
Abstract
The integration of natural fibers into 3D-printed polymer composites has gained significant attention due to the growing demand for sustainable and high-performance materials. This review comprehensively examines the material selection, processing methods, property enhancement techniques, 3D printability, challenges, and future prospects of natural fiber-reinforced polymer composites in additive manufacturing or 3D printing of polymer composites. Natural fibers, categorized into plant-based (bast, leaf, grass, seed/fruit, and wood fibers) and animal-based (silk, keratin, and secreted protein/shell-based biofillers), offer biodegradability, renewability, and enhanced mechanical properties, making them promising reinforcements for polymer matrices such as polylactic acid (PLA) and polycaprolactone (PCL). However, challenges such as fiber hydrophilicity, thermal degradation, and poor interfacial bonding necessitate surface treatments, fiber modifications, and process optimizations to improve printability and composite performance. While additive manufacturing techniques, particularly fused deposition modeling (FDM) and stereolithography (SLA), enable the fabrication of complex geometries with reduced material waste, factors like nozzle clogging, fiber alignment, and anisotropic mechanical properties remain key limitations. Future research should focus on novel fiber-polymer combinations, advanced printing techniques, life cycle analysis, and expanding applications into fields such as construction. By addressing these challenges, 3D printing of natural fiber-reinforced polymer composites can advance the area of sustainable manufacturing of biocomposites while maintaining structural integrity and functional performance.
Keywords
Introduction
A composite is the resultant material of combining a matrix and a fiber. This combination enhances the material properties for specific applications compared to the pure form of the matrix material. Typically, the material whose properties are to be enhanced is the matrix, while the fiber functions to reinforce the matrix and enhance its properties. Polymer composites, as a subset of composites, have emerged as game changers in modern manufacturing due to their superior properties, such as high strength-to-weight ratios, low density, high wear resistance, and excellent mechanical properties. For instance, the tensile strength of neat High-Density Polyethylene (HDPE) is around 27.58 MPa. However, a relative HDPE composite developed by Wang et al. 1 achieved a tensile strength of 51.99 MPa (at 40 wt% loading of kenaf fiber), nearly double the original. These impressive properties have made polymer composites widely applicable in areas such as aerospace, automotive, construction, defense, electrical appliances, sports, medical prosthetics, and more.
Despite these advantages, traditional polymer composites face significant challenges, particularly when considering environmental sustainability. Synthetic polymers, often derived from fossil fuels, are non-biodegradable and leave a substantial carbon footprint during their production and disposal. These issues have prompted the development of bio-based polymer composites, which use biodegradable polymers reinforced with natural fibers. Compared to synthetic counterparts, bio-based composites not only offer similar mechanical performance but also provide environmental benefits, such as reduced carbon footprints. According to Morschbacker et al., 2 manufacturing 1 ton of bio-based polyethylene from sugarcane using solar energy has the potential to remove 2.5 tons of carbon dioxide from the atmosphere.
Natural fibers, derived from plants and animals, have garnered significant attention as reinforcement materials in polymer composites. Plant-based fibers, such as hemp, flax, jute, kenaf, and bamboo, as well as animal-based fibers, such as chicken feathers, fishbone, and eggshells, are biodegradable, renewable, and offer low density and high tensile strength. For instance, Stoof and Pickering 3 demonstrated that incorporating 30 wt% harakeke fibers into polypropylene increased the tensile strength by 74% and Young’s modulus by 214%. Such developments highlight the potential of natural fiber-reinforced composites in replacing synthetic materials.
While conventional manufacturing methods, such as injection molding, compression molding, and blow molding, have been the primary means for producing polymer composites, they often face limitations. These traditional methods struggle with manufacturing complex geometries and are constrained by high costs and long production times. Additive manufacturing (AM), commonly referred to as 3D printing, has emerged as an innovative alternative that addresses many of these challenges. AM enables the fabrication of complex, customized geometries, reduces material waste, and allows for rapid prototyping and production. Among AM technologies, Fused Filament Fabrication (FFF), also known as Fused Deposition Modeling (FDM), has shown great promise for producing polymer composites.
The integration of natural fibers into 3D-printable polymer matrices is a rapidly growing area of research, driven by the need for sustainable manufacturing solutions. While studies by Choudhury et al. 4 and Pappu et al. 5 have demonstrated the potential of various natural fillers and fibers in polymer composites, the success of 3D printing natural fiber-reinforced composites depends on several factors, including the bond formation between layers, the fiber-matrix interface, the optimization of printing parameters such as raster angle, build orientation, layer adhesion, and temperature profiles6–9 and in some cases, the impact of environmental factors such as pressure and humidity during vacuum printing. 10 Gao et al. 6 noted that these parameters strongly influence the anisotropic mechanical properties of printed components, which must be carefully managed to ensure consistent performance.
Natural fibers often require surface treatments, such as alkali, silane, and acid hydrolysis, to improve their compatibility with the polymer matrix. These treatments enhance fiber-matrix adhesion, reduce hydrophilicity, and improve the overall mechanical and thermal properties of the composite.8,9,11 For instance, Orue et al. 9 demonstrated that alkali and silane treatments significantly improved the mechanical properties and interfacial bonding of sisal fiber-reinforced PLA composites. Similarly, Tran et al. 11 showed that alkaline and silane treatments on rice husks improved their compatibility with PLA, leading to enhanced composite performance.
While natural fiber-reinforced composites for 3D printing present numerous opportunities, they also face challenges. The hydrophilic nature of natural fibers, for example, can lead to moisture absorption, which impacts their long-term stability and mechanical performance, especially under environmental exposure.12,13 Furthermore, the incorporation of natural fibers can alter the rheological properties of the polymer matrix, potentially leading to printing defects and inconsistent material deposition.3,14 Optimizing fiber content is critical, as excessive fiber loading (typically above 30 wt%) can result in processing difficulties and reduced mechanical properties. 15 Thermal degradation of natural fibers during processing is another concern, as highlighted by Torrado et al. 16 and Awal et al. 7 Proper temperature control and the use of bio-additives are essential to mitigate these issues. Additionally, recycling and life cycle analysis of these materials must be considered to ensure their environmental benefits are realized in practical applications. 17
Despite these challenges, recent advances have demonstrated the potential of natural fiber composites in various applications. For example, Calì et al. 18 successfully utilized hemp-based biocomposites in biomedical applications, such as orthotic devices. Similarly, Balla et al. 19 demonstrated the feasibility of using modified soybean hull fibers in thermoplastic composites for 3D printing, showcasing their potential for sustainable manufacturing. The field of natural fiber-reinforced polymer composites for 3D printing is still evolving, with several critical gaps remaining. For instance, more research is needed to fully understand the interactions between printing parameters, fiber-matrix interfaces, and resulting mechanical properties. Additionally, developing standardized methods for processing and testing these composites is essential for their widespread adoption. The exploration of hybrid composites, combining natural and synthetic fibers, also offers a promising avenue for achieving superior mechanical and thermal properties.20,21
Several comprehensive reviews have extensively examined various aspects of natural fiber-reinforced polymer composites (NFRPCs), highlighting their potential as sustainable alternatives to synthetic materials. Li et al. 22 provided insights into plant-based natural fiber-reinforced composites, covering fiber modification, hybridization, and processing techniques including additive manufacturing, though their focus remained primarily on plant-based fibers. Khalid et al. 23 emphasized the eco-friendly nature and mechanical properties of NFRPCs while addressing challenges related to fiber quality and thermal stability. Similarly, Di Bella et al. 24 discussed the advantages of natural fibers in terms of specific properties and recyclability, while acknowledging issues such as hydrophilicity and property variability.
Manufacturing aspects of NFRPCs have been addressed by Lotfi et al., 25 who focused on conventional manufacturing processes and machinability challenges, and Faruk et al., 26 who provided a comprehensive overview of processing methods and fiber modifications from 2000 to 2013. Product design applications were explored by Azman et al., 27 who reviewed NFRPC product designs across various industries, while Kamarudin et al. 28 examined technological challenges and processing techniques for sustainable industrial applications. Specialized applications have also been reviewed, with Ichim et al. 29 focusing on furniture applications and their specific requirements.
Chemical modification strategies for enhancing fiber-matrix compatibility have been thoroughly reviewed by Li et al., 30 covering various treatment methods including alkali, silane, and acetylation treatments. Prajapati et al. 31 addressed manufacturing routes and mechanical performance challenges, while Islam et al. 32 examined hybrid composites combining natural and synthetic fibers to overcome limitations of pure natural fiber composites. Additionally, Zhao et al. 33 investigated biodegradable plastics reinforced with plant fillers, focusing on modification methods and molding processes.
Despite the extensive research documented in these reviews, a critical gap exists in the literature: there is currently no comprehensive review specifically dedicated to the 3D printing of natural fiber-reinforced polymer composites that encompasses both plant and animal-based fibers. This gap is particularly significant given the growing interest in additive manufacturing for composite materials and the increasing demand for sustainable manufacturing practices. Whilst Balla et al. 34 provided a broad overview of polymer composite processing and introduced major AM technologies, their discussion focused mainly on synthetic and particulate reinforcements. Natural fibers receive only brief mention, and key AM-specific issues such as fiber degradation during extrusion, moisture-driven porosity, nozzle clogging, limited shear mixing, and layer-induced anisotropy were not addressed. Their review also omitted continuous natural fibers, animal-based fibers, resin-based AM approaches, and recent strategies for improving natural-fiber printability.
Since their work concluded that AM of natural fiber composites was still in an early, largely unexplored stage, significant progress made after 2019 now warrants an updated analysis. The present review fills this gap by providing a focused and up-to-date examination of AM processing, printability, property enhancement, and application-oriented design for both plant- and animal-based natural fiber composites.
Thus, this review paper aims to provide a comprehensive analysis of the current state of natural fiber-reinforced polymer composites for 3D printing, focusing on material selection, processing methods, property enhancement techniques, 3D printability and practical applications. By addressing the key challenges and opportunities, this work seeks to make recommendations for future research directions to advance sustainable manufacturing practices and drive the development of novel biocomposites that align with both environmental and industrial goals.
Additive manufacturing techniques and processes
Additive manufacturing (AM) involves a diverse set of processes that enable the fabrication of polymer composites reinforced with natural plant and animal fibers. Each process relies on distinct working principles, material forms, and processing parameters, which in turn influence fiber dispersion, orientation, bonding, and the overall structural performance of the fabricated composites. In the context of fiber-reinforced biocomposites, the choice of AM technique is critical, as it directly determines printability, surface quality, and mechanical properties. The following subsections provide a detailed overview of the major AM processes employed in fabricating natural fiber reinforced polymer composites.
Fused deposition modeling (FDM)/fused filament fabrication (FFF)
FDM, also referred to as FFF, is the most widely used AM technique for fabricating fiber-reinforced composites. The process involves controlled heating and extrusion of thermoplastic filaments through a heated nozzle, depositing material layer-by-layer to build three-dimensional structures. Natural fibers (e.g., flax, hemp, wood flour, cocoa husk, eggshell, silk, keratin) can be incorporated either as short fibers, powders, or microfillers blended into a polymer matrix, or as continuous filaments in hybrid designs. Pre-compounded filaments are often manufactured via twin-screw extrusion before printing.
In FDM processing of NFRPCs, natural fibers are pre-incorporated into thermoplastic matrices during filament production. The composite filament is fed through a heated extruder head (typically 180–260°C depending on matrix material), where it reaches a semi-molten state. The material is then deposited onto a build platform through precise nozzle movement controlled by computer numerical control (CNC) systems. Layer adhesion occurs through thermal bonding as subsequent layers are deposited while the previous layer remains at or near the glass transition temperature of the polymer matrix.
Critical processing parameters include extrusion temperature which must balance the flowability of the polymer and the prevention of fiber degradation, print speed, layer height which may influence nozzle clogging, infill density which may affect mechanical properties and fiber orientation, nozzle diameter which may influence clogging. FDM usually boasts of low cost, design flexibility, widespread accessibility, compatibility with biodegradable polymers such as PLA and PHA. Nonetheless, nozzle clogging due to fiber agglomeration, anisotropic mechanical performance, poor fiber dispersion at higher loadings, and interlayer voids present themselves as limitations. Print orientation, nozzle size, and extrusion temperature significantly influence fiber distribution and mechanical performance.
Stereolithography (SLA)/digital light processing (DLP)
Vat photopolymerization is a technique that makes use of a source of light to cure or harden liquid photopolymer resins. Stereolithography (SLA) and Digital Light Processing (DLP) fall under this technique.
In SLA systems, a UV laser (the light source) selectively cures/hardens photopolymer resin in a layer-by-layer scanning pattern, while DLP systems use digital light projector or micromirror devices to cure/harden entire layers at once. The process occurs in a resin container (vat) where the build platform moves vertically, allowing successive layers to be cured and bonded to previous layers. Due to the fine resolution of SLA/DLP, these methods are particularly suited for micro-structured biocomposites or biomedical scaffolds.
Critical factors for consideration during SLA/DLP processing include the viscosity of the resin, UV penetration as a result of fiber content that may prevent transmission of light, cure depth which may be as a result of fiber loading that impacts the kinetics and layer adhesion. SLA and DLP provide high resolution, smooth surface finish, and the ability to fabricate intricate geometries. Nonetheless, limited resin compatibility with natural fibers, light scattering and absorption by fibers affecting curing depth, and potential sedimentation of fillers in the resin vat. Surface treatment of fibers and viscosity control are critical to maintain uniform dispersion.
Selective laser sintering (SLS)
Selective Laser Sintering (SLS) uses a high-power laser to sinter powdered material on a build platform creating solid three-dimensional objects. In SLS processing, a thin layer of powder mixture is spread across the build platform. A high-powered laser selectively scans the powder bed according to the cross-sectional geometry of the part to be manufactured and fuses them. The process is repeated layer-by-layer with new powder deposited after each layer with unsintered powder providing natural support for overhanging features.
Key parameters for SLS include laser power and scan speed, layer thickness, bed temperature. SLS requires no support structures for the manufacturing part, it could fabricate complex geometries and has high material utilization efficiency. Thermal degradation of natural fibers under high-energy laser exposure could be a huge challenge. Optimization of laser power and scan speed is crucial to prevent fiber burning. Post-processing is required for surface improvement.
Direct ink writing (DIW)/robocasting
Direct Ink Writing (DIW), otherwise known as robocasting, is an additive manufacturing technique that processes viscoelastic inks or pastes through precise nozzle deposition. DIW utilizes pneumatic or mechanical extrusion to deposit shear-thinning inks through fine nozzles. The ink exhibits pseudoplastic behavior, flowing under applied shear stress during extrusion but maintaining shape stability once deposited. Layer adhesion occurs through interdiffusion and, in many cases, subsequent curing or drying processes. DIW enables direct printing of hydrogels, biopolymers, or polymer slurries loaded with natural fibers, cellulose nanocrystals, silk fibroin, keratin, and chitin.
Critical parameters for DIW include extrusion pressure which must be controlled to maintain consistent flow rate despite varying ink viscosity, print speed, nozzle temperature, layer height, drying/curing conditions. DIW is compatible with aqueous and solvent-based suspensions, it has high material versatility, and it is suitable for biomaterials and functional composites. Nonetheless, rheological control is critical for printability, fiber sedimentation and nozzle clogging could be a concern. Post-processing, such as drying or curing, is often required to ensure structural integrity.
Continuous fabrication (CFF)
Like FDM, Filament Fabrication (CFF) is an extrusion-based AM process that enables the incorporation of continuous reinforcement fibers rather than the short, chopped fibers used in conventional FDM into polymer matrix. The direct incorporation of continuous fibers into the polymer matrix occurs during printing.
CFF systems utilize a dual-extrusion approach where a thermoplastic matrix material is extruded through a primary nozzle while continuous reinforcement fibers are simultaneously fed through a secondary nozzle or integrated feeding system. The continuous fibers are impregnated with molten matrix material and laid down in predetermined patterns to optimize mechanical properties based on loading requirements.
Processing parameters include fiber tension control which prevents breakage while ensuring proper fiber placement and matrix impregnation, Processing temperatures which must balance matrix flow characteristics with natural fiber thermal stability, Fiber volume fraction. Albeit, typically CFF enables high fiber volume fractions while maintaining processability, significantly higher than chopped fiber systems. CFF is notable for superior mechanical reinforcement through continuous fiber alignment leading to maximum utilization of natural fiber strength and stiffness, fiber placement can be tailored for structural optimization, and it has the ability to mimic laminated composite structures. On the other hand, continuous fibers may limit design complexity and require support structures for certain geometries.
Comparison of additive manufacturing techniques for natural plant and animal fiber-reinforced polymer composites.
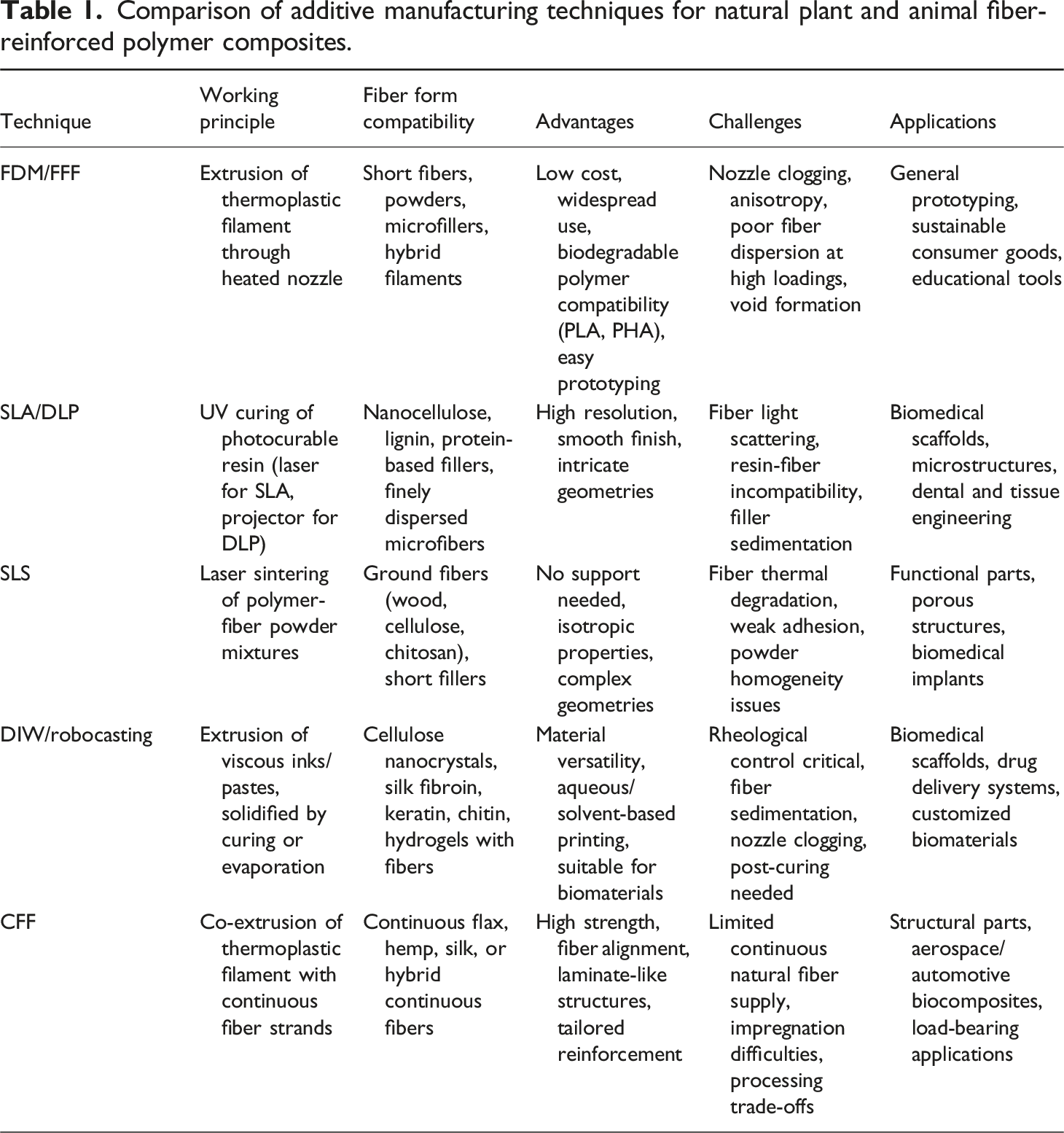
For applications requiring high precision and intricate geometries—such as biomedical scaffolds or dental implants—photopolymerization-based methods (SLA/DLP) offer excellent resolution and surface finish. Their main drawback is resin-fiber compatibility, as natural fibers tend to scatter light, hinder polymerization, and settle within the vat. On the other hand, Selective Laser Sintering (SLS) eliminates the need for support structures and enables isotropic performance, but high-energy laser exposure can thermally degrade natural fibers. Process optimization, including reduced laser intensity and fiber surface treatment, is necessary to overcome these issues.
Direct Ink Writing (DIW) emerges as a versatile platform for fabricating fiber-reinforced composites in bio-inks, hydrogels, and slurries, offering the flexibility to incorporate a wide variety of natural fillers such as cellulose nanocrystals, silk fibroin, and keratin. This makes it particularly relevant for biomedical and soft-material applications. However, achieving the proper rheological balance to prevent nozzle clogging while ensuring print fidelity remains a significant challenge. Ultimately, the choice of AM process must balance printability, fiber dispersion, and end-use requirements, with structural applications favoring extrusion-based techniques (FDM/CFF), functional biomedical products leaning toward SLA/DLP and DIW, and multipurpose prototyping benefiting from the geometric freedom of SLS.
Plant based fiber reinforced polymer composites
In many cases, plant-based fibers can be classified according to their origin (where or which part of the plant they are derived/extracted from) and perhaps their chemical composition (cellulose or hemicellulose). Most of the known and studied plant fibers usually overlap in these two classifications. For the purpose of this study, plant fibers used in plant-based polymer composite will be solely classified based on their origin. These include Bast (Stem) Fibers, Leaf Fibers, Seed/Fruit Fibers, Grass Fibers and Wood Fibers.
Bast fibers
Plant-based fibers have garnered significant attention as reinforcements for polymer composites due to their abundance, renewability, biodegradability, and excellent mechanical properties. Among the various types of natural fibers, bast fibers—derived from the stem of plants—stand out for their high tensile strength, low density, and compatibility with biodegradable polymers. This section provides a comprehensive overview of the use of bast fibers in 3D printing of polymer composites, focusing on material selection, processing methods, property enhancement techniques, surface treatments, 3D printability, and testing and characterization. The practical applications of these composites are also discussed, along with their potential to advance sustainable manufacturing practices.
Bast fibers, such as flax, hemp, jute, kenaf, and ramie, are particularly appealing as reinforcements for 3D-printed polymer composites due to their high cellulose content, which imparts strength and stiffness to the fibers. Compared to seed, fruit, or leaf fibers, bast fibers exhibit superior mechanical properties, such as tensile strength and Young’s modulus, making them suitable for load-bearing applications. Additionally, bast fibers are derived from readily available plants like flax and hemp, and their production often involves low environmental impact when compared to synthetic fibers. Furthermore, their natural compatibility with biodegradable polymers such as polylactic acid (PLA) aligns with the goals of reducing plastic waste and promoting sustainable manufacturing practices.35–44
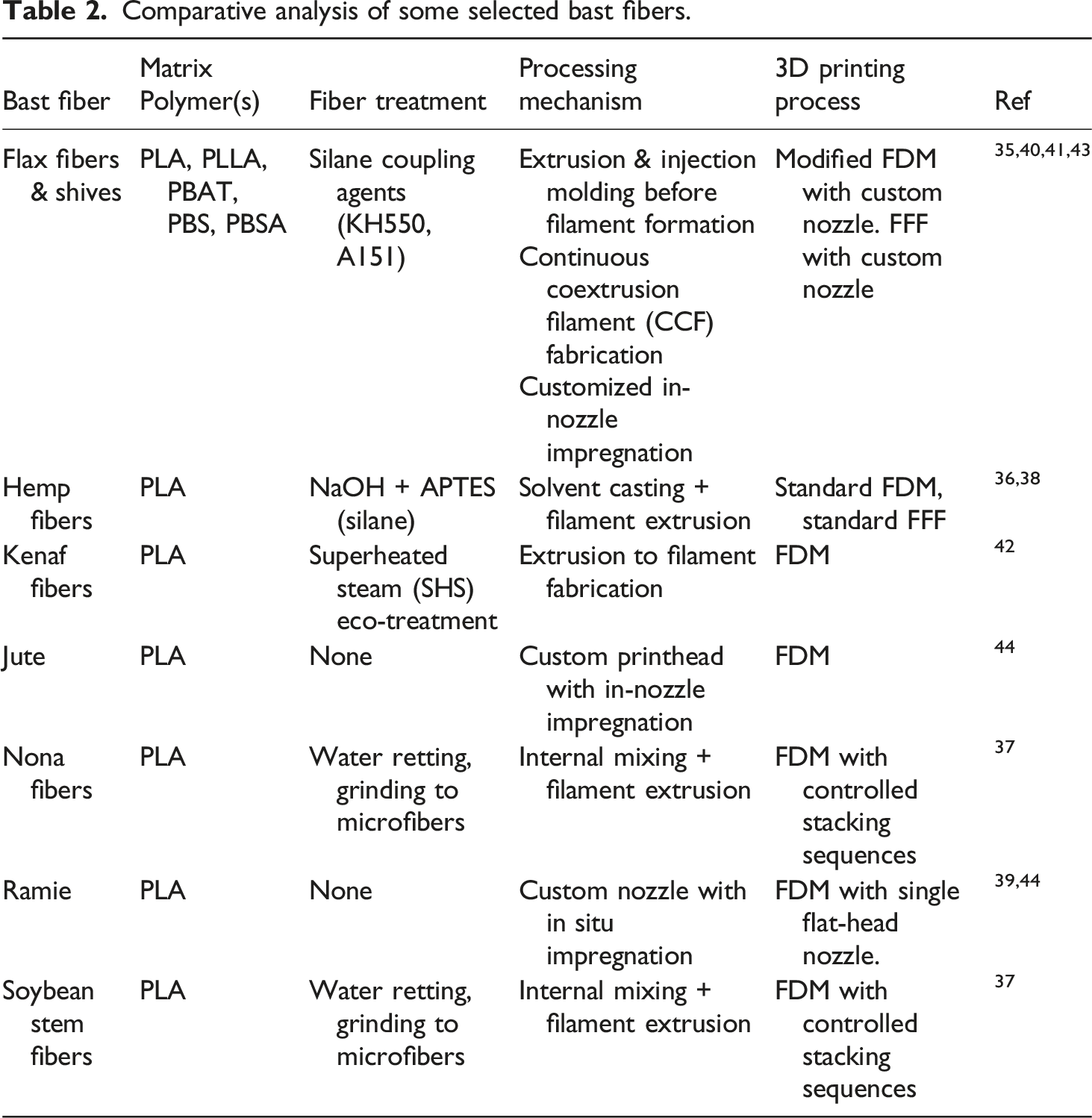
Comparative analysis of some selected bast fibers.
