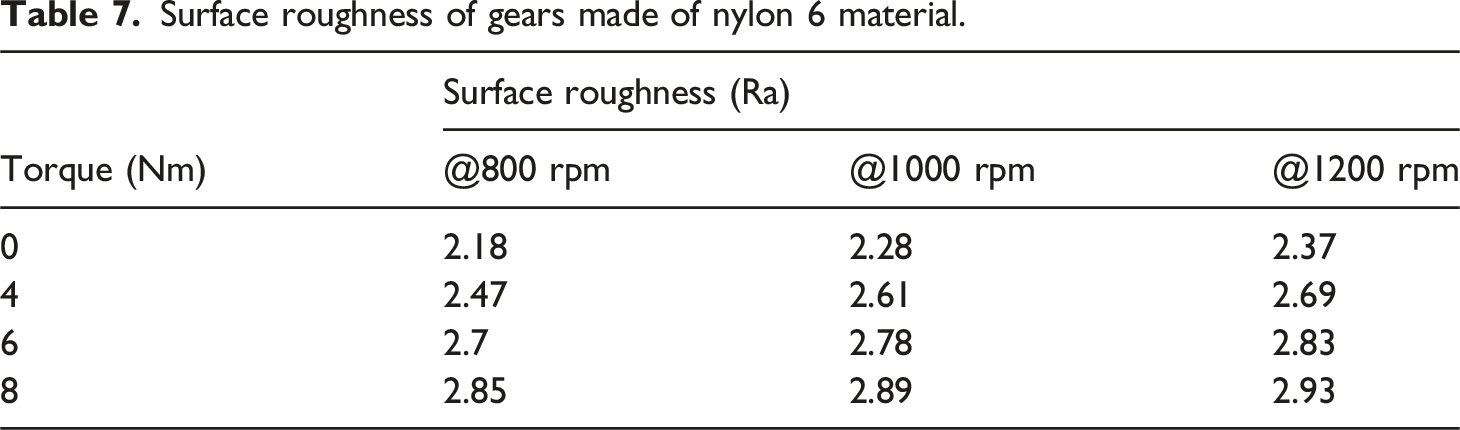
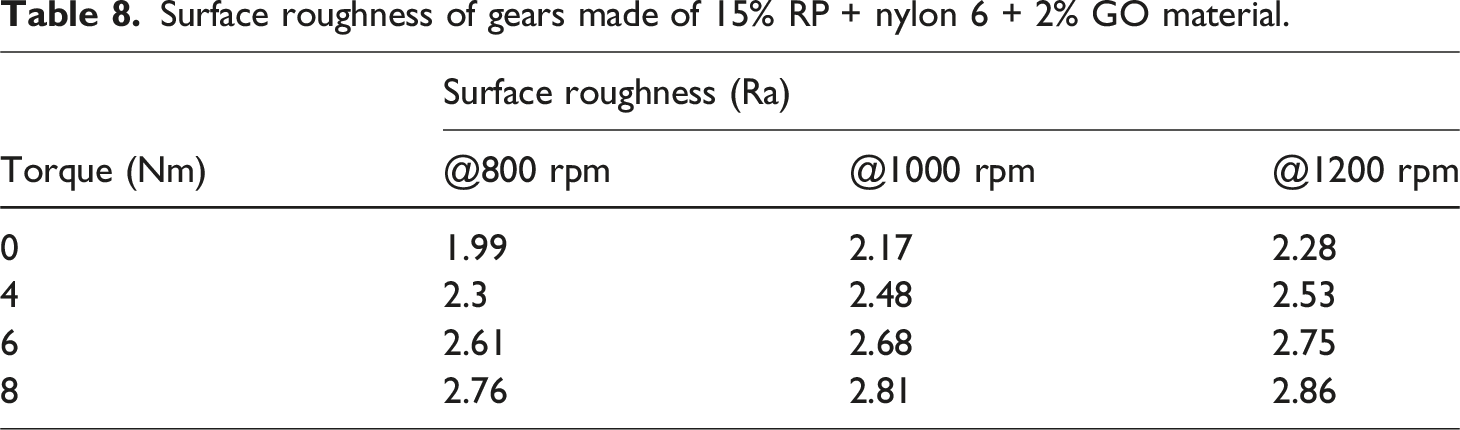
The variation in surface roughness (Ra) of pristine Nylon 6 gears under different rotational speeds (800, 1000, and 1200 RPM) and torque loads (0–8 Nm) is illustrated in Figure 17. The results indicate a consistent increase in surface roughness with the rise in both torque and rotational speed. At the initial stage (0 Nm), the surface roughness of the Nylon 6 gear is comparatively low, ranging between 2.2 µm and 2.4 µm across all speeds. However, as the torque load increases up to 8 Nm, the surface roughness values rise to approximately 2.8–2.9 µm. This progressive increase in surface roughness can be attributed to the enhanced frictional interactions and micro-abrasive wear at the gear tooth interface under higher torque. As the applied load increases, the contact stress at the meshing surfaces becomes more significant, promoting material