
Abstract
Nonwoven unidirectional matted banana empty fruit bunch fiber (BBF)-reinforced polypropylene (PP) composites were successfully fabricated by compression molding method. The effect of fiber composition, mercerization of fiber as well as incorporation of acetylation as coupling agent on the properties of PP/BBF composites was studied. The results indicated that the BBFs acted as reinforcing fillers, increasing the mechanical properties (e.g. tensile strength, tensile modulus, and Charpy impact strength) of the composites. PP/BBF composites with acetylation after the alkali pretreatment showed better interfacial shear strength and mechanical properties compared to the alkali-treated and untreated fiber composites. Scanning electron microscopy studies carried out on fractured specimens indicated poor dispersion in the untreated fiber composites and improved adhesion and uniform dispersion in the treated composites. Thermogravimetric analysis/derivative thermogravimetric thermograms revealed an increase in the stability of acetylation-incorporated systems and differential scanning calorimetry results exhibited improved thermal stability as compared with neat PP. The heat deflection temperature and flammability also displayed improved thermal stability as compared with neat PP. The moisture absorption test showed that acetylation-treated banana matted composites exhibited less water absorption than both alkali-treated and untreated composites.
Keywords
Introduction
In recent years, natural fiber composites have found an increasing number of applications in global market especially for those industries concerned in weight reduction, that is, automotive and aerospace. 1 –3 Lignocellulose-based natural fibers provide a low density, low cost, renewability, high specific strength, and stiff reinforcement for composites. These natural fibers are relatively more abundant in nature and more eco-friendly with a CO2-neutral life cycle in contrast to their synthetic competitors. In recent years, researcher’s interest has focused on the use of natural fibers as reinforcement in polymeric matrix. Considering the environmental aspect, it would be very healthy to use natural fibers instead of synthetic fibers. The natural fibers such as oil palm, abaca, sisal, ramie, coir, bamboo, kenaf, jute, and flax have the potential to be used as a replacement for glass or other traditional reinforcement materials in thermoplastic matrices and are being used in construction as well as packaging industries with few drawbacks. 4,5
Among the common natural fibers used as reinforcement for fabrication of composites, banana fiber offers high specific stiffness, strength, inexpensive, relatively high cellulose content (66%), crystalline in nature, and are available in abundance. 6,7 Banana fiber possesses many virtues like luster, lightweight, and good moisture absorption (MA) capacity. Banana fiber, a lignocellulosic fiber, obtained from the empty fruit bunch of banana plant, is a bast fiber with relatively good mechanical properties. The banana fiber at present is a waste product of banana cultivation. Banana fiber is used in manufacturing industries of handicrafts, home decorative, door mats, table mats, pooja, and meditation mats. Paper made out of banana fiber is having very good export potential. Information on the usage of banana bunch fiber (BBF) in reinforcing polymers is very limited in the literature. These fibers from banana are emerging materials for composite manufacture with high conversion rate from agro-waste to high economic value products. BBF was chosen in terms of its abundant availability and banana grows to its mature in only 10 months. Thus, considerable research and development efforts need to be undertaken in finding useful utilization of the banana empty fruit bunch. This will also surely help in solving the environmental problems related to the disposal of banana fibrous wastes.
There are many reports about the use of banana fibers as reinforcing components in thermoset matrices 8,9 and researchers have pointed out that banana fibers can be used as alternative fiber reinforcement in the composite materials. Banana fiber was found to be a good reinforcement in thermoplastic resin. 10,11 However, BBF reinforcement in nonwoven unidirectional matted form with polypropylene (PP) matrix has not been studied extensively. High performance thermoplastic/natural fiber composite materials offer significant potential advantages over thermosets. These include higher damage tolerance, as they are suitable for extrusion processing, in addition to the recycling possibilities. The main attraction of thermoplastic composite materials lies in the possibility of achieving very short demolding times as no chemical reaction is required. In general, the major drawbacks of natural fiber-reinforced composites are their high MA nature, poor wettability, and poor fiber–matrix adhesion. In order to minimize the poor compatibility between hydrophobic thermoplastics and hydrophilic natural fibers, and to improve the mechanical properties of these composites, chemical treatments have been considered as a better solution to modify the fiber surface in order to obtain better adhesion between the fiber and the matrix.
Extensive research has been carried out with different kinds of coupling agents for surface modification of natural fibers in order to increase the adhesive action with the polymer matrix. Cellulose and lignocellulosic fiber surfaces are modified by alkali pretreatment and acetylation in order to increase the strength of particles. 12 Alkali treatment of banana fibers is known to improve the stiffness, strength, and dynamic flexural moduli of the composites, indicating an increased interfacial bond strength and adhesion between the matrix and the fibers. 13 In this study, the nonwoven unidirectional matted BBF-reinforced PP composites with various fiber compositions were prepared and their properties were measured. Alkali pretreatment and subsequent acetylation treatment was used to increase the adhesion between these two unlike surfaces. In this article, attempts have been made to study the effects of chemical surface treatments (alkaline and acetylation) on the interfacial shear strength (IFSS), mechanical, morphological, thermal, flammability, and MA properties of BBF-reinforced PP composites.
Experimental
Materials
Granules of homopolymer PP grade G452 (melt flow index of 45 g/10 min and density of 0.90 g cm−3) were supplied by MTBE (Malaysia) Sdn. Bhd. BBF (Musaceae family) was obtained from banana tree and collected from local source in Pahang village, Kuantan, Malaysia (Figure 1(a), a′). Dynamo liquid detergent was obtained from FPG Oleochemicals (Kuantan, Malaysia) Sdn. Bhd. Sodium hydroxide (NaOH), acetic anhydride, perchloric acid, toluene, ethanol, and acetone were collected from Sigma-Aldrich Chemical Co. Inc. (St. Louis, USA). All chemicals were analytical grade.
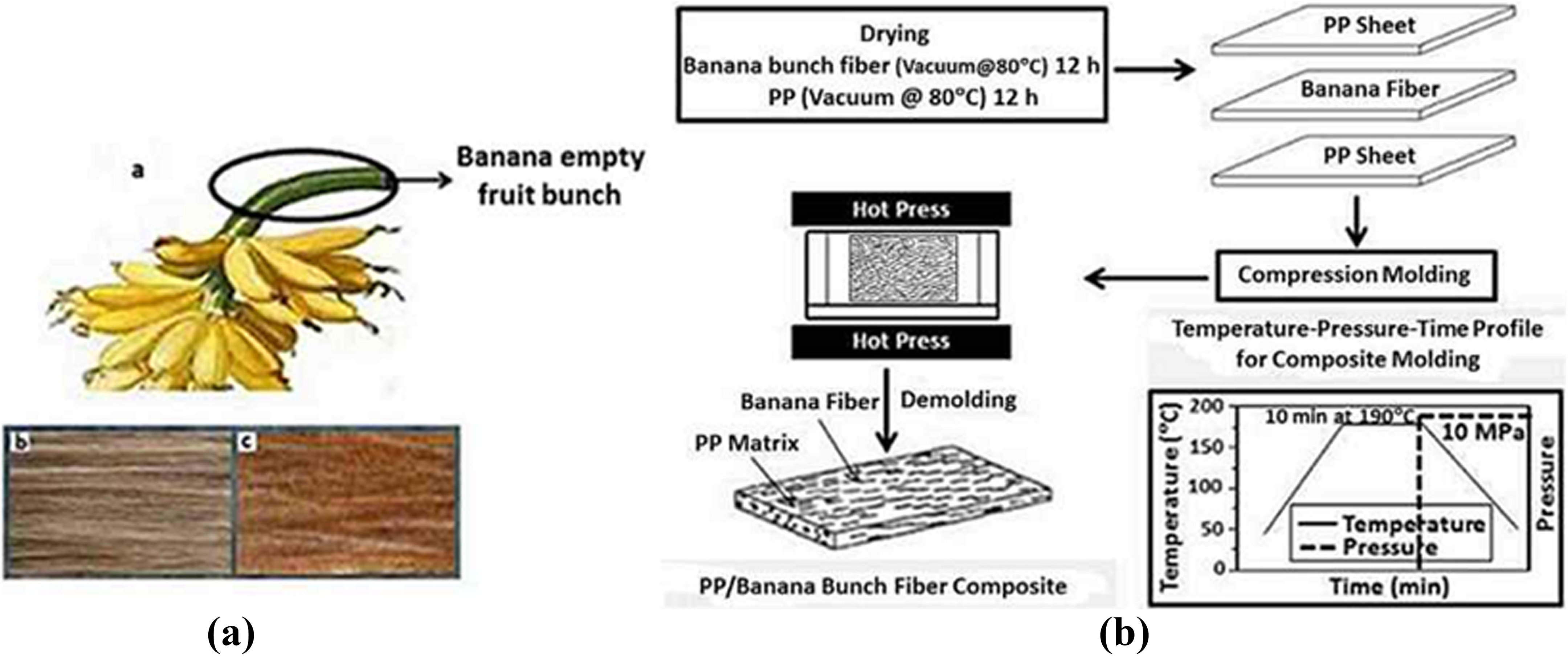
(a) a′: Selected banana empty fruit bunch waste; b′: nonwoven unidirectional matted BBF; and c′: unidirectional matted PP/BBF composite. (b) A diagram of the fabrication procedure of PP/BBF composites and the processing profile used in this work.
