
Abstract
The growing demand for automotive lightweighting and eco-efficient manufacturing calls for high-performance structural composites that also offer reparability. This study introduces a repairable composite leaf spring made from a bio-based thermoplastic polyamide (PA56), leveraging its intrinsic thermal repair capability to enable damage recovery through hot-pressing. A rapid hot-press forming process was developed by integrating Classical Lamination Theory (CLT) with Finite Element Analysis (FEA) for stiffness prediction, supported by experimental validation. This approach reduced processing time by 90% compared to conventional thermosets, implying a significant potential for reducing manufacturing energy consumption. The resulting leaf springs retained 93.3% of the quasi-static stiffness and 83.5% of the strength of epoxy-based counterparts. Regarding rate-dependent response, they exhibited a 58% higher strain rate sensitivity and reduced hysteretic energy dissipation to just one-sixth of that observed in epoxy springs at high rates. Following hot-press repair, the springs recovered 94.3% of stiffness, 88% of strength, 80% of strain rate sensitivity, and nearly identical hysteretic behavior. This work demonstrates the potential of bio-thermoplastics in creating a repairable and more sustainable pathway for next-generation automotive composite structures.
Keywords
Introduction
With the advancement of New Energy Vehicles (NEVs), automotive lightweighting has garnered significant attention. Employing fiber-reinforced resin-based composites to manufacture automotive structural components yields notable benefits in energy conservation, emission reduction, enhanced vehicle performance, and reduced operational costs. 1 Leaf springs, which are critical components in automotive suspension systems, account for approximately 10–20% of a vehicle’s unsprung mass. 2 Their primary function is to connect the chassis to the axle while absorbing shocks and vibrations, thereby enhancing driving comfort. Extensive studies on composite suspension components, such as helical springs and leaf springs, have demonstrated the effectiveness of numerical methods in predicting structural behavior. 3 Composite leaf springs, fabricated using high-performance fibers as reinforcements and polymeric resins as matrices, exhibit notable advantages including light weight, high strength, and excellent design flexibility. 4
Current research and application of composite leaf springs predominantly utilize thermosetting (TS) resins as the matrix material, such as epoxy resin. Compared to conventional steel leaf springs, fiber-reinforced thermoset composite leaf springs can reduce weight by up to 50% while maintaining load-bearing capacity, and they also exhibit a lower natural frequency.5–8 Thermosetting resins form a three-dimensional cross-linked network upon curing, 9 endowing the composites with excellent stiffness, strength, heat resistance, and dimensional stability, which to some extent meets the mechanical requirements of leaf springs. However, once cured, the thermoset network cannot be remelted or dissolved, rendering the composite products difficult to repair if damaged and exceptionally challenging to recycle at their end-of-life.10,11 Furthermore, the curing process for thermosets typically requires prolonged exposure to elevated temperatures (ranging from tens of minutes to several hours), which not only extends production cycles and reduces efficiency but also incurs substantial energy costs. This represents a critical impediment to the automotive industry’s ambition of achieving large-scale, high-efficiency, and cost-effective manufacturing. Consequently, to overcome these limitations while retaining the lightweight and performance advantages, researchers have turned their attention to thermoplastic (TP) resins as novel matrix materials for composites. 12 Unlike thermosets, which require complex curing reactions, thermoplastics are fully polymerized. Their key characteristic is the ability to be repeatedly melted upon heating and solidified upon cooling without additional chemical reactions. This property enables simpler and faster consolidation processes for thermoplastic composites, achievable within minutes, thus offering substantial potential for efficient production. In contrast, thermosets require extended curing cycles to complete their irreversible cross-linking reactions. The substantial reduction in production cycle time is crucial for meeting the automotive industry’s demand for high-volume, efficient manufacturing and implies a reduction in process-related energy consumption compared to prolonged oven curing. Moreover, the storage and transportation requirements for thermoplastic prepregs are significantly simplified, as they do not require refrigeration and can be stored at ambient temperature, thereby reducing logistics costs and simplifying inventory management due to their virtually indefinite shelf life, free from pot-life constraints. 13
In the broader context of thermoplastic composites, research has focused on enhancing matrix properties to meet diverse engineering demands. Recent studies have extensively explored the incorporation of natural fillers into thermoplastic matrices, such as HDPE to improve mechanical and thermal characteristics.14–16 For instance, a notable study published by Balaji Ayyanar et al. (2024) highlighted the efficacy of filler reinforcements in tailoring thermoplastic properties. 17 Beyond matrix modification, structural optimization remains a key focus. Hybrid designs, such as combining natural resources with traditional E-glass fibers in sandwich structures, have also shown promise in optimizing the cost-performance ratio of composite laminates.18,19
Beyond markedly enhancing production efficiency and reducing storage/transportation costs, thermoplastic composites offer another significant advantage over thermosets: reparability. Their meltability enables efficient and reliable in-situ repair,20,21 which is vital for ensuring the safety and service life of critical structures in sectors such as aerospace and automotive. Various repair methods for thermoset composites have been explored. For instance, mechanical fastening can be effectively used on composite surfaces; however, the requisite drilling creates stress concentration points within the structure. 22 Self-healing materials represent a promising approach but are constrained by specific material requirements and processing complexities.23,24 Resin infusion repair technology uses injectable liquid thermoplastics to repair large-scale structures; however, its efficacy is often limited, resulting in non-uniform performance in the repaired zone and persistent durability concerns. 25 Additive Manufacturing (AM) offers a novel approach using in-situ customized carbon fiber patches, yet the bonding permeability can be insufficient, often failing to eliminate micro-voids at complex internal defect interfaces. 26
Hot-press repair technology operates on the principle of fusion bonding. By applying temperatures above the material’s melting point, the thermoplastic resin softens, reducing its viscosity. Simultaneously, pressure is applied to drive the diffusion of the softened material, achieving intimate contact at the damaged interface. This facilitates the mutual diffusion and entanglement of polymer chains, ultimately completing the repair. 27 To validate the applicability of fusion bonding for repairing complex structures, Ranjeetkumar et al. 28 embedded magnetic polymer nanocomposite (PNC) films between thermoplastic unidirectional Glass Fiber Reinforced Polymer (GFRP) layers. Selective microwave heating induced melting of the nanofilms, driving liquid polymer to permeate microcracks via capillary action. Solidification upon cooling achieved damage repair, restoring 84% of the structural strength. Liu et al. 29 pioneered the use of biomimetic spiral laminates to investigate the hot-press re-consolidation process of thermoplastic composites after low-velocity impact. CT scans macroscopically characterized the repair efficacy, and indentation tests quantitatively validated that thermal repair effectively addresses delamination, with interlaminar blocking significantly enhancing repair efficiency. Jin et al. 30 conducted comparative studies on the thermal repair efficacy of CF/PEEK and CF/PPS laminates, revealing that CF/PPS exhibited significantly better performance recovery post-repair than CF/PEEK, a disparity attributed to the semi-crystalline nature of PEEK.
In summary, employing thermoplastic composites enhances production efficiency, reduces transportation, storage, and maintenance costs, and offers potential benefits for environmental sustainability through reduced energy usage and end-of-life options. This study investigates partially bio-based polyamide resin (PA56)/glass fiber leaf springs. Their stiffness, strength, strain rate sensitivity, and hysteretic behavior characteristics are tested. Following induced damage, the specimens undergo hot-press repair. Non-destructive techniques, including digital microscopy and thermal imaging, are employed to assess surface and internal damage. The recovery of relevant mechanical properties post-repair is quantified experimentally. This research aims to provide valuable insights for expanding the application of composites in the automotive sector, enhancing production efficiency, reducing maintenance costs, extending service life, and contributing to the development of eco-efficient automotive components.
Materials and methods
Specimens
The composite leaf springs were manufactured from unidirectional E-glass fiber/PA56 prepreg via hot pressing. The specimen was designed as a mono-leaf scaled-down model with effective dimensions of 462 mm in length, 27 mm in center width, and 12.5 mm in center thickness. As illustrated in the lay-up design in Figure 1, the variable thickness profile was achieved by stacking unidirectional (0°) prepreg plies in specific groups: 38 full-length plies for the base, 34 stepped plies (length decreasing by 10 mm per layer), 20 short plies for the central boss, and 2 protective surface plies. The prepreg stack was placed in a mold and subjected to a hot-pressing cycle (parameters in Table 1) involving graded pressure and temperature to facilitate resin flow and degassing, followed by cooling under pressure. Schematic illustration of the manufacturing process for PA56/Glass fiber thermoplastic composite leaf springs. The process includes resin impregnation, layup, and hot pressing at 330°C and 0.5–3 MPa. Processing parameters for the fabrication of composite leaf springs.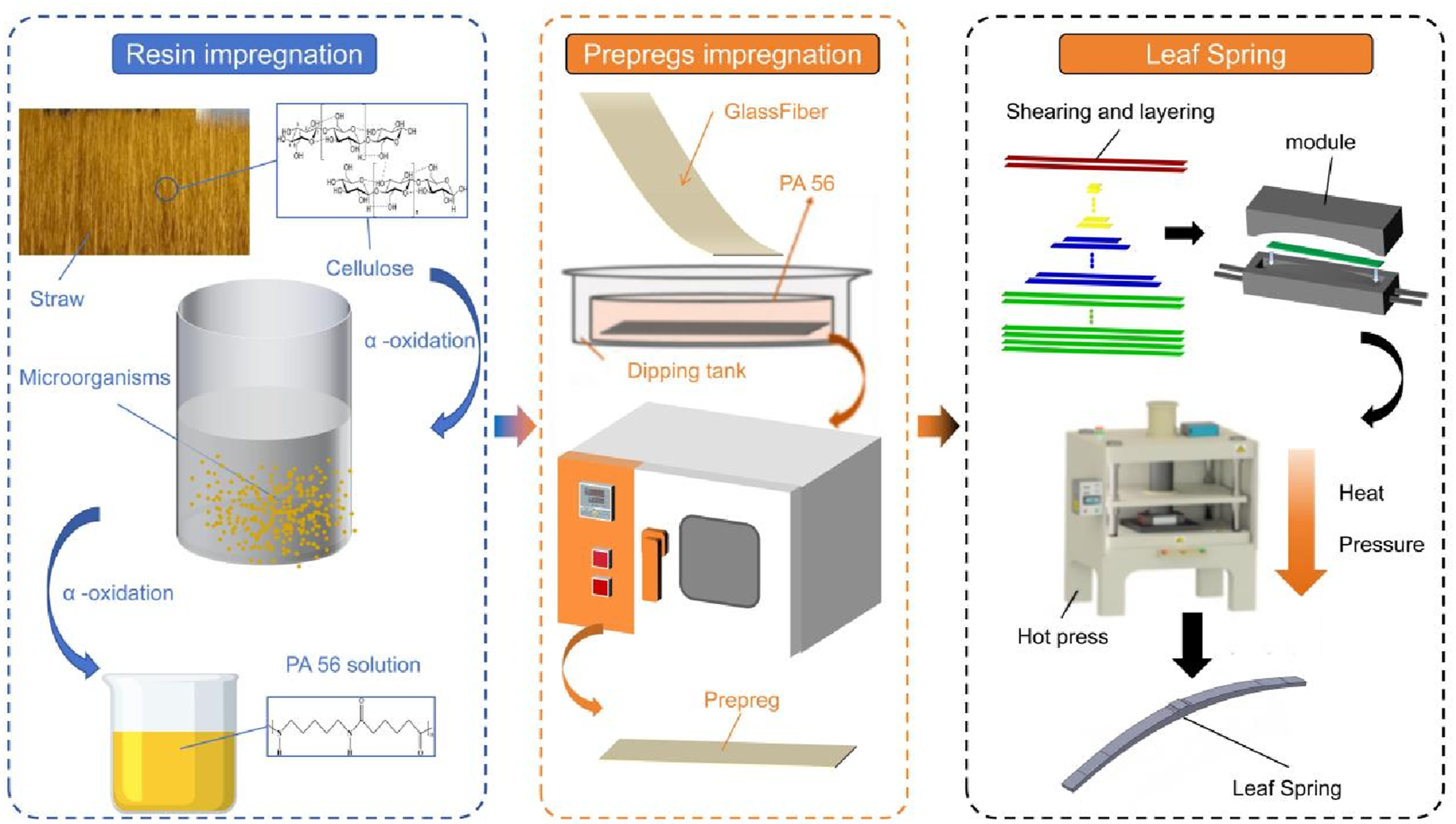

For comparison, thermosetting leaf springs with an identical lay-up structure were fabricated. The epoxy matrix was prepared by mixing EPOLAM 2040 resin and 2042 hardener at a 100:26 mass ratio and impregnated into the glass fiber stack before curing.
Theoretical background and numerical simulation
Analytical model
The bending stiffness of the bio-based polyamide (PA56) composite leaf spring was predicted utilizing classical laminate theory (CLT), specifically following the analytical model established by Ke et al.
