
Abstract
In this work, the surface of the bamboo fibers (BF) was treated with three kinds of silane coupling agents terminated with amino functional groups (KH550), epoxy functional groups (KH560), and methyl functional groups (KH570) to improve fiber–matrix adhesion. The effects of silane treatment on the mechanical properties and thermal behavior of BF/polypropylene (PP) composites were investigated. Mechanical test results showed that the order of modification effectiveness was KH570 > KH550 > KH560. KH570 treated fiber composite exhibited the best mechanical properties. The tensile strength and flexural strength of 5 wt% KH570 treatment reached to 36.1 and 54.7 MPa, which were 15.4% and 23.6% higher than those of UBF/PP composites. Simultaneously, the thermal stability increased from 467.0°C (UBF) to 470.6°C (KH-570 treated BF). An increase in crystallization temperature (1.7°C) and a decrease in crystallinity (5.8%) occurred upon the addition of 5% KH570 silanes treated bamboo fibers.
Introduction
With the depletion of non-renewable petroleum-based materials (such as plastic) and the increasing environmental pollution, natural plant-fibers-reinforced composites have received extensive attention as an environmentally friendly material. Compared with traditional inorganic fibers (carbon fiber, glass fiber), plant fibers have the advantages of light density, low cost, high specific strength, renewable, and fully biodegradable.1–5
The chemical constituents of natural plant fibers are mainly cellulose, hemicellulose, and lignin. They make about 90% of total weight of bamboo fiber. 6 Fibers also carry a small amount of other substances such as ash, pectin, wax, and other impurities. Apart from fiber content, 7 fiber length, 8 and fiber diameter, 9 the quality of the composite interface plays a vital role in the mechanical properties of composite. Because load transfers between the fibers and the matrix through interface.10–15 However, in addition to the substances such as pectin and waxy acts as a barrier to prevent polymer from infiltrating the cellulose chain, the presence of plenty hydroxyl groups makes the fibers hydrophilic. Therefore, natural fibers are poorly compatible with hydrophobic polymer matrix.3,16
To improve interfacial adhesion and obtain excellent properties of the resulting composites, it is essential to conduct physical or chemical modification on fibers. At present, the commonly used methods of modifying fibers are alkaline treatment, 17 acetylation treatment,18,19 silane treatment,20,21 phenolic treatment, 22 corona23,24 treatment and plasma. 25
Silane coupling agents have been successfully applied to inorganic filler reinforced polymer composites such as glass fiber reinforced polymer composites. 26 As natural fibers bearing reactive hydroxyl groups like glass fibers, extensive researches have been carried out to investigate the effects of silane treatment on natural fibers and the resulting composites. Zhou et al. 27 used multiple analytical techniques to systematically study the effect of silane treatment on sisal fibers. Massive evidence of chemical grafting of silanes onto fibers surface was obtained. Furthermore, Sepe et al. 28 studied the effects of alkali and silane treatment on mechanical properties of woven hemp fiber reinforced epoxy composites. It was found that silane treatment of fibers improved the mechanical properties of composites compared with untreated and alkali treated fiber composites. But the improvement is quite limited.
In this study, the bamboo fibers were selected as reinforcement to enhance PP due to bamboo fibers’ specific properties such as low density, specific strength, and stiffness. 29 The main objective of the investigation was to study the influence of three types of silane coupling agents on mechanical properties, thermal properties and interfacial properties of the resulting BF/PP composites. Composites were prepared by injection molding processes. Field emission scanning electron microscopy (FE–SEM) was applied to observe the morphology of bamboo fibers and the interfacial adhesion of composites. Fourier transform infrared (FTIR) spectroscopy was used to study the chemical structures of the fibers. Thermal gravimetric analysis (TGA) and differential scanning calorimeter (DSC) were employed to analyze the thermal characteristics of composites.