deformation and localized heating, which leads to surface asperity breakdown and roughening. The effect is further pronounced at higher rotational speeds (1000 and 1200 RPM), where increased sliding velocity contributes to additional frictional energy and heat generation. This thermal effect softens the Nylon 6 matrix at the contact region, resulting in higher wear and surface irregularity. Surface roughness of gears made of nylon 6 material.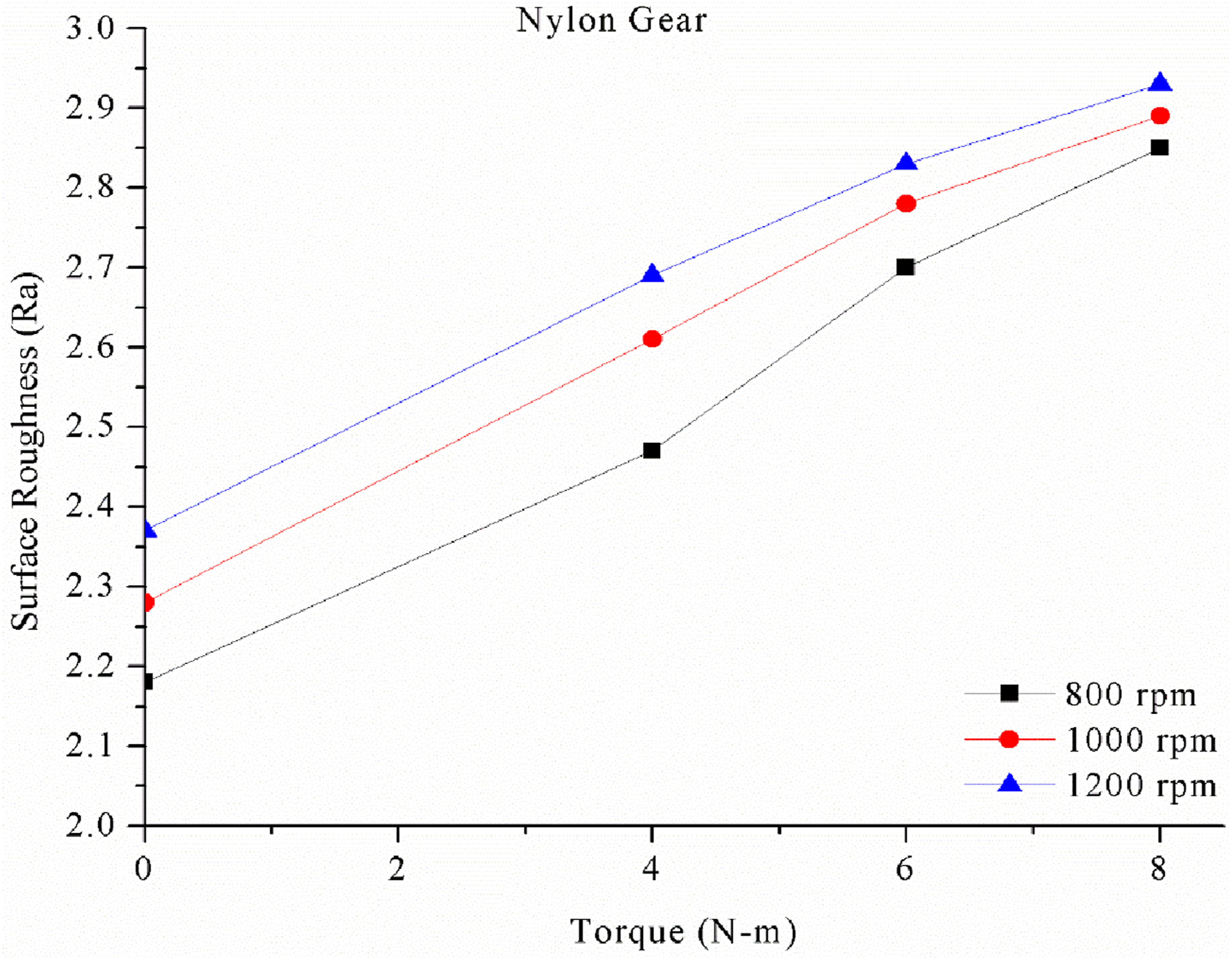
Surface roughness of gears made of nylon 6 material.
Overall, the study reveals that the surface finish of pristine Nylon 6 gears deteriorates gradually with increasing operational torque and speed due to combined mechanical loading and frictional heating effects. These findings highlight the importance of optimizing operational parameters to minimize wear and maintain surface smoothness, thereby extending the service life of polymer gears.
