
Abstract
This study explores the utilization of crab shell (CS) waste as a reinforcing filler in thermoplastic elastomer (TPE) composites designed for building applications exposed to high humidity. Recycled high-density polyethylene (rHDPE) and recycled polypropylene (rPP) were blended with natural rubber (NR) to form TPE composites, into which varying contents of CS (35, 40, and 45 wt%) were incorporated. Maleic anhydride-grafted polyethylene (MAPE) and maleic anhydride-grafted polypropylene (MAPP) were used as coupling agents for the rHDPE and rPP-based systems, respectively. After immersion in water for 1 and 3 months, the TPE composites were evaluated for their mechanical, physical, thermal, and morphological properties. The results demonstrated that TPE composites containing 40 wt% CS along with coupling agents exhibited the best performance in terms of flexural strength, compressive resistance, hardness, dimensional stability, and thermal stability. Morphological characteristic confirmed improved filler matrix adhesion in TPE composites with MAPE and MAPP, reducing surface damage and moisture related degradation. Among all formulations, HRC40M4 (rHDPE/NR + 40 wt% CS + MAPE) and PRC40M4 (rPP/NR + 40 wt% CS + MAPP) showed the highest stability and property retention after water exposure. These findings support the development of sustainable, water-resistant building materials and present a promising approach for high value recycling of biowaste into durable TPE composites for use in moisture sensitive construction applications.
Introduction
Thermoplastic elastomer (TPE) composites are a group of polymer materials that combine the flexibility of rubber with the processability of thermoplastics. TPE composites exhibit rubber-like elasticity at temperatures below their melting point. They can be softened and reprocessed without significant loss of properties at higher temperatures. This ability allows TPE composites to be reused and recycled, whereas conventional thermoset rubbers cannot be reshaped once cured. As a result, TPE composites generate less processing waste and offer economic benefits during manufacturing. In many cases, waste or scrap TPE composites can be ground into small particles and reused into the production process. This characteristic contributes not only to material efficiency but also to environmental sustainability. The growing interest in TPE composites is driven by their versatility, ease of processing, and recyclability, which support the development of eco-friendly materials for various applications. 1 TPE composites are widely used in the areas of architecture, automobile, electrical, and medicine because of their unique combination of high strength, high toughness, flexibility, durability, biocompatibility, and biostability.2,3 The TPE composites consist of thermodynamically incompatible hard and soft segments in which the hard segments consist of the thermoplastic matrix such as polypropylene (PP), polystyrene (PS), and polyethylene (PE), these components provide the high modulus, hardness, and tear strength of the TPE composites,4,5 whereas the soft segments are usually polyether or natural rubber with a high flexibility at room temperature, these largely controls the low-temperature properties of TPE composites. 6 In general, the TPE composites manufacturing process can be formed by compression molding, injection molding, and extrusion. Melting behavior of TPE composites materials classify them as belonging to a group of materials between thermoplastics and elastomers. They form an independent class of materials.7,8 The use of TPE composites contribute to enhancing products and setting them apart from others. Additionally, they take over a lot of technical functions that so far have been reserved for elastomers. 9 Basically, the properties of TPE blends result from mixing different polymers to form a so-called composites compound.
This study focuses their investigation on thermoplastic materials. PP and PE are broadly used polymer in industry.4,5,10,11 Its mechanical, physical, and thermal properties including the chemical properties of the thermoplastic depend on the type and feed ratio of polyol, diisocyanate, and chain extending agent. 12 A common problem with thermoplastics is that they deform and/or lose dimensional accuracy under a combination of moderate to severe stress and temperature during their service life.6,13 The viscoelastic behavior in thermoplastic raises concerns about performance under many conditions since they are low flexibility, it is not suitable for some applications.14,15 Hence, the development of materials with high flexibility is an important issue in order to decrease the environmental impact from the plastic production and waste, including the efficient and appropriate use. 16 Natural Rubber (NR) is a widely used material in many applications and products, either alone or in combination with other materials. In most of its useful forms, it has a large stretch ratio and high resilience, also is buoyant and water-proof.17,18 Generally, the NR is used to produce the TPE composites. Homkhiew et al., 19 who reported the effects of ground rubber tire and NR contents on mechanical properties of TPE composites. This is in agreement with Chen et al., 20 who studies the properties of TPEs manufactured from NR and polycaprolactone (PCL) bio-based shape memory polymer blends. In addition, the TPE composites made from NR is renewable resource that exhibits a unique combination of flexibility, toughness, biocompatibility and biodegradability with its low cost makes it was an alternative to improve the many properties of TPE composites.21,22
The many properties of TPE composites can be improved by the addition of vastly available natural materials. In Thailand, the most materials used as reinforcing obtained from waste products from the wood industries such as children’s toy, furniture, construction material. 23 In general, this material is reinforced with natural fibers such as rubberwood, coir, coconut, palm, pine, bamboo, kenaf, and so on.5,10,24,25 It is speculated that the natural fibers may provide reduction in weight of the final TPE composites, lessen the dependent on polymer-based matrix, less harm to the environment as well as human, and many other benefits.9,26 Recently, significant attention has been directed toward utilizing biowastes as reinforcements in polymer composites to reduce environmental impact and promote material circularity. These biowastes, derived from agricultural and marine sources, offer advantages such as low cost, renewability, and biodegradability. Several studies have demonstrated that materials such as chicken feathers, eggshells, cuttlebone, and seafood shell waste can be transformed into value-added fillers for composite materials, supporting both mechanical reinforcement and environmental objectives.27,28 In particular, marine biowastes such as crab shells (CS) are rich in calcium carbonate (CaCO3), making them suitable for structural and semi-structural composite applications. Their integration into TPE composites has the potential to enhance strength, stiffness, and dimensional stability while contributing to sustainable waste utilization. Additionally, the CaCO3 as natural material is widely used as a reinforcing agent in the plastics and rubber industry. 29 The CaCO3 is formed from the precipitation of rocks, animal bones, shells, corals, and rocks in the sea. Previous industrial studies have shown that the CaCO3 in natural has decreased in number due to increased usage. 30 Therefore, the use of materials to replace the CaCO3 is necessary for research and study. The CS are waste from consumption and also waste from the seafood industries. This material contains 25% CaCO3 in which can be extracted for use.31,32 Several research studies are interested in the use of crab shells as reinforcement in plastics and composites. As reported by Yang et al. 33 and Palaniyappan and Sivakumar, 34 who studied waste CS into reinforced poly (lactic acid) bio-composites for 3D printing, and Homkhiew et al. 35 studied the optimization of the physical properties of recycled plastic hybrid composites reinforced with rubberwood flour and CS flour for underwater use. Similarly, Khamtree et al. 36 investigated TPE composites composed of natural rubber and recycled HDPE reinforced with CS for paving slab applications. Their study demonstrated that incorporating CS enhanced compressive strength and reduced water absorption. In addition, Fang et al. 37 showed that nano-CaCO3 added to recycled PP enhanced tensile and flexural strength as well as thermal resistance.
The effects of natural environment are a limitation that must be assessed prior to implementation.2,10,11 In building applications, the dimensional stability of the materials is critical, especially for outdoor use. Although the use of natural fibers in elastomer composites has several advantages over inorganic fillers, but hydrophilic nature of the fibers has a negative effect on the overall performance of the TPE composites.9,38 It is well known that the increased moisture content of the elastomer composites reduces their mechanical properties and dimensional stability. However, it was found that the incorporation of coupling agents can improve the overall properties through enhanced compatibility between the natural materials and elastomer matrix.5,19 The extent and manner of water absorption and thickness swelling by TPE composites can be determined in a variety of ways. The products may either be exposed to air of specified relative humidity or be immersed in water to evaluate both the rate of moisture absorption, the diffusion coefficient, and the equilibrium moisture content.16,39 In order to accurately assess the researchers tested TPE composites in weather chambers that simulate real weathering conditions.40,41
Numerous studies on the influences of the constituent TPE composites and wood flour of composites have been carried out. The properties of TPE composites may be very poor due to the effects of moisture content and environment.42,43 In these circumstances, a new reinforcement might be used to improve the many properties. In this study, the CS was used to reinforcing in TPE composites in which is waste from consumption and the seafood industries. The compatibility in between the CS and elastomer (plastic and rubber) matrix was improved using the incorporation of coupling agents. All of the TPE composites samples was immersed in the water before the mechanical, physical, and thermal testes to evaluate the environmental impact. The experimental results have useful for those assessing the risk of decay for these TPE materials under varying moisture regimes.
Experimental and method
Materials
The raw materials used in this work were recycled high-density polyethylene (rHDPE), recycled polypropylene (rPP), NR, CS, maleic anhydride-grafted polyethylene (MAPE), maleic anhydride-grafted polypropylene (MAPP), ultraviolet stabilizer (UV), and lubricant (Lub). The rHDPE, rPP, and NR was used as polymeric matrix in thermoplastic elastomer composites. The rHDPE and rPP was supplied from Withaya Intertrade Co., Ltd (Samut Prakan, Thailand) and the NR in type of STR 5L used as an ingredient in elastomer composites was supplied from Geefin Rubber Tech Co., Ltd (Songkhla, Thailand). The NR was cut into smaller sizes of 5–7 mm using a cutting mill prior the compounding. The CS as waste from consumption was collected from the Songkhla municipal solid waste landfill site (Songkhla, Thailand), it was the alternative waste materials used in this study. Before the mixing, the CS was milled and screened on a sieve to classify the particle size 60 mesh and then oven dried at 100°C for 8 h to reduce moisture content. For the additives, the UV stabilizer with the trade name MEUV008, was supplied from TH Color Co., Ltd (Samut Prakarn, Thailand). Paraffin wax as a lubricant (Lub) was also supplied from Nippon Seiro Company Ltd (Yamaguchi, Japan).