Experimental
Materials
BF (diameters: 100–300 μm, measured by an optical microscope) extracted from Moso bamboo aged 3 to 4 years were purchased from Xinzheng Metal Hardware Co. Ltd. The polypropylene copolymer powder (Q/SH010.129-1998) used as matrix was purchased from Sinopec Maoming company, China. Silane coupling agents used were γ-Aminopro-pyltriethoxysilane (KH550), 3-Glycid-oxypropyltri-ethoxysilane (KH560), and γ-Methacryloxy-propyltrimethoxy-silane (KH570) (Nanjing Duly Biotech Co., Ltd, China, analytical purity). The chemical structures of the silanes are shown in Figure 1. The acetic acid and ethanol (AR grade) provided by Tianjin Zhiyuan Reagent Co., Ltd. Deionized water was made in the laboratory.

Chemical structures of (a) KH550, (b) KH560 and (c) KH570.
Fibers surface treatment
The general formula of silane coupling agents is R–Si(R’O)3. R’ group is an alkoxysilane group that is capable of reacting with –OH of bamboo fibers after hydrolysis. 30 It reduces the number of hydroxyl groups and decrease the polarity of bamboo fibers. R is a terminal group that reacts with polymer matrix. Figuratively speaking, silane coupling agents act as a bridge that connects matrix and reinforcement. The reaction mechanism of bamboo fibers surface modification is shown in Figure 2. At first, the alkoxysilane hydrolyzes to generate active silanol groups, then these silanol groups condense with each other to form siloxane linkages (oligomers). Finally, the oligomers hydrogen bond with –OH groups of substrate. During the process of drying at high temperature, a covalent linkage is formed with a concomitant loss of water. 28
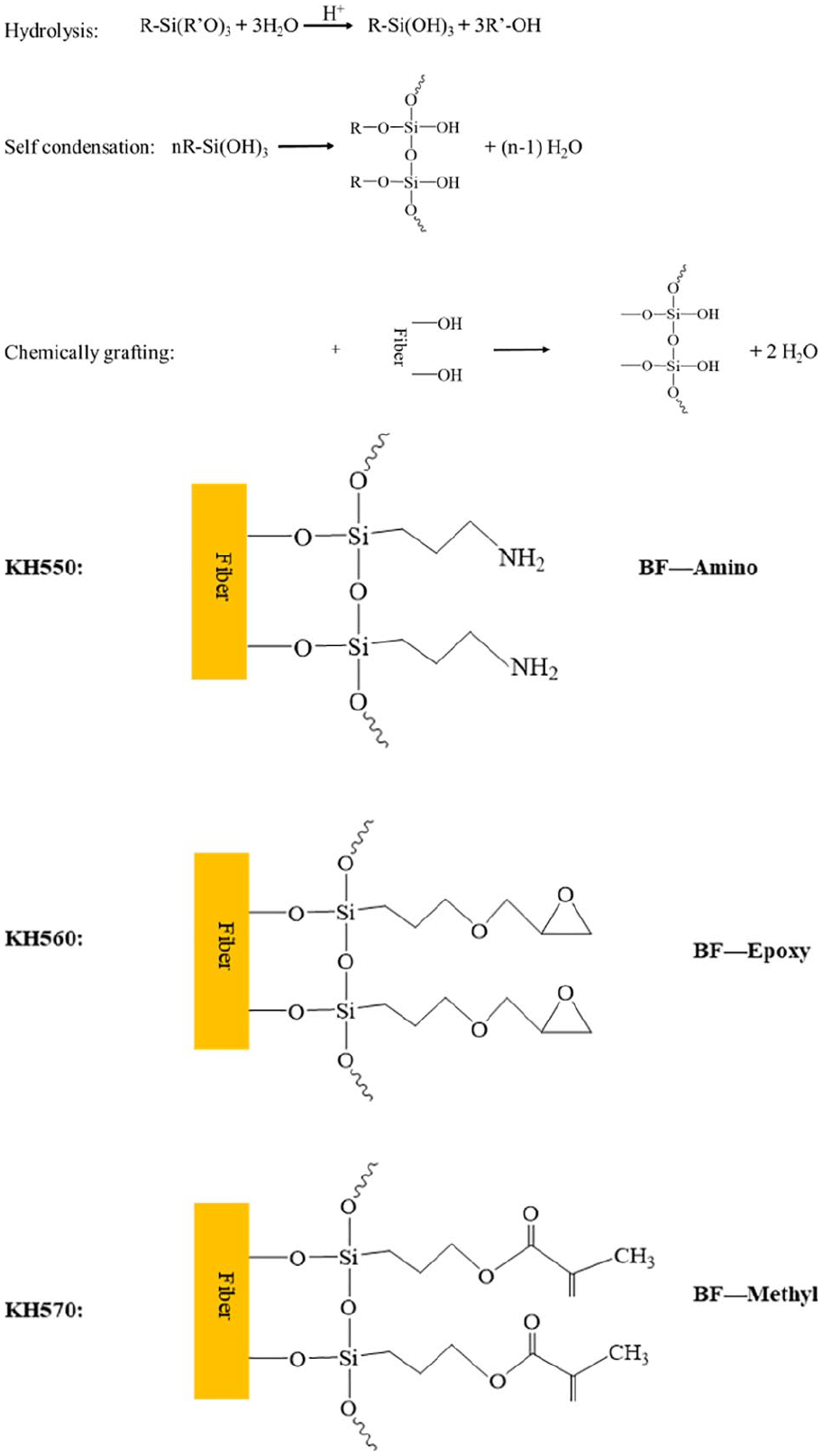
Schematic illustration of reaction mechanism of surface modification of bamboo fibers with silane coupling agents.
Before silane treatment, the bamboo fibers were chopped into 3 to 6 mm in length and washed with deionized water for several times to remove surface impurities. Afterwards, the fibers were put into the thermostatic air-blower-driven drying closet, where they were preserved for 12 h at 80°C, then stored in a ziplock bag.