Material selection
Various bast fibers, including flax, hemp, jute, kenaf, ramie, and soybean stems, have been employed in 3D printing applications due to their high tensile strength, stiffness, and biodegradability. Flax fibers exhibit mechanical properties comparable to synthetic fibers like glass fibers in certain applications, while hemp fibers demonstrate excellent tensile strength and durability. Additionally, agricultural waste, such as soybean and Morinda citrifolia (nona) stems, has been explored as a sustainable bast fiber source.35–39 The choice of the polymer matrix is equally crucial, influencing fiber-matrix adhesion, mechanical performance, and 3D printability. Polylactic acid (PLA) is the most used matrix material due to its biodegradability, natural fiber compatibility, and suitability for fused deposition modeling (FDM), while other biodegradable matrices like polybutylene succinate (PBS), polybutylene adipate terephthalate (PBAT), and their blends have been investigated to enhance mechanical properties and flexibility.40–43
Processing methods
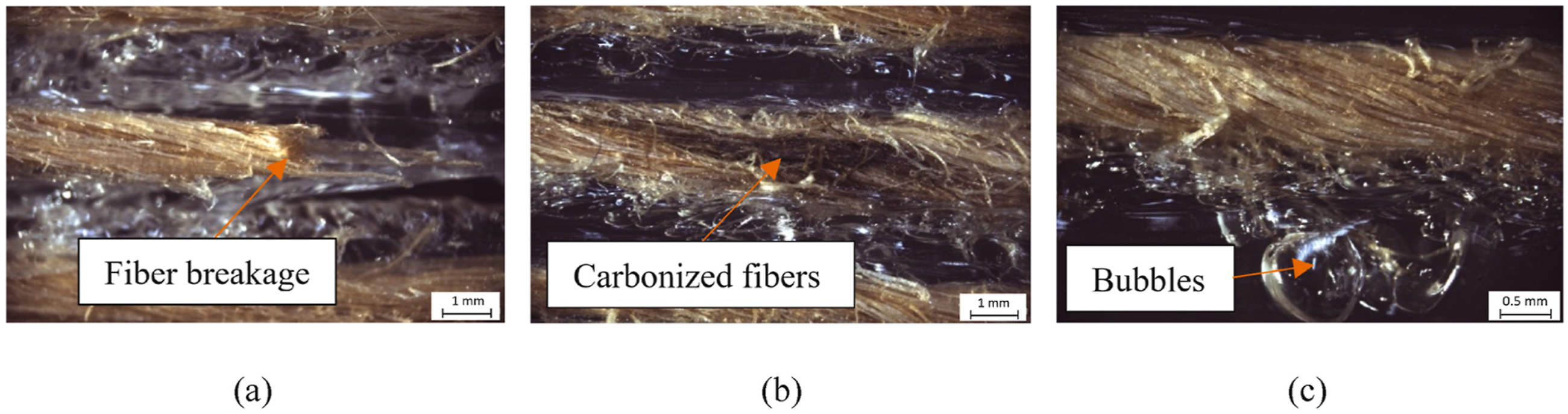
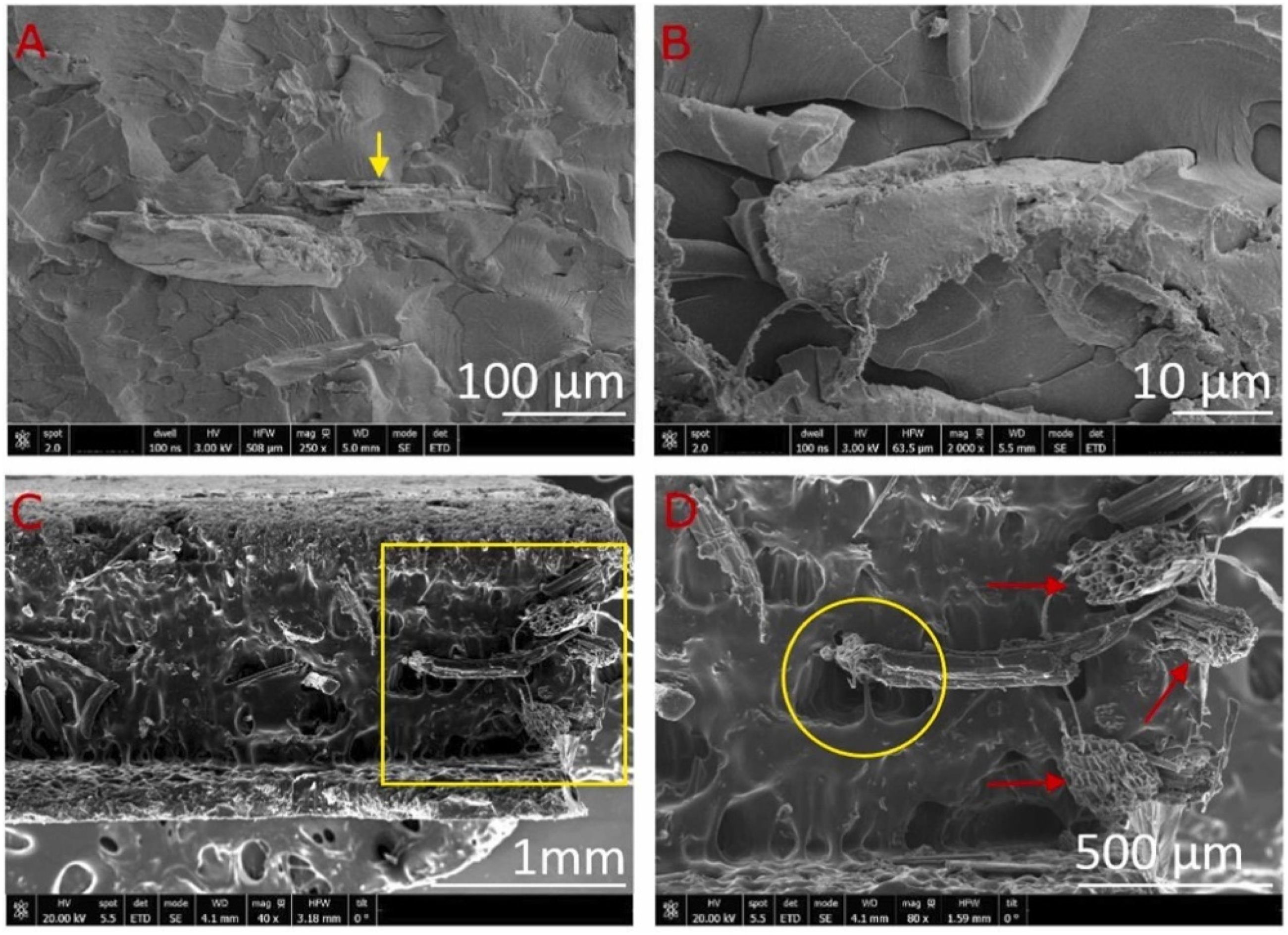
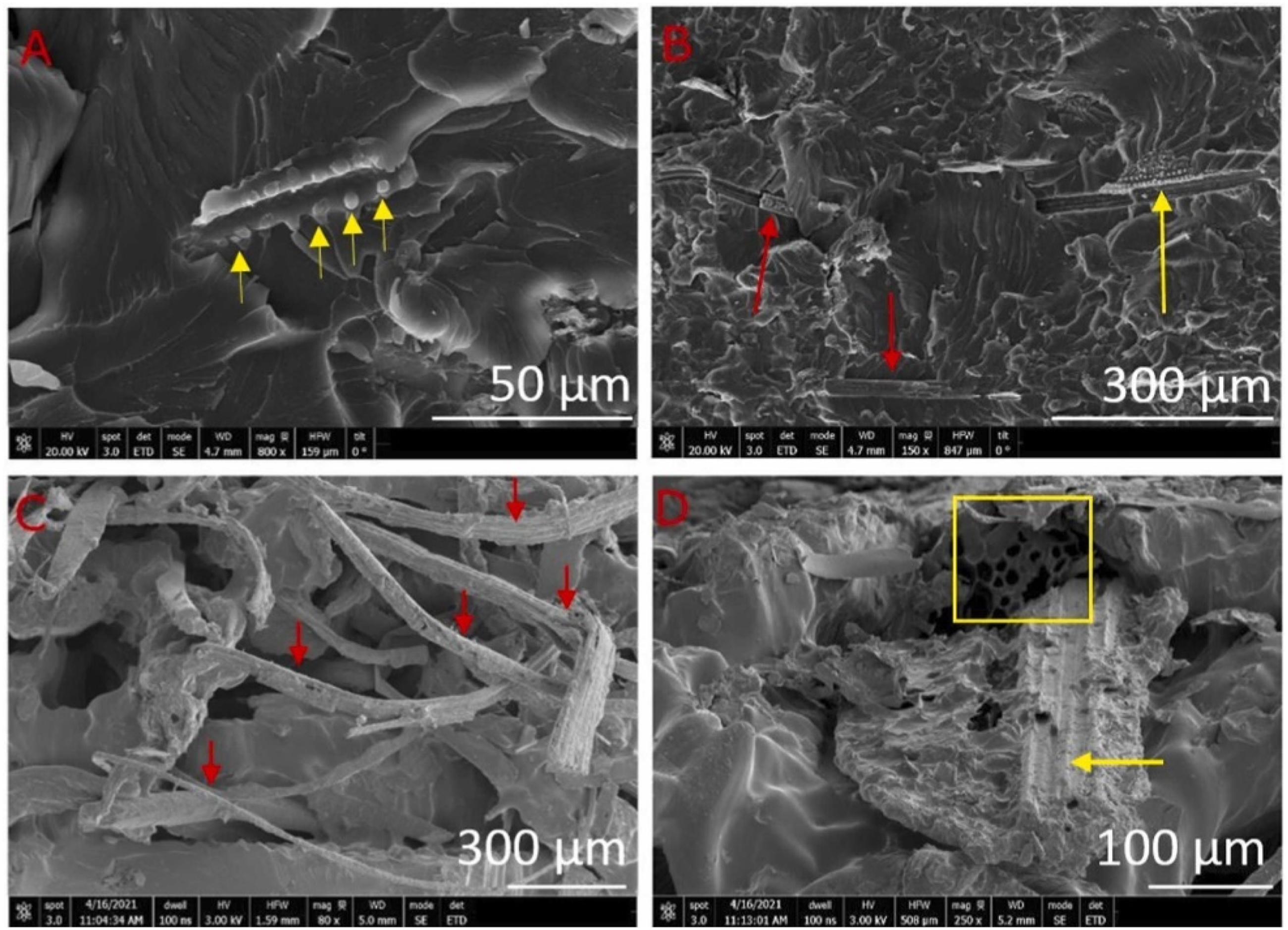
The fabrication of composite filaments involves combining bast fibers with a polymer matrix through extrusion, with methods like coextrusion ensuring uniform fiber distribution and consistent filament diameters. For instance, flax/PLA filaments with continuous fibers have been produced using coating continuous fiber (CCF) coextrusion, achieving diameters of ∼400 μm, However, challenges such as fiber misalignment, inconsistent distribution, higher temperature, porosity and friction on the nozzle of the printer can lead to defects like voids or filament breakage, negatively impacting 3D printability and mechanical performance.35,38,43 Figure 1 shows an example of fiber breakage due to friction on the nozzle of the printer as a result of high speed, partially burned fibers (carbonized) due to excessive or high temperature (heat) and air bubbles which eventually leads to porosity. FDM remains the most widely used technique for 3D printing bast fiber composites, with customized print heads and in-nozzle impregnation systems developed to enhance fiber-matrix impregnation and alignment.35,44 For example, a custom nozzle has been employed to simultaneously feed continuous flax fibers and PLA, improving interfacial bonding and reducing porosity.
35
Optimized printing parameters, including nozzle temperature, layer thickness, and print speed, are critical for minimizing defects and ensuring consistent print quality.35,39,40,44 Nonetheless, challenges such as clogging, fiber breakage due to friction, and poor fiber impregnation persist, particularly for large-diameter fiber or high fiber volume fractions.38,44 Images of some challenges encountered during 3D printing of fibers.
44
Property enhancement techniques
Surface treatments are commonly employed to enhance the interfacial bonding between bast fibers and the polymer matrix, with methods such as silane coupling agents, alkali (NaOH) treatment, and superheated steam (SHS) treatment demonstrating significant improvements. Silane treatments using agents like KH550 (amino-functional coupling agent) and APTES - (3-Aminopropyl) triethoxysilane chemically modify the fiber surface, enhance fiber-matrix adhesion improving mechanical properties such as tensile strength and fracture toughness by facilitating better stress transfer.36,40 Alkali treatment removes impurities and increases surface roughness, leading to improved bonding, as seen in NaOH-treated hemp fibers, which exhibited higher tensile modulus and reduced porosity compared to untreated fibers as shown in Figure 2.
36
SHS treatment, an eco-friendly technique, has been applied to kenaf fibers to enhance water resistance and compatibility with PLA, reducing water absorption and improving mechanical properties for better 3D printability.
42
Additionally, fiber architecture and distribution significantly influence mechanical performance, with twisted flax yarns enhancing longitudinal properties by creating fiber-rich regions, albeit with some localized porosities.
35
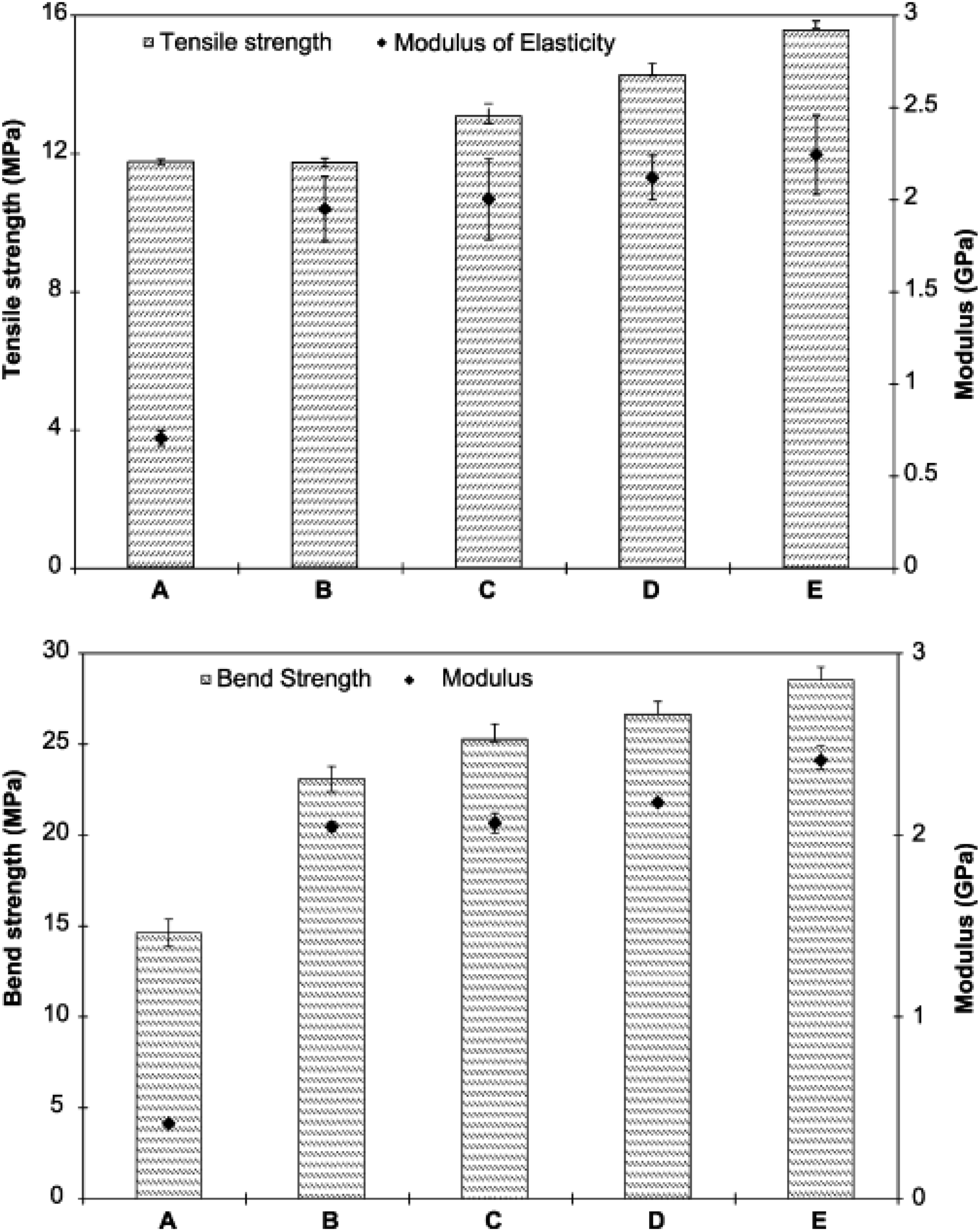
Controlling fiber volume fractions, typically in the range of 25–35% and ensuring uniform distribution within the matrix are essential for achieving consistent mechanical properties in 3D-printed composites.35,40,44 Surface treatment effect on mechanical properties estimated average ultimate strength and modulus adapted from Ref. 36.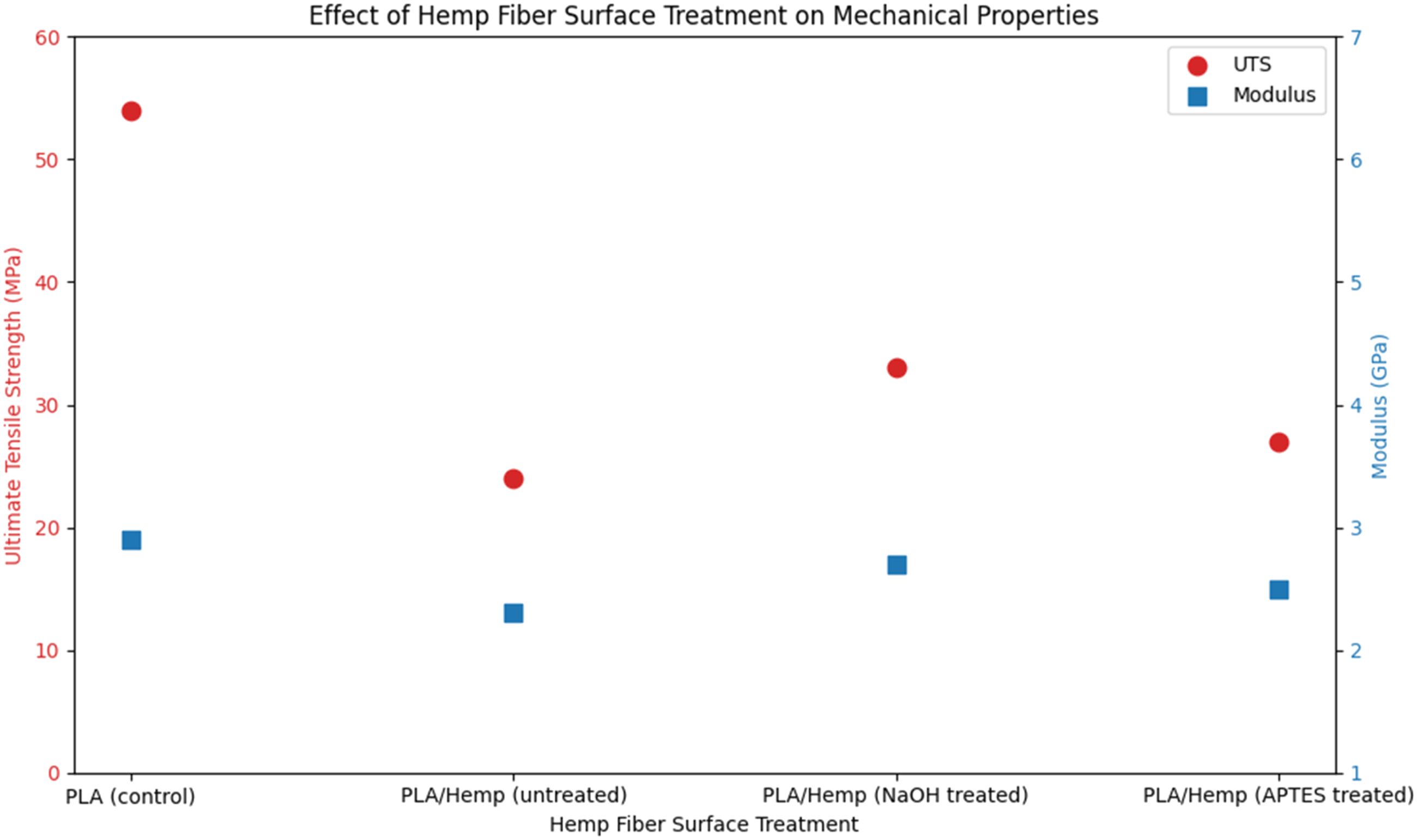
3D printability, testing and application
The 3D printability of bast fiber composites is influenced by filament quality, fiber impregnation, and processing parameters, with key challenges including porosity, fiber misalignment, and anisotropic mechanical properties. High porosity levels can reduce tensile strength and modulus as shown in Figure 2. The ultimate tensile strength can be seen to have significantly reduced for PLA with untreated hemp fiber, PLA with NaOH treated hemp fiber and PLA with APTES treated hemp fiber. Although hemp fibers possess higher intrinsic stiffness and tensile strength than PLA, printed PLA–hemp composites in this case exhibit reduced mechanical performance compared to neat PLA. The reductions are primarily attributed to microstructural features introduced during filament compounding and printing, including increased porosity, incomplete fiber impregnation, inadequate interfacial bonding, and fiber misalignment. Even when chemical treatments improve surface functionality, these processing-related defects can dominate mechanical behavior and limit the effective contribution of the fibers. As a result, the printed composites in this study demonstrate that reinforcement effectiveness depends strongly on printing quality and matrix fiber interaction, and not solely on the inherent properties of the fibers themselves. Here the addition of hemp as a reinforcement can be said to be ineffective until these other impeding factors are carefully eradicated. Ensuring uniform fiber alignment is crucial for consistent mechanical properties, and continuous fiber printing systems have been developed to address this issue.
39
Additionally, anisotropy remains a concern, as print orientation significantly impacts tensile strength and elongation at break.
38
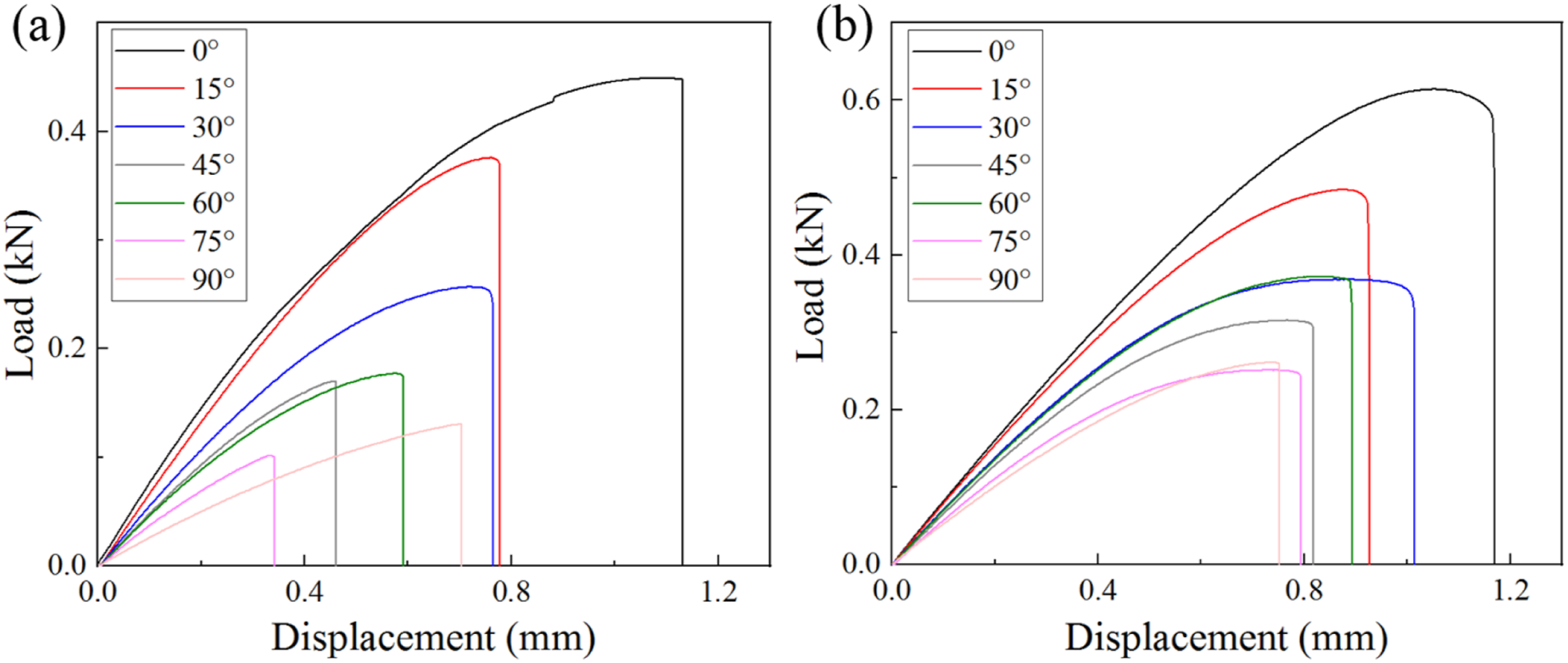
Wang et al studied the anisotropic mechanical behavior in 3D-printed polymer biocomposites filled with waste vegetal fibers. Their results shown in Figure 3 indicate that the print orientation significantly affected the mechanical behavior of short, pruned fiber-filled composites and short weed vegetal fiber-filled composites. In these results, specimens printed in the 0° (horizontal) direction showed the largest load and elongation. Mechanical behavior for different print orientation of short (a) pruned and (b) weed vegetal fiber-filled composites.
38
Mechanical testing has demonstrated the strong performance of bast fiber composites, with continuous flax/PLA composites achieving tensile strengths comparable to synthetic glass fiber composites at optimized fiber volume fractions (∼30%), 35 and surface-treated flax composites exhibiting enhanced impact strength and fracture toughness. 40 The combination of mechanical performance, biodegradability, and 3D printability make these composites suitable for various applications, including lightweight structural components such as truss elements and load-bearing parts,35,39 biocompatible medical instruments, 40 sustainable automotive interior components,36,44 and flexible, shape-morphing devices leveraging the hydroelastic properties of PBAT-based composites. 43
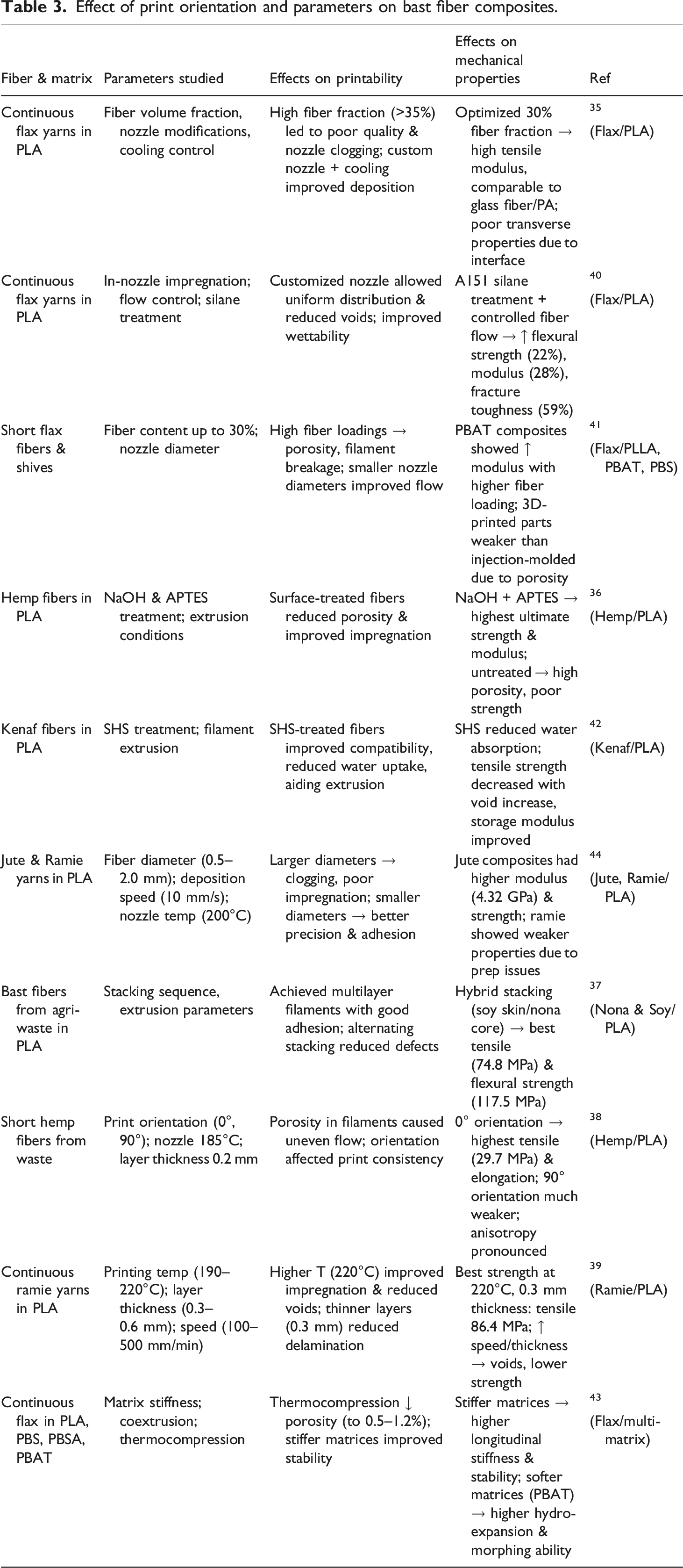
Effect of print orientation and parameters on bast fiber composites.
Grass and leaf fiber
Among the various categories of plant-based fibers, grass and leaf fibers offer unique advantages due to their distinct properties, availability, and sustainability. Grass and leaf fibers are derived from renewable, abundant, and biodegradable sources, making them attractive for sustainable material development. Their high cellulose content provides the mechanical strength needed for reinforcing polymers, while their natural availability supports eco-friendly manufacturing practices. Grass fibers such as napier, corn husk and kusha grass, 45 as well as biomass waste like rice straw and wheat straw, 46 are particularly notable for their lignocellulosic structure, which enhances their compatibility with polymer matrices. Nonetheless, their hydrophilicity can equally be detrimental to matrix adhesion unless otherwise treated as noted by Hrithik Kumar et al. 45 Similarly, leaf fibers such as sisal, banana, and pineapple leaf fibers are valued for their high tensile strength, lightweight nature, and ability to improve the mechanical and thermal properties of composites.5,44,47 The use of grass and leaf fibers aligns with the growing emphasis on sustainability in additive manufacturing. These fibers not only reduce reliance on synthetic materials but also contribute to the utilization of agricultural waste, addressing environmental concerns such as waste management. Additionally, their potential to replace synthetic fibers like glass fibers in structural and lightweight applications positions them as a key focus area for developing biocomposites for 3D printing.45,47
Material selection
The material selection process for 3D printing polymer composites reinforced with grass and leaf fibers involves identifying suitable fibers and compatible polymer matrices, with PLA being the most commonly used due to its biodegradability, ease of processing, and compatibility with natural fibers. Grass fibers such as rice and wheat straw, which are agricultural by-products, have shown significant potential as reinforcements and are typically processed into fine particles (<250, <125 µm or <45 µm) to enhance dispersion and compatibility with stereolithography (SLA) printing.
