
Abstract
Mechanical, thermal, and structural improvements of natural fiber (Aloe vera and Eucalyptus) reinforced polylactic acid (PLA) composites with agro-waste fillers (Rice Husk and Wheat Husk) without and with maleic anhydride grafted polypropylene (MAPP) as a compatibilizer are reported in the present study. The composites comprise 70% PLA and 30% reinforcements, fillers, and MAPP. In hybrid composites, 70% PLA is combined with 10% fiber reinforcement, 10% fillers, and 10% MAPP. Ten formulations were produced and systematically investigated through measuring surface roughness, hardness, tensile, and flexural properties, impact strength, density, creep, fatigue, and thermal conductivity. The incorporation of MAPP had a substantial effect on fiber–matrix interface, contributing to the enhanced load transfer ability, dimensional stability, and energy dissipation. APWM and APRM had better tensile strength, fatigue performance was better, and flexural and thermal properties of EPWM and EPRM were good. Tensile, impact strength and creep resistance were also significantly improved in MAPP-modified composites. Composites with hybrid reinforcement were always better than those with either type of reinforcement or no reinforcement, indicating synergy in hybrid reinforcement. Although uncompatibilized and particulate-only composites showed moderate increase, they were still inferior to those of MAPP-modified counterparts. The results highlight the potential of lignocellulosic fiber–filler systems for the sustainable development of high-performance PLA composites. Morphological analysis of fractured surfaces was performed using scanning electron microscopy (SEM) to evaluate interfacial adhesion between the reinforcements and the polymer matrix.
Introduction
The adoption of fiber reinforced composites is due to their high specific strength along with fatigue resistance and durability against corrosion. Moreover, thermoset resins glass or carbon fibers used for reinforcing polymer composites frameworks made from petroleum byproducts are widely used. 1 These materials have a finite life span and require a lot of energy during the production process and disposal due to their end-of-life disposal issues as cross-linked composites create considerable environmental problems. This has led to stricter policies on recycling targets while manufacturers search for bio-based alternatives that prioritize performance without sacrificing ecological harm.2–4
Polylactic acid (PLA) is one of the most remarkable biopolymers of the next-generation one. It is derived by fermentation and ring-opening polymerization of lactic acid derived from annual renewable crops (e.g. corn, cassava or sugarcane). During proper composting, PLA depolymerizes into safe monomers, which means the life cycle of this plastic is broken, unlike that of common plastics.2–4 However, clean PLA has its limitations which prevent the widespread use as engineering part: its glass-transition temperature is low, its impact strength is not high in comparison with the impact strength of commodity thermoplastics and its property-to-cost ratio is not favorable in comparison with commodity thermoplastics. This has led to much effort being dedicated to toughening and stiffening PLA through the addition of inorganic fillers, synthetic fibers and most interestingly lignocellulosic reinforcements.4–6
Owing to low density, good tensile properties, attractive ratio of modulus to cost and intrinsic biodegradability are the lignocellulosic fibers, which are extracted from plant biomass. They offer a neutral or negative carbon footprint as the fixed carbon of the plants grown to create them is greater than the emissions in processing. By substituting energy-demanding glass or aramid fibers with agricultural residues, composite manufacturers are able to migrate toward circular material cycles and meet the lightweight design goals.7–9
Among these versatile crops, and as part of this large family of fibers, aloe vera and eucalyptus fibers are worth mentioning. Leaves of Aloe vera, commonly grown for extraction of cosmetic and nutraceutical gel, produce considerable amounts of fibrous byproduct, which is generally thrown away or burnt. By separating those fibers waste is converted to resource, providing high cellulosic reinforcement with exceptional aspect ratio and low abrasiveness to the processing plant.10–12 Few hardwoods grown in plantations are as fast-growing as eucalyptus, which is cultivated by the pulp and paper industry; the bast fibers have a dense fibrillar microstructure with a well-balanced chemical composition, meaning it has a high tensile strength and moderate thermal stability. Thus, the waste from eucalyptus plantations is an ephemeral reinforcing flow that is global and economically feasible.12–14
Rice husk and wheat husk act as particulate fillers with these long fibers. Both come from food crops, the processing of which generates millions of tons of silica-rich hulls every year. Their natural ash content can increase the stiffness and heat-distortion temperature of the composites and their meso-porous structure on the microscale can promote phonon scattering, which may in turn provide better thermal insulation. Reusing these husks not only reduces waste disposal – often open-field burning in emerging countries – but adds value at low cost in both economic and environmental terms.15–18
A common issue in combining hydrophilic plant materials with relatively hydrophobic PLA is the poor interfacial bond that restricts stress transfer. Chemical compatibilization is thus necessary. Maleic-anhydride-grafted polypropylene (MAPP) is a well-established industrial coupling agent that is available on the market whose anhydride functionality can react with fiber surface hydroxyls, while its non-polar polypropylene backbone can co-crystallize or entangle with molten PLA during compounding. This second preferential affinity for both reduces the interfacial tension, the wetting and the void formation, resulting in increased strength, fatigue life and improved dimensional stability under the creep resistance.19–22
Above and beyond mechanical performance, the use of plant-derived reinforcements and bio-based compatibilizers, is beneficial in terms of wider sustainability parameters. Life-cycle studies are unanimous in highlighting that replacing 1 kg of glass fiber with lignocellulosic fiber can reduce embodied energy requirements by more than 50% and greenhouse-gas emissions by as much as 80%. Moreover, end-of-life situations, that is industrial composting or controlled anaerobic digestion, may rise in application when both matrix and reinforcing parts are bio-based and biodegradable, thus reducing landfilling and incineration.9,23
Within this context, the present work fabricates and characterizes ten different PLA-based bio composites made by systematically combining aloe vera or eucalyptus fibers with rice or wheat husk fillers, with or without the addition of MAPP. The obtained product compositions require an exhaustive property matrix relating to tensile, flexural and impact behavior, surface hardness and roughness, thermal conductivity and long-term fatigue and creep resistance for the formulations: APRM, APWM, EPRM, EPWM, APM, EPM, APR, APW, EPR, and EPW, the full names of the polymers. By relating composition, interfacial structure, and macroscopic property, this work aims to develop processing-structure–property relationships that can act as a guide for industry to adopt, at a pace more consistent with raw material supply, fully or predominantly bio-based composites to compete with, and potentially supplant, conventional FRPs in the automotive-interior, consumer-durable, construction-panel. Market segments where weight savings, stiffness, and environmentally friendly manufacturing are particularly valued.
This study uniquely integrates bio-fillers (rice husk and wheat husk) and biofibres (Aloe vera and eucalyptus) and evaluates the role of maleic anhydride grafted polypropylene (MAPP) as a compatibilizer in hybrid PLA based composite formulations. The novel combination of composites presents a background for investigating the influence of bio-fillers and maleic anhydride grafted polypropylene (MAPP) as a compatibilizer on the thermal and mechanical performance of polymer composites. Based on the existing literature, no prior studies have specifically examined the combined use of these bio-fillers with MAPP in natural fiber- and filler-reinforced polymer composites. In present study, mechanical tests include the investigation of tensile strength, flexural strength, impact strength, fatigue and creep. While thermal tests comprise the thermal conductivity test. Other investigations consist of density calculation, surface roughness analysis. Figure 1 Displays the percentage of fiber and filler reinforcements with the polymer matric for composite fabrication. Developed composites contain 70% of PLA matrix material with the reinforcements and filler materials constituting 30%.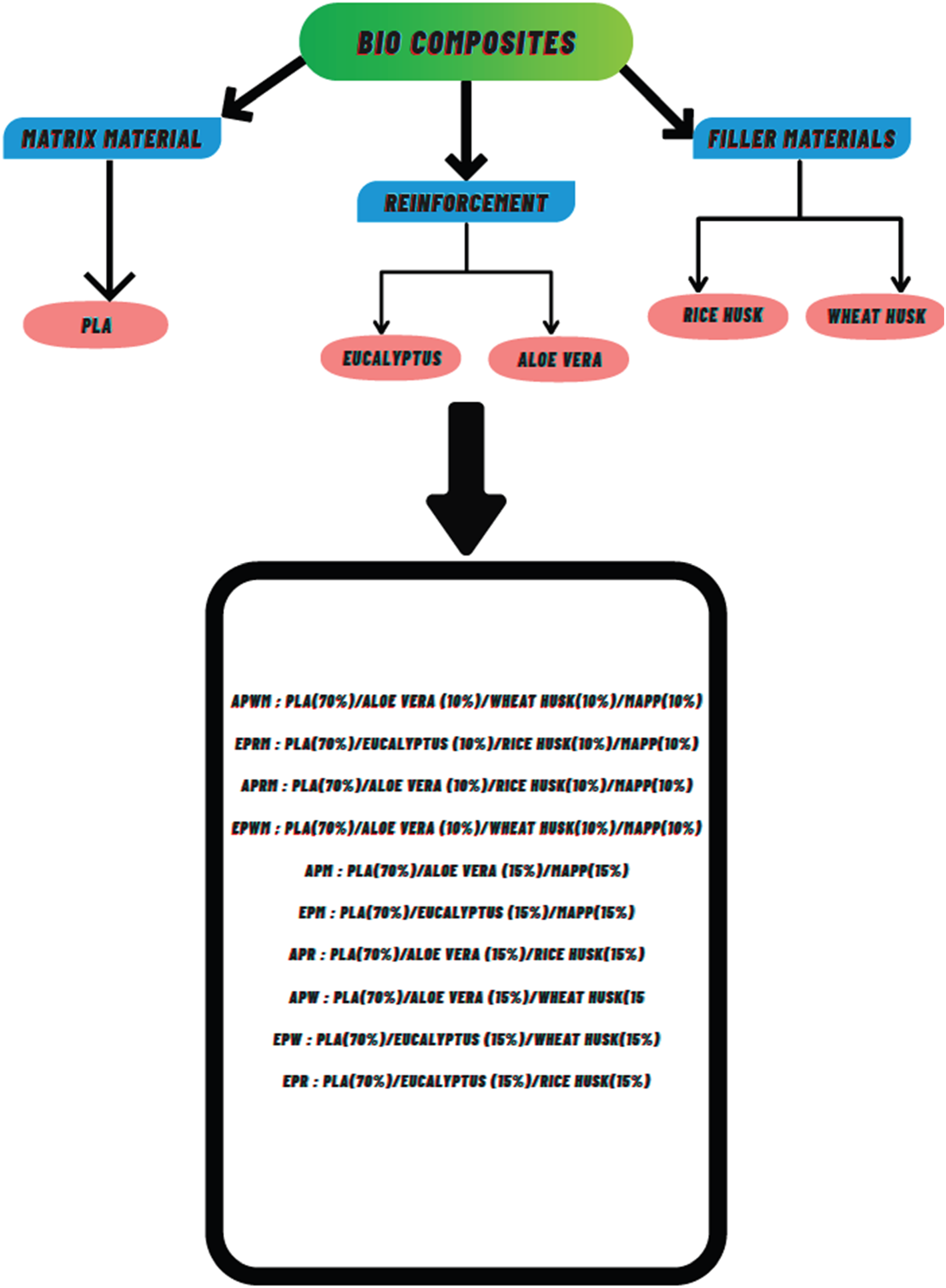
Materials and Methods
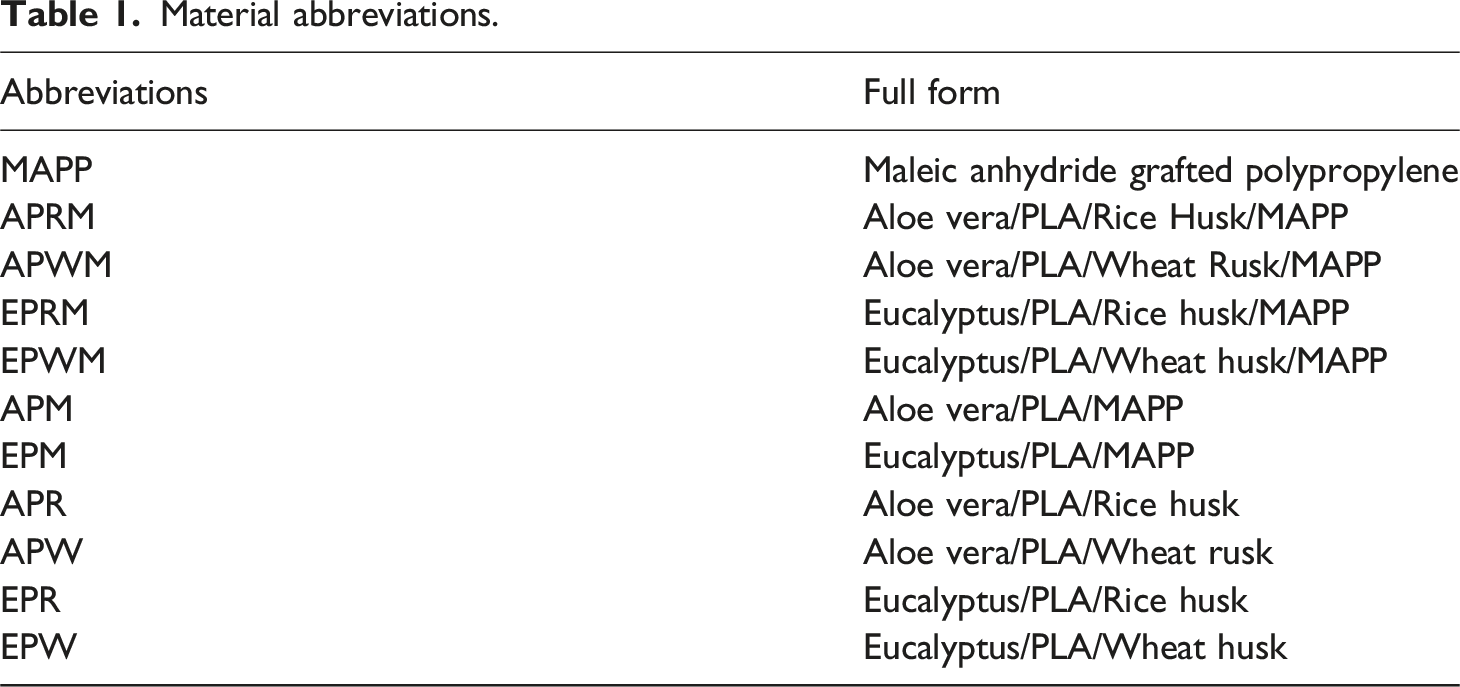
Material abbreviations.