The variation in surface roughness (Ra) of the gear fabricated from a composite material containing 15% recycled Nylon 6 blended with virgin Nylon 6 and reinforced with 2 wt% Graphene Oxide (GO) is illustrated in Figure 18. The results exhibit a steady increase in surface roughness with rising torque load (0–8 Nm) and rotational speed (800–1200 RPM), similar to the trends observed in pristine Nylon 6 and 15% recycled Nylon 6–virgin blends. However, the magnitude of surface roughness values is comparatively lower for the GO-reinforced composite, indicating an improved surface finish and reduced wear progression. At 0 Nm torque, the Ra values for the GO composite range from approximately 2.0 to 2.3 µm, which is marginally lower than those of pristine Nylon 6 (2.2–2.4 µm) and the 15% recycled Nylon blend (2.1–2.35 µm). Surface roughness of gears made of 15% RP + nylon 6 + 2% GO material.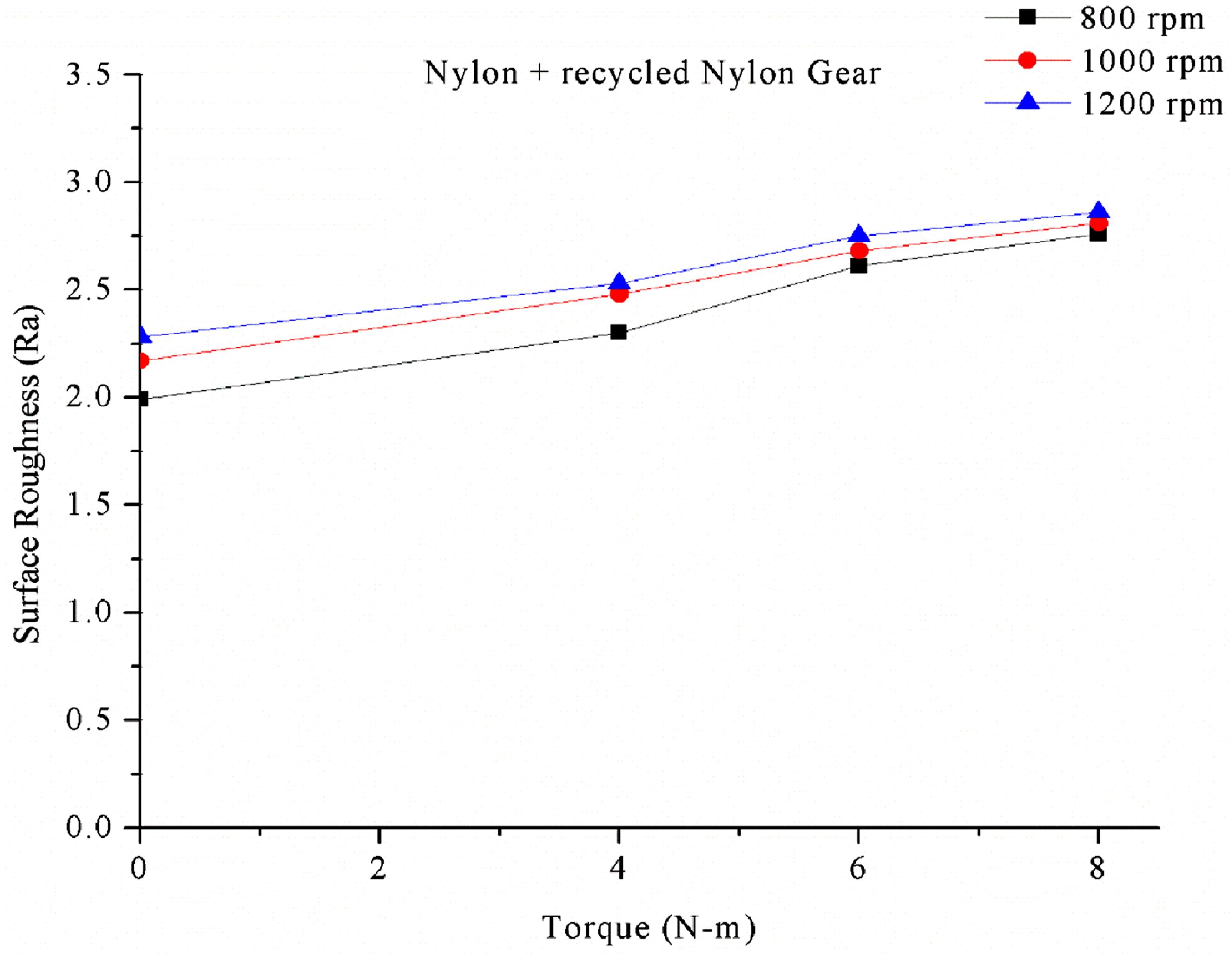
Surface roughness of gears made of 15% RP + nylon 6 + 2% GO material.