Preparation of thermoplastic elastomer composite samples
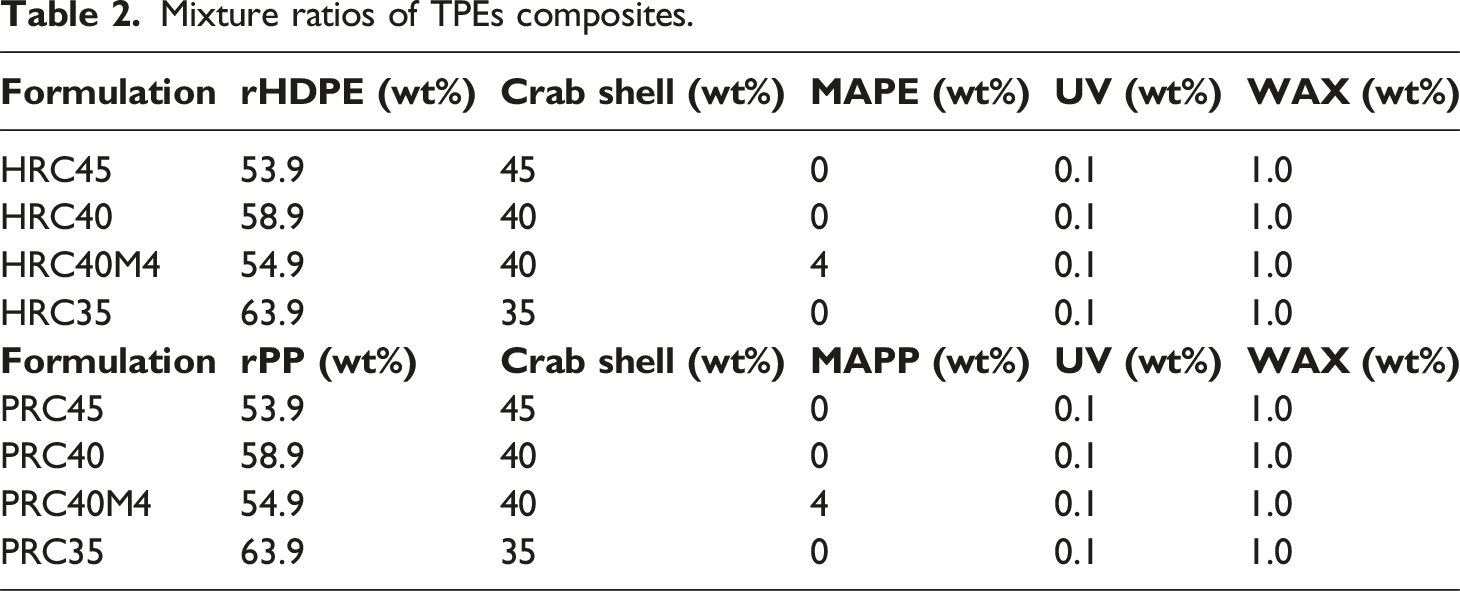
Mixture ratios of thermoplastic elastomer composites.

Mixture ratios of TPEs composites.
The third step to produce the composite panels, the TPE composites pellets were carefully dried in an oven at a temperature of 110°C for 8 h before the compressing. After that, the TPE composites pellets were compressed in a compression molding machine (hot-press) using a temperature of 190°C at a pressure of 1200 psi for 25 min with sequence of pre-heating (5 min), compressing (15 min), and cooling (5 min), respectively. Finally, the TPE composite panels were machined complying with ASTM standards. The test specimens were conditioned at 50°C for 24 h to minimize the moisture content (less than 1%) prior to mechanical, physical, and thermal testing.
Mechanical properties
Compressive and flexural tests
The mechanical behavior of the TPE composites samples was characterized via tensile and flexural tests using a Mechanical Universal Testing Machine, Model NRI-TS500-50 from Narin Instruments Co. Ltd (Samutprakarn, Thailand). The compressive property with compressive strength (CS) and compressive modulus (CM) of the composite samples were carried out accordance with ASTM D6108 specifications. The constant displacement rate of cross-head speed was 0.5 mm/min. The specimens with nominal dimensions of 6 mm (width) × 12 mm (length) × 6 mm (thick) were tested at a room temperature of 25°C with five replications of each formulation.
The flexural property based on modulus of rupture (MOR) and modulus of elasticity (MOE) was tested accordance with ASTM D790 standard. The TPE composite samples was conditioned with crosshead speed of 2 mm/min and a span of 80 mm. The specimens were prepared with the nominal of 100 mm (width) × 13 mm (length) × 6 mm (thick). All of the tests were conducted at room temperature of 25°C with five replications for each composition. The MOR and MOE responses can be calculated using the following equations (1) and (2):

Hardness test
The hardness property of the TPE composites was measured using a mechanical Shore D Durometer, Model GS-702G from Teclock Corporation (Nagano, Japan). All of samples were tested accordance with ASTM D2240 specification. The composite specimens with nominal dimensions of 30 mm (width) × 30 mm (length) × 6 mm (thick) were prepared. The average of five locations tested on the TPE composite surface was reported. Five replications of each sample were produced at room temperature of 25°C for composite each formulation.
Physical properties
Dimensional stability tests
The water absorption (WA) and thickness swelling (TS) of the TPE composite samples were carried out according to ASTM D570 standard. Before testing, the weight, length, width, and thickness, of each TPE composite specimens were measured. Five replications were prepared with nominal dimensions of 6 mm (width) × 12 mm (length) × 6 mm (thick). Conditioned samples of each TPE composites were either soaked in distilled water at room temperature for 24 h and 3 months with a depth of immersion from the samples to the water surface, approximately 25.4 mm (1 inch). The TPE composite samples were removed from the water, patted dry, and then measured again at 25°C, and put immediately back into the water. The WA and TS values of the TPE composite samples was calculated according to equations (3) and (4):

Surface roughness test
The surface roughness behavior was measured to evaluate the performance on TPE composites surface using a fine stylus profilometer SRT-6200 unit equipped with a TK-300 skidless type pickup (Bangkok, Thailand). In this research, the arithmetical roughness mean (Ra) and ten-point mean roughness (Rz) was investigated. There are 10 roughness measurements (five in along and five in across) of each TPE composite samples with a constant speed of 1 mm/s and span of 15 mm from each side of the samples. All of the specimens were dried in a convection oven at a temperature of 50°C for 24 h to reduce the moisture content (less than 1%) prior surface roughness observation. Five replications with dimensions of 30 mm (width) × 30 mm (length) × 6 mm (thickness) were randomly cut from the WPC panels and then tested under a room temperature of 25°C. Roughness parameter in both Ra and Rz values can be calculated from the digital information.
Morphological characterization
The TPE composite samples were analyzed using Field Emission Scanning Electron Microscope (FE-SEM) with an FEI Apreo microscope, FEI Company (Oregon, USA). The FE-SEM was used to observe the voids and cracks, dispersion of crab shell, and interfacial bonding between the elastomer components and crab shell particle. Before the FE-SEM observation, the cross-section samples surface area was coated with gold to prevent electrical charging during imaging. The FE-SEM images were taken at an accelerating voltage of 20 kV with a magnification of 50x and 1000x.
Analytical Techniques
Colorimetric Analysis
The color measurements of the TPE composites surfaces were carried out with a CHECK 3 portable spectrophotometer (Datacolor, USA). The samples were carried out according to the CIE L*a*b* color system. The specimens of each formulation and time condition were measured at three locations on each specimen. The L* represents the lightness and a larger L* value denotes an increment in lightening. While a* and b* are the chromaticity coordinates. The total change in color (ΔE) of the un-immersed and immersed TPE samples was calculated using the following equation (5):
Thermal analysis
Effects of compositions on Differential Scanning Calorimetry (DSC), namely melting temperature (Tm), crystallization temperature (Tc), enthalpy of fusion (∆h
f
), and crystallization (C
m
) of the TPE composite samples were carried out using DSC, Model DSC-7, Perkin Elmer (Massachusetts, USA). A heating rate of 10°C/min was used over a temperature range of 20 to 500°C. The percentage crystallinity (C
m
) from TPE composites compounding between plastic matrix and reinforcement was calculated in the following equation (6).
In addition, the Thermogravimetric Analysis (TGA) of the TPE composites with different recycled plastic, rubber, and crab shell contents was performed using a Perkin Elmer (TGA-7, USA) thermal analyzer. The temperature range was set from 50 to 1000°C at 10°C/min heating rate in nitrogen atmosphere. The equipment was accurately calibrated for these conditions, and the weight of TPE samples has approximately 5-7 mg.
Statistical analysis
Effects of compositions and experimental conditions were analyzed using statistical method. The one-way analysis of variance (one-way ANOVA) is used to determine whether there are any statistically significant differences between the means of three or more independents. All of the statistical analyses on the mechanical and physical properties of TPE composites were evaluated using ANOVA with 5% significance level (α = 0.05).
Results and discussion
Mechanical properties of the TPEs composites
Flexural analysis
Flexural and Compressive responses of the TPEs composites.
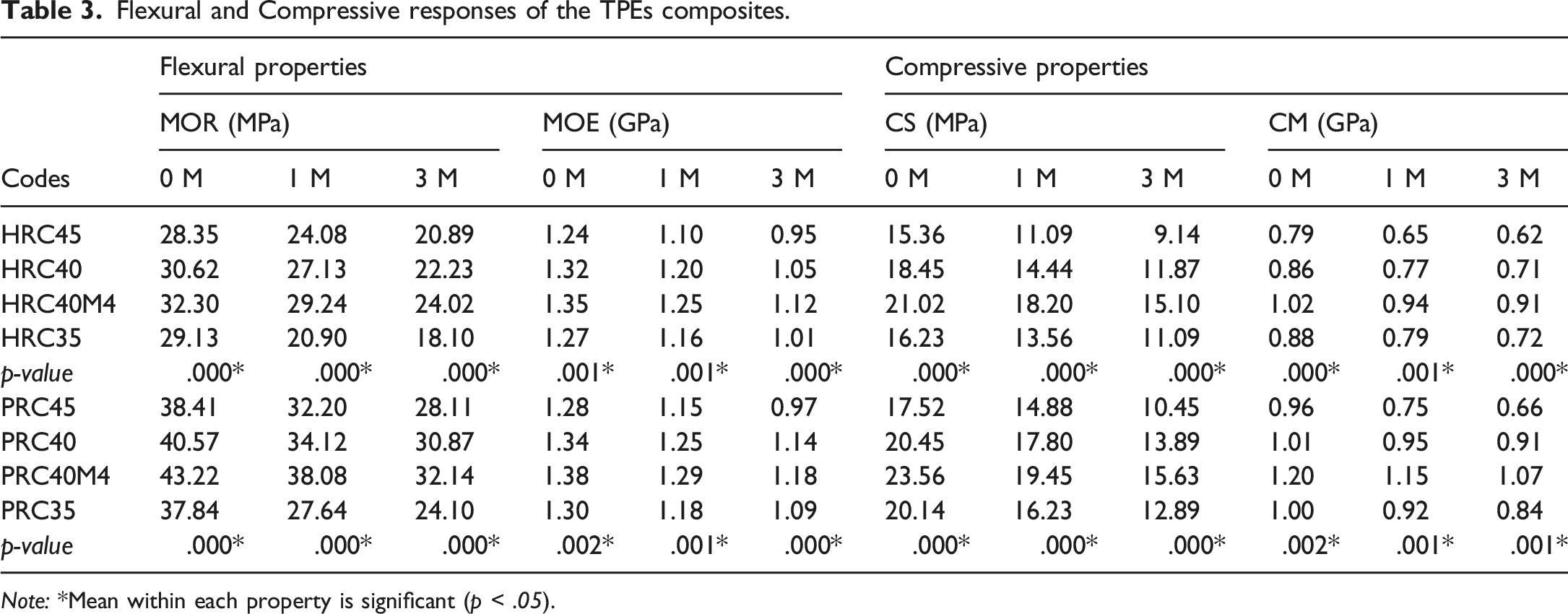
Note: *Mean within each property is significant (p < .05).
