
Abstract
This research explores the synthesis of sustainable polymer composites through the incorporation of alkali-treated peanut shell powder (TPSP) in linear low-density polyethylene (LLDPE) using rotational molding. The peanut shells were treated with 5% NaOH solution, and FTIR analysis followed by thermogravimetric analysis proved the elimination of non-cellulosic content such as lignin and hemicellulose. Composites of TPSP concentration in the range of 3-15 wt% were analyzed for mechanical and morphological properties. Tensile strength fell from 13.82 MPa to 7.51 MPa with increasing TPSP concentration, whereas stiffness increased substantially. The tensile modulus rose by 93% (395.06 MPa) at 9 wt%, and impact strength rose by 94% (107.22 J/m) up to 9 wt%, before reducing at higher concentrations. Flexural modulus reached its peak at 9 wt% (482.71 MPa), with an increase of 42%, and maintained a 21% increase at maximum loading. Microstructural analysis proved excellent fiber dispersion and matrix adhesion in the range of 3-9 wt%, with agglomeration at higher concentration. The research concludes that 9 wt% TPSP achieves an optimal balance of mechanical properties and processability as a sustainable reinforcement for LLDPE composites in applications demanding high stiffness and impact resistance. This research identifies TPSP as cost-effective, eco-friendly filler for rotational molding.
Keywords
Introduction
Polymers and polymer composites have attracted widespread interest in the present century due to their unique properties, such as lightweight, corrosion resistance, and versatility in design and applications.1,2 Polymeric products have increasingly replaced most metallic products over the last decades, a trend noticed by researchers.3–5 Various production techniques, including injection molding, blow molding, thermoforming, and rotational molding, are employed in the manufacturing of polymeric products.6,7 Among the techniques, rotational molding has attracted widespread interest since it can be employed to manufacture hollow and weld-free structures with complex geometries. One of the major benefits of rotational molding is the production of stress-free end products. 8 The technique is widely employed in the manufacturing of tanks, containers, automotive components, toys, kayaks, and multilayer designs. 9 Various thermoplastics, such as polyethylene, polypropylene, acrylonitrile-butadiene-styrene, polylactic acid, nylon, and polyvinyl chloride, can be employed as base resins for rotational molding. 10 However, polyethylene holds about 85% of its applications due to its broad range of processing and excellent thermal stability. 11 Among the polyethylene types, Linear Low-Density Polyethylene (LLDPE) is widely favored due to its low shear sensitivity and good melt flow behavior. Despite these advantages, LLDPE is lacking in the mechanical strength required for high-stress applications, such as military equipment and marine constructions. Fiber, nanofiller, or particulate filler reinforcement of LLDPE has been found to have the potential to overcome these weaknesses.12,13
Natural fiber-reinforced polymer composites have become an environmentally friendly substitute for synthetic fiber composites based on their benefits like biodegradability, low density, abundance, and affordability.14,15 They are being used in automotive, packaging, and construction sectors. Varietal natural fibers like coir, jute, bamboo, hemp, and rice husk have successfully been used to modify the properties of polymer matrices. Yet, an important issue in natural fiber composites is the low interfacial adhesion between hydrophilic natural fibers and hydrophobic polymer matrix. 16 Alkaline treatment, especially with sodium hydroxide (NaOH), is a popular surface modification method to enhance fiber–matrix compatibility by increasing interfacial bonding. 17 The NaOH treatment works by disrupting the hydrogen bonding in the network structure of cellulose, which increases fiber surface roughness, removes lignin and hemicellulose, and exposes more cellulose hydroxyl groups. 18 This adjustment facilitates mechanical interlocking and enhances wettability with the polymer matrix. 19
Previous research has shown that incorporating treated natural fibers into polymer matrices results in enhancement of tensile strength, impact strength, and flexural strength. For instance, studies of composites with the utilization of coir and bamboo fibers have shown significant improvements in tensile modulus, flexural modulus, and impact strength using treated fibers.20,21 Taylor et al. reported enhancements of tensile modulus by 188% and flexural modulus by 200% in NaOH-treated abaca fiber composites. 22 Similarly, Cisneros-Lopez et al. reported enhanced mechanical properties of polyethylene composites reinforced with treated agave, pine, and coir fibers and thus bearing witness to the effectiveness of fiber treatment.23,24 No studies have thus far examined TPSP-reinforced rotationally molded LLDPE composites, indicating an important gap that this research seeks to fill.
Peanut shell fibers (PSFs) are lignocellulosic crop residues that contain 30–45% cellulose, 25–30% hemicellulose, and 20–25% lignin.25,26 PSFs are quite easily available in bulk quantities as crop residues and hence are economical and environmentally friendly sources of replacements for traditional synthetic reinforcements. PSFs possess good structural integrity and resistance to water. Untreated PSFs, however, are not compatible with polymer matrices owing to surface contaminants and hydrophilicity. 27 Alkaline treatment with NaOH improves this compatibility by removing amorphous components and increasing surface roughness, thereby enhancing fiber–matrix bonding.27,28
In line with this trend, the current study investigates the application of peanut shell fibers treated with 5% NaOH solution as reinforcement in LLDPE rotational molding. The current study applies treated peanut shell powder with LLDPE at 3%, 6%, 9%, 12%, and 15% ratio. The selected weight percentages of treated peanut shell powder were primarily based on a pre-processability study conducted in a previous work by the author. 27 This previous study compared the LLDPE/TPSP blends’ dispersion, flow characteristics, and moldability at different filler loadings and determined this range to be ideal to ensure good processability while allowing for performance evaluation. This study follows up on such findings to examine the mechanical and morphological properties of the composites within that defined range. By enhancing fiber-matrix adhesion through alkaline treatment, the current study presents peanut shell fibers as a potential alternative to conventional fillers, focusing on mechanical performance and environmental concerns. The following section discusses the experimentation procedure followed by the test result.
Experimental procedure
Material procurement and processing
The polymer used in this study was Linear Low-Density Polyethylene (LLDPE), which was purchased in powder form from Inovo Engineering and Plastic Technology, Ahmedabad, Gujarat, India. It was of 4.67 g/10 min melt flow index and 936 kg/m3 density. Raw peanut shells used in this study were purchased as a byproduct from a local peanut processing unit and were washed with distilled water at room temperature and pressure. After washing, the shells were sun-dried for 24 hours. Then, clean peanut shells were chemically treated with a 5% NaOH solution for 24 hours for the removal of extractives and lignin from the fiber surface. 28 After chemical treatment, the shells were dried in the sun again for 48 hours. After drying, the shells were ground into powder form using a commercial grinder. To evaporate any remaining water, the ground peanut shell powder was dried at 70°C for 2 hours using a drying oven. Finally, the powder was sieved to obtain an average particle size of 150 µm.
