
Abstract
Natural fiber-reinforced polystyrene composites (NFRPCs) present a sustainable alternative to conventional composites, offering a balance between environmental benefits and mechanical performance. Their application in sectors such as automotive and construction is gaining attention due to their lightweight nature, cost-effectiveness, and reduced carbon footprint. However, challenges such as weak fiber-matrix adhesion and the thermal sensitivity of natural fibers necessitate surface treatments and compatibilizers to improve composite performance. This review examines the influence of fiber treatments, including alkali, silane, benzoylation, and maleic anhydride, on interfacial bonding and mechanical integrity. Comparative analyses of untreated and treated fiber composites demonstrate significant enhancements in tensile and flexural properties, confirming the effectiveness of chemical modifications. A case study on automotive interiors integrates mechanical property evaluation by the Mori-Tanaka method, thermal performance assessment using the finite element method, and life cycle analysis, providing a comprehensive evaluation of NFRPCs’ industrial applicability. Results indicate that optimized NFRPCs offer viable solutions for lightweight, durable, and eco-friendly materials, supporting circular economy initiatives. The findings reinforce their potential for replacing synthetic composites in targeted applications while addressing economic and environmental considerations.
Keywords
Introduction
The increasing demand for sustainable materials has fueled extensive research into natural fiber-reinforced polymer composites, which offer an environmentally friendly alternative to synthetic composites. As industries seek to minimize environmental impact while maintaining material performance, natural fibers have emerged as promising reinforcements in polymer matrices, driven by their biodegradability, cost-effectiveness, and mechanical properties. 1 This shift has accelerated interest in bio-composites, which utilize renewable, naturally available fibers to enhance material sustainability without compromising performance. 2 A major untapped resource in composite development is agricultural waste, which generates billions of tons of cereal straw, corn stalks, cotton, bagasse, and grass residues annually. While a fraction of this biomass is used for animal feed and fuel, a significant portion remains underutilized or is burned, contributing to environmental pollution.3,4 Repurposing these natural fibers into high-performance composites presents a sustainable solution that reduces waste, mitigates pollution, and adds economic value to agricultural byproducts. 5
Over the past three decades, natural fibers have re-emerged as viable reinforcement materials for polymer composites, particularly in the automotive, construction, and packaging industries. 5 Their widespread adoption is driven by advantages such as low density, renewability, and reduced environmental footprint. 6 Compared to synthetic fibers, natural fiber composites (NFCs) offer reduced energy consumption during processing, minimal damage to machinery, and favourable mechanical properties. 7 As a result, natural fiber polymer composites (NFPCs) are now being integrated into applications ranging from automotive components to consumer goods, electrical casings, and structural materials.6,8–10