Methods
Fiber preparation
Banana fibers were extracted from the empty fruit bunch of banana plant. Longitudinal slices were prepared from bunch and fed to fiber extracting machine. The fiber extracting machine, also known as a mechanical decorticator, consists of a pair of feed rollers and a beater. The slices were fed to the beater between the squeezing roller and the scrapper roller, following which the pulp gets separated and fibers were extracted. They were subsequently sun dried for 2 h.
Alkali-treated BBF
BBFs were first scoured with dynamo liquid detergent solution (2%) at 70°C for 1 h and washed with distilled water and finally dried in a vacuum oven at 70°C. Pre-dried BBFs were dipped in 5% NaOH solution at room temperature for 2 h. Solution to BBF ratio was 15:1 in terms of weight percent (wt%). After mercerization, alkali fibers were immersed in absolute ethanol and distilled water until the residual NaOH was removed completely as examined by pH paper; then they were dried at 105°C under vacuum, until constant weight and stored in a sealed plastic bag before use.
Acetylated BBF
Dried alkali-pretreated BBFs were soaked in acetylating solution at 70°C for 3 h. Acetylating solution consists of 250 ml toluene, 125 ml acetic anhydride, and a small amount of catalyst perchloric acid (60%). After modification, acetylated fibers 14 were rinsed out in distilled water to remove unreacted reagents, and then dried at 105°C in vacuum to constant weight.
Composite fabrication
Prior to processing, BBFs and matrix were pre-dried at 80°C under vacuum for 12 h to remove surface moisture. Both untreated and treated unidirectional nonwoven banana mats (BMs; 150 mm × 120 mm) were used for composite fabrication with PP matrix. Figure 1(a), b′ shows the photographs of nonwoven unidirectional matted BBF while Figure 1(a), c′ shows the BBF-reinforced PP composite. Figure 1(b) presents the experimental procedure fabricating PP/BBF composites and the temperature–time–pressure profile used to form the composite. PP sheets of 0.25–0.30 mm were prepared from granules of PP by compression molding (model Kao Tieh Go Tech, Malaysia) at 180°C for 5 min between two steel plates under a pressure of 7 MPa. The molds were then cooled for 5 min under a pressure of 7 MPa at room temperature. The resulted PP sheet was cut into desired size for composite fabrication. The formulation of PP/BBF composites used in this study is shown in Table 1. For preparing the composites, PP-BM layers were stacked up on the mold with BM layers alternately, such as PP-BM-PP-BM… Outer layers were composed of two layers of PP sheet. The composite compounds were then placed between two steel molds and heated at 190°C for 10 min under a pressure of 10 MPa to soften the polymer. Different composite sheets with different weight percentage of the fibers (keeping the fiber length constant) were prepared in a similar manner. The molded specimens were kept in desiccators prior to test.
Formulations of untreated and treated PP/BBF composites.
PP: polypropylene; BBF: banana bunch fiber; ABBF: alkali-treated banana bunch fiber; FR: fire retardant; ACBBF: acetylated banana bunch fiber; Mg(OH)2: magnesium hydroxide.
Testing and characterization
Microbond test
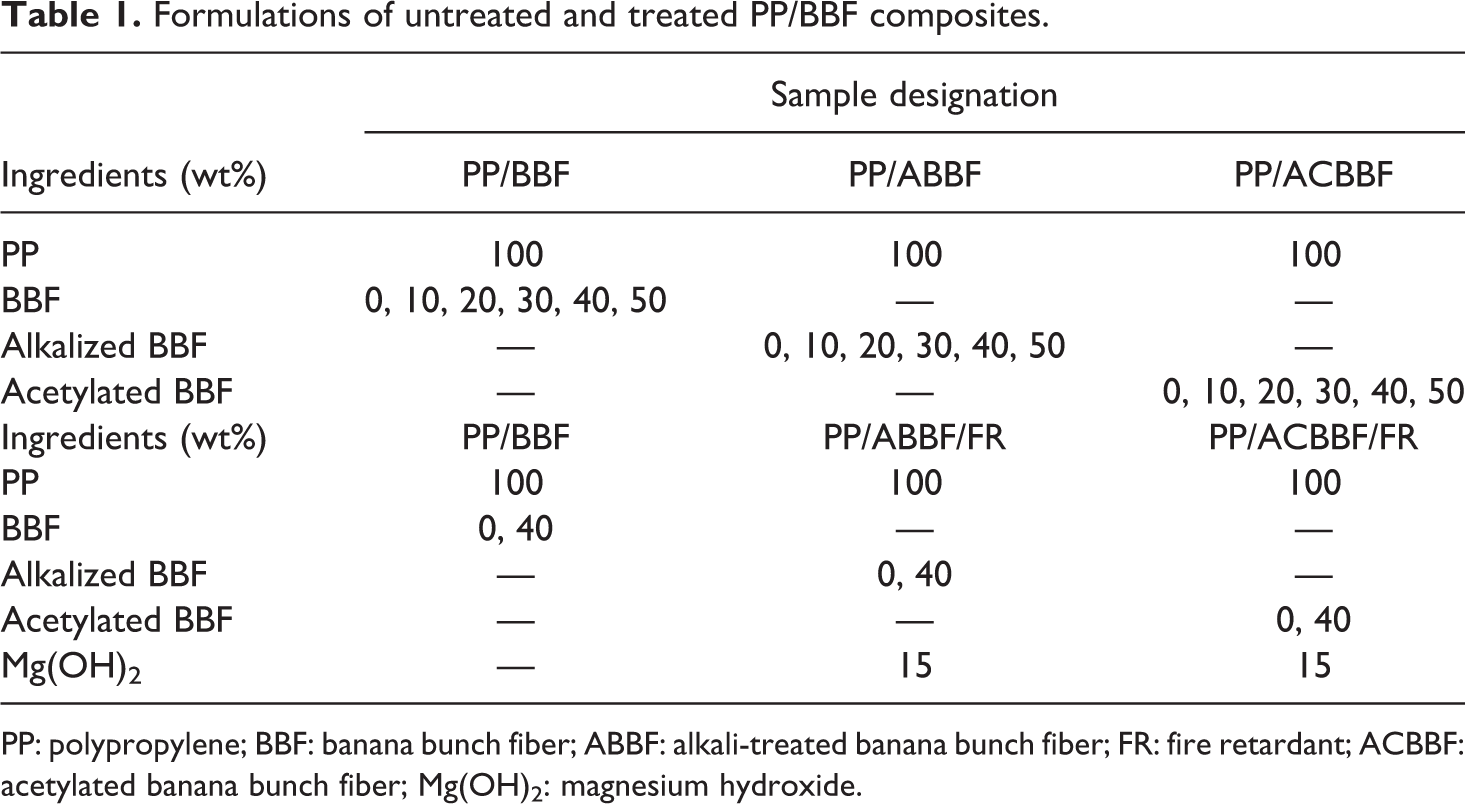
The IFSS of specimens was measured by a microbond technique. A small rectangle (2 mm × 15 mm) was cut from the PP film, split lengthwise, and positioned astride a tight BBF (Figure 2(a), a′). The whole assembly was placed in an oven at 180°C for 3 min and then cooled to room temperature outside the oven. A typical droplet is shown in Figure 2(a), b′. The image was taken using an optical microscope at 200× magnification. One end of the fiber was attached to a recording force gauge, and a microvise grips the resin droplet and moved downward, shearing the droplet off the fiber (Figure 2(a), c′). This device consists of two horizontal flush stainless steel blades that form a slit with parallel walls than can be adjusted for width, attached to a vertical drive. The blades were positioned above the droplet and the slit was narrowed until the plates just make contact with the fiber. The droplet was debonded in shear by an upward displacement of the crosshead at a speed of 1 mm min−1. The shearing force at the interface was transferred to the fiber/matrix interface and was recorded by the load cell. The pull-out force was recorded as debonding proceeded, and the average IFSS, τ, was calculated from at least 20 specimens according to the following equation
(a) a′: Procedure to form thermoplastic droplets on the fiber; b′: a typical microbond specimen-cured droplet on a fiber; and c′: schematic of the microbond test setup. (b) The effect of surface treatments on IFSS of PP/BBF composites.

where F is the pull-out force, D is the diameter of the fiber, and L is the embedded length of the resin droplet.
Mechanical properties
Tensile specimens of dimension 148 mm × 10 mm × 3 mm, as per ASTM D 638-01, 15 were used to measure the tensile strength and tensile modulus of the composites. Test was conducted at a crosshead speed of 10 mm min−1 and gauge length of 20 mm using Universal Testing Machine (UTM, Zwick Testing Machine Ltd., UK). Three-point flexural tests of composites were carried out according to ASTM D 790-00 16 using the same Testing Machine mentioned above at same crosshead speed. The dimension of the specimen used was 63.7 mm × 12.5 mm × 3 mm. Dynamic Charpy impact tests were conducted according to ASTM D 6110-97 17 using a Universal Impact Testing Machine. Notched composite specimens were used during the experiment. The dimensions of the specimen used were 79 mm × 10 mm × 3 mm. Test specimens were carried out at 25°C and 50 ± 2% RH. Each mean value of all mechanical properties represented an average of five samples.
Scanning electron microscopy
The interfacial bonding between the BBF and PP matrix in manufactured composites and tensile fractured surfaces of the same composites were examined using a scanning electron microscope (SEM; model JEOL JSM-5310, OXFORD EDX Detector, 1995 vintage) at 10 kV. Before SEM, the samples were coated with a thin layer (25 nm) of gold under vacuum, using a BAL-TEC SCD 050 Sputter Coater (New York) layer to avoid electrical charge accumulation.