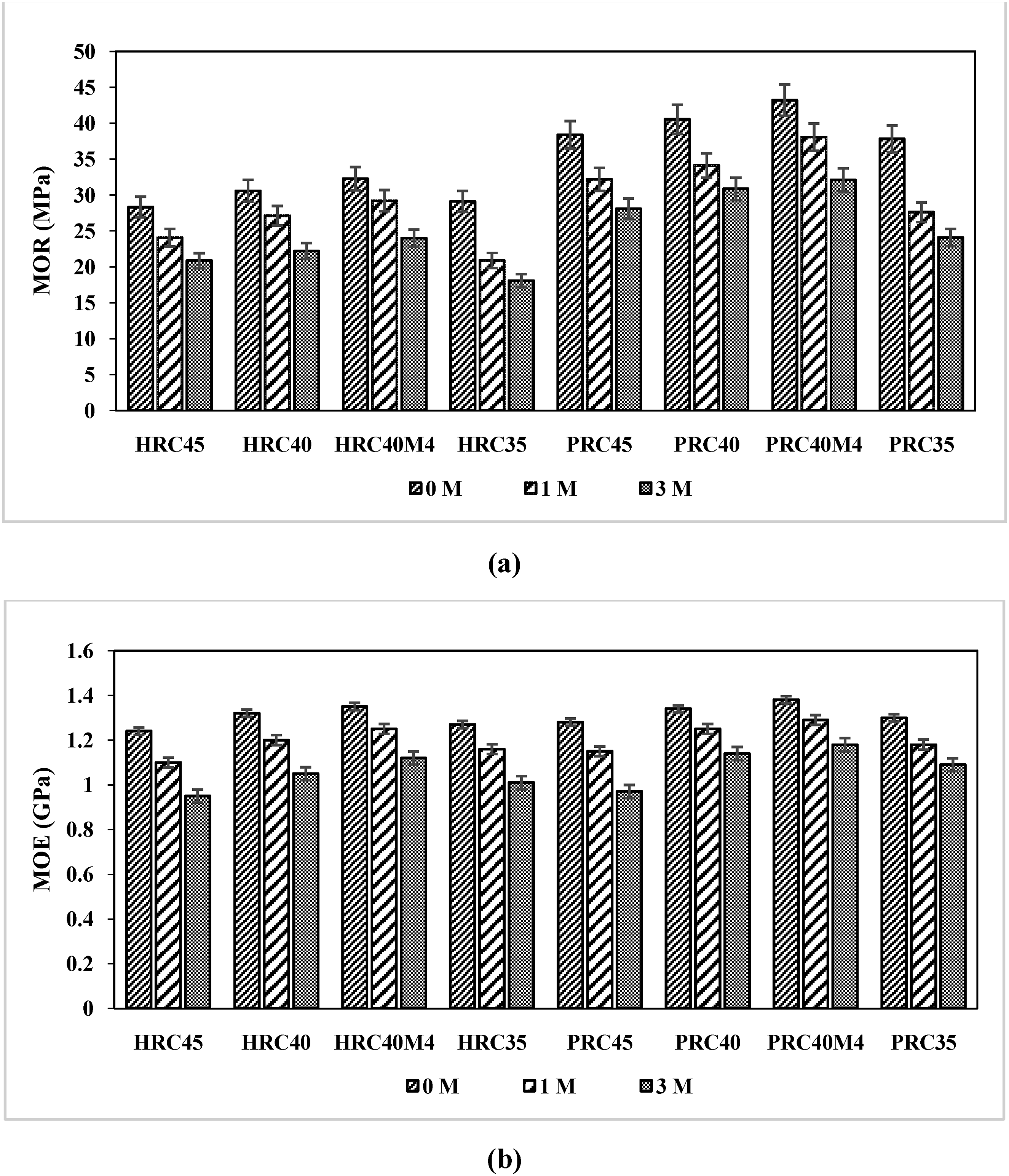
The flexural responses of TPEs composites: (a) modulus of rupture (MOR) and (b) modulus of elasticity (MOE).
From Figure 1, the results show that the incorporation of crab shell significantly influenced both MOR and MOE behaviors of the TPE composites. Figure 1(a), the MOR of the composites decreased gradually after 1 month (1M) and 3 months (3M) of water immersion for all formulations. Among the rHDPE-based composites, HRC40M4 exhibited the highest MOR values at all immersion times, with values of 32.30 MPa (0M), 29.24 MPa (1M), and 24.02 MPa (3M). A similar trend was observed for the rPP-based composites, where PRC40M4 presented MOR values of 43.22 MPa (0M), 38.08 MPa (1M), and 32.14 MPa (3M). In addition, the modulus of elasticity (MOE) behavior, shown in Figure 1(b), followed the same trend as MOR. The MOE of HRC40M4 and PRC40M4 composites was significantly higher than those without coupling agent. As expected, the addition of coupling agent (MAPE or MAPP) significantly improved the flexural properties of the TPE composites. The improvement results from enhanced filler-matrix interfacial bonding and then reduced water absorption and maintained structural integrity under high humidity conditions.
Moreover, the crab shell content significantly influenced the MOR and MOE of TPE composites. An increase in flexural properties was observed with increasing crab shell content. As a result, adding crab shell at 40 wt% (HRC40 and PRC40) increases the MOR and MOE compared to 35 wt% (HRC30 and PRC30). This might be attributed to the crab shell’s reinforcing filler effect which enhances the flexural properties. However, the addition crab shell at high loading levels up to 45 wt% (HRC45 and PRC45) gradually decreases the MOR and MOE properties. This reduction may be due to the agglomeration of crab shell particles at high loading levels which cause stress concentration points and reduced load transfer efficiency. Similar observations were reported by Kocharla et al. 46 who found that incorporating crab shell powder up to 5 wt% in jute/carbon fiber epoxy composites enhanced flexural strength while higher contents led to particle agglomeration and diminished mechanical properties. Furthermore, as shown in Table 3, statistical analysis (p < .05) confirmed that the differences in MOR and MOE values were significant. The incorporation of coupling agents, combined with an optimized crab shell content of 40 wt%, offered the most favorable balance of strength, stiffness, and durability following environmental exposure, indicating its strong potential for use in building materials designed for high-humidity conditions.
Compressive analysis
The compressive properties of TPE composites are shown in Figure 2 as (a) compressive strength (CS) and (b) compressive modulus (CM). Additionally, CS and CM are summarized in Table 3. It is observed that the crab shell content significantly influenced the CS and CM of TPE composites. In comparison at 0M immersion, the composites with 40 wt% crab shell (HRC40 and PRC40) exhibited higher CS and CM values compared to those with 35 wt% and 45 wt%. HRC40 showed a CS of 18.45 MPa and CM of 0.86 GPa, while PRC40 showed a CS of 20.45 MPa and CM of 1.01 GPa. In contrast, the 35 wt% samples (HRC35 and PRC35) recorded lower values, with HRC35 at 16.23 MPa (CS) and 0.88 GPa (CM), and PRC35 at 20.14 MPa (CS) and 1.00 GPa (CM). A decline was also observed in the 45 wt% composites, HRC45 exhibited a CS of 15.36 MPa and CM of 0.79 GPa, and PRC45 showed 17.52 MPa (CS) and 0.96 GPa (CM). These results found an optimal balance of reinforcement and dispersion within the matrix with the addition of 40 wt% of crab shell content. The compressive responses of TPEs composites: (a) compressive strength (CS) and (b) compressive modulus (CM).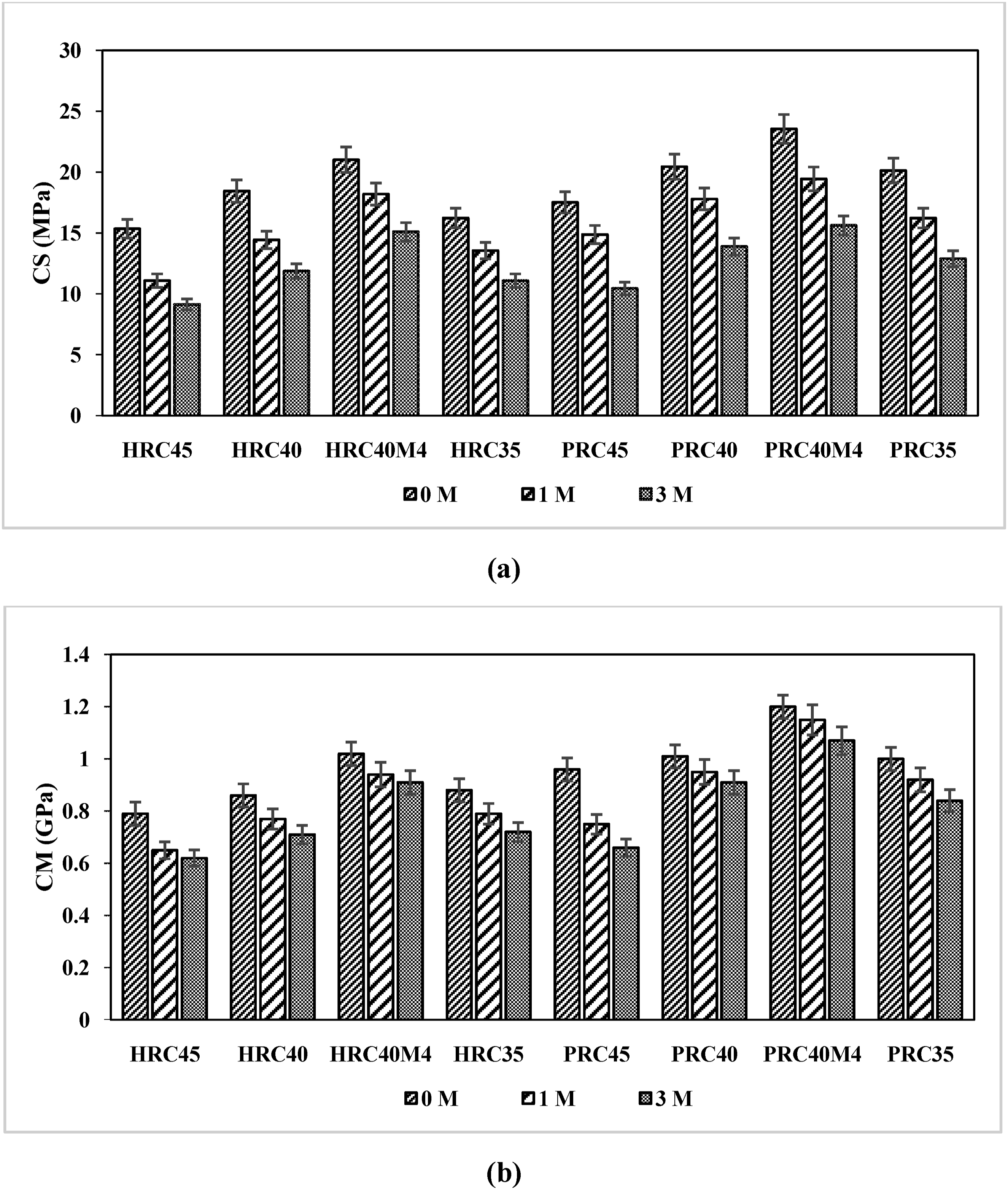
In addition, Figure 2(a) shows that the CS decreases with increasing immersion time. However, this decrease is more pronounced in the TPE composites without coupling agent. TPE composite with 40 wt% crab shell content, HRC40 exhibited a CS decline from 18.45 MPa (0M) to 14.44 MPa (1M) and 11.87 MPa (3M), whereas HRC40M4 showed higher CS values of 21.02 MPa (0M), 18.20 MPa (1M), and 15.10 MPa (3M). Also, PRC40 showed CS values of 20.45 MPa (0M), 17.80 MPa (1M), and 13.89 MPa (3M), while PRC40M4 showed higher performance with 23.56 MPa (0M), 19.45 MPa (1M), and 15.63 MPa (3M). These results confirm that the use of coupling agents effectively enhances interfacial bonding, reducing moisture induced degradation and preserving compressive strength over time.