However, despite their benefits, natural fiber composites face key challenges, including moisture absorption, poor interfacial adhesion, and variability in mechanical properties, which can affect their long-term durability.11–13 Enhancing fiber-matrix compatibility through surface treatments and compatibilizers is critical to overcoming these limitations and ensuring optimal composite performance.14,15
This review systematically examines natural fiber-reinforced polystyrene composites (NFRPCs), focusing on fiber treatment methods, mechanical performance, and industrial applicability. A case study further explores their potential use in automotive interiors, incorporating multi-scale modelling, thermal performance evaluation, life cycle analysis (LCA), and cost-benefit analysis (CBA). The findings highlight NFRPCs as a sustainable, lightweight, and high-performance alternative to conventional composites, reinforcing their role in advancing eco-friendly engineering solutions.
Methodology
A review was conducted following the PRISMA method (Figure 1) to comprehensively analyze advancements in natural fiber-reinforced polystyrene composites (NFRPCs). The review synthesizes insights from peer-reviewed journal articles, books, conference proceedings, and dissertations, ensuring an extensive evaluation of fiber treatments, mechanical properties, and composite processing techniques. PRISMA-based literature screening and selection process.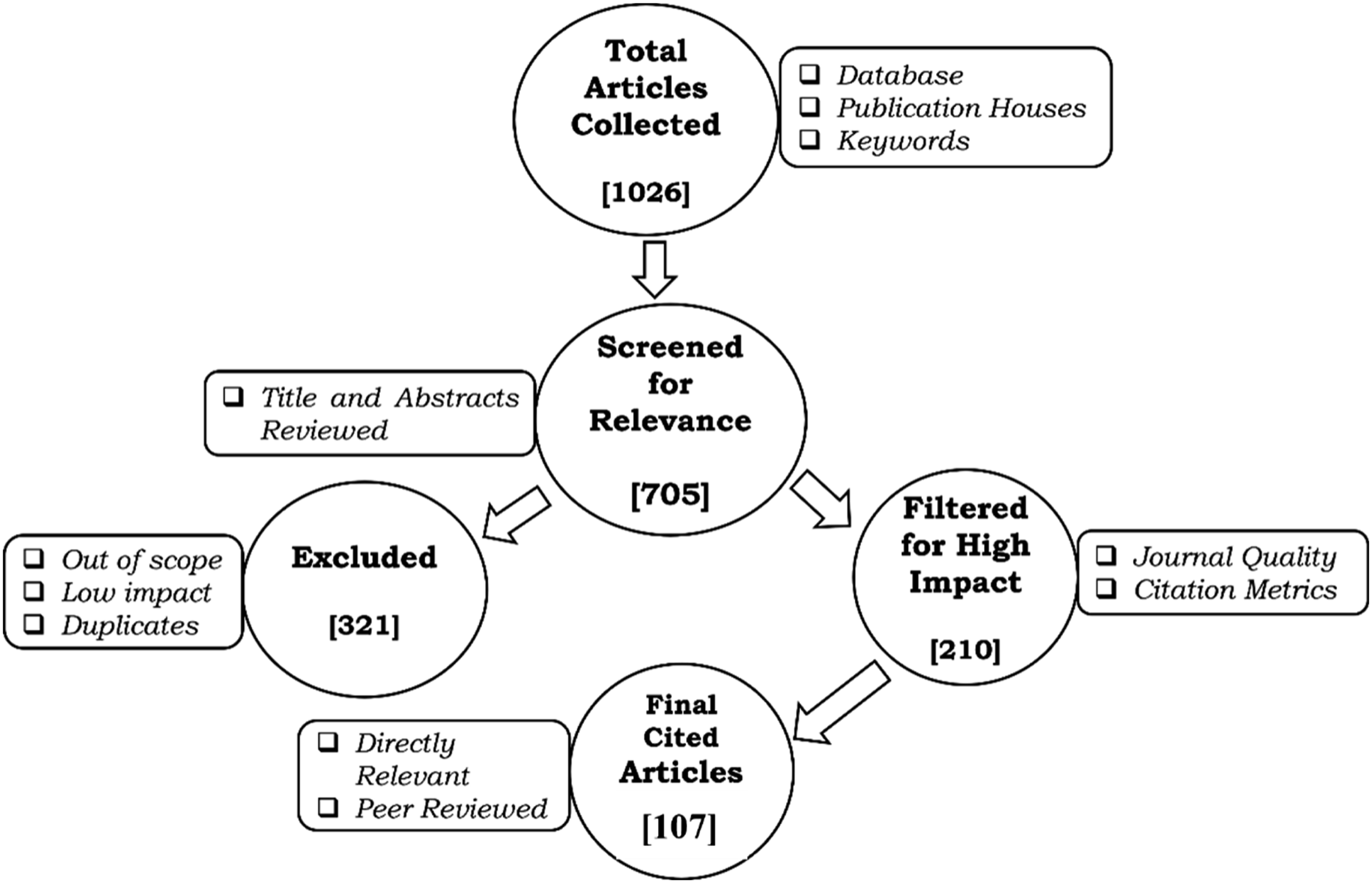
Relevant studies were identified through Scopus, Web of Science, and Google Scholar, using search terms such as “natural fiber composites,” “polystyrene reinforcement,” “fiber-polymer interaction,” “biodegradable composites,” and “mechanical properties of NFRPCs.” A three-stage screening process was applied: (1) Title and abstract screening to filter out unrelated research. (2) Full-text analysis based on inclusion criteria covering mechanical, thermal, and structural performance. (3) Categorization by fiber type, processing method, and performance characterization for structured analysis.
The methodology also involved a comparative assessment of fabrication techniques, including melt blending, extrusion, and compression moulding, to evaluate their influence on fiber-matrix adhesion and composite properties. Additionally, various fiber treatment methods (alkali, silane, benzoylation, etc.) and compatibilizers were examined for their role in enhancing interfacial bonding. Key performance metrics such as mechanical strength, thermal stability, and interfacial adhesion were analyzed to identify trends and research gaps. Statistical trends and experimental results from different studies were compared to assess the effectiveness of fiber modifications. By following this systematic approach, the review bridges fundamental research and practical applications, providing a comprehensive understanding of NFRPCs and their industrial viability in sustainable engineering solutions.
Natural fibers in polymer composites
The origin of a natural fiber (Figure 2) determines its structure, mechanical properties, and processing characteristics.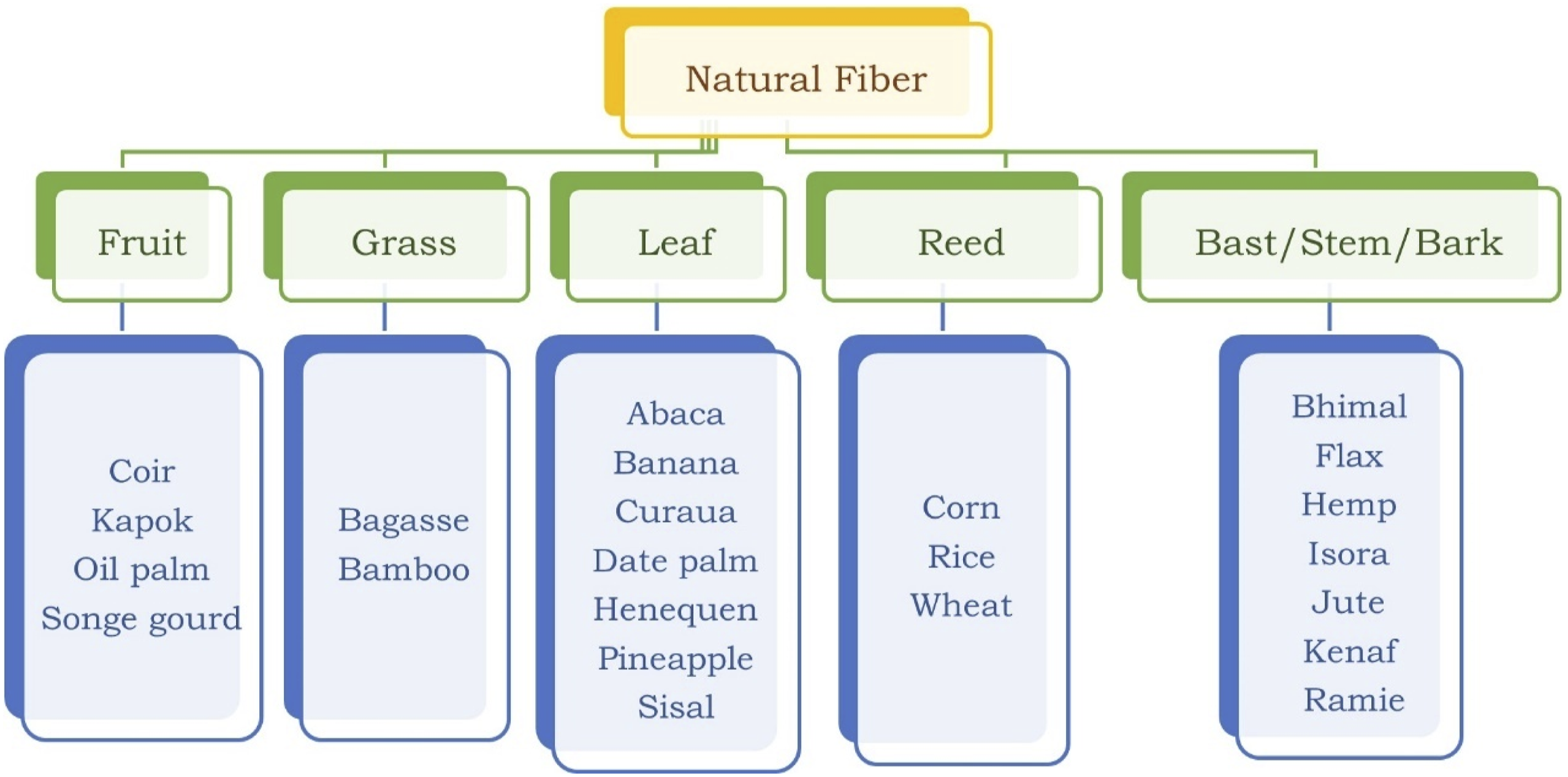
Chemical composition and mechanical properties of natural fibers commonly used as reinforcements for natural fiber/polymer composites.