The choice of the 24-h NaOH soaking followed by 48-h sun drying was a combination of initial trials and previous studies on other similar natural fibers. Fibers such as Tampico and coir, with properties similar to peanut shells, including high lignin and cellulose content and a dense structure, have similarly been treated employing a similar procedure. Abhilash and Singaravelu (2022) used the same soaking times for Tampico and coir fibers for LLDPE composites and achieved improved mechanical properties. 29 The prolonged soaking time helps to effectively remove hemicellulose and waxes, and the longer drying provides adequate removal of moisture in stages without causing fiber damage. Latif et al. (2019) also emphasized that proper drying is crucial for maintaining fiber strength and performance. 30
The main focus of this study was to evaluate the impact of incorporating treated peanut shell powder (TPSP) into LLDPE for rotationally molded products, specifically in terms of their mechanical properties. LLDPE and TPSP formulations were prepared in different weight percentages (0%, 3%, 6%, 9%, 12%, and 15%), and six rotationally molded samples were fabricated. The molding process involved a sequence of steps, as described in Figure 1. For all formulations, the LLDPE and TPSP powders were accurately weighed and dry-blended using an in-house industrial high-speed grinder operating at 22,000 rpm for 5 minutes to ensure uniform dispersion and homogeneity of the powder blend prior to molding. The sample preparation was done with the help of a laboratory-scale rotation molding machine at the Institute of Infrastructure Technology, Research and Management, Gujarat, India. The mold used in the process was mild steel square with a 20 cm × 20 cm dimension and 5 mm thickness. For facilitating the release of the molded product easily, a silicon-based mold release agent was coated on the mold inner surface. Then, the LLDPE/TPSP blend was filled into the mold. In each case, 800 g of the material (i.e., LLDPE and TPSP) was filled into the mold to obtain the components with an approximate 4.5 mm wall thickness. The biaxial rotation of the mold was performed with a rotation ratio of 2:8 between the major and minor axes. The heating and cooling time in the oven was assigned for 30 minutes every time, and the oven temperature was set at 240°C. The different weight percentages of TPSP added to the LLDPE are represented in Table 1. Stages of Rotational molding for LLDPE/Treated peanut shell powder Bio composite. Designation of LLDPE/Treated Peanut Shell Powder samples.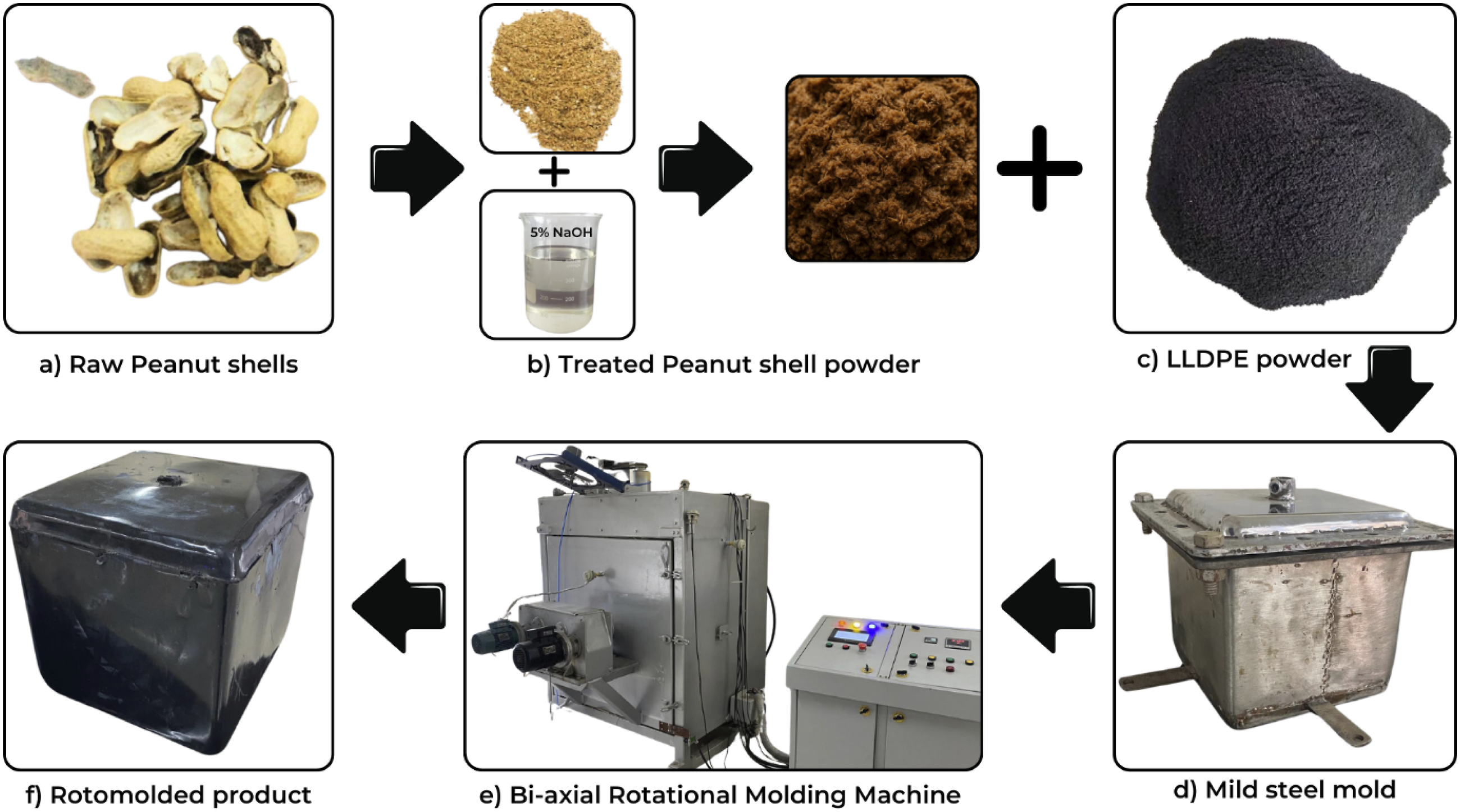

Fourier transform infrared spectroscopy (FTIR)
The main aim of FTIR analysis was to identify unique peaks related to different functional groups in the material. FTIR spectroscopy was carried out to investigate chemical changes caused due to NaOH treatment and its effect on the fibers. The major bands examined and compared were those corresponding to the O–H stretching vibration (∼3300 cm−1), C–H stretching (∼2900 cm−1), C = O stretching (∼1730 cm−1), aromatic skeletal vibrations (∼1600–1510 cm−1), and C–O stretching (∼1020–1050 cm−1). The broad O–H band was tracked as an indicator of hydrogen bonding and cellulose content, and the decrease or shift in the C = O band indicated partial hemicellulose or waxes removal. The aromatic skeletal bands were examined to evaluate lignin-associated changes.
The samples were scanned on a Bruker Alpha FTIR spectrometer having a diamond crystal attenuated total reflectance (ATR) unit. The instrumentation, being present at Parul University, Vadodara, Gujarat, India, facilitated the collection of spectra. The powdered samples were cold-pressed into standard pallets with the help of a KBr Press Model M-15, also being present at Parul University. Data were collected in transmittance mode in a range of 500–4000 cm−1. For proper contact between the sample and diamond crystal plate, the KBr pallets were placed under the pressure arm of the spectrometer, which transmitted uniform pressure on the sample. The results were displayed in the form of a graph exhibiting correlation between transmittance percentage and wavenumber.
Thermogravimetric analysis
The aim of using thermogravimetric analysis (TGA) in this research was to compare the thermal behavior of decomposition of untreated peanut shell powder (PSP) with NaOH-treated peanut shell powder (TPSP). The analysis was carried out in order to complement the results of FTIR and to examine changes in compositional behavior following the treatment procedure. TGA was performed on a PerkinElmer TGA 4000 system following ASTM E1131. About 5 mg of every sample was slowly heated from room temperature to 800°C with a heating rate of 10°C/min under a flow of nitrogen at 50.0 mL/min. Mass loss was explored over the temperatures of 180 °C–250°C, 250 °C–380°C, and 380 °C–500°C to recognize decomposition phases for different organic components. The contrast of the mass loss in these specified periods of time gives information about the chemical changes brought about by the alkali treatment.
Mechanical characterization
For the mechanical characterization of the rotationally molded products, the composites were cut into plates from the square mold to achieve the necessary dimensions according to ASTM standards. All the tests were performed at standard laboratory conditions (23 ± 2°C, 50 ± 5% relative humidity), and the specimens were conditioned for at least 48 hours prior to the test. The specimens used for the tensile, flexural, and impact tests are shown in Figure 2(a)–(c), respectively. Mechanical testing specimens (a) Tensile testing (ASTM D638), (b) Flexural testing (ASTM D790), and (c) Impact testing (ASTM D256).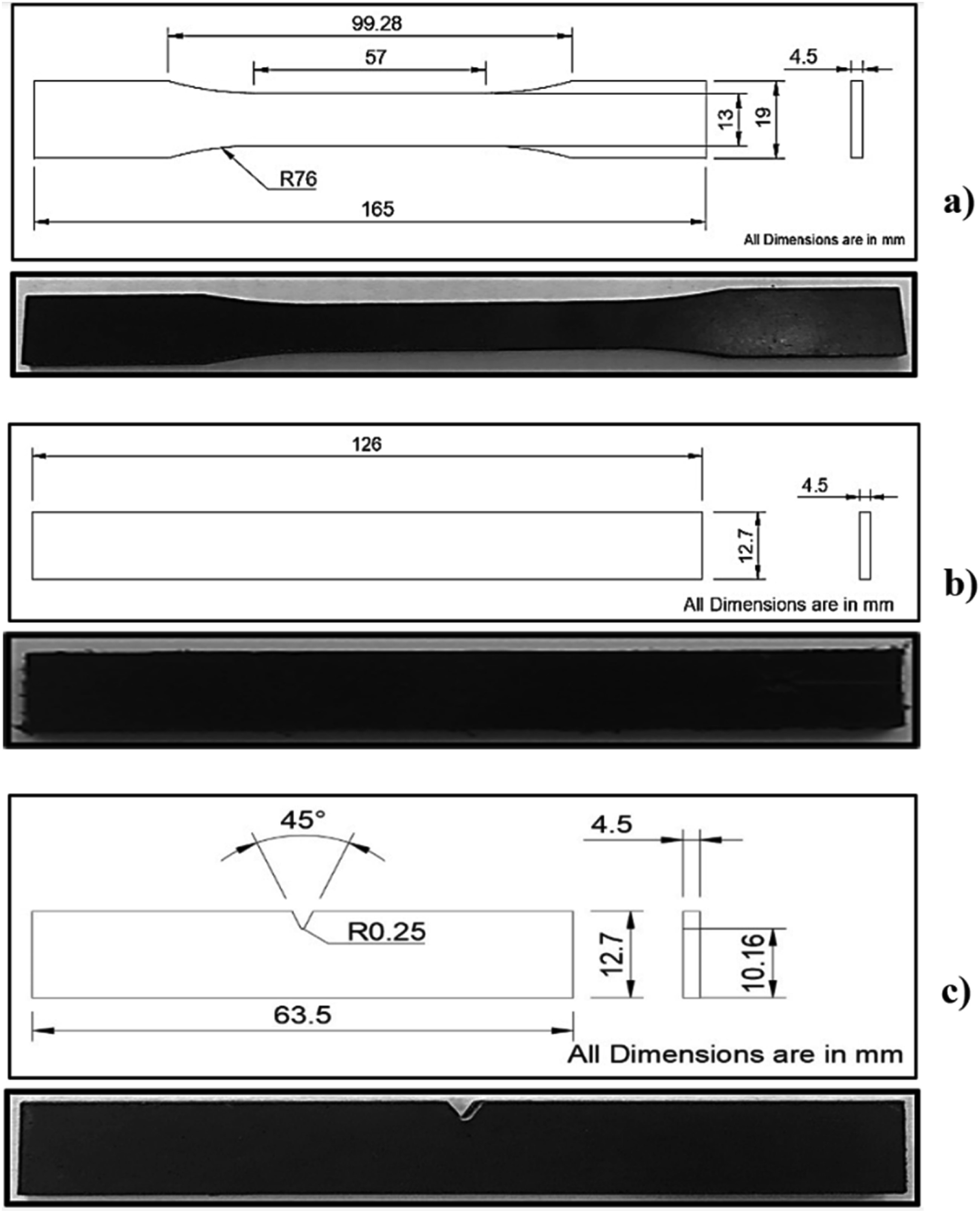
Tensile Testing
Tensile properties were evaluated according to ASTM D638 using Type I specimens, as shown in Figure 2(a). Specimens were cut from molded parts using a CNC router at Parul University, Vadodara, Gujarat for precise dimensions. The test was performed on a universal testing machine (UTM) with a 10 kN load cell at a 50 mm/min crosshead speed. For every composition (0%, 3%, 6%, 9%, 12%, and 15% TPSP), average of five specimens were tested for data reliability. The major mechanical parameters determined were tensile strength, elongation at break, and Elastic modulus, which were obtained from the developed stress-strain plots during the test.