A solution of silane coupling agent was prepared in (80/20) volume ratio of ethanol/water mixture and hydrolyzed for 3 h. The pH of the mixture was adjusted to 4 to 5 by acetic acid before adding silanes. After hydrolysis, the short bamboo fibers were immersed in silane solution using a ratio between the weight of bamboo fibers and the solution volume equals to 0.04 g/mL. The soaking time was 3 h. Subsequently, the fibers were washed with distilled water to eliminate unreacted silane molecules. Finally the fibers were dried in the thermostatic air-blower-driven drying closet, where they were preserved for 12 h at 80°C.
Fabrication of mechanical tests specimens
PP reinforced with 30 wt% treated or untreated bamboo fibers were fabricated by HAAKE torque rheometer and HAAKE mini-jet. The mixing process of PP and bamboo fibers was carried out under 190°C in HAAKE torque rheometer equipped with a Rheomix 600p mixing chamber. PP and bamboo fibers were added to the mixing chamber through the barrel simultaneously. The rotors rotated at a speed of 20 r/min for first 1 min, then sped up to 80 r/min for next 10 min (at that point the torque measured was constant). The mixture thus obtained was subsequently shredded and the specimens were injection molded at HAAKE mini-jet. The injection molding process parameters are shown in Table 1.
Injection molding process parameters.

Mechanical characterization
In order to evaluate the mechanical properties of composites, an electronic tensile testing machine (AGS-X, 10kN, Shimadzu Corp., Japan) was employed to conduct the tensile and flexural tests according to ISO 527 31 and ISO 178, 32 respectively. Tensile strength, flexural strength and flexural modulus were recorded. The test speed was 2.0 mm/min. Values of the mechanical properties of each sample were determined by the means of five tested specimens.
Morphological characterization
The surface morphology of bamboo fibers and fracture surface of tensile specimens were observed with a FE–SEM (Nova Nano SEM, 450 FEI, USA). Because of poor electrical conductivity, the samples were sputtered with gold prior to FE–SEM observation.
FTIR spectroscopy
FTIR analyzer (Nicolet, 6700 Thermo Fisher Scientific, USA) was employed to analyze the chemical structure of treated and untreated bamboo fibers. The FTIR spectra was recorded in the wavelength ranging from 4000 to 400 cm−1 with a resolution of 4 cm−1 and each time 32 scans which were performed for the background and the sample. The fibers were grinded into powder then mixed with KBr. Finally, the mixture contained 1 wt% bamboo fibers was pressed into discs for FTIR measurement.