31
Figure 2 illustrates the flattened geometry of the leaf spring. Schematic diagram of the leaf spring structural dimensions.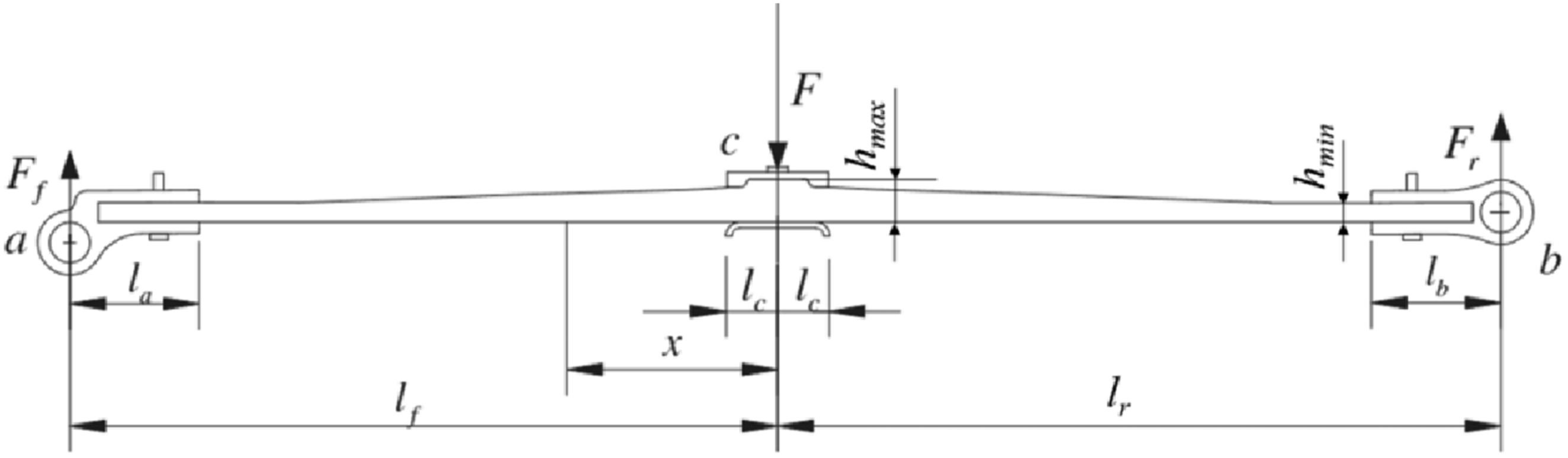
The stiffness of the composite leaf spring was calculated based on a discretized laminate model.
32
In this model, the leaf spring is divided into segments, each further discretized into unit-length laminates. The overall bending stiffness is derived from the superposition of the stiffness of the front and rear segments. The final calculated stiffness K of the composite leaf spring is given by:
The bending strength was determined based on the peak load and the mid-span cross-sectional dimensions, calculated as follows:
Finite element modelling
A finite element model of the unidirectional glass fiber/PA56 composite leaf spring was developed in ABAQUS/Standard to predict its initial stiffness response. The geometry was created based on the actual specimen dimensions. A structured hex-dominant mesh consisting of 37,998 elements was utilized, with element density refined to ensure calculation accuracy. The leaf spring was meshed with 8-node linear incompatible mode solid elements (C3D8I) to prevent shear locking in bending, as depicted in Figure 3. Finite Element Analysis (FEA) model setup. The model illustrates the mesh generation and boundary conditions applied to simulate the three-point bending scenario.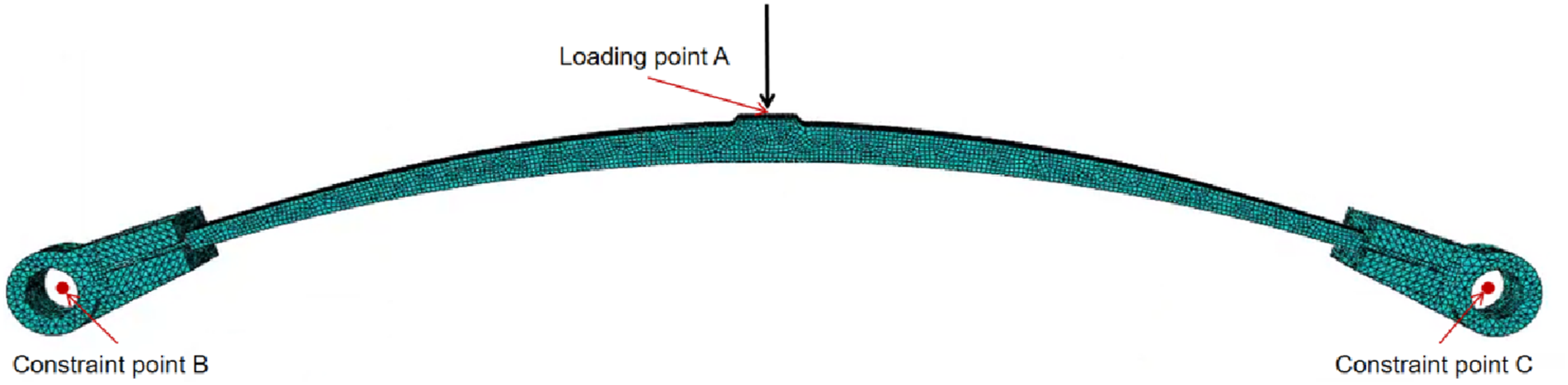
The material was modeled as a linear elastic orthotropic continuum. The specific material constants were determined from mechanical characterization of unidirectional laminate specimens and assigned as follows: longitudinal modulus
Boundary conditions were defined to replicate the experimental fixture constraints (Figure 3). The interface between the leaf spring ends and the metal fixtures was defined using tie constraints to simulate firm bonding. The fixtures were then connected to the reference points (B and C) via kinematic coupling. To simulate the rolling boundary condition, the translational degree of freedom along the span (
Mechanical performance tests
The mechanical properties of the composite leaf springs were evaluated according to ISO 18137:2015,
33
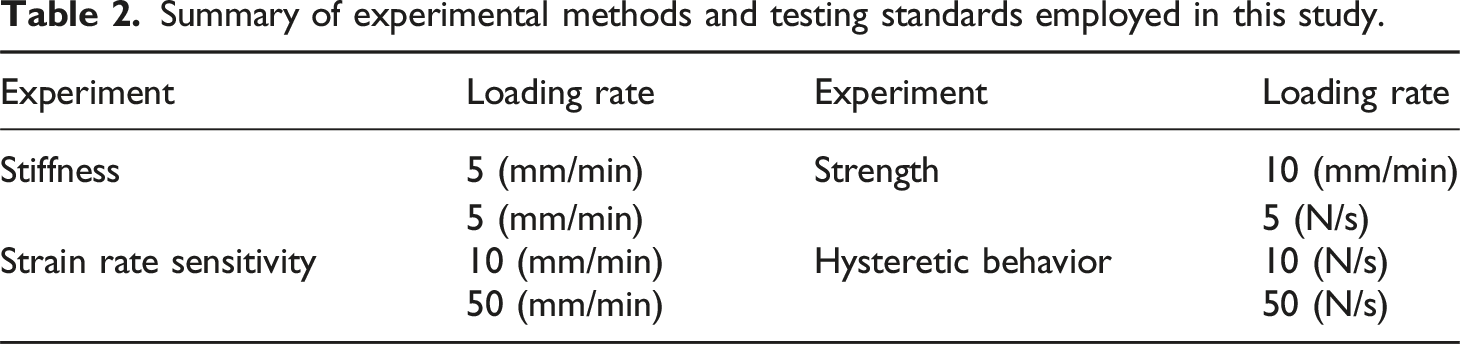
focusing on elastic deformation and ultimate load-bearing capacity. Tests were conducted using an ETM-series electronic universal testing machine (10–10,000 N, WANCE Testing Equipment Co., Ltd), as illustrated in Figure 4. The specimen ends were constrained by specialized fixtures with linear bearings to ensure translational freedom, while rigid coupling fixtures connected the specimen to the machine via a central boss. Stiffness, strain rate sensitivity, hysteretic behavior, and strength tests were performed using the control modes detailed in Table 2. Specimen failure was defined as a 20% reduction in stiffness from the initial linear elastic response. Unless otherwise specified, all mechanical tests were performed on at least three replicate specimens (n = 3) to ensure reproducibility, and the results are reported as mean ± standard deviation (SD). Experimental setup for static three-point bending tests. Equipment: ETM-series electronic universal testing machine (10–10,000 N, WANCE Testing Equipment Co., Ltd.). Summary of experimental methods and testing standards employed in this study.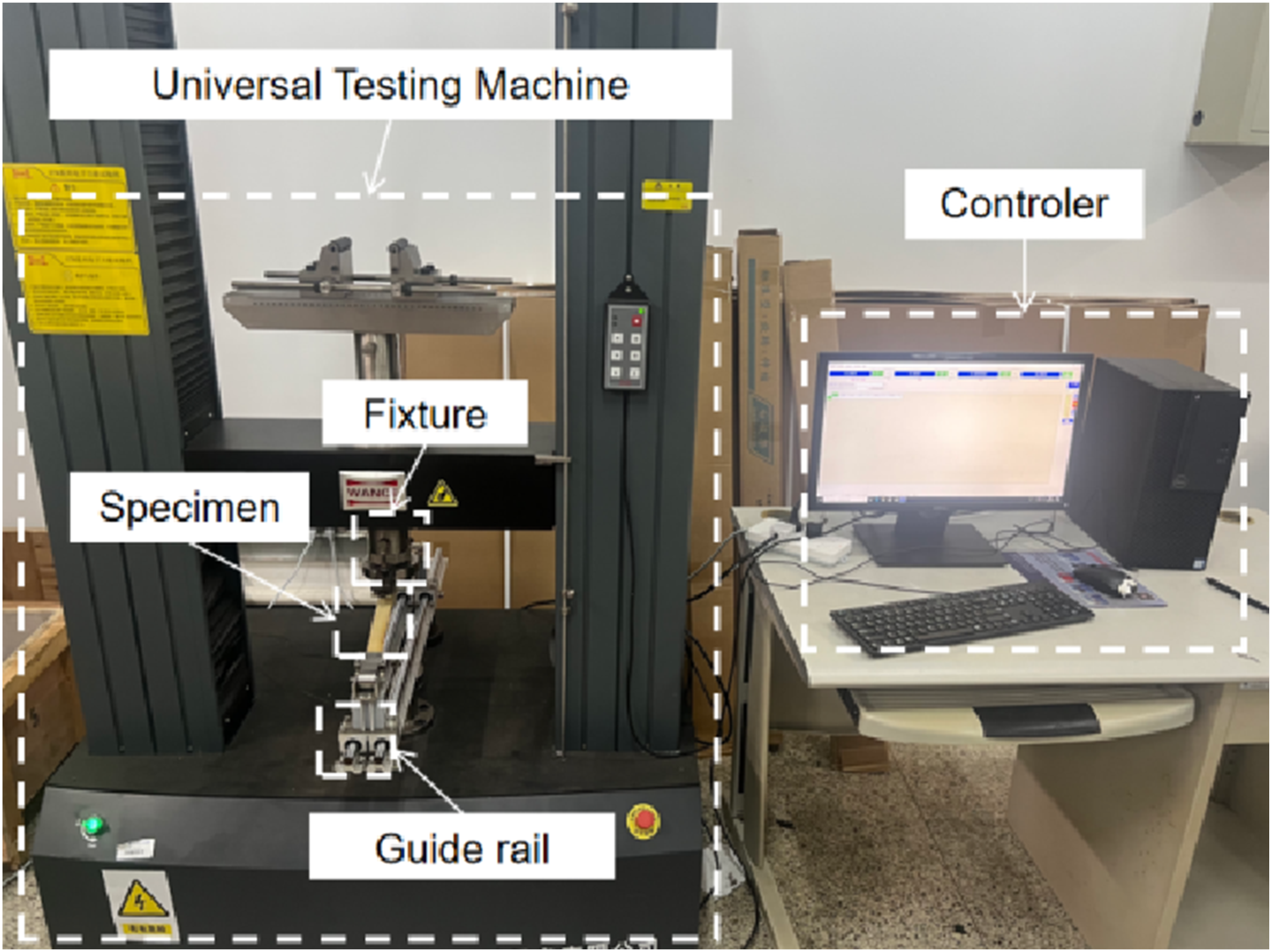
Damage detection
Characterization of surface damage on the composite leaf springs was performed with a KEYENCE VHX-6000 high-resolution digital microscope (Figure 5). The system is equipped with a long-working-distance objective offering adjustable magnification (100×–500×) and non-contact annular illumination technology, thus facilitating the acquisition of high-contrast, stitched images for clear visualization of surface microcracks and other damage. Optical microscopy setup used for microstructural damage characterization.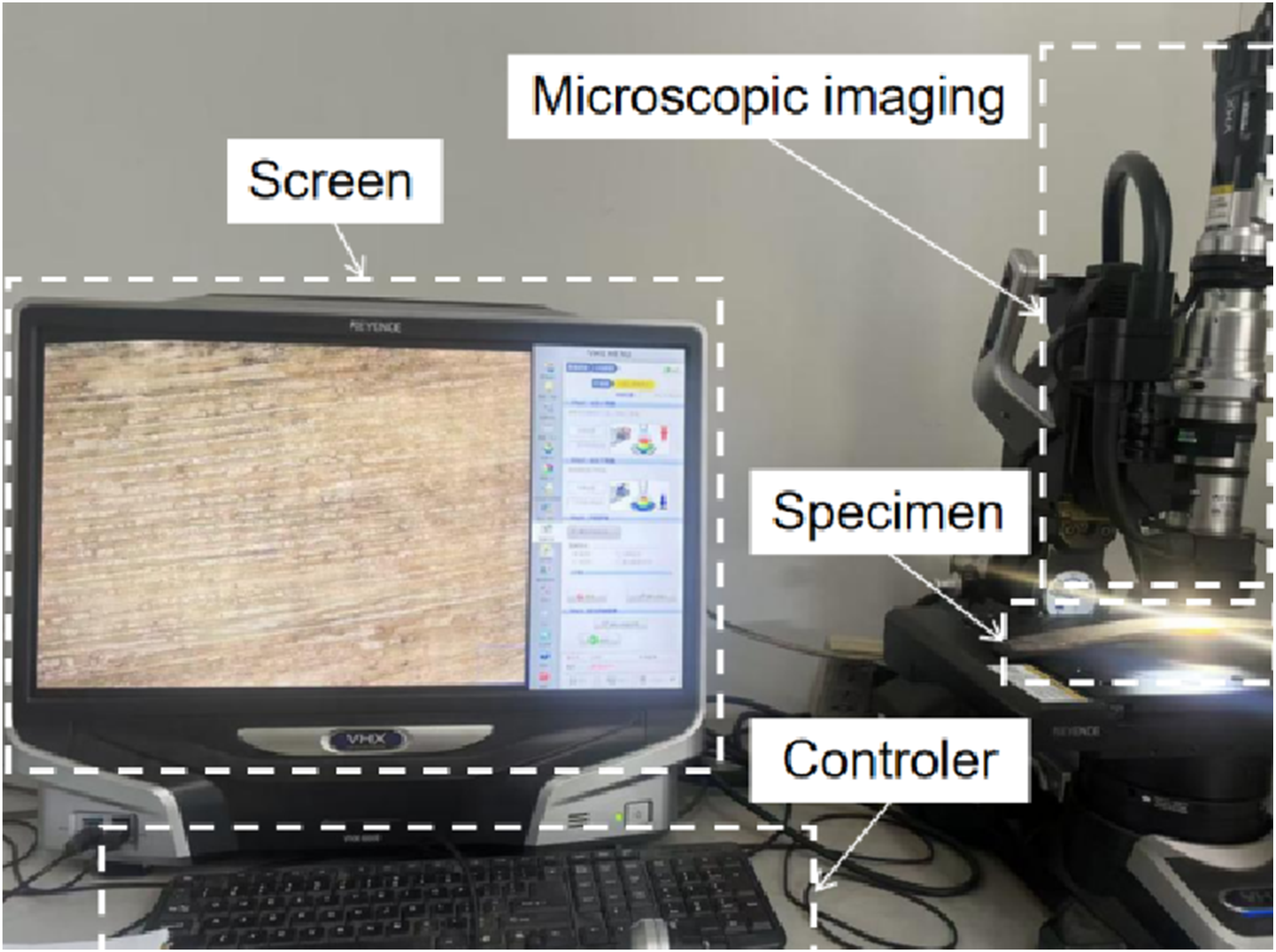
Internal damage in the leaf springs was non-destructively evaluated using Lock-in Thermography (LIT) in reflection mode (Figure 6). To ensure uniform surface emissivity and maximize thermal absorption, black adhesive tape was applied to the specimen surface. The thermal excitation was provided by two halogen lamps (ILGWELLS LGWLSP1K/S, 1 kW each) to ensure uniform heating. The excitation signal was modulated by a lock-in controller (ILGWELLS LGWSGR2000/BS) to generate a sinusoidal heat wave. The thermal response was recorded by a FLIR X6530sc infrared camera (640 × 512 pixels, 14-bit depth). The excitation frequency was set to 0.05 Hz with an initial phase of 90°, and data were acquired over three consecutive cycles. All acquisition parameters (including integration time and frame rate) were kept strictly consistent between the undamaged and damaged states. Internal defects were identified by analyzing the phase delay, for valid comparison, a unified phase angle color scale was applied across all comparative images.34–36 Lock-in Thermography (LIT) setup for non-destructive damage detection. (a) Schematic of the working principle; (b) Field deployment of the setup during testing.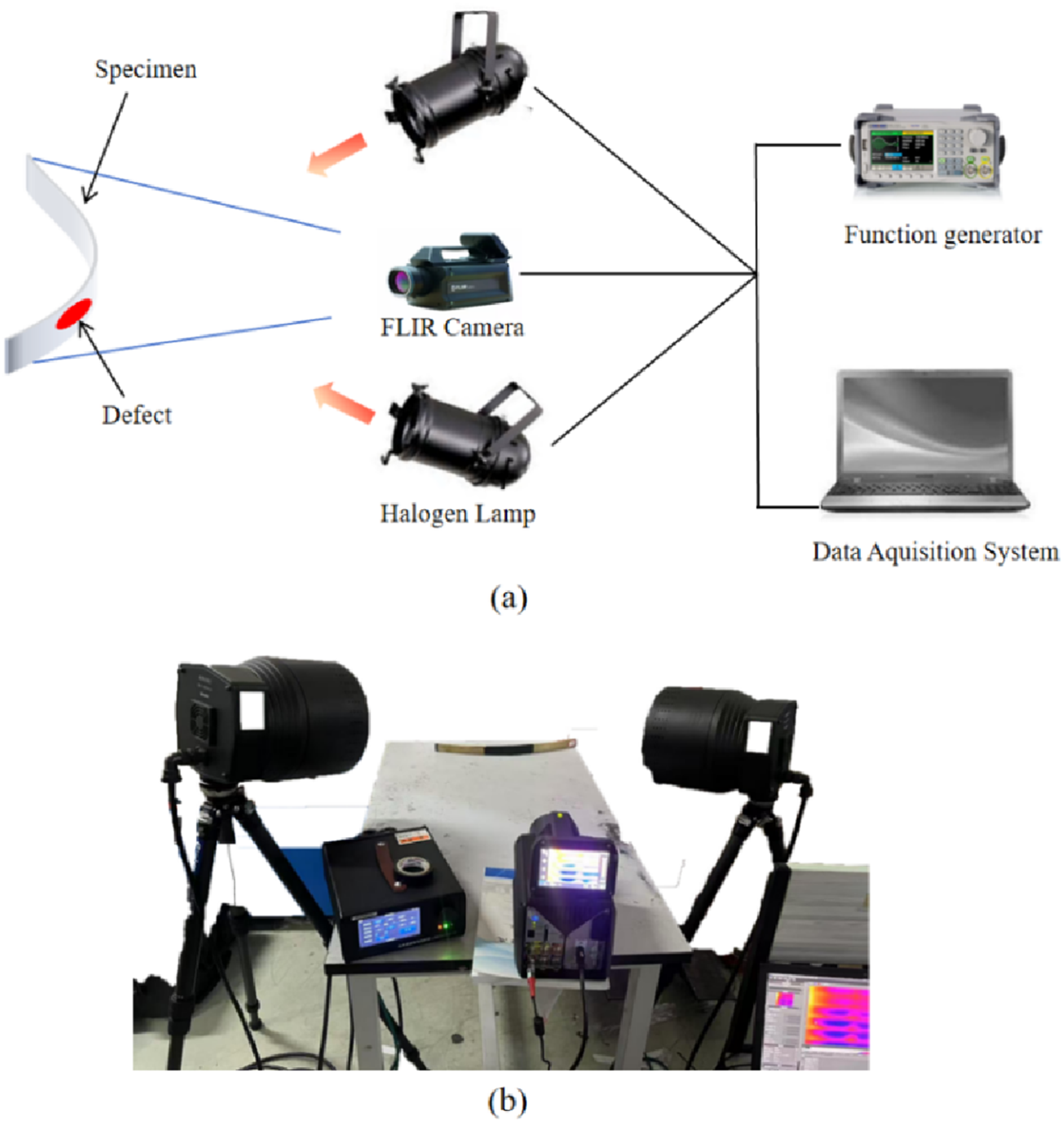