Mechanical performance in any fiber-reinforced thermoplastic hinges on the efficiency with which applied loads migrate from the ductile matrix into the stiffer reinforcement. Inadequate fiber–matrix adhesion truncates this transfer, localizes stress and precipitates premature failure. By contrast, strong interfacial bonding—further enhanced here by the grafted anhydride moieties of MAPP—creates a cohesive composite network capable of sustaining tensile, flexural and impact loads typical of parts used in mobility, construction and consumer sectors. A parallel evaluation of thermal conductivity is equally vital: applications such as interior trim, appliance housings or lightweight panels may require either heat-dissipating or insulating behavior, both of which can be tailored through judicious selection of fiber type, filler loading and void control. 24
Fibers, Fillers, Matrix and MAPP
Aloe vera and eucalyptus fiber mats were collected from Compact buying services, Faridabad (India). In the present study Bi-directional fiber mats of aloe vera and eucalyptus fibers were used. Aloe vera fiber mat has 0.65 mm thickness, and eucalyptus fiber mat has thickness of 0.75 mm, and each developed composite has 3.5 mm thickness. The GSM of aloe vera fiber mat was 220 GSM and eucalyptus fiber mat was 160 GSM. Fiber mats and fillers were kept in oven to remove any moisture present before fabrication of composites. Aloe vera fiber has 55-65% cellulose, 20-25% hemicellulose, 5-15% lignin with amino acids (arginine, lysine), enzymes, anthraquinones (aloin), and phenolic acids. Eucalyptus fiber mats have 45-55% cellulose, 15-25% hemicellulose, 25-30% lignin and 1-2% pectin. Rice husk and wheat husk powder were used as fillers for the composite. The density of rice husk and wheat husk filler was 1.9 g/cm3 and 1.5 g/cm3 respectively. The size of the fillers used were measured to be 10-2400 nm. Polylactic-acid (PLA) was used as a matrix material to develop composite materials. Rice husk filler has 35-40% cellulose, 20-25% hemicellulose, 15-20% lignin with 12-17% silica. Wheat husk filler has 35-45% cellulose, 15-35% hemicellulose, 10-25% with lignin and very small pectin. A maleic-anhydride-grafted polypropylene (MAPP) compatibilizer stand-in as a connection between PLA matrices and fiber/fillers by chemically reacting with filler hydroxyls and physically entangling with polymer chains, significantly improving interfacial adhesion, dispersion, mechanical strength (tensile, modulus), toughness, and water resistance in composites.25,26
Processing of composites
The composite samples were manufactured by a compression molding method with a closed-mold organization. Preceding to construction, all fiber mats and fillers were carefully dried in an oven to remove any moisture content present in the fibers and fillers, confirming improved interfacial bonding and uniform composite formation. The polylactic acid (PLA) matrix material was used in granular form and was first changed into prepregs by imperiling the granules to controlled heat and pressure. These PLA prepregs were then precisely stacked in blend with the dried fibers and filler materials allowing the required composition. The stacked layers were consequently filed in a compression molding machine and merged under the application of heat and pressure to form the composites. The final thickness of the fabricated composite specimens was administered by the predetermined weight percentages of the fiber, filler, MAPP and matrix materials worked through the composite fabrication process.
Hardness (Shore D)
Indentation hardness was determined in accordance with ASTM D2240. The hardness of the composite laminates was evaluated using a Shore D hardness tester (PSI Sales, Noida, India). The indenter of the Shore D tester consists of a hardened steel rod with a diameter ranging from 1.1 to 1.4 mm, featuring a 30° conical tip with a radius of 0.1 mm. The indenter applies a net force of approximately 44.64 N to the specimen during the test. This metric captures the near-surface stiffness conferred by the rigid silica-rich husks and the longitudinally stiff natural fibers. Because hardness also correlates with abrasion resistance, elevated Shore D indices signal enhanced wear tolerance which is an asset for components subjected to continual contact, such as snap-fit clips, sliding rails or decorative bezels. Grades containing both husk particulates and MAPP are expected to exhibit the highest values owing to reduced elastic recovery under the indenter.
Tensile Behavior (ASTM D638)
Standard dog-bone specimens enabled extraction of ultimate tensile strength, Young’s modulus and elongation at break. 10 For the tensile test, specimens were prepared in accordance with ASTM D3039 standards with dimensions of 250 mm × 25 mm × 3 mm (length × width × thickness). The tensile properties were evaluated using a Universal Testing Machine (UTM) at a crosshead speed of 10 mm/min 10. Instron 3369 universal testing machine was used for conducting tensile experiments with cross head speed of 10 mm/min. These parameters collectively describe the composite’s capacity to resist and redistribute uniaxial loads. Aloe and eucalyptus fibers endow the matrix with axial stiffness, while MAPP chemically bridges the hydrophobic PLA and hydrophilic fiber surfaces, restricting fiber pull-out under load. A higher modulus and strength, paired with moderate ductility, point to efficient stress transfer—an essential criterion for thin-walled housings, brackets and semi-structural inserts that must resist creep and vibration in service.
Flexural Response
Three-point bending tests quantify resistance to combined tensile and compressive stresses arising during panel deflection. 11 For the flexural test, specimens were prepared following ASTM D790 standards with dimensions of 127 mm × 13 mm × 3 mm (length × width × thickness). Flexural testing was carried out using a three-point bending configuration on a Universal Testing Machine (UTM) at a loading rate of 2.5 mm/min 11. The flexural testing was performed using Instron 3369 universal testing machine with a crosshead speed of 2.5 mm/min and span length of the 48 mm. Alignment of elongated fibers during melt flow can create a pseudo-laminate architecture, reinforcing the tension and compression skins of the specimen. Particulate husks occupy the inter-laminar region, bridging micro-voids and delaying crack initiation. Consequently, flexural strength and modulus grow with fiber orientation quality and filler dispersion, positioning these bio-composites for applications such as seat-back shells, architectural wall claddings and lightweight pallet boards where bending loads predominate.
Impact Toughness
Impact resistance gauges the ability to dissipate sudden kinetic energy without catastrophic fracture. For mechanical characterization of the polymers developed. 12 Impact strength was determined using a Charpy impact tester ((Impact international equipment, Mumbai, India) by unnotched Charpy impact experiments. In selected Charpy impact test, hammer (pendulum) energy was in the range of 5 J to 10 J. For the impact test, specimen preparation was performed according to ISO 179 standards with dimensions of 80 mm × 10 mm × 4 mm (length × width × thickness). 12 Toughening mechanisms invoked in the current hybrids include fiber pull-out, crack deflection at the fiber/matrix interface and micro-fibrillation of aloe or eucalyptus bundles. The presence of husk particles, though rigid, can further redirect crack paths, ensuring progressive rather than instantaneous failure. High Charpy energies translate into safer, more durable components in environments susceptible to accidental drops or tool strikes, such as consumer electronics casings or agricultural equipment guards.
Surface Roughness Profiling
The surface roughness measurement was achieved using a TJD520 digital surface roughness tester. A stylus profilometer measured arithmetic roughness (Ra), a critical attribute for aesthetic surfaces and tribological contacts. Irregular husk geometry and occasional fiber protrusion raise baseline roughness relative to neat PLA. Where a Class-A finish is mandatory, the data inform secondary finishing routes—vibration polishing, laser abrasion, or plasma etching—while helping to calibrate mold temperature, packing pressure and die-swell management to minimize flow lines or sink marks originating from filler clusters.
Density and Void Quantification (ASTM D2734)
Bulk densities determined via Archimedes’ principle were benchmarked against rule-of-mixture predictions to estimate residual void content. In melt-compounded systems, voids arise from inadequate de-gassing, moisture release or poor wetting of filler surfaces. Even a small percentage of trapped porosity can degrade stiffness, promote moisture ingress and undermine surface quality. Systematic density tracking therefore feeds back to extrusion screw design, venting strategies and compatibilizer concentration, ensuring dimensional stability and weight consistency—factors crucial for mass-sensitive sectors such as transportation.
The experimental density of the composite samples was determined using small, uniformly sized specimens. Each specimen was first weighed using a precision balance, and its volume was subsequently measured following Archimedes’ principle by immersing the sample in a water-filled beaker and recording the displaced volume. The measured mass and corresponding volume were then used to calculate the experimental density. The void content of the composites was evaluated in accordance with ASTM D2734.
Fatigue Durability (ASTM D3479)
Cyclic tensile loading reproduces service conditions where stresses fluctuate, for example in vibration-prone assemblies or snap-fit joints repeatedly engaged during product life. The fatigue test was completed using the testing machine provided by PSI Sales Pvt. Ltd. In the fatigue testing, the specimens were subjected to cyclic loading under tension–tension mode and sinusoidal load was applied at at three stress levels- 25%, 50% and 75 % of UT S. The test was performed at a frequency of 5–10 Hz and fatigue life was evaluated up to a maximum of 105–106 loading cycles. Failure was defined as complete fracture of the specimen or a large reduction (typically ≥20%) in stiffness or load-carrying capacity. Fatigue life correlates strongly with interfacial tenacity; debonding at the fiber–matrix boundary accelerates crack nucleation. MAPP-rich grades are anticipated to outperform their non-coupled counterparts, highlighting the value of chemical compatibilization for long-term durability. Designers can utilize S–N curves derived from these experiments to assign safety factors or predict service intervals for parts exposed to oscillatory loads.
Creep Resistance (ASTM D2990)
Creep tests monitor time-dependent strain under constant stress and temperature—a proxy for shelf sag, warpage or dimensional shift in load-bearing applications. The creep test was completed using the testing machine provided by PSI Sales Pvt. Ltd. The viscoelastic PLA matrix inexorably flows under load, but embedded fibers and husk particulates act as load-sharing skeletons, inhibiting polymer chain mobility. Creep compliance data thus delineates safe stress envelopes for components such as instrument panels, electrical enclosures or thin-walled ducts expected to bear sustained loads over years of service.
Thermal Conductivity Evaluation
Steady-state guarded hot-plate measurements elucidate the ease with which heat traverses the heterogeneous composite. Natural fibers possess inherently low thermal diffusivity, while the porous structure of husk particles introduces phonon-scattering interfaces. Consequently, most grades deliver moderate thermal insulation, beneficial for passenger-touch surfaces adjacent to heat sources or for building elements aiming to curb energy losses. Conversely, formulations with denser fiber packing or fewer processing voids may be engineered to channel heat away from sensitive electronics, signaling the versatility of these bio-hybrids in passive thermal management.
Across all property domains, performance converges on the quality of the fiber–matrix interphase. The anhydride functions in MAPP form covalent or hydrogen bonds with hydroxyl groups prevalent on aloe, eucalyptus and husk surfaces while simultaneously entangling with PLA chains. This dual affinity forestalls interfacial slippage, restricts moisture-induced swelling and elevates glass-transition performance—traits validated by the greater mechanical indices observed for APRM, APWM, EPRM and EPWM relative to their un-coupled analogues. By pairing continuous fibers with fine particulate fillers, the hybrids also harness a “multi-scale reinforcement” effect: long fibers carry macro-loads, while husks blunt micro-cracks. The resulting architecture mirrors natural wood, combining stiffness, toughness and vibration damping in a single, industrially moldable material.
The exhaustive mapping of hardness, strength, stiffness, toughness, surface integrity, density, fatigue life, creep compliance and thermal conductivity equips designers with a robust dataset for integrating these PLA hybrids into lightweight, low-carbon products. Because every constituent—PLA, plant fiber, husk filler and MAPP—originates from renewable or recyclable streams, end-of-life scenarios such as industrial composting, mechanical recycling or energy recovery align with circular-economy objectives. Furthermore, the insights gathered here will underpin the development of industry standards and regulatory guidelines that accelerate substitution of petroleum-based plastics with bio-derived, high-performance alternatives.
Results and Discussion
Surface Roughness
Figure 2 show the various surface roughness values of different PLA based polymer composites containing the reinforcement material Aloe vera, Eucalyptus, Rice Husk, Wheat Husk, in the presence of Maleic Anhydride Grafted Polypropylene (MAPP) as a compatibilizer and without a compatibilizer. These data provide important insights regarding the relation between the type and combination of reinforcements and the surface properties of the fabricated composites.