TG and DSC analyses
The crystallization behavior of BF/PP composites was analyzed by DSC, using a TA Instruments Q2000 (NETZSCH Scientific Instruments Trading Ltd., Germany). Under nitrogen purge, the samples (8 ± 1 mg) contained in an aluminum pan were heated from 30°C to 200°C, kept at 200°C for 5 min and cooled to 30°C to release any heat history of the samples. Then the samples were heated to 200°C again. Both heating and cooling rate were 10°C/min.
TG tests were performed by STA449F3 (NETZSCH Scientific Instruments Trading Ltd., Germany). Composites samples weighed between 8~9 mg. All samples were placed in a pan and heated from 30°C to 600°C under a nitrogen environment, purged at 50 mL
Results and discussion
Characterizations of the untreated and treated bamboo fibers
SEM is implemented to characterize the effect of different silane coupling agents on bamboo fibers surface. SEM images of untreated and treated bamboo fibers are shown in Figure 3. As shown in Figure 3(a), untreated bamboo fibers are formed by a close combination of a large number of fibrils. Transverse and vertical lines are shown on the surface. Amorphous impurities are attached to the pit surface which is surrounded by cross sections and vertical lines. It is said that these transverse and vertical lines-like materials are lignin rich. 33 A smooth thin film (Figure 3(b)–(d)) that covers surface impurities can be observed on the fiber surface after 5 wt% silane treatment. The film is considered to be the deposition of siloxane to some extent.27,28 In order to further confirm the successful grafting of the silane coupling agent, FTIR analysis is performed on unmodified and modified bamboo fibers.

SEM images of the surface of (a) UBF, (b) 5 wt% KH550 treated BF, (c) 5 wt% KH560 treated BF, (d) 5 wt% KH570 treated BF.
The chemical structures of virgin bamboo fibers and silane treated bamboo fibers are investigated by FTIR, and the results are shown in Figure 4. The major bands observed in the FTIR spectrum of bamboo fibers and their assignment to chemical groups are listed in Table 2.

FTIR spectra of BF and 5 wt% silanes treated BF.
Infrared transmittance peaks of untreated and treated BF.

Untreated bamboo fibers show a broad band at 3500 to 3300 cm−1 related to –OH stretching vibration of the hydroxyl groups. The peak at 2932 cm−1 and the shoulder peak at 2857 cm−1 are due to the stretching vibration of C–H stretching vibration in methyl and methylene. Compared with untreated bamboo fibers, new peaks at 1040, 1039, and 1046 cm−1 (ascribed to in-plane of Si–O 35 ) appear after KH550, KH560, and KH570 treatments, respectively. These bands indicate that three kinds of silane coupling agents are deposited on bamboo fibers separately. New peaks at 1116, 1113, and 1110 cm−1 (ascribed to the stretching vibration of Si–O–C 36 ) appear after KH550, KH560, and KH570 treatments. These prove a condensation reaction between silane and bamboo fibers. In literature, 37 it is reported that the N–H bonds in the spectrum of KH550 appears at around 3300 cm−1. However, the peak is not visible here, probably because it is overlapped by the broad signals of the –OH stretching vibration of bamboo fibers. These evidence confirm that chemical bonds are formed during treatment.