46
Additionally, grass fibers including napier, corn husk, kusha, elephant, broom, and snake grass fibers known for their high tensile and flexural properties, undergo water retting and alkali treatments to improve quality and interfacial bonding with the polymer matrix.
45
Among leaf fibers, sisal is widely utilized due to its high mechanical strength and availability, contributing to substantial improvements in tensile strength and recyclability in PLA composites.17,21 Banana fibers, derived from banana pseudo-stems, are lightweight and biodegradable, effectively enhancing the mechanical properties of PLA and epoxy composites, though their flat structure poses challenges in dispersion.5,48 Pineapple leaf fibers, with a high cellulose content of up to 82%, exhibit superior mechanical properties and cost-effectiveness, making them ideal reinforcements for polypropylene and thermoplastic matrices.
47
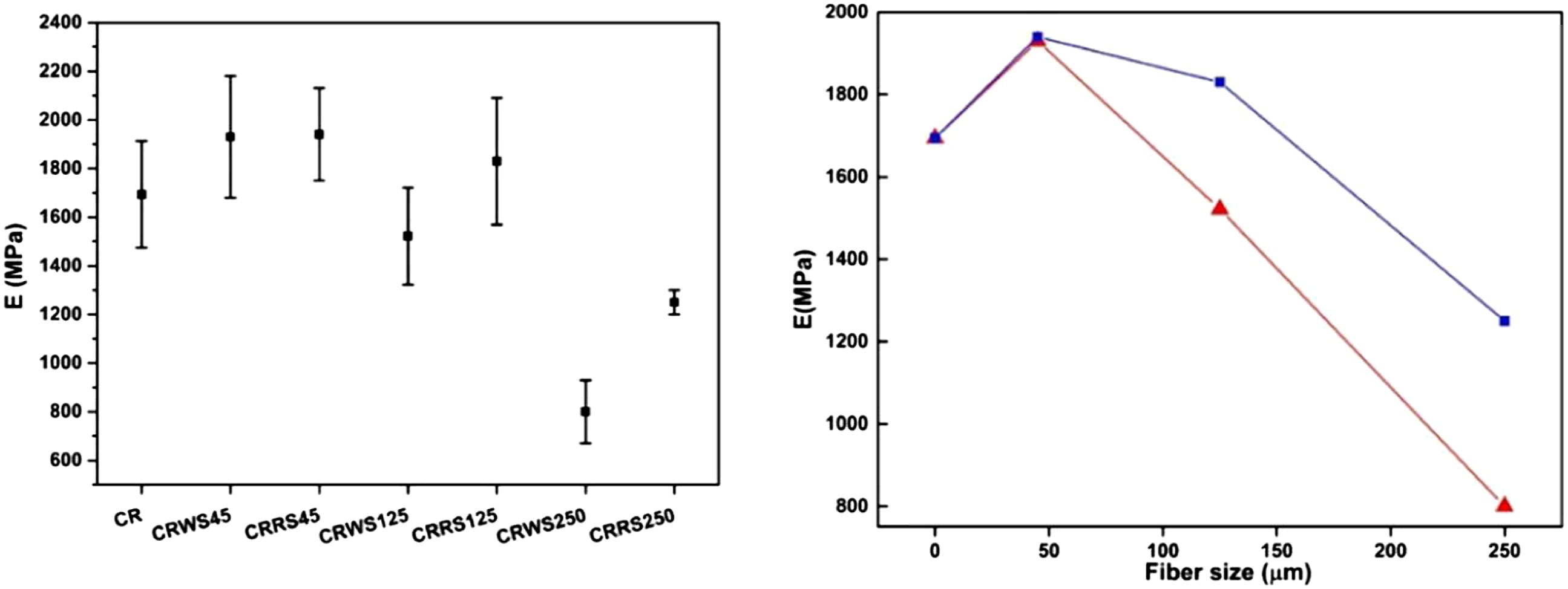
The chemical composition of these fibers, including cellulose, hemicellulose, and lignin, plays a crucial role in determining their reinforcement potential, while factors such as fiber size, volume fraction, and surface treatments significantly influence composite performance. Figure 4 shows the influence of fiber size on the mechanical behavior (Young Modulus) of 3D printed wheat and rice straw fiber reinforced composites. As defined by the authors,
46
CR = clean resin, CRWS = clean resin wheat straw, CRRS = clean resin rice straw. The numbers 45, 125 and 250 are the size of the fiber in microns. Also, the red line represents wheat straw and blue line represents rice straw. In these results, it is evident that as fiber size increased beyond 45 micrometers, the Young Modulus decreased. This was true for both wheat and rice straw although the intensity of decrease was different. This observation was partly attributed to the increase in agglomeration, defects (voids) that come with increasing fiber size. The results reported by the authors demonstrate that the mechanical response of straw (wheat and rice)-reinforced photocurable resins is closely tied to particle aspect ratio. When the straw was ground more finely (<45 µm), the effective aspect ratio and load-transfer length decreased, yielding lower tensile modulus. Coarser straw fractions (<125 µm and <250 µm) exhibited higher aspect ratios (≈12.5:1–25:1) and improved stiffness, consistent with known facts for short-fiber composites. All samples contained 5 wt % straw and were printed under the same SLA conditions, indicating that the variation in modulus originates primarily from the aspect ratio effect rather than differences in fiber content or orientation. Effect of straw particle size on the tensile modulus of photocurable resin composites produced by SLA. “Fiber size” refers to the average particle diameter of milled wheat and rice straw fractions (<45 µm, <125 µm, <250 µm), corresponding to aspect ratios of approximately 4.5:1, 12.5:1, and 25:1, respectively. All composites were prepared with 5 wt % straw (≈50 vol %) and randomly oriented fibers under identical SLA and post-curing conditions. The increasing modulus with larger particle size reflects enhanced stress transfer efficiency due to higher aspect ratio.
46
Processing method
The fabrication of grass and leaf fiber-reinforced composites for 3D printing involves fiber extraction, treatment, and composite preparation, with processing methods designed to ensure uniform fiber dispersion and compatibility with additive manufacturing techniques. Grass fibers are typically extracted using water retting and alkali treatments, which remove impurities such as lignin and hemicellulose, 45 while leaf fibers undergo both manual and machine-based extraction, with machine-based methods yielding higher-quality fibers.5,47 Composite preparation involves mixing fibers with the polymer matrix through extrusion, ultrasonic dispersion, or manual blending, as seen in SLA printing, where rice and wheat straw fibers are ultrasonically dispersed in a photocurable resin before being printed with a 405 nm laser. 46 For 3D printing, modified fused deposition modeling (FDM) printers have been used for continuous fiber reinforcement, as demonstrated in the printing of sisal-reinforced PLA composites, 44 while SLA printing is particularly suitable for smaller fiber sizes (<45 µm), which improve surface finish and mechanical properties. 46
Property enhancement techniques
Enhancing the mechanical and thermal properties of grass and leaf fiber composites is essential for their performance in 3D printing applications, with key techniques including fiber surface treatment, hybridization, and optimization of fiber content. Alkali treatment is widely used to improve interfacial bonding by removing impurities and increasing fiber roughness, as seen in banana fibers treated with 5 wt% NaOH, which exhibited significant improvements in tensile and yield strength,
48
and in Indian grass fiber treated with 10 wt% alkali solution,
49
while silane treatments enhance fiber-matrix adhesion by forming chemical bonds at the interface
9
. Figure 5 shows the microscopic images by Liu et al
49
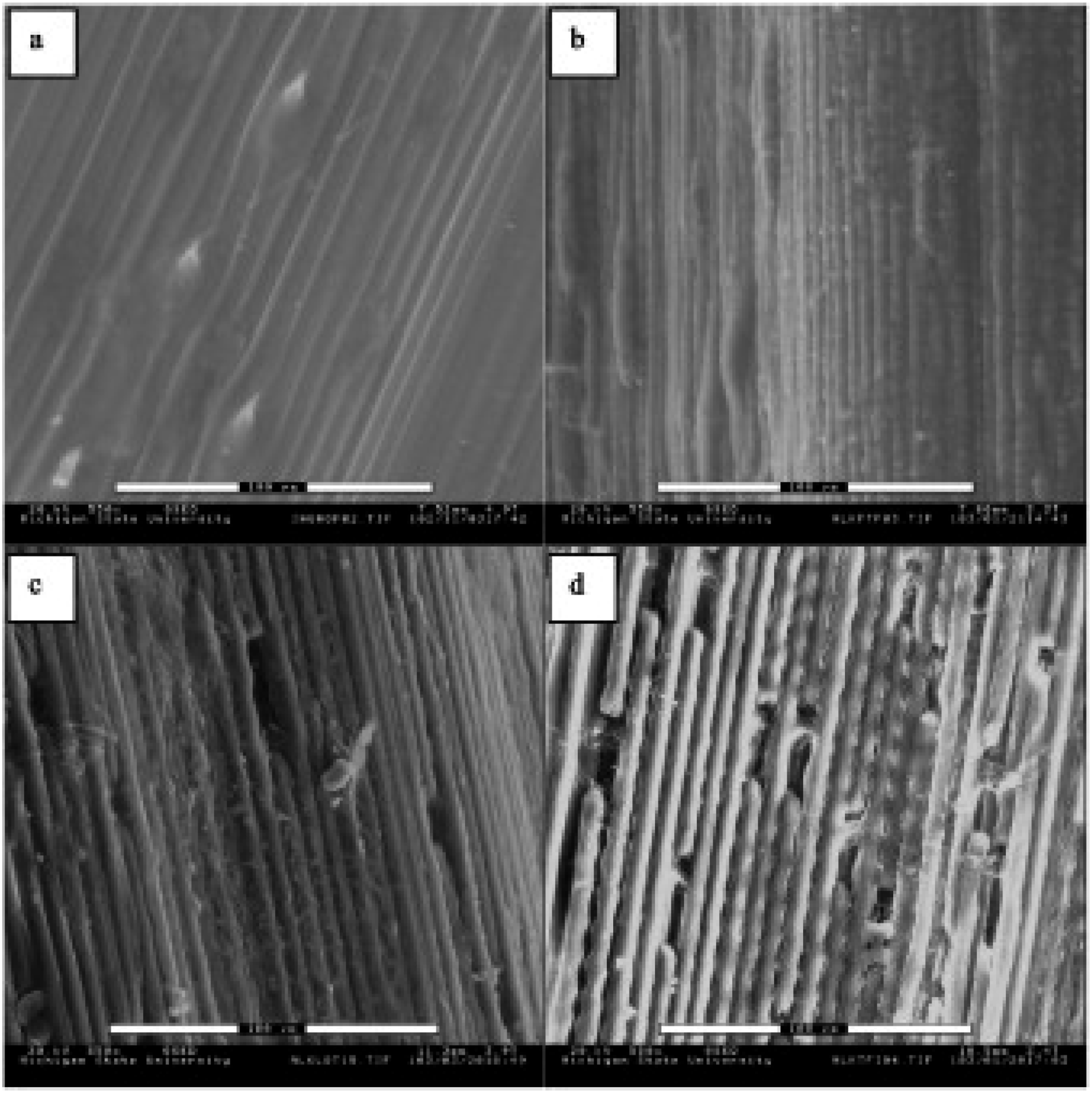
of grass fibers after different alkali treatments and duration (b, c, d) from the original state (Figure 5(a) - before treatment). It can be observed that whilst the original state seems to reveal that individual grass fibers are interconnected by inter-fibrillar material (hemicellulose and lignin), as the alkali treatment progressed, these interconnections began to decrease. The most significant changes occurred with a 10% alkali solution treatment for 4 hours with increased surface roughness. As reported by the authors, the alkali treatment caused the removal of hemicellulose and lignin increasing the exposure of cellulose-rich microfibrils and raises the relative oxygen-to-carbon ratio on the fiber surface, which corresponds to a higher density of accessible hydroxyl groups. This modification enhanced fiber–matrix compatibility in soy-based bioplastics by promoting hydrogen bonding and enabling esterification reactions between the hydroxyl or carboxyl functionalities of the matrix and the treated fiber surface. The treatment also reduces the inter-fibrillar cementing material, allowing the macro-fibers to separate into finer individual fibrils with higher aspect ratio and improved dispersion during compounding. These effects collectively increased effective load transfer, decrease fiber-induced stress concentrations, and produced the tensile and flexural property improvements illustrated in Figure 6. Conversely, untreated fibers which still contain substantial lignin and hemicellulose retain lower polarity and exhibit poor adhesion, minimal matrix wetting, and pronounced fiber pull-out in the fractured specimens. Therefore, the enhancements shown arise not only from increased surface roughness but also from the combined chemical, morphological, and interfacial transformations that enlarge the contact area and strengthen the physico-chemical bonding between the treated fibers and the polymer matrix. ESEM micrographs (550×) of grass fibers with scale bar of 100 μm of raw and alkali treated Indian grass fibers for (a) raw fiber, (b) grass fiber treated with 5% alkali solution for 2 h, (c) grass fiber treated with 10% alkali solution for 2 h and (d) grass fiber treated with 10% alkali solution for 4 h.
49
Tensile and flexural properties of grass fiber reinforced soy based biocomposites of (a) Soy plastic and (b) Raw fiber reinforced soy plastic composites, (c) 5% alkali solution treated 2 h fiber reinforced composites, (d) 10% alkali solution treated 2 h fiber reinforced composites and (e) 10% alkali solution treated 4 h fiber reinforced composites.
49
Hybridization, which involves combining different fibers such as banana and flax or incorporating synthetic fibers like glass fiber, enhances mechanical performance by leveraging the complementary strengths of the fibers, leading to improved tensile, flexural, and impact properties. 21 Additionally, optimizing fiber content is crucial, with the ideal fiber volume fraction for Grass and Leaf fibers typically ranging from 5% to 25% by weight, as demonstrated by 5% banana powder in PLA, which provided the best combination of mechanical and absorption properties. 50
3D printability, testing and application
Tensile test result for 3D printed biocomposites. 44
Wheat straw photocurable composite. CRWS125 µm (a), CRWS45 µm (b) y CRWS250 µm (c and d). 46
Rice straw photocurable composite. CRRS45 µm (a), CRRS125 µm (b), CRRS250 µm (c and d). 46
Seed and fruit fiber
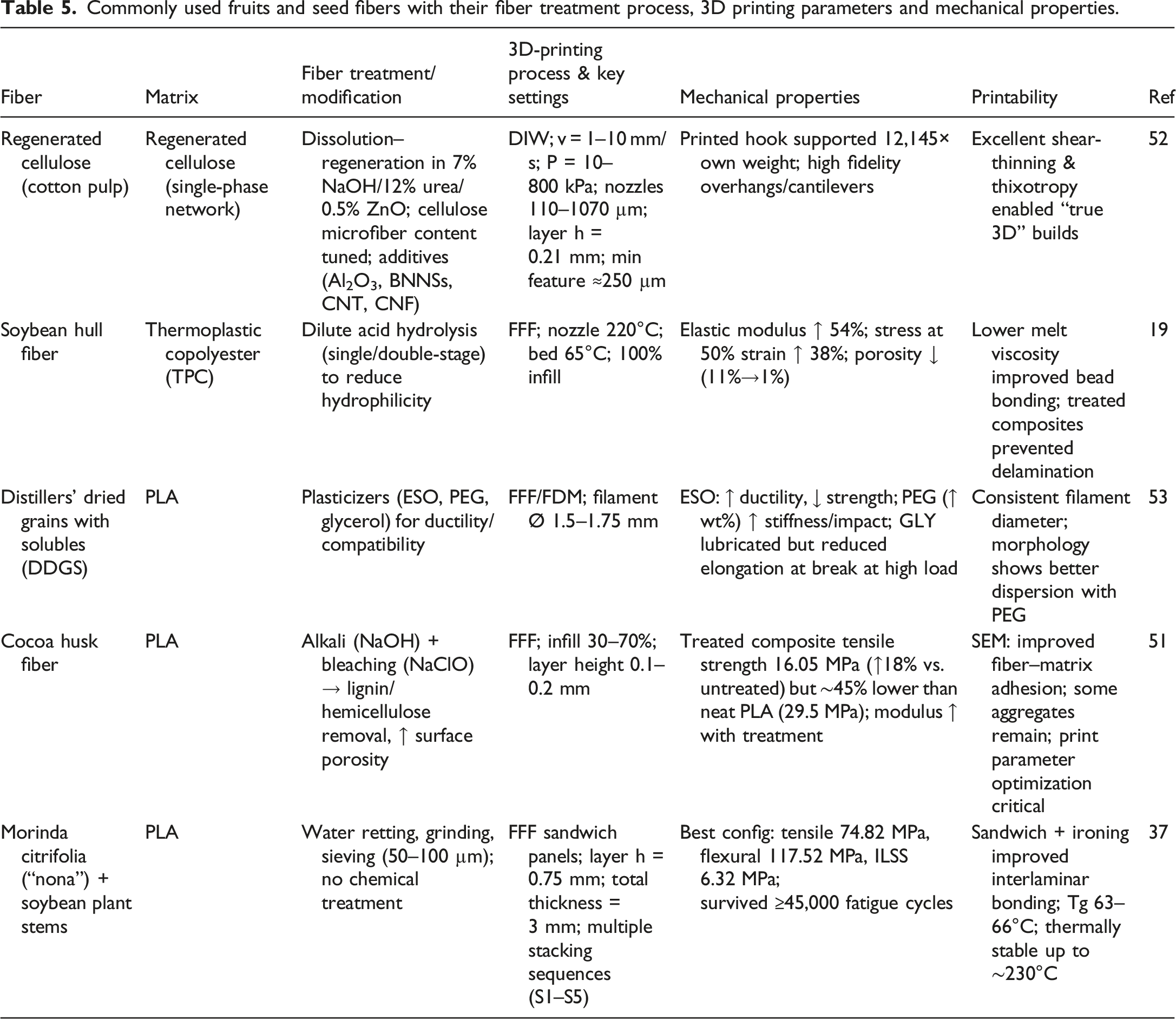
Commonly used fruits and seed fibers with their fiber treatment process, 3D printing parameters and mechanical properties.
3D printability
The 3D printability of fiber-reinforced polymer composites is usually evaluated based on the filament quality, layer adhesion, and mechanical performance. Consistent filament diameters (1.5–1.75 mm) ensure smooth extrusion during FDM/FFF printing.51,53 Composites with treated fibers and optimized printing parameters saw improvement in layer adhesion which resulted in better mechanical performance and reduced porosity.19,53 Treated cocoa husk fiber composites showed an 18% improvement in tensile strength compared to untreated fibers but a 45% reduction compared to pure PLA.
51
Soybean hull fiber composites exhibited up to a 54% increase in elastic modulus and a 38% increase in stress at 50% strain due to chemical treatments.
19
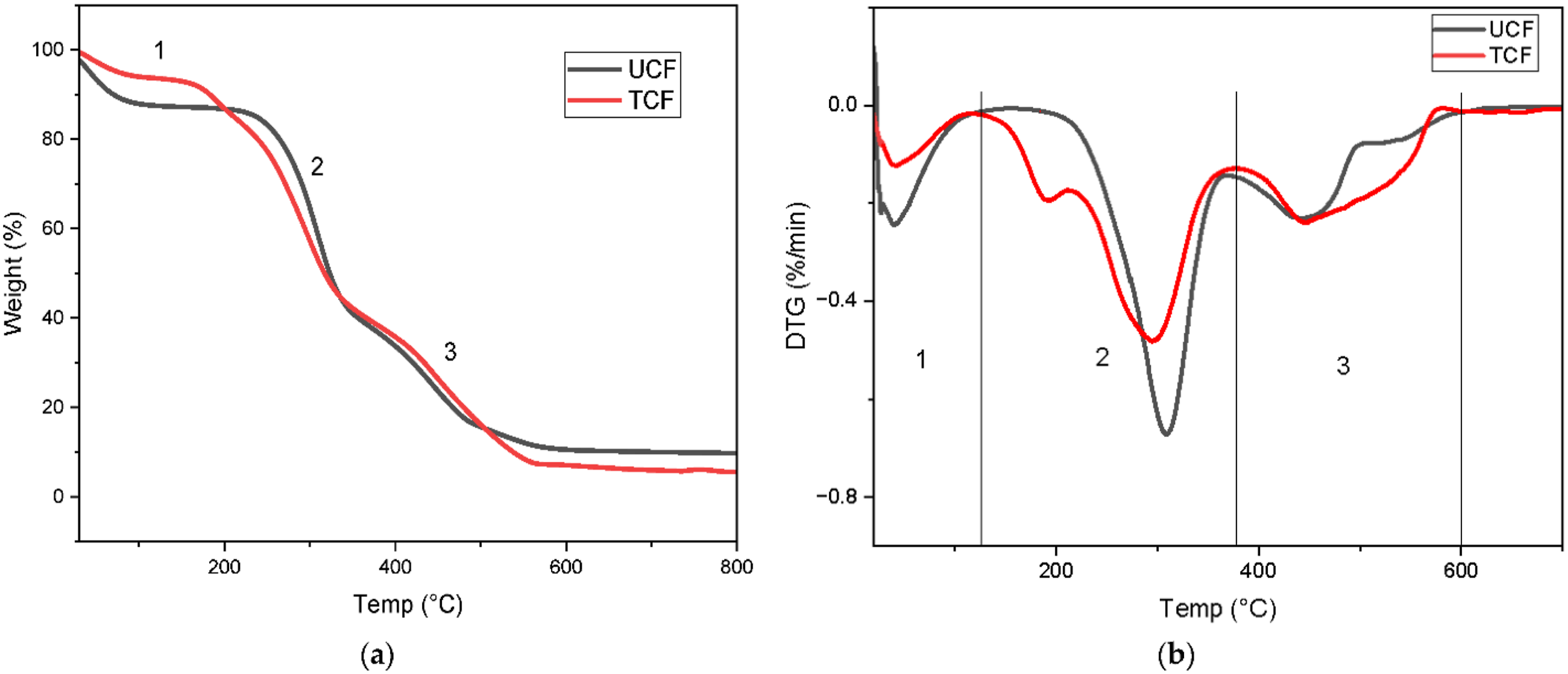
Thermogravimetric analysis (TGA) and derivative thermogravimetric (DTG) profiles (Figure 9) highlight the thermal degradation behavior of untreated cocoa husk fibers (UCF) and chemically treated cocoa husk fibers (TCF). Both samples exhibit the typical three-stage mass loss pattern characteristic of lignocellulosic materials. The first stage (20–110°C) corresponds to moisture evaporation, where UCF showed a greater weight loss (∼14%) compared to TCF (∼6%), indicating that chemical treatment reduces hygroscopicity. The second degradation stage was observed between 130 and 380°C for TCF and 210–380°C for UCF, associated with hemicellulose and cellulose decomposition alongside partial lignin breakdown. Notably, the DTG curves (Figure 9(b)) revealed cellulose degradation peaks at 295°C for TCF and 309°C for UCF, with the lower degradation temperature of TCF attributed to reduced cellulose crystallinity. Additionally, TCF presented a distinct peak at ∼190°C linked to residual hemicellulose, while both fibers exhibited lignin-related degradation above 380°C, with a DTG peak near 440°C. Final residues above 600°C correspond to ash content, with UCF leaving 9.8% and TCF 5.5% of the initial mass, suggesting that treatment also reduces inorganic content.
50
Overall, Figure 9 demonstrates that chemical treatment improves fiber stability against moisture uptake and decreases residual ash, while slightly lowering cellulose thermal stability, thereby narrowing the thermal processing window. TGA (a) and DTG (b) Graphs of cellulose fibers from untreated cocoa husks (UCF) and cellulose fibers from chemically treated cocoa husks (TCF).
51
Despite advancements, challenges such as nozzle clogging, reduced tensile strength compared to pure polymers, and the need for careful moisture control during processing were noted.19,51,53
Wood fiber
Wood fibers, derived from an abundant and renewable natural resource, have emerged as a promising reinforcement material for polymer composites in 3D printing. They have become a choice for many reasons including the fact that they are biodegradable and often derived from waste streams, reducing environmental impact and promoting circular economy practices.54–56 The hierarchical structure of these fibers, which include micro- and nanoscale fibrils, enhances their potential as reinforcements, particularly in improving stiffness, strength, and thermal properties of polymer matrices.57–59 Compared to other reinforcements, such as carbon or glass fibers, wood fibers are more economical and readily available, making them a viable option for mass production.56,60 Finally, their structural and chemical properties allow for effective modification and integration into thermoplastic and thermoset matrices, enabling a wide range of applications.61,62
The selection of wood fibers for 3D printing typically depends on the desired mechanical, thermal, and rheological properties of the composite. Key considerations in material selection are the type of wood fiber, polymer matrix, and any necessary modifiers or additives. Because they are primarily used in their micro- or nanoscale forms, such as cellulose nanocrystals (CNCs), cellulose nanofibrils (CNFs), microfibrillated cellulose (MFC), and wood flour, their choice also depends on the intended application and processing requirements. CNCs are commonly employed due to their high aspect ratio, stiffness, and ability to act as nucleating agents, improving polymer crystallinity and mechanical properties.55,61 CNFs, derived from plant cell walls, offer excellent dispersion in polymer matrices, enhancing tensile and flexural properties63,64 Used as a cost-efficient filler, wood flour enhances stiffness and reduces material costs but may introduce porosity at high loading levels.56,59 Like the other plant-based fibers examined, PLA is the most widely used polymer matrix for wood fiber-reinforced composites due to its biodegradability, compatibility with natural fibers, and suitability for 3D printing. Other matrices include polylactic acid blends (e.g., PLA/PHA), polyurethane (PU), and waterborne polymers.60,63,65 Modifiers such as silane coupling agents, maleic anhydride, and poly (ethylene glycol) (PEG) enhance fiber-matrix adhesion and improve composite processability.60,65,66 Surface treatments further enhance fiber-matrix interaction and reduce hydrophilicity, with silane coupling agents improving interfacial bonding and dispersion,66,67 methacrylation functionalizing fibers for better compatibility with resin matrices in digital light processing (DLP), 60 and TEMPO oxidation modifying surface charge for improved dispersion and rheology.61,64 Crosslinking agents and plasticizers, such as PEG, enhance flexibility, melt flow, and adhesion between layers during printing.66,67
The 3D printability of wood fiber composites depends on rheological behavior, layer adhesion, and thermal stability of the composites. Some additional criteria that define the 3D printability of wood fiber based polymer composites include shear-thinning behavior of polymer matrix ensuring smooth extrusion and preventing nozzle clogging,61,66 modified fibers and optimized print parameters enhancing interlayer bonding for structural integrity,55,58 and proper surface treatments and matrix selection mitigating thermal degradation at higher temperatures.61,62 Fused deposition modeling (FDM) parameters such as nozzle temperature, layer thickness, and printing speed also significantly influence print quality and mechanical performance.68,69 Extensive testing and characterization reveal mechanical improvements in strength, modulus, and strain at break through tensile, flexural, and compressive tests,55,65 thermal stability and crystallinity assessed via TGA and DSC.60,65 Microwave - Methacrylated wood flour (MWF-mw) was incorporated at 10 wt% into a biobased resin system (MWF-10) to fabricate UV-curable, 3D printed composites, with higher filler loadings proving impractical due to sedimentation and obstruction of light penetration. FT-IR analysis (Figure 10(a)) confirmed that the incorporation of 10 wt% MWF-mw did not hinder photopolymerization, as evidenced by the reduction of C = C alkene peaks (1637, 945, and 808 cm−1). Thermogravimetric analysis (Figure 10(b) and (c)) revealed three primary degradation stages: (1) unsaturated chain ends and monomer combustion (150–300°C), (2) decomposition of wood flour (300–390°C), and (3) degradation of phenolic moieties and crosslinked networks (390–500°C). The authors
60
observed that photopolymerization was substantiated by the shift of FT-IR spectra (a) TGA thermograms (b) and DTG curves (c) of MWF-0 and MWF-10 resins and 3D printed specimens, an image of the 3D printed tensile bars (d), their tensile properties (e and f), SEM micrographs of the fracture surfaces of MWF-0 (g) and MWF-10 (h), and images of the stress whitening and shear banding behavior in MWF-10 (i).