13
The image above shows the results of the surface roughness test for the developed polymer composites.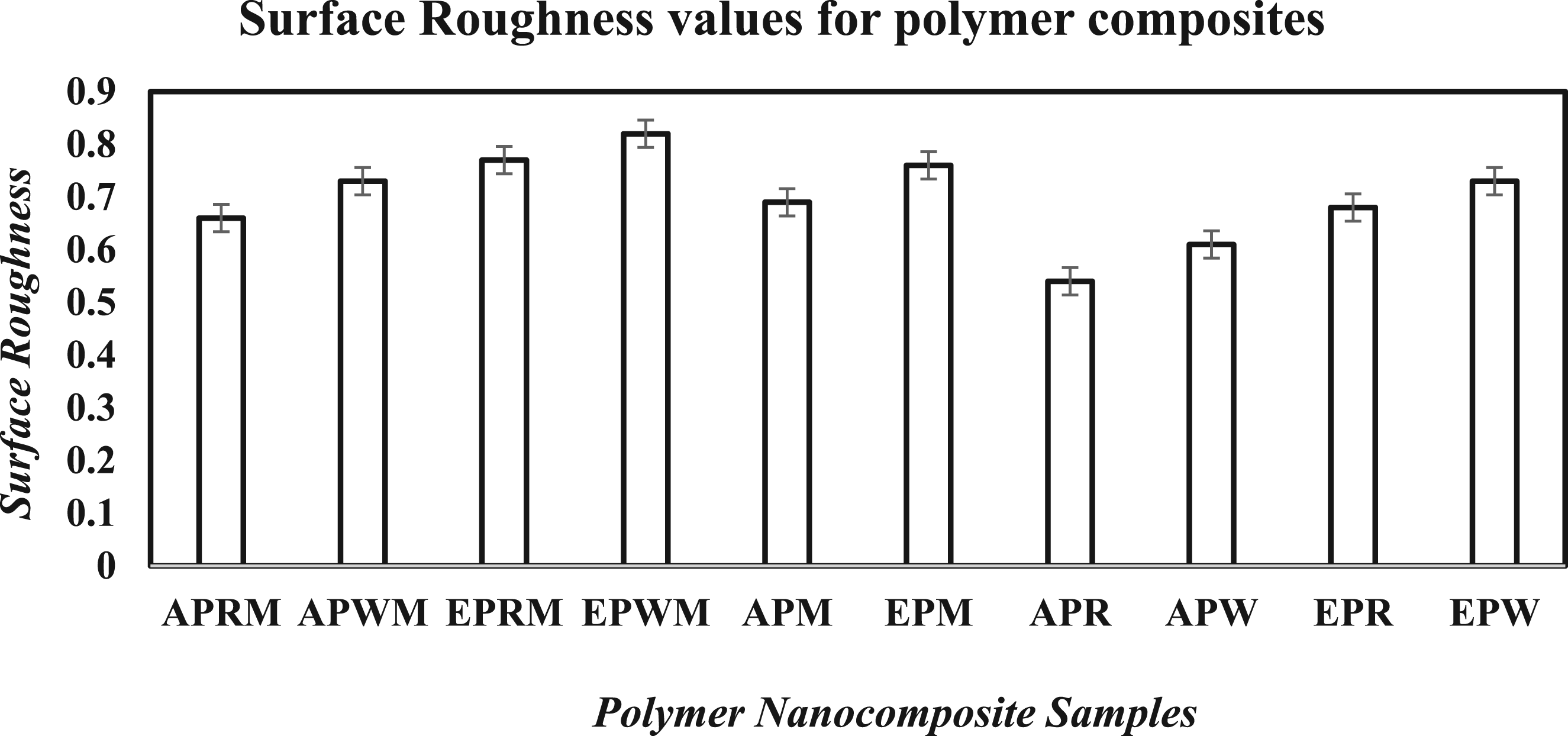
Within all samples, the EPWM (Eucalyptus/PLA/Wheat Husk/MAPP) sample followed by the EPRM and EPM samples, presented the highest roughness, above 0.82, 0.77 and 0.76 values respectively. These higher roughness values indicate that the presence of both fiber and filler, especially with the addition of MAPP compatibilizer, creates deeper surface roughness. These could be attributed to fiber protrusion, filler agglomeration, or void formation during processing, all of which disrupt a smooth surface finish.
The composites with Aloe vera like, APWM (Aloe vera/PLA/Wheat Husk/MAPP) and APRM (Aloe vera/PLA/Rice Husk/MAPP) showed the reduced values of roughness, i.e., 0.73 and 0.66 for roughness. This value, although still high, also suggests that the nature of the natural fiber and the type of interaction in the presence of filler, that are also affected by their plant source, affects the surface morphology. The addition of MAPP could improve interfacial adhesion and may also partly be due to the uneven microstructure surface when the fiber-filler dispersion is non-uniform around different regions.
Intermediate roughness was measured for the binary fiber composites APM and EPM of 0.69 and 0.76 respectively in the absence of any particulate filler, where the particulate fillers were only fiber and matrix (with MAPP). This implies that the fibers, with or without compatibilizers, moderately interferes with the surface profile.
In contrast, composites without compatibilizer and with only particulate fillers, composites like APR (Aloe vera/PLA/Rice Husk), APW (Aloe vera/PLA/Wheat Husk), EPR (Eucalyptus/PLA/Rice Husk) and EPW (Eucalyptus/PLA/Wheat Husk) showed lower mean surface roughness values between 0.54 and 0.73. These decreases can be ascribed to improvement in matrix packing and reduction in fiber-induced deformities.
In comparison, the smoothest surface was found for APR with a roughness value of 0.54, suggesting that the composition of the composite matrix remains smoother without compatibilizer and fibrous reinforcement. This shows that despite improved mechanical strength by fibers, the surfaces are mostly deteriorated.
The surface roughness trend demonstrates the trade-off between mechanical enhancement and surface roughness. For structural or load bearing applications, composites may be able to accept greater roughness, whereas for consumers facing parts additional steps like polishing or coating may be needed to achieve desired surface smoothness.
Reinforcing material and compatibilizer like MAPP have substantial effects on the surface roughness of PLA-based natural fiber composites. Appropriate choice of the combinations of reinforcing agents and optimization of the processing conditions are of fundamental importance to tailor the surface of materials for specific end-uses. More research in improving fiber–matrix adhesion and minimizing voids might significantly increase surface quality and applications of these green composites.
Hardness
The Shore-D hardness measurements of the PLA based composites reinforced with Aloe vera, Eucalyptus, Rice Husk, Wheat Husk are plotted in Figure 3. This property is an indication of the resistance to indentation and penetration and is reflective of the composites ability to resist surface wear, mechanical abrasion, and structural compression. High Shore-D hardness may, in particular, be useful for applications in which the material should resist surface contact stress, scratch, or load Suitable for being not plastically deformed.14,15 The results of the hardness (Shore D) test for the developed polymer composites.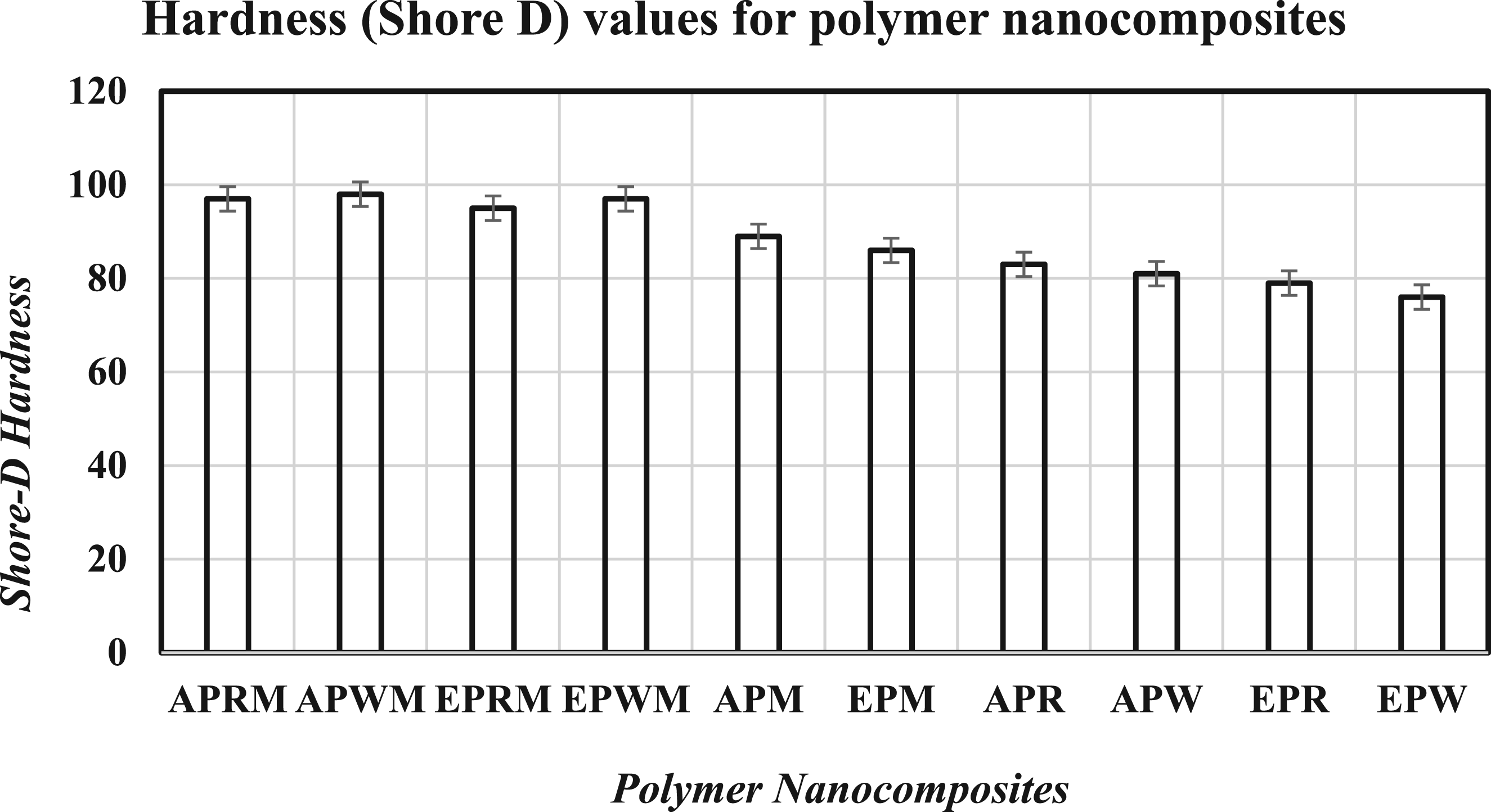
APWM demonstrated the highest hardness with Shore-D value of 98 which indicated better rigidity and surface integrity, among the tested samples. APRM (97) and EPWM (97) also had the second highest values, indicating that composites with both Aloe vera or Eucalyptus fiber and Rice or Wheat Husk (fillers) and the MAPP compatibilizer showed very highly reinforced matrices. This improvement can be attributed to the high-level interfacial adhesion between the fiber/filler and PLA matrix as a result of MAPP that led to better stress transfer and stiffness.
The EPRM composite, due to the addition of MAPP, was the next hardest with a value of 95. The coupling of Eucalyptus with Rice Husk powders seems to favor hardness improvement as that with the Wheat Husk powders (although to a minor extent than the Eucalyptus wheat Husk combination). This slightly different result could be due to the disparities in the filler morphology and the degree of dispersion during the manufacturing of composites.
Composites with binary fiber reinforcements which had MAPP but no particulate fillers, such as APM and EPM, had Shore-D hardnesses of 89 and 86, respectively. These values are lower than the ones that contain extra filler reinforcements, but very high with respect to the composites without compatibilizers. The fibrous nature of Aloe vera and Eucalyptus would confer rigidity, but in the absence of filler reinforcement, the matrix could be deprived of further density and compaction that contribute to surface rigidity.
On the other hand, the composites without MAPP exhibited the gradually decreasing of hardness with increasing exposure time. Hardness of APR and APW were 83 and 81, respectively. In the same direction, both EPR and EPW showed the lowest hardness Shore-D values of 79 and 76, respectively. The lack of MAPP in the composites led to inadequate interfacial bonding, which consequently caused poor load transfer efficiency of the matrix and reinforcements. However, micro voids between filler regions could form as stress rises, resulting in early indentation under surface loading.
There is a quite significant trend observed in the performance of hardness where the combination of MAPP and the hybrid reinforcement approach (fillers and fibers) improve the composite stiffness and surface resistance to the highest degree. These compositions provide more intimate mechanical interlock and homogeneity and improved not only hardness but also higher dimensional stability and impact resistance.
Moreover, these findings confirm the major effect of reinforcement nature and compatibilizer presence, reinforcing the capability to tune mechanical performance in bio-composites. Application-wise, composites such as APWM, APRM etc., can be used for high-performance applications including automotive interiors, consumer electronics housing, tool handles and rigid packaging materials where dimensional stability and surface abuse are critical.
In contrast, softer composite (such as EPW and EPR) could still be applicable where flexible or gentle surface contact are desired applications, e.g., in insulative panels, degradation tray, or packaging foams. It indicates that natural fiber and filler reinforcements—especially in combination with a compatibilizer such as MAPP—could offer tremendous opportunities for improving the structural performance of PLA composites as further converted materials. Making them not only appropriate, but also sustainable replacement of synthetic polymers for mechanical applications requiring strength, eco-friendliness and cost effectiveness. More optimal processing parameters and fiber dispersion could potentially lead to more improved performance.