Flexural testing
Flexural strength and modulus were evaluated using a three-point bending test in accordance with ASTM D790. Rectangular bar specimens measuring 126 mm × 12.7 mm × 4.5 mm were obtained from flat molded panels through a laser cutting machine, ensuring accurate and consistent dimensions as presented in Figure 2(b). The length of the span was kept constant at 16 times the thickness of the sample (about 72 mm), and the loading speed was kept constant at 2 mm/min. For every composition, five average specimens were utilized to calculate the final values of flexural modulus and flexural strength from the load-deflection data.
Impact testing
The Izod impact strength was evaluated using a 242 g (2 J) pendulum weight on a vertical pendulum impact tester, following the ASTM D256 standard. Following the cutting of the material into rotomolded form, plastic laser-cut rectangular specimens of 63.5 mm × 12.7 mm × 4.5 mm were obtained, as presented in Figure 2(c). Subsequently, the specimens were “V” notched employing an automated specimen notcher. Tests were carried out at room temperature (23°C ± 2°C). For every composition, Izod impact strength was calculated as the average of five measurements. The energy taken during impact was measured in joules, and the values were normalized to J/m for comparing values across materials.
Morphological testing
A qualitative examination of tensile test samples was performed under a Hitachi SU3800 Hi-SEM scanning electron microscope (SEM) equipped with energy dispersive spectroscopy (EDS) available in Micro-Nano Research Centre, Parul University, Gujarat. Fractured samples were cut to 5 mm in width, and exposed fracture surfaces were viewed using the SEM. To improve electron specimen interaction and acquire high-resolution images, the specimens were coated with a thin layer of gold using sputter coating. The high-resolution imaging of SEM allowed the observation of the surface morphology in great detail, and the images were taken directly from the SEM’s digital system.
Results and discussion
FTIR Analysis of fiber surface modification
FTIR spectroscopy was employed to analyze the functional groups present in the untreated and NaOH-treated powders of peanut shell. The FTIR spectrum of the untreated sample indicated characteristic bands at 3372, 2922, 1728, 1612, and 1037 cm−1, as seen in Figure 3(a). The wide band at 3372 cm−1 is due to O–H stretching vibrations and the band at 2922 cm−1 is due to C–H stretching in aliphatic chains.
25
The bands at 1728 cm−1 and 1612 cm−1 were identified as C = O stretching of ester or carboxylic acid and C = C stretching of aromatic rings, respectively—both typical for lignin. The intense band at 1037 cm−1 is due to the C–O stretching vibrations corresponding to polysaccharides like cellulose and hemicellulose.
25
After treatment with NaOH, FTIR spectrum (Figure 3(b)) exhibited respective peaks at 3374, 2919, 1618, and 1052 cm−127 Intensities of bands of O–H and C–O reduced, which indicates partial modification of the hydroxyl and ether-containing functional groups. The fact that no C = O peak at 1728 cm−1 was observed in the treated sample could be an indication of the partial removal of the carboxyl groups associated with lignin. But other peaks did not indicate significant changes, suggesting that cellulose was mostly retained. FTIR spectra of (a) Untreated Peanut Shell Powder and (b) Treated Peanut Shell Powder.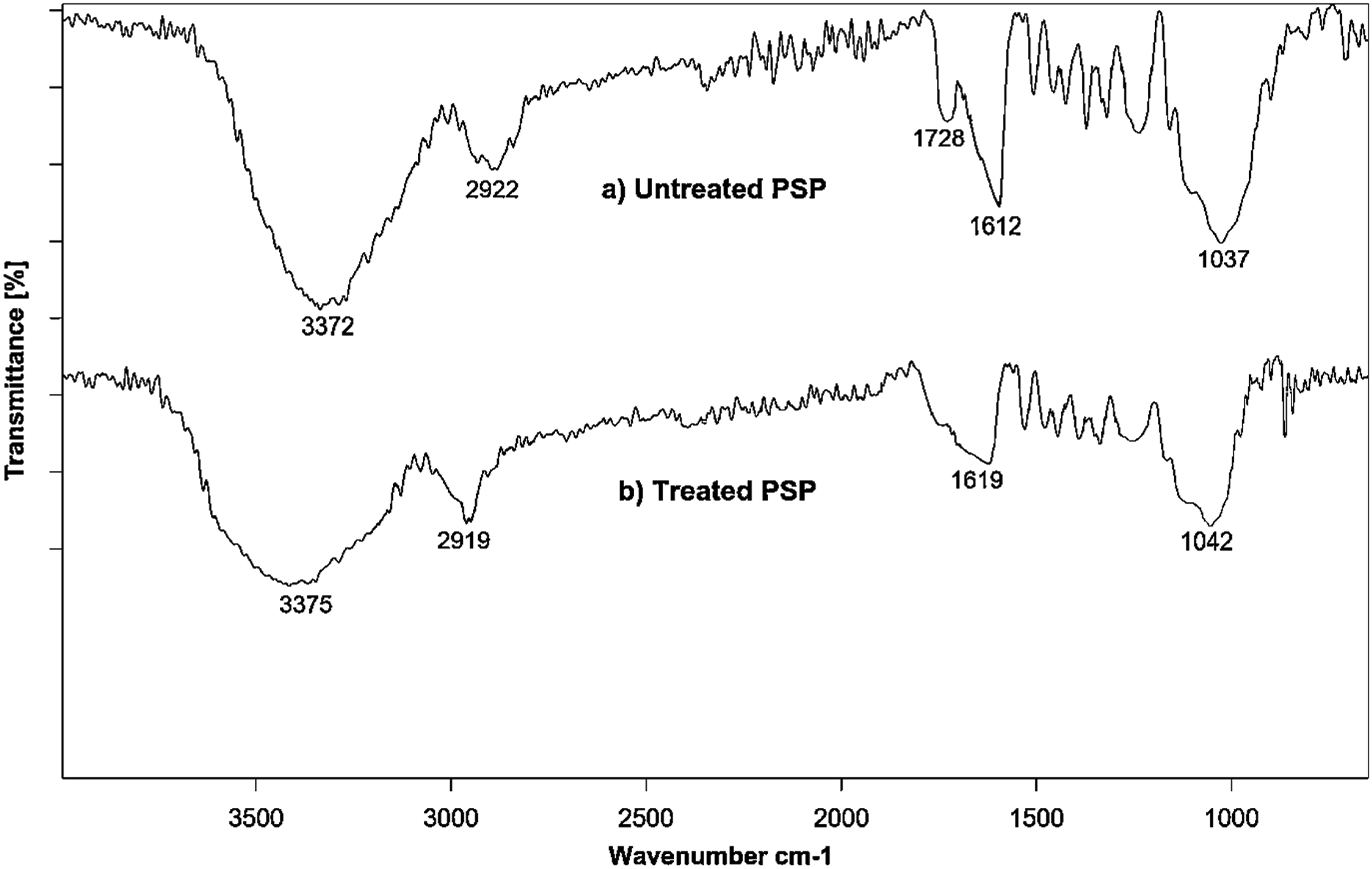
In general, the FTIR spectra show chemical changes in the peanut shell powder after treatment with NaOH, specifically in functional groups related to lignin and hemicellulose. These spectral data reflect structural changes in the sample structure as a result of alkali treatment. In order to further examine these changes and evaluate the thermal characteristics of the samples, the following section discusses thermogravimetric analysis (TGA).