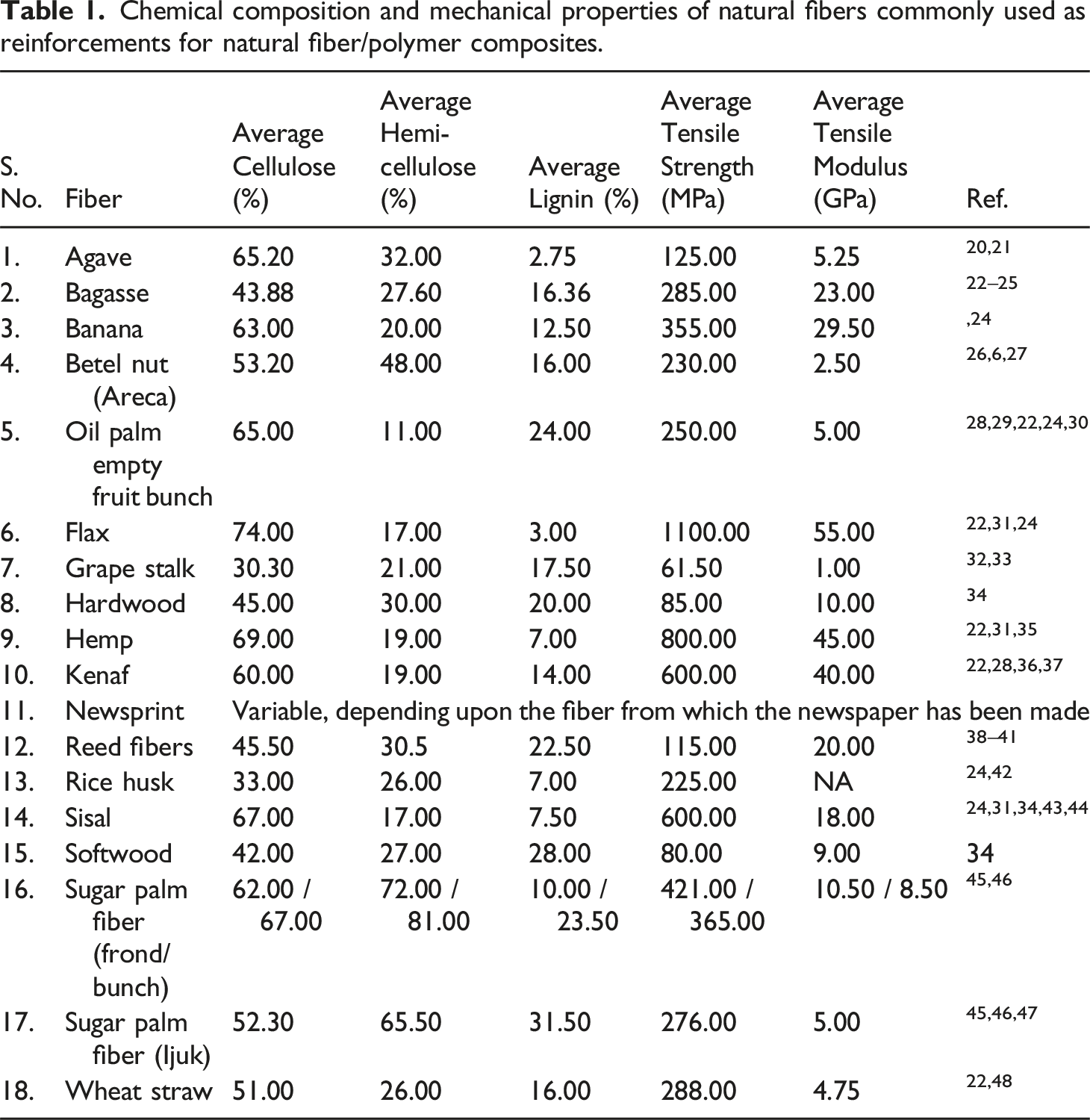
The table compares natural fibers based on cellulose, hemicellulose, lignin content, and mechanical properties to assess their suitability for PS-based composites. Flax (74%), hemp (69%), and sisal (67%) have the highest cellulose content, indicating strong structural composition, while grape stalk (30.3%) and rice husk (33%) have the lowest, affecting mechanical performance. Hemicellulose content varies widely, with sugar palm fiber (81%) at the highest and oil palm empty fruit bunch (11%) at the lowest. Lignin, influencing fiber rigidity, is highest in softwood (28%) and sugar palm fiber (31.5%), while flax (3%) and agave (2.75%) contain the least.
For mechanical properties, flax (1100 MPa, 55 GPa) exhibits the highest tensile strength and modulus, followed by hemp (800 MPa), kenaf (600 MPa), and sisal (600 MPa), making them ideal for high-performance composites. Conversely, grape stalk (61.5 MPa) and hardwood (85 MPa) have lower strength, limiting structural applications. Fibers with high cellulose and strength, like flax, hemp, and kenaf, are suited for reinforced composites, while high-lignin fibers, like softwood and sugar palm, are better for biofuels or insulation. The data aids fiber selection for diverse engineering and environmental applications.