In comparison, the rPP-based composites exhibited higher MOR, MOE, CS, and CM values than the rHDPE-based composites across all formulations and testing conditions, which may be attributed to the inherently greater stiffness and strength of the rPP matrix compared to rHDPE. 47 In addition, increasing the crab shell content generally led to improvements in the basic mechanical properties due to the filler reinforcement effect; however, a slight deterioration was observed at higher crab shell loadings (e.g., 45 wt%), which result from poor filler dispersion and agglomeration of crab shell particles in polymer matrix.
Hardness analysis
Hardness response of the TPEs composites.
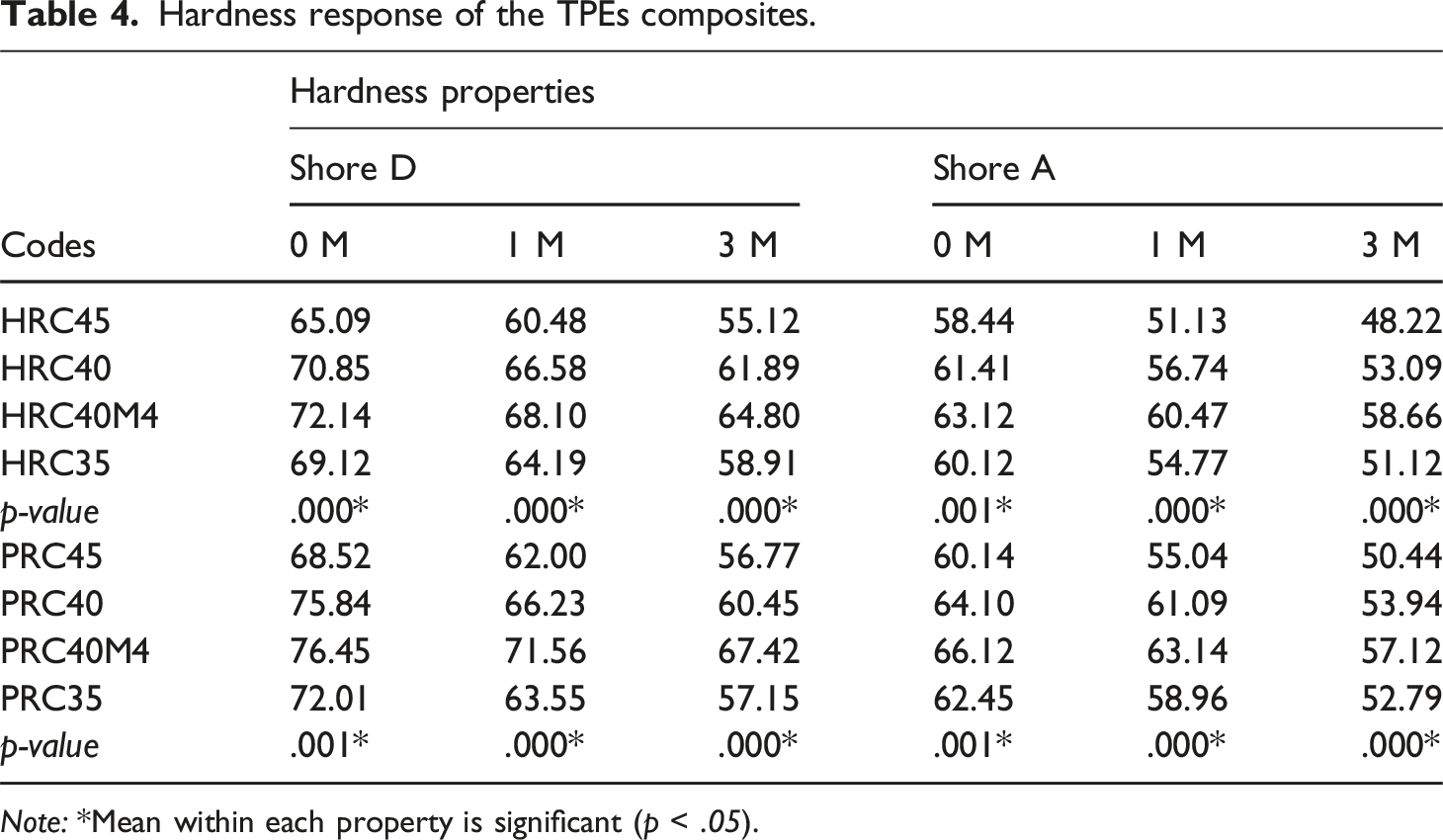
Note: *Mean within each property is significant (p < .05).
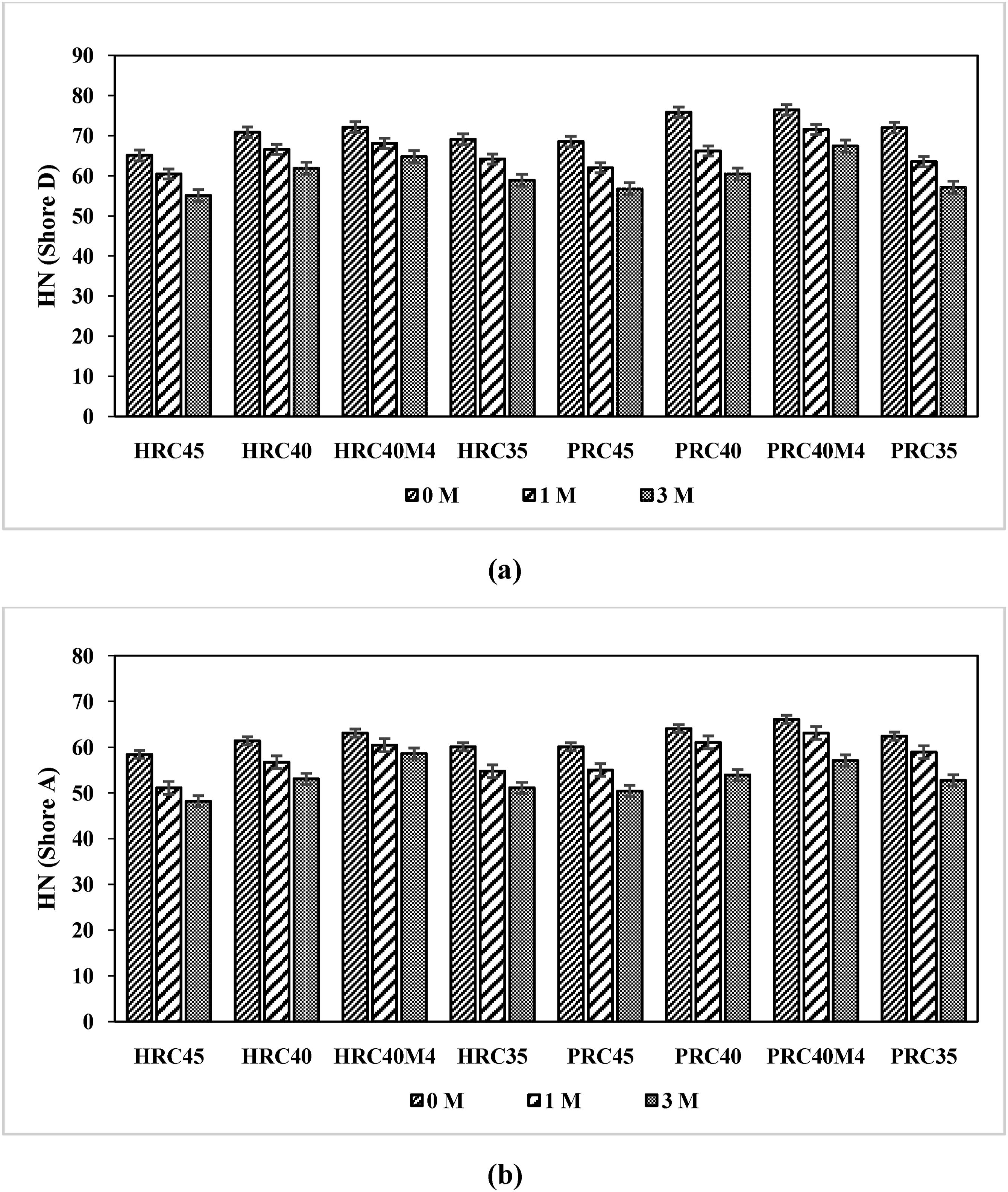
The hardness responses of TPEs composites: (a) hardness Shore D durometer (HN Shore D) and (b) hardness Shore A durometer (HN Shore A).
Furthermore, increasing the crab shell content improved the hardness of the TPE composites with 40 wt% crab shell (PRC40 and PRC40M4) showed higher hardness than those with 35 wt% or 45 wt%. This indicates that an optimal crab shell loading exists, balancing particle reinforcement and maintaining composite homogeneity. In addition, statistical analysis confirmed that all differences in Shore D and Shore A hardness between different formulations and immersion times were statistically significant (p < .05). From the result, the addition of 40 wt% crab shell content with coupling agent in rPP matrix showed the best hardness retention after water exposure, reinforcing the suitability of this formulation for applications demanding surface durability and moisture resistance.
Physical properties of the TPE composites
Water absorption and thickness swelling analysis
Water absorption and thickness swelling responses of the TPEs composites.
