
Abstract
Combining different types of materials increases its importance in lightweight component studies. However, conventional joining methods cannot provide perfect joining of dissimilar materials. In this context, glass fiber-reinforced Elium based thermoplastic materials and an AISI 304 stainless steel have been joined using laser-hybrid joining. After the joining operation, mechanical characterization tests (lap shear, compression shear, and three-point bending) were performed on coupon samples. In addition, after the tests, the joint grids have been examined and the failure type (cohesive/adhesive/mixed) has been analyzed. Moreover, fatigue tests have been applied to highlight the endurance of tensile-tensile loading condition. Finally, as a result of all these tests, it was determined that the laser-assisted bonding has a lap shear strength of nearly to 18 MPa and a fatigue life of up to 106 cycle at 30% UTS. As a result of all these tests, it was determined that the material maintains its strength in both dynamic tensile-tensile loading and static mechanical tests with the laser hybrid joining.
Highlights
• Thermoplastic composites are suitable for welding with metallic materials • Laser assisted joining creates a chance for lightweight design • GF reinforced thermoplastic has been joined to stainless steel via laser • Both mechanical and fatigue test have been carried out • Micrographs have been collected to determine the types of failure
Introduction
The lightweight construction of components still continues to increase their popularity in the numerous industries. 1 Especially for the railroad, aviation and automotive industry, the use of light materials offers economic savings for users, a reduction of carbon emissions and fossil fuel usage for the world. 2 Nevertheless, these lightweight materials should be used with more rigid materials to ensure their strength in terms of the safety of users such as stainless steel. Hence, it is necessary to create a joint that will enable the composite materials that provide lightness to be used in one piece with the metallic material.
Glass fiber reinforced thermoplastic polymers (GFRTP) are highly efficient composite materials thanks to their high strength/weight ratio. 3 Moreover, thermoplastic materials can be considered one of today’s popular materials in terms of recyclability. 4 One of these, novel Elium resin, can be manufactured quickly at room temperature because it can be microwave cured during production and does not require any additions. 5 In this way, a reduction in the amount of wasted polymer materials in the world can be realized.
Stainless steel is a metallic material that is frequently used in today’s transportation sector owing to its resistance to corrosion, excellent manufacturability and that has a very intensive joining operation. 6
These two different types of materials can be joined in three different ways, two of which are traditional. These are respectively mechanical joining, adhesive bonding and laser-based joining. The mechanical joining creates an additional load on the material and the punched holes destroy the fibers. 7 Bonding requires long-term work, requires additional material, requires a lot of surface treatment, and is directly dependent on the quality of the adhesive. 8 Laser-based joining methods are innovative, faster, and create stronger joining than conventional ones. In addition, it works great for joining thermoplastic-based materials since it is directly focused on one zone and creates chemical and physical bonding for both materials.9–11
One of the innovative studies was the group combining thermoplastic ABS/aluminum with friction lap welding.12,13 The number of tensile tests performed in addition to the joining operation. Also, one of the composite joints was created between CNT and aluminum with friction stir welding and their microstructure and mechanical properties were examined in a production. 14 Jung et al. 15 completed the connection of different materials with the help of a laser and looked at the tensile properties after the test.
Considering that the mechanical properties of these combined hybrid materials should be investigated in more depth, this paper has completed the lap shear, compression shear, and three-point bending tests of the laser-bonded AISI 304 stainless steel material and the glass fiber reinforced Elium thermoplastic material, which is a novel material. When the previous research about this topic is followed, it is observed that compression shear and fatigue tests are never performed. Since fatigue life is of vital importance in many sectors, especially in aviation and automotive, this study is important in terms of novelty by examining the mechanical and fatigue properties of joining different materials with laser welding. Since this material will be exposed to different load levels under road conditions, 16 the tensile shear strength at different stress levels has also been examined. Finally, the fatigue properties of these samples have been monitored and a S/N curve has been prepared.
Experimental methods
Materials
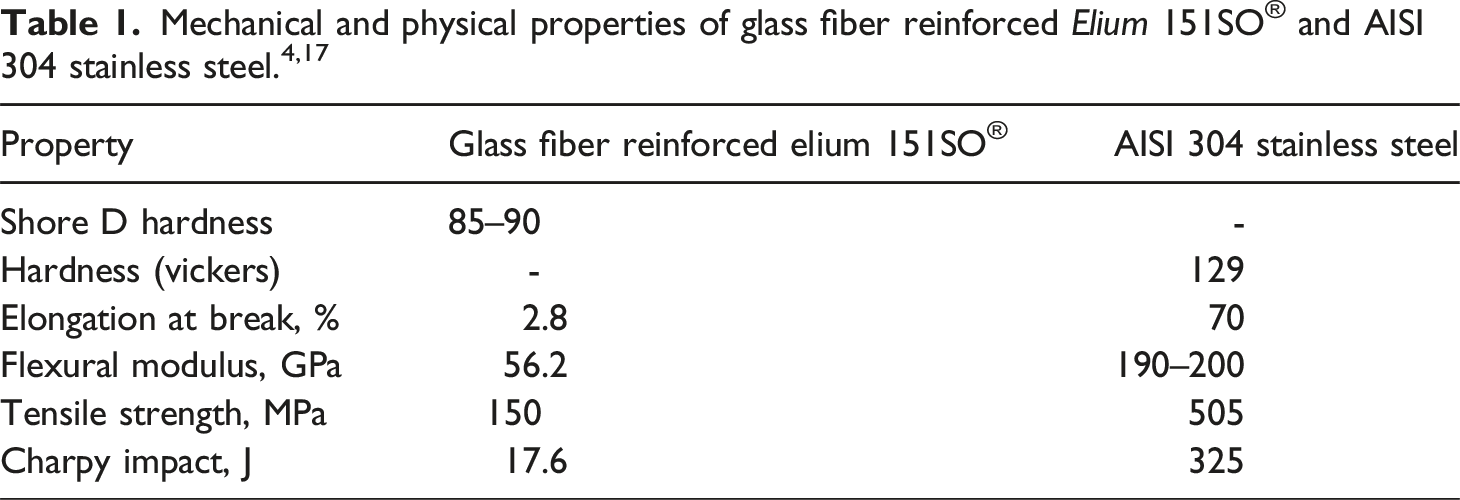
The joining materials are glass fiber-reinforced Elium-based thermoplastic composite materials and AISI 304 stainless steel. The composite samples have been prepared in the light resin transfer molding (LRTM) process with microwave curing in the European Horizon 2020 project which is called Integrated manufacturing of REciclable multi-material COmposites for the TRANSport sector.
Joining Operation
For joining these different types of materials, laser-assisted metal, and polymer joining (LAMP) methods have been used. Performing this technique basically requires two processes. First of all, transmission joining is done over the composite material, which is the stage of forming a structure in which the thermoplastic material melts and results in heating on the stainless steel. The parameters have been selected after checking the literature and the specimen has been prepared.
It was found that the glass fiber reinforced Elium composite material has a high laser transmittance and a low absorption rate. 18 One way to obtain more reliable joint without affecting the weld strength is to determine the appropriate laser beam size. Thus, ways were found to absorb the laser energy by the hybrid material and create a more uniform distribution pattern. During the laser process, care was taken not to exceed the melting point of the Elium resin. Finally, a chemical bond was formed between the glass fiber reinforced Elium composite material and 304 stainless steel. Therefore, the joining mechanism is mainly owing to chemical bonding and mechanical interlocking between composite and metal effect in laser joining of metals to polymers. This mechanism has a strong effect on shear loading. It is also expected to enhance the fatigue life and this was also determined by fatigue tests.