Surface temperature
Figure 19 illustrates the variation in surface temperature rise (°C) of driver and driven gears made from 15% Recycled Nylon 6 + Virgin Nylon 6 composite material under different torque loads (0–8 Nm) and rotational speeds (800, 1000, and 1200 RPM). A gradual increase in surface temperature is observed for both the driver and driven gears with increasing torque and rotational speed (Table 9). This behaviour can be attributed to the higher frictional interaction occurring at the tooth interface, which results in increased heat generation due to a combination of sliding and rolling contact during gear meshing. Surface temperature of 15% RP + virgin nylon gear. Surface temperature of 15% RP + virgin nylon gear.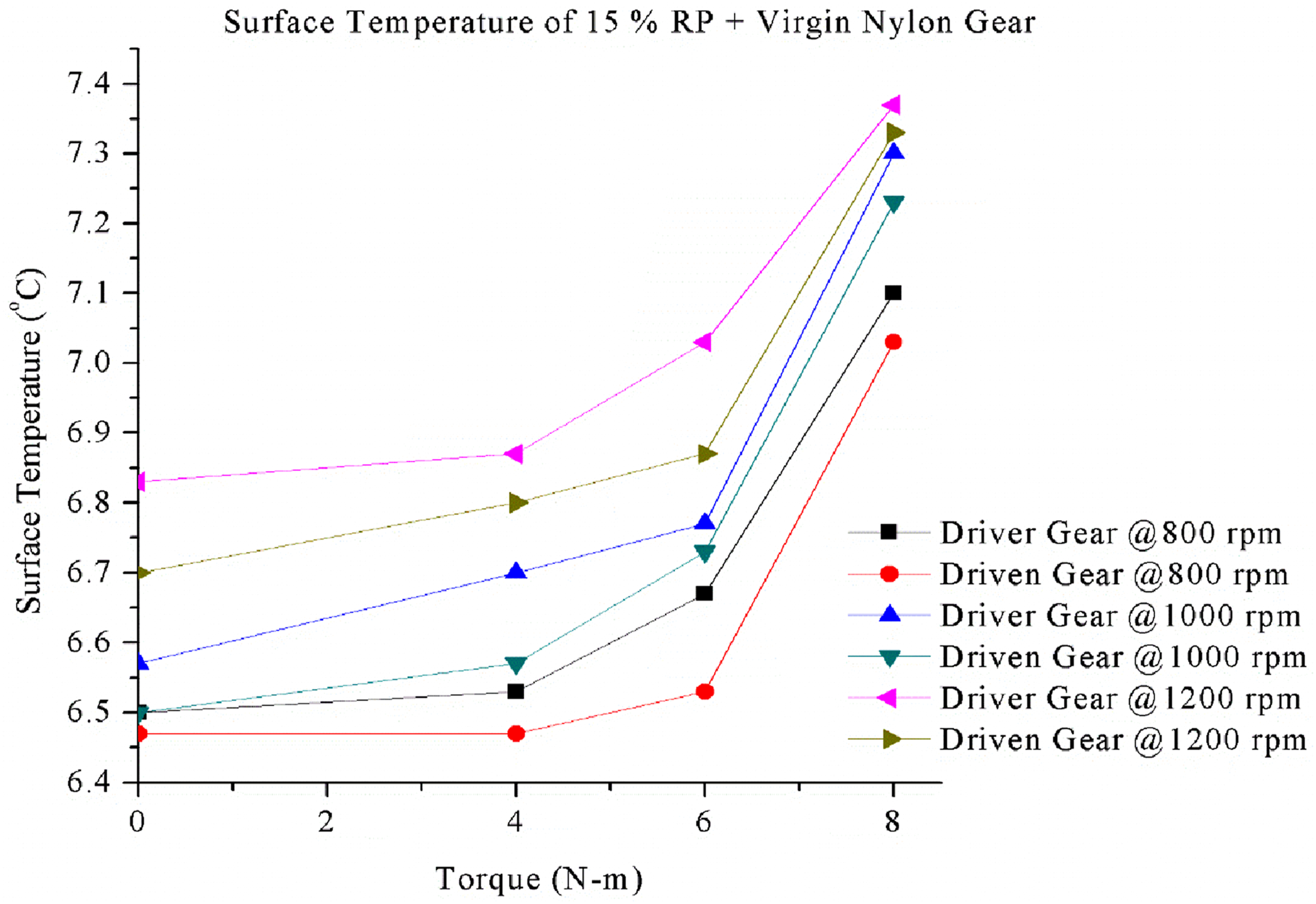
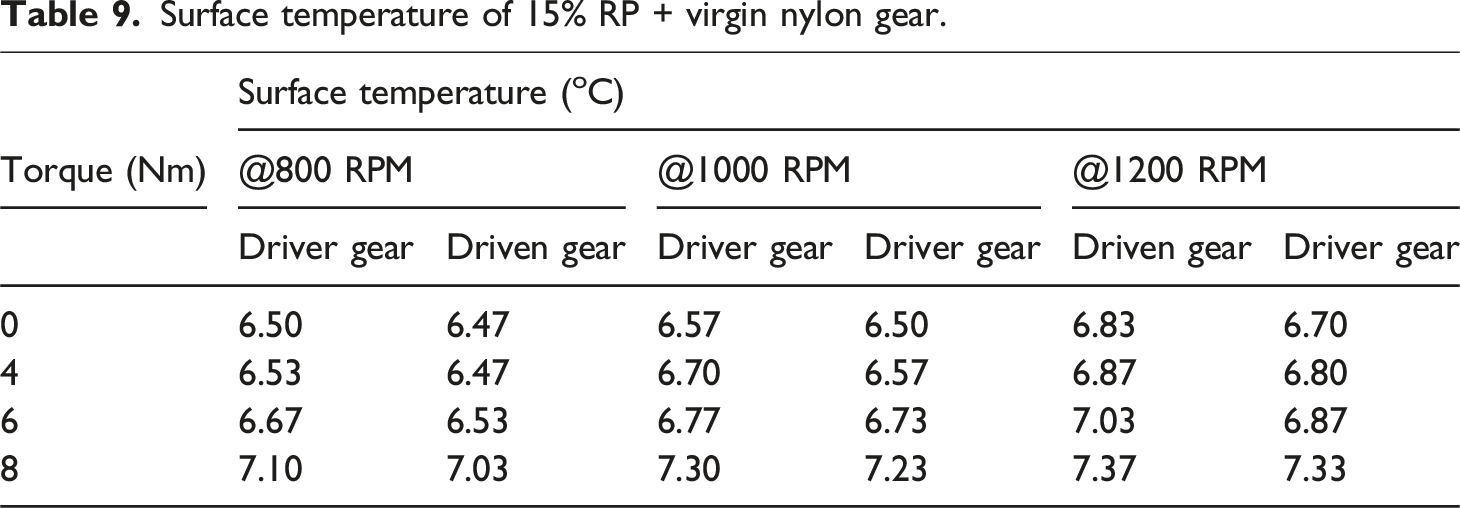
At low torque levels (0–4 Nm), the temperature rise remains minimal, ranging between 6.4°C and 6.8°C for both gears across all RPM values, indicating stable operation with limited frictional heating. As the torque increases beyond 6 Nm, a steeper temperature rise is observed, particularly at 8 Nm, where the driver gear operating at 1200 RPM exhibits the maximum temperature of approximately 7.45°C. The increase in torque enhances contact pressure and deformation at the gear tooth flanks, which intensifies frictional heat generation and leads to a higher surface temperature.