Tensile Properties
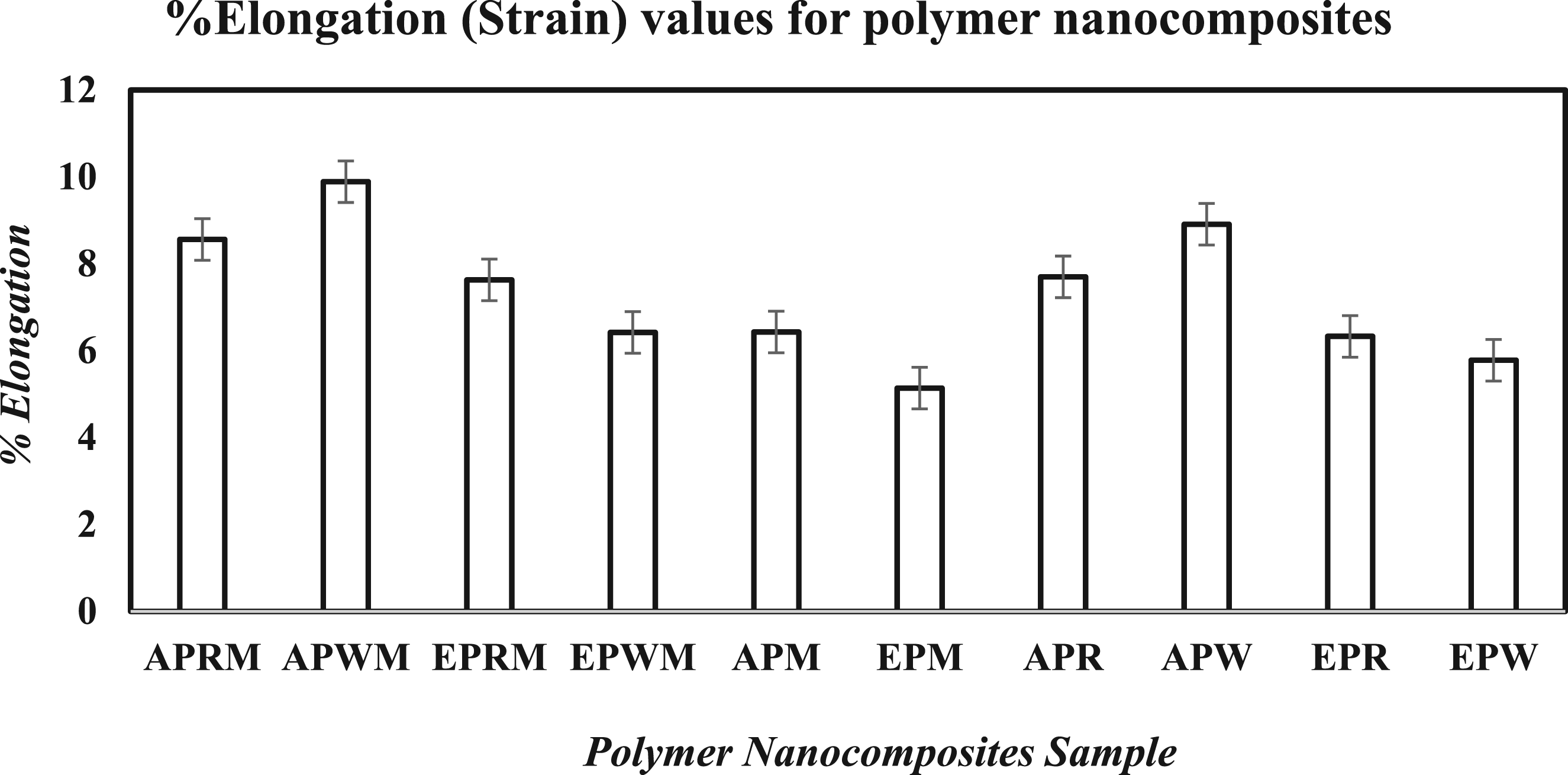
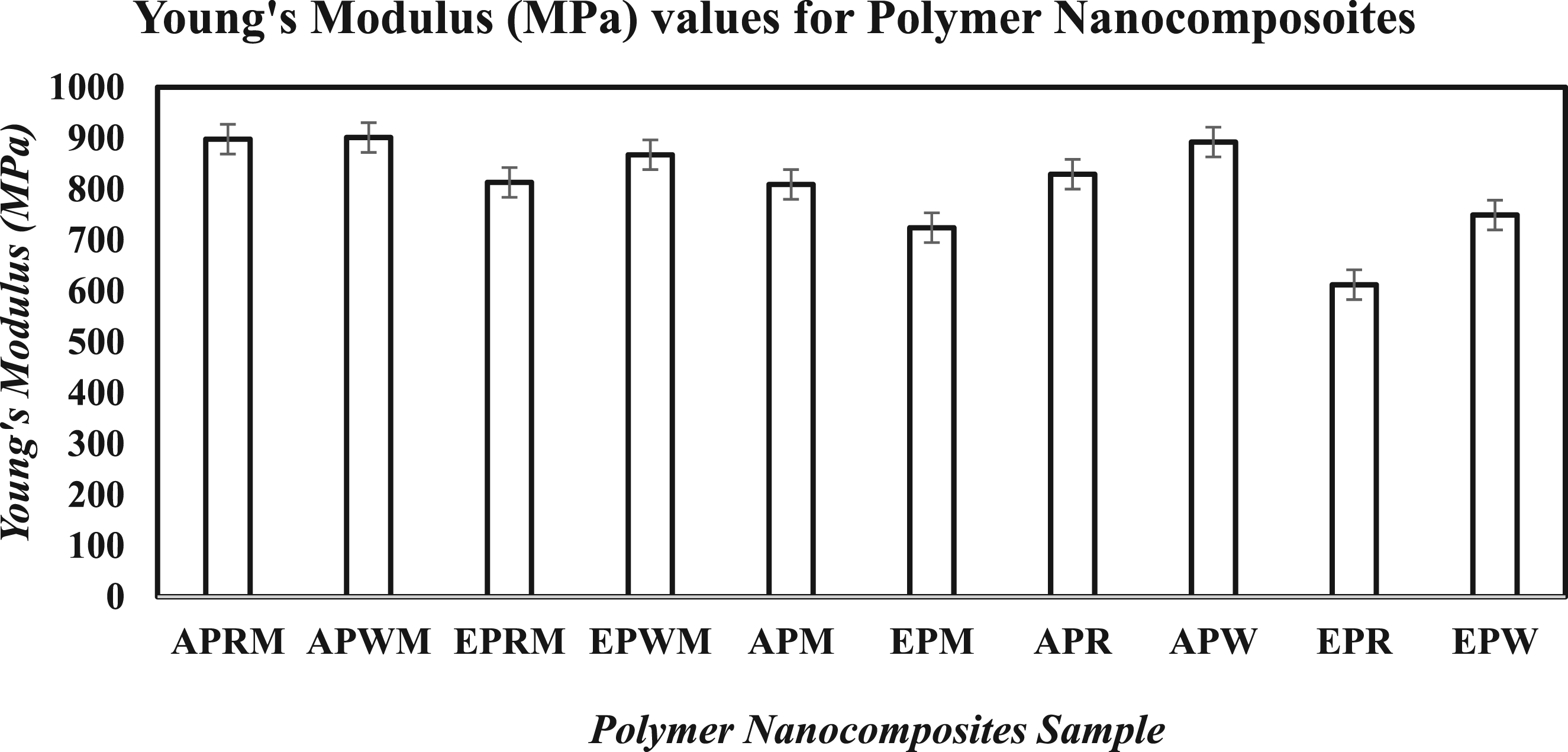
Tensile properties of the PLA based Polymer composites with agro-waste fillers (Rice Husk, Wheat Husk) and natural fiber (Aloe vera, Eucalyptus) reinforcement were systematically studied by tensile testing. The mechanical properties including tensile strength, elongation at break, and Young’s modulus, were recorded in order to study which one of the combinations of reinforcements is favorable for the mechanical properties of the developed materials.16–18 The results, represented in Figures 4, 5 and 6, show stress-carrying ability (tensile strength), flexibility (% elongation), and Young’s modulus for the composite formulations. Tensile Strength for the developed polymer composites. Percentage elongation for the developed polymer composites. Young’s modulus for the developed polymer composites.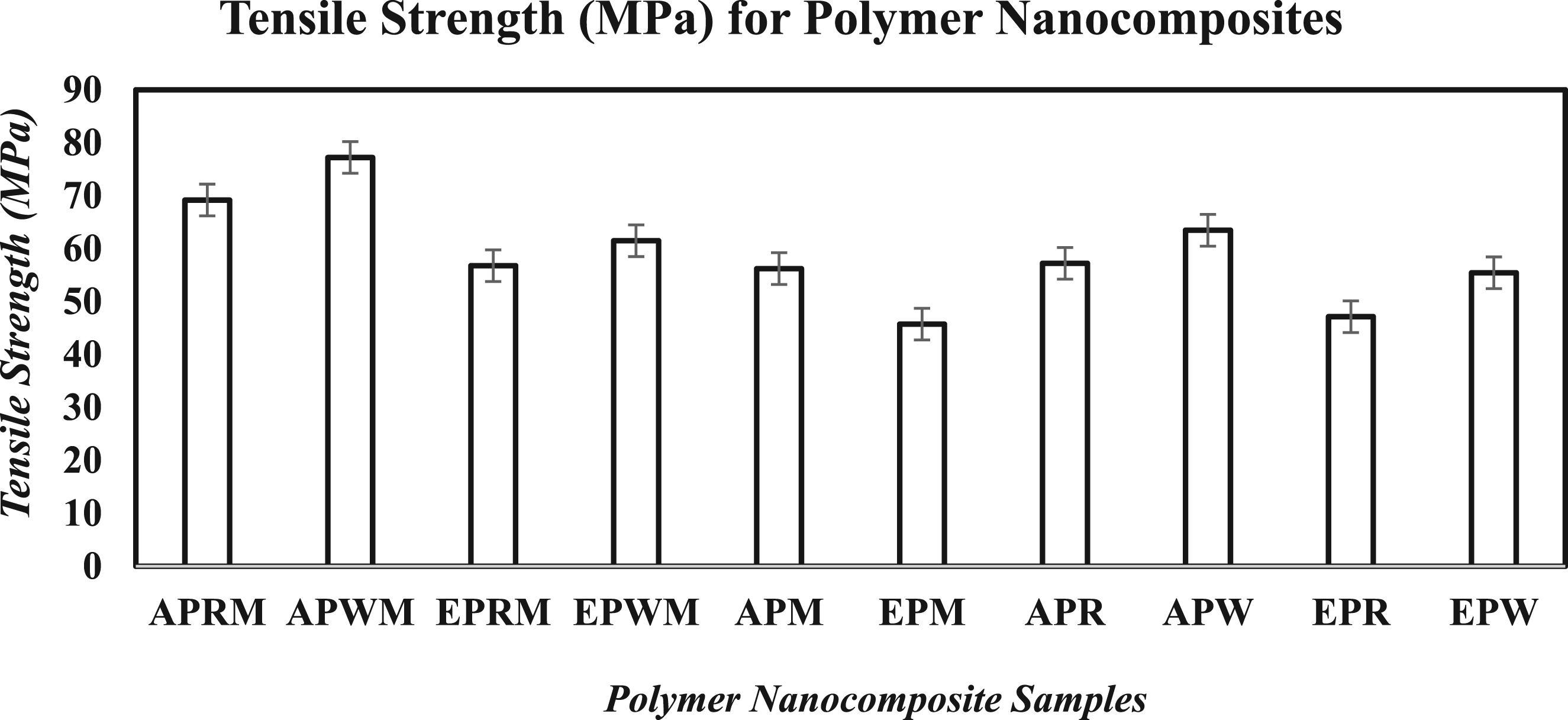
The APWM (Aloe vera/PLA/Wheat Husk/MAPP) composite was found to be the most upper one compared with all the samples with the highest tensile strength of 77.23 MPa. This great strength was associated with the synergistic combination of the Aloe vera fiber reinforcement and the efficient stress transfer of the MAPP compatibilizer. Another closely related composite is APRM (Aloe vera/PLA/Rice Husk/MAPP) with tensile strength of 69.19 MPa, demonstrating that MAPP is a good material enhancer in enhancing the fiber–matrix interface strength. APW and EPWM (63.47 MPa, 61.49 MPa, respectively). These results show that in the case where fibers and fillers co-exist, especially when compatibilization is present, tensile performance is increased due mainly to better bonding and more even distribution in the PLA matrix.
The composites with no compatibilizers, i.e., APR and EPR, exhibited an intermediate Tensile strength of 57.23 and 47.14 MPa, respectively. The reason why they were more than that for neat PLA, but less than that for PLA/MAPP was explained by the lack of MAPP which indicated the lowest interfacial adhesion which further generated poor mechanical performance. The tensile strength was the minimum (45.75 MPa) in the case with EPM, which is probably attributed to fiber misorientation, voids or dispersion. This may imply that simply spraying eucalyptus dispersion fibers with compatibilizer will not result in optimal tensile properties unless dispersion and orientation are successfully achieved. Similar study was conducted by Gamiz-Conde et 27 for PLA composite reinforced with spent coffee ground (SCG) and coffee silver skin (CSS) as filler. Authors concluded the incorporation of fillers enhance the fiber/matrix adhesion and cellulosic fibers makes better bonding with PLA matrix which overall enhanced the mechanical performance of developed composite specimen.