Thermogravimetric Analysis (TGA) Results
Thermogravimetric analysis (TGA) was performed to contrast the thermal degradation pattern of NaOH-treated peanut shell powder (TPSP) and untreated peanut shell powder (UPSP) as illustrated in the Figure 4. The weight loss in both of the samples was measured over three primary temperature intervals corresponding to thermal decomposition of primary biopolymeric elements: hemicellulose (180–250°C), cellulose (250–380°C), and lignin (380–500°C). The findings are tabulated in Table 2. Thermogravimetric analysis (TGA) curves of untreated (UPSP) and NaOH-treated (TPSP) peanut shell powder. Comparison of mass loss (%) for UPSP and TPSP in defined thermal degradation regions.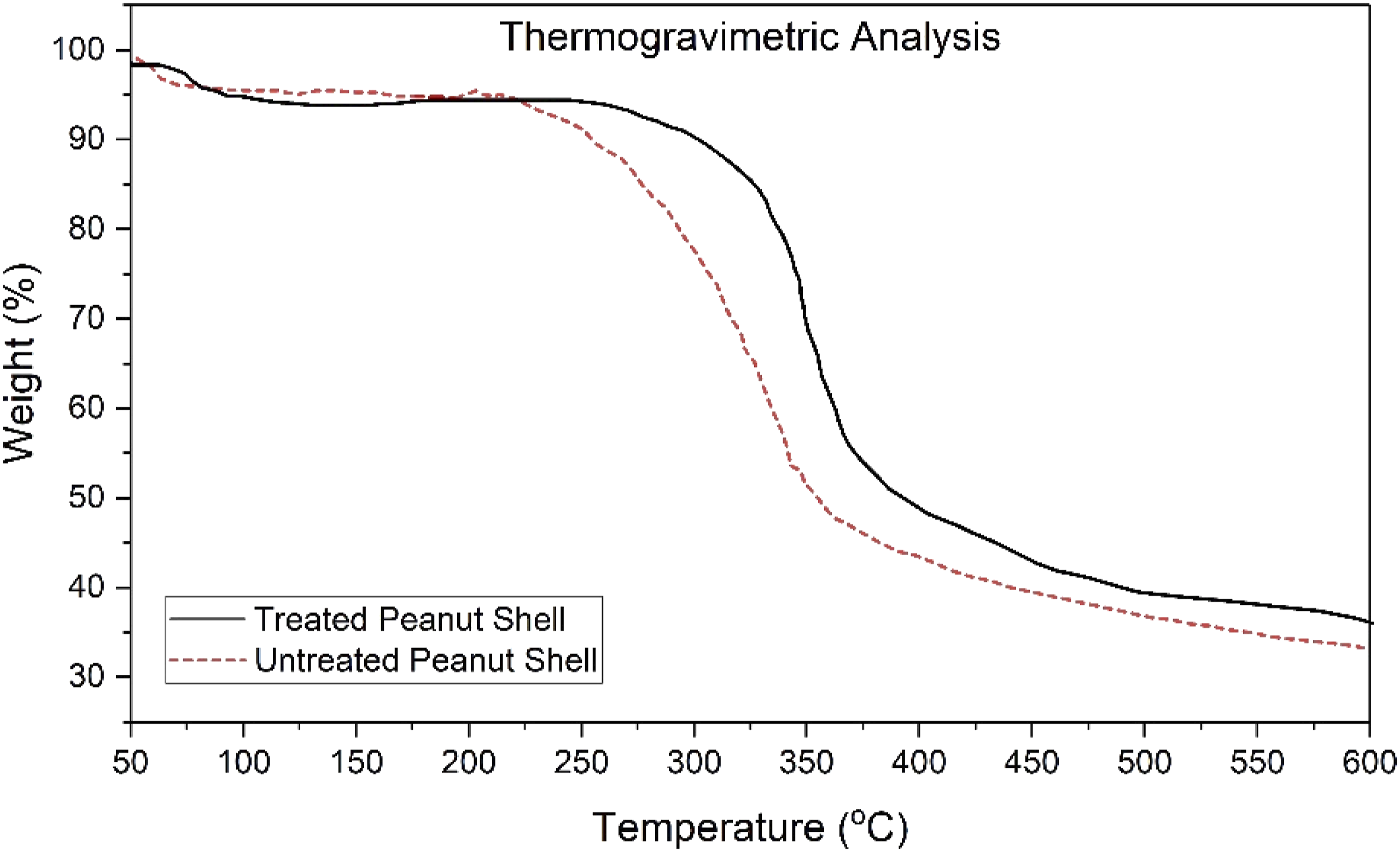
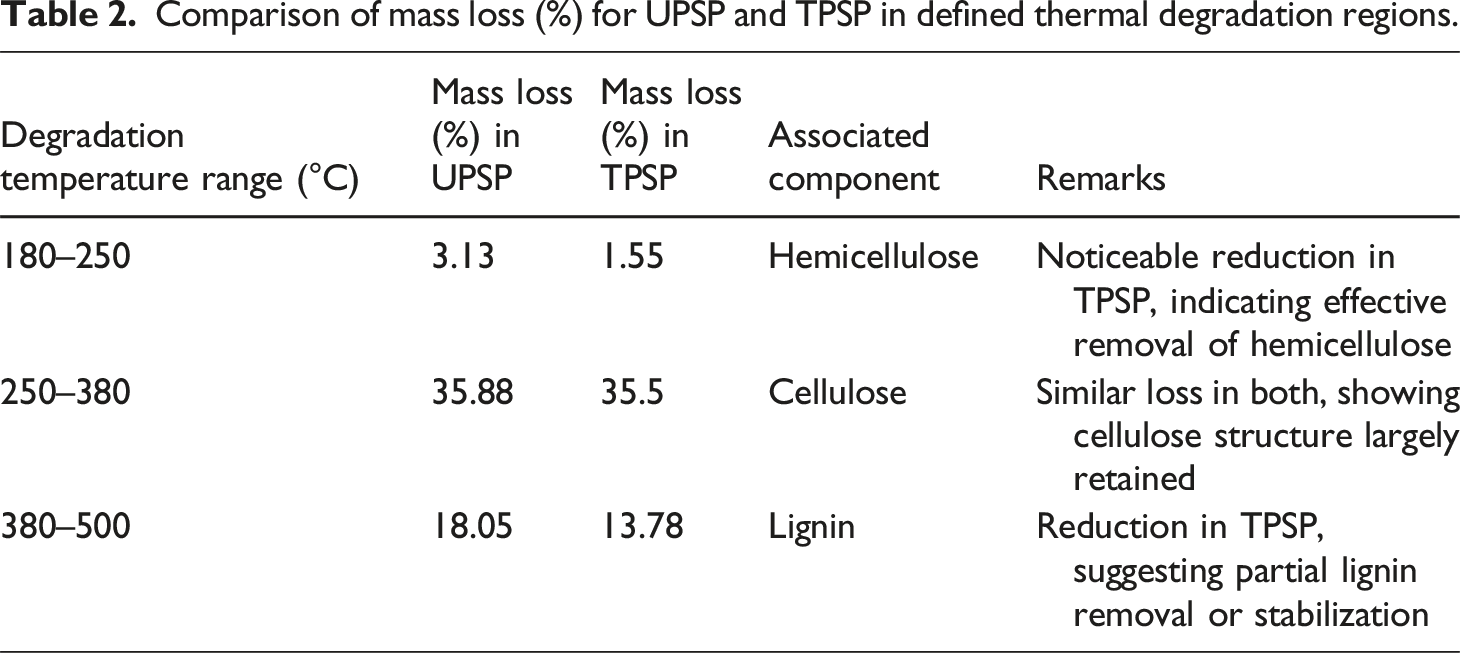
During the initial stage (180°C–250°C), a greater mass loss of 3.13% was observed in the UPSP as opposed to 1.55% in TPSP. This drastic reduction is indicative of efficient hemicellulose removal alongside other low molecular weight components using NaOH treatment, which normally decompose in this range. The second degradation stage (250°C–350°C), due to cellulose decomposition, had similar mass losses for the two samples—35.88% for UPSP and 35.5% for TPSP—which indicates that the alkali treatment had little impact on the cellulose component, maintaining the fundamental structural integrity of the fiber. During the third stage (350 °C–500°C), in accordance with the slow degradation of lignin, UPSP evidenced a mass loss of 18.05% whereas TPSP had a lower value of 13.78%. The mild decrease might be explained by partial delignification as a consequence of NaOH treatment. The three-step thermal degradation trend shown in our TGA study is in accordance with Bharath et al. (2023), who reported the degradation of hemicellulose, cellulose, and lignin in Cocos nucifera fibers at 243°C, 288°C, and 371°C, respectively. They observed a weight loss of 61% in untreated and 53% in NaOH-treated fibers due mainly to the degradation of cellulose. 31
Generally, the TGA results complement the FTIR findings, which showed a decrease in lignin and hemicellulose content after NaOH treatment. The reduced mass loss in the treated sample during initial decomposition stages is evidence of successful elimination of amorphous and thermally unstable components. The results confirm that alkali treatment improves the thermal purity of the fiber, which can have a beneficial effect on its performance as a biofiller in polymer composites.