Hot-press repair procedure
Damage induction and experimental design
Experimental design matrix defining the damage induction and repair verification protocol.
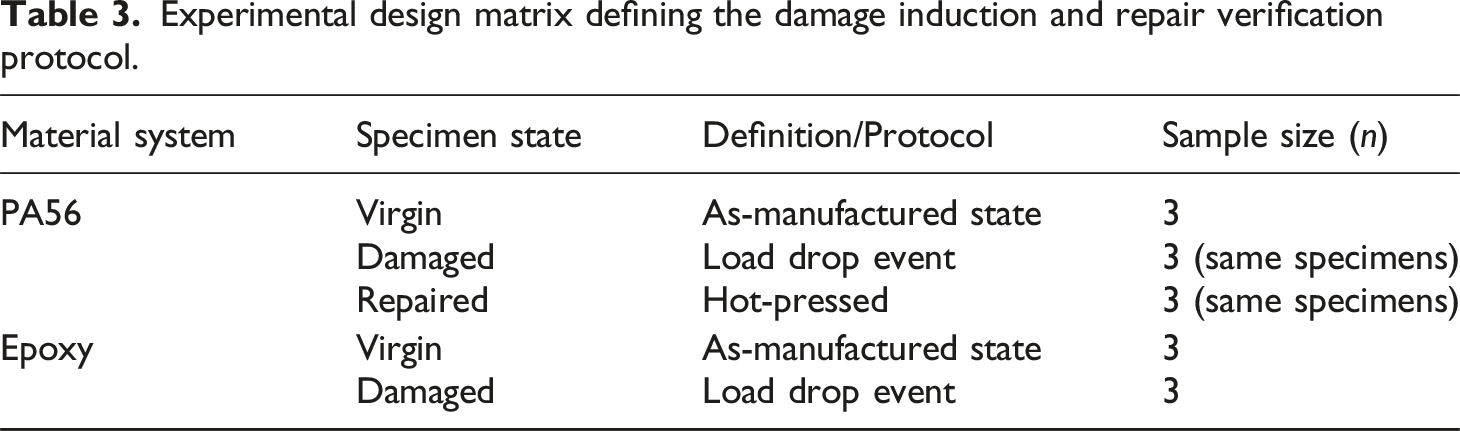
The study employed a self-comparison methodology utilizing two distinct cohorts of PA56 specimens: (1) a Reference Group (n = 3), tested in the virgin state to determine the inherent mechanical limits; and (2) a Repair Group (n = 3), consisting of a separate set of specimens subjected to a sequential “damage-repair” cycle to quantify healing efficacy.
Prior to the repair process, a standardized damage level was induced in the Repair Group via quasi-static compression. The loading was monitored to verify real-time force-displacement response and continued until a distinct structural failure event occurred, characterized by a sudden and significant drop in the applied load. This load-drop event signifies the onset of macroscopic failure, consistent with the failure modes described in ASTM D7264 (Section 11.7). 37 Consequently, the test was terminated immediately upon this event. This physically determined failure point served as the rigorous “pre-repair damaged state”, ensuring that reparability was assessed against a genuine structural failure baseline.
Quantification protocol for thermal heterogeneity
To quantitatively evaluate the repair efficacy and overcome the limitations of visual inspection, a statistical analysis was performed on the Lock-in Thermography (LIT) phase images. Drawing on data processing principles for thermographic inspection,
38
two quantitative metrics were defined in this study based on the absolute phase contrast (
First, the Mean Absolute Phase Contrast (MAPC) was defined as the arithmetic mean of the absolute phase values. This metric quantifies the average severity of internal defects, where a value closer to zero indicates a recovered state.
Second, Phase Uniformity (
Thermal repair process
Thermal repair technology involves the application of heat and pressure to the interface between two contacting materials, typically processed in situ at temperatures above the melting point of the composite. This process reduces the material’s viscosity and enhances molecular mobility within the polymer matrix, primarily aiming to heal matrix-dominated defects and reconsolidate the laminate structure. As a result, thermal repair not only mitigates impact-induced matrix damage but also restores internal defects and thermal stress deformations caused by improper handling during production. Specifically, the molten resin flows to fill voids and cracks, and re-wets the fiber surfaces. It should be explicitly noted that while this process effectively repairs matrix cracking, delamination, and porosity, it cannot re-join fractured fibers. However, the restoration of the matrix continuity re-establishes the load transfer mechanism between fibers, thereby recovering macroscopic performance.
In this study, a hot press capable of reaching temperatures up to 500°C was employed as the primary thermal repair equipment. The hot press consists of a control unit and a pressing unit. The control unit sets the temperature profile and the pressure applied by the upper and lower plates, while the pressing unit executes the repair process by heating the plates to the target temperature and applying pressure to the leaf spring mold according to the programmed instructions. Previous studies involving repeated hot press tests have shown that excessively low temperatures lead to insufficient flow of the thermoplastic resin, impairing repair effectiveness. Conversely, excessively high temperatures cause excessive resin flow, which may disrupt the fiber alignment and laminate structure under pressure. Therefore, to balance the influence of key parameters on the repair outcome, the following process scheme was designed based on prior experimental results.
The thermal repair procedure was conducted as follows. First, the specimen was dried in an oven at 50°C for 10 min to remove moisture. Subsequently, the dried specimen was positioned inside a metal mold coated with a release agent. The mold was then transferred to a preheated hot press. Once the platens reached the target temperature (slightly above the resin melting point), a pressure of 3 MPa was applied. This temperature and pressure were maintained for 30 min to facilitate the core repair process. Finally, the mold and specimen were removed from the press and cooled to room temperature under ambient conditions while maintaining pressure to prevent warping.
Experimental results and analysis
CLT and FEA results
Comparison of experimental, analytical (calculated), and finite element (simulated) stiffness values for the PA56/GF leaf spring.