The plastic deformation ability of a composite before failure is characterized by its elongation at break. The APWM possessed the best ductility of 9.89%, followed by APW (8.91%) and APRM (8.56%). These values indicated a good balance between stiffness and flexibility in Aloe vera-reinforced composites and its effectiveness in presence of MAPP and agro-fillers. The elongation at break of composites such as EPM and EPW (5.14% and 5.78%, respectively) was at lower levels—more brittle. This may be because the eucalyptus fibers were more rigid and less flexible, and the interfacial interaction was weaker without the suitable compatibilization or reinforcement of fillers.
Meanwhile, the elongation of the EPR, EPWM, and APM composites showed a moderate value (6.3–6.4%), indicating that these composites are intermediate in flexibility. Young’s modulus is a measure of stiffness or rigidity of the material undergoing tensile loading. Like the first loading cycle, APWM again exhibits the highest modulus value (901.35 MPa), followed by APRM (898.12 MPa) and APW (892.43 MPa). These findings highlight the reinforcing role of Aloe vera fiber along with the proper fillers and MAPP compatibilizer and thus the synthesized composites are very rigid and structurally stable.
Additionally, EPR exhibited the lowest Young’s modulus of 612.53 MPa, meaning, it showed relatively higher flexibility and less stiffness to elastic deformation, thus, it can be used as a varying level of stiffness, moderate stiffness but better impact tolerance. The stiffness of EPM and EPW were recorded at 724.39 MPa and 749.12 MPa, respectively, showing that although there are some levels of contribution of eucalyptus fiber towards strength, it does not fit with the stiffness of the Aloe vera-based systems produced under similar methods.
The mechanical response of PLA composites was significantly different depending on the nature of natural reinforcement and compatibilizer presence. Composites reinforced with Aloe vera fiber, and in particular those containing fillers along with MAPP, exhibited the greatest improvement in the three mechanical parameters (tensile strength, elongation and stiffness). The composites of APWM and APRM were the best among all formulations.
Eucalyptus fiber composites also offer excellent mechanical properties, though slightly lower than those treated (in terms of strength and flexibility), with the highest values obtained in the case of EPRM and EPWM composites. This indicates there is potential for use in applications which require moderate strength and stiffness. The results demonstrate that the synergy between natural fillers, agro-waste and the compatibilization technique can distinctly improve the tensile performance of biodegradable PLA composites. Automotive parts, consumer goods, packaging, and structural applications are all promising for such materials, which combine mechanical properties with sustainability requirements.
Flexural Properties
Standard three-point bending test was used to determine flexural performance of PLA based composites reinforced by Aloe vera, Eucalyptus fibers Rice Husk and Wheat Husk. This method determines two important properties, flexural strength and flexural modulus, which provide a general indication of the behavior of the material as a beam in flexure as well as the material’s stiffness. Flexural test results are shown in Figures 7 and 8. Flexural strength for the developed polymer composites. Flexural modulus for the developed polymer composites.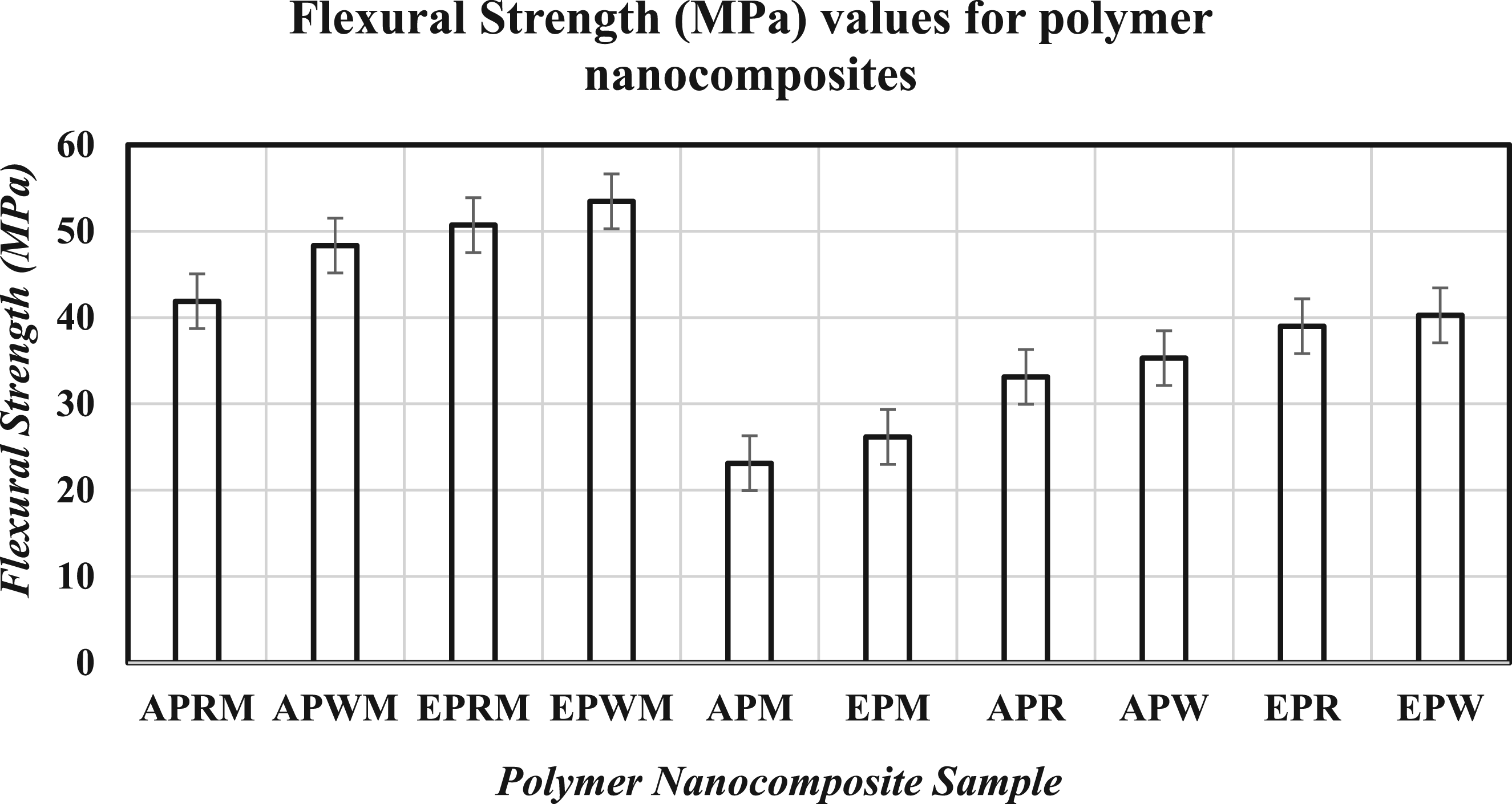
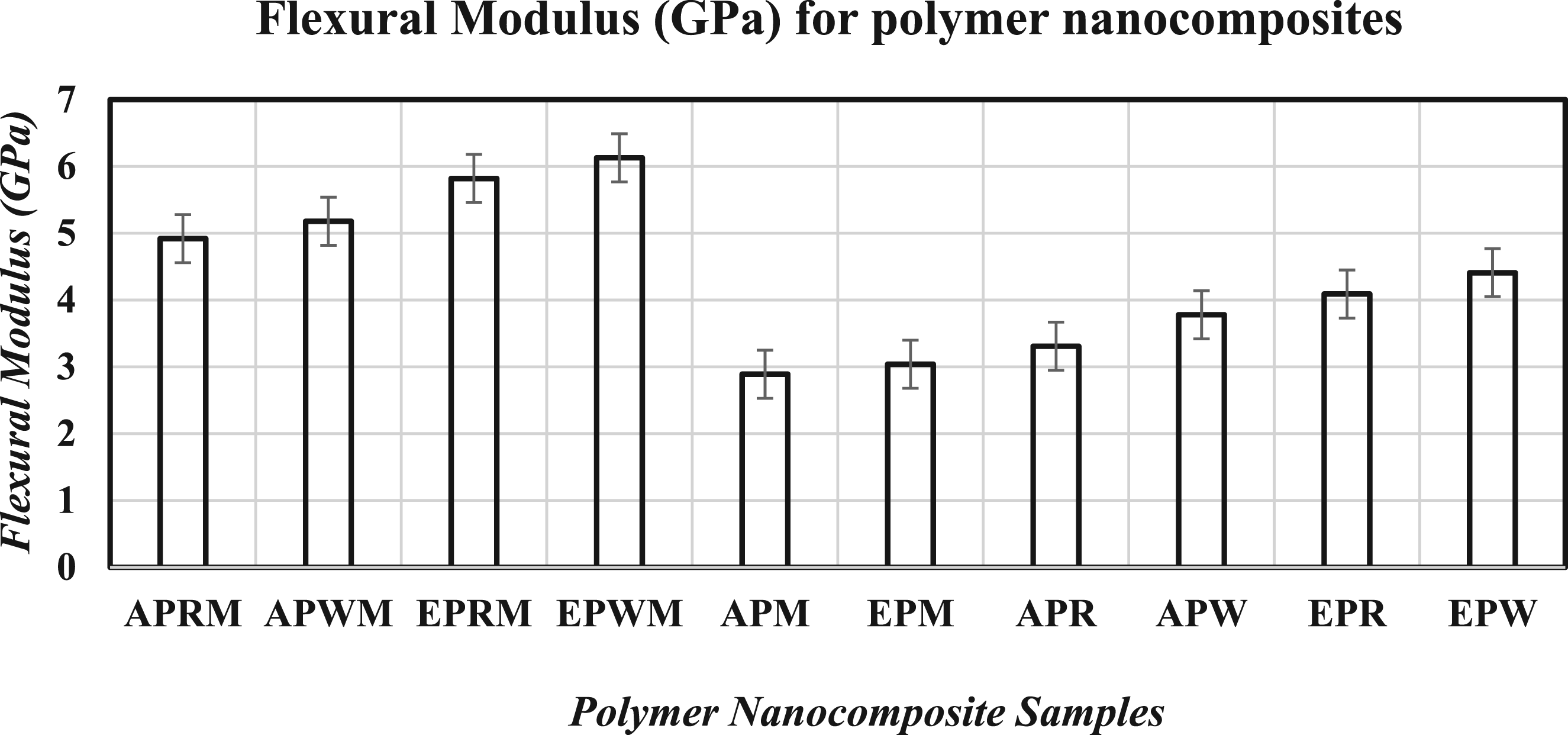
EPWM (Eucalyptus/PLA/Wheat Husk/MAPP) showed the best flexural strength of 53.45 MPa, while EPRM recorded 50.7 MPa and APWM 48.33 MPa. These findings suggest that the addition of natural fibers with particulate fillers, particularly when compatibilized with MAPP, greatly enhances the bending performance of the composite. The enhanced performance of EPWM and EPRM may be ascribed to the synergistic reinforcement of fiber and filler, and this improved the stress transfer during bending process.18–20
APRM (Aloe vera/PLA/Rice Husk/MAPP) showed higher flexural strength (41.88 MPa) which confirms the positive impact of Aloe vera fiber along with rice husk. Meanwhile, EPR (Eucalyptus/PLA/Rice Husk) and EPW (Eucalyptus/PLA/Wheat Husk) composites also presented higher strength of 38.99 and 40.25 MPa, respectively; indicating that even with the absence of compatibilizers, reinforcement with natural fibers and fillers still results to significantly improved properties over neat PLA.
On the other hand, composites without fibers reinforcement and compatibilizer, such as APM (23.12 MPa) and EPM (26.16 MPa), showed much lower flexural strength, showing the relevance of the action of fiber–matrix interaction and the dispersion of filler for the bending resistance of these bio-composites. The flexural modulus measures the stiffness of the material under a bend load. The maximum modulus was achieved by EPWM, and it was 6.13 GPa, followed by EPRM (5.82 GPa) and then APWM (5.18 GPa). These numbers indicate that the use of MAPP compatibilizer significantly increases the stiffness of the composite in addition to other quantitative improvements in strength resulting from the addition of fiber and filler.
APRM has achieved a modulus of 4.92 GPa, whereas EPR and EPW composites reported 4.09 GPa and 4.41 GPa, respectively. This is indicative of their applied use in semi-rigid systems and is somewhat lower than that obtained in fully compatibilized systems. In contrast, APM and EPM, void of fillers or MAPP, measured the lowest flexural moduli of 2.89 GPa and 3.04 GPa, respectively, evidencing their poor resistance against elastic deformation. These values indicate that these formulations are less well suited for uses that require rigid stiffness, or dimensional stability under loaded conditions.
The results indicate that natural fiber (Aloe vera, Eucalyptus)–agro waste (Rice/Wheat Husk) based hybrid composites demonstrated better flexural behavior with the addition of compatibilizer (MAPP in particular). EPWM and EPRM exhibited the optimal results in terms of both strength (as well as modulus), which is indicative of good load transfer and interfacial interaction. Aloe vera-based composites, especially APWM and APRM, also exhibited remarkably good flexural performance with a promising combination of strength and stiffness. These properties render them as promising candidates for structural applications, where moderate to high bending strength is required. Similar study was conducted by Silveira et al., 28 to analyse the effect of MAPP coupling agents on the mechanical performance of hemp/polypropylene composites. Authors concluded that MAPP coupling agent improves the fiber/matrix interfacial adhesion and optimized the mechanical properties of composite samples.