60
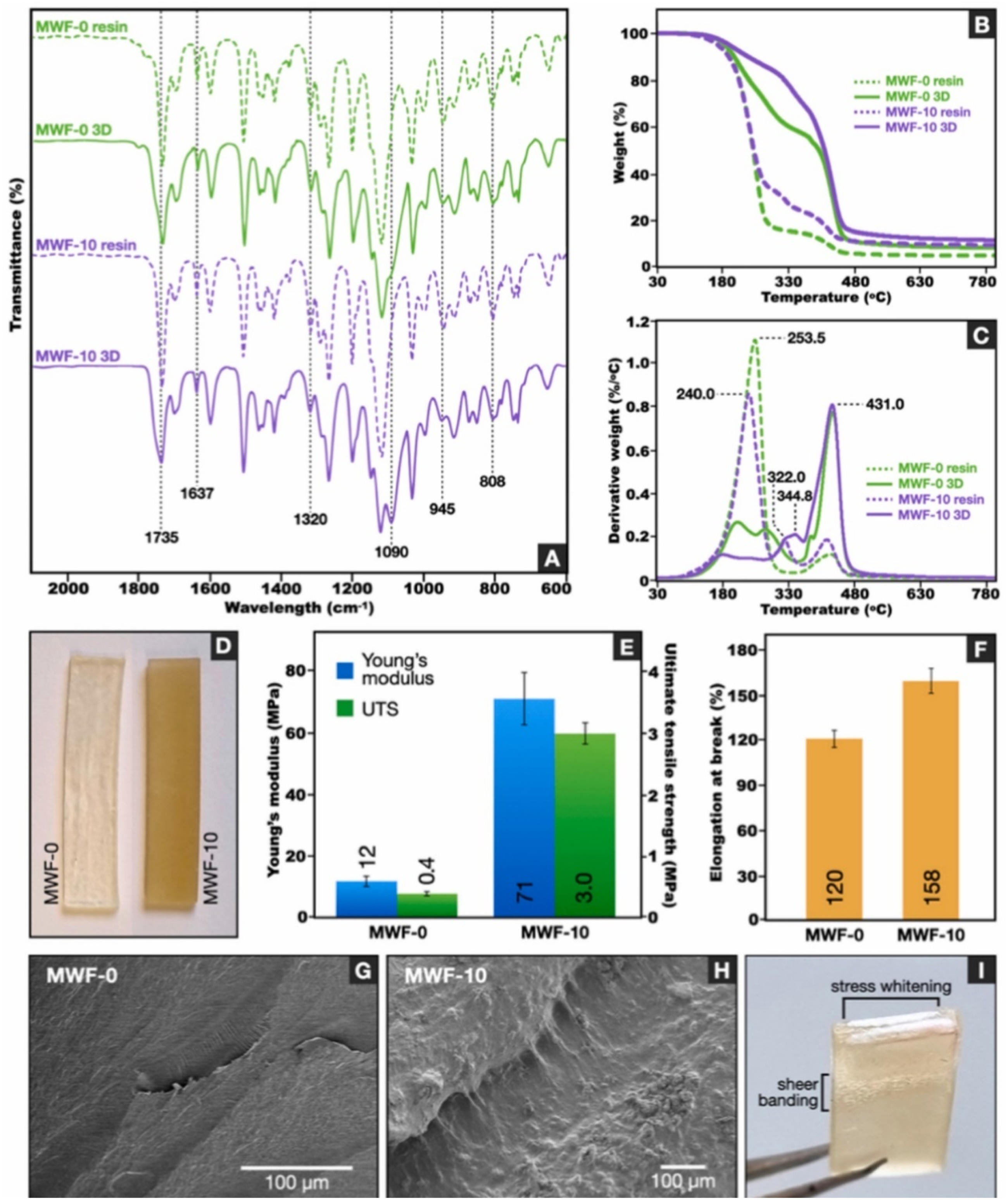
Mechanical testing further demonstrated the reinforcing role of MWF-mw. Tensile tests (Figure 10(d)–(f)) showed dramatic improvements in ultimate tensile strength (617% increase), Young’s modulus (482% increase), and elongation at break (31% increase) compared to neat resin (MWF-0). These enhancements were attributed to covalent bonding and effective interfacial adhesion between the resin matrix and MWF-mw, which promoted efficient stress transfer. SEM analysis confirmed the transition in fracture mode: neat resin exhibited smooth, brittle surfaces with gaps (Figure 10(g)), whereas MWF-10 composites showed ductile fracture characterized by crazing, evidenced by oriented fibrils bridging undeformed layers (Figure 10(h)). This microstructural toughening mechanism absorbed energy via localized yielding prior to failure. Visual evidence of ductile behavior was also observed through stress whitening and shear banding (Figure 10(i)), both of which serve as indicators of energy-dissipating deformation. Collectively, Figure 10 highlights how the incorporation of MWF-mw into photopolymerizable resins enabled both chemical participation in crosslinking and mechanical reinforcement, resulting in significantly improved strength, stiffness, and ductility of the 3D printed composites.
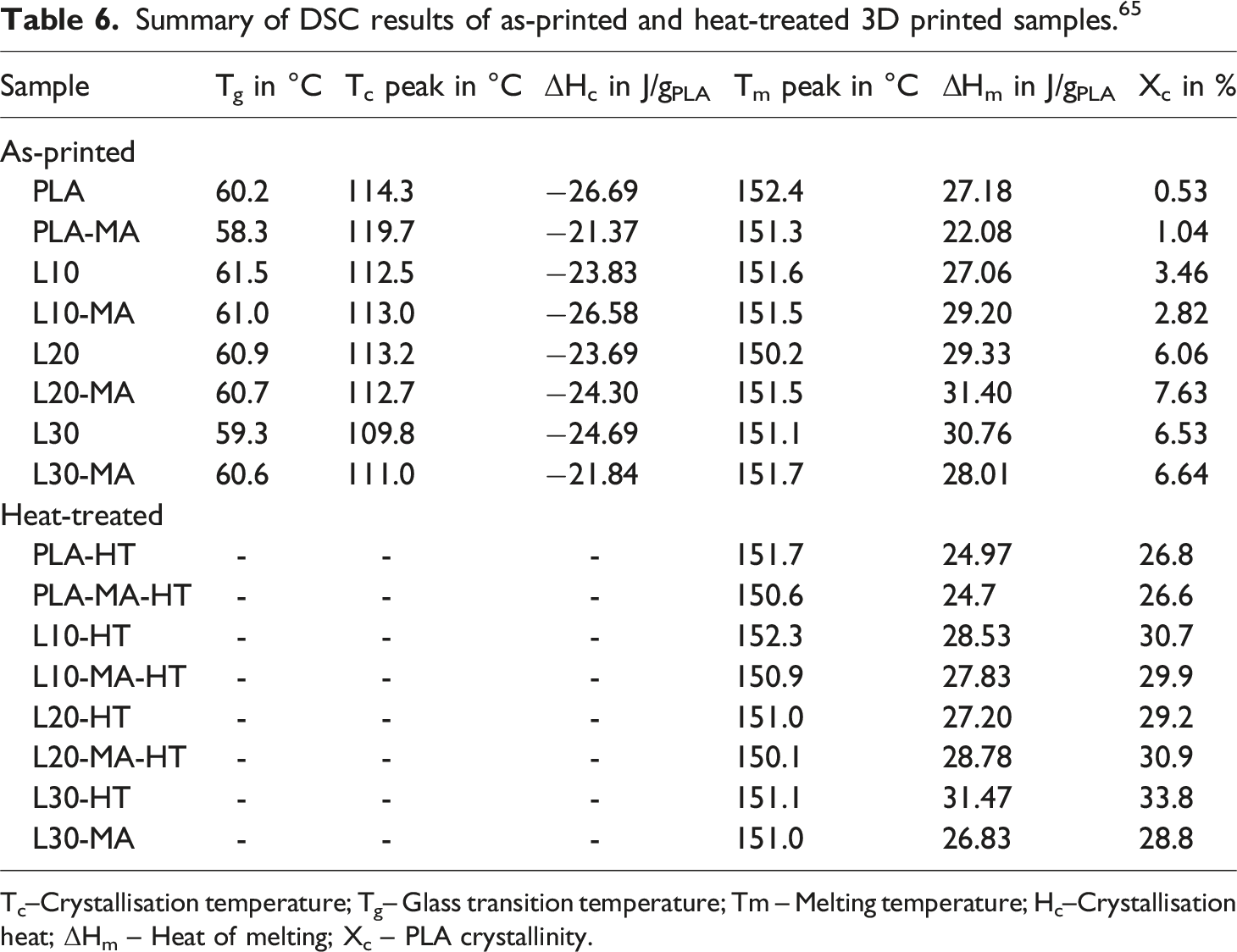
Differential scanning calorimetry (DSC) analysis of as-printed and heat-treated PLA-based composites revealed three main thermal transitions: the glass transition temperature ( DSC curves of PLA (a) and PLA-MA (b) Composites in the as-printed and heat-treated conditions.
65
Summary of DSC results of as-printed and heat-treated 3D printed samples.
65
Tc–Crystallisation temperature; Tg– Glass transition temperature; Tm – Melting temperature; Hc–Crystallisation heat; ΔHm – Heat of melting; Xc – PLA crystallinity.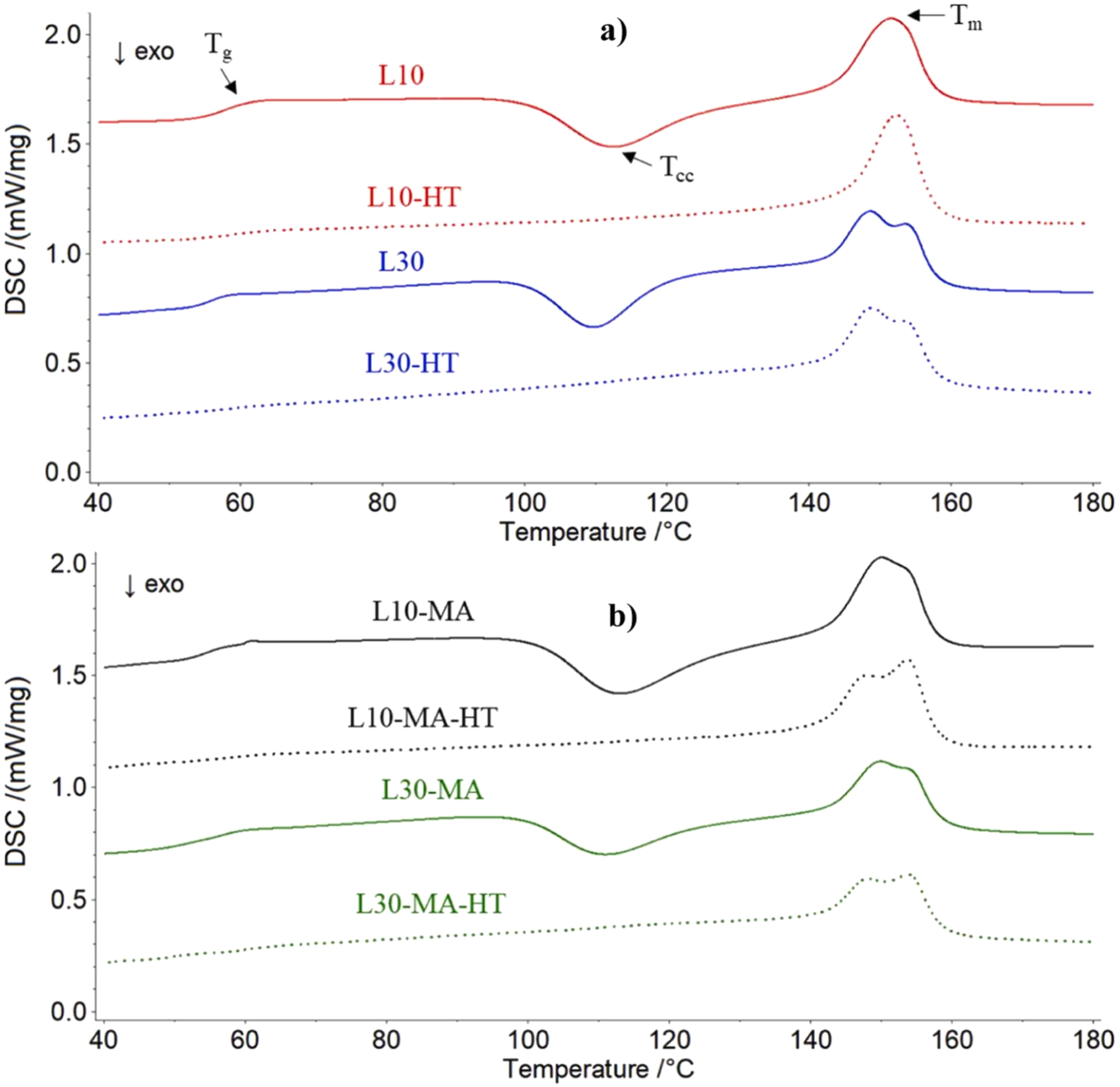
The versatility of wood fiber-reinforced composites has driven their application across industries, including lightweight and stiff automotive interior components,58,67 biodegradable packaging solutions,55,62 biomedical applications such as tissue engineering scaffolds and drug delivery systems,60,61 and consumer goods like furniture, toys, and decorative items.56,70
Summary of plant-based fibers
Summary of plant-based fibers.
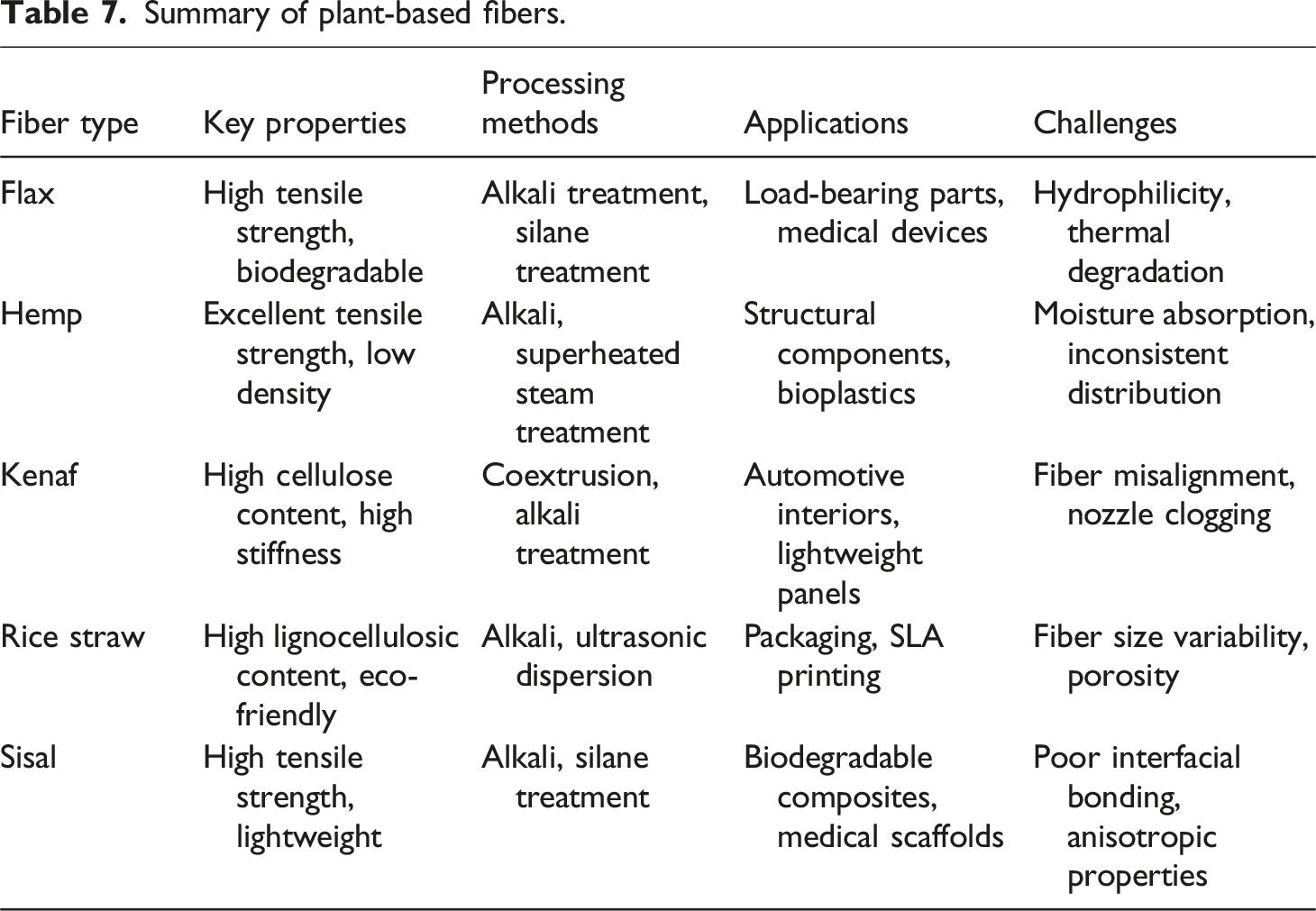
However, their hydrophilic nature and susceptibility to thermal degradation pose significant challenges during processing. Similarly, rice straw and sisal exhibit potential as reinforcements in lightweight and biodegradable composites but face issues like poor interfacial bonding and fiber dispersion. This table consolidates critical insights, making it easier to compare these fibers and understand their role in sustainable polymer composite development using additive manufacturing.
Animal based fiber reinforced polymer composites
Animal-derived fibers and biofillers represent a promising yet underutilized category of reinforcement materials for polymer composites in additive manufacturing. These materials, which include silk, keratin-based materials (e.g., wool, human hair, chicken feathers), and secreted protein/shell-based bio-fillers like eggshell rich in calcium carbonate, offer unique combinations of properties that make them attractive for sustainable composite development.71,72 The growing emphasis on environmental sustainability and circular economy principles has sparked increased interest in utilizing animal-based waste materials and byproducts as reinforcements in polymer composites. These materials are particularly appealing due to their widespread availability, biodegradability, and potential to reduce environmental impact while providing enhanced mechanical and thermal properties to polymer matrices. 71 For instance, the poultry industry alone generates billions of pounds of feather waste annually, which contains valuable keratin proteins that could be repurposed for composite applications. 73 Animal-derived fibers possess several advantageous characteristics that make them suitable for 3D printing applications. These include their low density, good mechanical properties, and natural compatibility with certain biopolymer matrices due to their protein-based chemistry.71,72 Silk fibers, for example, demonstrate remarkable tensile properties and biocompatibility, while keratin-based fibers from sources like wool and feathers offer excellent thermal and acoustic insulation properties. 71 Additionally, shell-based materials rich in calcium carbonate can enhance the mechanical properties and fire resistance of polymer composites. 72 However, the integration of animal-based fibers into 3D printing processes presents unique challenges that must be addressed. These include concerns about fiber dispersion, thermal stability during processing, and interfacial adhesion with polymer matrices.71,72 Understanding and optimizing these factors is crucial for successful implementation in additive manufacturing applications.
This section examines the current state of research in 3D printing animal fiber-reinforced polymer composites, focusing on material selection, processing methods, property enhancement techniques, and practical applications. The discussion encompasses various animal-derived fiber materials, including protein fibers and shell-based fillers, and their influence on composite properties and printability.
Silk fiber
Silk fibroin, the primary structural protein of silk, has drawn significant attention for its mechanical strength, biocompatibility, biodegradability, and ability to mimic extracellular matrix (ECM) properties. Unlike synthetic fibers, silk fibroin offers a renewable and sustainable resource with tailored functionality, making it highly suitable for biomedical and industrial applications.74–82 Its inherent ability to transition between random coil and β-sheet structures allows for tunable mechanical properties, enabling the development of high-strength scaffolds with controlled degradation rates.77,80 Furthermore, silk fibers exhibit excellent rheological properties conducive to extrusion-based 3D printing, overcoming the challenges posed by other animal-based fibers.74,81 These attributes make silk fibers a superior choice for advancing 3D-printed polymer composites in diverse fields such as tissue engineering, prosthetics, and regenerative medicine.
Material selection
The preparation of silk fibroin begins with a degumming process to remove sericin, the glue-like protein, followed by dissolution in lithium bromide (LiBr) or other solvents. This ensures a high-purity silk solution suitable for biofabrication.74,76,78,82 For instance, a 30 wt% silk fibroin solution has been optimized for its rheological properties, balancing viscosity and shear-thinning behavior for 3D printing applications. 76 In some studies, silk fibroin is blended with other biopolymers such as alginate, polyvinyl alcohol (PVA), or gelatin to enhance printability and improve mechanical and biological properties.75,77,81 Additionally, silk particles, derived from ground silk fibers, serve as reinforcing fillers in polymer matrices, offering distinct advantages such as enhanced stiffness, surface roughness, and cell adhesion. 78
Composite systems involving silk fibroin often include additives like mesoporous bioactive glass, polyethylene glycol (PEG), or bacterial cellulose nanofibers to further enhance mechanical strength, bioactivity, and structural integrity.74,76,80 These formulations demonstrate the versatility of silk fibroin as a material compatible with various polymer matrices and applications.
Processing methods
The processing of silk fiber-reinforced polymer composites involves several critical steps to ensure compatibility with 3D printing technologies. The most common method starts with the dissolution of silk fibroin in solvents like LiBr, followed by dialysis to remove impurities and achieve a concentrated silk solution.74,76,82 This solution is then mixed with the desired polymer matrix or additive to create a homogenous composite bioink.
For extrusion-based 3D printing, rheological optimization of the silk fibroin composite bioink is essential. For example, PEG-laponite nanocomposites with silk fibroin exhibit thixotropic behavior, allowing for smooth extrusion and rapid structural recovery. 74 Similarly, the incorporation of mesoporous bioactive glass into silk fibroin enhances shear-thinning properties, ensuring uniform layer-by-layer deposition without clogging. 76 Post-printing treatments such as ethanol-based crosslinking, freeze-drying, or methanol immersion are used to stabilize the printed structures and induce β-sheet formation, thereby improving mechanical stability.75,76,80,82
Advanced techniques like ionic liquid processing have also been explored, where silk fibers are dissolved alongside cellulose to create hierarchical composites with improved mechanical properties. 81 These processing methods highlight the adaptability of silk fibroin for various 3D printing platforms, including extrusion, direct ink writing (DIW), and bioplotting.
Property enhancement techniques
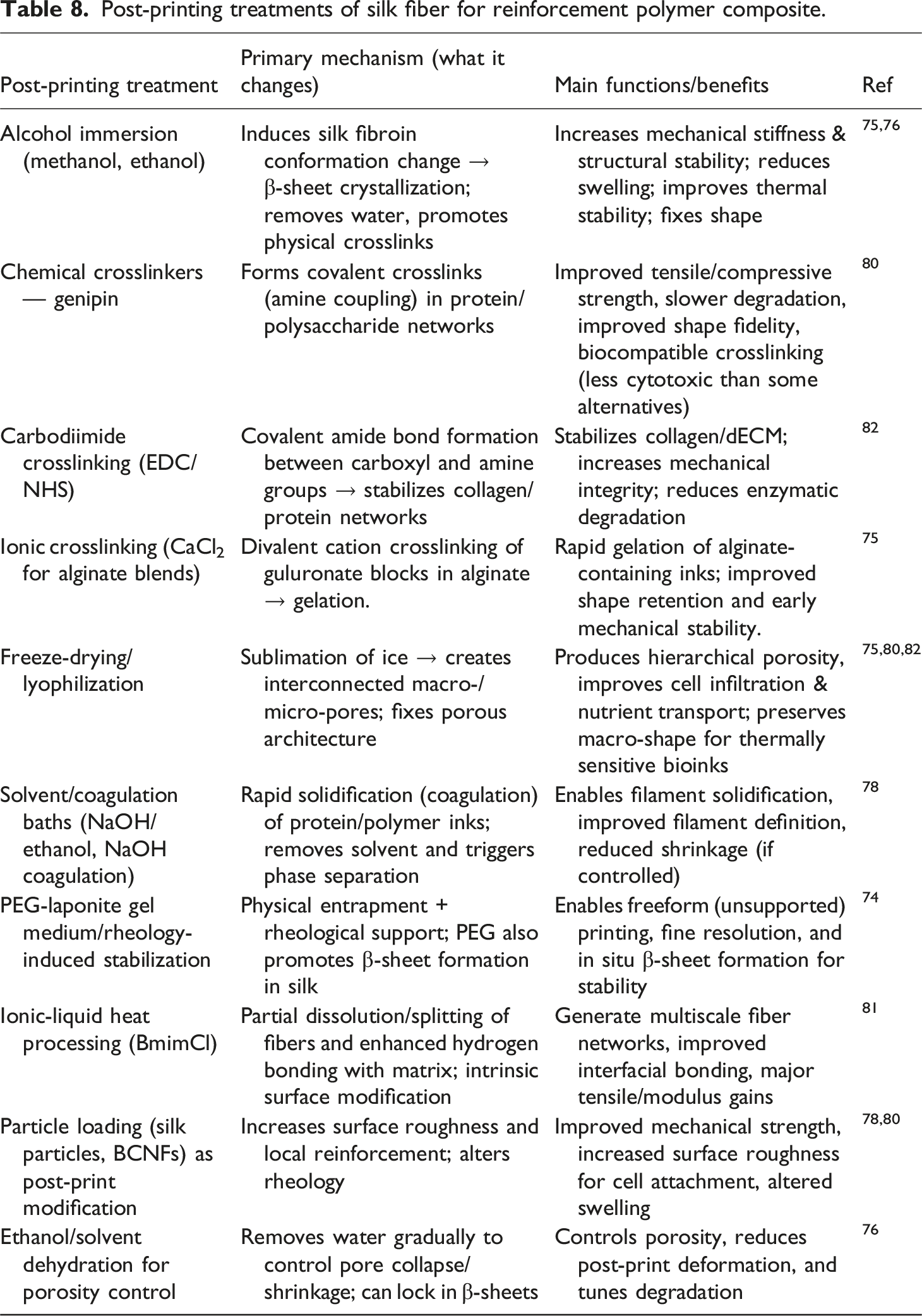
Post-printing treatments of silk fiber for reinforcement polymer composite.
3D printability, testing and application
The 3D printability of silk fiber-reinforced polymer composites reflects their adaptability for advanced manufacturing, with key factors including rheological properties, layer-by-layer deposition, and post-processing stability. The shear-thinning behavior of silk fibroin bioinks/composites ensures smooth extrusion through narrow nozzles without clogging, enabling high-resolution printing with filament widths as small as 300 μm.74,76,80 Silk fibroin composites exhibit excellent structural integrity during printing, supported by rapid viscosity recovery and thixotropic behavior,74,76 while post-processing treatments like freeze-drying and crosslinking help retain geometry and mechanical properties.75,80 However, nozzle clogging at higher fiber concentrations, such as 10% silk-PETG composites, underscores the importance of careful formulation.
79
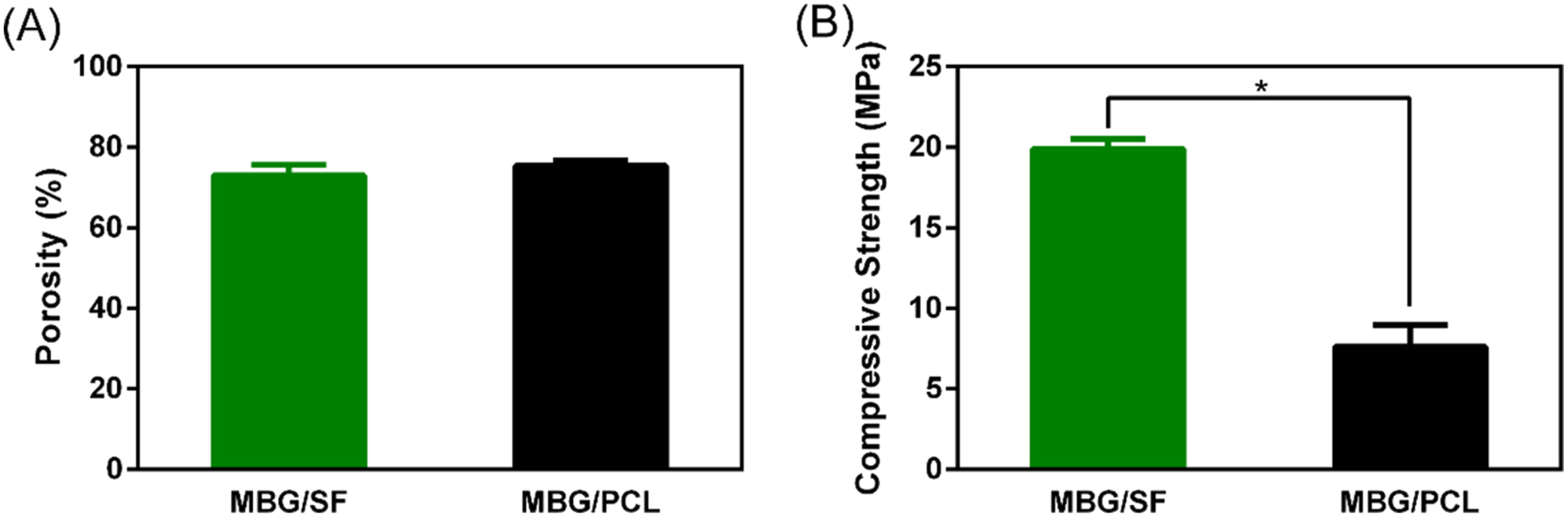
Extensive testing and characterization further validate their performance, with mechanical testing revealing increased tensile strength and modulus at higher silk content,76,78,81 rheological analysis confirming shear-thinning behavior and optimal viscosity for extrusion-based printing,74,76,80 and structural analysis through SEM and micro-CT scanning demonstrating consistent pore structures and improved interfacial bonding.74,76,79 Biological evaluation indicates enhanced cell adhesion, proliferation, and differentiation on silk fibroin scaffolds, supporting their biocompatibility and osteogenic potential.75,76,80,82 In Figure 12, the porosity (A) and compressive strength (B) test results of X. Du, et al
76
attempts of printing mesoporous bioactive glass/silk fibroin composite scaffolds for bone tissue engineering are shown. The porosity of both MBG/SF (Mesoporous Bioactive Glass/Silk Fibroin) and MBG/PCL (Mesoporous Bioactive Glass/Polycaprolactone) scaffolds goes beyond 70%, as can be seen from Figure 12(a). Whilst porosity can impact the degradation rate and bioactivity of biodegradable scaffolds, and influence the mechanical properties, a high porosity ensures that cells can migrate, attach, and proliferate, promoting tissue regeneration. This means that both the MBG/SF and its control MBG/PCL are capable of these biological processes. Nonetheless, despite having similar porosity, MBG/SF scaffolds exhibited superior compressive strength (Figure 12(b)), suggesting that Silk Fibroin (SF) enhances mechanical properties without compromising porosity. In all, the properties of silk fibroin composites make them highly suitable for biomedical applications, such as tissue engineering scaffolds designed for skin, cartilage, and bone regeneration, with hierarchical pore structures promoting cell infiltration and tissue integration.77,80,82 Additionally, silk-PETG composites have been successfully used to print complex prosthetic sockets as shown in Figure 13, demonstrating potential for customizable medical devices. Their use in sustainable manufacturing aligns with eco-friendly production practices, offering a renewable alternative to synthetic composites.74,81 (a) Porosity and (b) Compressive strength of MBG/SF and MBG/PCL scaffolds.