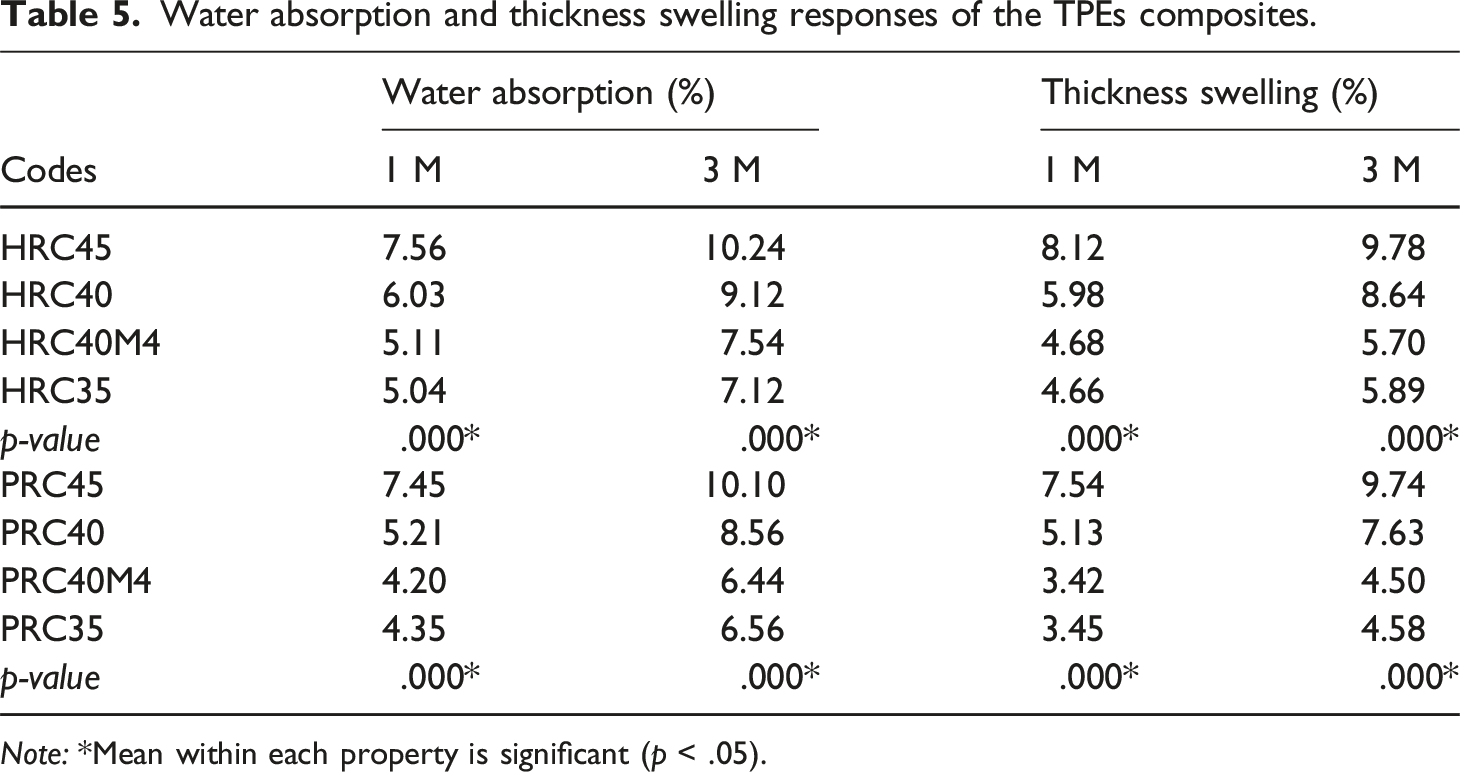
Note: *Mean within each property is significant (p < .05).
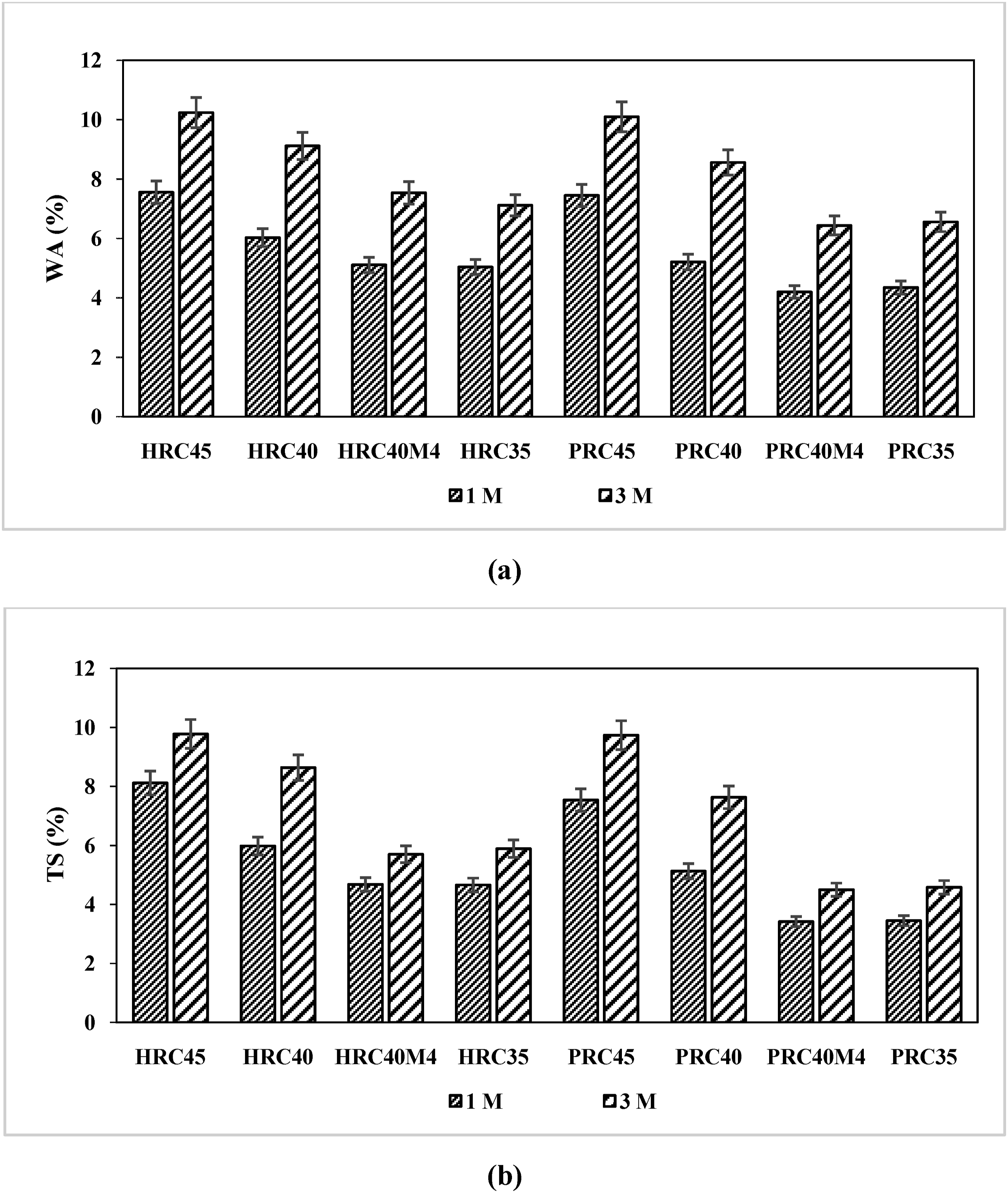
The dimensional stability responses of TPEs composites: (a) water absorption (WA) and (b) thickness swelling (TS).
Moreover, the results showed that crab shell content strongly influenced the WA and TS behaviors of the TPE composites. Both values tended to increase as the crab shell content increased. When the content increased from 35 wt% in HRC35 to 40 wt% in HRC40, WA increased from 5.04% to 6.03% at 1 month and from 7.12% to 9.12% at 3 months. TS followed the same trend, increasing from 4.66% to 5.98% at 1 month and from 5.89% to 8.64% at 3 months. A similar trend was found in the rPP-based samples. PRC35 showed WA values of 4.35% at 1 month and 6.56% at 3 months. In PRC40, the values increased to 5.21% and 8.56%, while PRC45 had the highest WA at 7.45% and 10.10%. This increasing trend in WA and TS is due to the hydrophilic nature of calcium carbonate, which is a main component of crab shell. The polar surface of CaCO3 easily reacts with water molecules, allowing it to absorb moisture within the composite matrix.35,49
However, composites containing 40 wt% crab shell combined with a coupling agent such as MAPE or MAPP demonstrated improved dimensional stability. For example, PRC40M4 showed lower WA values of 4.20% at 1 month and 6.44% at 3 months, while TS decreased to 3.42% and 4.50%. These values were all lower than those of PRC40 without the coupling agent. The enhancement may result from improved bonding at the interface between crab shell particles and the polymer matrix. This interaction helps minimize internal gaps and slows down moisture penetration. This observation is consistent with findings by Siti Rohana Ahmad et al. 50 where silane-treated CaCO3-filled PP/EPDM composites showed reduced water uptake compared to untreated composites. These observations are also supported by recent studies, such as Tan et al. 51 who reported that silane coupling agents significantly reduced water absorption (approximately 33%) in polymer composites filled with natural fibers and fly ash. In effect, the use of a coupling agent at 40 wt% crab shell strengthens the structure and limits water uptake. This makes the composite more stable and better suited for long-term use in moisture-sensitive environments where surface durability and dimensional reliability are required.
Surface roughness analysis
Surface roughness responses of the elastomer and crab shell composites.
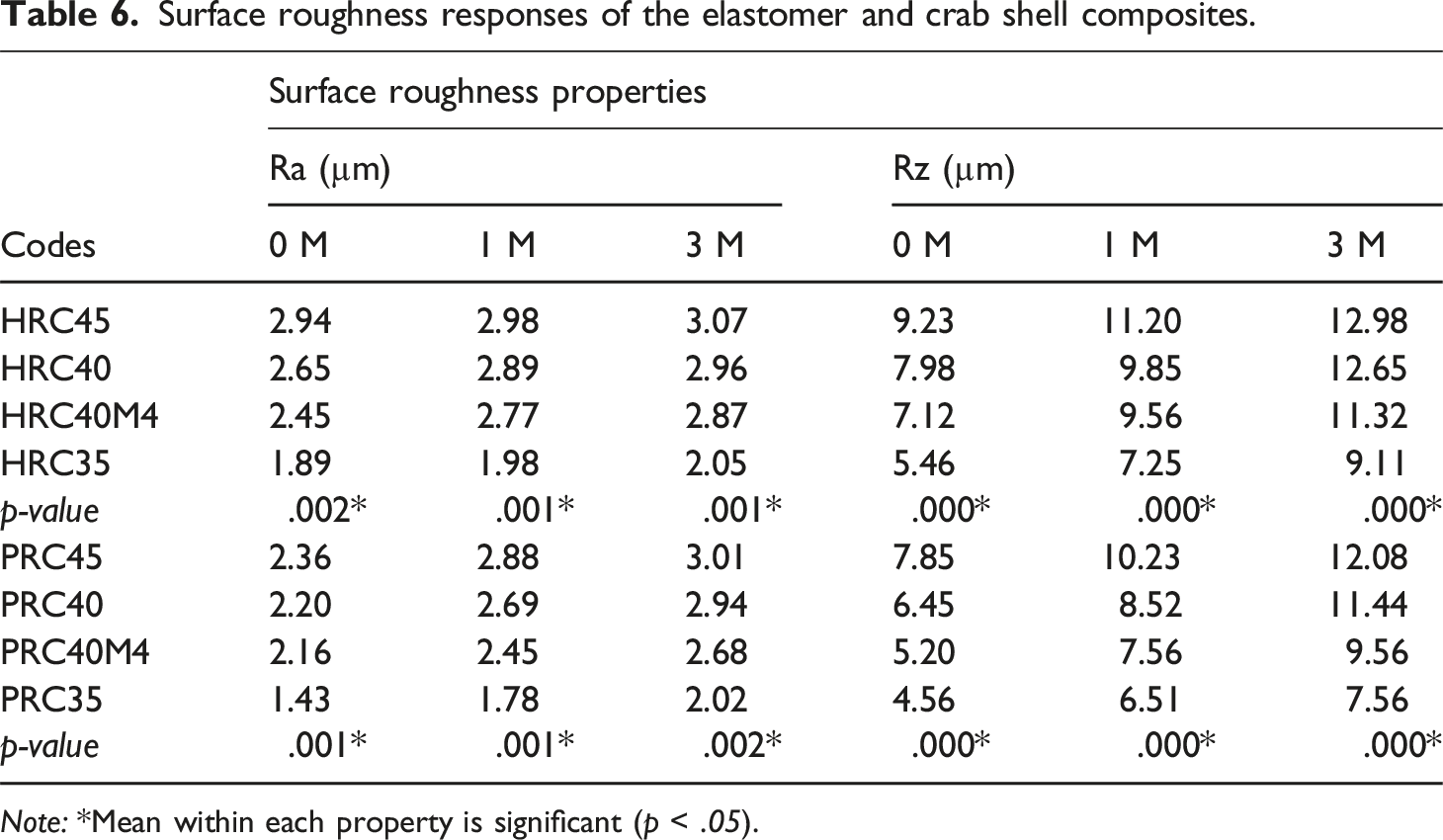
Note: *Mean within each property is significant (p < .05).