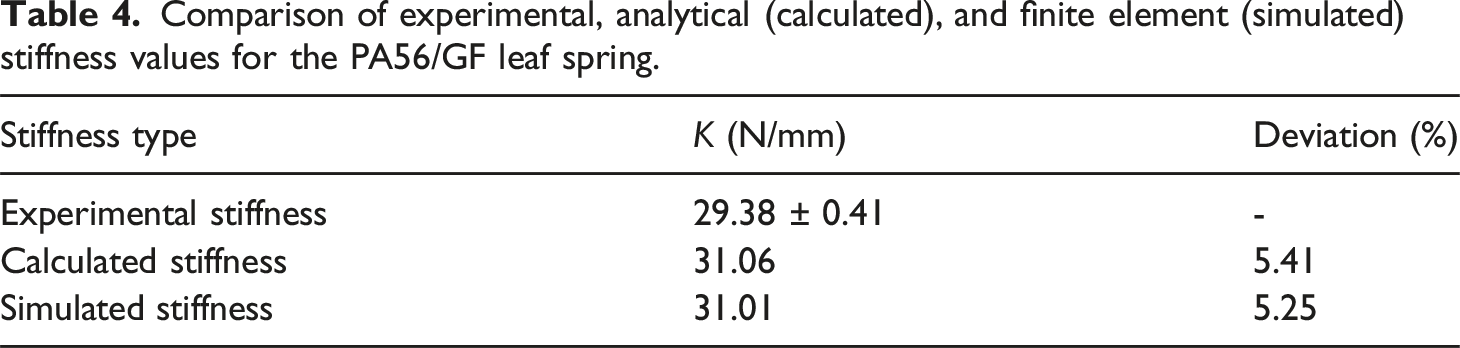
Minor deviations are attributed to idealized assumptions in the models, such as the neglect of local manufacturing defects or resin-rich regions at the stepped interfaces. Consistent with the scope of this study, it should be noted that these numerical models represent the pristine state and serve primarily to verify the manufacturing consistency and design methodology prior to damage induction.
Quasi-static mechanical properties
Having established the consistency of the manufacturing process, the quasi-static mechanical properties of the leaf springs are now compared. The core metrics of stiffness and strength are analyzed to evaluate the performance differences between the bio-based polyamide and conventional thermoset systems, thereby assessing the replacement potential of the developed thermoplastic resin.
Static mechanical properties (stiffness and strength) of PA56/GF and epoxy/GF composite leaf springs. Test conditions: Three-point bending; Loading rate = 5 mm/min; Temperature = 23°C.
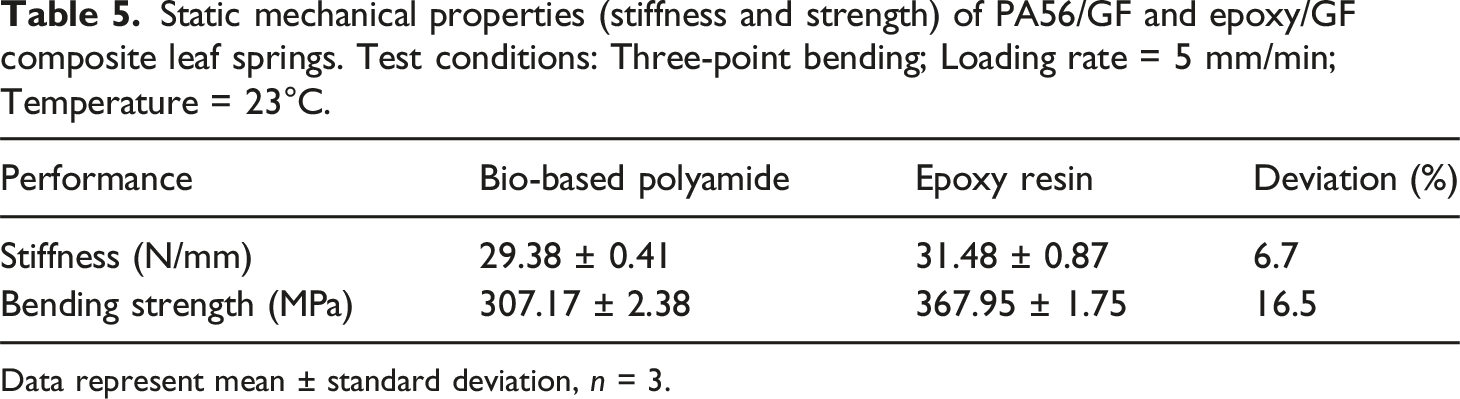
Data represent mean ± standard deviation, n = 3.
Stiffness
The stiffness difference primarily originates from the inherent properties of the matrix materials. Material characterization shows the flexural modulus of the Bio-PA matrix is approximately 14.4% lower than that of the epoxy matrix. As predicted by the rule of mixtures39,40 and evidenced by the displacement-load curve (Figure 7), the composite stiffness is governed by the matrix modulus and fiber volume fraction. In this system, where high-modulus fibers bear approximately 65% of the load, the substantial (14.4%) reduction in matrix modulus translated into a relatively modest (6.7%) decrease in overall composite stiffness. This attenuation underscores the effective load-carrying role and buffering effect of the rigid fiber phase. Comparative stiffness analysis of thermoplastic (PA56/GF) and thermoset (Epoxy/GF) original specimens. Data obtained from three-point bending tests at 5 mm/min.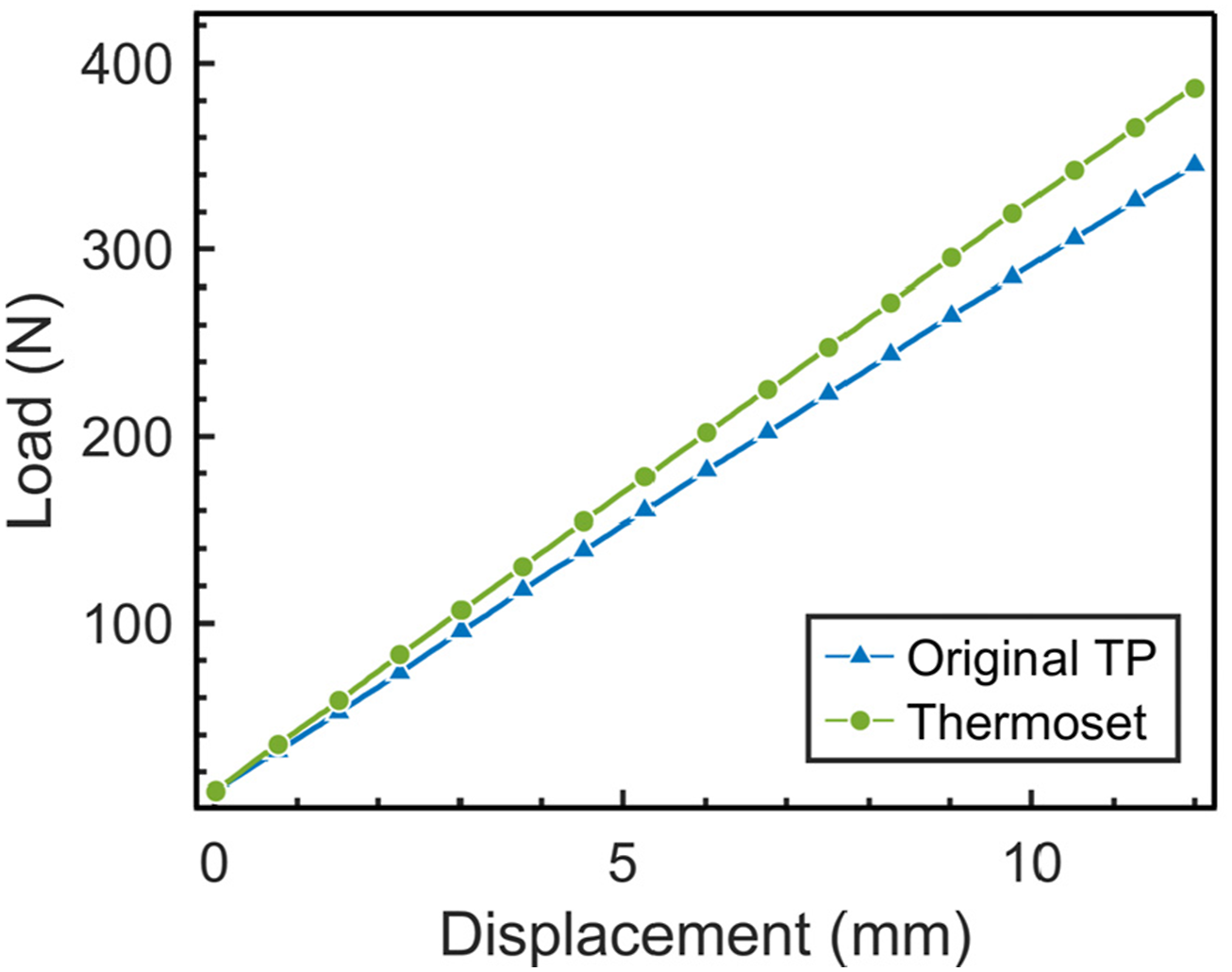
Strength
Figure 8 shows the latter section of the displacement–load curves for both matrix-based leaf springs. The epoxy resin spring displays a relatively smooth curve, whereas the PA56 based spring exhibits two slight load drops during loading, along with a lower failure load. Quantitative analysis indicates that the bending strength of the PA56 based spring is approximately 16.5% lower than that of the epoxy-based spring. This reduction may be attributed to the inherently lower strength or fracture toughness of the Bio-PA matrix. Under ISO 527 testing, the PA56 matrix showed a tensile yield strength of 90 MPa, which is lower than the tensile strength of the epoxy system used in the leaf springs. The lower yield strength of PA56 suggests that interfacial stresses reach critical levels more quickly than in the EP system, leading to earlier failure. However, PA56 also exhibits superior ductility, with a fracture elongation of 15%, significantly exceeding the typical 5% elongation of epoxy systems. This high ductility allows localized matrix yielding and plastic deformation around the fibers under load. In contrast to the stiffer, more brittle epoxy matrix, this behavior promotes earlier interfacial delamination or matrix cracking, manifested as the two minor load drops observed in the curve. The epoxy matrix, being more resilient, tends to transmit stress more effectively up to the point of failure. Representative load-displacement curves for PA56/GF and epoxy/GF specimens. Test Conditions: Three-point bending; Loading rate = 10 mm/min.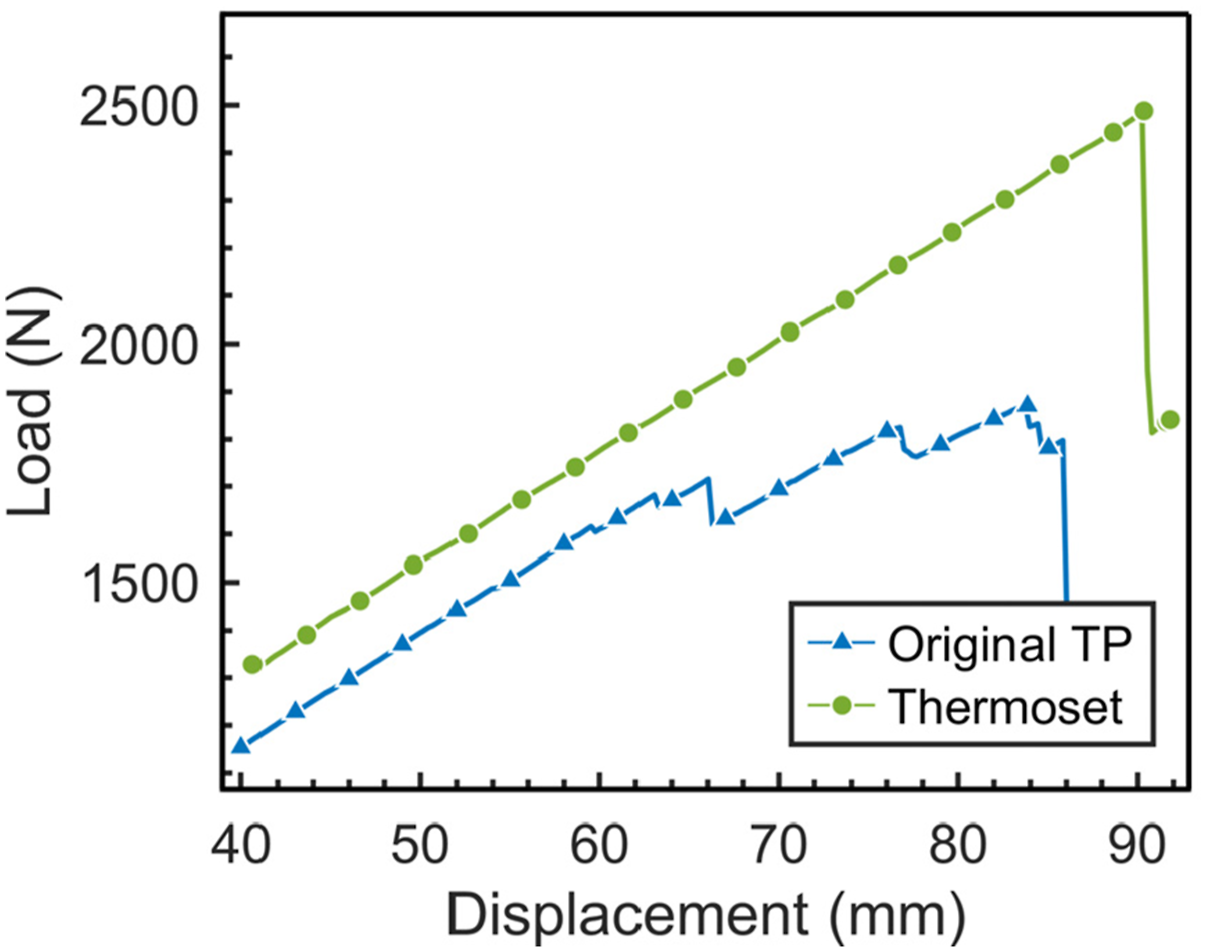
In summary, although PA56 composites exhibit moderately lower stiffness and strength than epoxy-based systems, their significantly enhanced toughness improves resistance to crack propagation and reduces the risk of catastrophic failure, thereby offering greater safety margins. Nevertheless, for practical applications such as vehicle suspension systems, the material’s response under varying loading rates is equally critical. Therefore, in addition to quasi-static performance, further investigation into strain rate sensitivity (SRS) and hysteretic behavior is warranted.