It has selected the grid orientation of tracks for the surface pattern (distance 250 µm). For texture preparation, Rofin RS 90W pulsed laser has been used on stainless steel surfaces. The whole area of the texturization process is 25 mm (also the width of the composite specimen) × 10 mm (the joining height). The joining time has been selected as 6 seconds because it was determined that it showed higher strength than the other 3 or 12 seconds. The maximum temperature of composite-metal interface has been collected for 6 seconds laser irradiation time. The value of maximum temperature has been found 230°C. The temperature of stainless steel surface has been fixed at 400°C. The surface pattern and the experimental setup has been given in Figure 1. The experimental setup of laser joining of glass fiber reinforced Elium based material and AISI 304 stainless steel.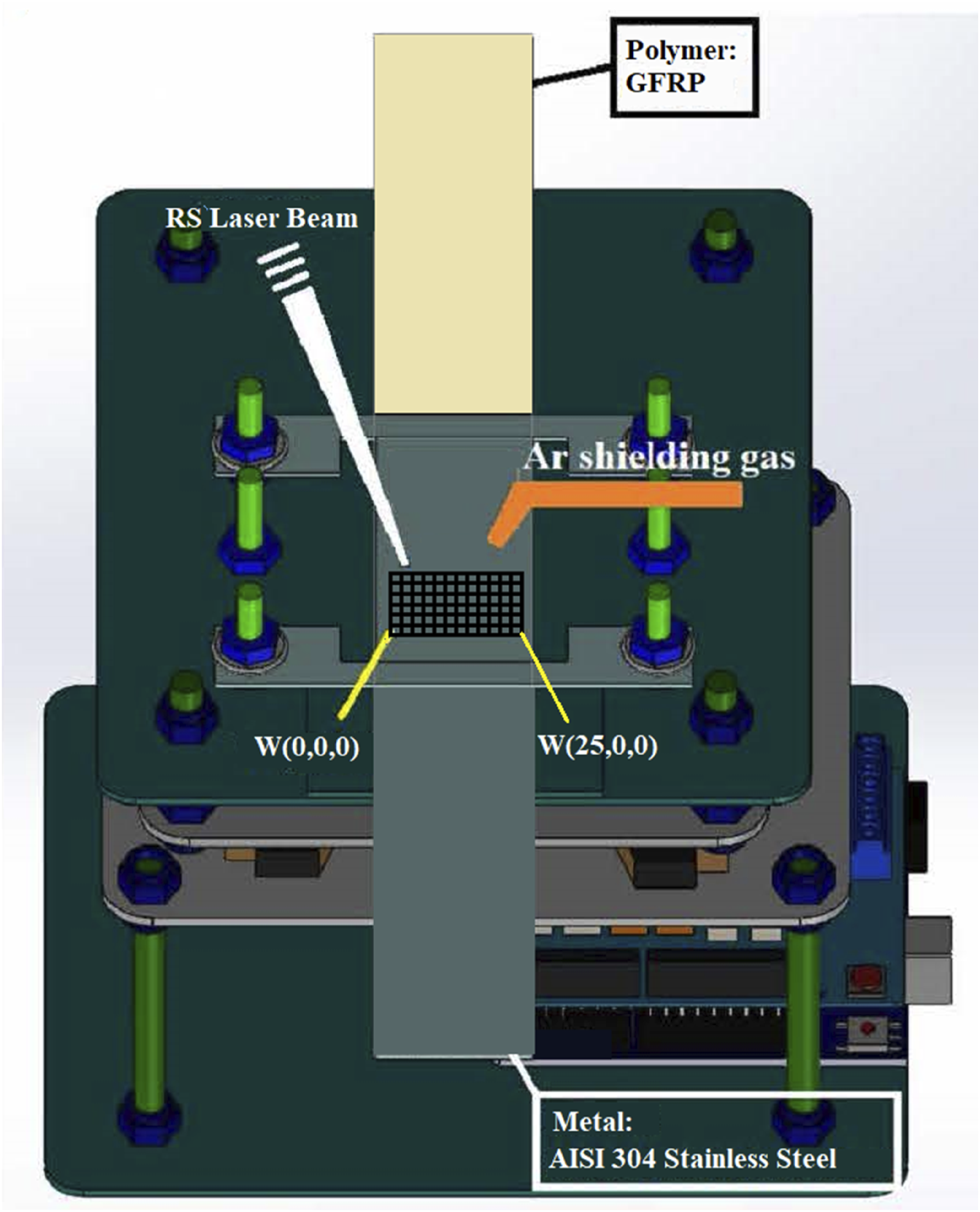
Also, Figure 2 represents the general mechanism of laser joining of glass fiber-reinforced Elium-based material and AISI 304 stainless steel. Nikon SMZ800 stereo optical microscope has been used during the examination. Image acquisition has been performed with Deltapix View Pro software. The general mechanism of laser joining of glass fiber reinforced Elium based material and AISI 304 stainless steel.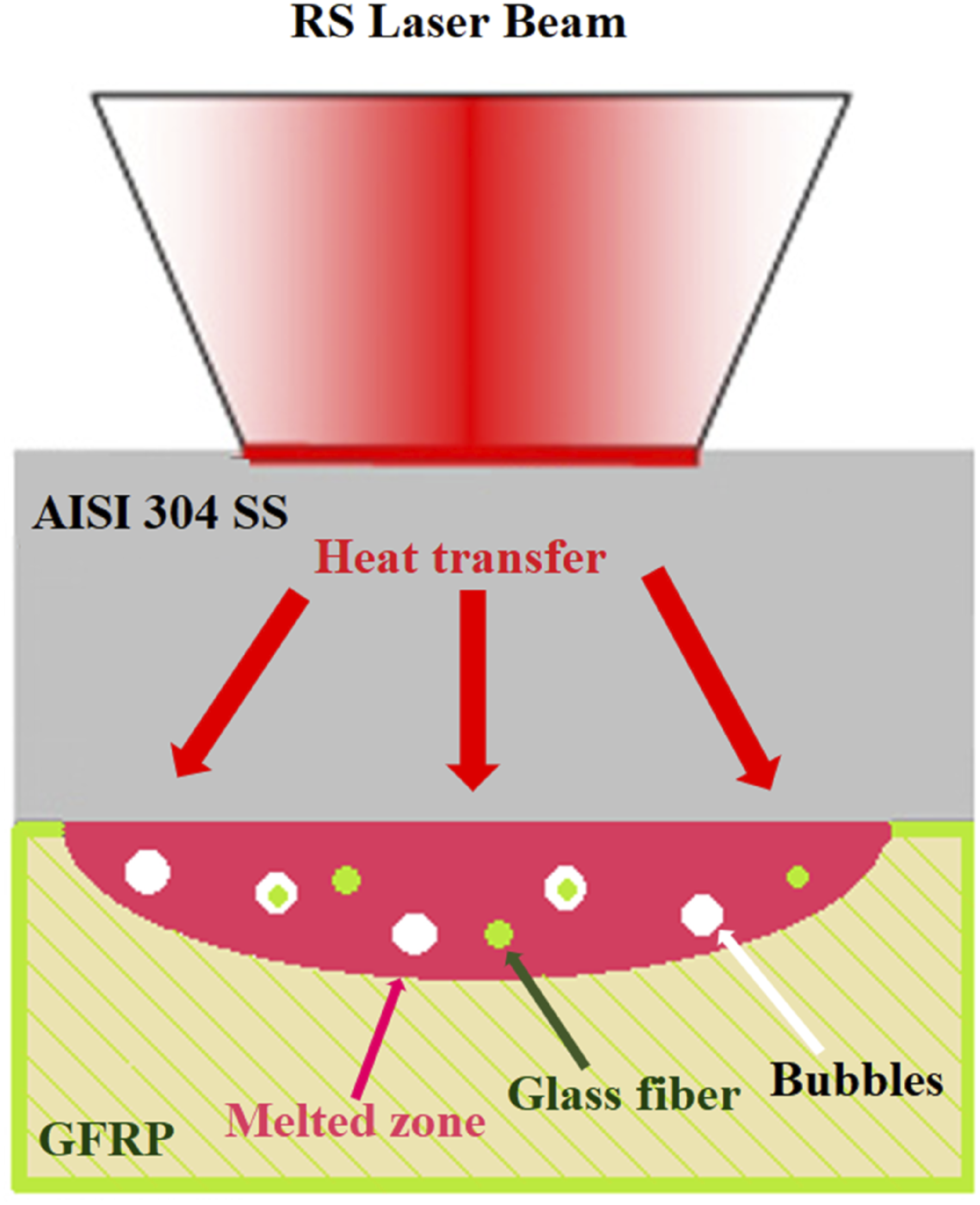