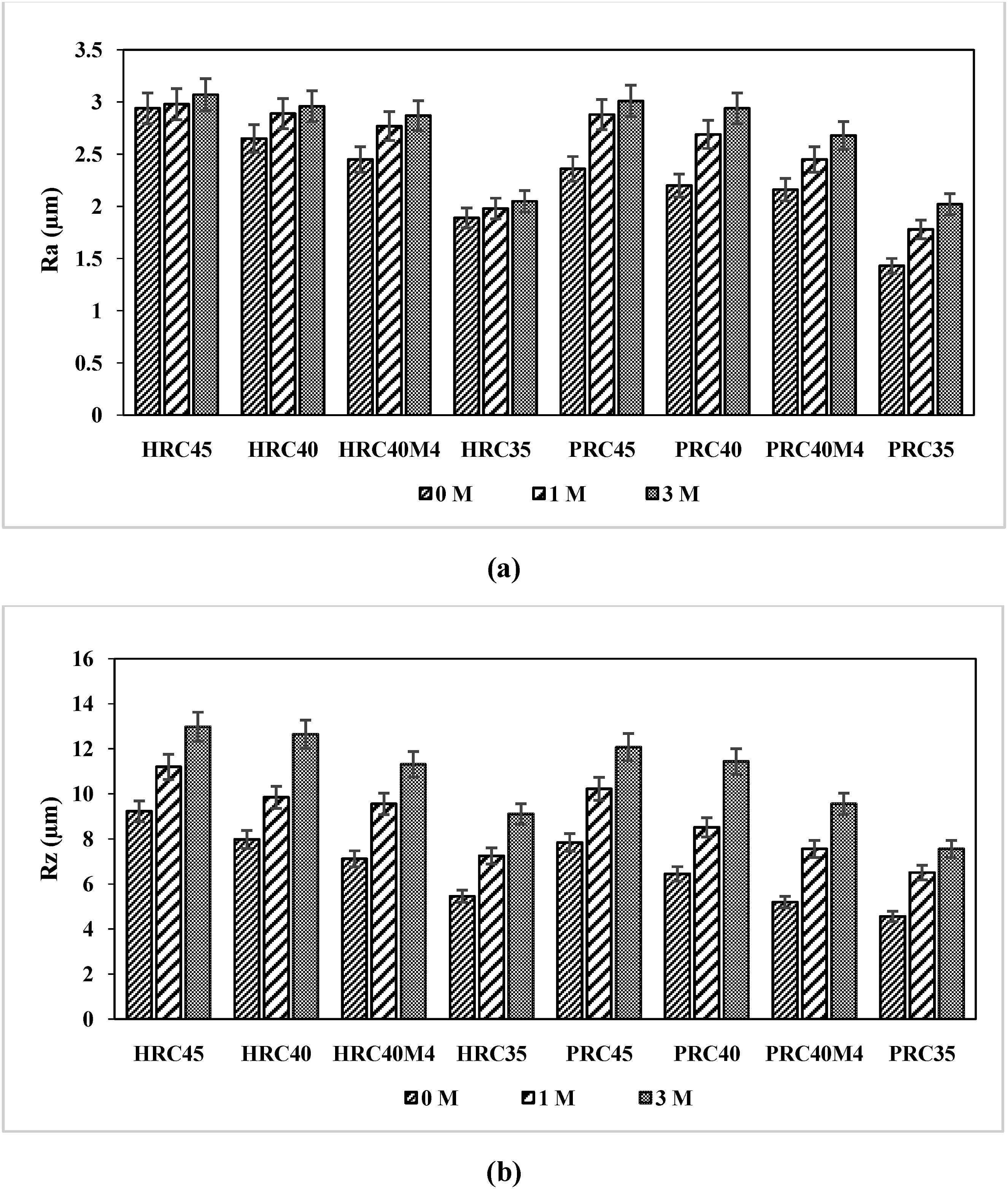
The surface roughness responses of TPEs composites: (a) average roughness (Ra) and (b) mean peak-to-valley height (Rz).
It was found that among the rHDPE-based composites, HRC40M4 showed the lowest Ra values at each testing point, with 2.45 µm at 0M, 2.77 µm at 1M, and 2.87 µm at 3M. Rz values followed a similar trend at 7.12 µm, 9.56 µm, and 11.32 µm, respectively. A similar result was found in the rPP-based composites, where PRC40M4 showed the most stable surface with Ra values of 2.16 µm at 0M, 2.45 µm at 1M, and 2.68 µm at 3M, and Rz values of 5.20 µm, 7.56 µm, and 9.56 µm. In general, rPP-based composites performed better than rHDPE-based ones in limiting surface damage. This could be due to their higher crystallinity and stronger filler matrix interaction, which helps reduce the effects of moisture.
The content of crab shell filler also had an influence on roughness. TPE composites with 40 wt% crab shell had more uniform surfaces than those with 45 wt%. When the filler level was too high, it may have caused agglomeration and uneven dispersion. Although TPE composites with 35 wt% crab shell showed slightly lower Ra and Rz values, their mechanical performance did not match the balance seen at 40 wt%. The addition of coupling agents further improved surface quality. The samples with these coupling agents had smoother textures and lower roughness measurements than those without. This suggests better bonding at the filler interface and less surface breakdown under water exposure. This observation is consistent with prior findings that improved filler matrix interaction can enhance surface uniformity and reduce moisture-driven surface breakdown.52,53
One-way ANOVA showed that all differences in Ra and Rz were statistically significant, with p values below 0.05. In conclusion, PRC40M4, which combines rPP, 40 wt% crab shell, and MAPP, provided the most stable and smooth surface. This makes it a strong candidate for use in building materials where surface quality and moisture durability are essential.
Thermal properties of the TPE composites
Thermogravimetric analysis
The thermogravimetric analysis (TGA) and derivative thermogravimetric (DTG) curves of the TPE composites are shown in Figure 6. The thermal properties in terms of onset decomposition temperatures (TOnset1 and TOnset2), ash content, and weight loss are summarized in Table 7. TGA provides the thermal stability and degradation behavior of TPE composites. These are essential for evaluating material performance under elevated temperatures. The TGA (Figure 6(a)) and DTG (Figure 6(b)) curves of TPE composites reveal that all samples undergoes a two-stage decomposition process at different temperature ranges. The first stage occurs at temperature range 250°C–350°C,54,55 representing the decomposition of the natural rubber phase and other volatile components. The second stage takes place around 400°C–500°C
55
and corresponds to the decomposition of the polymer matrix phase. The (a) TGA and (b) DTG results of TPEs composites with different CS and additive contents showing melting point and thermal degradation. Thermogravimetric analysis (TGA) of elastomer, and elastomer reinforced with crab shell composites.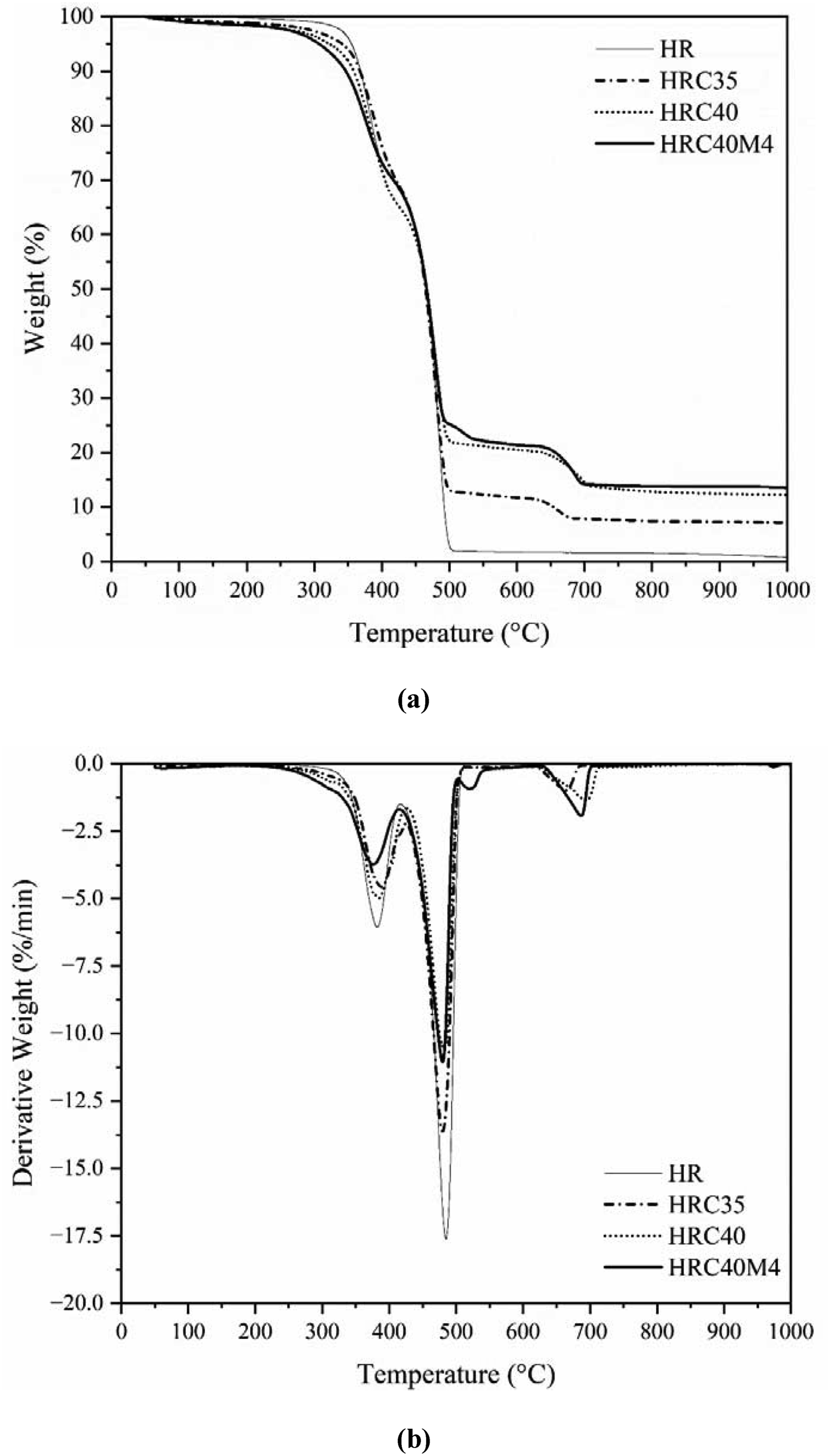
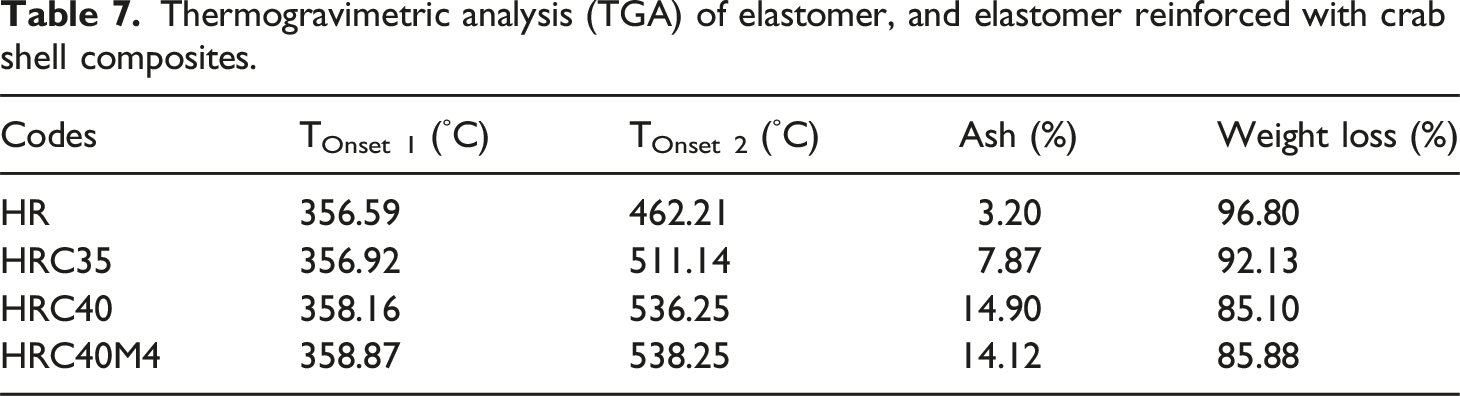