Loading-rate dependent mechanical properties
Quasi-static properties inform the fundamental mechanics of a material; however, the loading-rate dependent response under varying loading rates dictates the real-world performance of automotive leaf springs, directly impacting ride comfort and handling stability.
Strain rate sensitivity (SRS)
The PA56 and epoxy composite leaf springs both exhibited positive strain rate sensitivity (SRS), with their stiffness and maximum load increasing as the loading rate rose from 5 to 50 mm/min (Figure 9, Table 6). However, quantitative analysis using the Norton-Bailey power-law model revealed a critical difference: the strain rate sensitivity index of the PA56 based springs (m = 0.0081) was approximately 1.58 times greater than that of the epoxy system (m = 0.0051), Figure 9(c). This indicates a stronger dependence of the PA56’s mechanical behavior on loading rate. The difference is attributed to molecular chain mobility; the thermoplastic PA56, with its shorter relaxation times and greater chain mobility, exhibits higher viscous resistance at elevated rates compared to the rigid, cross-linked network of the epoxy resin. Consequently, the superior strain rate sensitivity of the PA56 composite suggests enhanced potential for energy absorption under varying loading conditions, making it suitable for automotive components like leaf springs.41,42 Strain rate sensitivity (SRS) analysis under varying loading rates (5, 10, 50 mm/min). (a) Force-displacement response of GF/EP specimens; (b) Force-displacement response of GF/PA56 specimens; (c) Norton-Bailey power law fitted curves determining the m-value. Strain Rate Sensitivity (SRS) test results derived from bending tests at varying loading rates. (Loading rates: 5, 10, 50 mm/min). Data represent mean ± standard deviation, n = 3.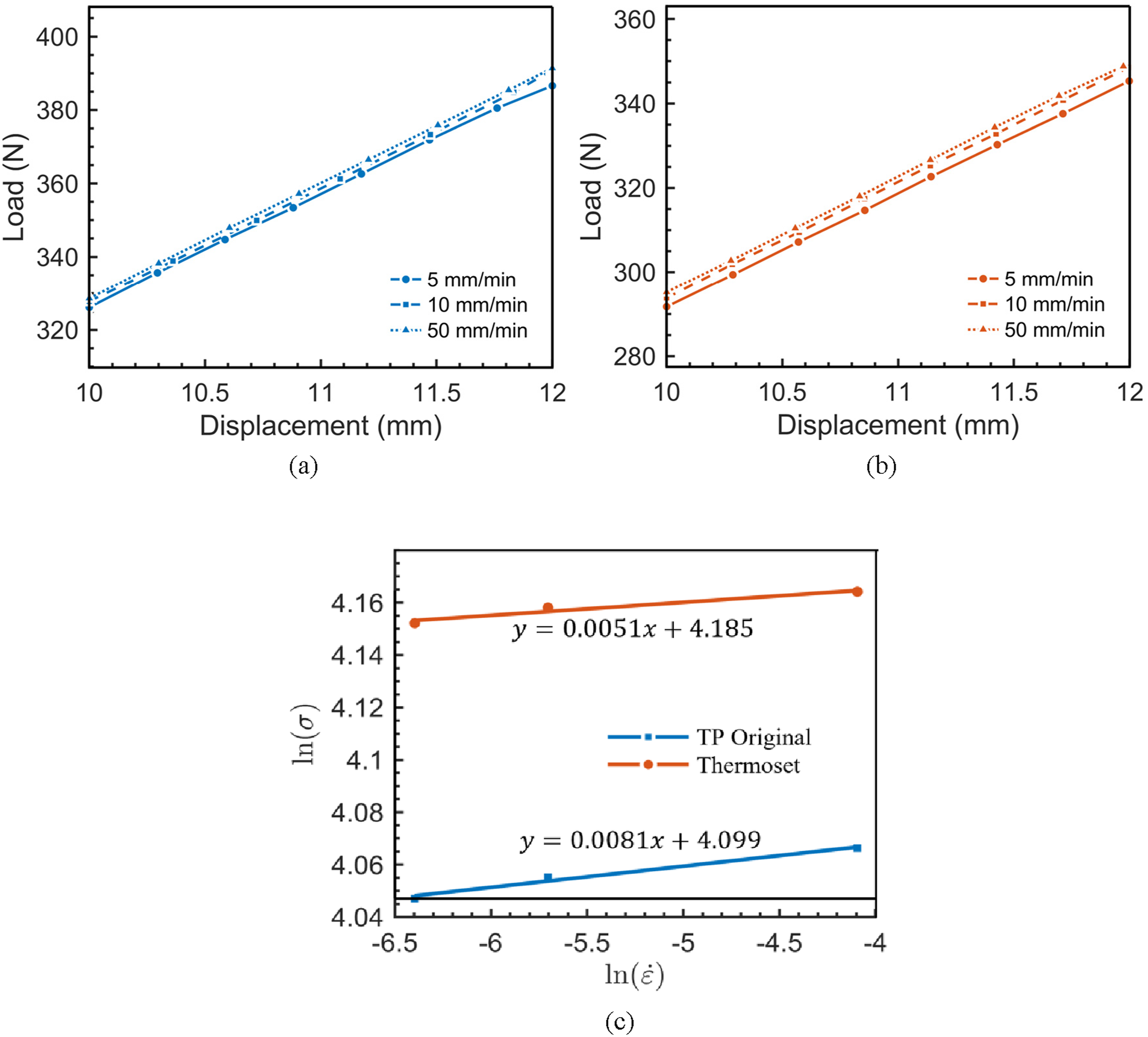
Hysteretic behavior
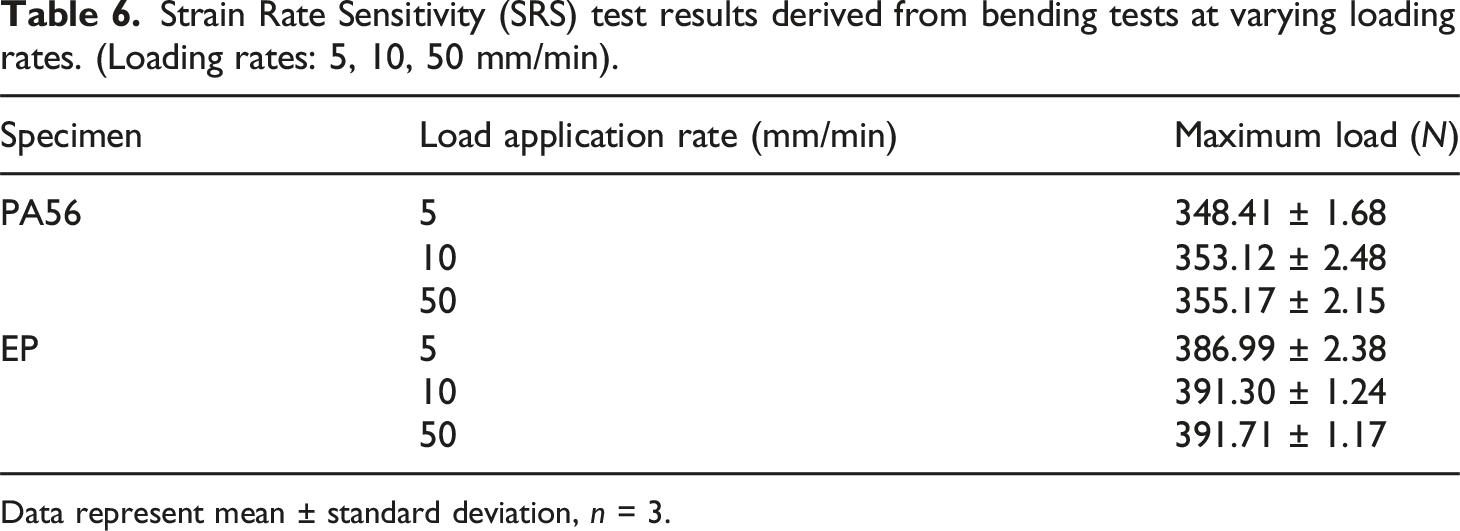
The hysteretic behavior of composite leaf springs was evaluated by measuring the area of the load–unload hysteresis loops under quasi-static cyclic loading. Both materials exhibited narrow hysteresis loops with largely overlapping loading and unloading paths (Figure 10(a) and (b)), indicating low energy dissipation and predominantly linear elastic behavior. As shown in Figure 10(c), energy dissipation decreased with increasing loading rate for both composites. However, the bio-based polyamide composite dissipated significantly less energy than the epoxy-based system across all tested rates, with the difference becoming more pronounced at higher loading speeds. Load–displacement hysteresis loops under cyclic three-point bending. (a) PA56/GF original specimens; (b) Epoxy/GF original specimens; (c) Comparative analysis of hysteretic energy dissipation. Cyclic Conditions: Maximum load = 200 N; Loading/Unloading rate = 5, 10, 50 N/s.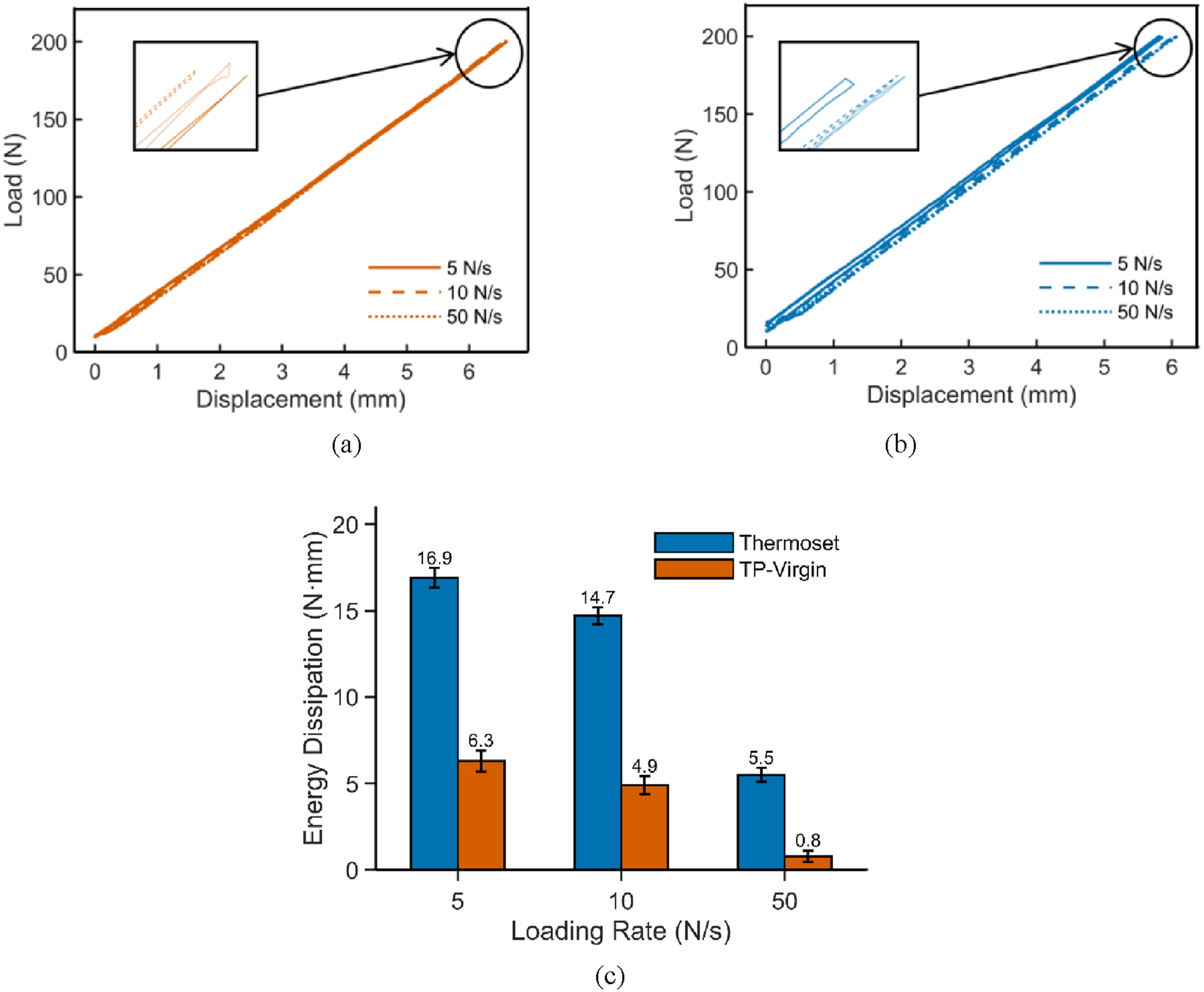
This behavior is governed by the viscoelastic nature of the polymer matrices. The epoxy resin, with its dense three-dimensional cross-linked network, severely restricts molecular chain mobility. This leads to greater internal friction and higher energy dissipation, particularly at elevated rates where mechanical energy is predominantly released as heat. In contrast, the PA56 possesses weaker intermolecular forces and greater chain mobility, resulting in reduced internal friction and a more efficient dissipation mechanism. Consequently, the energy dissipation of the bio-polyamide was substantially lower—approximately one-third that of epoxy at low speeds and only one-sixth at high speeds—and exhibited reduced sensitivity to loading rate.43–45
In summary, the PA56 composite exhibits markedly lower quasi-static hysteresis compared to the epoxy-based system. Although comprehensive dynamic characterization requires frequency-domain analysis, this lower hysteretic loss directly implies reduced internal heat generation and superior elastic recovery efficiency, highlighting its potential for minimizing thermal fatigue in automotive applications.