Thermal properties
Differential scanning calorimetry (DSC) analysis was performed using a thermal analyzer (Rigaku Thermoplus DSC-8230 analyzer, Tokyo, Japan) on 5–8 mg of sample under nitrogen flow (20 ml min−1). Each sample was scanned from 25°C to 200°C at a heating rate of 10°C min−1 and then cooled down to 25°C with a heating rate of 10°C min−1, to eliminate previous thermal history. Thermal properties such as melting temperature (T m), melting enthalpy (▵H m), and percentage of crystallinity (X c%) were determined from the second heating scan whereas crystallization temperature (T c) measured from the first cooling scan. The degree of crystallinity (X c) can be determined from the heat of fusion normalized to that of PP using the classical equation (2)

where
The thermal stability of the samples was studied from thermogravimetric analysis (TGA)/derivative thermogravimetric (DTG) thermograms employing PerkinElmer Pyris-7 TGA (USA) equipped with PerkinElmer thermal analysis software. TGA measurements were carried out on 5–10 mg samples over a temperature range of 25–600°C at a heating rate of 10°C min−1. The test was conducted in a high quality nitrogen (99.5% nitrogen) atmosphere with a flow rate of 30 ml min−1 to avoid unwanted oxidation.
Heat deflection temperature
For determining heat deflection temperature (HDT), a constant load of 0.5 MPa was applied at the center of a compression-molded bar sample (55 mm × 12.7 mm × 3 mm) according to ASTM D 648 in Heat Deflection Tester, M/s Toyoseiki Co, Japan. The samples were heated at the rate of 2°C min−1 from room temperature to 200°C and the sample deflection was recorded as a function of temperature.
Flammability test
In the present investigation, horizontal burning test in PP and composites was carried out according to ASTM D 635 using a horizontal vertical flame chamber instrument (HVUL, Atlas, USA). The sample was held horizontally and flame fueled by natural gas was applied to light one end of the sample. The time for the flame to reach from the first reference mark (25 mm from the end) to the second reference mark, which is at 100 mm from the end, was measured.
MA test
The effect of moisture content of untreated and treated composite samples was studied by using the method of saturated moisture content based on thermogravimetric principle. The composite samples were first dried in an oven for 12 h at a temperature of 100°C to ensure total moisture loss after which their weights were measured using a high precision balance. The dried samples were soaked in distilled water at room temperature for 24 h after which they were removed and droplets of water on their surfaces were mopped with dry cloth and their weights were measured. The percentage of MA of the composites was calculated using the following equation

where MC is the moisture content, W m is the weight (g) of the sample after exposure to moisture, and W d is the weight (g) of the dry sample.
Results and discussions
Microbond test
Microbond test was carried out to measure the IFSS between BBF and PP matrix. Figure 2(b) displays the effect of fiber surface treatments on IFSS of PP/BBF composites. The IFSS value of PP/untreated BBF (PP/BBF) composite was remarkably improved by fiber surface treatments with alkali and acetylation after alkali pretreatment. The average IFSS between raw BBF and PP was 4.1 ± 2.9 MPa. The tensile strength of PP matrix was 28.9 MPa. Hence, interfacial adhesion normalized to the tensile strength of the matrix was 14.19%. In the case of PP/BBF composite, chemical bonding was considered to be rather weak because of incompatibility between hydrophobic resin and –OH groups on the fiber. As a result, the IFSS was mainly attributed to the high surface irregularity of BBFs and the resulting mechanical interaction. It was noticeable that the PP/alkali-treated BBF (PP/ABBF) composite exhibited better IFSS than the PP/BBF composite. The IFSS value was increased from 4.1 MPa for PP/BBF to 5.9 MPa for PP/ABBF, which was about 41% greater than the untreated counterpart. The increased IFSS value of PP/BBF composite after alkalization process might be attributed to the fact that alkali treatment improved the adhesive characteristics of BBF surface by removing natural and artificial impurities covering the external surface of the fiber. 19 PP/acetylation on alkalized BBF (PP/ACBBF) composite showed the best IFSS in comparison with other composites. It was observed that the IFSS value of PP/ACBBF composite increased from 4.1 to 7.5 MPa. The IFSS value of PP/ACBBF composite was about 83% higher than that of PP/BBF composite and even 27% greater than the PP/ABBF composite. The strong interfacial bonding and wettability between the acetylated fiber and PP matrix was due to the coupling of alkali with the acetylated BBF in the composites. In this case, the effect of chemical bonding on the IFSS might be significant as reaction could occur between fiber and coupling agent.
Mechanical properties
The mechanical properties of the composites are strongly influenced by the fiber–matrix interfacial bond strength, the nature of fiber and matrix, and fiber loading. The dispersion and interfacial adhesion between the hydrophobic matrix and hydrophilic filler are critical factors in determining composite mechanical properties. 20,21
Tensile properties
Effect of BBF loading
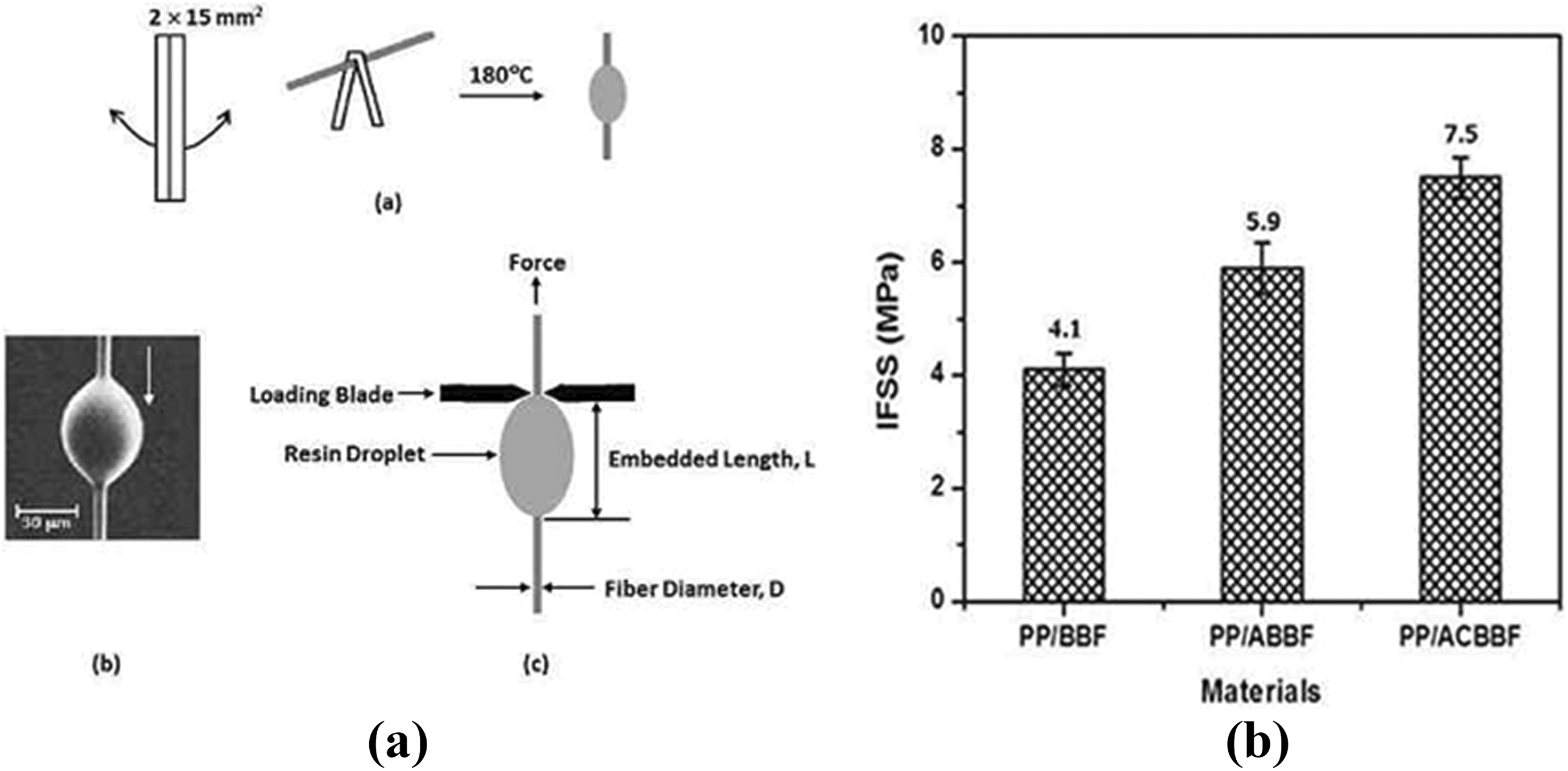
Figures 3(a) and 4(a) depict the variation of tensile strength and tensile modulus of the untreated and treated BBF-reinforced PP composites at variable percentage of fiber loadings from 10 to 50 wt%. The tensile strength and modulus of neat PP was found to be 28.9 and 575.7 MPa, respectively. For untreated BBF-reinforced composites, the tensile strength of neat PP reduced to the tune of 9% at a fiber loading of 10 wt%, as observed from Figure 3(a). At lower fiber loading (10 wt%), the matrix was not restrained by enough fibers and highly localized strains occur in the matrix at low stresses. However, increase in fiber content from 10 to 40 wt% resulted in suitable enhancement in tensile strength of composites from 26.3 to 34.6 MPa. This increase was due to an initial reinforcement effect 22 by the natural fibers, which allowed stress distribution from the continuous polymer matrix to the dispersed fiber phase. However, the addition of more fiber (50 wt%) did not increase the tensile strength. Beyond 40%, a downward trend in the tensile strength was noticed, possibly because of an agglomeration effect that resulted in poor dispersion of the fibers in the polymer matrix at higher fiber loading, which caused the nonuniform transmission of the applied stress and poor fiber–matrix adhesion.