The second process is the preparation of laser joining. It has been conducted via Laserline LDF400-60 continuous wave high power diode laser. The overlap between composite and stainless steel is nearly 8 mm. The selected frequency, beam diameter and laser power are approximately 9000 Hz, 6 mm and 120 W. Also, the fundamental emission wavelength and modulation rate are 950 ± 5 nm and 50 kHz. Furthermore, the cross-section of the laser surface has been given in Figure 3(a). The top view of the grid pattern can be seen also in Figure 3(b). (a) The cross-sectional view of laser joining. (b) Grid surface pattern over stainless steel.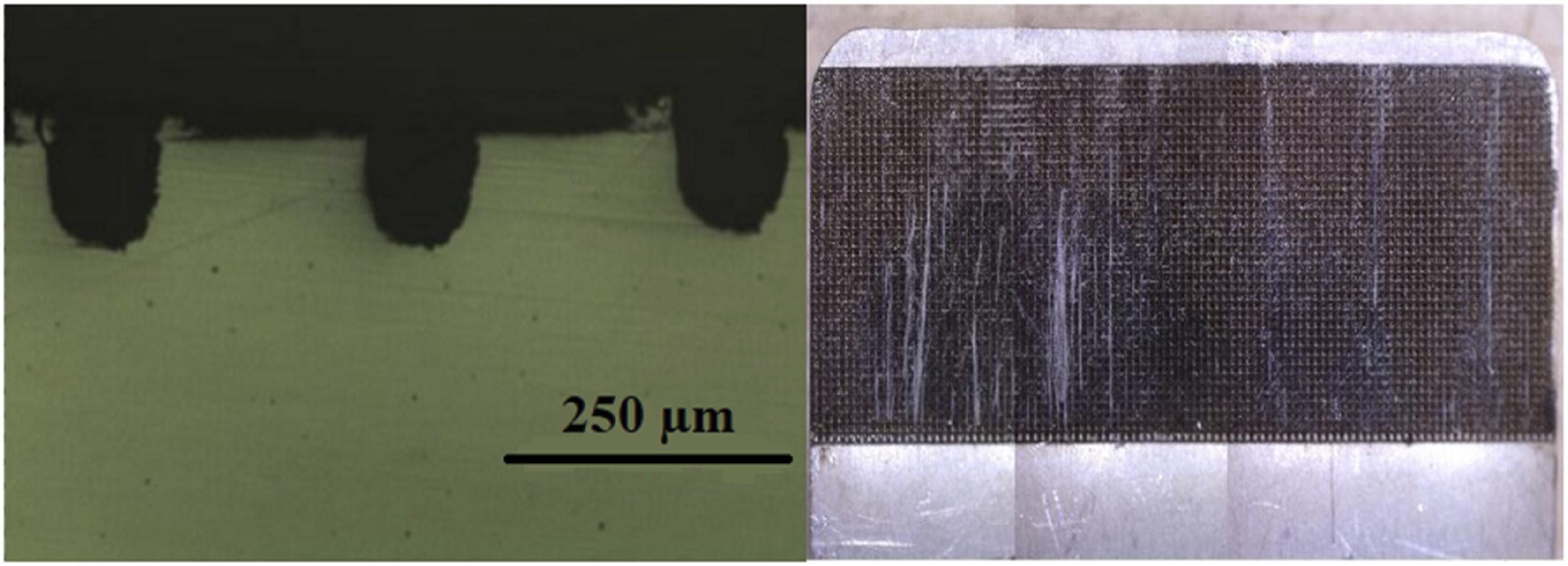
Characterization Tests
In order to understand the mechanical properties, lap shear, compression shear, and three-point bending tests have been applied respectively. Since the transportation vehicles will regularly be exposed to dynamic loads, fatigue tests and weathering tests have been added to indicate the strength in different environmental conditions.
Lap Shear Tests
After joining the hybrid metal-composite material, the mechanical properties have been tested in the Istanbul Technical University (ITU) Mechanical Engineering Faculty lab. These tests are also compulsory for the fatigue test since the applied stress values in the fatigue test can be determined. Therefore, the lap shear test graphs have been created for the joined stainless steel - glass fiber reinforced Elium® material (methylmethacrylate), as shown in Figure 4(a) suitable in accordance with ASTM D3039.