The production and cost analysis of natural fibers are crucial in assessing the industrial feasibility of NFRPCs. Figure 3(a) and 3(b) illustrate the global production levels and market value of commonly used natural fibers. Sugarcane bagasse and bamboo dominate production, while jute, kenaf, flax, sisal, hemp, coir, ramie, and agave have lower availability.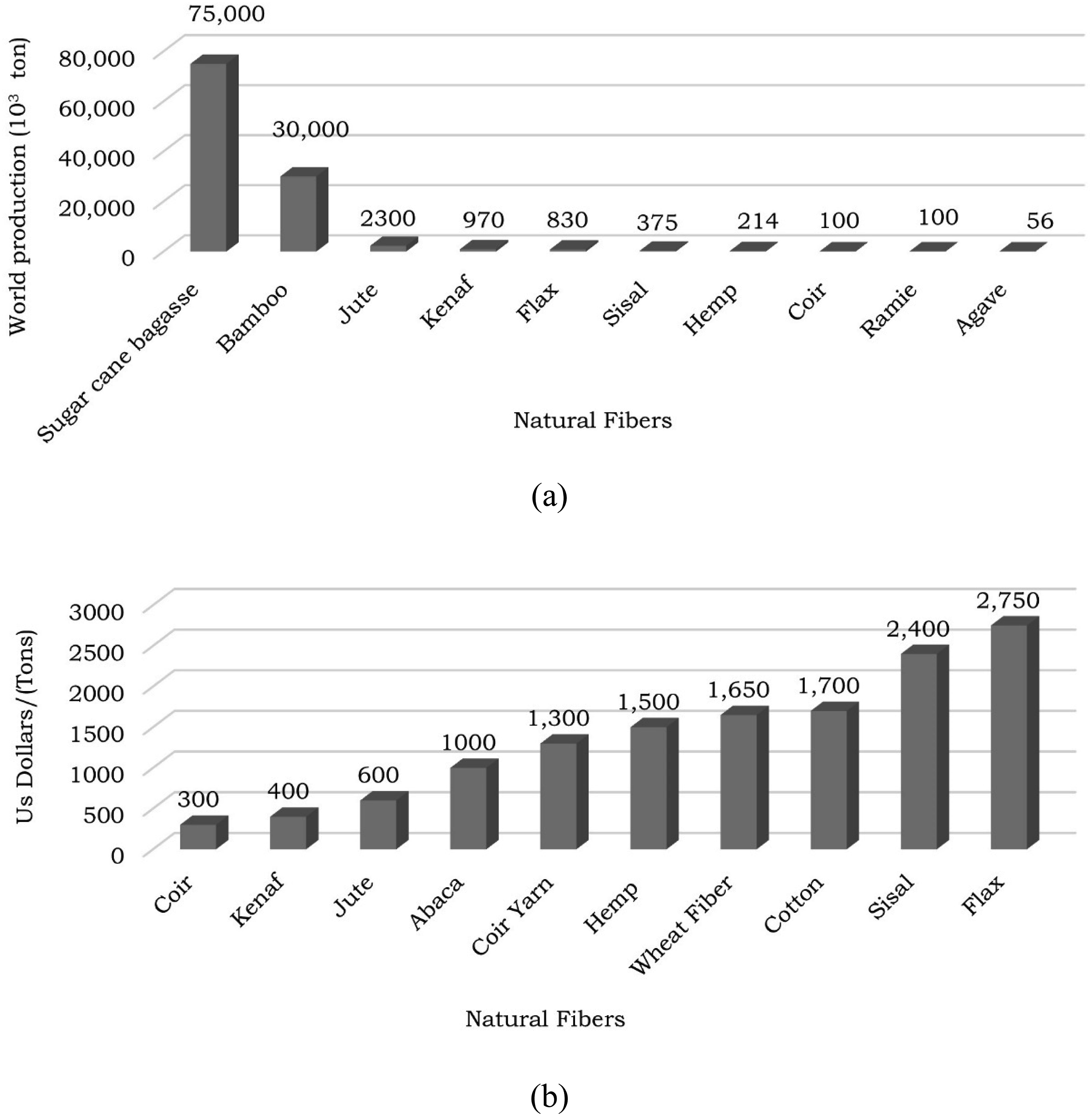
Figure 3(b) highlights market value differences, where flax and sisal are among the most valued, followed by cotton, wheat fiber, and hemp. In contrast, jute, kenaf, and coir have lower market worth, indicating that availability does not always align with economic value. This disparity is driven by specialized applications and industrial demand.
Strategic fiber selection requires balancing chemical composition, mechanical properties, and cost-efficiency. Although natural fibers are renewable and cost-effective, their hydrophilic nature weakens adhesion to the hydrophobic PS matrix, compromising composite performance. Thus, chemical treatments (alkali, silane, benzoylation) are necessary to improve interfacial bonding. The economic viability of NFRPCs depends on efficient fiber extraction, treatment, and scalability, ensuring sustainability without excessive processing costs. LCA and CBA provide a holistic understanding of the trade-offs between performance, cost, and environmental impact.
Polystyrene as a matrix
Fundamental properties of PS.