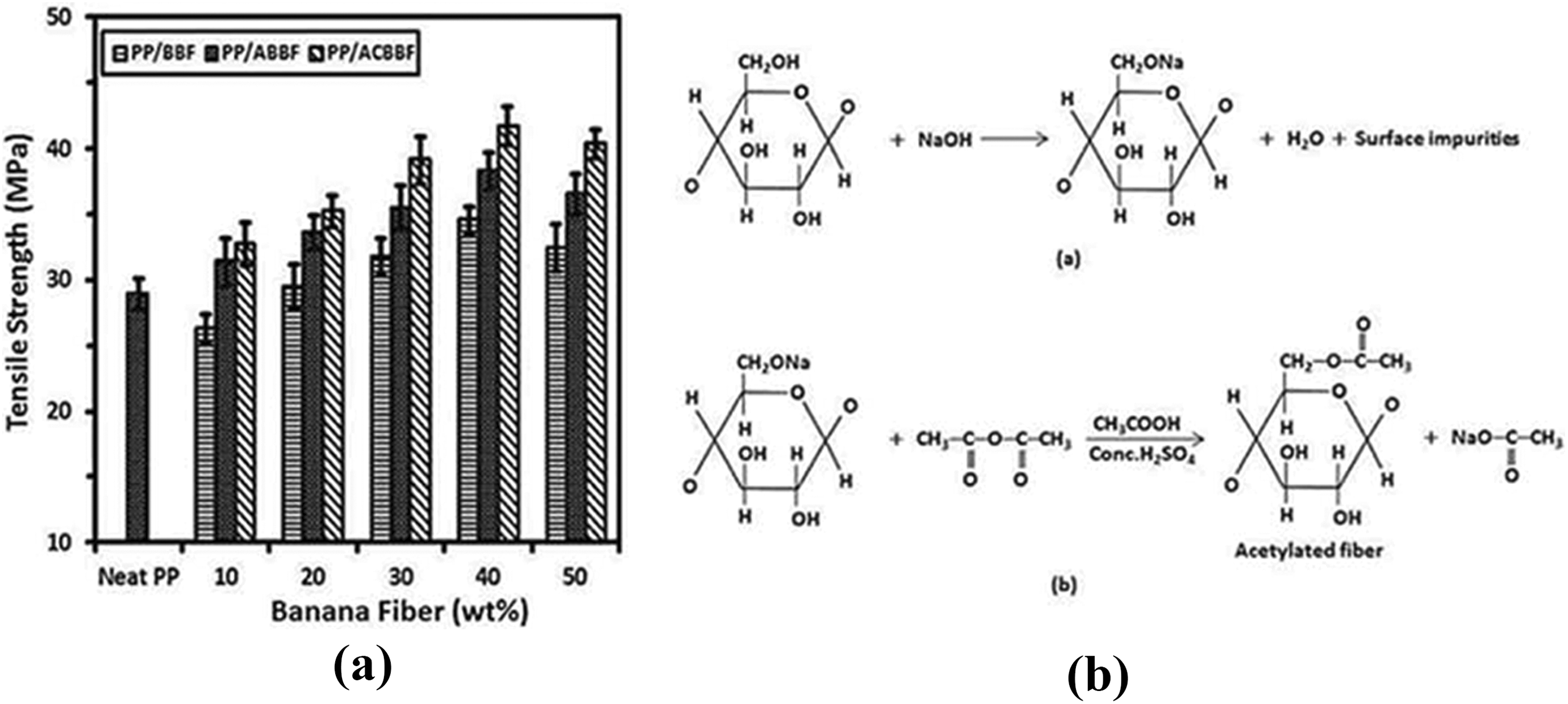
(a) Variation of tensile strength of PP/BBF composites at different fiber loading. (b) The possible reaction mechanism of BBF fiber with (a′) NaOH and (b′) acetylation.
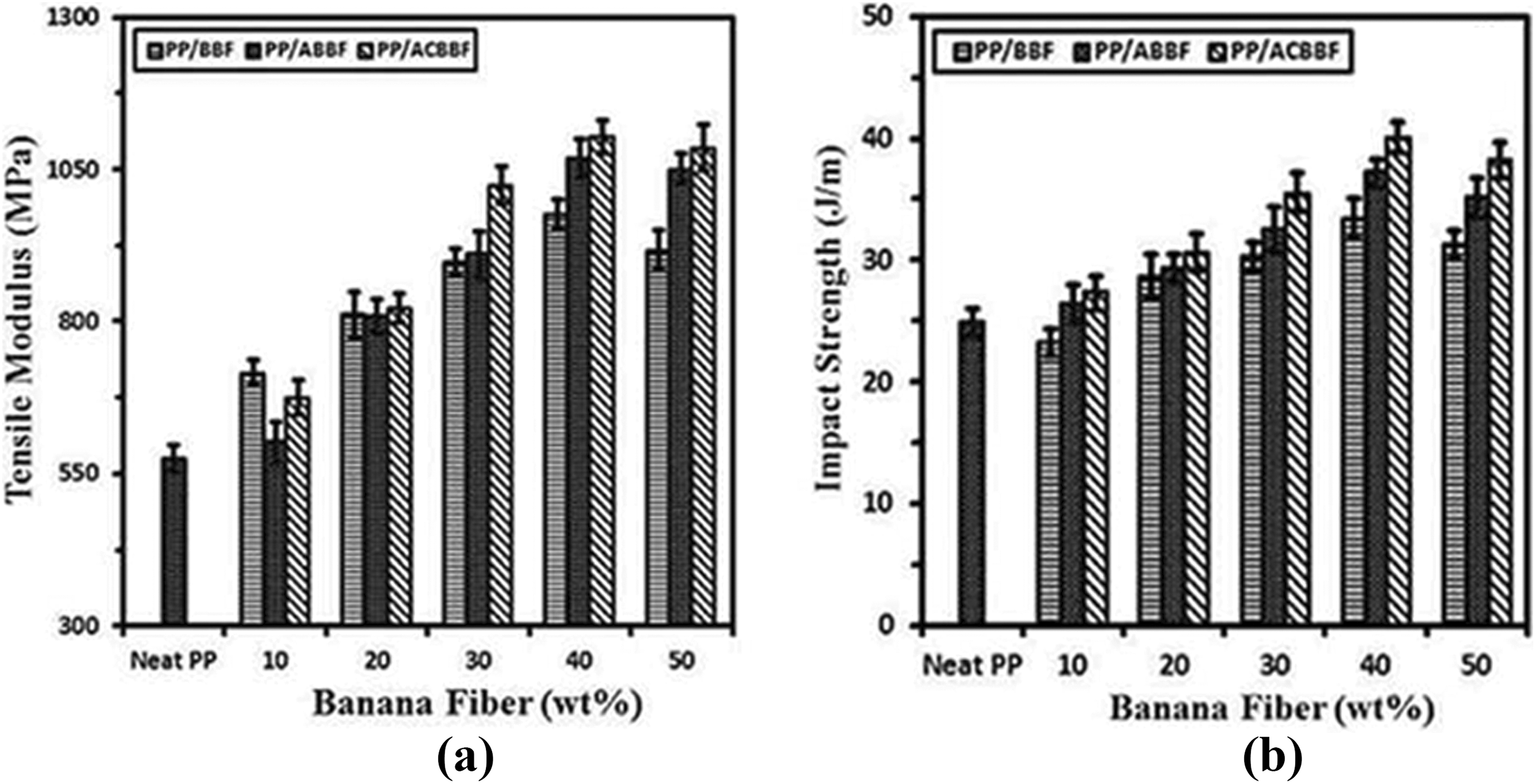
Variation of (a) tensile modulus and (b) impact strength of PP/BBF composites at different fiber loading.
On the contrary, incorporation of BBFs at variable fiber loadings from 10 to 40 wt% resulted in consistent increase in the tensile modulus of the composites (Figure 4(a)). In PP/BBF10 composite, the tensile modulus of matrix polymer increased from 575.7 to 715.5 MPa. Further, with the addition of 20, 30, and 40 wt% of BBFs, the tensile modulus increased to the tune of 41, 56, and 69.5% to 812.1, 897.9, and 975.8 MPa, respectively, as compared with neat PP. The increase of tensile modulus may be highly related to the increase of stiffness of the composites by virtue of BBF loading. The composites containing 50% fiber loading shows a decrease in tensile modulus. The deviation at higher fiber loading may be due to the fiber packing and insufficiently rich polymer regions. Moreover the possibility of fiber entanglements and agglomeration results in the composite which leads to decrease in stress transfer between the matrix and the fiber. If the matrix was insufficiently available, the fibers were no longer completely surrounded by the matrix at higher fiber loading and voids were produced in the composite. It was reported that most of the properties of the composites were affected by the presence of voids. 23 As seen from Figures 3(a) and 4(a), the tensile strength and modulus of the composite prepared with 50 wt% BBF was lower than that of the sample containing 40 wt% BBF. For this reason, 40 wt% was chosen to study the effect of the matrix modification on composite properties.