76
3D printing of silk-PETG composite prototypes. (a) 3D model of the socket, (b) 3D printing, (c) 3D printed socket, (d) Socket prototypes printed with 0%, 2%, and 5% silk-PETG composites.
79
Keratin fiber
Keratin fibers are valued for their high protein content and unique structural features, including cross-linking mechanisms through disulfide bonds, salt bridges, and isopeptide bonds, which contribute to their mechanical strength and resilience. These fibers are not only biodegradable but also are widely available as waste products from industrial processes, such as wool from sheep, feathers from poultry, and human or animal hair. By incorporating keratin fibers into polymer matrices, researchers have aimed to enhance composite properties such as thermal stability, mechanical strength, water resistance, and biodegradability, while addressing the environmental challenges posed by synthetic fillers and plastic waste. Furthermore, keratin’s fibrous morphology and chemical reactivity make it an excellent reinforcement material for achieving functional and sustainable composites.83,84
Keratin fibers are sourced from a variety of natural and waste materials, including wool, human or animal hair, chicken feathers, and fishbone waste. The preparation of keratin fibers often involves physical or chemical processes to achieve the desired morphology and compatibility with polymer matrices. For instance, waste wool can be mechanically milled into powders of varying diameters (e.g., 16 µm or 23.8 µm) or chemically treated to achieve consistent particle sizes for improved dispersion in polymer matrices.85,86 Similarly, human hair and chicken feathers are ground into fine fibers, with particle sizes ranging from 0.5 to 0.7 µm, to ensure uniform reinforcement within the polymer matrix. 87
Fishbone, another keratin-rich source, undergoes controlled size reduction (<75 µm) to minimize nozzle clogging during 3D printing. Its natural oil content enhances interfacial adhesion, eliminating the need for extensive surface modifications. 88 The careful sourcing and preparation of keratin fibers are critical to ensuring compatibility with the processing requirements of polymer composites and optimizing the final properties of 3D-printed parts.
Processing methods
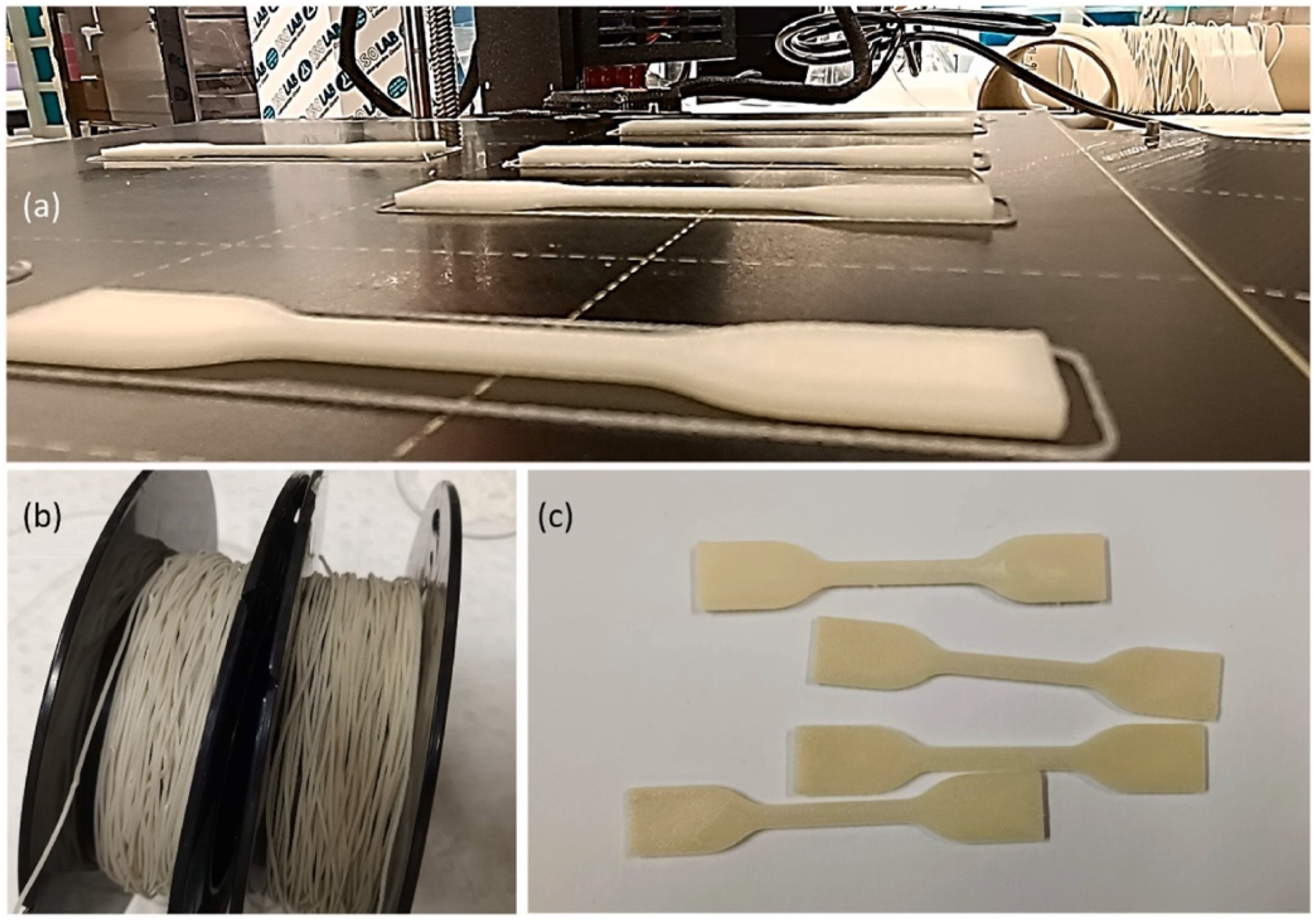
The integration of keratin fibers into polymer matrices for 3D printing involves multiple processing steps, including pre-blending, extrusion, and filament fabrication, with techniques varying based on the keratin source and polymer used. In powder preparation and extrusion, waste wool and chicken feathers are processed into fine powders through cutting, milling, and grinding, then extruded with polymers like polycaprolactone (PCL) or polyvinyl alcohol (PVA), ensuring uniform fiber distribution and producing filaments suitable for fused deposition modeling (FDM) 3D printing.85,86 Wool fibers have been successfully incorporated into thermoplastic polymers such as PLA for both injection molding and FDM, with wool mass fractions reaching up to 50% for injection molding and 15-20% for FDM, where optimized nozzle diameters and humidity control were essential to mitigate moisture uptake and fiber entanglement. 84 A vat photopolymerization approach has been explored, using human hair fibers in continuous fiber-reinforced composites, with surface modifications like plasma treatment and chemical grafting enhancing adhesion between hair fibers and polymer resins. 89 Additionally, bio-plotting techniques have been employed to fabricate water-resistant composites, utilizing keratin powders from chicken feathers and chemically treated wool in extrusion-based 3D printing of pastes, with optimized extrusion pressure and layer thickness ensuring consistent printing. 86
Property enhancement techniques
Property enhancement is essential for ensuring that keratin-reinforced composites meet the mechanical, thermal, and functional requirements for 3D printing applications, with several strategies employed to achieve this. Surface treatments such as plasma treatment and MA-POSS (Methacryl Polyhedral Oligomeric Silsesquioxane) enhance interfacial adhesion by increasing surface roughness, improving wettability, and introducing functional groups for better bonding. 89 Particle size optimization, achieved by milling wool and chicken feather fibers into fine powders (e.g., 16 µm for wool and 0.5 µm for keratin from feathers), enhances mechanical properties such as yield strength and thermal stability due to improved particle-polymer compatibility.85,86 Moisture control is also crucial, as the hygroscopic nature of keratin fibers necessitates careful drying and moisture management during filament fabrication to prevent degradation and ensure consistent 3D printing performance. 84 Additionally, keratin fiber incorporation lowers the melting temperature of polymers like PCL, improving thermal stability and printability, while rheological studies indicate increased viscosity and structural stability, which are critical for extrusion-based processes.85,86
3D printability, testing and application
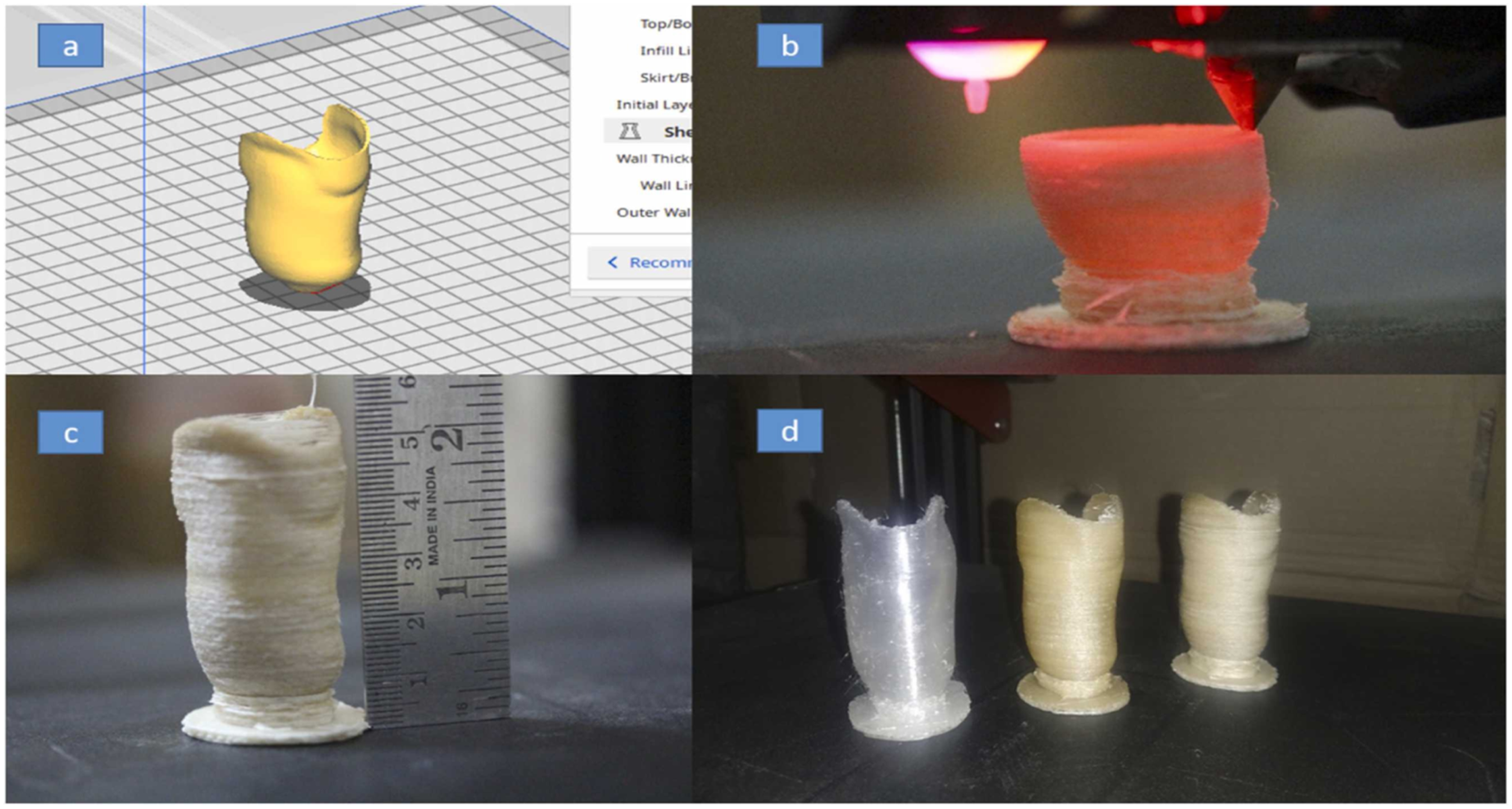
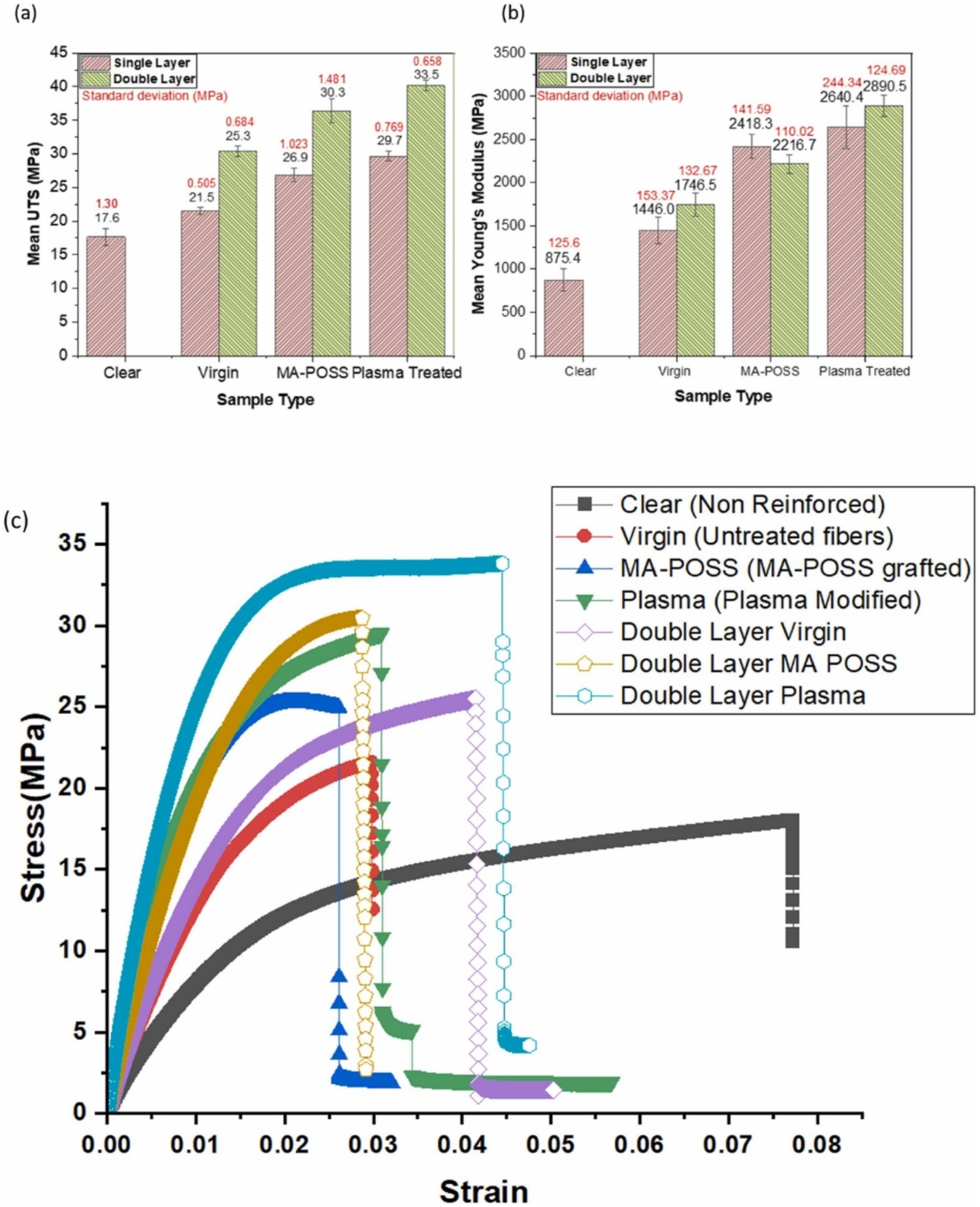
The 3D printability of keratin fiber-reinforced composites has been extensively studied, with successful printing achieved through FDM, bio-plotting, and vat photopolymerization techniques. Wool/PCL filaments with up to 25% keratin content exhibited smooth extrusion (Figure 14(b)) shows the extruded wool/PCL filament wound around a wire spool) and consistent layer deposition as seen in Figure 14(a) and (c), while plasma-treated human hair composites demonstrated enhanced printability.85,89 Mechanical testing revealed significant improvements in tensile strength and modulus, with plasma-treated human hair composites showing a 100% increase in tensile strength compared to neat resin, as illustrated in Figure 15(a). Virgin and MA-POSS grafted fibers also enhanced strength and stiffness, though to a lesser degree, by improving fiber–matrix bonding. As shown in Figure 15(b), Young’s modulus increased with plasma-treated and virgin fibers but slightly decreased for MA-POSS grafted composites due to changes in fiber orientation. Stress–strain curves Figure 15(c) further confirmed that fiber addition increased strain capacity and toughness, highlighting improved interfacial adhesion and load transfer. Similarly, wool-reinforced composites exhibited enhanced yield strength and biodegradability, particularly at lower wool loadings (10–20%).85,89 3D Printing of operation (a) On a desktop 3D printer (b) Using fabricated wool/PCL filaments and the printed (c) Dog-bone shapes.
85
(a) Ultimate tensile strength for all the samples (b) Elastic Modulus for all samples (c) Stress-strain curves.
89
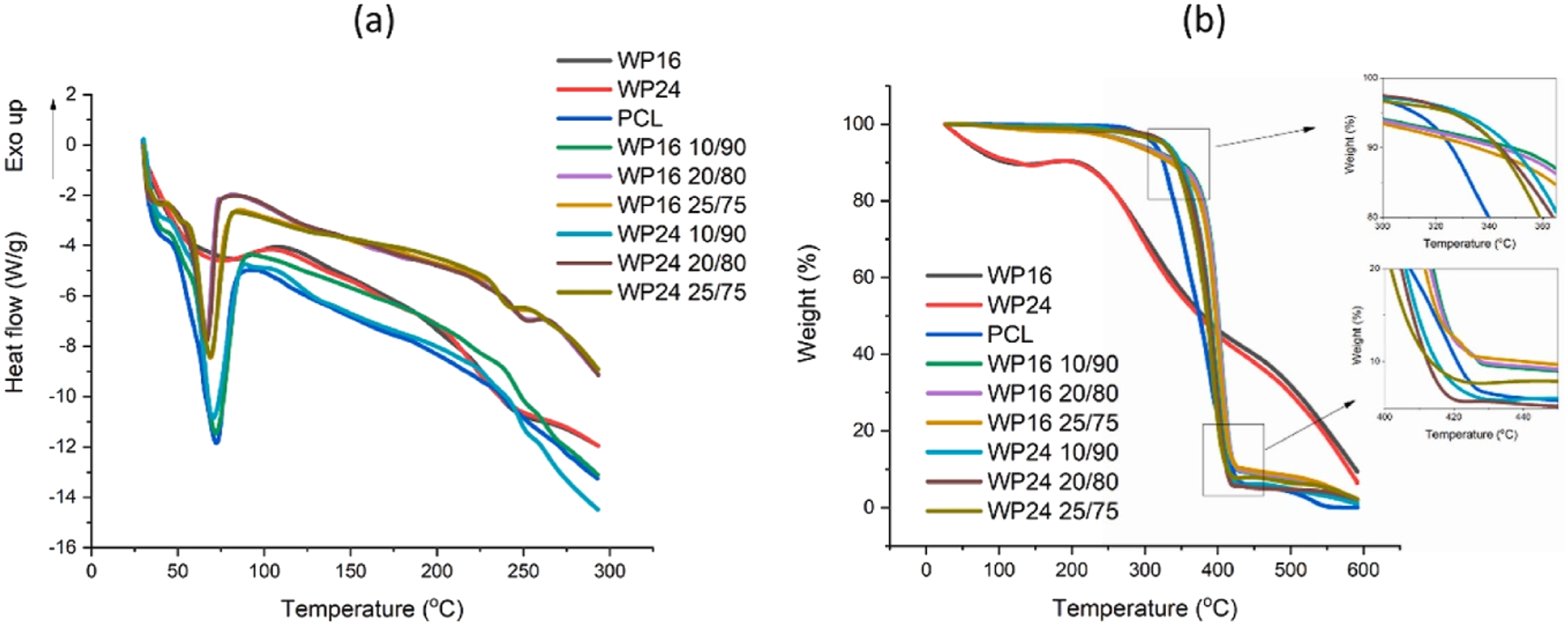
Thermal stability of PCL composites was enhanced by incorporating wool powders, as shown in the TGA results (Figure 16(b)). Finer wool fibers (WP16) and coarser fibers (WP24) both increased the main decomposition temperature of PCL, with WP16 raising it to ∼375°C and WP24 to ∼345°C, indicating improved resistance to thermal degradation. Early weight loss around 200°C for WP16 was linked to cysteine-rich cuticles, but at higher temperatures WP16 composites exhibited lower overall weight loss than WP24, likely due to better dispersion within the matrix. Additionally, lower wool loadings produced more uniform composites with improved thermal stability, whereas higher loadings increased residue at elevated temperatures, emphasizing the importance of fiber size and distribution for thermal performance.
85
Additionally, waste wool composites showed enhanced biodegradation, with weight losses of up to 10.5% in 3 months, supporting their viability for eco-friendly applications.
85
These advancements enable keratin fiber-reinforced composites to be used in various applications, including biodegradable products such as sustainable household items, packaging materials, and toys85,86 as well as biomedical applications where keratin and chitosan composites serve as scaffolds for tissue engineering and functional implants.
87
Wool composites are also being explored for insulation, filtration, and technical textiles due to their thermal and flame-retardant properties,
83
while hair-reinforced composites and fishbone fillers hold promise for high-performance, lightweight materials in industrial tools and controlled-release devices.88,89 DSC (a) and TGA (b) Spectra of wool powders and PCL and wool/PCL filaments.
85
Secreted protein - shell based biofillers
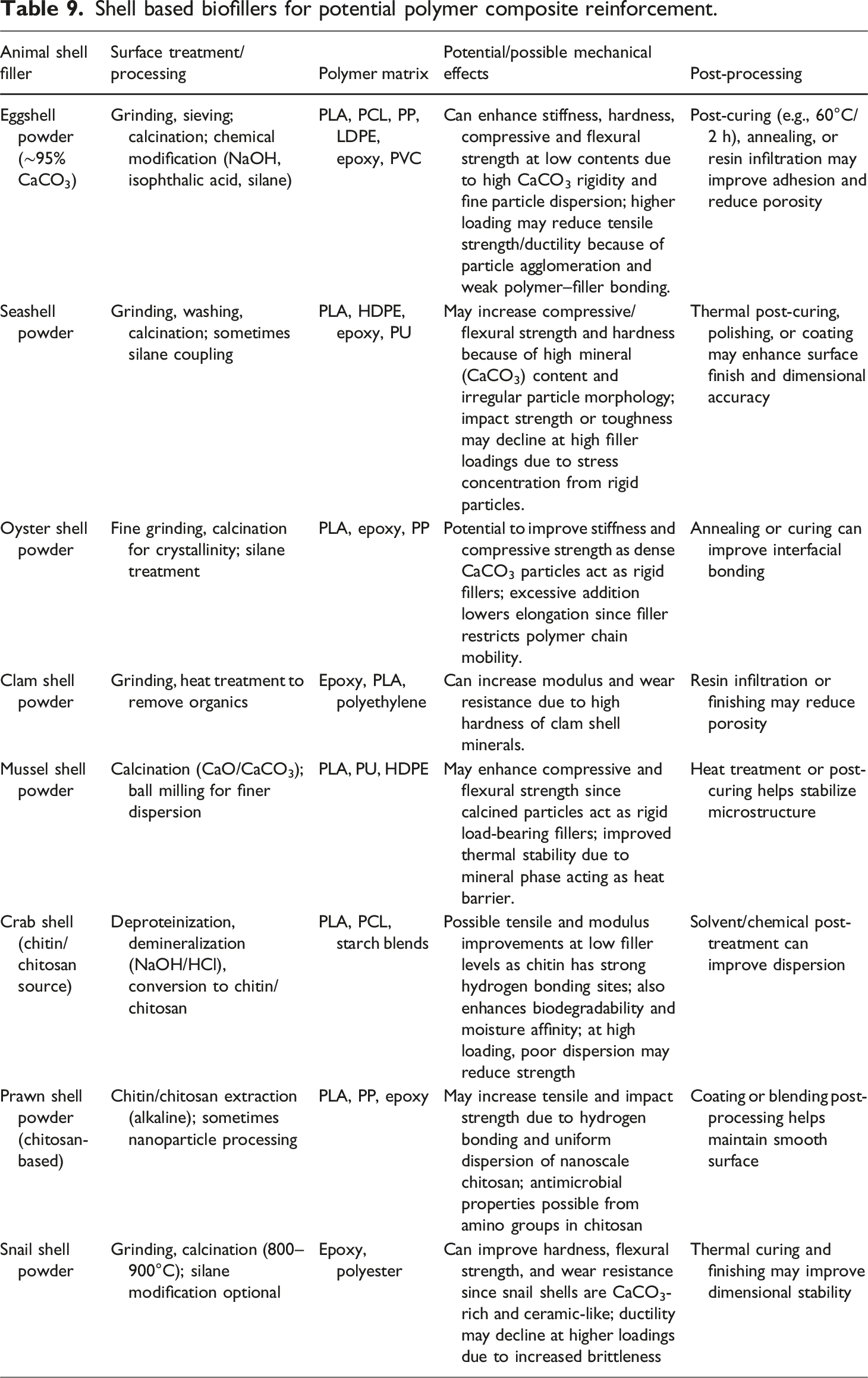
Secreted protein/shell-based biofillers are predominantly composed of calcium carbonate (CaCO3), chitin, or other mineral-rich compounds, providing a renewable and cost-effective alternative to synthetic fillers. These biofillers are derived from waste materials such as eggshells, oyster shells, and mollusk shells, making them highly sustainable while contributing to effective waste management practices. Their inherent properties, such as bioactivity, compatibility with polymer matrices, and the ability to enhance mechanical and thermal properties, make them highly suitable for 3D printing applications. Additionally, these fillers not only reduce the environmental footprint but also improve material performance for a variety of applications, including biomedical scaffolds, packaging, and structural components.78,87,90–101
The unique composition of these biofillers allows for tunable properties, such as stiffness, biodegradability, and crystallinity, depending on the type of filler and its integration into the polymer matrix. Furthermore, their role as nucleating agents enhances the crystallinity of the composite, which is critical for achieving high-quality 3D-printed parts. The ability to modify their surface properties and particle size further broadens their applicability in additive manufacturing.95,100
Shell based biofillers for potential polymer composite reinforcement.
Material selection
The selection of appropriate secreted protein/shell-based biofillers is critical for achieving the desired properties in polymer composites, with commonly used biofillers including chitin and chitosan, mollusk shell and seashell powder, oyster shell powder, and eggshell powder. Chitin and chitosan, derived from crustacean shells, are widely recognized for their biocompatibility, biodegradability, and antibacterial properties, with chitosan extensively utilized in biomedical applications due to its cytocompatibility and ability to support cell attachment and proliferation.78,90 Mollusk shell and seashell powder, rich in calcium carbonate and obtained from waste mollusk shells, are primarily used to enhance the stiffness and thermal stability of polymer composites, where particle size and processing methods significantly influence mechanical performance.91,94,95 Oyster shell powder, similar in composition to mollusk shells, serves as a natural filler in polymer composites, improving mechanical properties such as stiffness and impact resistance while also offering flame retardancy.92,95 Eggshell powder, composed of approximately 95% calcium carbonate, is increasingly used as a biofiller in polymer composites due to its low density, high surface area, and ability to improve crystallinity and mechanical properties, making it particularly suitable for 3D printing applications.96,97,99,101 These biofillers are often combined with polymers such as PLA, polypropylene (PP), or polyamide (PA12), which are commonly used in 3D printing due to their compatibility with biofillers.