Mechanical tests
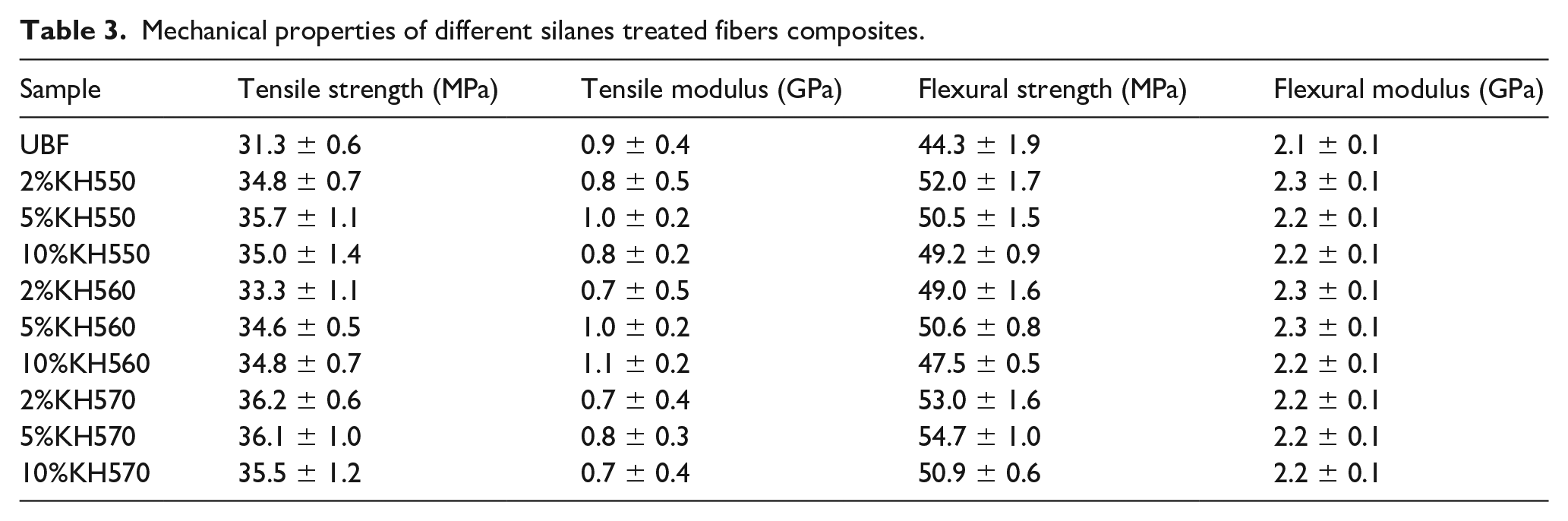
The mechanical properties of different silanes treated fibers composites are shown in Figure 5 and Table 3. The tensile strength and flexural strength of silane coupling agents treated bamboo fiber composites are much higher than that of the untreated bamboo fiber composites. This is because silane coupling agents are grafted on fibers surface through react with hydroxyl groups, thus make bamboo fibers more hydrophobic and more compatible with PP.38,39 Improved interfacial adhesion could induce more effective stress transfer between fibers and matrix. 40 The peak tensile strength and peak flexural strength occurs at 2% KH570 (36.2 MPa) and 5% KH570 (54.7 MPa) treated composites, respectively. Compared with untreated bamboo fiber composites, tensile strength, and flexural strength of the composites treated by KH570 are increased by 15.7% and 23.5%, separately. For the composites treated by KH550, the max increments are 14.1% and 17.4%, respectively. For the composites treated by KH560, the max increments decreases to 11.2% and 14.2%, respectively. The order of modification effectiveness is KH570 > KH550 > KH560. Because the terminate groups of KH570 are methyl groups. The introduced hydrocarbon chains could form strong cross-linking with PP chain, thus enhance the interfacial adhesion between fiber and PP matrix.26,40 Further evidence is given by Yu et al.’s study. 40 In order to improve the interfacial strength between basalt fibers and PA6,6, they treat fibers with different CH2 chain length amino-silane coupling agents. Longer CH2 chain amino-silane is shown to be more effective in strengthening the interface, this is because long CH2 chains entangle with PA6,6 to form physical cross-linking. An increase in the peak area during 3700 to 3000 cm−1 confirms the opinion. In the case of KH550 and KH560, the amino groups and epoxy groups cannot react with the hydrocarbon chains of PP. Compared with UBF/PP composites, the tensile modulus and flexural modulus of silanes treated composites show no significant change.

(a) Tensile strength and (b) flexural strength of different concentration of silanes treated fiber composites.
Mechanical properties of different silanes treated fibers composites.