Effect of alkali treatment
The effect of mercerization on the tensile strength of PP/ABBF composites is shown in Figure 3(a). As the loading levels of the BBF increased from 10 to 40 wt%, the tensile strength of the PP/BBF composites increased to the tune of 8.7, 16.3, 22.8, and 33.2% to 31.4, 33.6, 35.5, and 38.3 MPa, respectively, as compared with neat PP, but decreased with further increase of reinforcement (50%). Alkali treatment removes a certain number of cementing materials such as lignin, hemicellulose, wax, and oils covering the external surface of the fiber cell wall, thus increasing the surface roughness resulting in better mechanical interlocking and the amount of cellulose exposed on the fiber surface. This increased the number of possible reaction sites and allows better fiber wetting, thus increasing the tensile strength. The possible reaction of the fiber and NaOH is shown in Figure 3(b), a′. The unidirectional fiber orientation leads to less overlapping of fibers and thus reducing fiber pull-outs, fiber agglomerations. Due to unidirectional fiber orientation there were less chances of air entrapment. The entrapment of air leads to crack tip formations, which leads to poor stress transfer between the fiber and the matrix. After a loading of 50% alkalized BBF, the tensile strength of the composites was found to decrease swiftly. It could be due to the degradation of cellulose and to the introduction of internal cracks in the fibers. Figure 4(a) depicts the variation of tensile modulus of the samples of alkali-treated nonwoven BM used in the composite with respect to the variation of BBF content. As the loading levels increased from 10 to 40 wt%, the tensile modulus increased from 24.3% to 69.5% over the neat PP, and thereafter with further increase of fiber content, the tensile modulus tends to opt toward lower values. The range of the tensile modulus found in the present work was 715.5–975.8 MPa using the same fiber material. The enhanced tensile modulus indicates a substantial improvement in the stiffness of the composite due to the surface treatment.
Effect of acetylation treatment
Figures 3(a) and 4(a) show the effect of acetylation of alkali-pretreated BBF on tensile strength and modulus of composites. The tensile strength and modulus of PP/acetylated BBF composites increased with increasing fiber loading up to 40% and thereafter decreased with further increasing fiber loading. The increase in tensile strength could be due to the removal of lignin and extractible, slight increase in cellulose content, and a little portion of hemicellulose converting to acetylated hemicellulose. Acetylation also reduces polarity by covering hydroxyl groups located on the cell wall of BBF. Hydrogen atoms of hydroxyl groups are substituted by acetyl groups as illustrated in Figure 3(b), b′. It was also noted that the acetylation of BBF removed waxy material from fiber surface, increased fiber–matrix interfacial strength, and increased surface free energy which were favorable for better properties of composites. After 40 wt% of fiber loading, the tensile strength and modulus were found to decrease swiftly. It could be due to the degradation of cellulose and to the introduction of internal cracks in the fibers.
Flexural properties
Flexural strength is a measure of how well a material resists bending. In flexural testing, stress is localized in the region of the applied load and hence it will provide information about the fiber/matrix interaction. 24 Table 2 shows the relationship between the flexural properties (flexural strength and flexural modulus) and the BBF loading with and without alkali treatment or both alkali and acetylation treatments. As shown in Table 2, the flexural strength of neat PP was 36.3 MPa. It was also observed that the flexural strength of the untreated PP/BBF composites with and without alkali treatment or both alkali and acetylation treatments increased with increasing fiber loading from 10 to 40 wt% and decreased for the fiber loading of 50 wt%. This increase was due to the increase in wetting of fibers with the resin and the decrease in the properties on subsequent loading might be due to inadequate wetting of the fiber with the matrix which leads to an easy composite failure. Alkali and acetylated BBF enhanced the tensile strength of composites compared with untreated samples using the same fiber material. At the loading level of 40 wt%, the flexural strength of the PP/BBF composites treated with alkali or both alkali and acetylation was 7.5 and 11.8% higher than that of the PP/BBF composite. It was also found that acetylated BBF composites showed 4% higher flexural strength than alkali-treated counterparts. The improved flexural strength may be first related to the removal of hemicellulose and extractives of the BBF by the alkali pretreatment, which changes the surface characteristic of the BBF. Secondly, acetylation reduces polarity by covering hydroxyl groups located on the cell wall of BBF. Hydrogen atoms of hydroxyl groups are substituted by acetyl groups.
Flexural properties of the PP/BBF composites at various fiber contents.
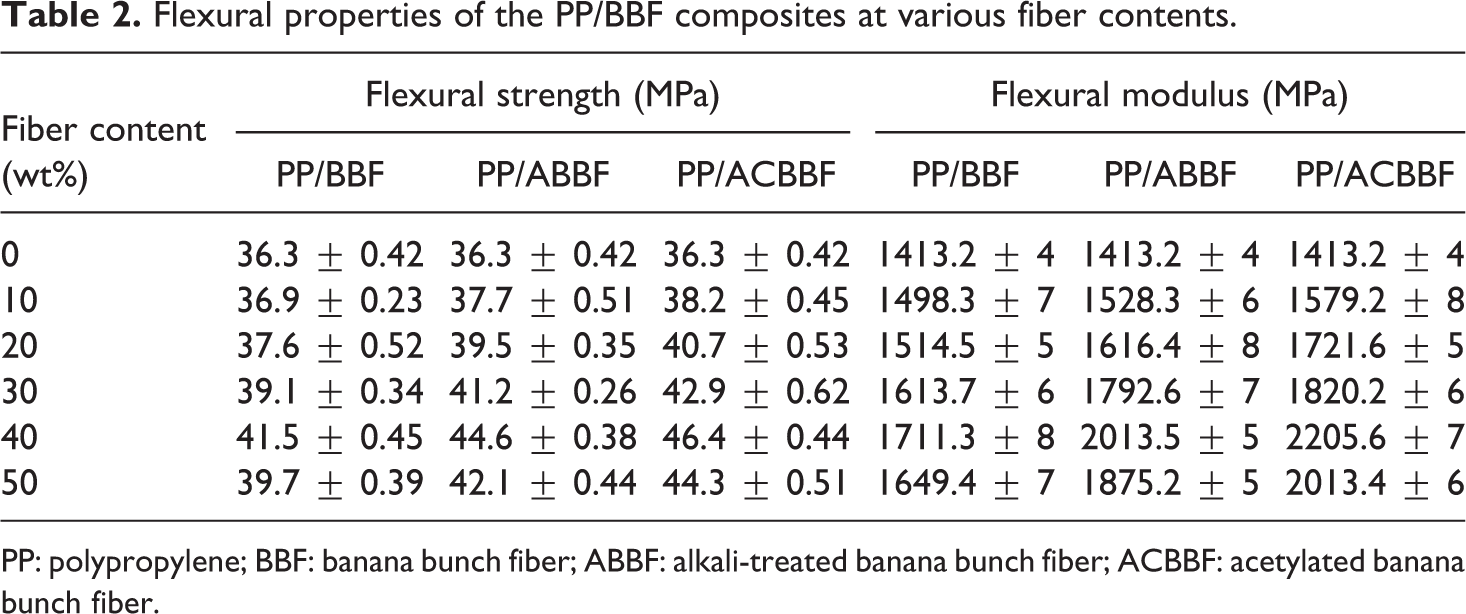
PP: polypropylene; BBF: banana bunch fiber; ABBF: alkali-treated banana bunch fiber; ACBBF: acetylated banana bunch fiber.
Table 2 also shows the effect of fiber loading and chemical treatments (alkali or both alkali and acetylation) on flexural modulus of the PP/BBF composites. The flexural modulus of neat PP was 1413.2 MPa. As the BBF loading level increased to 40 wt%, the flexural modulus increased to 21% over neat PP. The increase in the flexural modulus may be highly related to the increase of stiffness of the composites by virtue of BBF loading. At the loading level of 40 wt% BBF, the flexural modulus of the PP/BBF composites treated with alkali or both alkali and acetylation was 17.7 and 28.8% higher than that of the PP/BBF composite. In particular, the acetylated BBF composite showed 9.5% higher flexural modulus than the alkali-treated BBF composite. Therefore, acetylated BBF composite showed better compatibility with the PP matrix than alkali-treated BBF composite.