Even non-compatibilized composites such as APW, APR, EPR and EPW showed better flexural performance than neat PLA, showing that the natural reinforcements already bear intrinsic roles in favor of the improvement of mechanical behavior, but with less intensity than their compatibilized versions. Overall, the present study reiterates that the flexural strength and stiffness can be controlled very well for the PLA composites through systematic choosing and blending of natural fibers, fillers, and compatibilizers. Such reinforced bio-composites are ideal for eco-friendly structural applications such as automotive panels, consumer electronics casings and packaging products where the mechanical strength, stiffness, and sustainability are highly desirable.
Impact Strength
Impact resistance of the produced PLA-based polymer composites was studied by unnotched Izod impact tests as shown in Figure 9. Natural reinforcements such as Aloe vera, Eucalyptus, Rice Husk, and Wheat Husk were used in the study, with PLA and maleic anhydride-grafted polypropylene (MAPP) as a compatibilizer. The test results demonstrate how natural fibers and agro-waste fillers improve energy absorbing capacity and impact resistance of PLA composites at transient loading.21–25 Impact strength of the developed polymer composites.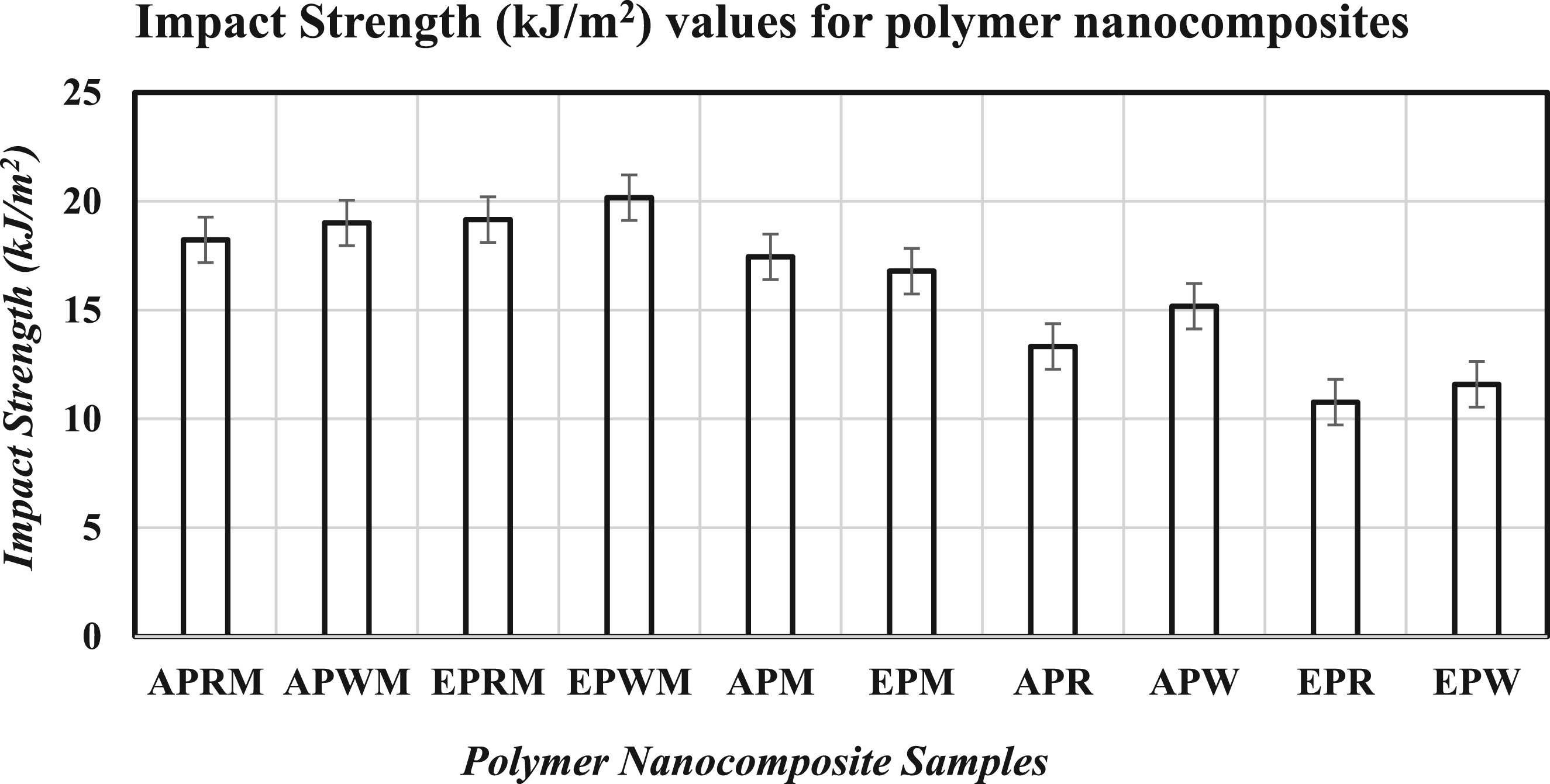
The EPWM composite (Eucalyptus/PLA/Wheat Husk/MAPP) had the maximum impact strength of 20.17 kJ/m2 of all samples. This also shows the outstanding toughening ability of the composite for inhibiting the crack propagation in high-impact loading circumstance. The enhanced interfacial bonding between eucalyptus fibers and PLA due to compatibilizer and well dispersion of wheat husk particles leads to effective energy dissipation by the fiber exfoliation and matrix deformation.
Close on its heels was the EPRM composite (Eucalyptus/PLA/Rice Husk/MAPP), that achieved 19.16 kJ/m2 and the APWM (Aloe vera/PLA/Wheat Husk/MAPP) with 19.01 kJ/m2. It illustrated the effectiveness of mixing natural fibers and agro-wastes for enhancing dynamic toughness. Eucalyptus and Aloe vera fibers possess high elasticity and breaking strength, and so they reinforce the composite to resist the shock loads. Additionally, APRM composite (Aloe vera/PLA/Rice Husk/MAPP) had a high impact resistance value of 18.23 kJ/m2. Such combination of Aloe vera fiber and rice husk appears to be tough enough and strong enough to support its structure during the occurrence of impact.
In particular, the impact strengths of APM (Aloe vera/PLA/MAPP) and EPM (Eucalyptus/PLA/MAPP) composites with fibers only (no particulate fillers) were in the range of 17.45 kJ/m2 and 16.79 kJ/m2, respectively. Even though below that of the filler/reinforced PLA-based composites, these values are still significantly higher compared to neat PLA, which highlights the potential in fiber reinforcement alone. In contrast, the composites without compatiblizers (APR, APW, EPR, and EPW) had impact strengths, which ranged from 13.33 kJ/m2 (APR) to 11.59 kJ/m2 (EPW) and were lower. In the absence of MAPP, interfacial adhesion between the matrix and reinforcement phases was likely poor, an effect responsible for less effective energy absorption and easier crack initiation.
In these EPR (Eucalyptus/PLA/Rice Husk) demonstrated comparatively the lowest value of 10.77 kJ/m2 indicating inferior fiber-matrix interaction and toughness. Figure 9 evidently shows the improvement in the impact-properties that would be obtained for the use of the compatibilized fiber filled PLA composites. Composites with both natural fibers and particulate fillers, with MAPP coupling agents, were higher than unmodified blends by far. The synergistic effect of fiber-filler, particularly the pair of EPWM and EPRM, resulted in maximum stress transfer and energy dissipation under a falling mass impact. Messaoui et al. 29 performed the interfacial modification between fiber and matrix of Alfa fiber/polypropylene composites using MAPP compatibilization and investigated their effect on the mechanical properties of composite samples. Author found that MAPP led to an improvement of mechanical properties, cellulose decomposition temperature, and water resistance of the PP composites.
These results establish natural fiber reinforced PLA composites, particularly when combined with fibers and agro-waste additive possess strong potential for applications demanding high toughness including automobile interiors, food packaging, consumer electronics housings, and protective gears. Finally, the study further underscores the prospect of fabrication of sustainable impact resistant bio-composites from locally sourced natural fibers and fillers. The mechanical improvement by appropriate reinforcement combinations will endorse their utilization of those materials in the environmentally-friendly high performance engineering applications. 22
Morphological Analysis Using Scan Electron Microscopy (SEM)
Micrographs of SEM analysis of fractured specimen after tensile, flexural and impact test of hybrid composite (APRM) is displayed in Figure 10. SEM images clearly show the good agglomeration between fibers/fillers phase and MAPP compatibilization enhanced the fiber/matrix interfacial adhesion in composite specimen. Fiber fracture without fiber bonding shows the better interfacial adhesion between fiber/fillers and matrix phase of composite samples. Lesser number of voids and matrix breakage indicates the better compatibility between reinforcement and matrix which overall enhance the mechanical stability of developed composite samples during mechanical tests. Z. Khan et al.
26
conducted SEM analysis on the fracture surfaces of bamboo/epoxy composites and identified matrix cracking, fiber fracture, and fiber–matrix debonding as the dominant failure mechanisms. The SEM micrographs revealed that the nanofiller preferentially adhered to the fiber surfaces, thereby improving fiber wettability and enhancing interfacial bonding between the fiber and the epoxy matrix. The improved interfacial adhesion contributed to increased composite strength. Furthermore, the nanofiller was observed to occupy interfacial voids and micro-gaps within the composite, leading to additional reinforcement and improved structural integrity. SEM micrograph of hybrid composite (APRM) composite after mechanical tests.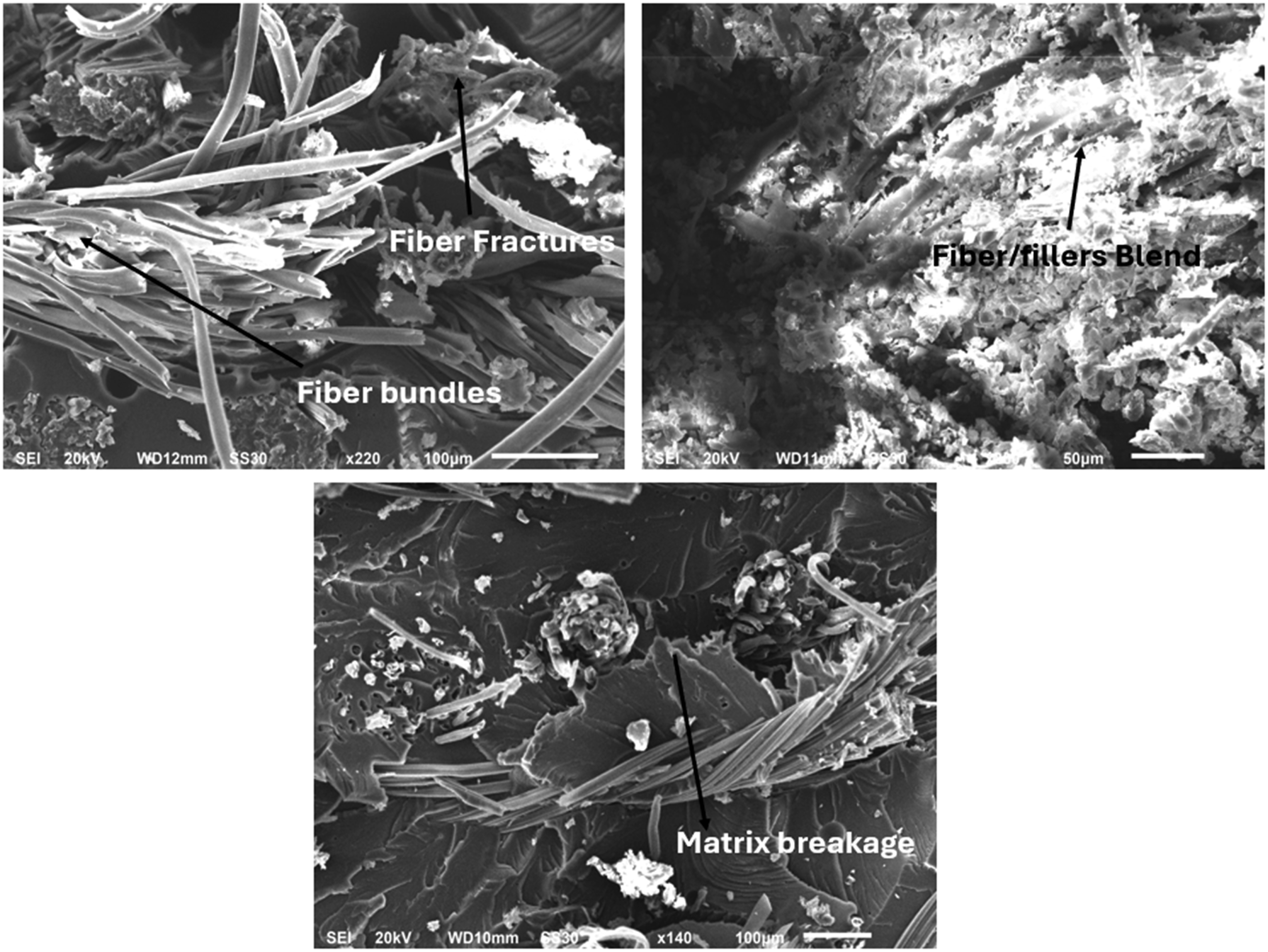
Density
The theoretical density and void content of PLA-based bio-composites reinforced with Aloe Vera, Eucalyptus, Rice Husk and Wheat Husk were calculated through Equations (1) and (2) as below mentioned.