Interface morphology of composites
In order to study the effect of different silane coupling agents on the interfacial adhesion between bamboo fibers and PP, FE–SEM is used to observe the tensile fracture surface of composites. It can be seen from Figure 6(a) that a large amount of bamboo fibers are pulled out, leaving voids on PP matrix. A few bamboo fibers are pulled out from PP and a gap is formed and no PP matrix is attached on the pull-out untreated bamboo fibers. These indicating that the polypropylene has poor wettability to the unmodified bamboo fibers, resulting in low efficiency of transfer of the load from the substrate to the fiber, and the fiber fails to effectively share the load. 17 Kumar and Kumar 41 also observed the same phenomenon. As shown in Figure 6(b)–(d), the modification with silanes significantly improved the interfacial adhesion. This is the reason for the improvement of mechanical properties. In Figure 6(b), though no voids are found, fibers and PP debonding still can be seen. In Figure 6(c), apart from fiber and PP debonding, another failure mode fiber breakage can be seen. It is a sign of further improved interfacial adhesion. As shown in Figure 6(d), KH570 treated bamboo fibers are tightly wrapped by PP. The interface between the reinforcing phase and the matrix is blurred, and bamboo the fibers are broken without debonding. These indicate that the fiber effectively absorbs the load. The same phenomenon has been reported by Khan et al. 42 and Lu et al. 36 From Figure 6, conclusion can be drawn that KH570 treatment exhibits the highest efficiency in improving the interface adhesiveness. This may be because after KH570 treatment, fibers surface contain lots of methyl groups. These methyl groups have good compatibility with the methyl groups of PP chain terminal. So the comprehensive mechanical properties of the composites after KH570 treatment are best.

Fractured surface morphology of (a) UBF/PP, (b) KH550–BF/PP, (c) KH560–BF/PP, (d) KH570–BF/PP.
DSC analysis
The thermal properties, such as melting temperature (

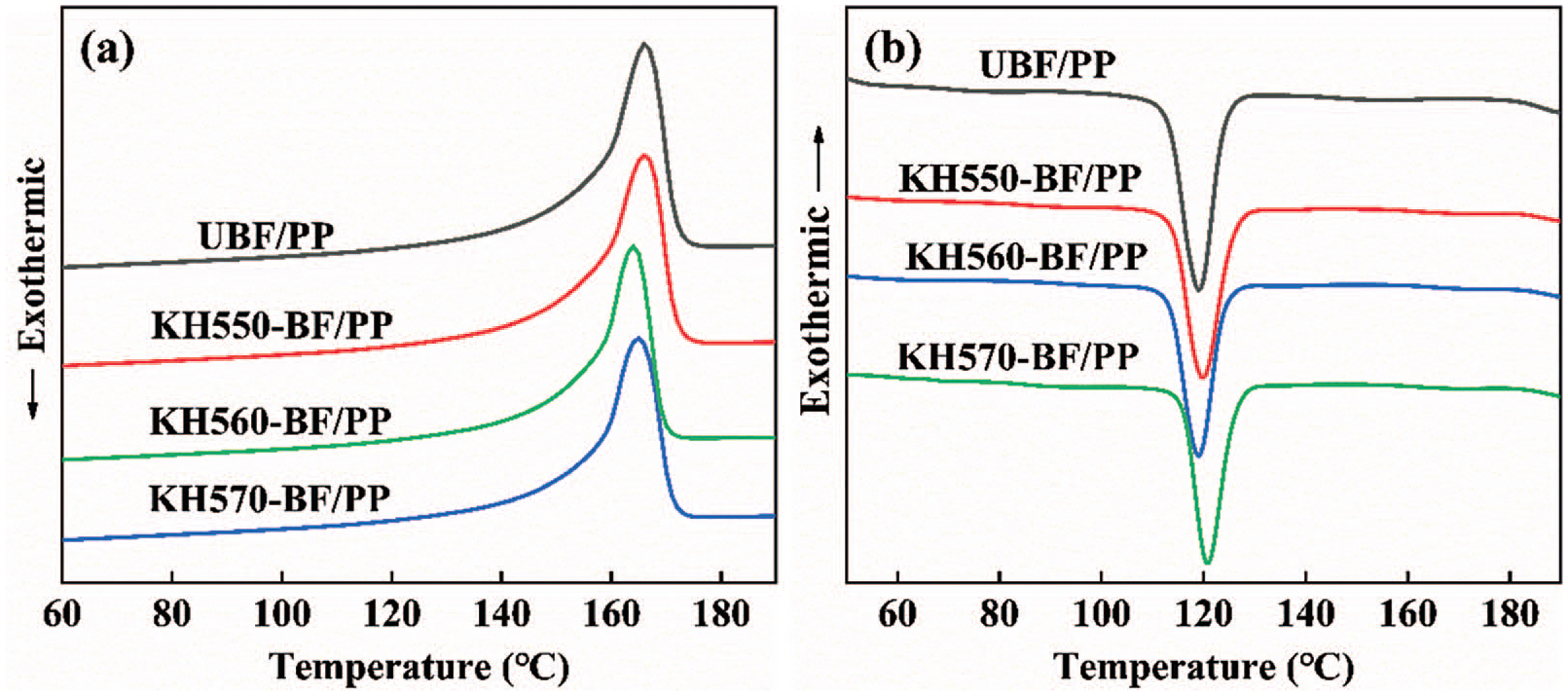
DSC (a) heating and (b) cooling thermogram of composites.