Tensile properties
The tensile properties of LLDPE/TPSP composites were investigated in a systematic manner at filler loadings of 3%, 6%, 9%, 12%, and 15%. The findings, as illustrated in Figure 5(a)–(c), identify significant trends in tensile strength, modulus, and strain at break with respect to TPSP content. (a) Tensile test for TPSP/LLDPE composites: (a) Tensile strength, (b) Elastic modulus, (c) Variation in strain at break.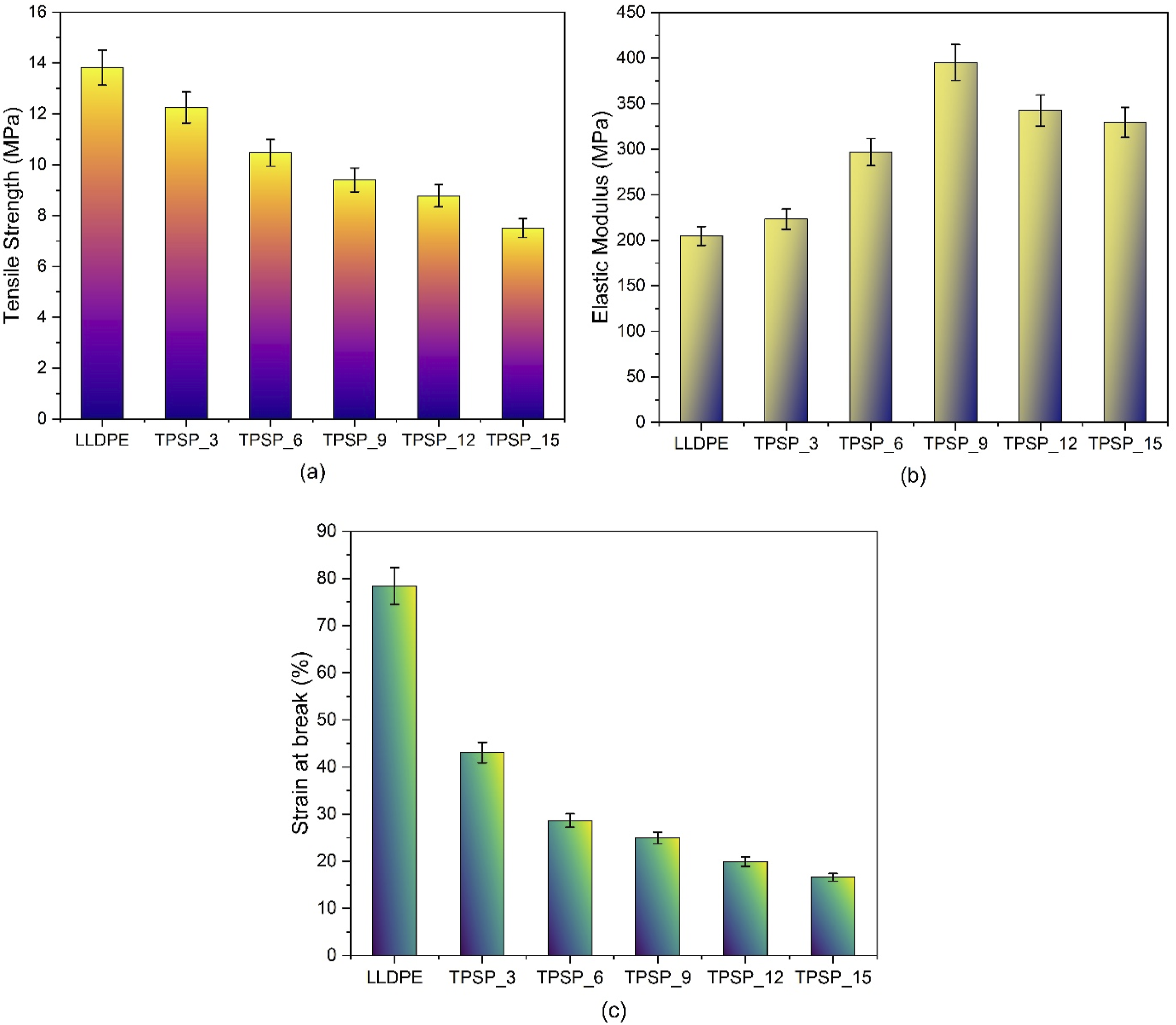
The tensile strength of neat LLDPE was found to be 13.82 MPa. After the addition of 3% TPSP, the tensile strength dropped to 12.26 MPa, indicating a reduction of 11.3%. This minimal decrease in the tensile strength at reduced filler levels may be explained by the relatively low level of interaction between the TPSP particles and the LLDPE matrix. This is in line with findings observed by Yadav et al. (2022), who indicated the same trend when low levels of natural fibers were added to polymer matrices where the filler does not effectively contribute to the tensile strength because there is poor filler-matrix bonding. 32 At increased TPSP concentrations of 6%, 9%, 12%, and 15%, the tensile strength continued to decline to 10.47 MPa, 9.40 MPa, 8.78 MPa, and 7.51 MPa, respectively, representing a drop of 45.7% at the highest filling concentration. This reduction can be explained by particle agglomeration, which can lead to the creation of voids or defects in the composite, functioning as stress concentrators and diminishing the load-bearing capacity of the material. Parallel trends have also been observed by Altay et al. (2019) in almond shell powder reinforced LLDPE composites and Mandala et al. (2023) in peanut shell derived polymer composites, where excessive loading of filler resulted in a decrease in tensile strength because of agglomeration of the filler and inadequate interfacial adhesion.33,34 In a different study, Yadav et al. (2024) experienced only marginal tensile strength enhancement (∼4%) at 5 wt% fly ash in LLDPE composites, with decreasing tensile strength at higher loadings, while our TPSP/LLDPE system evidenced a comparatively greater initial tensile strength loss but a significantly larger enhancement in stiffness (93%). 35 Likewise, Deshmukh et al. (2011) showed a drop in tensile strength from 14.53 MPa to 8.29 MPa using 40 phr mica in PVC, which is in the same direction as our observed drop from 13.8 MPa to 7.5 MPa at 15% TPSP. 36
One finds that even for 3 wt% TPSP content, tensile strength demonstrates a significant fall with respect to the neat matrix. Although this trend appears counterintuitive, it is a well-documented phenomenon in composites strengthened with natural fibers and lignocellulosic fillers. As identified in comparable studies,29,31,33,34 the inherent brittleness and rigidity of such fillers, combined with possible agglomeration and poor interfacial adhesion with the polymer matrix, cause stress concentration sites. These aspects decrease the tensile load-carrying capability of the composite, particularly when filler content disrupts polymer continuity. Although alkali treatment enhances the surface roughness and partially eliminates amorphous constituents such as hemicellulose and lignin, maximum fiber-matrix compatibility is not ensured.