Impact properties
Impact strength is the ability of a material to absorb energy under a shock load or the ability to resist the fracture under load applied at high speed. Variation of the Charpy impact strength with different BBF loadings for untreated and chemically treated (alkali or both alkali and acetylation) BBF composites is shown in Figure 4(b). It was observed from Figure 4(b) that the notched Charpy impact strength showed similar trend like strength properties. The best property was observed at 40 wt% of fiber loading. This result suggests that the fiber was capable of absorbing energy because of strong interfacial bonding between the fiber and matrix. Above 40 wt% of BBF, the impact strength tends to decrease. When the fiber content exceeds 40 wt%, the wetting of the fibers by PP resin was insufficient and many voids appear, leading to poor fiber–PP adhesion. For treated PP/BBF composites, the impact strength values were found to increase gradually with an increase in fiber content up to 40 wt%, indicating that fiber plays a positive contribution to absorb impact energy. Chemically treated PP/BBF composites showed much higher impact strength values compared to the corresponding values of the untreated ones. Mercerization of BBF results in an improvement in interfacial debonding of fibers with PP, which was probably due to the additional sites created for mechanical interlocking. 25 This treatment enhanced the impact strength by 72.75% at 40 wt% fiber loading as compared to untreated ones. Mercerization also provides better fiber surface adhesion characteristics by removing natural and artificial impurities, thus producing better surface topography. On the other hand, incorporation of acetylated BBF into PP indicates improvement of 65.64% in impact strength as compared to alkali-treated BBF composite. This improvement in impact strength was due to the minimum interfacial debonding according to Mishra et al. 26
Fracture surface study by SEM
SEM was used to characterize the fracture surfaces of tensile specimens in order to confirm the fiber–matrix adhesion, which was inferred in the previous sections from the resulting mechanical properties. The tensile fracture characteristics of the PP60/BBF40, PP60/ABBF40, and PP60/ACBBF40 composites were very much evident in the micrographs shown in Figure 5(a) to (c). The photomicrograph (Figure 5(a)) of composites reinforced with BBF without treatment shows poor adhesion between BBF surface and matrix. There were many large void spaces enclosed in the BBF and the fibers lack contact with matrix because of the incompatibility of these components. The treated systems showed better adhesion compared to the untreated one. Alkali treatment increased dimensional stability and surface roughness of BBF and thus improved the adhesion with PP (Figure 5(b)). We also observed that BBFs were partially wetted by the matrix. In the case of composites reinforced by acetylated BBF, a homogeneous dispersion of BBF in the matrix with few voids in the surface was observed; acetylated BBF tended to remain in the matrix rather than to detach after tensile tests. This was due to the strong adhesion of these components. The fibers were totally wetted by matrix polymer (Figure 5(c)). The SEM photomicrographs show the evidence of the enhanced IFSS, mechanical, thermal, flammability, and MA properties of the PP/BBF composites by the alkali treatment or both alkali and acetylation treatments.
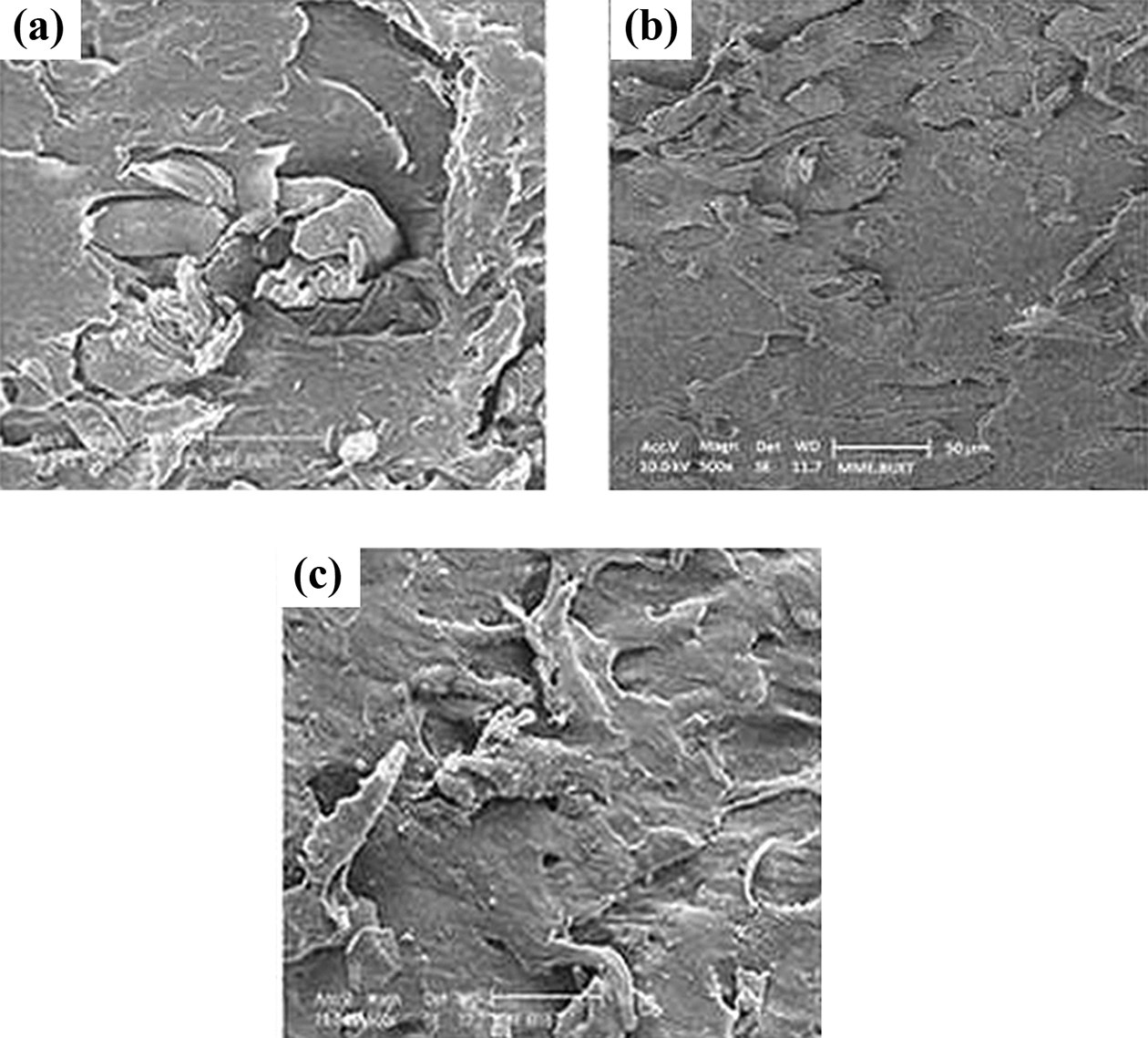
SEM micrographs of tensile fracture surfaces of (a) PP60/BBF40, (b) PP60/ABBF40, and (c) PP60/ACBBF40 composite.
Thermal analysis
Differential scanning calorimetry
The DSC heating and cooling thermograms of PP, PP60/BBF40, PP60/ABBF40, and PP60/ACBBF40 composites are summarized in Table 3. As shown in Table 3, the T c of neat PP was 113.2°C, and the addition of 40 wt% BBF to the neat PP increased the T c by about 3.7°C for the composite without surface-treated BBF. The T c of PP60/BBF40 with treated BBF (alkali or both alkali and acetylation) was significantly increased (5.7°C for alkali and 8.2°C for both alkali and acetylation) as compared with neat PP. This might be due to the reorganization of amorphous domains into crystalline regions with increased macromolecular flexibility and mobility at higher temperature. 27 The crystallization enthalpy (▵H c) decreased with the incorporation of BBF, alkali-treated BBF (ABBF), and acetylated BBF (ACBBF), which confirms restricted molecular motion of the matrix chains that contributes to a decrease in crystallization enthalpy.
Thermal parameters from DSC studies for PP and PP/BBF composites.
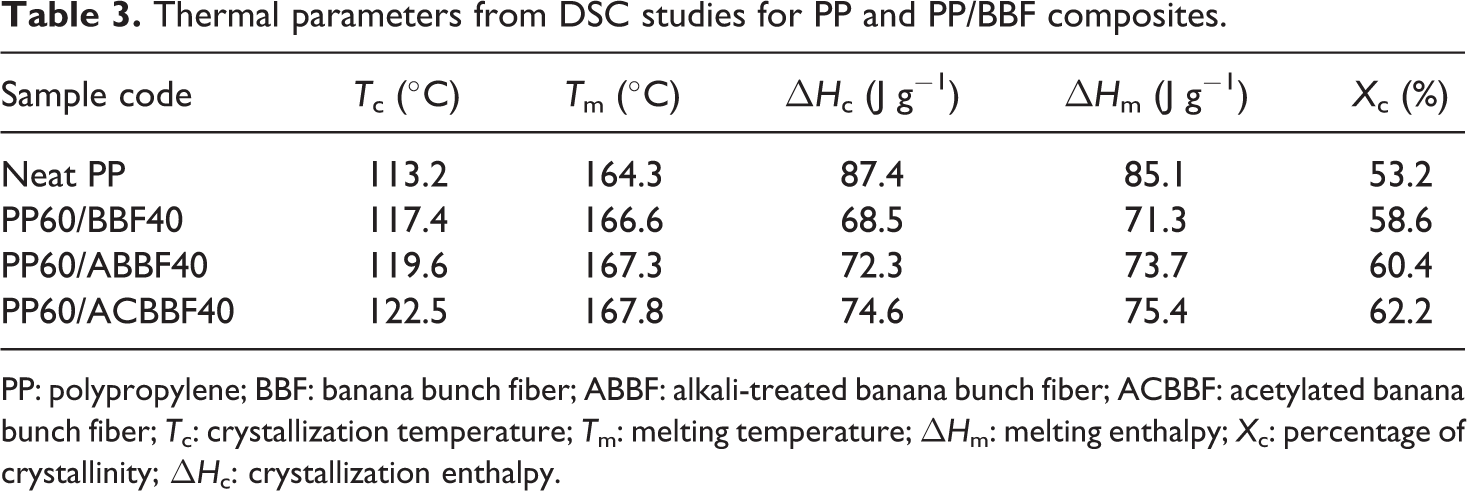
PP: polypropylene; BBF: banana bunch fiber; ABBF: alkali-treated banana bunch fiber; ACBBF: acetylated banana bunch fiber; T c: crystallization temperature; T m: melting temperature; ▵H m: melting enthalpy; X c: percentage of crystallinity; ▵H c: crystallization enthalpy.