Hot-press repair
Damage mechanisms and micro-morphological recovery
Following a systematic evaluation of macro-mechanical properties, elucidating the micro-damage evolution mechanisms is critical, as these govern stiffness degradation and energy dissipation—key determinants of reparability. Figure 11 presents a representative morphological analysis of the failure zones. As depicted in Figure 11, specimens under compressive loading exhibited multiple characteristic damage modes, including matrix microcracking, interfacial debonding, fiber fracture, and interlaminar delamination. Representative post-failure damage characterization of the PA56 composite leaf spring (n = 3). (a) Micro-level failure mechanisms observed in a typical damage zone on the compression side of the central span. The image reveals initial matrix microcracking (Spot 1), coalesced macroscopic cracks (Spot 2), and fiber rupture/pull-out (Spots 3–4). Scale bar: 100 μm. (b) Macroscopic damage mapping comparing the visual appearance (left) with the corresponding infrared thermal imaging (right).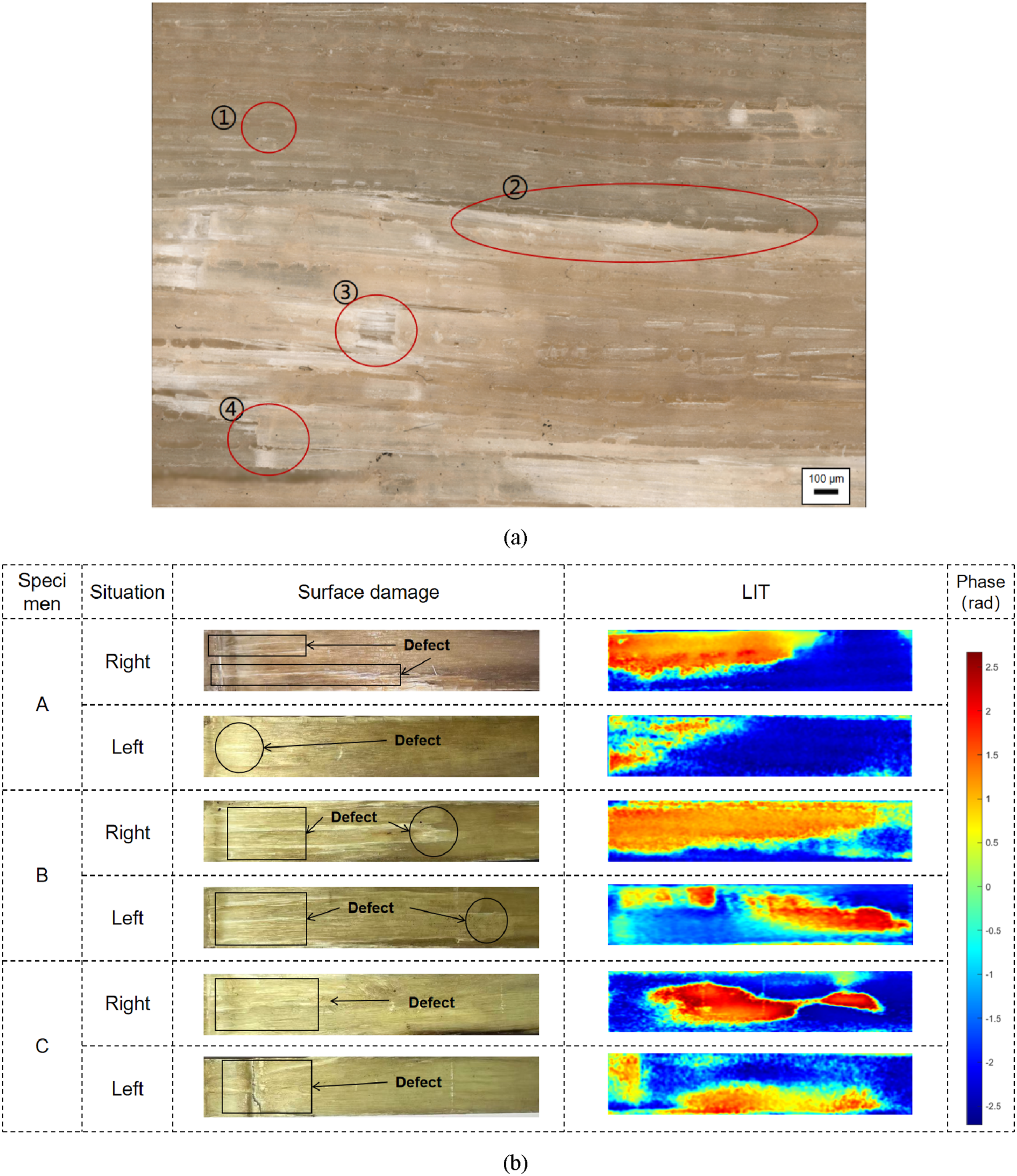
The damage process initiated with matrix microcracking (marked as Spot 1 in Figure 11(a)), which coalesced into macroscopic cracks as loading increased (Spot 2). Crucially, consistent with the protocol defined in Section Quantification protocol for thermal heterogeneity, the damage induction was terminated upon the occurrence of a distinct structural failure event (sudden load drop). This event corresponded to the onset of extensive interlaminar delamination triggered by edge shear stresses, visible in the macroscopic damage map (Figure 11(b)). The high ductility of the PA56 matrix effectively contained this damage, preventing catastrophic disintegration. Final failure modes observed at this stage included fiber rupture and pull-out (Spots 3 and 4). While the relatively weak fiber-matrix interface limited the ultimate strength, it enhanced damage tolerance by dissipating energy through frictional sliding.
These identified damage patterns present distinct reparability characteristics. Due to the thermoplastic nature of the PA56 matrix, matrix cracking, interlaminar delamination, and interfacial debonding are classified as repairable modes, amenable to healing via resin flow and re-bonding under heat and pressure. In contrast, fiber fracture and severe kinking represent irreversible damage that cannot be restored by polymer melting.
As shown in Figure 12, the repaired specimen demonstrated effective morphological restoration. Surface matrix cracks and lateral delamination were substantially eliminated, and interfacial integrity was re-established through laminate reconsolidation. However, the non-vacuum repair environment resulted in slight resin oxidation, manifested as surface discoloration, while the absence of fresh resin infusion left minor localized residual microvoids. Morphological evolution of the composite during the healing process. (a) Microstructural comparison of a typical damage zone showing internal restoration (Pre-repair vs Post-repair). Scale bar: 100 μm. (b) Side profile and (c) top surface (compression side) visual appearance comparing the damaged (left) and repaired (right) states, demonstrating macroscopic crack closure. (d) Lock-in thermography (LIT) phase imaging comparing the internal damage status between Pre-repair and Post-repair states (Excitation frequency: 0.05 Hz). Note that a consistent phase angle color scale was applied for valid comparison.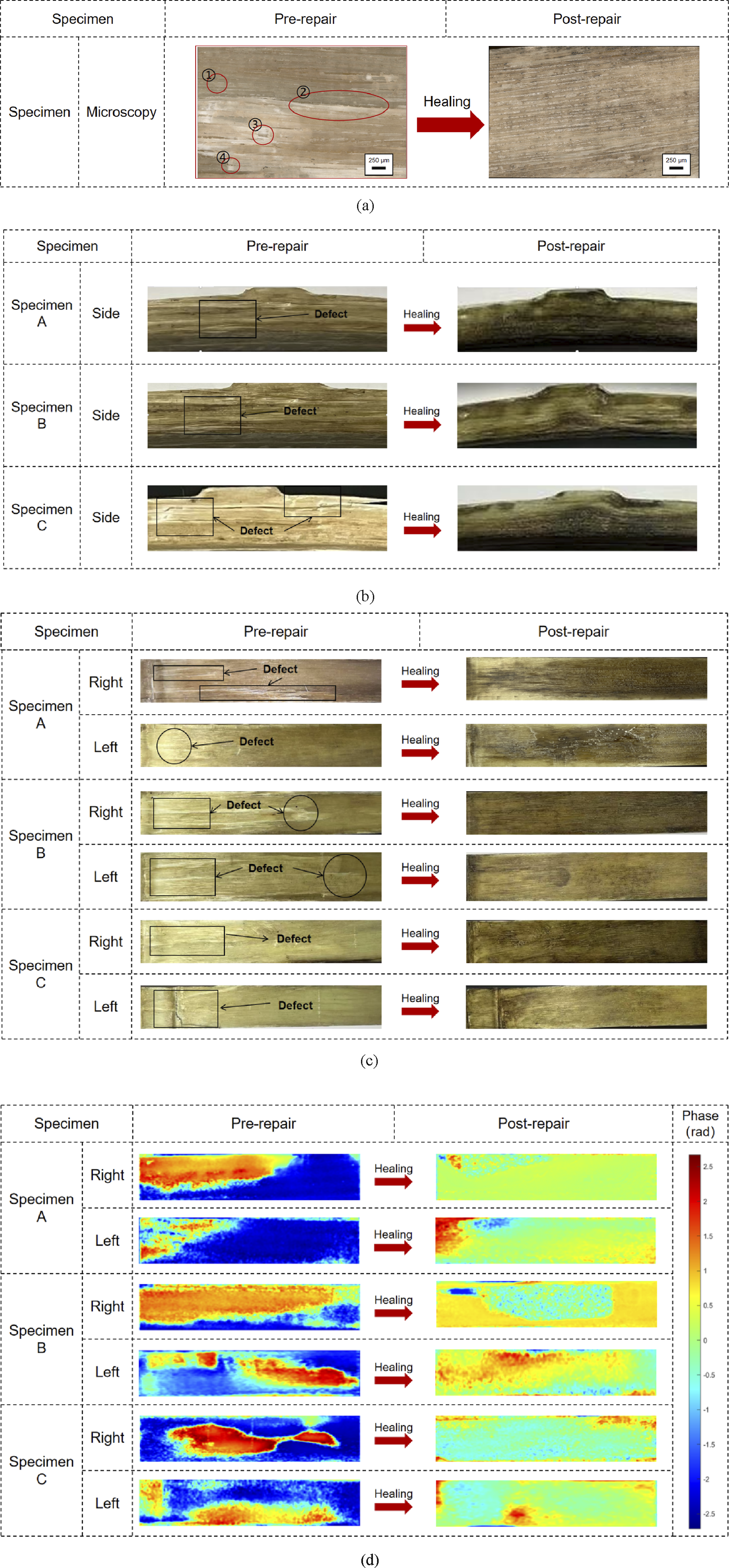
Furthermore, to rigorously verify internal healing, a quantitative evaluation was conducted following the statistical analysis protocol outlined in Section Quantification protocol for thermal heterogeneity, where the Mean Absolute Phase Contrast (MAPC) and Phase Uniformity (
Moreover, the average spatial heterogeneity (mean
While morphological and thermal imaging confirm repair at geometric and physical levels, the functional integrity of the composite ultimately hinges on its recovered mechanical performance. Consequently, a comprehensive assessment of the compressive response, stiffness, and strength recovery rates is presented in the following section.
Quasi-static mechanical performance
While the preceding analysis demonstrated the efficacy of hot-press repair in restoring morphological integrity, a quantitative mechanical assessment is imperative. Therefore, the repaired leaf spring was tested under the same conditions as the original specimen to evaluate the recovery of mechanical properties.