The tensile modulus also demonstrated a distinct and consistent rise with TPSP loading, from 204.74 MPa (neat LLDPE) to 223.18 MPa at 3%, 296.86 MPa at 6%, 395.06 MPa at 9%, 342.41 MPa at 12%, and 329.35 MPa at 15% TPSP content. The initial steep increase indicates successful load transfer and stiffening due to the rigid TPSP particles. Yet the decline past 9% filler indicates diminishing returns at elevated loadings, possibly because of filler agglomeration or inadequate dispersion that prevents additional reinforcement. These findings agree with those of Raju and Kumarappa (2011) and Cao et al. (2016), who credit modulus improvements in fiber-reinforced composites to natural filler rigidity and stress-carrying capacity.37,38 The trend reported in the present study aligns with that of a past study by Yadav et al. (2023), which also recorded an appreciable modulus increase when AI wood powder was added, although the level of modulus increase reported in this study is considerably greater, implying an enhanced reinforcement ability of TPSP over that of natural sources such as wood flour. 32
The break strain of the LLDPE/TPSP composites showed a consistent decrease with rising TPSP content. For pure LLDPE, the break strain was 78.36%, which dropped to 43.06% at 3%, 28.66% at 6%, 24.97% at 9%, 19.94% at 12%, and 16.59% at 15%. This is a 78.8% decrease in ductility at the highest filler level. The steady diminution of strain at break is a common phenomenon noted in polymer composites reinforced by stiff fillers, in which the inclusion of harder particles inhibits the plastic deformation of the polymer matrix, as observed by Andrzejewski et al. (2020). 39 Such a decline in ductility can be reasoned by the intrinsically brittle nature of TPSP, which, although adding stiffness, constrains the flexibility and strain capability of the composite. 40 This same inverse filler content-ductility relationship was found by Usman et al. (2021) for groundnut shell powder-filled recycled polyethylene composites, in which higher filler contents imposed microstructural discontinuities that suppressed homogeneous deformation. 41 Higher filler contents reinforce this effect with increased particle-particle interactions and agglomeration, both of which create localized stress concentrations that encourage early failure. In addition, inadequate interfacial bonding between the TPSP particles and the LLDPE matrix worsens this situation, resulting in interfacial debonding or micro-crack formation, further decreasing the strain at break. This is in agreement with earlier research on polymer composites reinforced with natural or mineral fibers, which indicate comparable decreases in elongation at break because of the disruptive nature of the filler on the mobility of the polymer chains. Kinan et al. (2019) investigated LLDPE-PP composites reinforced with coconut shell powder and found that the incorporation of coconut shell powder enhanced Young’s modulus and reduced tensile strength and elongation at break. 42 This trend was due to filler agglomeration and poor interfacial bonding at elevated loadings.
It is seen that with rising TPSP content, the tensile strength and strain at break of the composites slowly reduce, while the tensile modulus rises considerably. This tendency is due to the rigidity increment effect of the TPSP filler, which limits polymer chain mobility and increases stiffness. But with increased filler loading, conditions like filler agglomeration and poor interfacial adhesion between TPSP and the matrix create stress concentrations, lowering the capacity of the composite to deform plastically and resist tensile stress. Basically, the tensile performance of LLDPE/TPSP composites indicates that with low filler content (e.g., 3%), there is a mere moderate loss in strength and ductility and a modest modulus enhancement. As TPSP content is raised further, the composites show a considerable increase in stiffness but at the cost of both strength and elongation. Such a trend is indicative of a typical trade-off characteristic of natural fiber-reinforced composites attributed to the stiff nature of TPSP and interfacial constraints at elevated filler concentrations. In general, TPSP is an efficient reinforcing material, especially at lower levels of addition, where stiffness is enhanced with little sacrifice in ductility.
Impact properties
The impact strength of LLDPE/TPSP composites was tested at 0%, 3%, 6%, 9%, 12%, and 15% filler loadings. As Figure 6 presents, the presence of treated peanut shell powder (TPSP) greatly enhanced the impact strength of the LLDPE matrix up to a peak value. A neat LLDPE showed impact strength of 55.17 J/m that increased to 71.57 J/m using 3% TPSP and showed a gain of 29.7%. This increasing trend kept going with greater TPSP content, to 90.22 J/m at 6% and 107.22 J/m at 9%, representing a 94.3% improvement over unfilled LLDPE. Interestingly, beyond 9% TPSP loading, the impact strength began to decline slightly reaching 97.79 J/m at 12% and 85.03 J/m at 15%, respectively. While these values continue to show significant improvement from neat LLDPE, the drop from the optimum at 9% means that high filler content could possibly decrease energy absorption through filler agglomeration and higher stiffness, which have a tendency to inhibit matrix deformation and encourage microcrack development. This trend is similar to research by Yamoum et al. (2017), where only a 27% improvement in impact strength in PLA composites was obtained using untreated peanut shell powder at 10% loading.
43
The enhanced improvement in this study indicates the efficiency of chemical treatment in achieving enhanced filler-matrix adhesion, enabling energy dissipation at fracture. In the same vein, Kinan et al. (2019) reported an impact strength of 84.3 J/m for composites of LLDPE containing 15% coconut shell powder lower than our maximum of 107.22 J/m at 9% TPSP further confirming the effectiveness of treated peanut shell powder as a better natural reinforcement.
42
With regard to impact behavior, Chunhua et al. (2014) observed a maximum impact strength of 43 kJ/m2 for PTFE–PBO composites at 30 vol%, whereas our research shows an improvement in impact strength by 94% (from 55.17 J/m to 107.21 J/m) at only 9 wt% TPSP, indicating TPSP’s better energy absorption capability at reduced filler loading.
44
Variation in Impact strength of LLDPE/TPSP composites.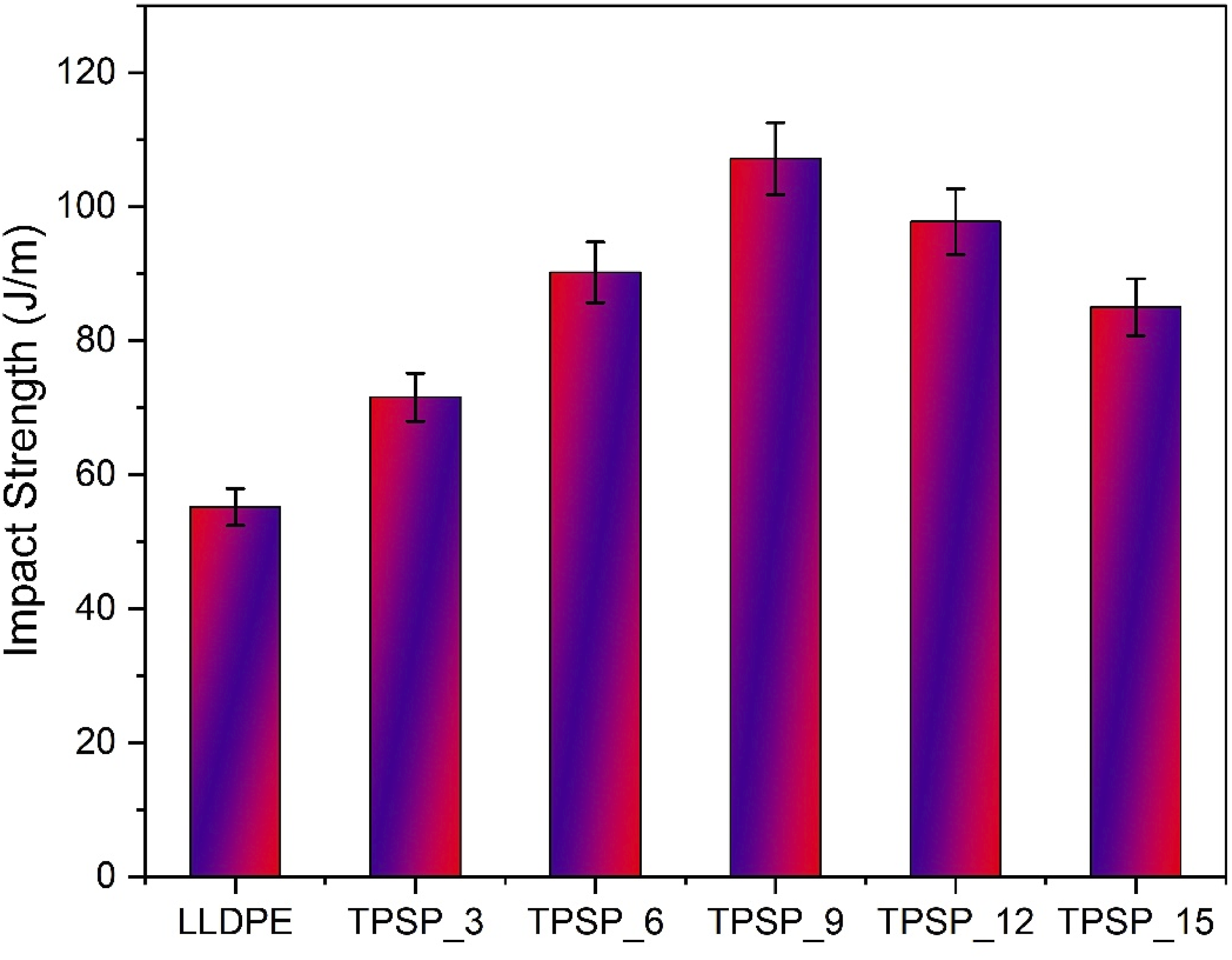
Most past research has reported plateauing or worsening trends in impact performance with excess filler content beyond optimal levels. For instance, Phiri et al. (2014) reported the decline in impact strength of sisal/PP beyond 30 wt%, mainly because of filler agglomeration. 45 Our trend of decline with excess addition beyond 9% TPSP is similar in direction, indicating that while treated TPSP enhances toughness, there is a threshold beyond which excess addition degrades performance. In addition, Crespo et al. (2009) also highlighted the significance of filler size and dispersion, a characteristic that was also noted in our research where filler agglomeration at the higher TPSP content resulted in smaller impact strength and ductility. 46 Mandala et al. (2023) also indicated rising impact strength in LDPE with increasing peanut shell filler content, consistent with our results up to the 9% level. 34 The regular improvement up to this stage emphasizes the significance of filler treatment as well as dispersion quality in securing maximum mechanical performance. In summary, treated peanut shell powder is an extremely useful reinforcement for raising the impact strength of LLDPE composites. The best performance achieved at 9 wt% TPSP manifests the equilibrium of filler dispersion, interfacial adhesion, and matrix ductility.