Experimental and theoretical density with void content of developed bio-composites.
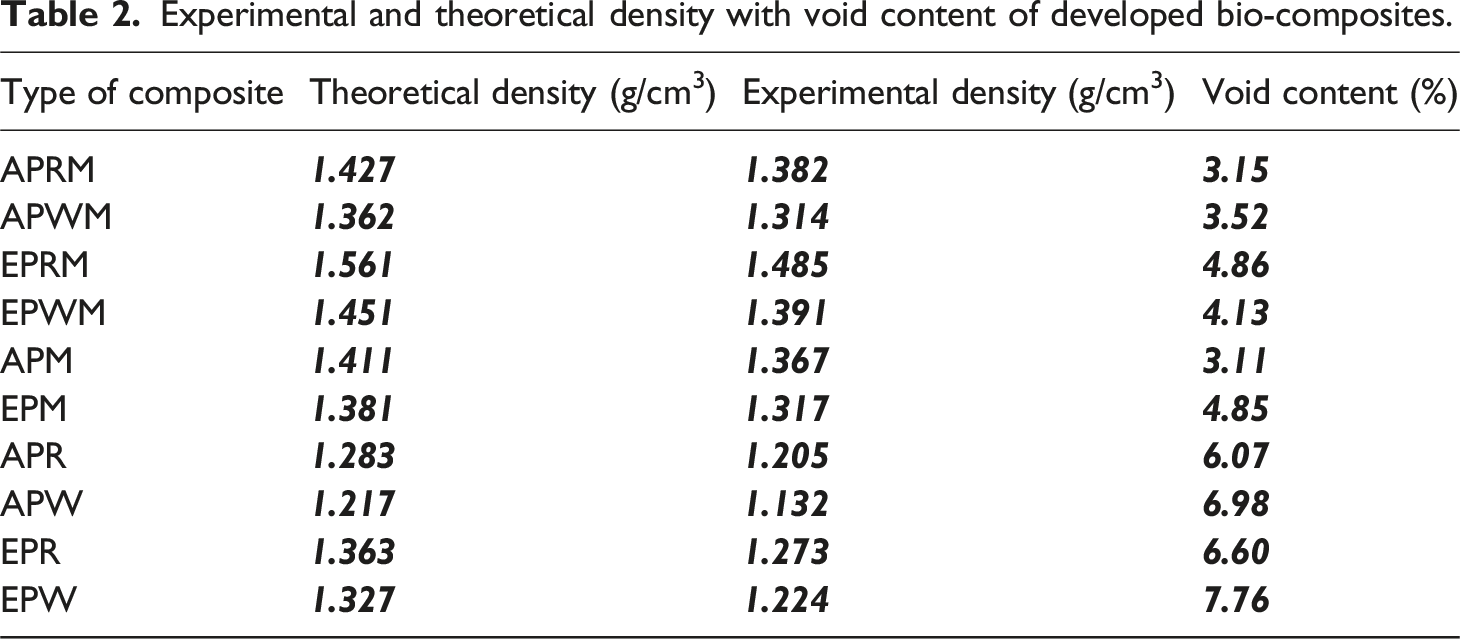
Next is APRM (Aloe vera/PLA/Rice Husk/MAPP) composite having a void content of 3.15%, which indicates that the dispersion and compaction is also quite good. APWM (Aloe vera/PLA/Wheat Husk/MAPP) also exhibits a good bonding nature with a slight increase in void content of 3.52%. In contrast, the EPW (Eucalyptus/PLA/Wheat Husk) showed the greatest void volume of 7.76%, with both the experimental and theoretical densities value being 1.224 g/cm3 and 1.327 g/cm3, respectively. This high void fraction may result from both poor dispersion of the filler or due to inadequate compression during manufacturing. Voids frequently act as flaws in a composite, decreasing its mechanical resistance since the efficiency of strength transfer was low.
EPR (Eucalyptus/PLA/Rice Husk) and APW (Aloe vera/PLA/Wheat Husk) expressed higher void percentages of 6.60% and 6.98% respectively, indicating great variations on the dispersion of the filler, or in their interfacial bond, possibly caused by agglomeration or wetting, during processing. The void contents of EPRM (Eucalyptus/PLA/Rice Husk/MAPP) and EPWM (Eucalyptus/PLA/Wheat Husk/MAPP) composites were in an adequate level 4.86% and 4.13%, respectively. These values showed acceptable and dispersed filler and PLA adhesion, but not as good as the ones based on Aloe Vera.
All the MAPP (Maleic Anhydride Grafted Polypropylene) contained composites had lower amounts of void when compared to corresponding samples without MAPP, indicating the effectiveness of coupling agents to improve fiber-matrix interfacial adhesion. Importantly, the void contents of all prepared composites were less than 10%, which was in an acceptable range and reflected a good quality of fabrication. However, differences in void contents between samples indicate that optimal processing parameters such as fiber sizing, filler dispersion and compaction need to be developed. Reduced void content is known to lead to better mechanical properties and enhanced long-term stability of the composites. In general, reducing the formation of voids is necessary to obtain improved performance of PLA-based composites. Good dispersion of fillers enhanced interfacial bonding, and proper processing can highly improve the structural reliability and application possibilities of these green materials. 23
Fatigue Behavior
The developed PLA based bio-composites reinforced with Aloe vera, Eucalyptus, rice husk, wheat husk, and MAPP were subjected to fatigue testing under cyclic loading at three stress levels- 25%, 50% and 75 % of UT S. The total number of cycles to failure for each composite is presented in Figure 11. Fatigue test results for the composites developed.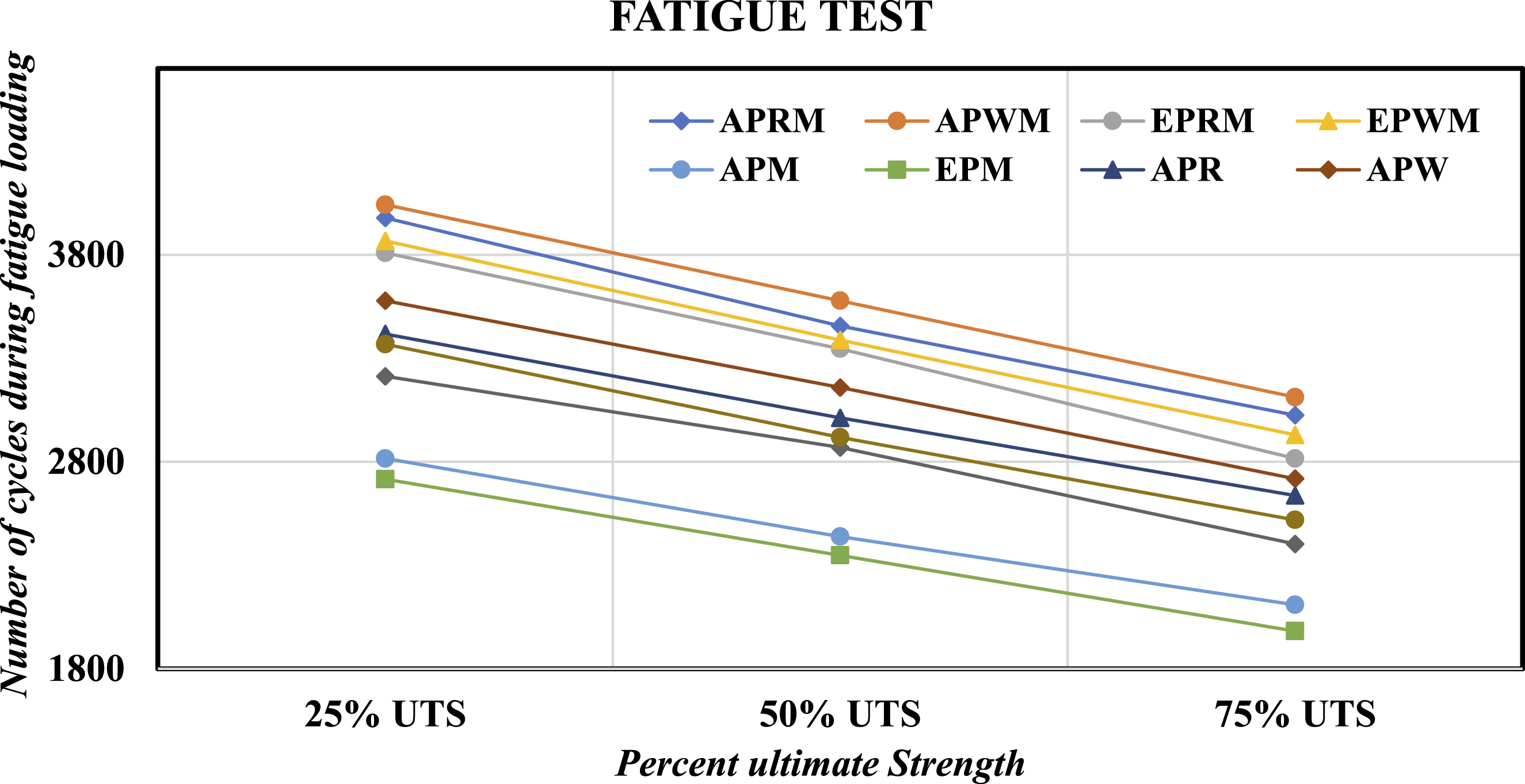
At 25% UTS, all composites had the longest fatigue life with the lowest stress intensity. The APWM (Aloe vera/PLA/Wheat Husk/MAPP) had the highest fatigue life (4042 cycle), closely followed by APRM (Aloe vera/PLA/Rice Husk/MAPP) and EPRM (Eucalyptus/PLA/Rice Husk/MAPP), with 3978 and 3809 cycles, respectively. The higher fatigue resistance may be ascribed to the synergistic toughening effect of natural fiber reinforcement and improved MAPP–fiber/matrix interaction dissipating and resisting the stress under repeated loading. On the other hand, EPM (Eucalyptus/PLA/MAPP) was found to have the least endurance at this level, which was 2716 cycles, demonstrating the poor reinforcing effect of the matrix in the absence of particulate fillers.
All the composites showed a decrease in fatigue performance as they were loaded 50% UTS. However, the APWM composite still achieved the highest cycles (3578) and APRM, EPWM and EPRM closely followed with values above 3300. This decreasing number of fatigue cycles evidences a growing internal damage and fibre–matrix debonding at moderate cyclic stresses. But when composites with fibers and fillers were compared, the reduction is not as significant, which confirms their positive interaction in the retarding of the fatigue crack propagation.
At the maximum stress of 75% UTS, life decreased dramatically for all composite classes. APWM once more retained the high level of activity with 3112 cycles, representing excellent high-stress fatigue resistance. The other two PM signals APRM and EPWM also endured relatively well with 3025 and 2930 cycles. On the contrary, EPM and APM displayed the worst performance at 1982 and 2109 cycles, respectively, due to their poor capability of absorbing and dissipating high cyclic stresses in the absence of particulate fillers.
The relationship of fatigue with respect to the level of stress was same for all materials indicating that the hybrid composites made from natural fibers and agro-waste filler easily over performed the single constituent composites. Specifically, APWM and APRM composites exhibited excellent fatigue resistance and seemed to have great potential for dynamic loading applications. The findings confirm the contribution of improved fiber–matrix adhesion and better dispersant, both in the fiber surface and in the polymer phase of the matrix, to enhance the fatigue strength of PLA-based composites. 24
Creep
The creep performance of the fabricated PLA-based composites was tested under constant load for 15,000sec to investigate their time-dependent viscoelastic deformation behavior. Figure 12 shows graphically how the strain in each composite formulation evolves over time. This data provides useful information about the long-term sinkage and stability of the structure of materials.