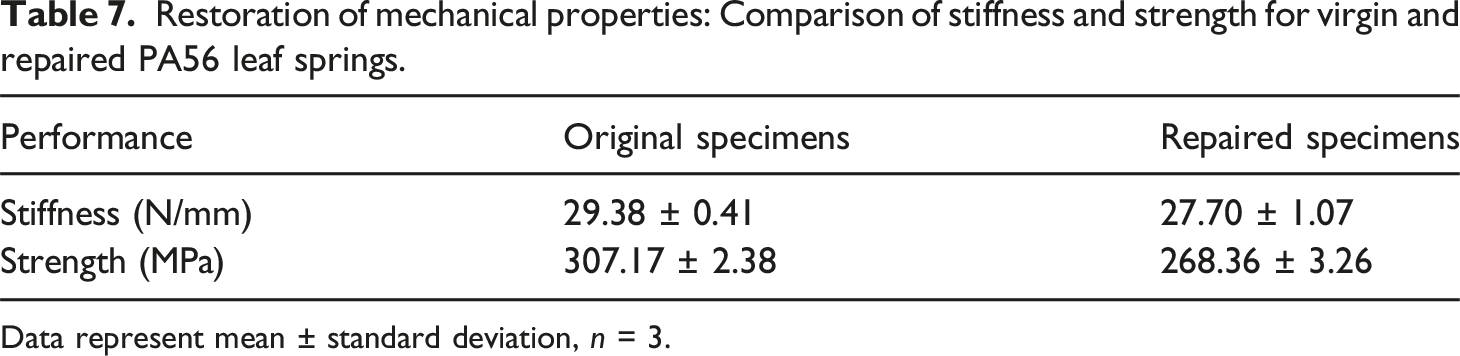
The load-displacement curve of the repaired leaf spring resembled that of the original specimen (Figure 13). As shown in Table 7, its stiffness and bending strength reached 94.3% and 88% of the original values respectively, indicating that the hot-pressing process effectively restored the material’s primary load-bearing properties. Quasi-static load–displacement curves evaluating repair efficiency. Comparisons between virgin and repaired states. Test Conditions: Three-point bending at 10 mm/min. Restoration of mechanical properties: Comparison of stiffness and strength for virgin and repaired PA56 leaf springs. Data represent mean ± standard deviation, n = 3.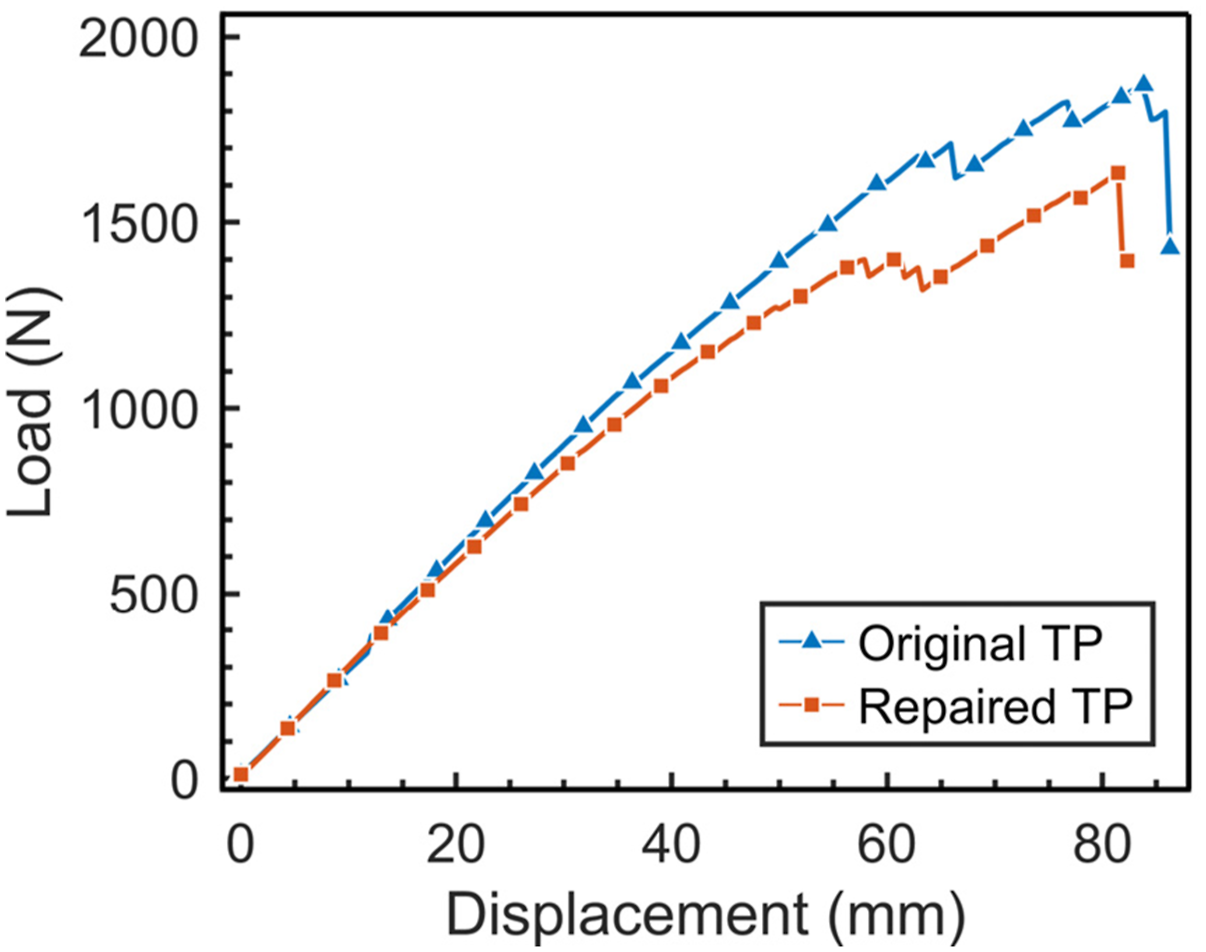
However, once the load exceeded 40% of the ultimate value, the repaired specimens exhibited accelerated stiffness degradation. This behavior is attributed to the premature initiation and propagation of damage at the repair interface. Microcracks within the repaired zone readily propagated and coalesced into macrocracks under secondary loading. Furthermore, thermal imaging indicated the presence of partially healed weak interfaces or microdefects, which acted as stress concentrators, promoting damage progression, expanding the delamination area, and consequently accelerating the stiffness decay.
In summary, although thermal repair effectively restores macroscopic mechanical properties, micro-defects introduced by matrix oxidation and interface weakening result in lower stiffness stability under high stress in the repaired zone compared to the original material.
Strain rate sensitivity
To evaluate the impact of thermal repair on the SRS behavior of PA56 leaf springs, compression tests were conducted on repaired and unrepaired specimens at loading rates of 5, 10, and 50 mm/min. The results, shown in Figure 14 and Table 8, indicate a significant alteration in the strain rate sensitivity (SRS) after repair. When the loading rate increased from 5 mm/min to 50 mm/min, the stiffness of the repaired specimens increased by 1.95% (from 27.70 to 28.24 N/mm), while the maximum load increased by 1.55%. Effect of repair on Strain Rate Sensitivity (SRS). (a) Original TP specimens; (b) Repaired TP specimens; (c) Comparison of Norton-Bailey power law fits across loading rates of 5, 10, 50 mm/min. SRS parameters compared between virgin and repaired specimens. Data represent mean ± standard deviation, n = 3.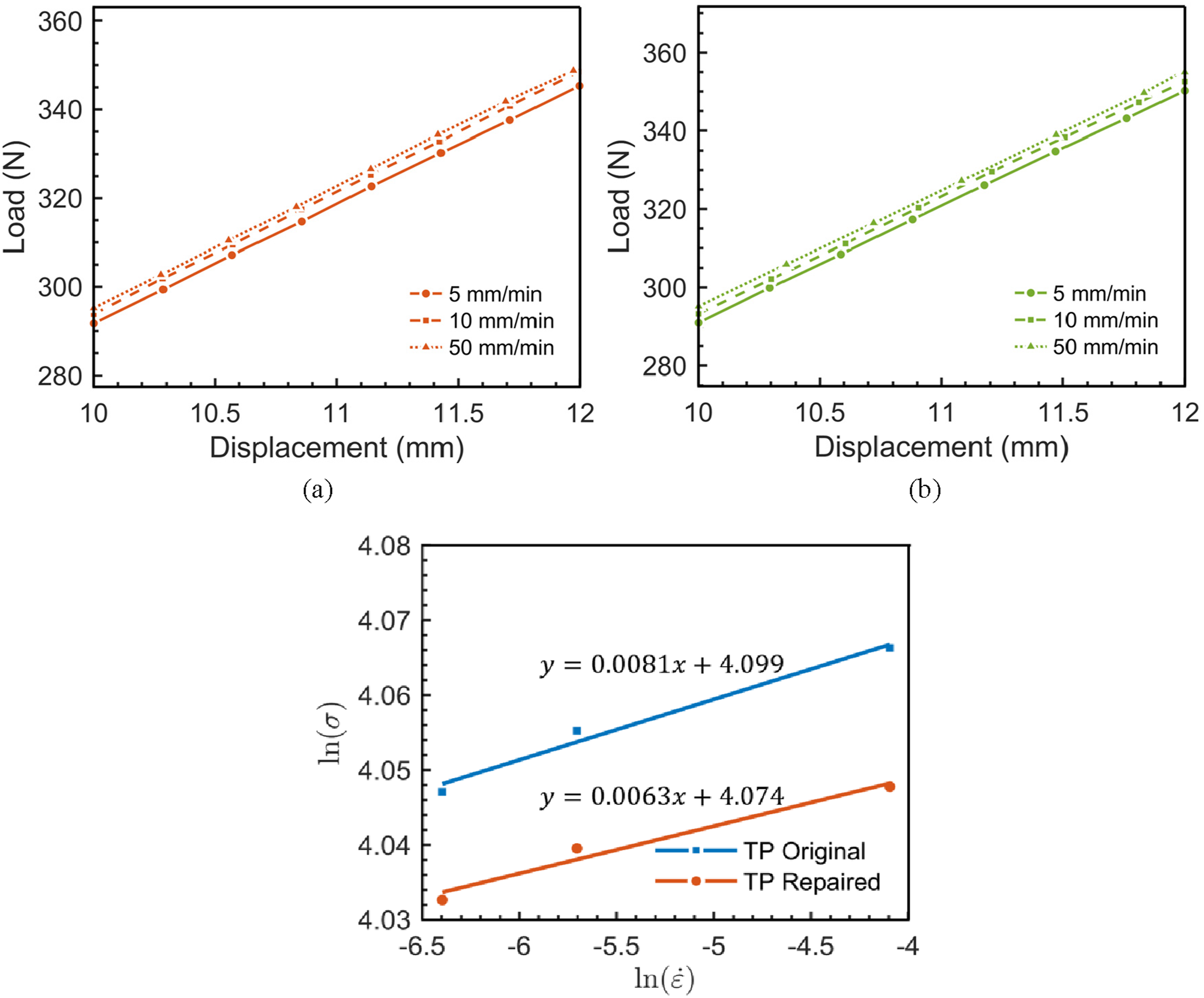
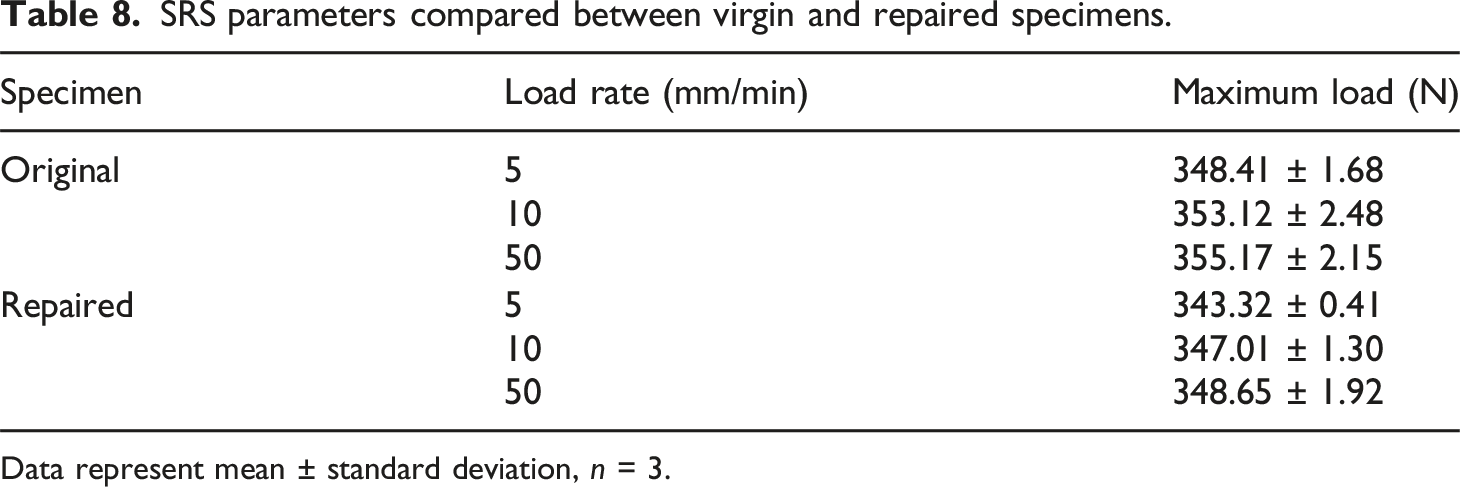
The SRS was further quantified using the Norton-Bailey power-law model. As shown in Figure 14(c), the fitted curve for the repaired specimen (R 2 = 0.9699) confirms a strong linear relationship between ln(σ) and ln(ε). The resulting strain rate sensitivity index (m = 0.0063) is slightly lower than that of the pristine material (m = 0.0081) but remains significantly higher than the epoxy benchmark. This indicates that the repaired leaf spring retains a distinctly viscoelastic response, a key characteristic of the thermoplastic matrix. The comparable fitted intercept further demonstrates that the hot-pressing process effectively restored the material’s inherent strength and matrix continuity.
The minor reduction in the m-value can be attributed to microstructural changes at the healed interfaces. Ideally, rate sensitivity in thermoplastics arises from molecular chain mobility. The presence of healed interfaces and residual micro-defects likely imposes constraints on the long-range motion of polymer chains, thereby slightly reducing the viscous component of the material’s response compared to the pristine bulk. Despite this, the repaired material retains robust resistance to transient loads.