Processing methods
The integration of secreted protein/shell-based biofillers into polymer composites involves several critical steps to ensure homogeneity, compatibility, and 3D printability, beginning with filler preparation, where biofillers undergo washing, drying, grinding, and sieving to achieve uniform particle sizes essential for proper dispersion in the polymer matrix and influencing the final composite properties, with eggshell powder typically processed to 10 μm averagely and chitosan ground to micrometric dimensions.95,99 Composite fabrication follows various steps, involving the blending of biofillers with the polymer matrix through techniques such as twin-screw extrusion, melt compounding, or mechanical mixing, often incorporating additives like maleic anhydride polypropylene or silane treatments to enhance filler-matrix adhesion.93,96 The blended composites are then processed into filaments or powders suitable for 3D printing, with filaments extruded at controlled temperatures for Fused Deposition Modeling (FDM) and powders prepared with uniform particle size and thermal stability for Selective Laser Sintering (SLS).99,100 Finally, 3D printing parameters such as nozzle temperature, layer thickness, and print speed are optimized to achieve structural integrity and mechanical performance; for example, with PLA/eggshell composites, the 3D printing temperature is kept at 210°C to maintain flowability and layer adhesion. 99
Property enhancement techniques
The incorporation of secreted protein/shell-based biofillers enhances the mechanical, thermal, and biodegradability properties of polymer composites through various property enhancement techniques, including mechanical reinforcement, where the addition of biofillers improves stiffness, tensile strength, and Young’s modulus, with 20 wt% oyster shell powder composites showing a 36% improvement in flexural strength and PLA/eggshell composites exhibiting increased compressive strength at optimal filler content.92,99 Thermal stability and crystallinity are also improved, as biofillers like eggshells act as nucleating agents, increasing polymer crystallinity and enhancing thermal stability, which is particularly crucial for 3D printing where thermal behavior affects layer adhesion and dimensional accuracy.99,100 Surface morphology analysis via SEM reveals that biofillers enhance surface roughness, benefiting applications such as tissue engineering by promoting cell attachment. 78 Additionally, flame retardancy is achieved with calcium carbonate-rich fillers like oyster shells, which release CO2 during decomposition, reducing combustion and improving fire resistance. 92
Surface treatments further enhance biofiller compatibility with polymer matrices, employing techniques such as silane coupling, stearic acid treatment, and carbonization to improve interfacial bonding and dispersion, resulting in better mechanical and thermal properties, as demonstrated by carbonized eggshells, which exhibit superior tensile and flexural properties compared to untreated fillers due to enhanced filler-matrix interactions.96,99
3D printability, testing and application
The 3D printability of composites reinforced with secreted protein/shell-based biofillers is influenced by filler dispersion, rheological behavior, and thermal stability, offering several advantages such as improved rheology, where shear-thinning behavior in chitosan-based composites ensures consistent extrusion and high structural fidelity during 3D printing.78,90
Dimensional accuracy is also enhanced, as biofiller addition reduces shrinkage and improves shape retention, which is critical for precise geometries in 3D-printed parts.78,91 Furthermore, these composites demonstrate excellent biocompatibility, making them suitable for biomedical scaffolds, particularly those incorporating chitosan or eggshell fillers.78,101 However, challenges arise with excessive filler content, which can cause agglomeration and nozzle clogging, necessitating optimized filler loading and surface treatments to maintain printability.96,99
Testing and characterization of these composites involve mechanical testing, where tensile, flexural, and compressive tests assess the influence of filler content on strength and stiffness.99,101 Figure 17 shows three graphs displaying the mechanical behavior of PLA and PLA-eggshell powder (ESP) composites with varying ESP content (10%, 15%, and 20%). The load-displacement curves in Figure 17(a) show that pure PLA exhibits the highest displacement before failure, indicating greater ductility, while the ESP composites show progressively lower displacement capacity as ESP content increases. Notably, the PLAES20 (20% ESP) sample demonstrates a load-bearing capacity approaching that of pure PLA, despite its reduced displacement. Figure 17(b) confirm this trend, showing that pure PLA reaches the highest stress values but undergoes more strain before failure, while the composites fail at lower strain values. Whilst the 20% ESP composite nearly matches pure PLA in maximum stress (∼80 MPa) it does that with significantly different deformation behavior, suggesting that this higher filler content may create a more effective reinforcement structure while maintaining a brittle failure mode as failure occurs more abruptly. In in the bottom two plots of Figure 17, the 20% eggshell powder composition (PLAES20) showed superior flexural properties compared to pure PLA and the other compositions. In the load-displacement curve (Figure 17(a)), PLAES20 demonstrates a significantly higher load-bearing capacity, reaching approximately 0.22 kN before failure at around 2.5 mm displacement, while pure PLA peaks at only about 0.13 kN with slightly more displacement before failure. The PLAES10 and PLAES15 compositions show inferior performance with earlier failure points at lower loads. Similarly, the stress-strain curve (Figure 17(b)) illustrates PLAES20 achieving a maximum stress approaching 83.395 MPa at about 3.7% strain, substantially outperforming pure PLA which reaches only about 48.542 MPa. Tensile test - (a) Load v/s displacement curve for PLA, PLA + ESP (10%, 15% and 20%), (b) Stress v/s strain curve for PLA, PLA + ESP (10%, 15% and 20%); flexural test - (c) Load v/s displacement curve for PLA, PLA + ESP (10%, 15% and 20%) (d) Stress v/s strain curve for PLA, PLA + ESP (10%, 15% and 20%).
101
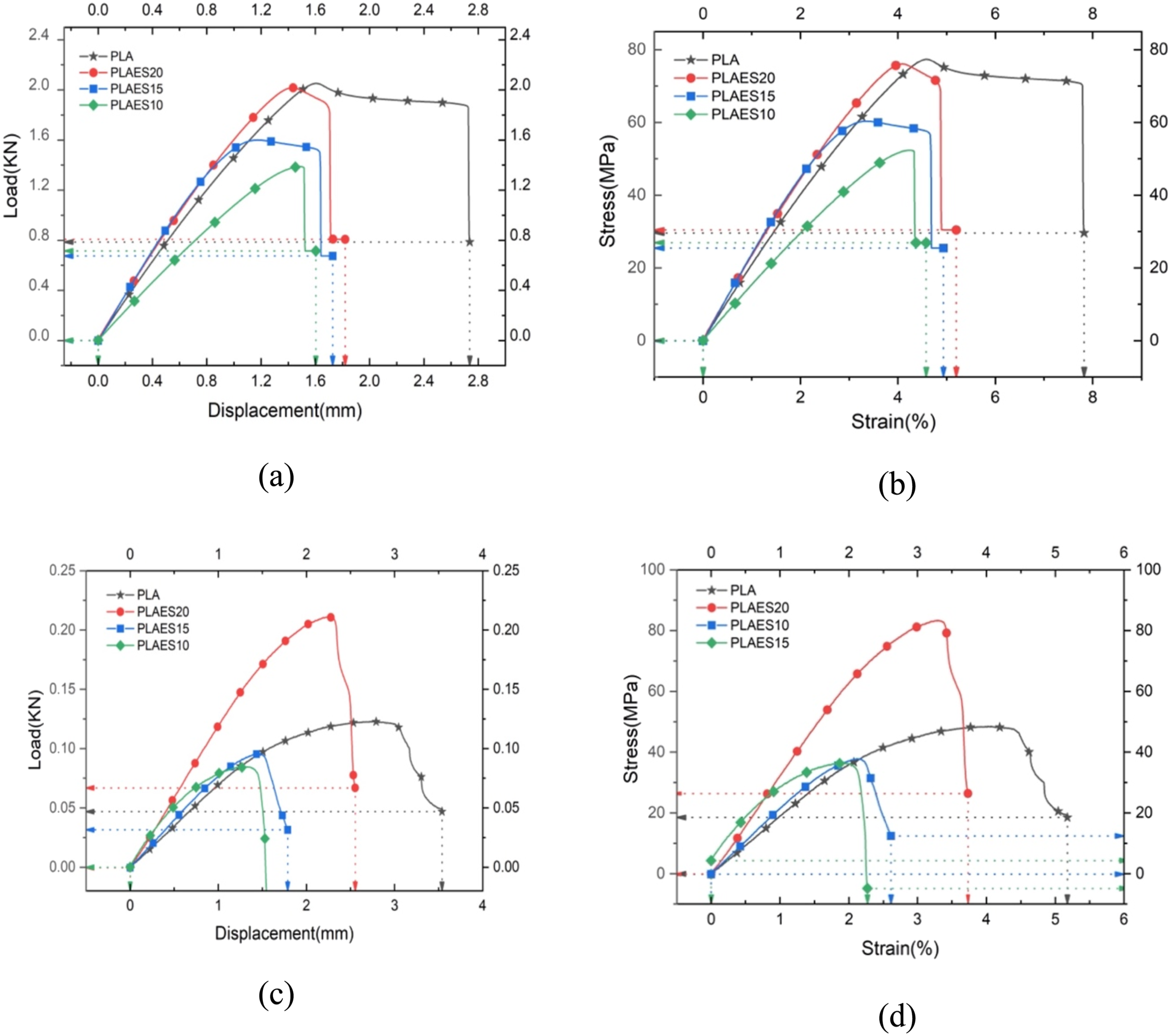
Thermal analysis using techniques such as TGA and DSC confirms thermal stability and crystallinity.99,100 For example, TGA results (Figure 18(a) and (b)) showed that while neat PLA began to decompose at ∼308°C, the addition of stearic-acid-treated eggshell (ES) microparticles lowered the onset of degradation to ∼249–252°C as filler loading increased, indicating a reduction in thermal stability. However, DSC analysis (Figure 18(c) and (d)) revealed that ES acted as an effective nucleating agent, reducing the cold crystallization temperature (by up to ∼19.5°C at 5 wt% loading) and increasing overall crystallinity. The composites also exhibited bimodal melting peaks, reflecting the formation and recrystallization of imperfect (α′) and more ordered α crystals. Thus, while eggshell fillers facilitate enhanced crystallization behavior, they also compromise thermal stability due to surface stearic acid effects, highlighting a trade-off between nucleation benefits and degradation resistance. Morphological analysis through SEM evaluates filler dispersion and interfacial adhesion,96,101 while biocompatibility testing, including cytotoxicity and cell proliferation studies, validates their medical application potential.78,90 (a) TGA curve of the specimen; (b) derivative curve from the TGA experiment; (c) Glass transition, crystallinity, and melting temperatures of pure PLA and PLA/ESP composite with different filler percentages, as obtained from the DSC experiment; (d) DSC experiment result of pure PLA and PLA/ESP composite showing glass transition, crystallinity, and melting temperatures (Tg, Tm1, Tm2, Tcc are the temperatures of glass transition, first and second melting and crystallization.
99
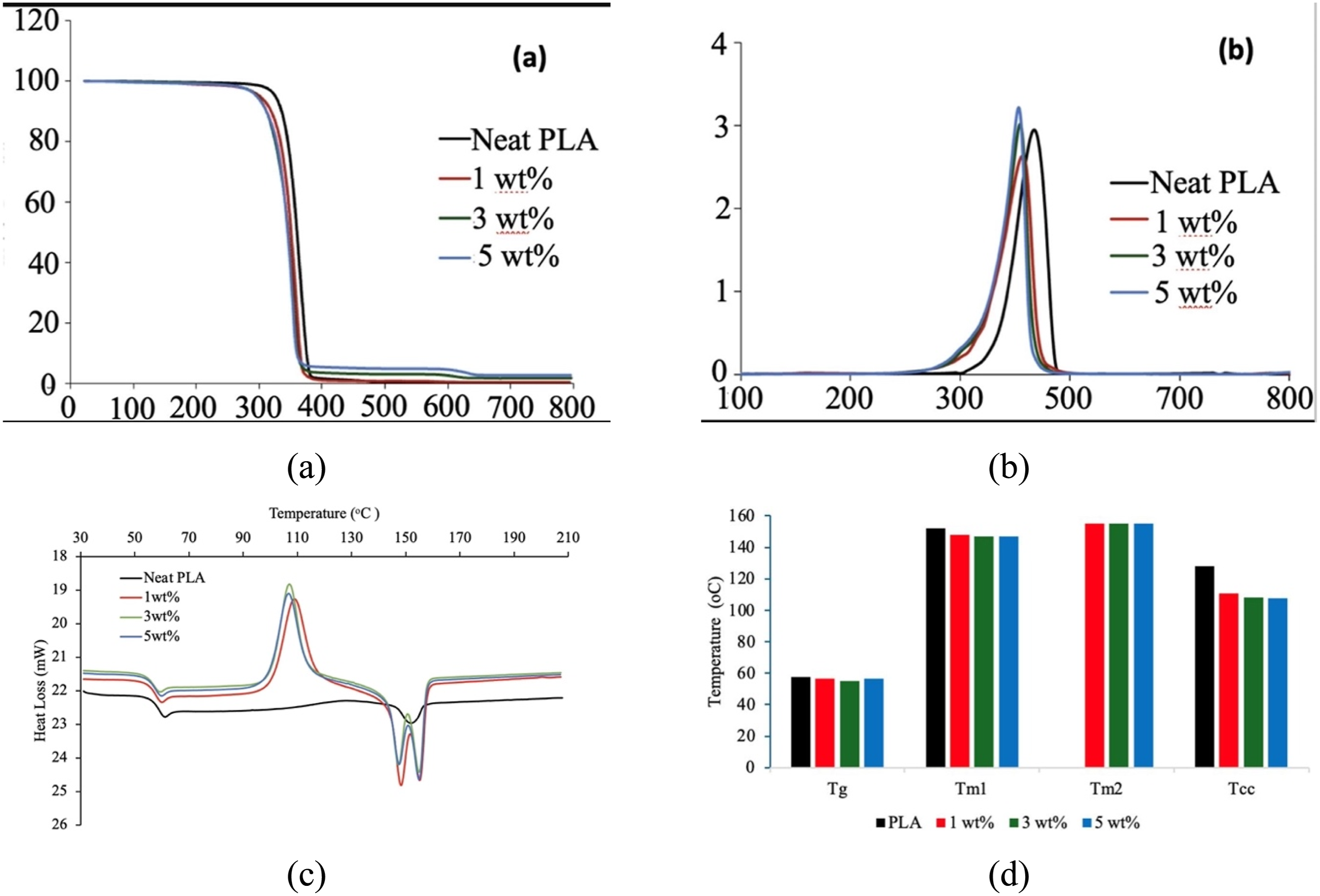
These biofiller-based composites have diverse practical applications, including biomedical scaffolds, where chitosan-based composites are utilized for soft tissue engineering and regenerative medicine due to their biocompatibility and tunable mechanical properties.78,90 In the automotive industry, oyster shell-reinforced composites are used for lightweight, flame-retardant components. 92 For sustainable packaging, eggshell/PLA composites offer biodegradable and thermally stable solutions. 101 Additionally, mollusk shell composites are employed in construction materials for load-bearing structures requiring high stiffness. 91
Summary table of shell based biofillers.
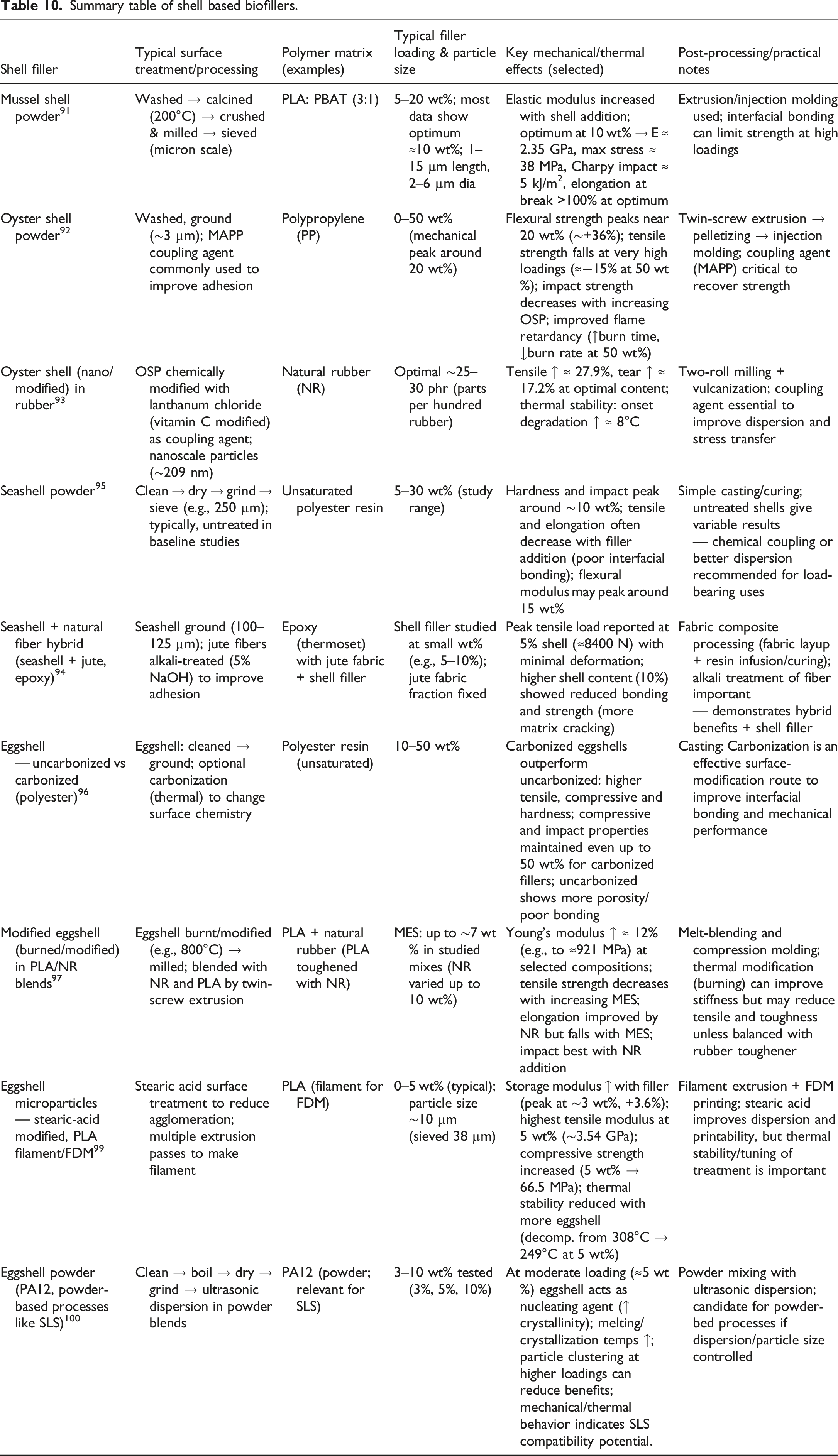
Summary of animal-based fibers
Summary of animal-based fibers.
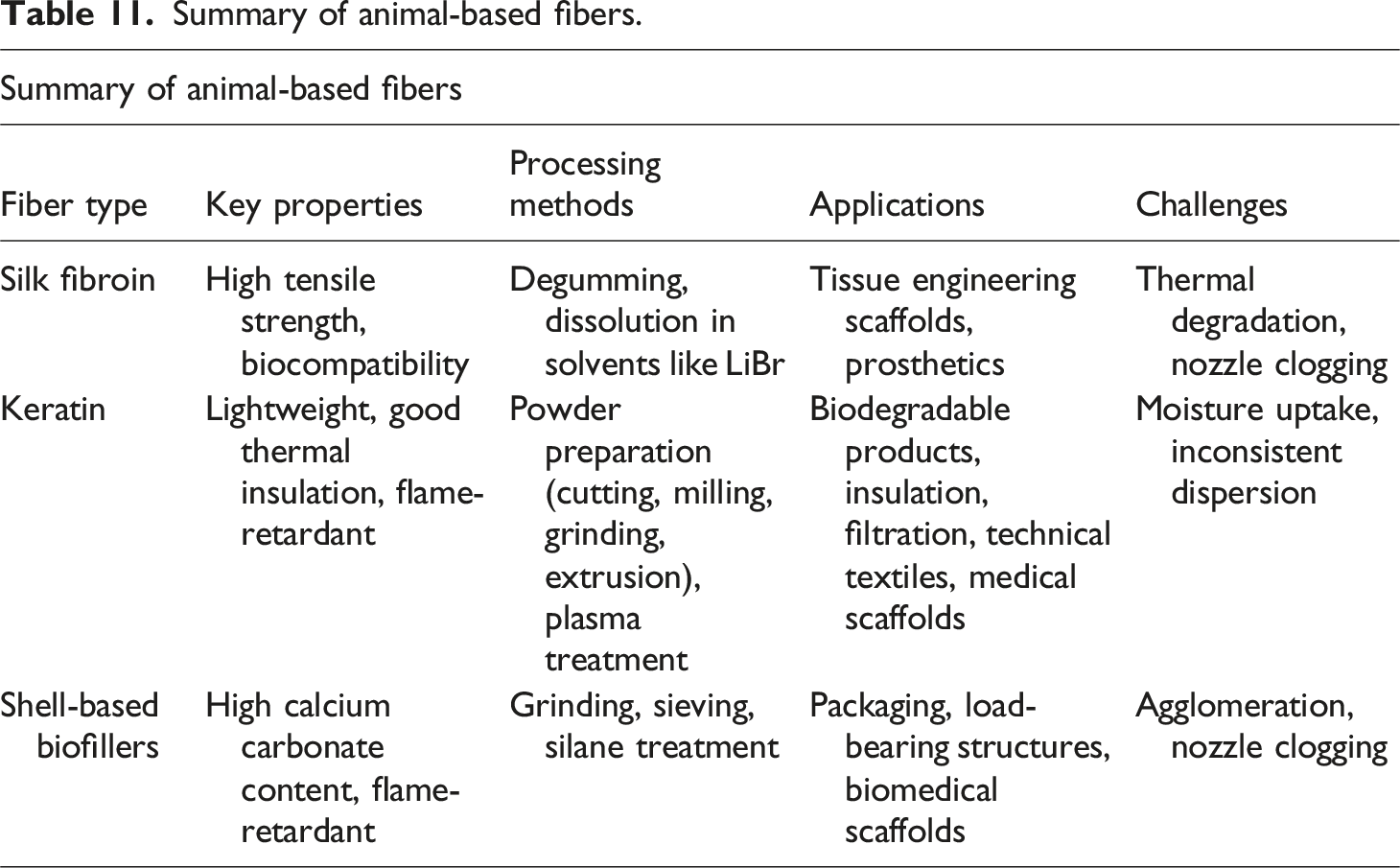
Defects, porosity, and interlaminar failure in additively manufactured natural fiber–reinforced polymer composites
Defect formation is a central factor governing the mechanical reliability of natural fiber reinforced polymer composites produced by additive manufacturing (AM). Unlike conventional consolidation based processes, layer-by-layer fabrication introduces interfacial and morphological features that strongly influence stiffness, strength, and fracture response. Defects such as porosity, incomplete wetting of fibers, inter-bead voids, and limited interlayer bonding play decisive roles in determining interlaminar shear strength and fracture toughness. This section reviews the origins of these defects and synthesizes key findings related to Mode I and Mode II fracture behavior with particular relevance to natural-fiber AM systems.
Porosity formation and microstructural discontinuities
Porosity is widely reported in natural-fiber polymer systems produced using fused deposition modeling (FDM), direct ink writing (DIW), and vat-photopolymerization. Fiber morphology itself introduces voids: natural fibers contain lumens and cellular cavities that persist after processing. Studies on rice and wheat straw fillers have shown that lumen structures remain intact in SLA-printed specimens, forming local voids that reduce stiffness and create preferential crack paths. 46 Similar microvoid-driven effects are observed in hemp, flax, and jute composites, where lumen size and swelling influence fiber–matrix contact.36,38
Incomplete fiber impregnation is another dominant contributor to porosity. Hydrophilic natural fibers and high melt viscosity in extrusion-based AM limit infiltration into fiber bundles, producing longitudinal voids and interfacial gaps. Flax, hemp, and ramie composites frequently exhibit such defects, resulting in reduced tensile performance and increased variability.35,39,44
Inter-bead and inter-layer voids arise when thermal diffusion between deposited roads is insufficient. Suboptimal extrusion temperature, rapid cooling, or irregular fiber dispersion create discontinuities along interlayer planes. PLA–hemp composites, for example, show clear correlations between interlayer void content and reduced ultimate strength.36,38 Moisture release from the fibers during deposition introduces additional microcracks, and thermal degradation of non-cellulosic components can further contribute to void formation.7,16
Photopolymer-based processes (SLA/DLP) typically yield lower porosity; however, when fiber sizes exceed 45–70 μm, light scattering and sedimentation hinder full cure and lead to microvoid formation, as evidenced in straw-filled photopolymers. 46
Interlaminar failure modes in additively manufactured composites
Interlaminar strength in AM composites depends on achieving continuous bonding across printed layers. Voids, insufficient fusion, and fiber–matrix debonding reduce crack initiation resistance and promote delamination under Mode I or Mode II loading. Standard test methods include ASTM D5528 (DCB, Mode I), ASTM D7905 (ENF, Mode II), and ASTM D6671 (mixed mode).
Representative interlaminar fracture toughness and shear properties of natural fiber composites.
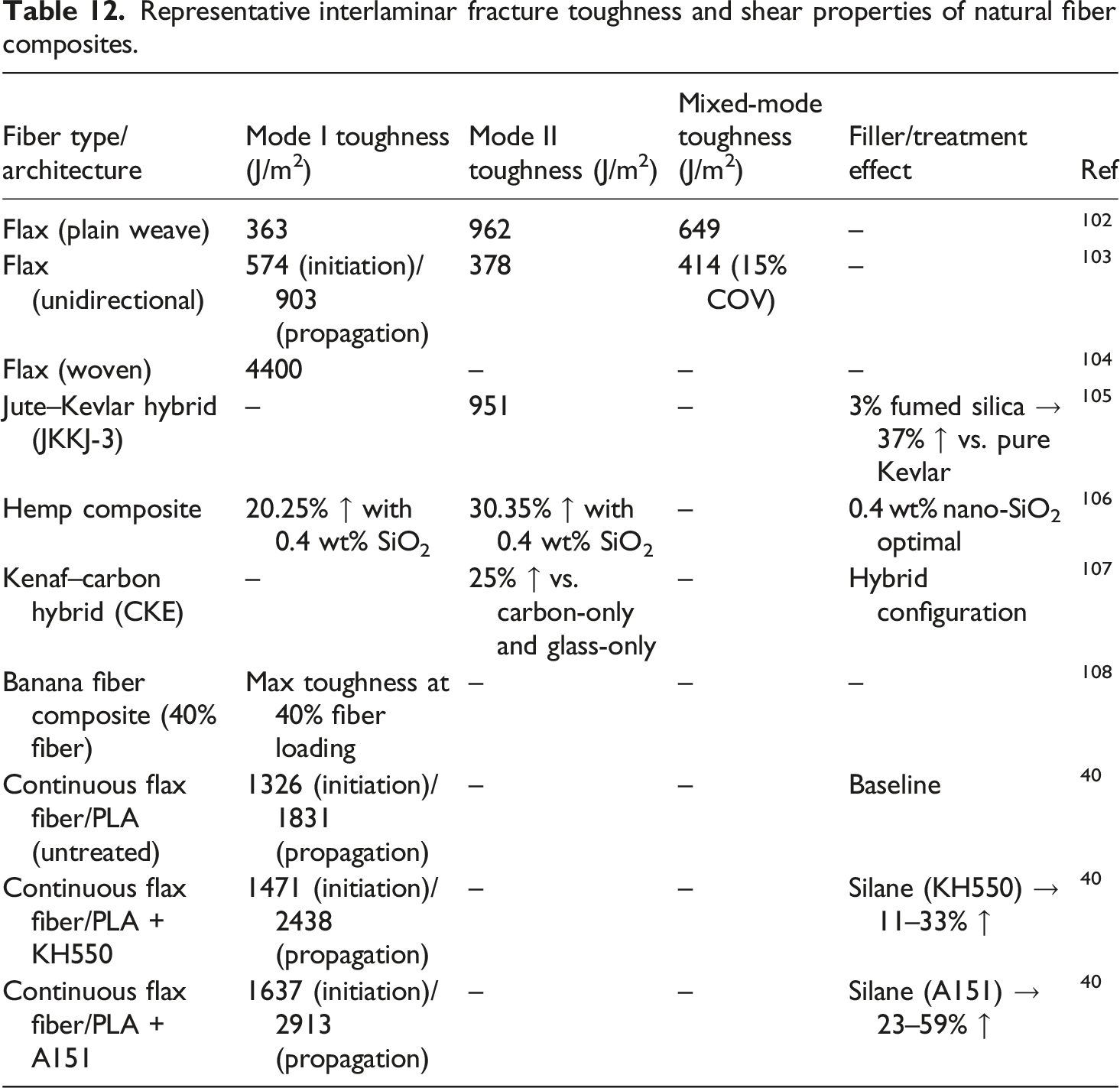
Recent AM-specific investigations provide direct evidence linking material architecture to interlaminar shear performance. Vinod et al. 37 evaluated short-beam interlaminar shear strength in 3D-printed Nona/PLA and Soy/PLA hybrid laminates. Interlaminar shear strength varied from 5.75 to 6.32 MPa depending on stacking sequence. The lowest values occurred in laminates with poor natural-fiber wetting or alternating thin stacks that disrupted stress distribution, while Soy-PLA-rich configurations demonstrated improved shear transfer and delayed crack propagation. These results reinforce that interlayer adhesion and fiber–matrix compatibility is critical for AM composites. Long et al. 40 demonstrated substantial improvements in Mode I interlaminar fracture toughness for 3D-printed continuous flax fiber/PLA composites through silane treatments. Delamination initiation toughness increased by 11% (KH550) and 23% (A151) relative to untreated specimens, while propagation toughness increased by 33–59%. SEM analysis revealed mechanisms such as fiber bridging, bundle pull-out, and enhanced matrix plasticity—features amplified by improved fiber wetting and impregnation. The A151 treatment produced the roughest fiber surfaces and the highest fracture toughness, highlighting the importance of interfacial chemistry in AM systems where impregnation is constrained by the printing process.