From Table 7, the results are found that the adding of crab shell into polymer matrix enhance the thermal stability of the TPE composites. As a result, the neat elastomer (HR) showed a TOnset1 of 356.59°C and a TOnset2 of 462.21°C, with an ash content of 3.20%. This indicates nearly complete degradation with 96.80% weight loss. On the other hand, HRC35 and HRC40 showed better thermal stability than that the neat matrix. In HRC35, the TOnset1 and TOnset2 were recorded at 456.92°C and 511.14°C, with 7.87% ash remaining. The TPE composite lost 92.13% of its weight during decomposition. This indicates that adding crab shell at this level helped resist thermal breakdown to some extent. HRC40 showed even higher TOnset values at 458.16°C (TOnset1) and 536.25°C (TOnset2), with 14.90% ash content and a weight loss of 85.10%. This is due to the presence of thermally stable crab shell particles that act as a heat barrier within the polymer matrix in delaying thermal degradation. This observation agrees with previous findings. Ramdani et al. 56 reported that incorporating crab shell particles into a polybenzoxazine matrix led to increased onset decomposition temperatures and residual ash content, confirming their role as thermally stable fillers that function as a barrier against heat and volatile decomposition products. Similarly, Kocharla et al. 46 observed enhanced thermal resistance in jute/carbon fiber hybrid composites with the inclusion of crab shell powder, which acted as an effective heat barrier and improved the char-forming ability of the material under thermal stress.
Moreover, HRC40M4 showed the highest TOnset values: 458.87°C (TOnset1) and 538.25°C (TOnset2). HRC40 and HRC35 also demonstrated improved thermal stability compared to the neat matrix, but the TGA performance of HRC40M4 was notably superior, likely due to the improved interfacial bonding and better dispersion of crab shell particles facilitated by the MAPE coupling agent. The use of a coupling agent further enhances this effect. That is the HRC40M4 showed the most thermally stable composition among the samples. These demonstrate the potential of these composites for applications requiring resistance to high temperatures.
Differential scanning calorimetry analysis
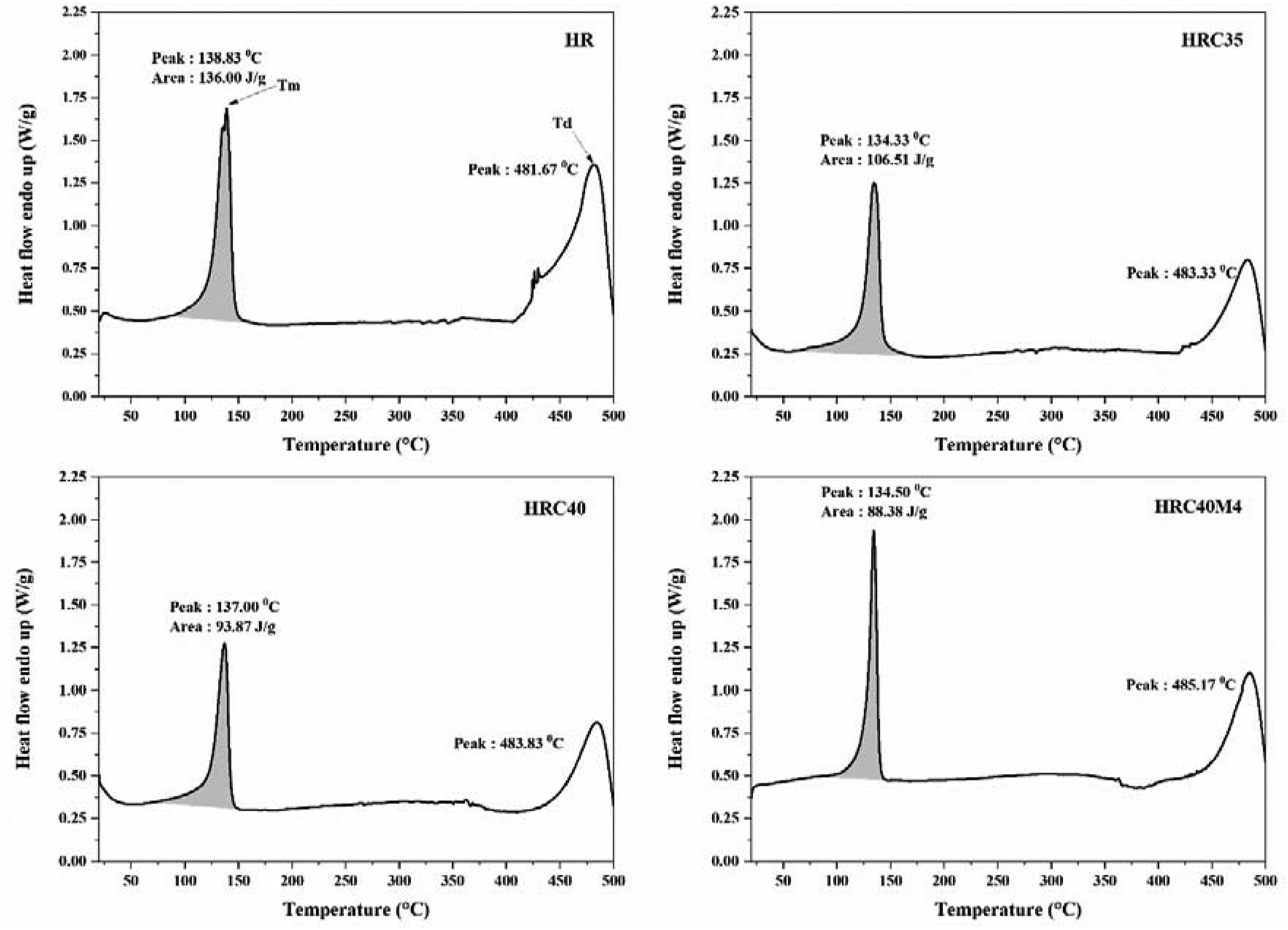
The differential scanning calorimetry (DSC) thermograms of the TPE composites are shown in Figure 7. Based on the DSC thermograms, the melting temperature (Tm), enthalpy of fusion (∆hf), and crystallinity (Cm) were derived and summarized in Table 8. This DSC analysis indicate the transitions occurring in the material, particularly those related to melting and crystallization. There are key to understanding both thermal behavior and mechanical response. For the neat elastomer (HR), Tm was recorded at 138.83°C, with an enthalpy of fusion (∆hf) of 136.00 J/g and a crystallinity of 46.42%. These values indicate a highly ordered polymeric structure in the absence of filler. However, slight reductions in Tm, ∆hf and Cm was observed in TPE composites with crab shell. For example, HRC35 recorded a Tm of 134.33°C, ∆hf of 106.51 J/g, and crystallinity of 36.35%. HRC40 showed a slightly lower Tm at 137.00°C and a lower ∆hf (93.87 J/g) and crystallinity (32.04%). Furthermore, in HRC40M4, the melting temperature was recorded at 134.50°C, and both enthalpy of fusion (91.90 J/g) and crystallinity (31.37%) continued to decline. The increasing filler content and the presence of a coupling agent, both of which can interfere with the orderly arrangement of polymer chains during solidification. In HRC40M4, the reduced crystallization appears more pronounced. This might be due to enhanced interfacial adhesion that restricts chain mobility and limits crystal growth. A similar phenomenon was reported by Dou et al.,
57
who observed that filler particles disrupted the crystallization behavior of isotactic polypropylene composites by hindering polymer chain folding and promoting amorphous regions. Additionally, Yadav et al.