Flexural properties
Flexural characteristics of LLDPE/TPSP composites showed drastic variations at different concentrations of TPSP, as presented in Figure 7(a) and (b). The flexural strength for pure LLDPE was 19.37 MPa, which dropped to 17.48 MPa after adding 3% TPSP. At increased TPSP content levels of 6%, 9%, 12%, and 15%, the flexural strength further reduced to 8.27 MPa at 15%. While the flexural strength reduced with increasing TPSP loading, the aim of adding TPSP was not merely to enhance strength but to modify the overall mechanical profile—most importantly, stiffness and impact strength. The loss in flexural strength is typical in natural fiber-based composites and results primarily from filler agglomeration and poor interfacial adhesion, which delay stress transfer. Nevertheless, the notable augmentation of flexural modulus with TPSP addition attests to enhanced stiffness. This augments the applicability of TPSP as a reinforcing filler in products where rigidity and impact capability are more important than ultimate strength. At a higher filler content, the TPSP particles are inclined to agglomerate, which disturbs the uniform distribution in the matrix. This agglomeration forms voids or defects in the material, which results in stress concentration points and eventually lowers the material’s resistance to bending or flexural stresses. These findings are in line with results from Altay et al. (2019), who reported similar decreases in flexural strength when high levels of almond shell powder were incorporated in LLDPE composites.
33
Flexural properties of LLDPE/TPSP composites (a) Flexural strength, (b) Flexural Modulus.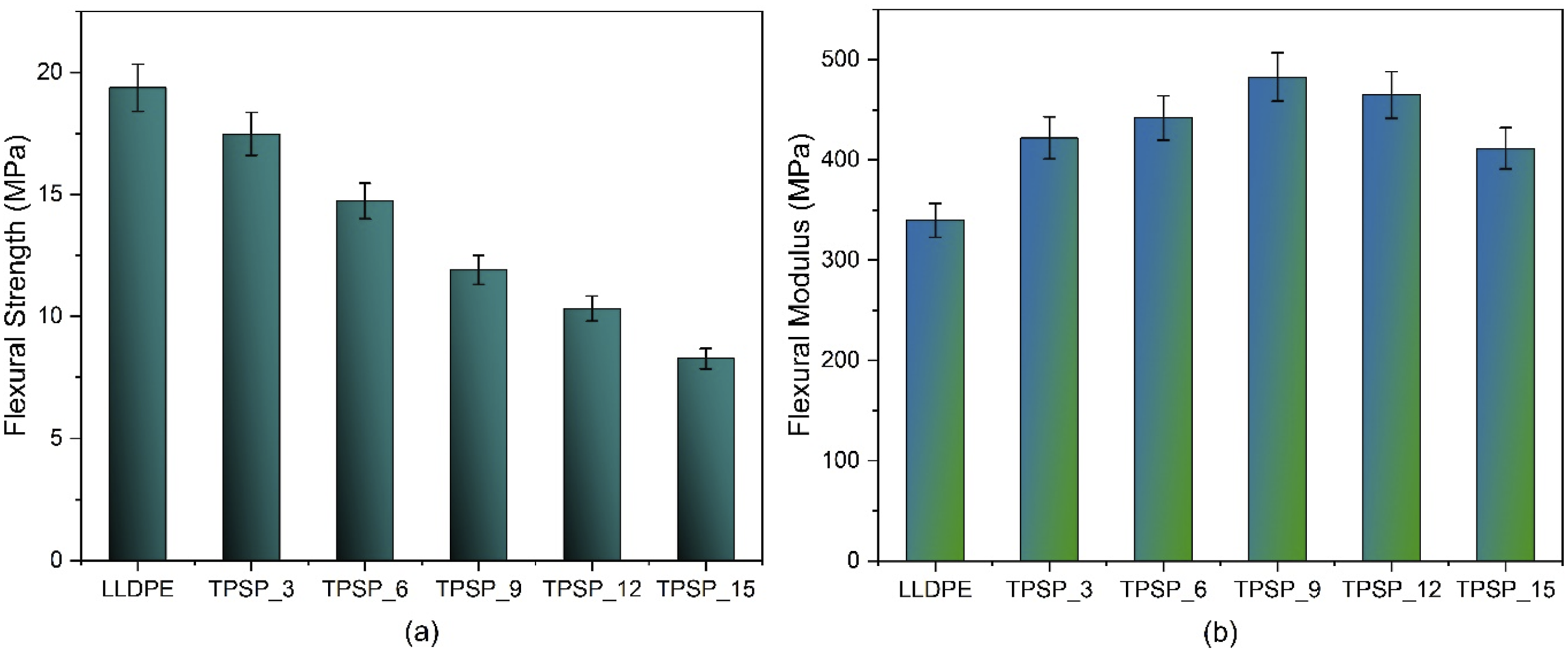
As compared to the strength, the flexural modulus showed a significant rise with an increase in TPSP content. For pure LLDPE, the flexural modulus was 339.68 MPa. This rose to 422.04 MPa at 3%, 441.93 MPa at 6%, and peaked at 482.71 MPa at 9% TPSP, before dropping slightly to 411.47 MPa at 15%. The rise in modulus suggests that the incorporation of TPSP greatly hardened the composite. This enhancement of flexural modulus, even though the flexural strength deteriorated, is consistent with the stiffening of the composite due to the rigid character of TPSP. As mentioned in the case of tensile results, the main objective of TPSP addition is not only to enhance strength but also to enhance stiffness and impact resistance. The TPSP particles, in their relatively brittle nature, channel stress more effectively and decrease the polymer matrix capability to deform from applied loads. This is confirmed by observations of Raju et al. (2011), who realized similar modulus enhancements with the use of natural fillers, for example, groundnut shell powder, in matrices of polymers. 37 The modulus increase is a result of the reinforcing capability of TPSP, especially at lower filler loadings, where the particles are more evenly dispersed in the matrix. But the marginal reduction in modulus at the maximum TPSP content (15%) would suggest that at this concentration, filler particles would not be evenly dispersed and would disrupt the load-carrying ability of the matrix. This effect might be responsible for the agglomeration of the filler, which takes place at higher concentrations and reduces the overall strength of the composite structure notwithstanding the increased stiffness.
Both tensile and flexural moduli improved with the addition of TPSP, but there was a significant difference in the extent of improvement. At 9 wt% TPSP, tensile modulus increased by about 93%, while the flexural modulus was enhanced by about 42%. This difference can be explained by the different character of stress distribution in tensile and flexural loading conditions. Uniform axial stress along the gauge length is provided during tensile testing, which favors better load transfer from the polymer matrix to the rigid filler particles, particularly when dispersion is good.37,38 Conversely, flexural loading produces a stress gradient through the specimen thickness that is tensile on one surface and compressive on the other.35,36 These conditions are more prone to microstructural heterogeneities, for example agglomeration of filler, porosity, or interfacial poor adhesion, especially in the outer fiber regions where maximum bending stress is experienced. 45 These local discrepancies can limit the effective reinforcement potential of TPSP under flexural stress, leading to a relatively lower modulus gain. Also, flexural behavior can be more affected by surface defects and processing-induced flaws, contributing further to the relatively less dramatic improvement.
These findings indicate that TPSP is a good reinforcing agent, particularly in the lower concentrations of filler (3-9%), where TPSP significantly improves the stiffness of the composite at minimal loss in strength. The strength of the composite, though, starts deteriorating with a further increase beyond this optimal value, due to particle agglomeration and poor filler-matrix bonding. This points toward the significance of filler dispersion as well as interfacial adhesion between TPSP particles and LLDPE matrix. These findings indicate that TPSP can be a good reinforcement material, particularly for those applications where stiffness is more important than strength.