Thermal properties of PP and its composites.

where the value of
Table 4 indicates that the
TG analysis
It can be seen from Figure 8(a) that BF/PP composites have no mass loss before 200°C. It is because the mixing temperature of composites is 190°C, the moisture in the material almost completely evaporates. The degradation temperature of composites is shown in Table 5. The initial decomposition temperature (T5%) of untreated or treated bamboo fibers reinforced PP is about 300°C. As shown in Figure 8(b), the thermal decomposition of all composites is divided into two stages. The first stage is 260°C~400°C, corresponding to the thermal decomposition weight loss of bamboo fibers. The second stage is 400°C~500°C, corresponding to the heat degradation of PP matrix. Decomposition temperature at the maximum decomposition rate of the composite after bamboo fibers addition increases from 462.6°C to 467.0°C. The increase in thermal stability of the composite material is because the char that formed by bamboo fibers decomposition absorbs substantial amounts of heat, and also provides a barrier to volatile decomposition products of polypropylene.
46
In addition, KH560 and KH570 silanes treated of bamboo fibers further improve Tmax of composites compared with the unmodified BF

(a) TGA and (b) DTG curves for BF/PP and silane treated BF/PP.
Degradation temperature of composites.

T5%(°C)1 : Temperature at 5% mass loss; T10% (°C)1: Temperature at 10% mass loss; Tmax (°C)2: The maximum decomposition temperature.
Conclusion
SEM and FTIR results showed that silane treatment changed the surface topography and chemical structure of bamboo fibers.
The tensile strength and flexural strength of silane treated fibers composites were increased compared with that of untreated fibers composites, which were believed to be the result of improved interfacial adhesion. The tensile modulus and flexural modulus of silanes treated composites showed no significant change when compared with UBF composites. The methyl-terminated silane was the most effective one among three modifiers. Compared with untreated fibers composites, the tensile strength and flexural strength were increased by 15.7% and 23.5%, respectively.
Compared with untreated fiber composites, decomposition temperature at the maximum decomposition was increased by 1.3°C and 3.6°C after KH560 and KH570 silane treatments, respectively. However, for KH550 silane treatments, the temperature was decreased by 1.5°C. The decrease of the crystallinity for composites was due to the improved interfacial adhesion. With the presence of silane coupling agents, the crystallinity was further reduced because the migration and diffusion of PP molecular chains to the surface of the nucleation were further restrained due to the improved adhesion.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the Central Government Guiding Local Science and Technology Development Project (grant number 2018L3001); the Fujian Provincial University Leadership Funding Plan (grant numbers 2018-12); the Fujian Provincial Second Batch of Special Support Talents “Double Hundred Plan” Funding Plan (grant number 2016-11-5); Open Fund of State Key Laboratory of Material Processing and Die & Mould Technology (grant number P2019-007); and Guiding Project of the Science and Technology Department of Fujian Province (grant number 2018H0004).