The T m of neat PP was observed around 164.3°C, which increased marginally with the incorporation of BBF, ABBF, and ACBBF to 166.6, 167.3, and 167.8°C, respectively. The improved interfacial interaction of fiber with polymer matrix leads to the enhancement in melting temperatures due to the addition of surface-treated fiber. 28 The enthalpy of fusion (ΔH m) also decreased drastically in PP60/BBF40, PP60/ABBF40, and PP60/ACBBF40 composites to 71.3, 73.7, and 75.4 J g−1, respectively. This decrease in ΔH m indicates reduction in energy required to melt the composite as compared with neat PP. Moreover, the crystallization percentage (X c%) increased significantly (10.2% with PP60/BBF40 sample) in the presence of BBF in PP matrix when 40 wt% BBF were added to the formulation. However, alkali treatment indicating nucleation effect due to the presence of BBF and alkali led to a marginal increase in the crystallinity to the tune of 3% as compared with PP60/BBF40 composites. PP60/ACBBF40 composites also exhibited similar range of crystallinity as that of PP60/ABBF40 composites. The acetylation treatment for the PP60/BBF40 composites increased the X c% over the alkali treatment or BBF loading for the PP60/BBF40 composites.
Thermogravimetric analysis
The thermal stability of neat PP, PP60/BBF40, PP60/ABBF40, and PP60/ACBBF40 composites was investigated using TGA curves and DTG thermograms as presented in Figure 6(a) and (b), respectively. It is evident that the thermal degradation of neat PP started at 370°C and nearly 100% decomposition occurred at 455°C after which a very less quantity of PP residue was left due to the thermal degradation of PP into gaseous products at higher temperature. The presence of a single peak on the DTG curve of neat PP (DTGmax) at 450°C also confirmed single-step degradation of neat PP matrix. This indicates that carbon–carbon bonds present in the PP chain allow higher temperature to promote the random scission with associated thermal degradation and thermal depolymerization occurring at the weak sites of the PP main chain. 29 However, in the case of PP60/BBF40, PP60/ABBF40, and PP60/ACBBF40 composites degraded through three-step degradation process as observed from the DTG curves. The first degradation temperature between 255°C and 280°C corresponds to the thermal degradation of glycosidic linkage of cellulose followed by a second step degradation of lignin at about 320–350°C. Thereafter, a third step degradation takes place at a temperature above 410°C, which corresponds to decomposition of PP matrix. It is clear that the higher DTG peak for the PP60/ACBBF40 composites (T max = 490°C) than that of the PP60/BBF40 composites (T max = 460°C) demonstrated higher thermal stability of the PP60/ACBBF40 composites compared to the PP60/BBF40 composites. This behavior is probably due to the increase in the molecular weight by cross-linking reaction between PP matrix and fiber or molecular chain extension of the matrix itself.
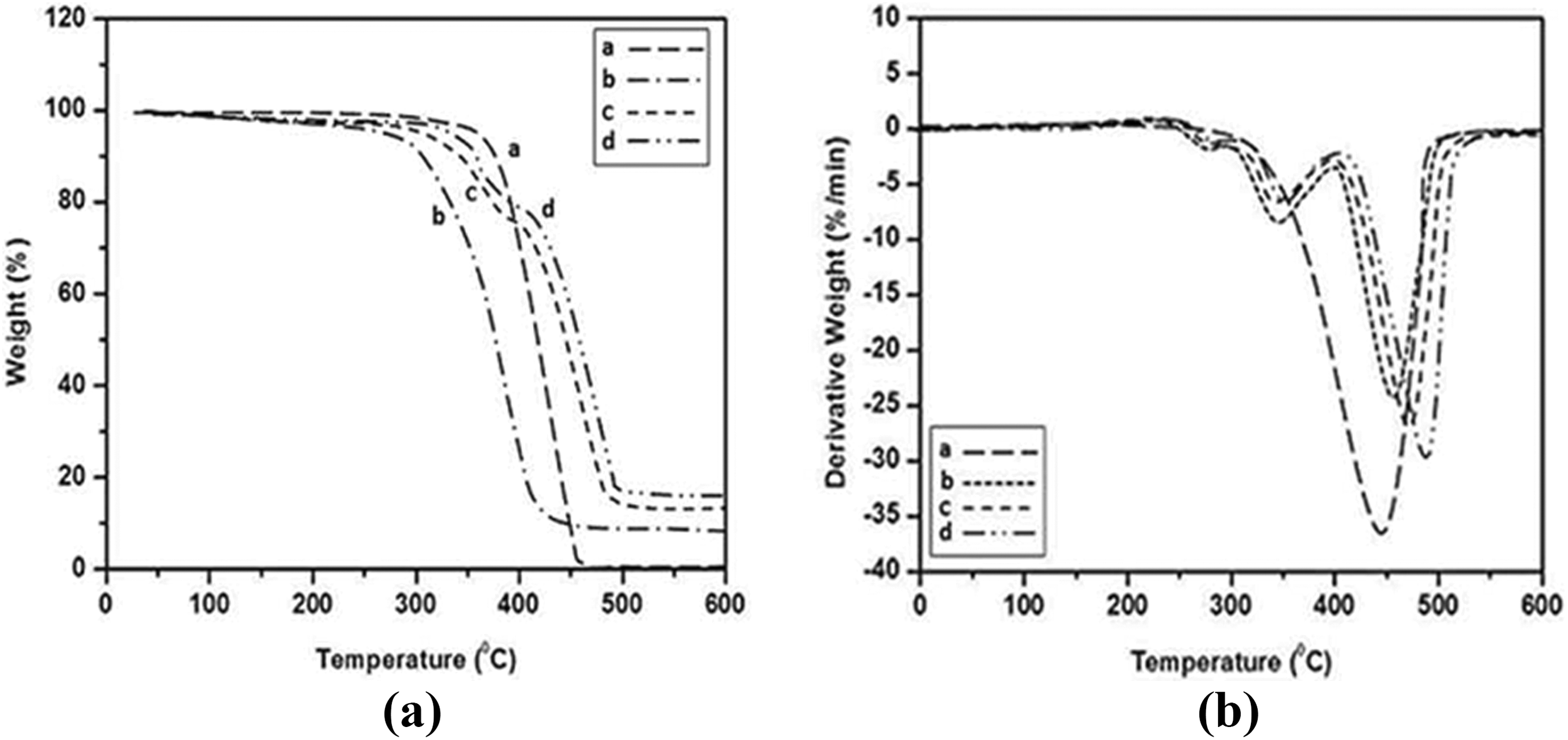
(a) TGA and (b) DTG curves for (a′) neat PP, (b′) PP60/BBF40, (c′) PP60/ABBF40, and (d′) PP60/ACBBF40.
Heat deflection temperature
HDT is the ability of the material to retain its stiffness at elevated temperatures. High HDT value is desirable to attain better performance during high-temperature service conditions. HDT of neat PP and PP60/BBF40 composites was investigated using HDT analysis, which is depicted in Figure 7(a). Neat PP exhibits a HDT of 56.3°C, as shown in Figure 7(a), which increased to 60.4°C with the incorporation of 40 wt% of untreated BBFs. Further improvement was observed with the incorporation of mercerized BBF to the tune of 40 wt%, HDT was increased to 62.2°C and the HDT was increased to 65.5°C by the incorporation of acetylated BBF in PP60/BBF40 composites. HDT of the composites was increased with the stiffness of the composites. Increased stiffness indicated a reduction in the free volume present in the system, which enhanced the dimensional stability of the composites and hence the HDT values.
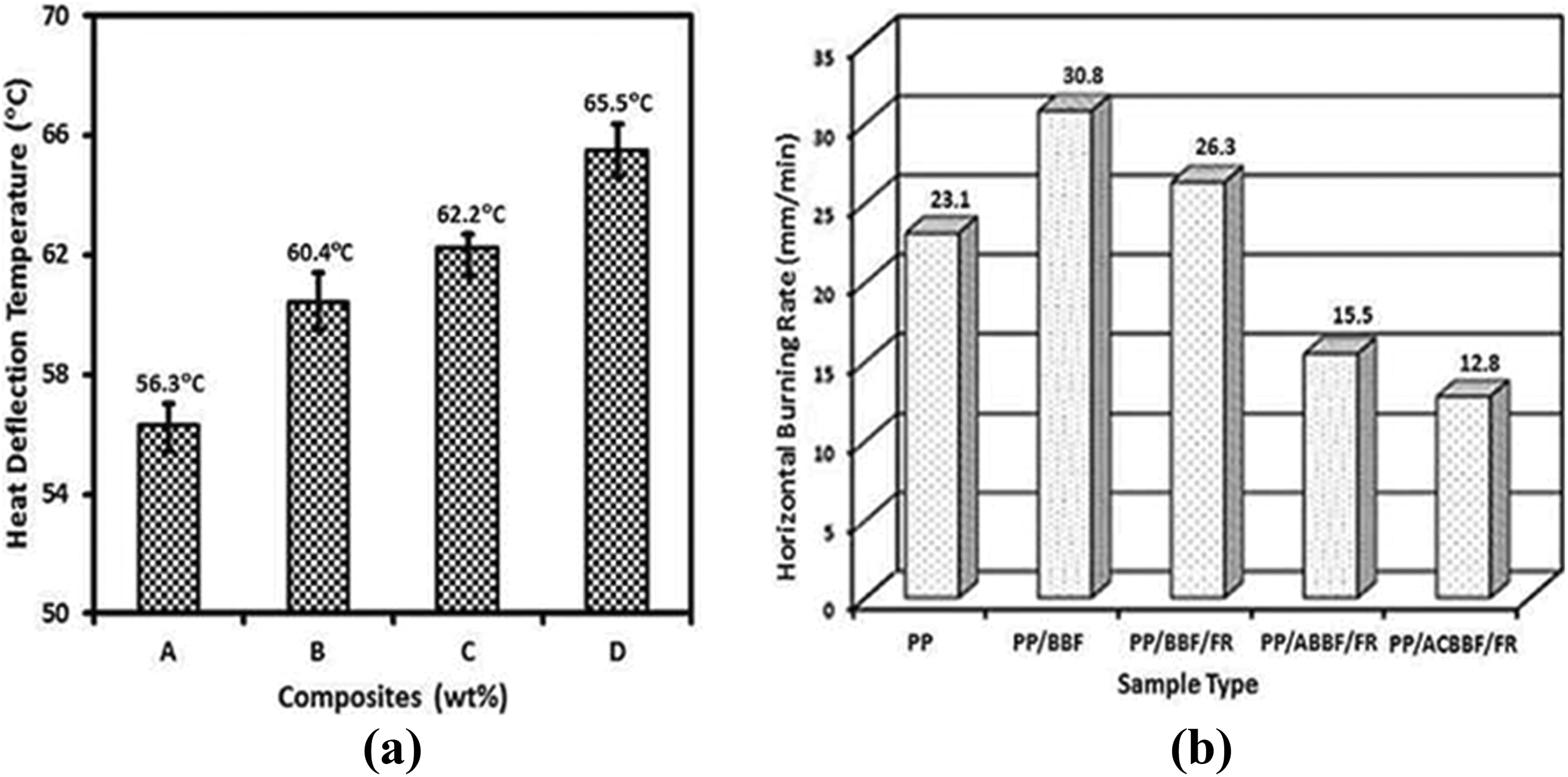
(a) HDT graph where A: neat PP, B: PP60/BBF40, C: PP60/ABBF40, and D: PP60/ACBBF40; and (b) horizontal rate burning of virgin PP and their composites.