At 800 RPM, both the driver and driven gears show relatively lower temperature rises, ranging between 6.4°C and 7.0°C, indicating efficient heat dissipation and minimal frictional effects at lower speeds. However, as the speed increases to 1000 RPM and 1200 RPM, the surface temperature progressively rises for both gears. This increase is primarily due to higher sliding velocity between mating teeth, shorter contact time for heat dissipation, and greater frictional energy input per unit time. Across all torque and speed conditions, the driver gear consistently exhibits slightly higher surface temperatures compared to the driven gear, which can be explained by the active load transmission role of the driver gear that subjects it to greater tooth flank pressure and energy input. Nevertheless, this temperature difference tends to narrow at higher speeds, suggesting effective thermal equilibrium and better heat sharing between the meshing gears due to continuous contact during operation.
The moderate temperature rise, remaining within approximately 7.5°C even at the highest tested conditions (1200 RPM and 8 Nm torque), demonstrates that the 15% Recycled Nylon 6 + Virgin Nylon 6 composite maintains good thermal stability and wear resistance under operational stress. This performance indicates an effective load-bearing capacity of the composite material, limited softening of the polymer surface at elevated temperatures, and satisfactory tribological behaviour suitable for moderate-load gear applications. Overall, the results confirm that the inclusion of 15% recycled Nylon 6 into the virgin polymer matrix does not affects the material’s ability to withstand thermal and mechanical stresses during continuous operation, making it a viable candidate for thermoplastic gear components operating under moderate torque and speed conditions.