58
found that the presence of inorganic fillers often leads to a reduction in crystallinity due to heterogeneous nucleation and adhesion between the filler and the matrix, which modifies the the thermal and mechanical response characteristics. The DSC results of TPEs composites with different CS and additive contents showing melting point, heat of fusion, and thermal degradation. Differential scanning calorimetry (DSC) of elastomer, and elastomer reinforced with crab shell composites. Note: The melting temperature; Tm, enthalpy of fusion; Δh
f
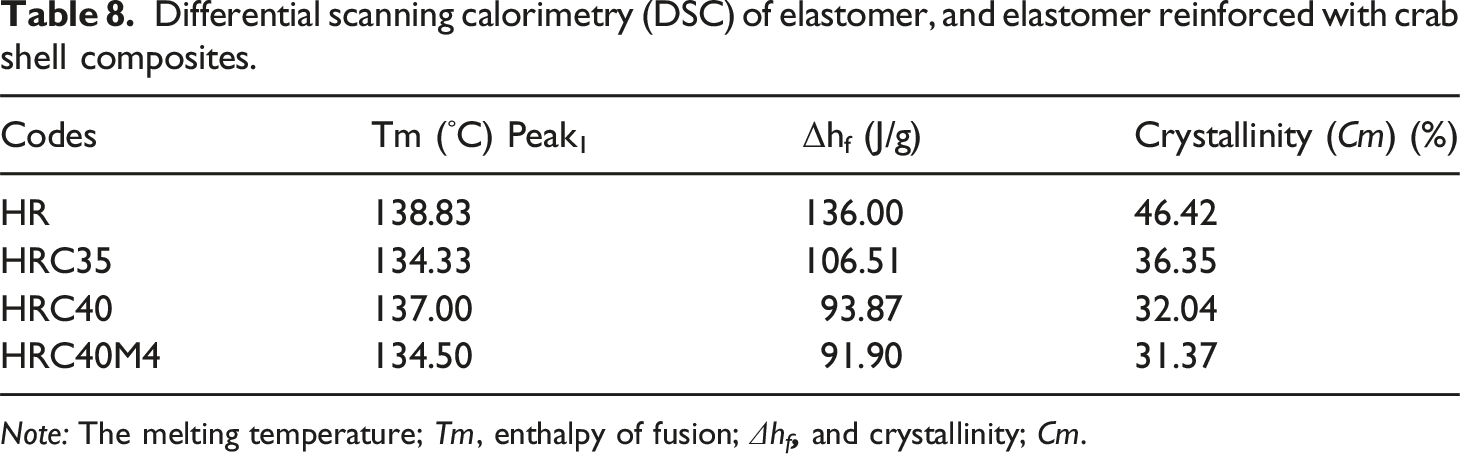
In general, reduced crystallinity can affect stiffness, often by improving mechanical flexibility. In the case of HRC40M4, the lower ∆hf and Cm values may reflect a structure more suitable for absorbing impact and resisting deformation, which is beneficial for applications subjected to dynamic loading or fluctuating environments. However, the decrease in crystallinity did not result in a significant decrease in stiffness, probably due to the prominent reinforcing effect of the crab shell particles, which compensated for the reduction in crystalline domains. The stiff and heat-stable nature of the crab shell filler contributes to the mechanical stiffness and supports the polymer matrix under compression, compensating for the structural softening that often occurs with lower crystallinity.
When the flexure and compression test results are combined with DSC analysis, it confirms the observation that the HRC40M4 formulation provides a balanced combination of strength, dimensional stability and toughness. The interaction between the 40% crab shell and the coupling agent not only improves the dispersion but also provides a thermal profile that supports the use in structural components exposed to mechanical and thermal conditions.
In addition, the thermal degradation (Td) peaks obtained from the DSC thermograms (Figure 7) indicated the thermal stability of the TPE composites. It was found that the neat elastomer (HR) exhibited the lowest Td value at 462.21°C. For, HRC35 and HRC40 showed Td values of 466.78°C and 478.25°C, respectively. These is due to the thermal barrier effect of the crab shell particles. The highest Td value was found at 481.34°C in HRC40M4. It indicates the synergistic effect of the crab shell and MAPE coupling agent on retarding the degradation of TPE composites. These results are well correlated with the TGA results. From the Td and TGA results, the thermal stability could be clearly ranked as HRC40M4 > HRC40 > HRC35 > HR, confirming that the combined addition of 40 wt% crab shell and coupling agent provided the best thermal performance.
Morphology Characterization
Figure 8 shows the SEM images of TPE composites cross-section. SEM characteristic provided insight into the internal morphology and interfacial characteristic of the TPE composites. In the HRC40 sample (Figure 8(a)), numerous voids (circled areas) and interfacial gaps (arrows) were clearly observed, especially in regions surrounding the crab shell (CS) particles. These indicate filler pull out and poor filler-matrix adhesion resulting from insufficient interfacial bonding due to the absence of a coupling agent. In contrast, the fracture surface of HRC40M4 (Figure 8(b)) exhibited a much more compact and cohesive structure. The morphology showed uniform dispersion of CS filler within the polymer matrix and improved interfacial contact with the CS filler, with significantly fewer voids or filler pull out area. This structural integrity is attributed to the presence of the MAPE coupling agent, which enhances adhesion potential and interfacial bonding between the hydrophilic CS and the hydrophobic polymer matrix. These morphological results clearly support the mechanical properties, water resistance, and dimensional stability observed in previous sections. The incorporation of the coupling agent contributed to the prevention of microstructural damage caused by prolonged moisture exposure and enhanced the overall durability of the TPE composites. These findings are consistent with previous studies, such as Fazli and Rodrigue (2021),
2
who reported that coupling agents significantly improve interfacial adhesion and mechanical integrity of recycled polymer composites. Additionally, studies by Hashim et al.
12
and Roy et al.
42
also confirmed that coupling agents enhance interfacial bonding between fillers and polymer matrices, leading to improved composite performance. The TPE composites containing 40 wt% crab shell and coupling agents (HRC40M4 and PRC40M4) showed stable structure and reliable performance under humid conditions, making them well suited for use in moisture-sensitive building applications. The SEM images of TPEs composites cross-section (a) HRC40 (b) HRC40M4.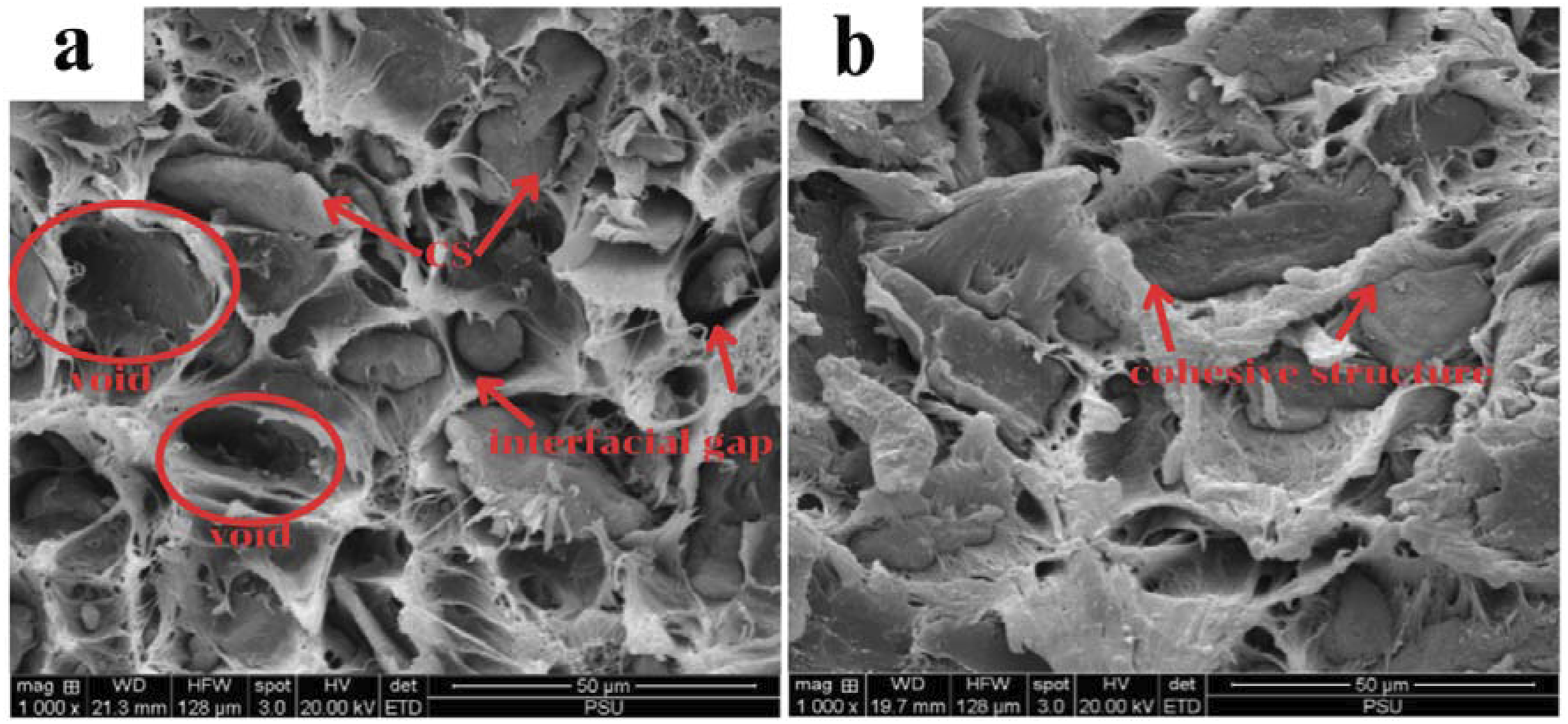
Conclusions
This study demonstrated the effective use of CS waste as a reinforcing filler in TPE composites intended for applications in high humidity building environments. After evaluating the mechanical, physical properties, thermal stability and morphological performance under water immersion conditions, the following key findings were obtained: • The addition of 40 wt% CS, also with coupling agents, showed the best overall performance MAPE for rHDPE-based composites (HRC40M4) and MAPP for rPP-based composites (PRC40M4), improved mechanical, physical performance, thermal stability, and dimensional stability after prolonged water immersion. • These TPE composites maintained better surface quality, structural integrity, and dimensional stability, with reduced roughness and fewer defects, mainly due to improved filler dispersion and enhanced interfacial bonding from the coupling agents, which resulted in limited moisture penetration and reduced degradation. • Thermal stability was significantly improved with the use of coupling agents, as confirmed by higher decomposition temperatures, reduced weight loss, and delayed thermal degradation in TGA and DSC analyses. This effect is attributed to improved filler-matrix interaction and the heat barrier function of the well dispersed CS particles.
These findings support a sustainable recycling strategy that transforms crab shell waste into durable, water resistant TPE composites for moisture sensitive construction applications.
Footnotes
Acknowledgements
The authors gratefully acknowledge the financial support from the Rajamangala University of Technology Srivijaya (RUTS), Songkhla, Thailand (Research Grant Code: DR256708032002) and We would also like to thank Mr Sittisak Keawrattana and Mr Afadee Wana for supporting this work.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Rajamangala University of Technology Srivijaya (RUTS), Songkhla, Thailand (Research Grant Code: DR256708032002).
Data Availability Statement
Data will be made available on request.