Flammability properties of the composites
The flammability of neat PP and PP/BBF composites with and without alkali or acetylation after alkali pretreatment, as influenced by the addition of fire retardant (FR), is demonstrated in Figure 7(b). It has been reported that magnesium hydroxide (Mg(OH)2) can act as a flame retardant to plastics and will be effective at a higher loading. 30 It was observed that PP/BBF composites show a higher rate of burning than the neat PP, which indicated a higher sensitivity of the BBF to flame. However, with the incorporation of 15 wt% of Mg(OH)2, the rate of burning of PP/BBF/FR composite reduced to 15%. This confirms the effectiveness of Mg(OH)2 as a flame retardant additive, by releasing significant amount of water at high temperatures thereby diluting the amount of fuel available to sustain the combustion during a fire. The addition of alkali and acetylation after alkali pretreatment showed 50 and 58% reduction in burning rate of PP/ABBF/FR and PP/ACBBF/FR composites, respectively. PP/ACBBF/FR composite showed better improvement in flame retardancy than PP/ABBF/FR composite because PP/ACBBF/FR composite achieved better compatibility with the PP matrix than alkali-treated BBF composite.
Percentage MA
The effects of fiber loading on the MA properties of untreated and treated composites are illustrated in Figure 8. The moisture content of PP was 0.23% and was negligible compared to the MA of 50 wt% BBF-reinforced PP (5.1%). From the results of the experiment as depicted in Figure 8, the moisture content increased consistently in the range of 1.2% for 10 wt% fiber loading to 5.1% for 50 wt% fiber loading was obtained after 24 h immersion in distilled water. Usually natural fiber-reinforced composites show significant MA due to the presence of micro-voids at the filler–matrix interface which occur due to incomplete wetting of the fiber by the matrix. 31 At the loading level of 50 wt%, BBF treated with alkali reduced the MA of PP50/ABBF50 composite (about 45.1%) compared to that of the untreated composite. This might be due to removal of lignin and hemicellulose component of fiber by alkali treatment. 32 Further, the hydrophilic nature of fiber was changed into a more hydrophobic nature by alkali treatment. On the other hand, acetylated BBF composite (PP50/ACBBF50) showed about 62.7% lower MA than untreated composite. It was also observed that PP50/ACBBF50 composite has lower MA than PP50/ABBF50 composite. The decrease in MA of the PP50/ACBBF50 composite was due to the acetyl group reaction, which caused the reduction of hydroxyl group on the fiber surface and therefore, fibers became more hydrophobic. Modification of the fiber cell-wall hydroxyl groups reduced moisture uptake and this was attributed to enhanced matrix–fiber contact. 33
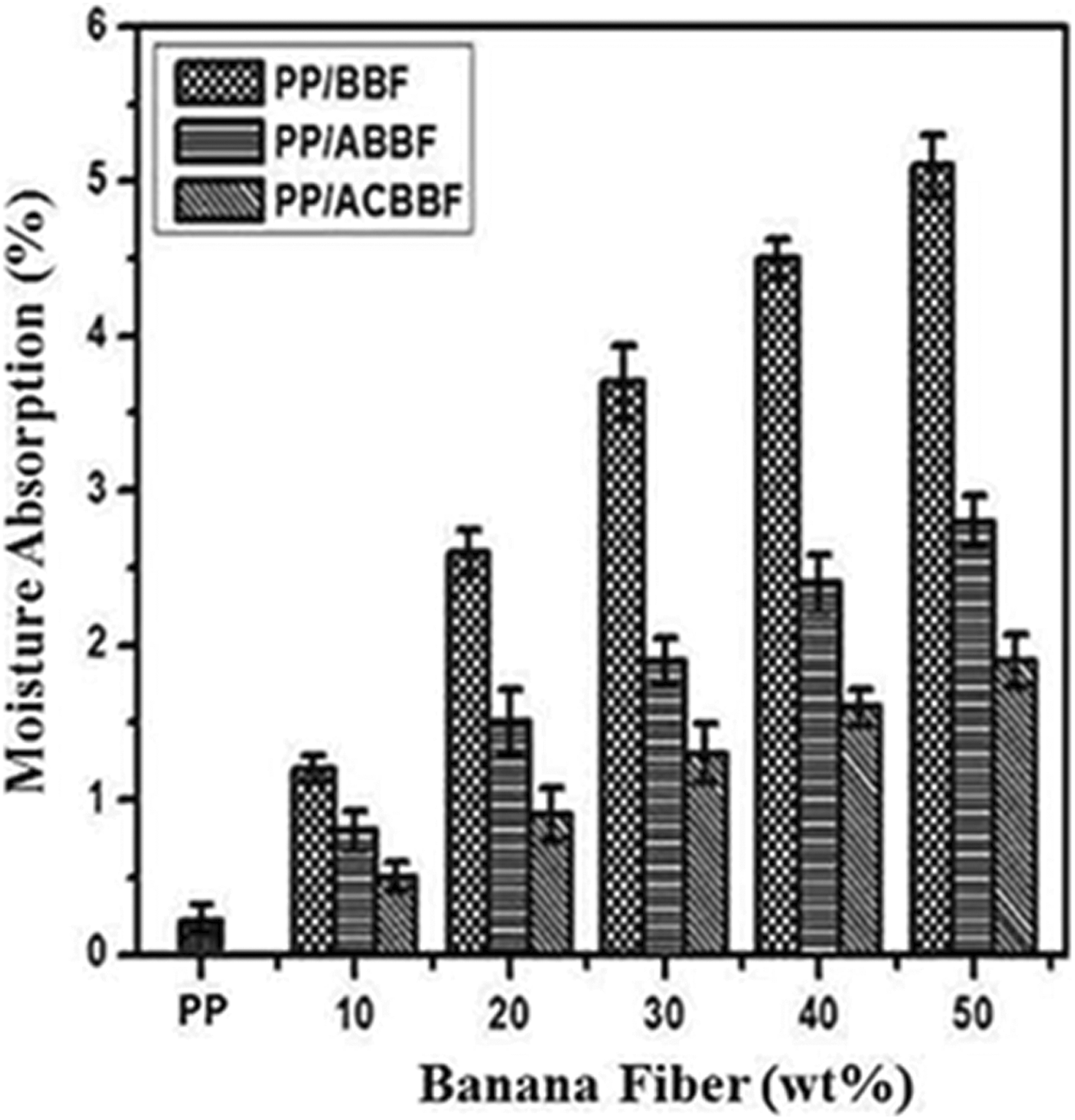
Effect of BBF loading on MA (%) of PP50/BBF50, PP50/ABBF50, and PP50/ACBBF50 composites.
Conclusions
The following conclusions can be drawn from the experimental results of this study: For the mechanical measurements, the tensile properties (tensile strength and tensile modulus), flexural properties (flexural strength and modulus), and impact properties of nonwoven matted composites increased with the increase in fiber content to optimum fiber content of 40 wt%. Treated composite systems show improvements in all the properties. The morphological observation supports the improved mechanical, thermal, and MA properties of the PP/BBF by the alkali treatment or both alkali and acetylation treatments. DSC studies revealed an increase in the crystallization temperature and crystallinity of neat PP with the incorporation of BBF, with an obvious enhancement shown by alkali-treated or both alkali and acetylation-treated BBF-reinforced PP composites. TGA/DTG thermograms also confirmed an increase in thermal stability of PP matrix in PP60/ACBBF40 composites. HDT of PP was increased considerably by the addition of BBF. The incorporation of alkali-treated or acetylation-treated alkalized BBF in PP60/BBF40 composites showed a significant increase in thermal stability to about 10.5 and 16.3%, as compared to PP, respectively. Treated fiber composites reduced the MA compared to the untreated composite.