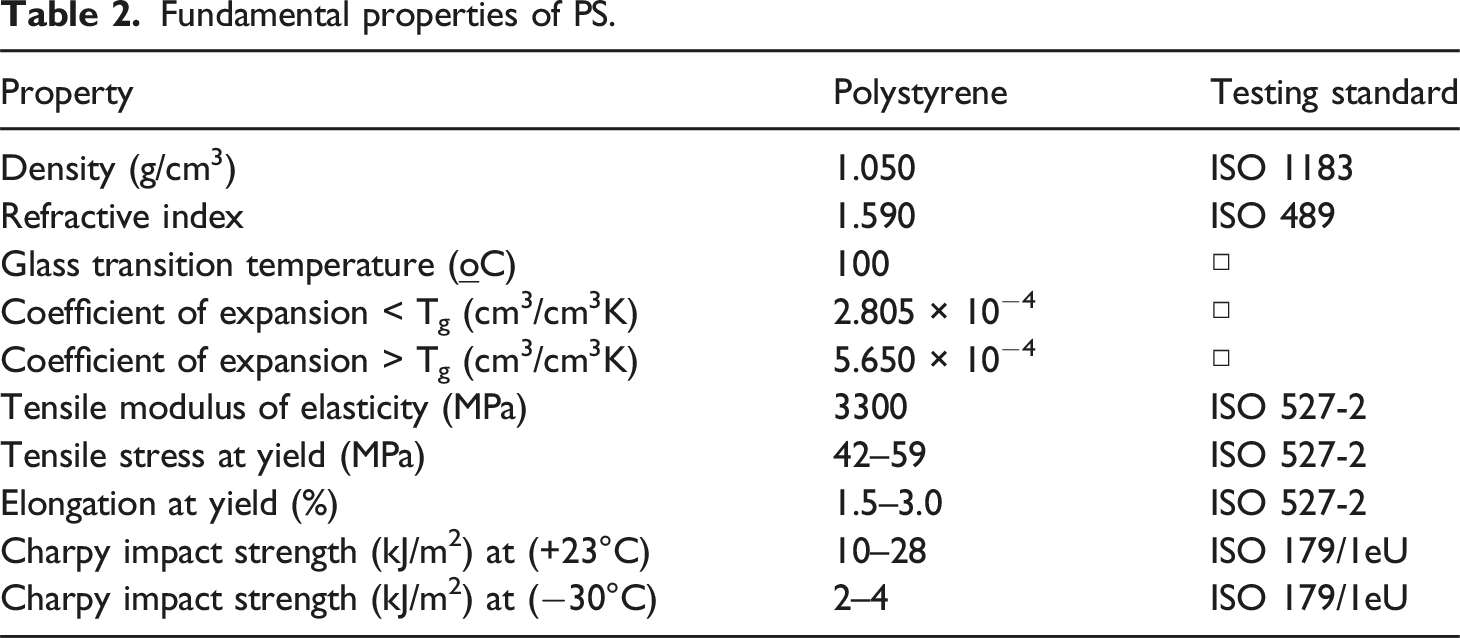
PS is a rigid optically clear thermoplastic ideal for lenses and light fixtures. It has a high tensile modulus but exhibits low elongation at yield, making it stiff but brittle. Its Charpy impact strength decreases significantly from 10 to 28 kJ/m2 at room temperature to 2–4 kJ/m2 at −30°C, indicating increased brittleness in cold conditions. Despite its low density, rigidity, and ease of processing, PS faces challenges in natural fiber composites due to its high processing temperature and hydrophobic nature, which hinder adhesion with thermally sensitive, hydrophilic fibers. Fiber surface treatments and compatibilizers are necessary to improve interfacial bonding and enhance composite performance. Additionally, optimizing molecular weight, processing parameters, and composite morphology is crucial for developing high-performance NFRPCs.
Natural fibers reinforced polystyrene composites
Over the years, various natural fibers (Figure 4) have been introduced to reinforce polystyrene (PS) composites, with the first reported case being aspen wood fiber in 1983,
54
where they used aspen and spruce wood fibers as reinforcement with PS to form wood fiber/PS composites. Wood fibers from aspen and spruce, refined and modified via styrene grafting using the xanthate method, were used to reinforce polystyrene. Grafted fibers significantly improved composite mechanical properties over untreated fibers. Aspen fibers outperformed spruce, and shorter fibers were more effective than longer ones. Researchers found that substantial improvements in mechanical properties were achievable with up to 40% fiber content, showing a 37% increase in elastic modulus, 35% in tensile strength, and 43.5% in energy absorbed at break. Later55–58 introduced coupling agents (phthalic anhydride and maleic anhydride) which greatly improved the interfacial bonding, translating to higher composite strength and stiffness. Researchers also reported enhanced performance , better dispersion of fibers, good interfacial adhesion by chemical treatment of wood fibers. Overall, these early studies established that wood fibers can serve as effective reinforcement for PS, inaugurating the field of natural fiber–PS composites and highlighting the need for coupling agents to achieve optimal mechanical properties. Timeline of first reported use of natural fibers as reinforcement with PS to form composites.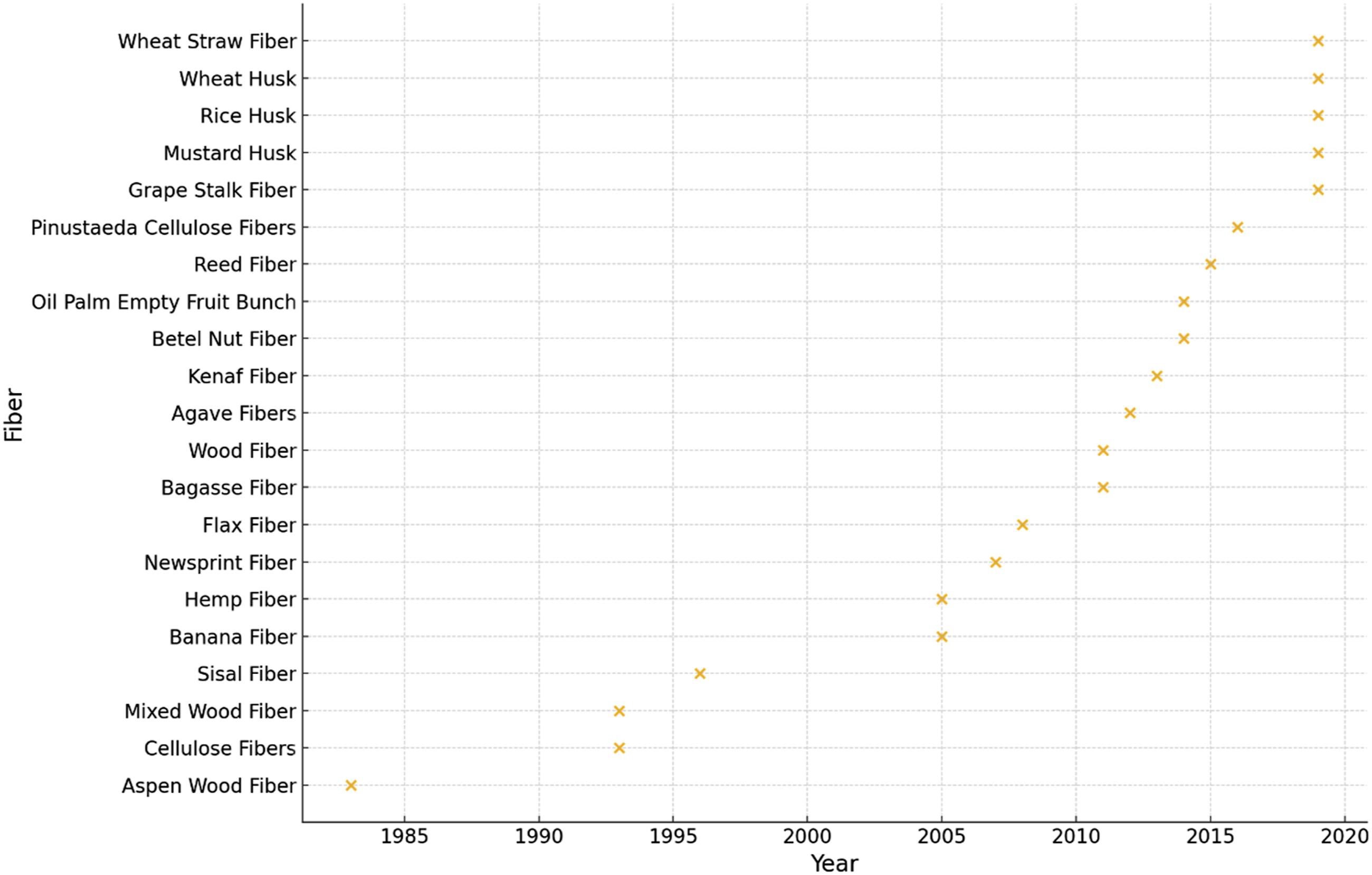
Subsequently, a range of fibers, including cellulose fibers and mixed wood fiber (1993), 59 sisal fiber (1996), 60 and banana fiber (2005) 61 have been explored for their potential to improve the mechanical and thermal properties of PS. The early 2000s witnessed the introduction of hemp fiber (2005), 61 and flax fiber (2008).62,63 The trend continued with bagasse fiber 64 and wood fiber both reported in 2011, 65 agave fibers in 2011, 66 2012, 67 and kenaf fiber in 2013. 68 In the following years, less conventional fibers like betel nut fiber (2014), 26 oil palm empty fruit bunch fiber (2014), 69 and reed fiber (2015) 38 were also investigated. More recently, in 2019, significant attention was given to agricultural waste fibers, such as grape stalk fiber, 70 mustard husk, rice husk, wheat husk,71–73 and wheat straw fiber, 74 reflecting a growing interest in sustainable and low-cost reinforcement materials for PS composites.