18
The specimen has a 150 mm gage length and 25 mm in width. The test speed is 1.3 mm/min and a minimum of three specimens have been tested. The experimental setup of (a) lap shear test (b) compression shear test (c) three-point bending test.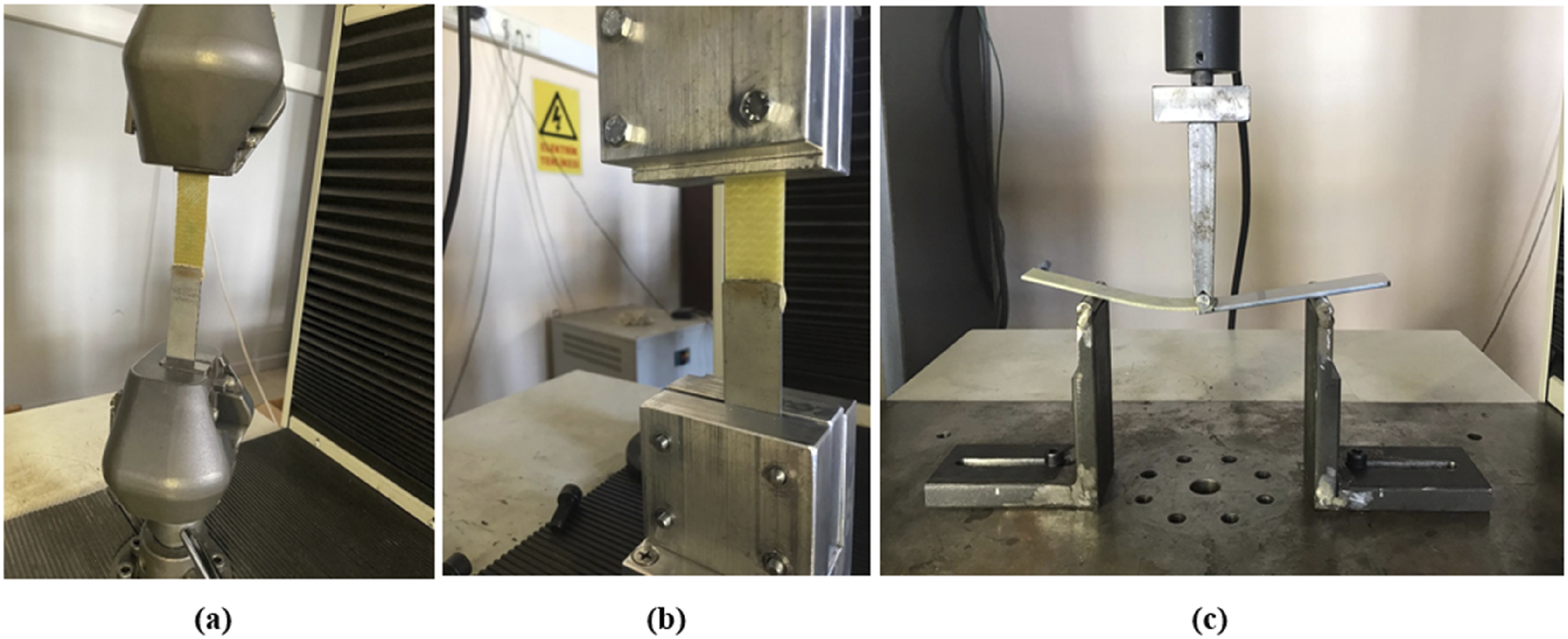
Compression Shear Tests
In addition to the knowledge of the material in the tensile direction, it is desirable to know the compressive shear strength. Owing to dynamic loading conditions, the sample can sometimes be subjected to compression loading. Therefore, compression shear test has been also conducted during material characterization tests in accordance with ISO 14,126:1999 in Figure 4(b). 19 The compression speed is 1.3 mm/min and a minimum of three specimens have been carried out.
Three-Point Bending Tests
Three-point bending test is the test that enables us to understand flexural properties in material characterization. Thanks to this test, it can be made consistent comments about the elastic modulus of the material. These tests have been performed with the setup given in Figure 4(c) in accordance with ASTM D7264/D7264 M. 20 The bending speed is 1.3 mm/min and a minimum of three specimens have been conducted.
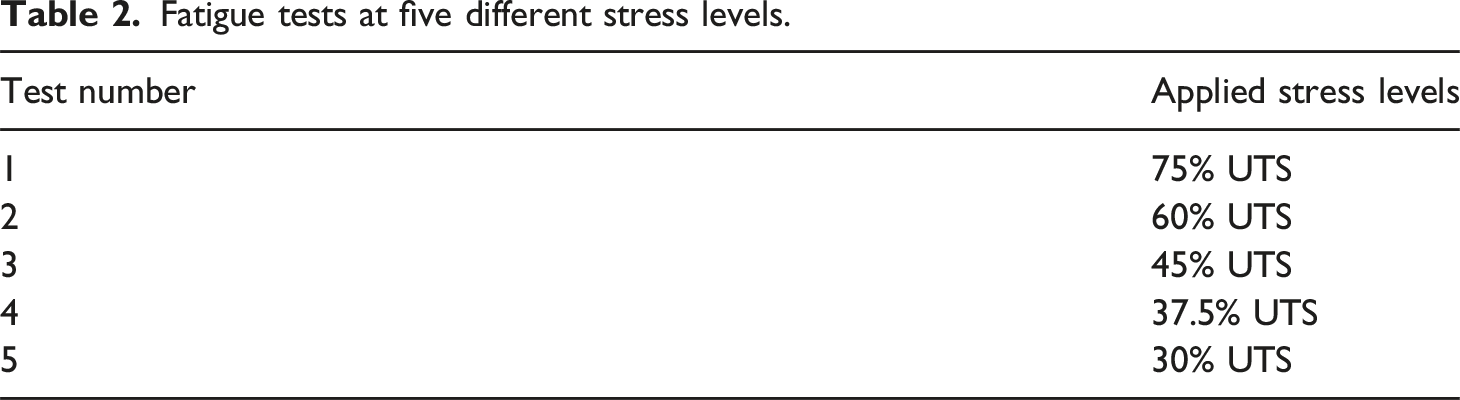
Fatigue Tests
Fatigue tests at five different stress levels.

The experimental setup for fatigue test.
Results and Discussion
Mechanical Characterization of Hybrid-Laser Joints
In this section, the graphs and tables of the mechanical tests obtained will be given separately. Firstly, the graph of the lap shear test performed has been given in Figure 6. The specimens have been broken with a load of 4300 N. The lap shear stress of the material was calculated as at least 17.1 ± 2.3 MPa. Since these stress values will be used in fatigue tests, the minimum lap shear value has been accepted as the ultimate tensile strength. When these tests are examined with similar tests in the literature, they give quite similar results for a similar laser power. It has been mentioned that the lap shear strength decreased only with increasing laser power. Therefore, the laser power was not increased higher than 120 W. Lap shear test graph for laser joined stainless steel – glass fiber reinforced Elium based polymer (Lap Shear Strength = 17.1 ± 2.3 MPa).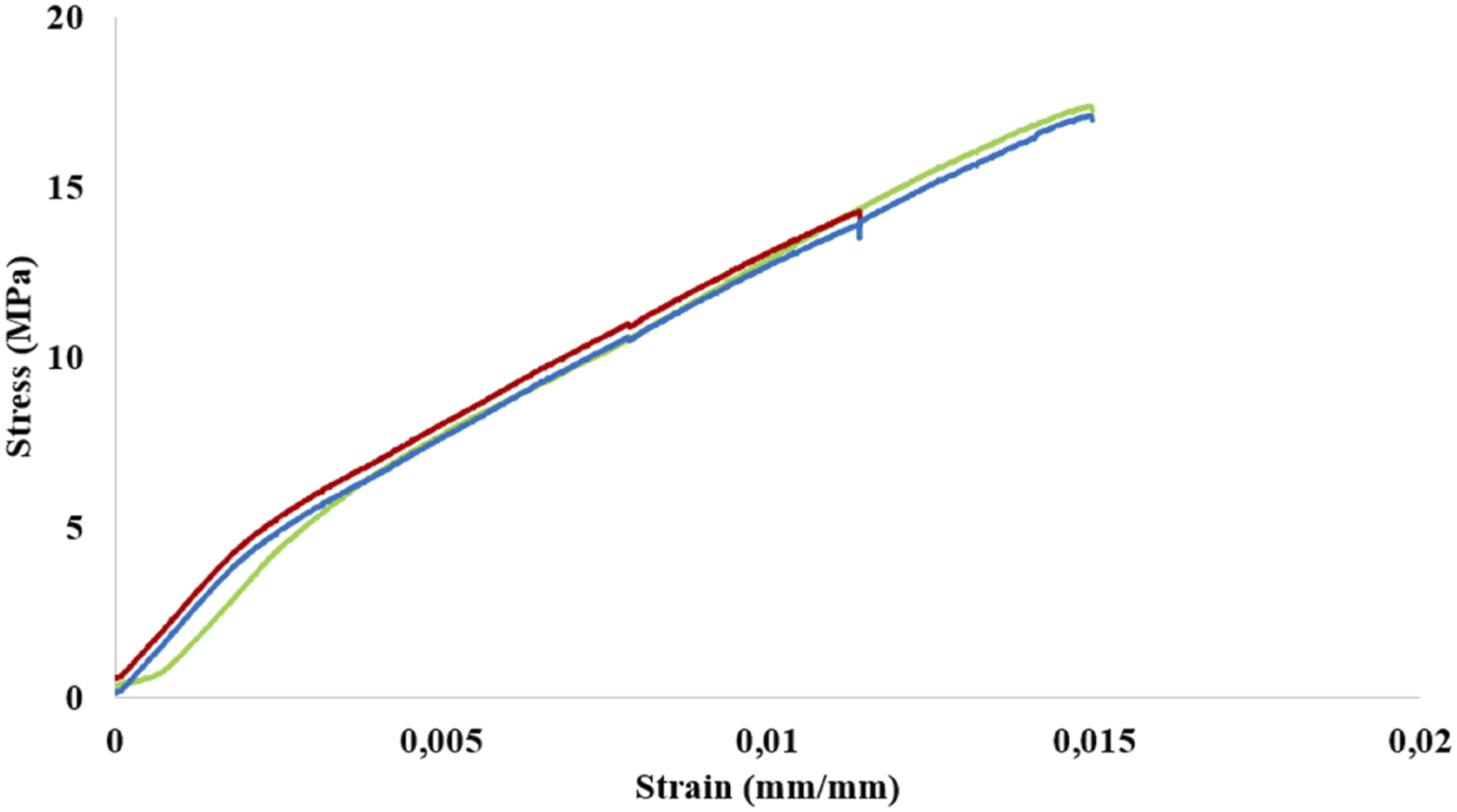
In addition to the lap shear load of the material, the compressive shear load can also be determined for some applications especially for automotive industry. The graph has shown in Figure 7. It has been observed that the compressive load is half as weak as the tensile load. This may be related to the bubbles in the material as a result of the welding process carrying less load due to during compression shear test.