Evidence from across the entire study of this manuscript indicates that several material strategies and AM process conditions can simultaneously lower porosity and improve interlaminar strength/toughness in natural fiber reinforced polymer composites. Processes that promote full inter-bead fusion such as optimized extrusion temperatures, reduced layer times, increased nozzle pressures, or controlled chamber heating consistently reduce void content between layers and thereby mitigate the interfacial crack initiation that commonly governs Mode I and Mode II delamination. Material systems incorporating surface-treated natural fibers, particularly those treated with alkali or silane, demonstrate improved fiber–matrix wetting and reduced interfacial porosity, translating to increased resistance against interlaminar tension and shear. Nano-toughened matrices (e.g., SiO2- or fumed silica–modified epoxies) also exhibit significant reductions in micro voids at the interface as summarized in the curated Fracture Toughness Values and Failure Mechanisms tables, these systems deliver 20–30% improvements in both Mode I and Mode II fracture toughness due to enhanced crack deflection and decreased fiber–matrix debonding. In hybrid laminates, the inclusion of thin bio-derived fiber layers (e.g., jute, flax) between stiffer synthetic plies has been shown to suppress delamination growth by promoting frictional sliding and energy dissipation—mechanisms likely to translate to multi-material AM systems where interlayer crack propagation is a dominant failure mode. Collectively, the available evidence suggests that AM processes or material modifications that reduce void formation, strengthen interfacial bonding, or incorporate toughened matrix phases are the most effective pathways for achieving reduced porosity and improved interlaminar properties in additively manufactured natural fiber composites.
Challenges: Opportunities for future research
The integration of natural fibers into polymer matrices for 3D printing presents significant opportunities for sustainable and high-performance materials. However, despite the advancements in material selection, fiber treatments, and processing techniques, there are still numerous challenges that hinder the widespread adoption of 3D printing of polymer composites reinforced with natural fibers. These challenges arise from the intrinsic properties of natural fibers, limitations in additive manufacturing processes, and the interplay between fibers, matrices, and printing parameters. This section explores the key obstacles, including fiber-related issues, matrix compatibility, processing difficulties, anisotropic properties, thermal stability, environmental factors, and the lack of standardization.
Fiber-related challenges
Fiber hydrophilicity and moisture absorption
One of the most significant challenges with natural fibers is their hydrophilic nature, which leads to moisture absorption. This property is primarily due to the high cellulose content in plant fibers and the keratin structure in animal fibers. Moisture absorption weakens the fiber-matrix interface, reducing mechanical performance and causing dimensional instability in the composites over time. For instance, the hydrophilic nature of bast fibers such as flax and hemp can lead to swelling, reduced interfacial bonding, and inconsistent 3D-printed part performance under humid conditions.6,12,13,35 Similarly, animal-based fibers like wool and keratin-rich chicken feathers are prone to moisture uptake, which necessitates careful drying and storage during processing.83,84
Fiber inhomogeneity and variability
Natural fibers exhibit significant variability in their physical, chemical, and mechanical properties due to differences in plant species, growing conditions, and extraction methods. This variability leads to inconsistent reinforcement behavior in the composite, making it challenging to predict and control the performance of 3D-printed parts.37,43,69 Additionally, the irregular shapes, sizes, and diameters of natural fibers can cause uneven dispersion in the polymer matrix, resulting in defects such as voids, agglomeration, and fiber misalignment during printing.34,43,45
Fiber processing and surface treatments
Surface treatments are necessary to enhance the compatibility of natural fibers with polymer matrices. However, these treatments add complexity and cost to the manufacturing process. Techniques like alkali, silane, and acid hydrolysis are effective in improving fiber-matrix adhesion but can degrade the fibers if not properly controlled. For example, excessive alkali treatment can weaken the mechanical properties of hemp and sisal fibers, while chemical treatments for animal fibers like keratin and silk may introduce additional processing steps.8,35,73,87 Furthermore, achieving a balance between treatment efficacy and fiber preservation remains a challenge.
Matrix compatibility and interfacial adhesion
The performance of fiber-reinforced composites heavily depends on the interfacial bonding between the natural fibers and the polymer matrix. Poor compatibility between hydrophilic fibers and hydrophobic polymers like polypropylene (PP) and polyethylene (PE) leads to weak interfaces, resulting in reduced load transfer and mechanical performance.8,35,92 While biodegradable polymers such as PLA exhibit better compatibility with natural fibers, interfacial bonding is still influenced by factors like fiber surface roughness, matrix viscosity, and processing conditions.36,40,98 Achieving uniform fiber-matrix interaction is particularly challenging in 3D printing, where the layer-by-layer deposition process can exacerbate interfacial weaknesses.
Processing and 3D printing challenges
Fiber dispersion and distribution
Uniform dispersion of natural fibers in the polymer matrix is critical for achieving consistent mechanical properties in 3D-printed composites. However, fibers tend to aggregate due to their high aspect ratio and surface energy, leading to uneven distribution and defects such as voids and porosity in the printed parts.35,44,46 Short fibers are easier to disperse but may not provide sufficient reinforcement, while continuous fibers improve mechanical properties but pose challenges in achieving uniform alignment and impregnation during filament extrusion and printing.39,44
Clogging and nozzle wear
The presence of natural fibers in 3D printing filaments introduces additional challenges during extrusion and deposition. Fibers can cause nozzle clogging due to their irregular shapes and sizes, particularly at high fiber loadings or when using larger-diameter fibers.44,50,98 Additionally, abrasive fibers like wood and grass can accelerate nozzle wear, reducing the longevity of printing equipment and necessitating frequent maintenance or replacement.67,68
Thermal degradation
Natural fibers are prone to thermal degradation during 3D printing, especially at the elevated temperatures required for polymer melting and extrusion. For instance, bast fibers like hemp and flax begin to degrade at temperatures above 200°C, limiting their compatibility with high-temperature polymers.6,42 Similarly, animal fibers such as keratin and silk may lose their structural integrity at high processing temperatures, affecting the mechanical performance and printability of the composites.70,73,84 Proper temperature control and the use of thermal stabilizers or bio-additives are essential to mitigate these issues.
Anisotropic properties
The layer-by-layer deposition process inherent to 3D printing creates anisotropic mechanical properties in natural fiber-reinforced composites. The orientation of fibers and the bonding between printed layers strongly influence the tensile strength, Young’s modulus, and impact resistance of the composites. Gao et al. 6 highlighted that anisotropy is a critical challenge, as the mechanical properties of printed components vary significantly in the longitudinal and transverse directions. Optimizing printing parameters such as raster angle, build orientation, and layer thickness is necessary to minimize anisotropy, but achieving isotropic behavior remains a significant challenge.6,38,44
Environmental factors during printing
Environmental conditions such as humidity and temperature can influence the performance of natural fiber composites during 3D printing. For example, high humidity can cause moisture absorption by natural fibers, leading to swelling, poor layer adhesion, and inconsistent printing quality.12,13,44 Vacuum printing or controlled environmental conditions can mitigate these effects, but such setups increase manufacturing complexity and cost. 10
Cost and scalability
While natural fibers are generally cost-effective compared to synthetic reinforcements, the additional processing steps required for surface treatments, drying, and dispersion increase the overall production costs of 3D-printed natural fiber reinforced polymer composites. Moreover, scaling up these processes for industrial applications remains challenging, particularly for continuous fiber composites and advanced printing techniques like SLA and SLS.44,46 High material and processing costs reduce the competitiveness of natural fiber-reinforced polymer composites in the market, especially in comparison to conventional composite materials.
A further challenge in evaluating cost and scalability is the limited and inconsistent reporting of economic data in the existing literature. Most available studies provide detailed descriptions of material formulations and printing parameters but do not include essential cost-related information such as raw fiber price, fiber preparation steps, treatment costs, compounding or filament production costs, or printing-related expenses. As a result, comparing cost–performance relationships across different natural fibers and polymer matrices requires a harmonized framework that accounts for these missing values.
To address this gap, the present review applies a simplified and transparent cost-estimation approach (shown in Supplemental Material). The model incorporates representative raw material costs for polymers and natural fibers, and a flat rate processing cost. These estimates are not intended to provide absolute cost predictions but to enable relative comparisons among different composite systems under similar processing assumptions. See Supplemental Material for estimates.
Estimated cost performance table of discussed natural fiber reinforced polymer composites.
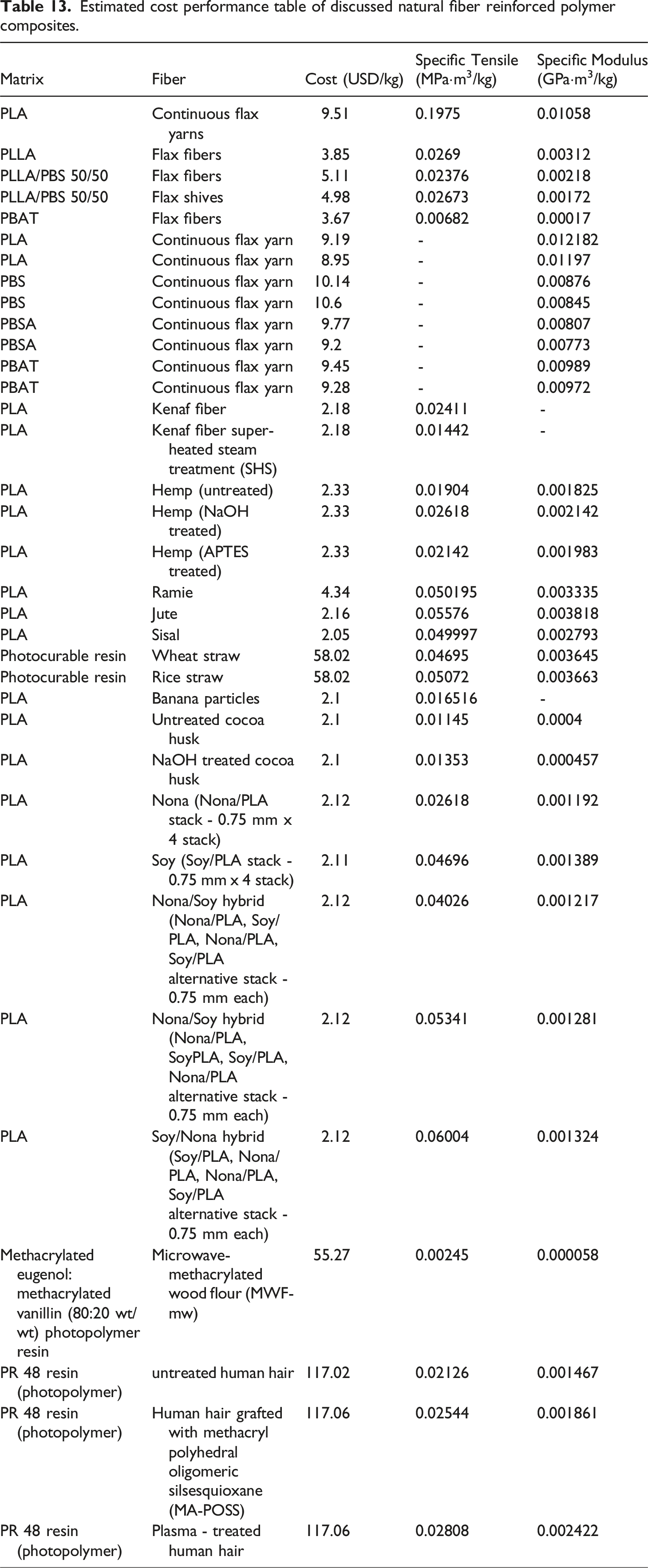
To provide more perspective into the performance of these natural fiber reinforced polymer composites against their respective matrix and synthetic fiber composites at 60 FVF, a comparison plots of the cost versus specific strength (Figure 19) and cost versus specific modulus (Figure 20) was made. These plots illustrate the relative positioning of natural, synthetic, and bulk polymer systems across a wide cost–performance space. The comparative cost–specific property analysis reveals that additively manufactured natural fiber reinforced polymer composites in most cases consistently outperform their neat polymer matrices in both specific tensile strength and specific modulus, even when accounting for typical AM related defects. Low cost plant fibers such as jute, ramie, sisal, and kenaf exhibit the highest strength and stiffness to cost efficiency, clustering in a region below 5 USD/kg, while animal fiber and engineered biopolymer systems occupy higher-cost, moderate performance regions due to expensive resins. Continuous flax composites achieve the upper range of natural fiber modulus, approaching the lower bound of glass fiber composites, whereas glass, carbon, and Kevlar synthetic composites at 60% fiber volume fraction clearly define the high performance, and somewhat high-cost upper limits. Overall, the plots illustrate that natural-fiber composites occupy a cost-efficient intermediate performance regime, offering moderate mechanical improvements at minimal cost compared to bulk polymers and providing a sustainable alternative to synthetic fibers where extreme strength or stiffness is not required. (a) Cost versus specific tensile strength for all natural-fiber composites, bulk polymers, and synthetic fiber composites (60% FVF), shown using numerical identifiers. (b) Legend table for (a) Listing material names corresponding to numerical identifiers. (a) Cost versus specific modulus for all natural-fiber composites, bulk polymers, and synthetic fiber composites (60% FVF), shown using numerical identifiers. (b) Legend table for (a) Listing material names corresponding to numerical identifiers.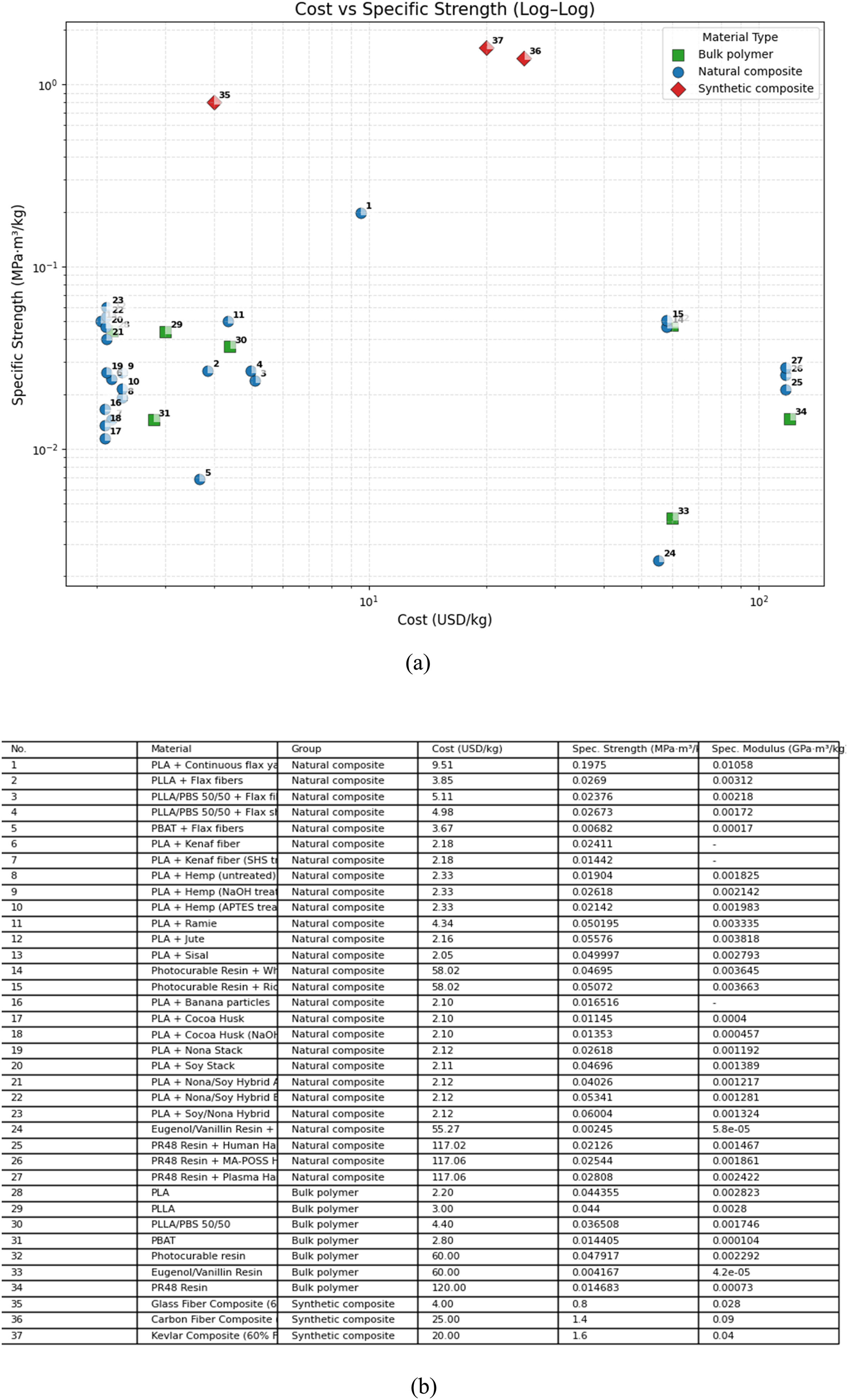
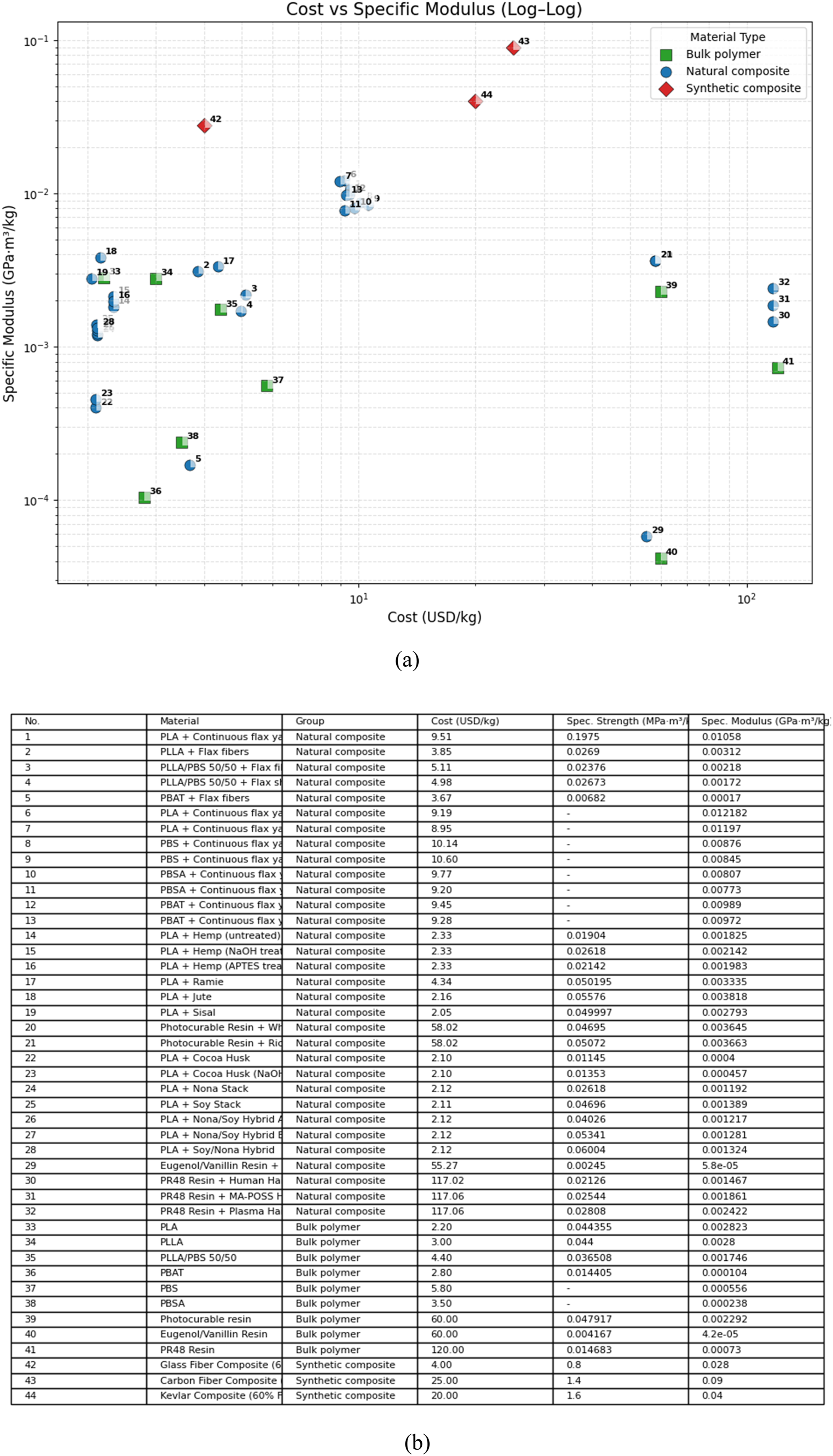
Mechanical property trade-offs
Specific mechanical properties of natural-fiber-reinforced polymer composites.
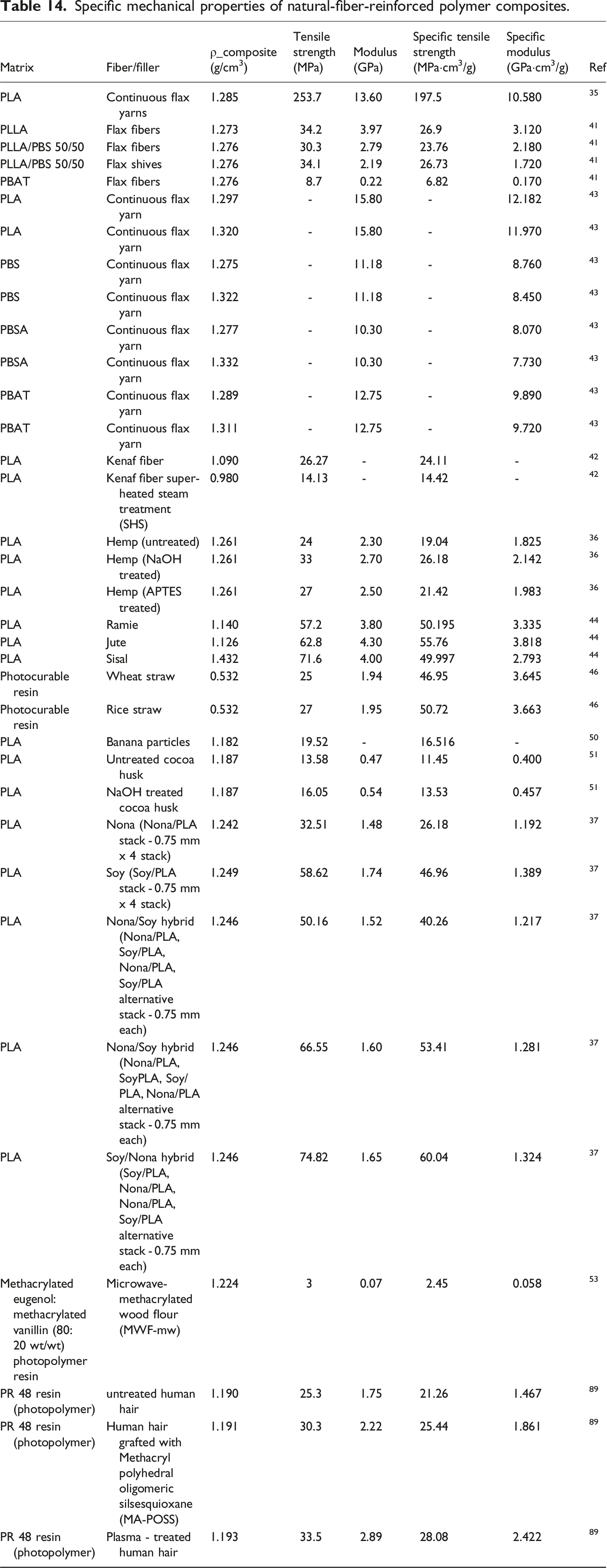
Reinforcement factors relative to neat matrix polymers.
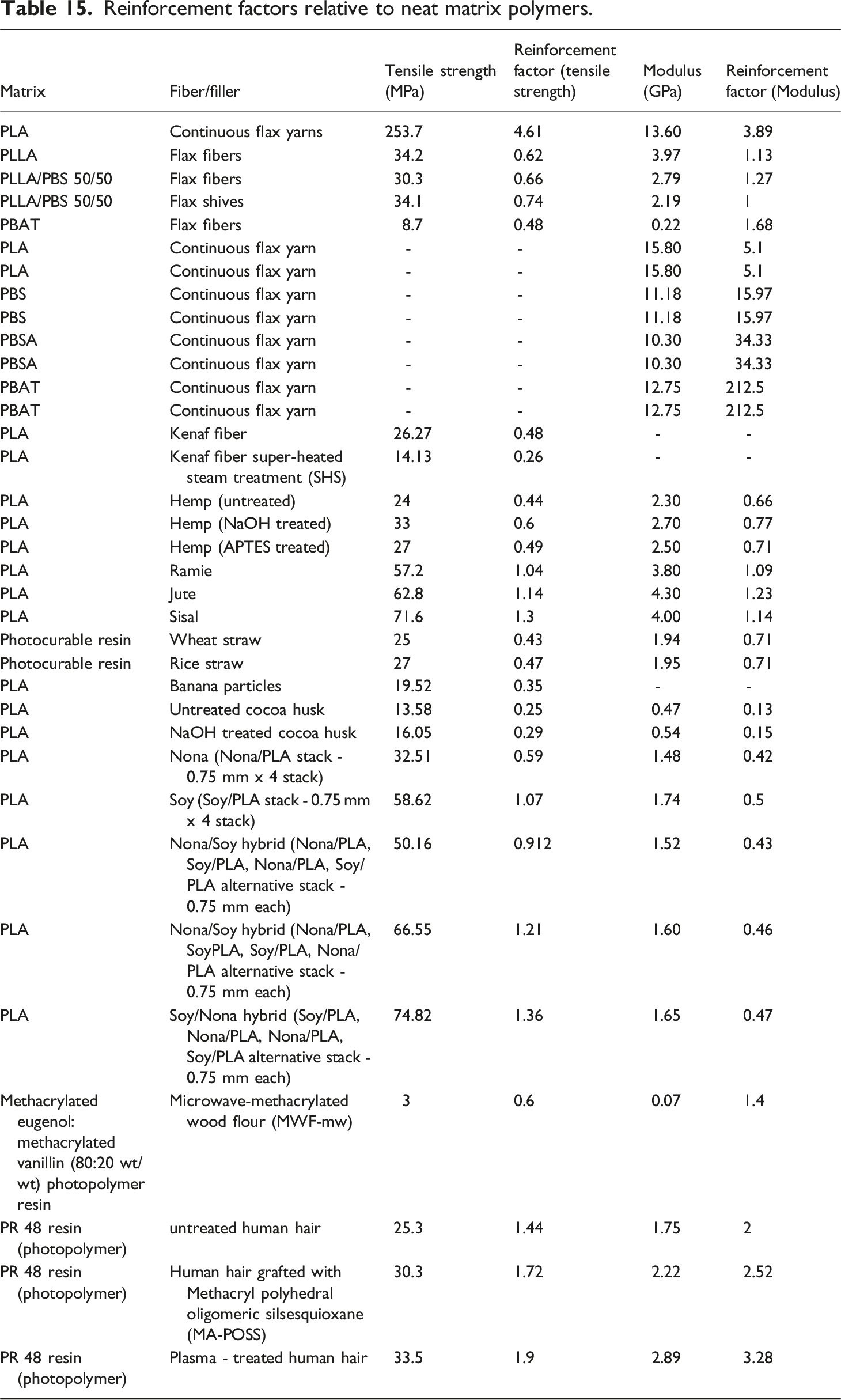
It must be noted that these tables and the cost performance table (Table 13) and Figures 19 and 20 are a direct consequence of the data curated (complete Tables in Supplemental Material) from the various literature discussed in this manuscript. As a reminder, some literature failed to mention some properties including matrix, fiber and composite densities, fiber weight fraction, volume fraction, porosity values and cost. As such some of these values were either assumed, estimated or calculated using formulae. These are noted in the tables in the Supplemental Material and the formulae used in calculations are also provided therein. The authors therefore recommend that the comparison should be interpreted with appropriate caution.