Across the literature, multiple natural fibers, such as wood, sisal, flax, banana, bagasse, and others, have been successfully used to reinforce PS composites. Each fiber contributes to mechanical enhancements, notably improving stiffness and strength, and often modifies the thermal decomposition behavior of the composites. They have also been reported to alter the thermal decomposition behaviour of the composites. All these composites share common themes: they benefit from fiber surface modifications to optimize adhesion, they show increased modulus and reduced ductility relative to neat PS, and they can achieve thermal stability comparable to (or slightly better than) pure polystyrene combined with suitable fiber treatment or coupling agent in the composite. The function of a good reinforcement is to primarily improve the mechanical properties of the composite, with respect to the polymer. Also, since the PS polymer is brittle and stiff, the reinforcement shouldn’t increase the stiffness of the composite. Based on the properties reported in the review, wood fiber/PS composites show tensile modulus in the range of 3950–5900 MPa and tensile strength of 30-50 MPa, 65 making it a sound reinforcement with PS polymer. Wood fiber being readily available, having good compatibility with injection and extrusion moulding processes and aligning well with PS polymer without being too brittle makes it potentially the best reinforcement among all the natural fibers. Reed fiber/PS composites also show good tensile strength (42–45 MPa) and close tensile modulus value (2500–3400 MPa) 38 making it the second best choice. However it is not very readily available. Bagasse fiber/PS (slightly lower modulus but good compatibility), wheat straw fiber/PS (excellent modulus but low strength) and kenaf fiber/PS (low modulus but good strength) also show mechanical properties within a reasonable range. These materials can be recommended as reinforcements for PS-based polymers, depending on the intended application of the composite.
However, one consistent challenge remains: the inherent incompatibility between hydrophilic natural fibers and the hydrophobic PS matrix. Physical and chemical treatments are essential to enhance this compatibility, significantly impacting the resulting mechanical and thermal properties. Recent research efforts have focused on how even small parameter adjustments, such as fiber treatment methods or fiber loading percentages, can lead to significant improvements in the performance of natural fiber-reinforced PS composites (NFRPCs). 75
Natural fiber reinforced polystyrene composites with untreated fiber
Several NFRPCs have been developed without fiber surface treatments, impacting fiber/matrix interfacial adhesion. Maldas and Kokta 55 and Kokta et al. 54 reinforced PS with untreated aspen fibers (UT-ASF/PS) and found that shorter fibers provided better mechanical properties than longer ones. Similarly, Singha and Rana 67 reported that short untreated agave fibers (UT-AGF/PS) improved fiber dispersion, tensile, and flexural strength compared to long fibers. Nair et al. 60 examined fiber orientation effects in untreated sisal fiber (UT-SLF/PS) composites and found that longitudinally aligned fibers offered the highest tensile strength, followed by randomly oriented and transversely oriented fibers. Poletto 76 analyzed extruder parameters in untreated Pinus taeda cellulose fiber (UT-PT-CF/PS) composites, concluding that higher screw speeds enhanced fiber dispersion.