6
In general, laser connections are more resistant to lap shear load.
25
Therefore, reducing bubble formation during laser welding operation is essential, especially in terms of increasing compressive strength. Compression shear test graph for laser joined stainless steel – glass fiber reinforced Elium based polymer (Compression Shear Strength = 7.3 ± 0.8 MPa).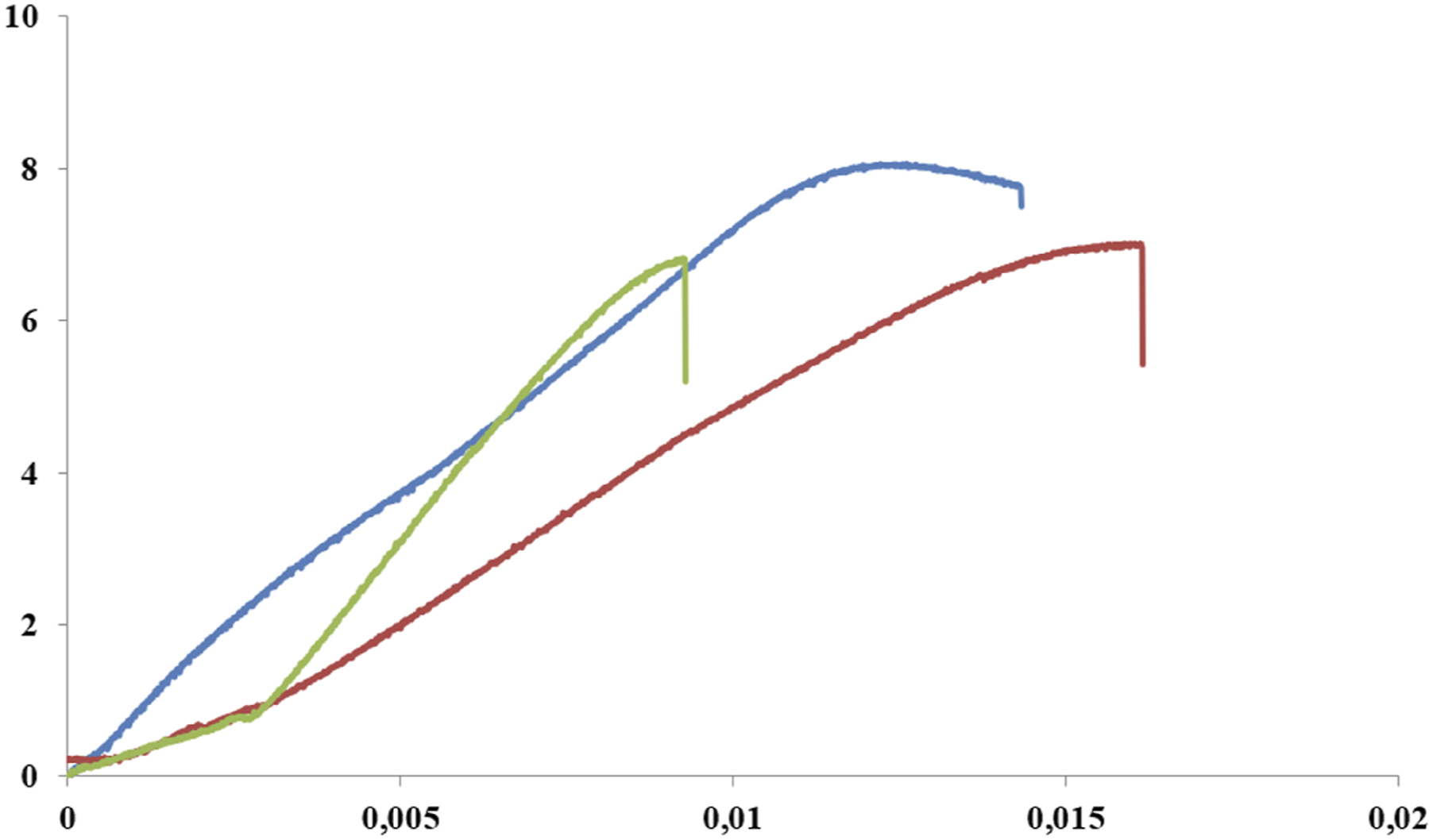
The material has been tested separately both on the composite bottom and the composite top. Since safety was thought to be a priority in the design, the flexural strength value of the test setup has been accepted as the lower strength composite up (flexural strength (FS) = 19.5 ± 2.1 MPa). In tests where the composite is at the bottom, the flexural strength is up to 27.5 MPa. The graph has been shown in Figure 8. Three-point bending test graph for laser joined stainless steel – glass fiber reinforced Elium based polymer (FS = 19.5 ± 2.1 MPa).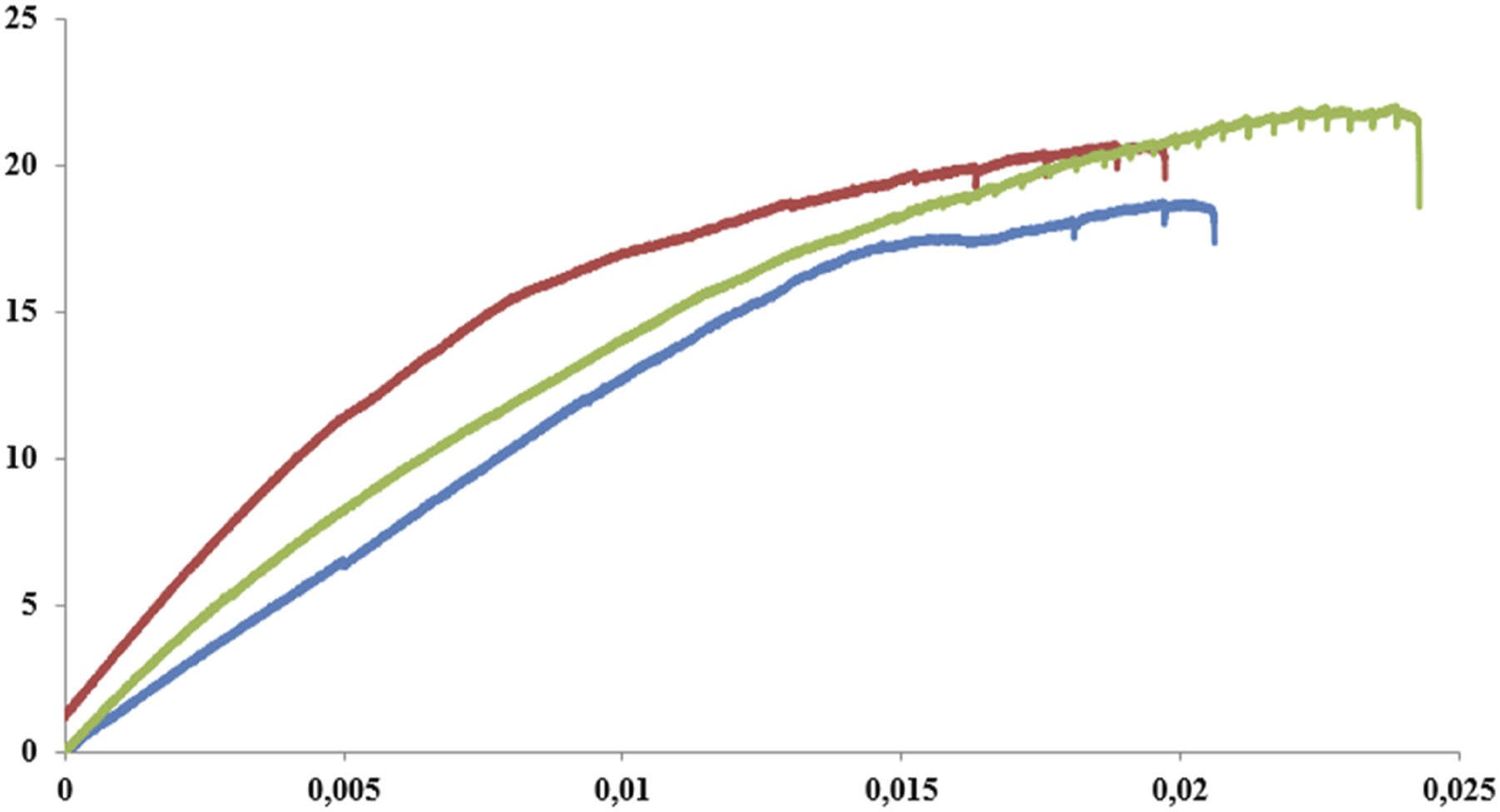
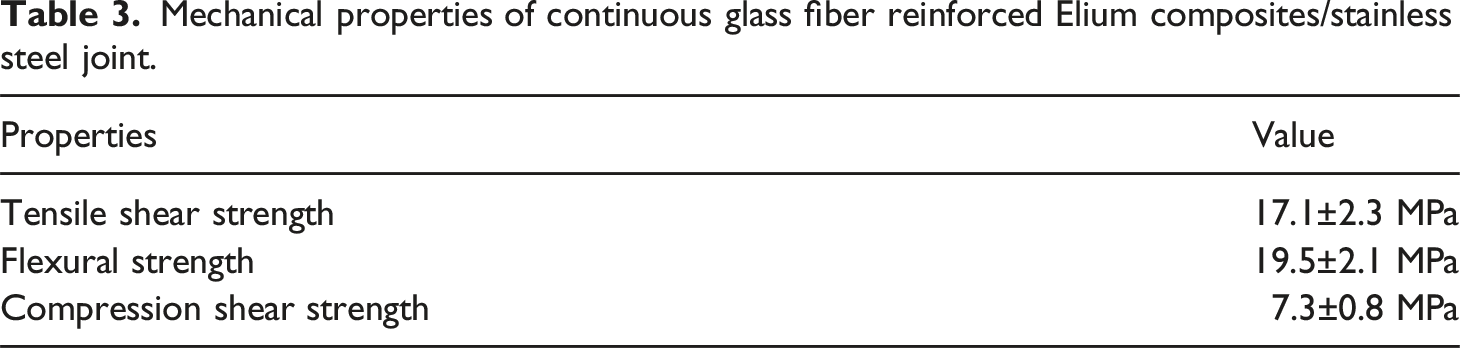
Mechanical properties of continuous glass fiber reinforced Elium composites/stainless steel joint.
Macrostructure Fracture Analysis of Hybrid-Laser Joints
Analyzing the macrostructure of the specimen is critical for laser-joined metal-composite since it can be understood whether the joint is healthy or not. For this reason, the fracture surfaces of the laser-bonded materials have been examined after lap shear tests. Figure 12 shows the three different macrostructures of the lap shear test. It can be seen that materials can be broken into three different types. These fracture patterns are directly related to the amount of composite material remaining on the grid pattern. If almost no composite material remained on the grid surface as in Figure 9(a), it is called adhesive failure. It shows the debonding on the interface. When such failures were observed, the tests were repeated because of no covalent bonds between two dissimilar materials. In addition, if all composite materials adhered to the grid structure after the test as in Figure 9(b), it is investigated cohesive failure. It represents the successful adhesion between stainless steel / composite materials. This failure occurs in the laser bonding itself. Finally, if the composite material only breaks in some areas on the grid surface as in Figure 9(c), it indicates mixed failure. In this type of failure, the composite material generally remaining on the grid gains importance. The failure types in the tests have been compared with other studies in the literature and the tests have been completed in this way.