25
Creep test results for the composites developed.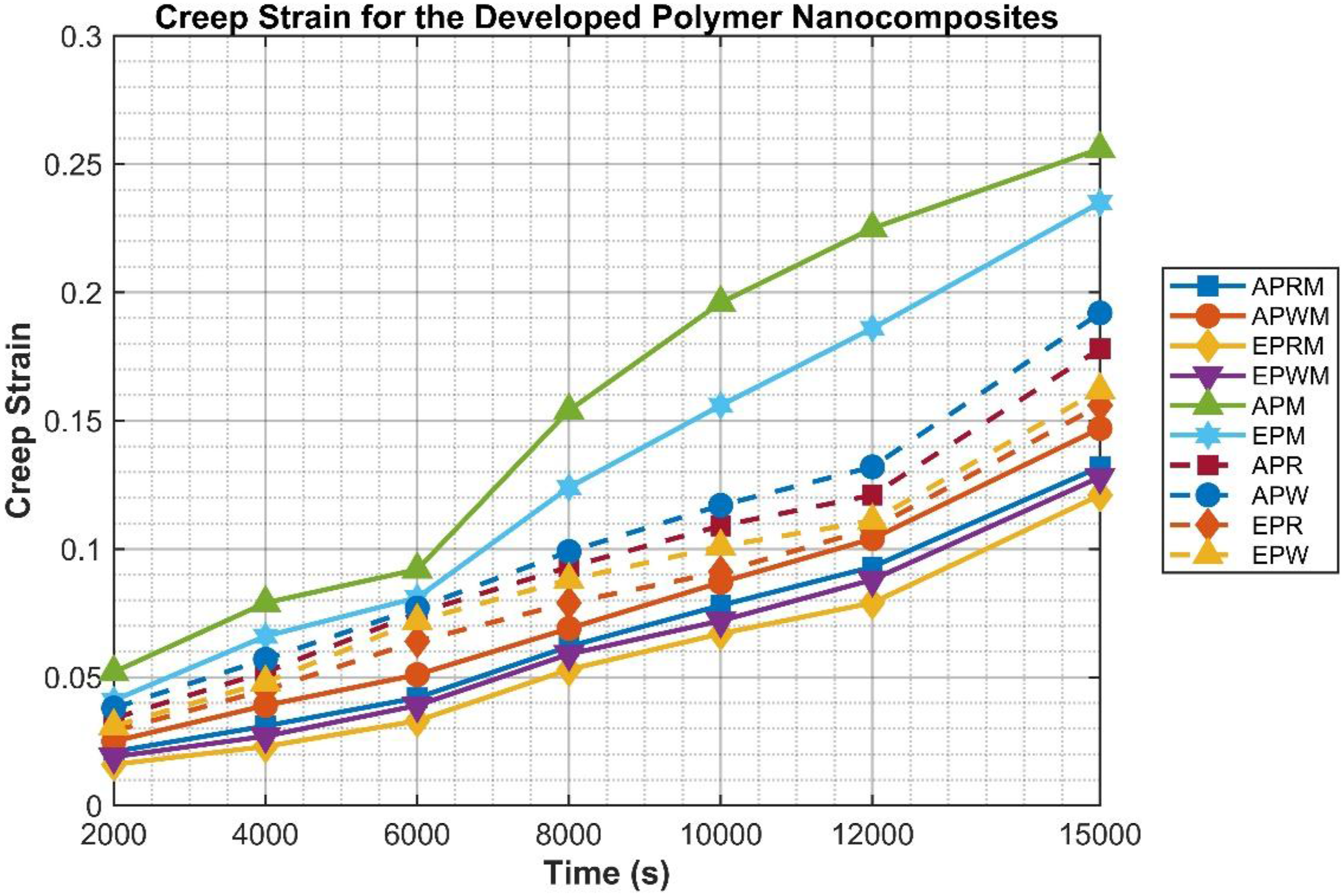
In the early stage (less than 8000 s), the creep strain of most of the composite samples was relatively small, which meant that the deformation resistance within a short period was good. EPRM (Eucalyptus/PLA/Rice Husk/MAPP) presented minimum resistance to creep with the lowest creep strain value of 0.016 at 2000 s. Also, EPWM (Eucalyptus/PLA/Wheat Husk/MAPP) and APRM (Aloe vera/PLA/Rice Husk/MAPP) similarly showed good response having the initial strains of 0.019 and 0.021, respectively. On the other hand, APM (Aloe vera/PLA/MAPP) had the highest initial deformation with a value of creep strain of 0.052 at 2000 s, showing lower dimensional stability for the early loading stage.
For the latter part of the test up to 15,000 s all with the composites displayed an increase in creep, typical to all polymeric materials under long-term loading (viscoelastic behavior). The highest final creep strain was found in APM and EPM (Eucalyptus/PLA/MAPP) in magnitude of 0.256 and 0.234, respectively. This indicates that relatively weaker filler -matrix interaction or more fluidity of the matrix are present with the composites involving weaker filler-matrix bonding.
In contrast, the creep strain of EPRM and EPWM was maintained at low values (0.121 and 0.128, respectively) until failure. This indicates sustained deformation behavior at long loading times, possibly caused by the higher dispersion/integration of the fibers, fillers and the PLA matrix on the interface level. And both APRM and APWM also showed better final creep strains of 0.132 and 0.147, respectively which has supported the stabilization behavior of Aloe vera based reinforcement.
In general, the results indicate that the creep resistance of PLA composites is strongly influenced by the choice between fibrous and particulate fillers. Composites utilizing fillers like rice husk and wheat husk containing reinforcement system were superior in time long-term stability. This suggests that it is of utmost importance to consider the optimal fiber-filler combinations for designing composites, particularly for applications that require continuous loading and maintained structural integrity over time. In can be concluded, certain combinations such as APM and EPM exhibited very high creep deformations as well as long-term viscoelastic strains, whereas others, particularly EPRM, EPWM, and APRM offered much improved long-term performance. These results highlight the significance of fiber-matrix compatibility and filler dispersion in producing high performance bio-composites in structural and load bearing applications.
Thermal Conductivity
The heat transfer property of the prepared polymer composites was addressed by thermal conductivity measurements, which are important for thermal management, insulation, and packaging applications. The results obtained and presented in Figure 13, shed light on how the addition of natural fibers and particulate fillers affects the thermal conduction of PLA-based composites. Thermal Conductivity results for the composites developed.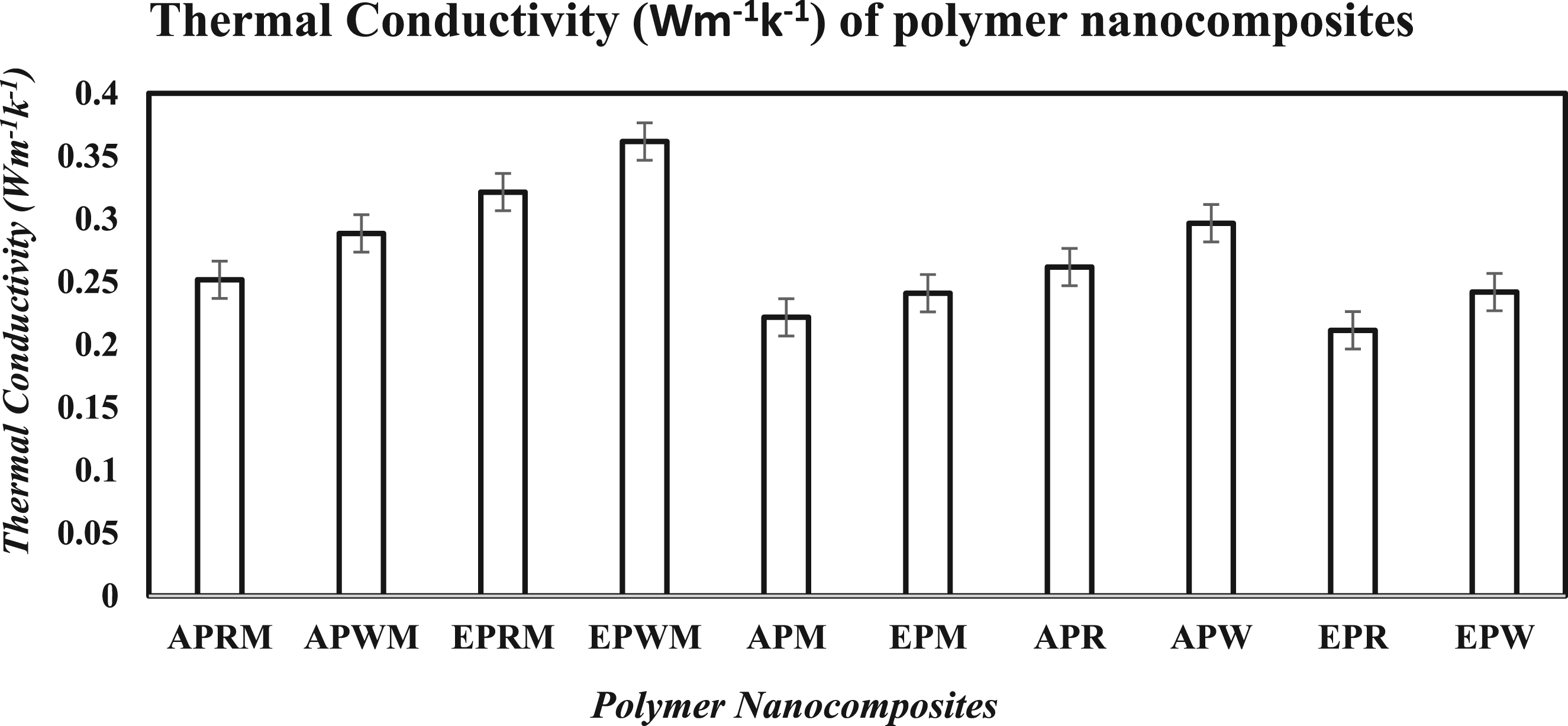
The thermal conductivity of EPWM (Eucalyptus/PLA/Wheat Husk/MAPP) composite could achieve to 0.36 W·m−1 K−1, higher than that of them. This can be attributed to the synergism effect of eucalyptus fibers and wheat husk particles for facilitating phonon transmission in the composite. The EPRM (Eucalyptus/PLA/Rice Husk/MAPP) composite in addition produced a high thermal conductivity of 0.32 W·m−1 K−1, further noting the potential of eucalyptus-based reinforcements in maximizing thermal transport properties.
Other good performances are APWM (Aloe vera/PLA/Wheat Husk/MAPP) and APW (Aloe vera/PLA/Wheat Husk) with their values of 0.28 W·m−1 K−1 and 0.29 W·m−1 K−1 respectively. These results suggest that without coupling agents such as MAPP, in combination with Aloe vera fibers, wheat husk has a good effect on heat conduction.
Moderate thermal conductivities were also found in APRM (0.25 Wm−1K−1), APR (0.26 Wm−1K−1) and EPW (0.24 Wm−1K−1), which suggest the counter play between filler dispersion and fiber-matrix adhesion. The lowest conductive composites were EPR composite (0.21 W·m−1 K−1) and APM (0.22 W·m−1 K−1). These lower values probably arise from weaker interfacial bonding or poor alignment/contact between the polymer and reinforcing phases, which might hinder the phonon transmission.
The general overall trend of the data indicates that the nature of the fiber, fillers and their compatibility with the PLA matrix has an observable effect on the thermal performance. Significantly higher conductivities were obtained with Eucalyptus fiber/shell composites, possibly due to the lignocellulosic structure offering easy energy transport. Moreover, the presence of maleic anhydride grafted polypropylene (MAPP) as coupling agent might benefit filler dispersion as well as interface bonding and hence may further lead to enhancement of thermal conduction.
The study further establishes that the addition of natural fibers and agricultural waste fillers in PLA composites considerably enhances the thermal conductance in comparison to neat PLA. Eucalyptus reinforced composites and composites with wheat or rice husk fillers exhibit great potential for controlled-temperature processing applications. These results advocate the fabrication of sustainable lightweight high-performance composites for thermal packaging, automotive interiors, electronic housing, etc., which rely on sustainability and thermal efficiency.
Conclusion
In the present study a variety of polylactic acid (PLA) bio-composites reinforced with natural fibers (Aloe vera, Eucalyptus) and agriculture residues particulate fillers (Rice Husk, Wheat Husk) were successfully developed and investigated with the maleic anhydride grafted polypropylene (MAPP) as a compatibilizer or without. These composites were critically assessed in terms of their mechanical, thermal, and structural properties where considerable enhancement was detected over neat PLA.
The composites, especially those modified with MAPP, which contained both fibers and fillers, showed expressive enhancement in the interfacial adhesion, which resulted in remarkable enhancements in various properties. The APWM and/or APRM showed good tensile strength and stiffness, and the EPWM and/or EPRM presented better flexural and thermal performance indicating the effective load transfer and the enhanced fiber–matrix interface by the presence of MAPP.
In impact resistance, EPWM showed a relatively high strength, while APWM and APRM also show that they have the ability to absorb energy under the sudden load well. Creep test results indicated EPRM, EPWM and APRM, to be dimensionally stable with respect to long term loading, further confirming their usefulness in structural applications. Moisture assisted fatigue testing indicated that MAPP-modified composites, particularly APWM and APRM, were resistant to crack propagation under fatigue and capable of sustaining higher cyclic loadings, a property that is critical for applications experiencing vibration and cyclic loading. Moreover, among the composites, EPWM showed the maximum thermal conductivity, revealing the possibility of fiber–filler synergism in thermal management characteristics.
Composites not containing compatibilizer (e.g., APR, APW, EPR, EPW) showed good properties but were still inferior to those containing MAPP, indicating the significance of interfacial engineering. Composites with only particulate (PA and PP analogues) were characterized by moderate mechanical and thermal increments and may be more suitable for less demanding and bulk applications.
The SEM micrographs reveal a uniform dispersion and intimate contact between the fiber/filler phases and the PLA matrix, indicating effective compatibilization. The presence of MAPP significantly enhances fiber–matrix interfacial adhesion, as evidenced by reduced interfacial gaps and limited fiber pull-out. Predominant fiber fracture rather than interfacial debonding further confirms strong interfacial bonding and efficient stress transfer between the reinforcements and the matrix in the composite samples.
On the whole, the results highly confirm the usefulness of lignocellulosic fibers and agro-fillers for the improvement of the mechanical and functional properties of PLA composites. These compositions provide an environmentally friendly alternative to traditional petroleum-based polymers and enormous potential for use in automotive panels, consumer electronics, packaging and thermal insulation. Additional improvements in processing, filler dispersion, and fiber treatment may yield even more, thus addressing needs for bio-based, high performance material systems for circular economy solutions.
Footnotes
Author contributions
All authors contributed equally to conceptualization, methodology, writing – original draft, and writing – review and editing.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Data Availability Statement
The data supporting the findings of this study are available from the corresponding author upon reasonable request.
AI Tool Usage Declaration
During the preparation of this work, the authors used Grammarly to improve language clarity, grammar, and spelling. After using this tool, the authors reviewed and edited the content as needed and take full responsibility for the final version of the manuscript.