Zafar and Siddiqui71–73 investigated untreated rice husk (UT-RH), wheat husk (UT-WH), and mustard husk (UT-MH) composites with three different fiber sizes. Their findings showed increasing fiber content improved mechanical properties, but increasing fiber length weakened tensile and flexural strength. Untreated rice husk composites (UT-RH/PS) exhibited the highest flexural strength, while wheat husk composites (UT-WH/PS) had superior tensile properties.
Other studies revealed challenges in untreated fiber/PS composites. Zizumbo et al. 64 found that untreated bagasse fiber (UT-BGF/PS) composites had lower tensile strength than PS alone. Similar results were reported for untreated reed fiber (UT-RF/PS) composites by Abouzeid et al., 38 untreated oil palm empty fruit bunch fiber (UT-OPEFBF/PS), and untreated kenaf fiber (UT-KNF/PS) composites by Ngo et al., 69 where mechanical properties were inferior to PS alone. Mishra and Naik 61 studied untreated banana fiber (UT-BNF), hemp fiber (UT-HF), and sisal fiber (UT-SLF) composites, reporting that they exhibited weaker mechanical properties than the matrix PS. Similarly, Aggarwal 65 found that untreated wood fiber (UT-WF/PS) composites showed no property improvement despite increasing fiber content. These studies38,54,55,60,61,64,65,67,69,76 emphasize the need for fiber treatments to enhance fiber/matrix adhesion and composite performance.
Sean 77 demonstrated that untreated newsprint fiber (UT-NPF) composites suffered from poor fiber dispersion, necessitating fiber treatment for improved adhesion. Kaith et al. 62 compared untreated (UT) and mercerized (M) flax fiber composites (FF/PS) and reported superior mechanical properties in mercerized fiber composites. Borsoi et al. 70 compared untreated and alkali-treated grape stalk fiber (GSF/PS), finding that alkali treatment significantly enhanced fiber/polymer adhesion. These studies62,70 recommend mercerization or alkali treatment for improved fiber/matrix bonding.
Nair and Thomas 78 examined untreated (UT) and benzoylated (B) sisal fiber (SLF/PS) composites, finding inferior reinforcing efficiency in untreated fibers, reinforcing benzoylation as an effective fiber treatment. They also studied silane-treated fibers, where triethoxy octyl silane (TEOS) and methyl triethoxy silane (MTES) treated composites performed better than untreated ones. Zheng et al. 68 tested untreated (UT) and silane coupling agent (SCA)-treated kenaf fibers (KNF/PS), confirming that SCA treatment improved mechanical properties. These studies68,78 highlight the effectiveness of silane coupling agents in fiber/matrix adhesion.
Other fiber treatments have shown similar benefits. Nair and Thomas 78 compared untreated and toluene isocyanate (TDI)-treated sisal fibers, finding improved adhesion and mechanical properties with TDI treatment. Sanschagrin et al. 79 demonstrated that poly[methylene(polyphenyl isocyanate)] (PMPPIC)-treated Chemithermomechanical pulp (CTMP) fibers outperformed untreated fibers. Maldas and Kokta 56 reinforced PS with 8% PMPPIC-treated hardwood aspen fibers (CTMP-HWASF/PS), showing superior mechanical properties. These studies56,78,79 confirm that TDI and PMPPIC treatments enhance fiber/matrix adhesion.
Nair and Thomas 78 found that polystyrene maleic anhydride (PSMA)-treated sisal fiber (SLF/PS) composites exhibited better reinforcing efficiency than untreated fibers. Mishra and Naik 61 compared untreated and maleic anhydride (MA)-treated banana, hemp, and sisal fiber composites, with MA treatment improving Young’s modulus. These studies61,78 recommend PSMA or MA treatments for enhanced fiber/matrix bonding in NFRPCs.
Khalid et al. 26 compared untreated (UT), polydimethylsiloxane (PDMS), and hexamethyldisiloxane (HMDSO) treated betel nut fiber (BtNF) reinforced PS composites. The composites were processed using a Brabender Plasticoder internal mixer and compression molding. Results showed that UT-BtNF/PS composites had inferior mechanical properties compared to PDMS-BtNF/PS and HMDSO-BtNF/PS composites. However, the study concluded that PDMS and HMDSO treatments were not highly effective for improving PS matrix compatibility.
Maldas and Kokta 56 evaluated untreated (UT) and polystyrene grafted (PS-g) chemithermomechanical pulp (CTMP) hardwood aspen fibers (CTMP-HWASF) reinforced PS composites, processed on a roll-mill at 175°C. The PS-g-CTMP-HWASF/PS composites exhibited superior properties over untreated composites. Similarly, Cai et al. 80 compared PS composites reinforced with untreated and PS-grafted mixed softwood and hardwood (MWF) CTMP fibers (45% balsam fir, 45% black spruce, 10% aspen), fabricated using Brabender roll milling, injection moulding, and compression moulding. The UT-MWF-CTMP/PS composites displayed lower mechanical properties than their PS-g-MWF-CTMP/PS counterparts, reinforcing the effectiveness of PS grafting for fiber/matrix adhesion.
Beyond PS grafting, alternative grafting methods have also been explored. Kaith et al. 62 investigated untreated and methyl methacrylate grafted mercerized (MMA-g-M) flax fiber reinforced PS composites, where fibers were embedded longitudinally in a PS gel matrix and cured in a hot-air oven. The MMA-g-MFF/PS composites showed improved mechanical performance over UT-FF/PS composites, suggesting MMA grafting enhances fiber adhesion in PS composites. These studies56,62,80 collectively highlight that fiber treatment—particularly PS or MMA grafting—improves composite performance.