26
Three different failure types of lap shear tests. (a) Adhesive failure (b) cohesive failure (c) mixed failure.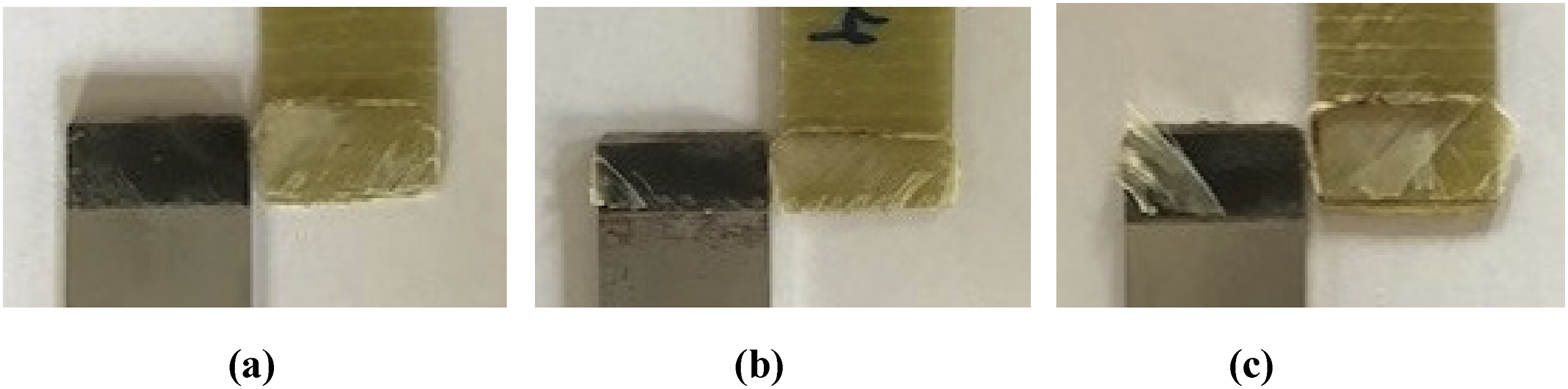
Microstructure Fracture Analysis of Hybrid-Laser Joints
After the macrostructure fracture analysis, the microstructure fracture analysis has been carried out via Nikon SMZ800 optical microscope. The three different types of lap shear tests have been investigated. Firstly, the grid structure has been protected for all specimens after tensile shear tests. It is a critically important indicator for identifying the joining strength. The grid pattern of the specimen has been shown in Figure 10. Some partly glass fibers have remained over the grid structure when cohesive failure has occurred. While this orientation is almost invisible in adhesive failure, a huge composite piece remains on the grid surface in mixed failure. The micrographs have been shown in Figure 10(b) and Figure 10(c), respectively. On the grid pattern after lap shear test (a) cohesive failure (b) adhesive failure (c) mixed failure.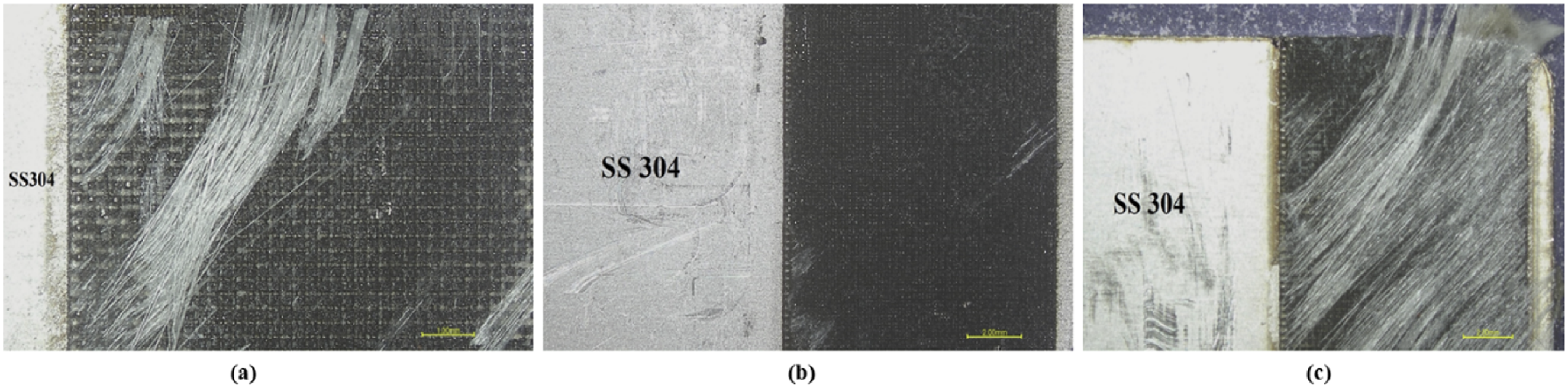
Moreover, some mini bubbles and glass fibers can be seen on the middle or corners on the grids or weld zone during LAMP process.16–27 This formation has been illustrated in Figure 11. It has been stated that if this formation causes serious deterioration in the grid structure, the joint strength may be affected.
24
During the visual inspection, such a change was not observed in the specimen. This situation produces a positive result in terms of high strength of the joint. Also, chemical and covalent bonds C = O were formed on the grid pattern between the glass fiber reinforced Elium composite material and 304 stainless steel. This is an important gain that will enhance joining strength. The bubbles and glass fibers on the grid pattern.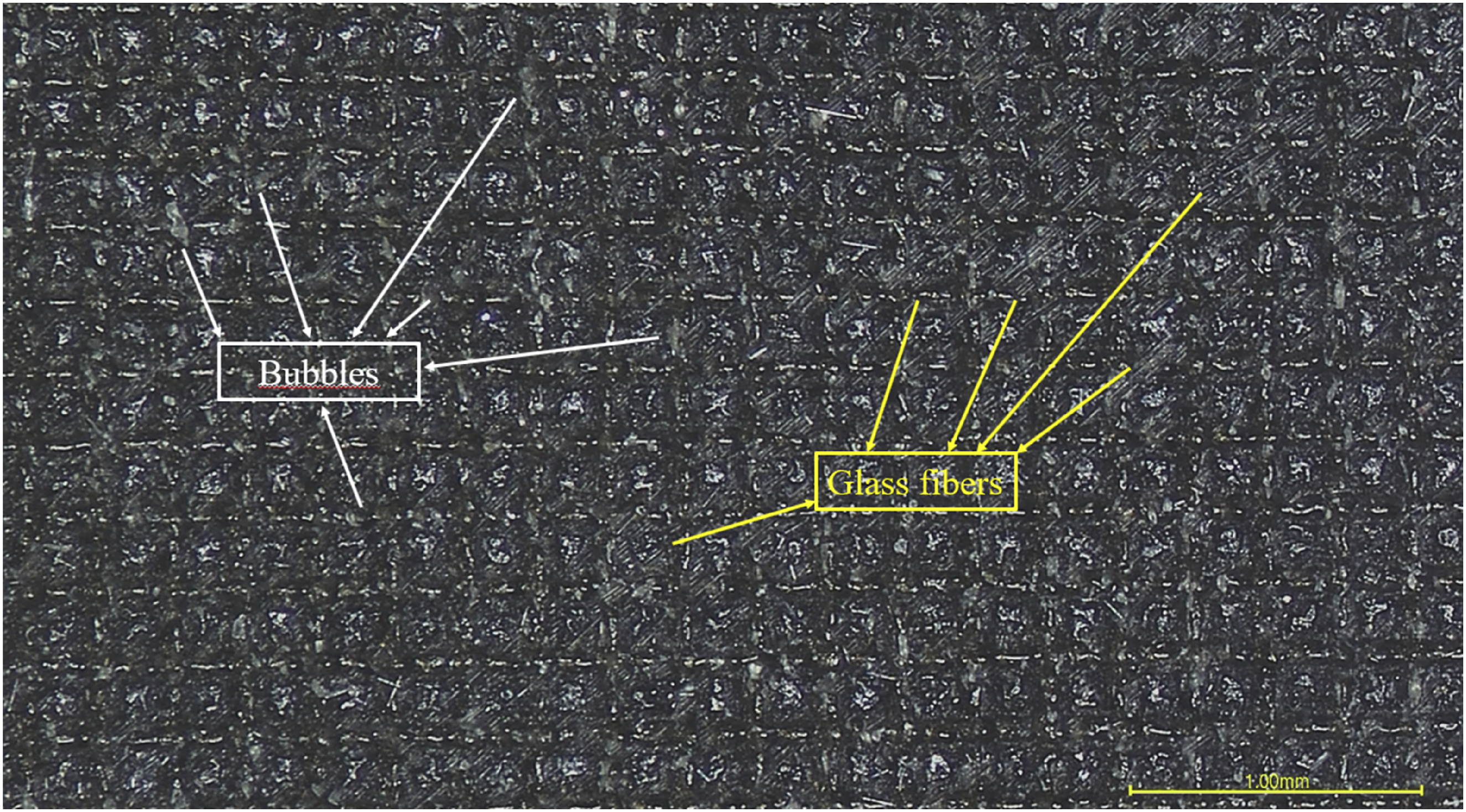
Fatigue Properties of Hybrid-Laser Joints
Due to positive average mean stress, the S-N curve has been organized related to the Goodman approach according to Equation (1). Tensile-tensile fatigue test S/N graph for laser joined stainless steel – glass fiber reinforced Elium based polymer.