Microstructural Analysis
SEM micrographs demonstrate distinct microstructural development in TPSP/LLDPE composites with increasing filler content, consistent with the mechanical performance behavior, as shown in Figure 8. For 3 wt%, the microstructure indicates uniform filler dispersion with limited agglomeration and strong interfacial bonding. TPSP particles are well-embedded in the matrix, allowing efficient stress transfer and resistance to cracks. This confirms the enhancement of stiffness without associated loss in ductility or toughness. These attributes align with reports by Bharath et al. (2019) and Hanana et al. (2018), which explained analogous dispersion and interfacial bonding due to good surface treatments at low filler contents.47,48 With 6 wt%, initial indications of filler agglomeration and small pores are noticeable, pointing to a change toward lower interfacial compatibility. In spite of this, the matrix–filler interface is still reasonably intact, and moderate dispersion continues to contribute to energy absorption. The morphology is consistent with the percolation behavior observed by Martins et al. (2022) who found 10 wt% to be a threshold loading for impact toughness optimization by means of microvoid-mediated toughening.
49
SEM micrographs of LLDPE/TPSP composites (a) TPSP_3, (b) TPSP_6, (c) TPSP_9, (d) TPSP_12, and (e) TPSP_15.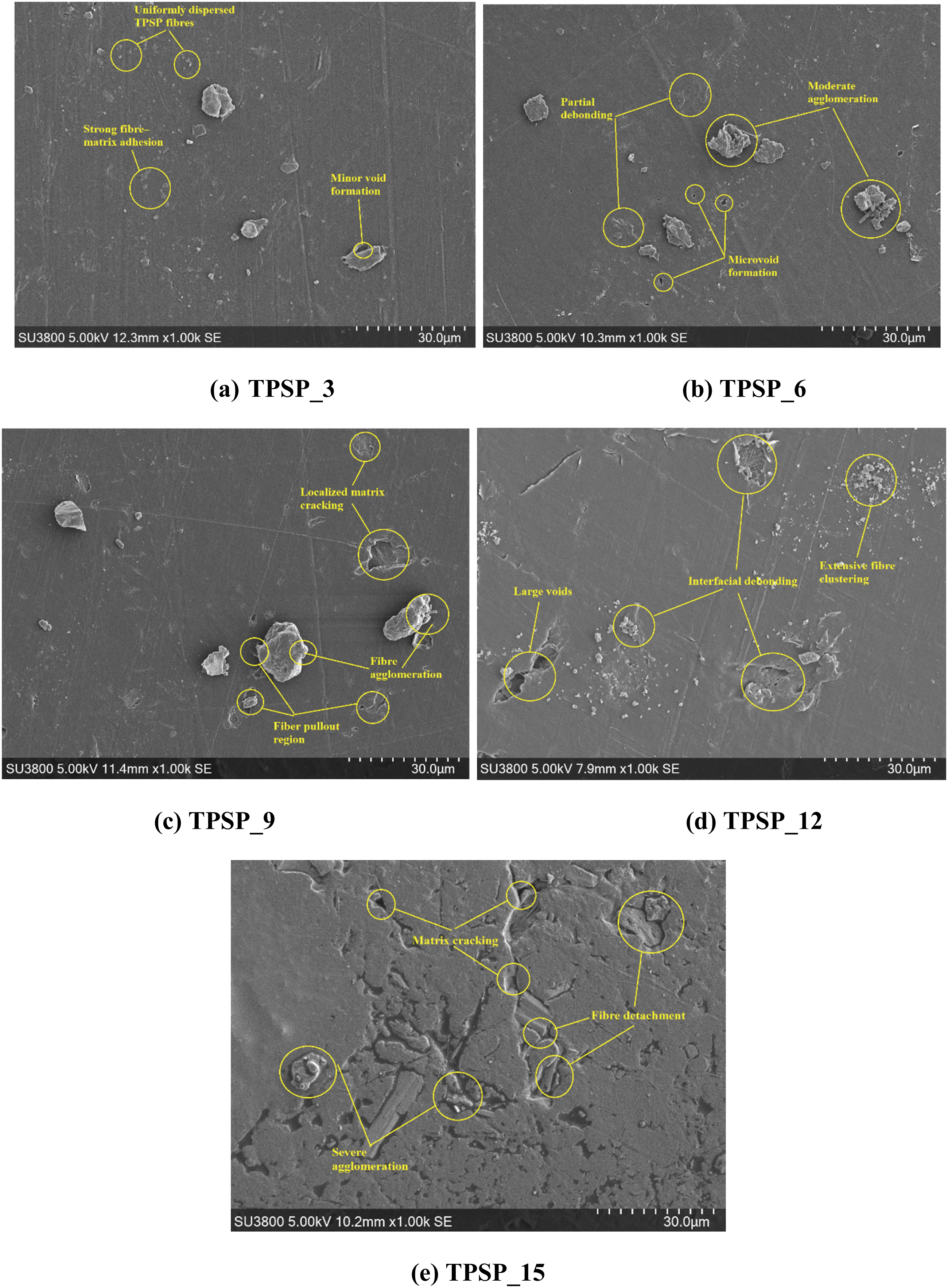
At 9 wt%, the microstructure is more heterogeneous, characterized by significant agglomeration, fiber pullout, and local cracking. The defects act as stress concentrators, lowering strength and stiffness. Increased crack deflection and interfacial friction, however, are likely to improve impact resistance. This bimodal effect is corroborated by Dou et al. (2018), who characterized partial interfacial failure as favorable to energy dissipation, and Torres et al. (2004), who reported analogous pullout-induced fracture energy gains.50,51 At 12 wt%, SEM images show extensive clustering, interfacial debonding, and larger voids, indicating loss of matrix–filler continuity. The concomitant loss in load transfer efficiency accounts for the precipitous drop in mechanical integrity, which occurs in spite of augmented stiffness. At 15 wt%, poor agglomeration, matrix cracking, and extensive filler debonding characterize the microstructure. These flaws drastically undermine interfacial adhesion and structural cohesion, resulting in mechanical degradation. This is in line with Fletes et al. (2020) and Aldosari et al. (2021), who found filler jamming and rheological instability under comparable loadings.52,53
In conclusion, the SEM analysis validates that filler dispersion and interfacial integrity are essential in determining the mechanical behavior of TPSP/LLDPE composites. Optimal microstructural properties, which are defined by fine dispersion and excellent filler–matrix interaction, are realized at low to moderate filler levels. At elevated loadings, microstructural degradation through agglomeration and poor adhesion compromises mechanical performance, validating the significance of controlled filler incorporation in composite design.
Conclusions
This study successfully showcases the promise of peanut shell powder treated with alkali (TPSP) as a green biofiller to improve the mechanical performance of LLDPE composites through rotational molding. Fiber–matrix compatibility was greatly enhanced by the alkaline pretreatment, as evidenced by FTIR analysis that presented the reduction of lignin and hemicellulose peaks. This was also complemented by TGA data, which reflected less mass loss in hemicellulose and lignin degradation ranges, confirming enhanced chemical purity of the filler. Mechanically, the composites demonstrated a uniform decrease in tensile strength and strain at break with TPSP content increase, mainly attributed to filler agglomeration and interfacial defects. Nonetheless, tensile and flexural modulus largely improved, by 93% and 42%, respectively, signifying impressive stiffness strengthening of the treated fibers. Impact strength was also greatly enhanced, with a maximum at 107.2 J/m (94.3% increment) at 9 wt% TPSP. This reflects superior energy absorption performance, attributed to improved interfacial bonding and stress transfer in the optimal composition. Though the tensile strength decreases moderately, treated peanut shell powder (TPSP) considerably improved the stiffness (tensile and flexural modulus) and impact property of the LLDPE composites.
Morphological analysis by SEM indicated even distribution of filler and enhanced interfacial adhesion at low-to-moderate filler loadings (3–9 wt%), while higher loadings resulted in agglomerates and voids. Among all the compositions, the 9 wt% TPSP composite was found to be best with an acceptable combination of stiffness, toughness, and processability. These enhancements are useful in those applications where rigidity and toughness are more important than ductility. This renders it highly amenable to non-load-bearing structural uses, for example, auto interior panels, packaging components, or agricultural machinery casings, where impact resistance and stiffness are more important than ductility. Also, TPSP presents a green, low-cost reinforcement for polymer composites, effectively recycling agricultural waste while providing significant mechanical improvements. The use of compatibilizers or hybrid reinforcements is a possible direction for future research, further optimizing performance and expanding end-use potential.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data Availability Statement
The data used to support the findings of this study are included within the article.