Figure 20 represents the variation in surface temperature rise (°C) of driver and driven gears made from pure Nylon 6 at different torque levels (0–8 Nm) and rotational speeds (800, 1000, and 1200 RPM). A consistent rise in surface temperature is observed for both driver and driven gears as torque and speed increase. The temperature rise remains gradual up to 6 Nm torque, followed by a sharp increase between 6 and 8 Nm, particularly at higher speeds. This behaviour reflects the effect of increased contact load and frictional heat generation at the gear tooth flanks during meshing. Surface temperature of nylon gear.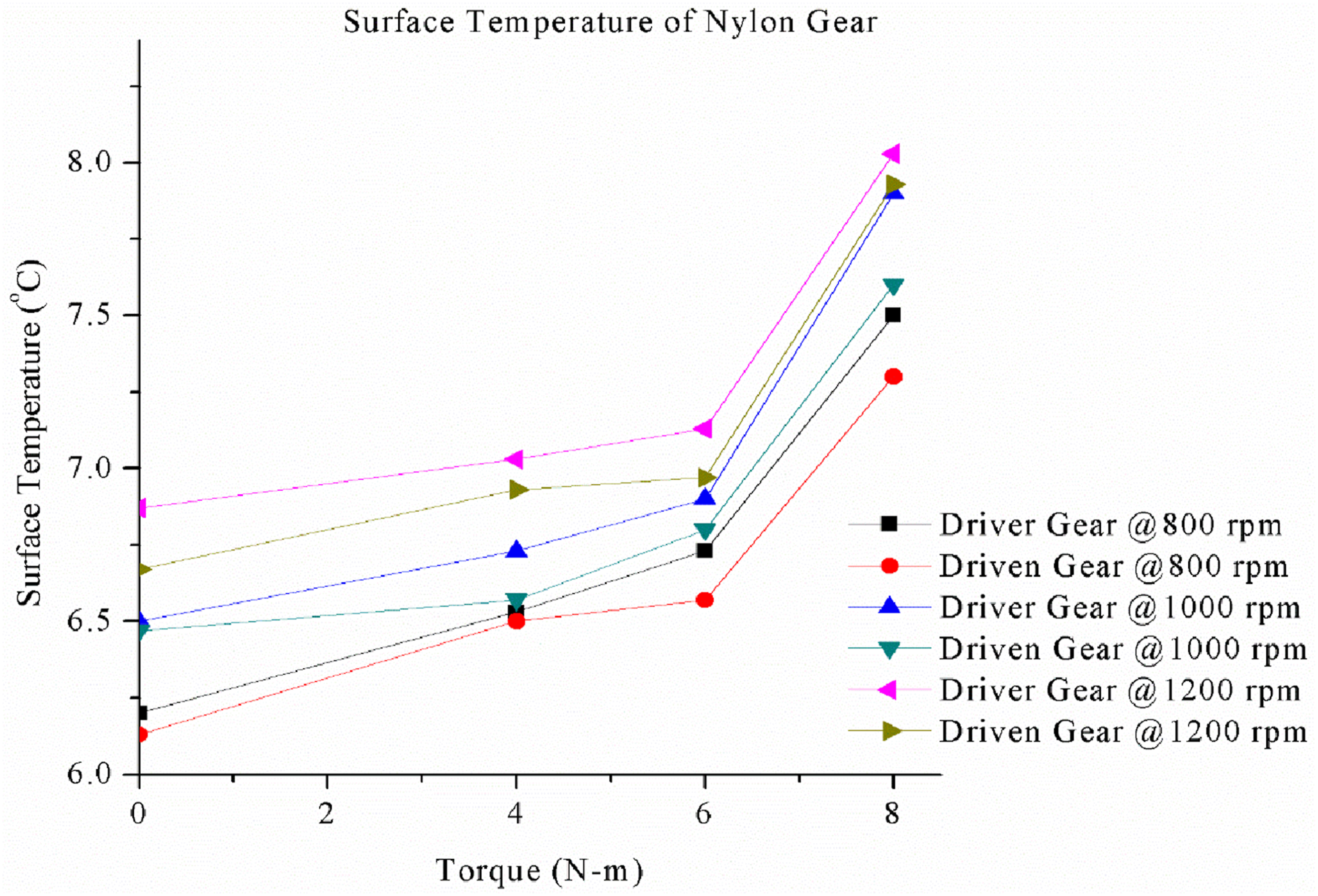
Surface temperature of nylon gear.
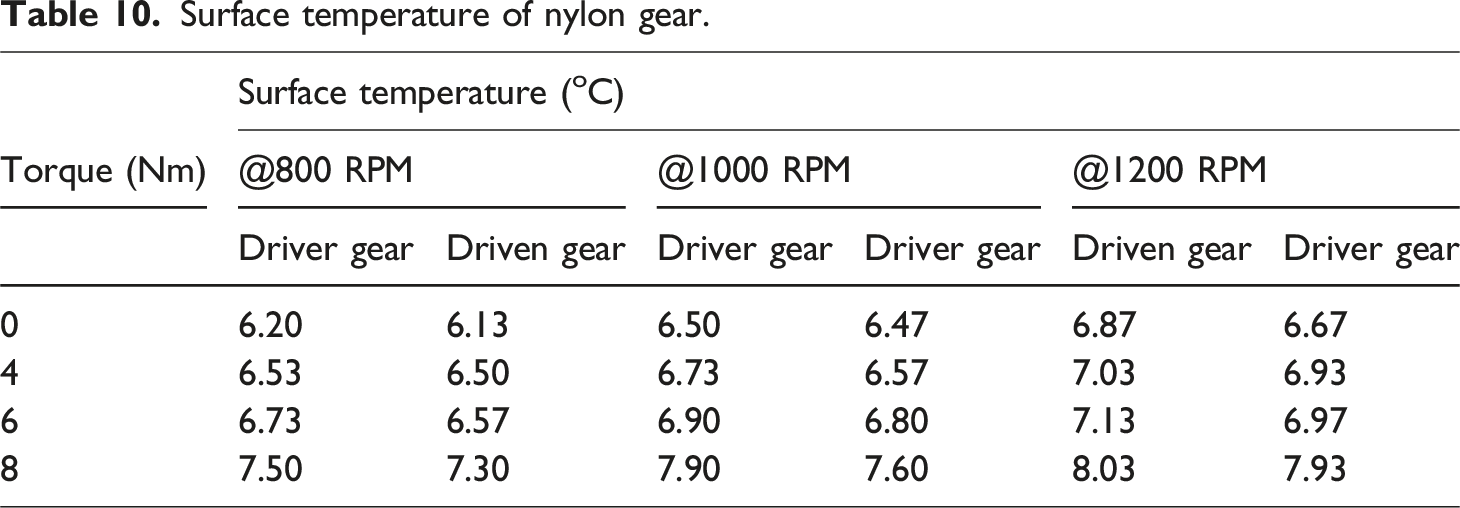
As the rotational speed increases from 800 to 1200 RPM, both driver and driven gears exhibit a higher temperature rise, with the maximum value of approximately 8.2°C recorded at 1200 RPM and 8 Nm torque. This indicates that at higher speeds, dynamic friction and viscoelastic heating effects in Nylon 6 become dominant, leading to greater energy input per unit time and more significant heat accumulation, while the limited thermal conductivity of Nylon 6 restricts heat dissipation. The driver gear consistently shows slightly higher surface temperatures than the driven gear across all RPM levels because it transmits torque and experiences greater tooth flank pressure and energy input.