In summary, although the repair process causes a slight decrease in strain rate sensitivity, the repaired PA56 leaf spring maintains a rate-dependent performance superior to that of conventional thermoset composites. This successful restoration of key mechanical characteristics underscores the material’s strong potential for use in repairable, high-performance automotive components.
Hysteretic behavior
The hysteresis curves of the repaired PA56 leaf spring are shown in Figure 15(a) and (b). Its overall hysteretic behavior differs from that of the original specimen and exhibits pronounced loading-rate dependency. At the low loading rate of 5 mm/min, the energy dissipation of the repaired specimen markedly increased to 35.6 ± 1.2 N·mm, substantially exceeding the 6.3 ± 0.5 N·mm of the original specimen. However, at higher loading rates of 10 mm/min and 50 mm/min, the difference in energy dissipation between the repaired and original specimens significantly diminished. Hysteretic behavior evolution. (a) Virgin specimens; (b) Repaired specimens; (c) Comparison of energy dissipation capabilities. Cyclic Conditions: Maximum load = 200 N; Loading/Unloading rate = 5, 10, 50 N/s.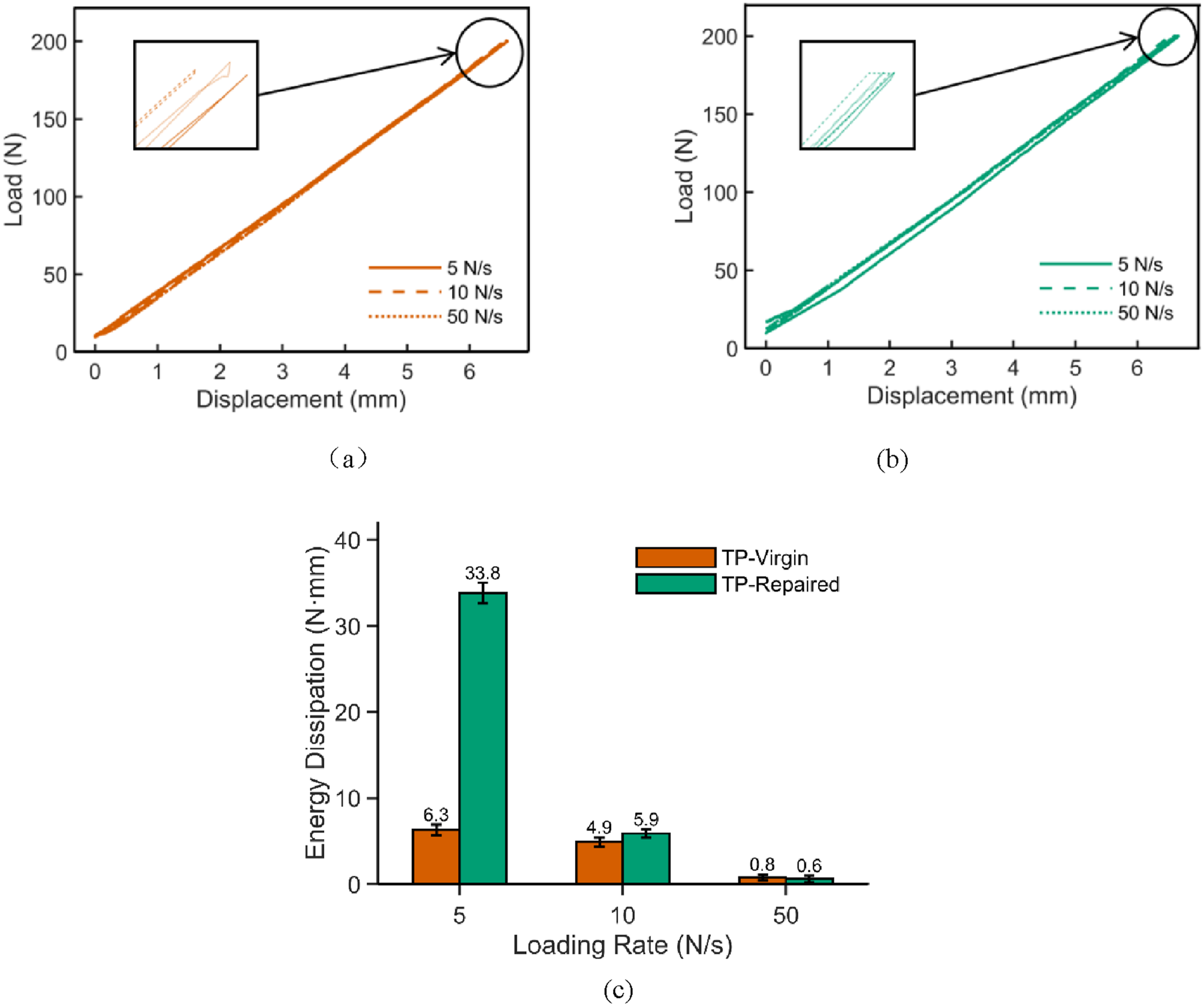
This behavior can be attributed to residual defects introduced by thermal repair, such as incompletely healed microcracks and weakened interfaces. At low loading rates, these defects have sufficient time to undergo frictional slip and plastic deformation, thereby dissipating more energy. As the loading rate increases, the material response becomes predominantly elastic, making it difficult to fully activate defect-related dissipation mechanisms, resulting in a relative reduction in energy loss.
These results indicate that while the thermal repair process restores the structure’s macroscopic load-bearing capacity, it introduces additional micro-defects that significantly alter the material’s hysteretic behavior. This is particularly evident in the more pronounced internal energy dissipation observed at low loading rates. This finding provides important guidance for evaluating the rate-dependent performance and long-term durability of repaired components under varying operational speeds.
Comparative discussion
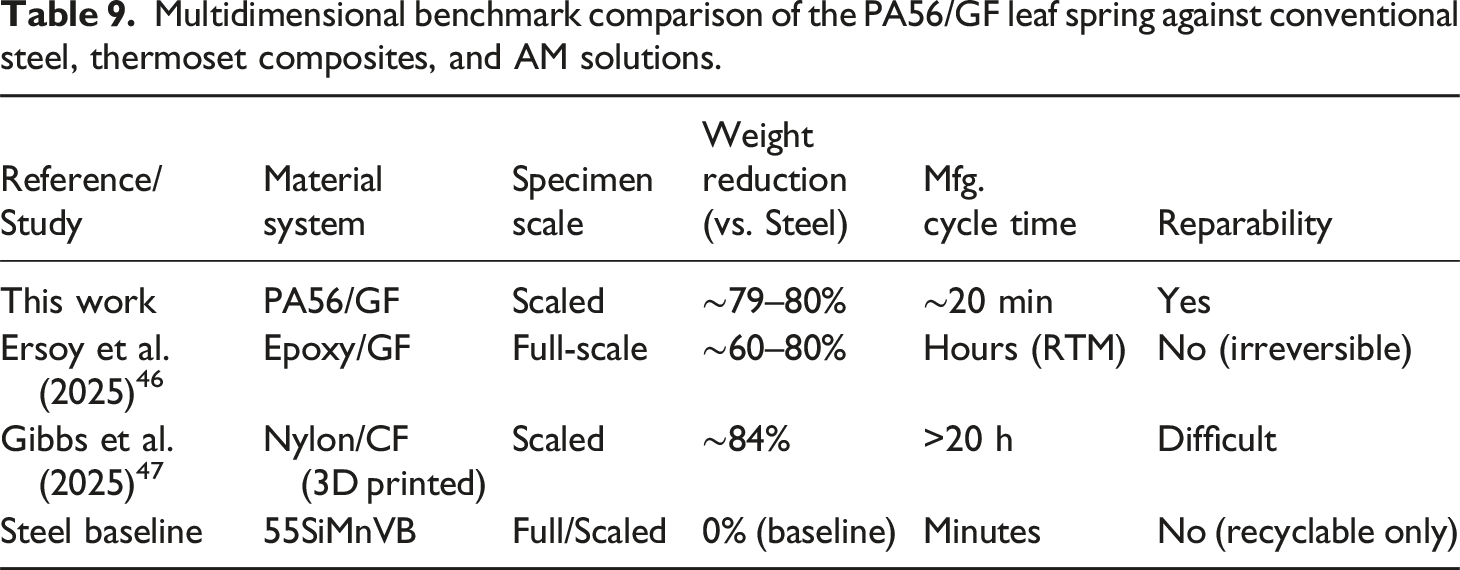
Multidimensional benchmark comparison of the PA56/GF leaf spring against conventional steel, thermoset composites, and AM solutions.
Lightweighting efficiency and comparative structural integrity
The PA56 prototype achieves a ∼79–80% weight reduction compared to steel components, aligning with high-performance thermoset benchmarks. Recent studies on matrix optimization, such as direct-compounded Glass/PA6 LFT systems, 48 have shown that increasing fiber content from 30% to 45% can boost Young’s modulus by 50%. However, processing-induced factors such as fiber deterioration and flow-induced orientation can lead to significant performance fluctuations. Similarly, 3D-printed lattice designs offer extreme lightweighting (∼84%) but at the cost of drastic stiffness reductions (approx. 4.3× lower) relative to solid benchmarks. In this study, compared to the internal Epoxy (EP) control, the PA56 composite retains 93.3% of the stiffness and 83.45% of the strength. The proposed rapid hot-pressing method effectively mitigates the mechanical penalties often associated with thermoplastic substitution, ensuring both high weight-saving efficiency and manufacturing stability.
Manufacturing efficiency
A comparative analysis against emerging benchmarks indicates the significant throughput potential of the proposed method. While AM offers unparalleled design flexibility without tooling costs, it currently faces challenges regarding volume production cycles (>20 h). Similarly, in the field of thermosets, Ersoy et al. (2025) achieved significant process improvements by applying evolutionary algorithms to optimize cure cycles. Yet, even with these optimizations, thick-section epoxy springs remain chemically constrained, requiring approximately 47 min (2800 s) for demolding and potentially lengthy pre-treatment (360 min). Overcoming these kinetic limitations, the non-reactive PA56 process achieves consolidation in approximately 20 min. This represents a 2.5-fold efficiency gain over optimized thermoset cycles, positioning the proposed thermoplastic route as a highly scalable candidate for automotive production.
Thermoplastic-enabled reparability
Conventional thermoset composites remain the industry standard for dimensional stability, yet studies confirm that their irreversible crosslinked networks render them non-repairable upon macroscopic damage.
The “active reparability” of the thermoplastic system is validated through both internal and macroscopic assessments. The efficacy of hot-press reconsolidation as a damage-mitigation strategy has been demonstrated in high-performance systems such as CF/PEKK, where reconsolidation of drilling-induced damage resulted in compressive strength increases of 15.6% to 37.6%. 49 This study quantifies healing efficiency from two distinct dimensions: thermal restoration and mechanical recovery. Statistical analysis of LIT phase data reveals a ∼71% reduction in internal defect severity, which visually and quantitatively correlates with the observed matrix re-consolidation. More importantly, this internal healing translates into exceptional macroscopic property retention, with the repaired springs recovering ∼94% of their original stiffness and 88% of their strength. This dual-scale validation differentiates the PA56 spring from traditional thermoset counterparts, offering a resilient and sustainable dimension to lifecycle management previously unattainable in crosslinked systems.
Conclusions
This study developed a bio-based thermoplastic polyamide (PA56) composite leaf spring, leveraging its intrinsic thermal reparability and efficient processing. The quasi-static mechanical properties, rate-dependent mechanical performance, and hot-press repairability were systematically investigated. The main findings are summarized as follows. (1) A rapid and efficient hot-press forming process suitable for leaf spring structures was established. By utilizing PA56 thermoplastic resin, the curing time was reduced to one-tenth of that required by thermosetting systems, implying a significant potential for reducing manufacturing energy consumption. Close agreement between experiments, Classical Laminate Theory (CLT), and Finite Element Analysis (FEA) (within ∼5% deviation) for the initial stiffness validated the geometric accuracy and consistency of the manufacturing process. (2) The PA56 leaf spring, exhibiting 93.3% of the stiffness and 83.5% of the strength of its epoxy-based counterpart, achieves a remarkable balance between performance and weight-saving. Crucially, its significantly improved strain rate sensitivity (m-value 1.58 × higher) suggests enhanced adaptability to impact loads. Concurrently, its reduced hysteretic energy dissipation (as low as one-sixth that of epoxy at high rates) indicates lower internal heat generation and superior elastic recovery, which are critical for mitigating thermal fatigue in automotive suspension applications. (3) Leveraging the remelting capability of the thermoplastic matrix, matrix-dominated failures were effectively healed via hot-pressing. The process restored 94.3% of the initial stiffness and 88% of the strength. Furthermore, quantitative Lock-in Thermography (LIT) analysis revealed a ∼71% reduction in thermographic contrast severity, confirming the restoration of internal structural homogeneity. The hysteretic behavior was effectively recovered to a state nearly identical to the pristine condition.
In summary, Bio-PA56-based composite leaf springs exhibit a superior synergy of rate-dependent mechanical performance and manufacturing efficiency, positioning them as a highly competitive sustainable alternative to thermosets. The proposed hot-press repair methodology provides a robust and efficient strategy for restoring structural integrity and extending component service life, thereby demonstrating the substantial potential of thermoplastics in high-performance automotive structural applications.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge the financial support of the National Natural Science Foundation of China (Grant No. 52102430). This work was supported by the Central Guided Local Science and Technology Development Funded Projects (Grant No. 2025 ZY01081).