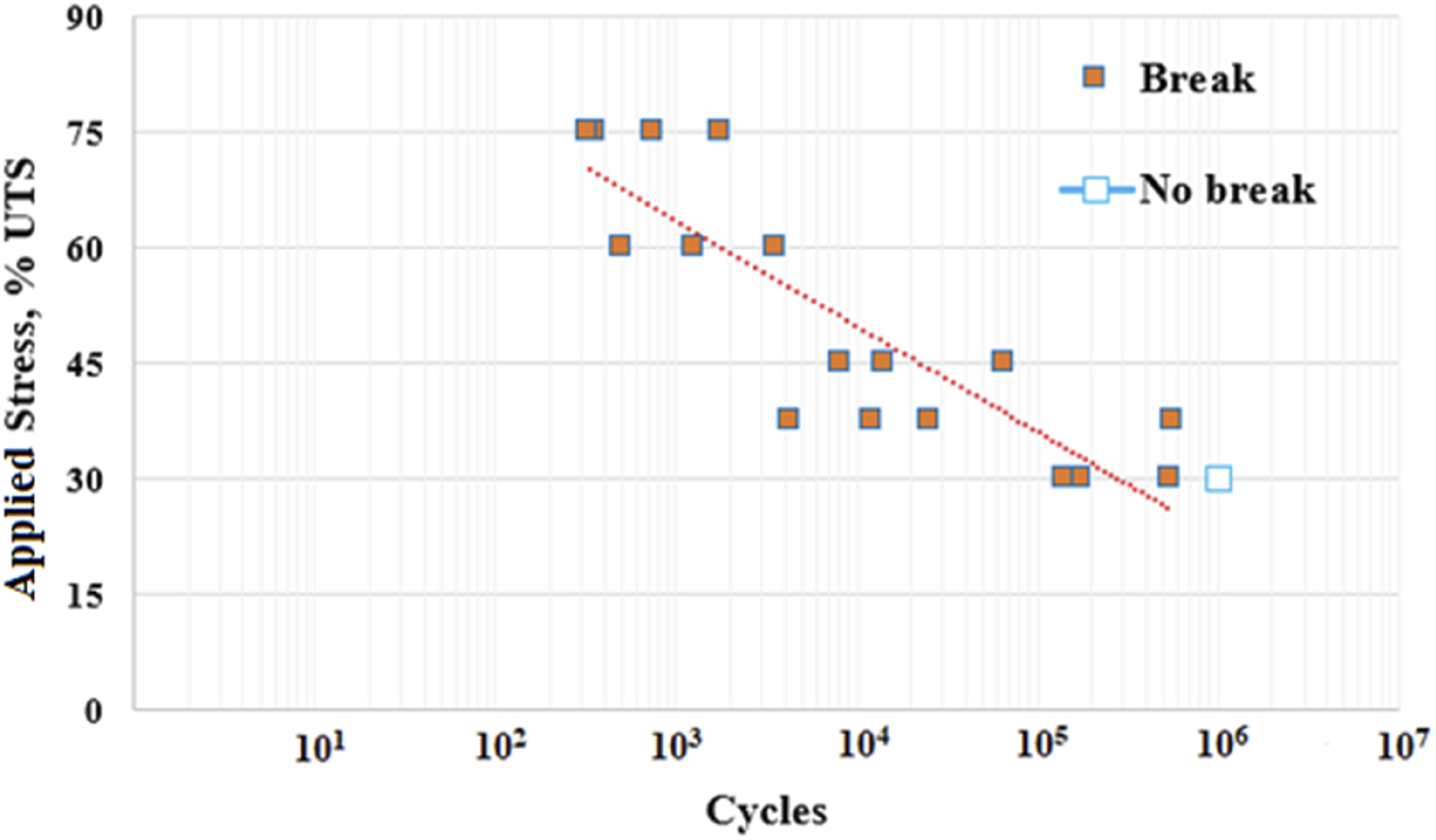
During the experiments, 106 cycles have been determined as the test fatigue limit for the laser joined stainless steel-composite sample. Being above this limit is considered as an infinite life for the components of the material. It has been observed that this can be achieved at 30% UTS values of the material. It is certain that this fatigue limit will be exceeded below this UTS value. These tests represent a virtual mapping of the behavior of the laser coupling under dynamic conditions.
When the fatigue test of the composite material is performed alone, the properties of the matrix material Elium polymer outweigh because ± 45-degree glass fiber orientation does not make a great contribution in terms of strength. This situation has also been demonstrated in various studies. 4 Since the fatigue test of stainless steel was carried out extremely, a separate fatigue study has not been done for that material.
However, it can be stated that fatigue strengths, especially when compared to compressive strengths, exhibit quite good performance. Especially when the pure S/N graph of the Elium composite material is followed, it is observed that the graph gives a longer fatigue life than the pure ± 45° glass fiber reinforced Elium test. These results leads us to the conclusion that the combination with stainless steel increases the fatigue life of the material. 29 Moreover, it represents that the use of composite material alone in some fiber orientations is only possible by combining it with a different material such as ± 45 fiber orientation.
Conclusion
The mechanical performance of laser direct joining of glass fiber-reinforced Elium thermoplastic composites to AISI 304 stainless steel has been tested. The process parameters have been selected in the literature and all mechanical characterization tests have been completed. The interfaces of joints have been examined by optical microscopy. Lap shear tests have been represented the lap shear strength of this joint is nearly 17.5 MPa and can be durable over 4350 N. After this test, the three-point bending and compression shear tests of the material have been completed. The joint exhibits less strength in the compression direction than in the tensile direction. Moreover, the joint material has been tested under dynamic conditions with fatigue tests and the S/N graph has been drawn. It has been determined that the laser joint can perform more than 105 cycles with around 30% UTS. Finally, the failure type has been investigated via using optical microscope. It has been proven that the strength of the joint does not change significantly under bubble effect during the laser joining process.
Footnotes
Acknowledgements
We are thankful for the support received from EU Horizon 2020 Framework Programme under the RECOTRANS project with the Grant Agreement number of 76873.
Author Contribution
Mete Kayıhan wrote the entire article and performed all the tests. Aysu Hande Yücel made the plans of tests, carried out the experiments and took micrographs. Prof. Dr. Mustafa Bakkal provided funding of the project with EU Horizon 2020. The article has been checked by all three authors.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
This work has been prepared with the support of the EU Horizon 2020 Framework Program under the RECOTRANS project with the Grant Agreement number of 76873 and the Istanbul Technical University Scientific Research Projects Coordination Unit number of MGA-2025-46690.