However, the temperature difference remains small (within 0.2–0.3°C), which suggests good thermal sharing and mechanical compatibility between the gear pair. When compared with the 15% RP + Nylon 6 composite gear, the pure Nylon 6 gear shows a higher surface temperature rise under similar torque-speed conditions. The increase of about 0.7°C indicates greater frictional energy loss and viscoelastic deformation in pure Nylon 6.
In contrast, the 15% RP + Nylon 6 gear demonstrates better thermal stability, a lower temperature gradient, and more controlled frictional heating due to the slightly stiffer microstructure introduced by the recycled polymer, which helps limit local heating and deformation. At high torque (8 Nm) and high speed (1200 RPM), the temperature rise in pure Nylon 6 becomes significantly sharper, confirming higher energy dissipation in the form of heat, while the recycled blend dissipates heat more effectively, thus showing improved thermal performance and operational stability.
Figure 21 illustrates the variation in surface temperature rise of driver and driven gears made from 15% Recycled Nylon 6 and Virgin Nylon 6 reinforced with 2 wt% Graphene Oxide (GO) under different torque loads ranging from 0 to 8 Nm and at rotational speeds of 800, 1000, and 1200 RPM. It is observed that the surface temperature gradually increases with both torque and speed, for both driver and driven gears, indicating the expected thermal response due to increased mechanical stress and frictional interaction at the gear tooth interface. Surface temperature of 15% RP + virgin Nylon 6 + 2% Graphene oxide.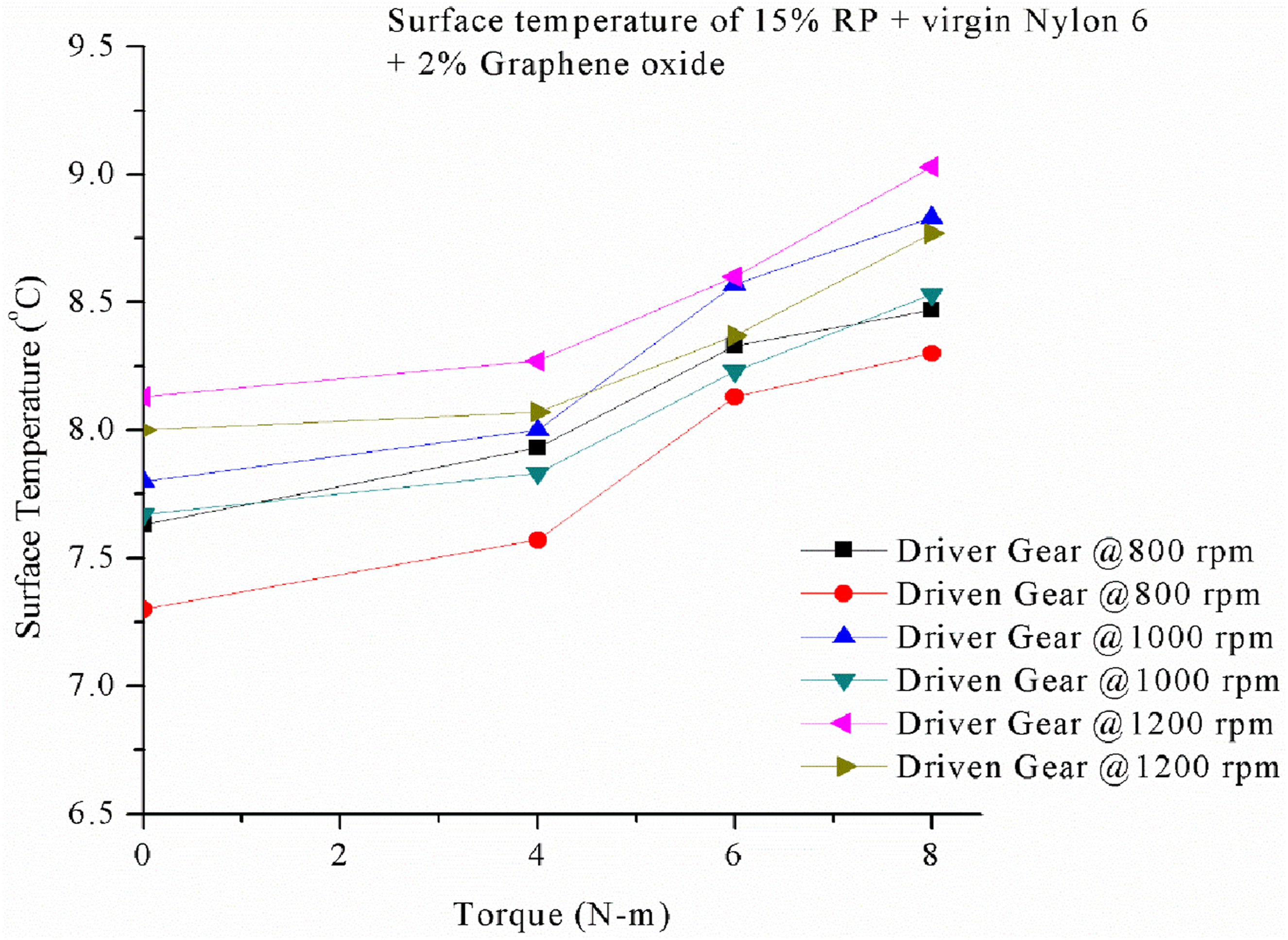
Surface temperature of 15% RP + virgin Nylon 6 + 2% Graphene oxide.