Summary of Challenges in 3D Printing Natural Fiber Composites
Figure 21 highlights the major fiber-related challenges encountered in 3D printing natural fiber composites, using subfigures (a–d) to illustrate each issue along with representative examples. Figure 21(a)) depicts fiber hydrophilicity, where water droplets on the fiber surface symbolize moisture absorption that weakens fiber–matrix adhesion and compromises dimensional stability, as seen in fibers like flax, hemp, and sisal. Figure 21(b)) shows thermal degradation, represented by a heating block with a thermometer, indicating that fibers such as hemp and flax degrade at high processing temperatures, thereby limiting their compatibility with polymers that require elevated extrusion conditions. Figure 21(c)) illustrates fiber dispersion, where brown spots embedded in a block represent fiber aggregation, porosity, and uneven reinforcement, a common problem for fibers like grass and rice straw. Finally, Figure 21(d)) demonstrates anisotropic properties, where an arrow across layered material signifies the variation of mechanical properties depending on the printing direction, an issue observed across all fiber types. Together, these schematic illustrations reinforce how intrinsic fiber characteristics and printing processes contribute to the primary obstacles that must be addressed to optimize performance and reliability in natural fiber-reinforced composites. Schematic illustration of fiber-related challenges in 3D printing natural fiber composites: (a) Fiber hydrophilicity leading to moisture absorption and weakened adhesion, (b) Thermal degradation of fibers at elevated printing temperatures, (c) Poor fiber dispersion causing aggregation and voids, (d) Anisotropic mechanical properties resulting from fiber orientation and layer deposition.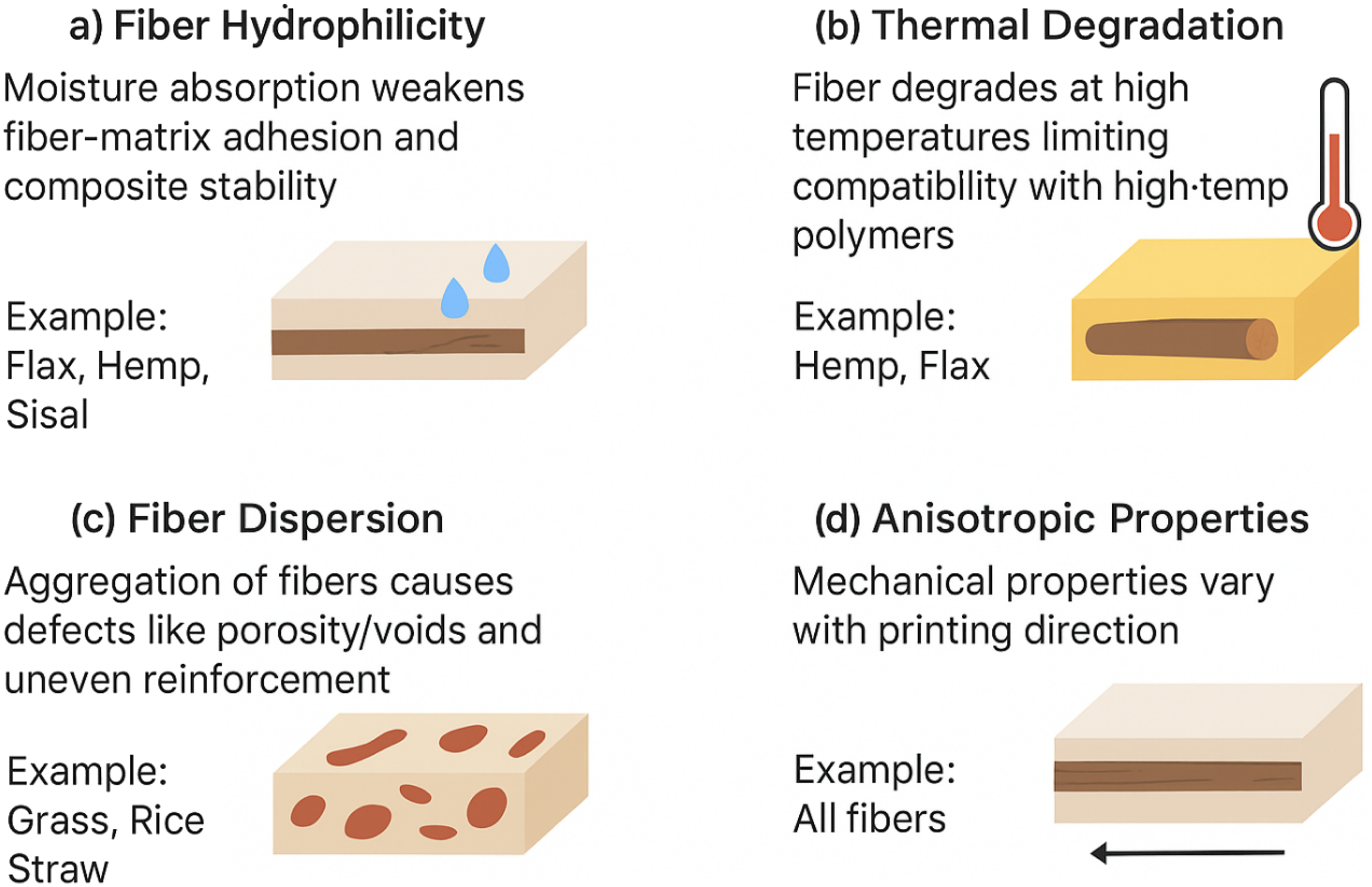
Summary of challenges in 3D printing natural fiber composites.
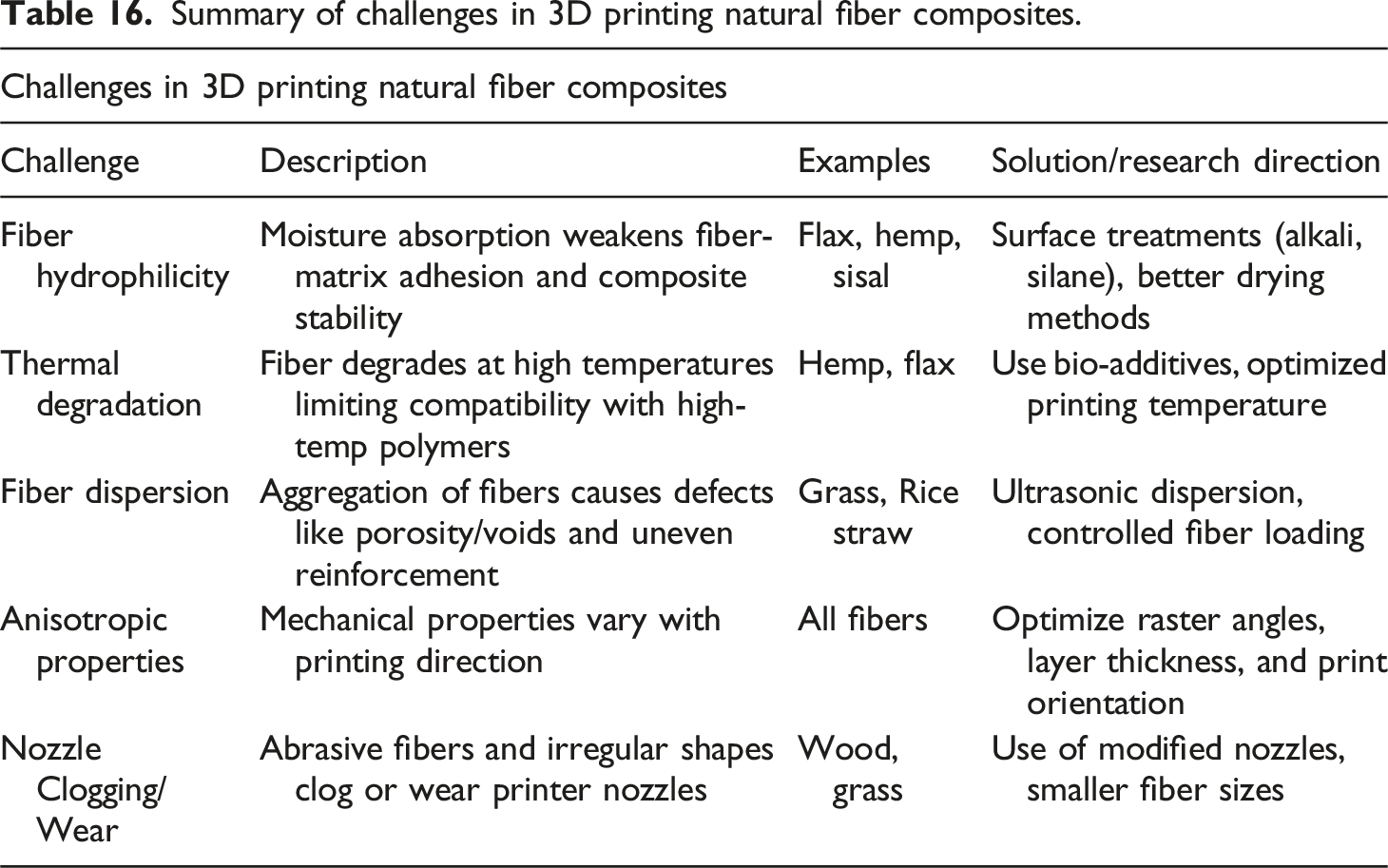
Beyond these technical challenges, a recurring issue across the literature is the incomplete reporting of fundamental material and processing parameters. Key variables such as matrix and fiber densities, fiber volume fraction, porosity, and full mechanical property datasets are often omitted, making it difficult to establish consistent structure–property relationships or to compare results across studies. Cost-related information is even more limited. To address these gaps and enable cross-study comparisons, this review applied standardized estimation approaches for density, porosity-adjusted modulus and strength, and approximate cost per kilogram when these values were unavailable. Although these estimates provide a useful basis for identifying general performance trends, the lack of comprehensive experimental reporting highlights the need for more consistent data practices in future studies. Improved standardization will significantly strengthen the ability to benchmark natural fiber composites and accelerate their advancement in additive manufacturing applications.
Summary of future directions.
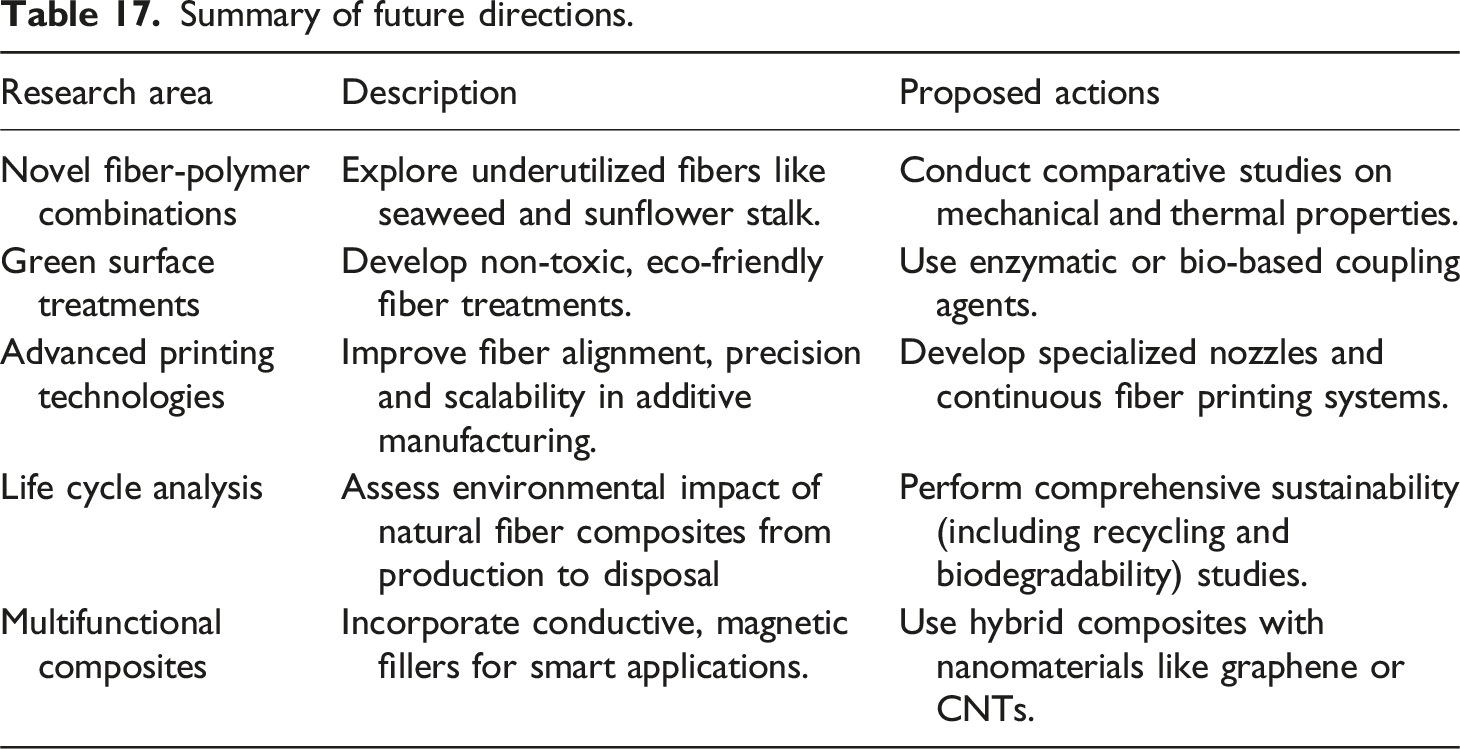
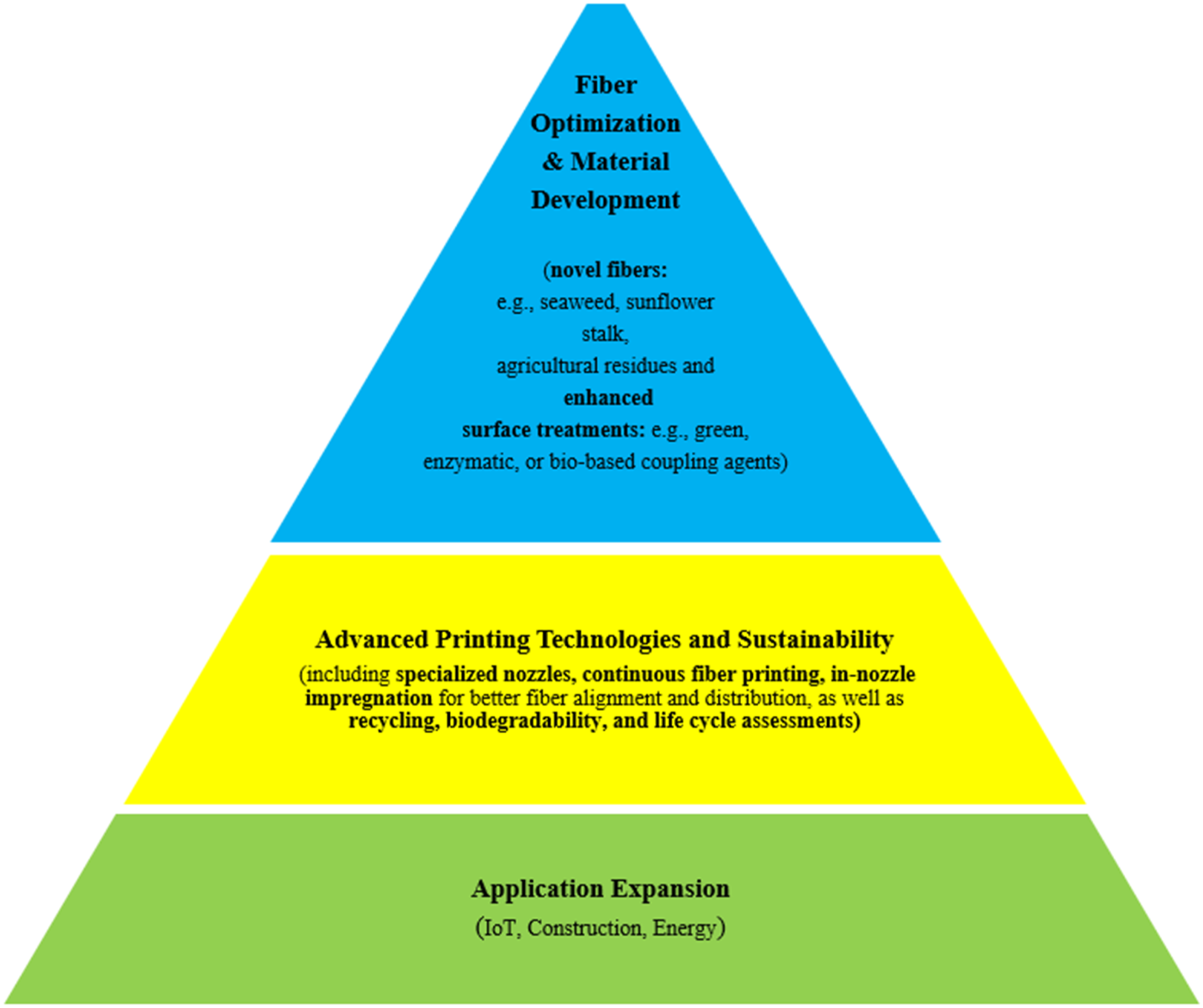
Pyramid diagram of future research priorities.
Exciting applications of 3D-printed natural fiber reinforced composites: (a) Sustainable housing structures for lightweight, load-bearing construction, (b) Wearable devices for flexible and biocompatible healthcare applications, (c) Multifunctional panels incorporating conductive or magnetic fillers for sensing and smart functionalities, and (d) Energy storage units enabling integration with renewable energy systems.
Conclusion
The integration of natural fibers into polymer composites for 3D printing represents a significant step forward in the development of sustainable and high-performance composite materials. This review has presented a comprehensive analysis of the current state of knowledge, spanning material selection, processing methods, property enhancement techniques, and challenges. This review highlighted the diverse range of plant-based and animal-based natural fibers, their inherent properties, and their potential to reinforce polymer matrices for 3D printing applications. Bast fibers, grass fibers, leaf fibers, seed/fruit fibers, wood fibers, and animal-derived fibers such as silk, keratin, and shell-based biofillers have all shown remarkable promise as reinforcements, offering benefits such as biodegradability, renewability, and enhanced mechanical and thermal properties. Figure 24 illustrates the impact of different natural fibers on the mechanical properties of 3D printed polymer composites. It highlights the substantial mechanical property enhancements achievable with natural and waste-derived fiber reinforcements in polymer composites. PLA reinforced with eggshell powder (PLAES20) shows the most pronounced increase in maximum stress, nearly 72% higher than neat PLA, while plasma-treated human hair composites exhibit a doubling of tensile strength compared to neat resin, underscoring the impact of surface modification. Sisal and cocoa husk fibers yield moderate but consistent tensile strength gains, while soybean hull fiber composites demonstrate balanced improvements, boosting both modulus (54%) and stress at 50% strain (38%). Wheat and rice straw fibers also improve modulus modestly compared to clean resin. Finally, oyster shell powder composites enhance flexural strength by 36%, reinforcing the role of mineral-based fillers. Overall, the figure demonstrates that both plant- and animal-based reinforcements, especially when chemically or physically treated, provide substantial mechanical advantages, offering pathways for tailoring composites for specific performance requirements. Mechanical properties improvement across various fiber composites.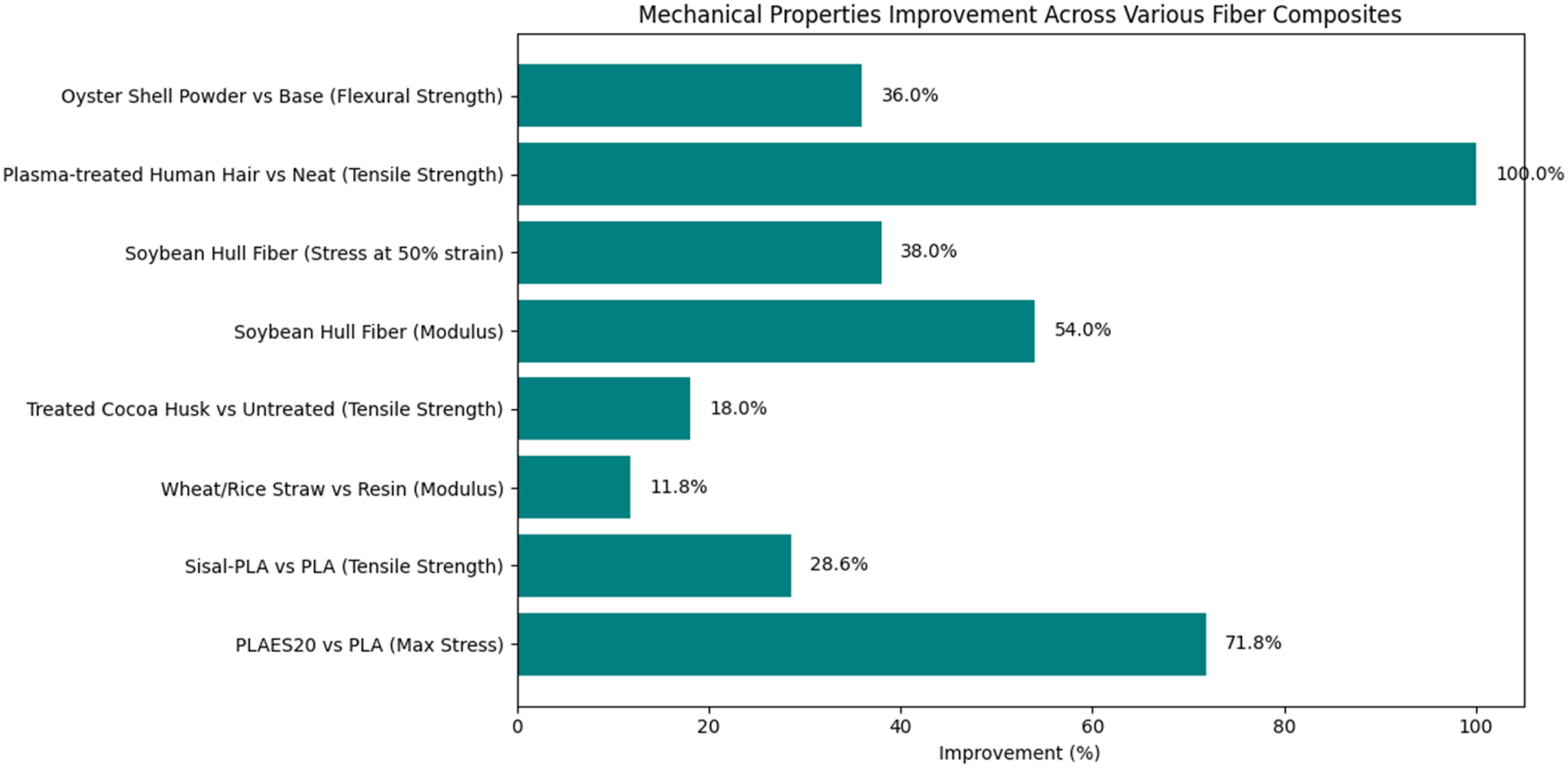
While traditional polymer composites are often criticized for their environmental impact, the use of natural fibers offers a more sustainable alternative. The incorporation of plant-based fibers such as flax, hemp, and kenaf, and animal-based fibers like silk and keratin, has demonstrated the potential to significantly improve the mechanical, thermal, and rheological properties of biopolymers like PLA, PCL, and PBAT. Moreover, natural fibers derived from agricultural or industrial waste, such as rice husks, wheat straw, and eggshells, provide an eco-friendly solution to waste management, further emphasizing the environmental advantages of these composites.
The review has also highlighted the pivotal role of additive manufacturing in advancing natural fiber-reinforced composites. 3D printing technologies, particularly fused deposition modeling (FDM) and stereolithography (SLA), have enabled the fabrication of complex geometries, reduced material waste, and offered opportunities for rapid prototyping. However, the success of 3D printing natural fiber composites depends heavily on optimizing several factors, including fiber-matrix adhesion, printing parameters, and surface treatment techniques. Studies have shown that methods such as alkali treatment, silane coupling, and thermal stabilization significantly enhance fiber compatibility and interfacial bonding, leading to improved performance.
Comparison of processing/treatment methods and their benefits.
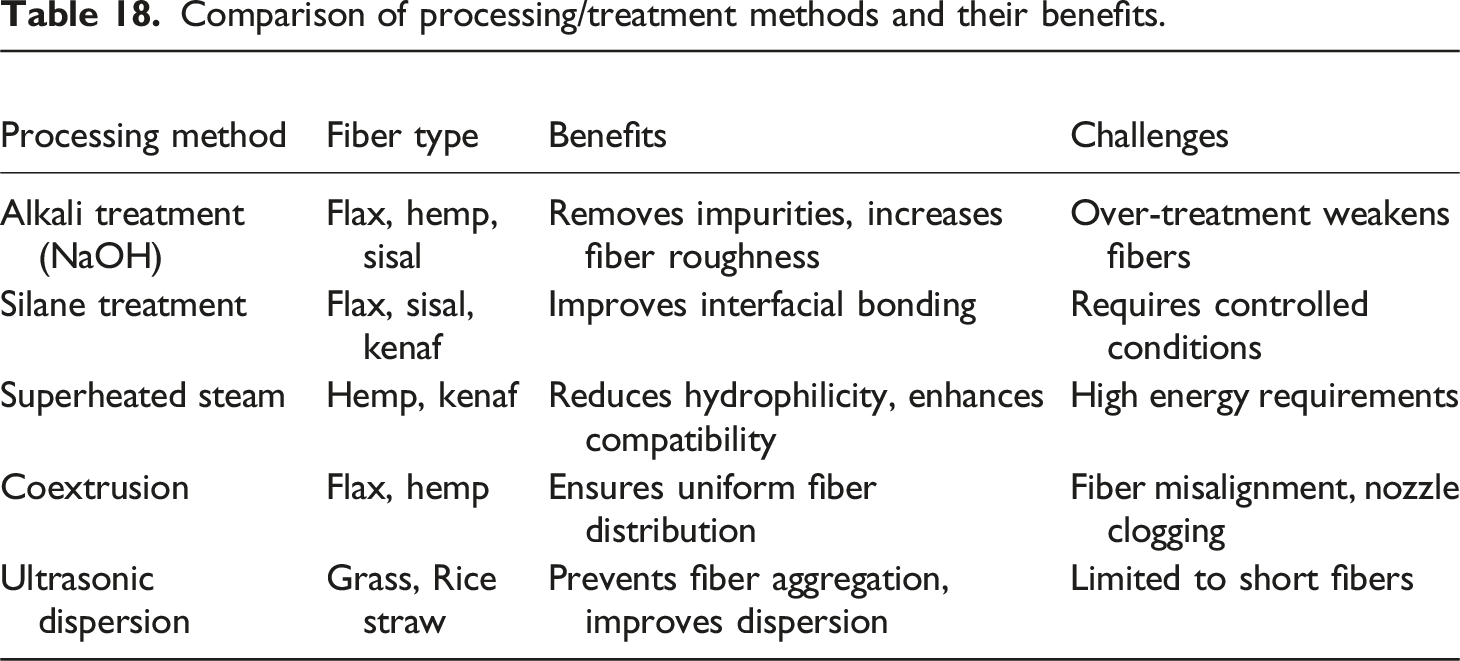
When the various natural fiber systems reviewed here are compared on a density-normalized and cost-normalized basis using available and estimated values, several general trends emerge. Continuous flax fiber composites tend to provide the highest specific stiffness among the systems studied, particularly when processing minimizes porosity and ensures adequate fiber alignment. Short fibers such as hemp, jute, and sisal generally offer favorable cost profiles and can provide moderate stiffness gains, although their mechanical performance remains highly dependent on interfacial bonding and dispersion quality. In contrast, composites that exhibit substantial porosity or weak fiber–matrix adhesion may perform below neat polymer baselines, even when reinforced with inherently strong fibers. These comparative observations should be viewed as indicative rather than definitive, reflecting the variability in reported data and the estimation procedures required where experimental values were unavailable. Continued progress in this field will depend on improved material characterization, and reporting consistency that enable more robust cross-material comparisons and performance benchmarking.
Supplemental material
Supplemental Material - Additive manufacturing of natural fiber reinforced polymer composites - A review
Supplemental Material for Additive manufacturing of natural fiber reinforced polymer composites - A review by Joshua Adjei – Yeboah, Muhammad P. Jahan in Journal of Thermoplastic Composite Materials.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.