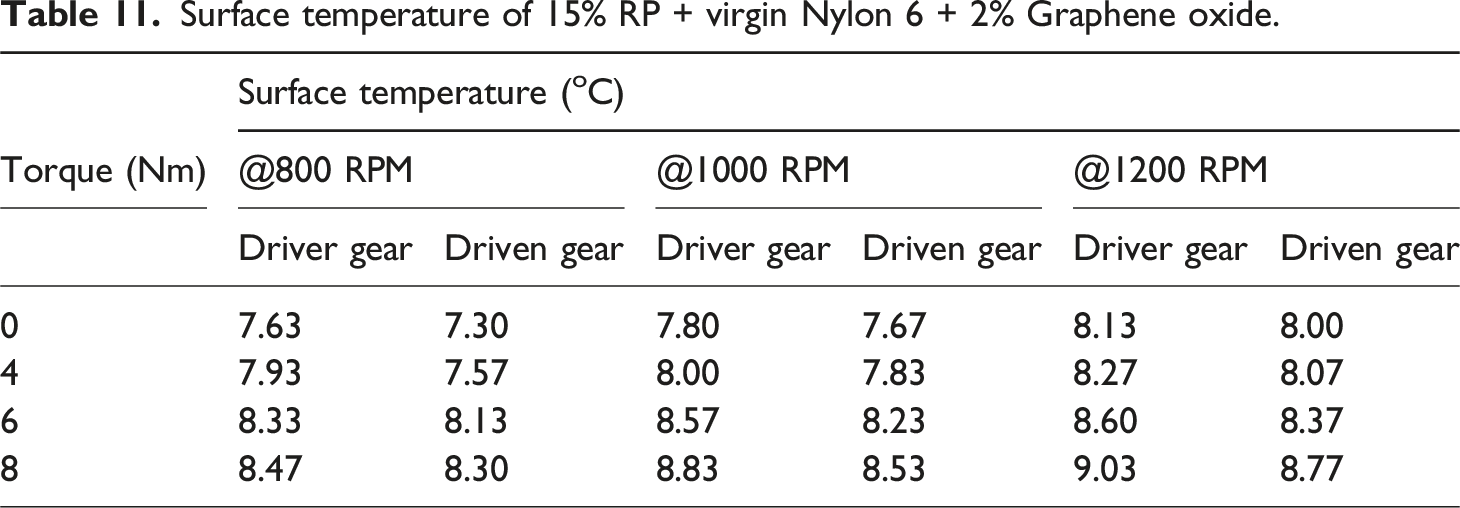
The influence of rotational speed is also evident from the trend of increasing temperature with higher RPM. At 800 RPM, the surface temperature rise is moderate, while at 1200 RPM, both driver and driven gears show a higher rise due to increased sliding motion and reduced time for heat dissipation between consecutive tooth engagements. The rise in surface temperature is minimum for virgin Nylon 6, followed by 15% recycled Nylon 6. The rise in surface temperature is maximum for 15% RP material reinforced with 2% graphene oxide.
Comparing the two gears, the driver gear consistently exhibits a slightly higher temperature than the driven gear at all operating conditions, which is expected since the driver gear directly transmits torque and bears a higher tangential load, causing more frictional heat generation. Nevertheless, the difference between the two gears is smaller than in the 15% RP + Nylon 6 combination, indicating better thermal equilibrium and reduced frictional disparity between the meshing pairs due to improved surface smoothness and hardness provided by the GO reinforcement.
Conclusion
• There is an increase in wear rate with increase in torque for gears. The rate of increase is moderate, initially followed by higher increase in it at higher torque. Higher torque increases frictional heat and higher stress, resulting in higher wear. The wear rate is minimum for 15% recycled nylon 6+ virgin nylon +2% graphene oxide polymer composite. The superior performance of graphene oxide reinforced nylon 6 can be attributed to its oxygen functional groups, which enhance interaction with the polymer matrix, leading to better load transfer and interfacial bonding.21,29 • There is an increase in surface roughness with increase in torque for gears. Increase in torque results in higher stress, resulting in an increase in surface roughness. The increase in surface roughness is minimum for 15% recycled nylon 6+ virgin nylon +2% graphene oxide polymer composite. This can be attributed to self-lubricating properties of graphene oxide. This results in reduction in microcracks and formation of transfer film, resulting in lower surface roughness.
30
• There is an increase in surface temperature of gears with increase in torque. The rate of increase is moderate initially followed by higher increase in it at higher torque. The increase in surface temperature can be attributed to higher stress and higher frictional heat generated at higher RPM. • Performance of 15% RP material reinforced with 2% graphene oxide is at par with virgin Nylon 6 indicating its potential for various applications. The incorporation of recycled content contributed positively to sustainability and circular economy goals, demonstrating that partial recycling does not critically compromise gear functionality.
Footnotes
Acknowledgements
The authors would like to acknowledge Institute of Chemical Technology, Mumbai, and Gharda Institute of Technology for making the research facility available for carrying out the research work.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.