Coating treatments have also demonstrated improvements in fiber-matrix compatibility. Sanschagrin et al. 79 examined untreated and PS-coated (PS-C) CTMP aspen fiber reinforced PS composites, processed via compression molding. Results showed PS-C-CTMP-ASF/PS composites exhibited superior properties compared to untreated composites. Similarly, Maldas and Kokta 56 developed untreated and 10% PS-coated CTMP hardwood aspen fiber (HWASF) reinforced PS composites, processed via roll milling at 175°C, confirming better mechanical performance in PS-coated composites.
Gatenholm et al. 59 explored polyvinyl chloride (PVC) coatings on natural fibers, comparing untreated and butyl-benzyl phthalate (BBP)-plasticized PVC (BBP-PVC) coated mixed hardwood (MHWF) fiber reinforced PS composites. Composites were fabricated using a Buss-Kneader and injection moulding, with BBP-PVC-coated fibers significantly improving composite properties over untreated fibers. These studies56,59,79 suggest that PS or BBP-PVC coatings effectively enhance fiber/matrix adhesion in PS-based composites.
The studies reviewed collectively emphasize that untreated natural fibers exhibit poor adhesion with the PS matrix, leading to inferior mechanical performance in composites. A critical takeaway is the strong correlation between fiber surface modifications and enhanced composite properties. While shorter fibers and optimized processing conditions improve dispersion, they do not compensate for the lack of fiber-matrix interfacial bonding, highlighting the necessity of fiber treatments. Among the tested modifications, alkali, silane, benzoylation, and maleic anhydride treatments have consistently demonstrated improved tensile and flexural properties, reinforcing their effectiveness in modifying fiber surface chemistry. PS grafting and MMA grafting further enhance fiber-matrix adhesion, increasing mechanical strength by ensuring better compatibility between hydrophobic PS and hydrophilic fibers. Additionally, coating treatments such as PS, PVC, and BBP-PVC coatings have shown promise in improving adhesion without compromising fiber integrity. However, despite these advancements, the efficiency of certain treatments—such as PDMS and HMDSO modifications—remains questionable, indicating that not all chemical modifications provide significant enhancements in PS composites. These findings reinforce that tailoring fiber treatments is crucial for optimizing NFRPC performance, and future research should focus on balancing treatment efficiency, cost-effectiveness, and environmental sustainability in composite processing.
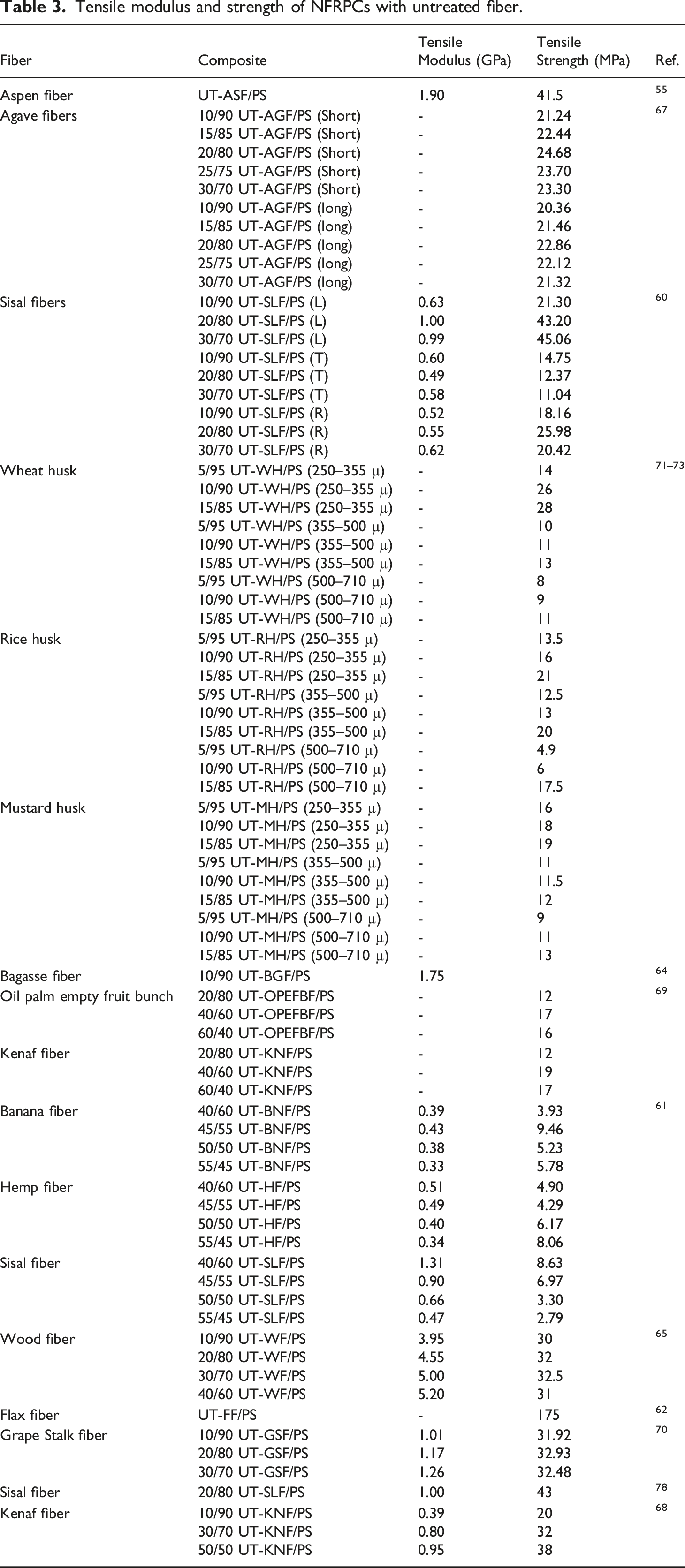
Tensile modulus and strength of NFRPCs with untreated fiber.
Flexural modulus and strength of NFRPCs with untreated fiber.
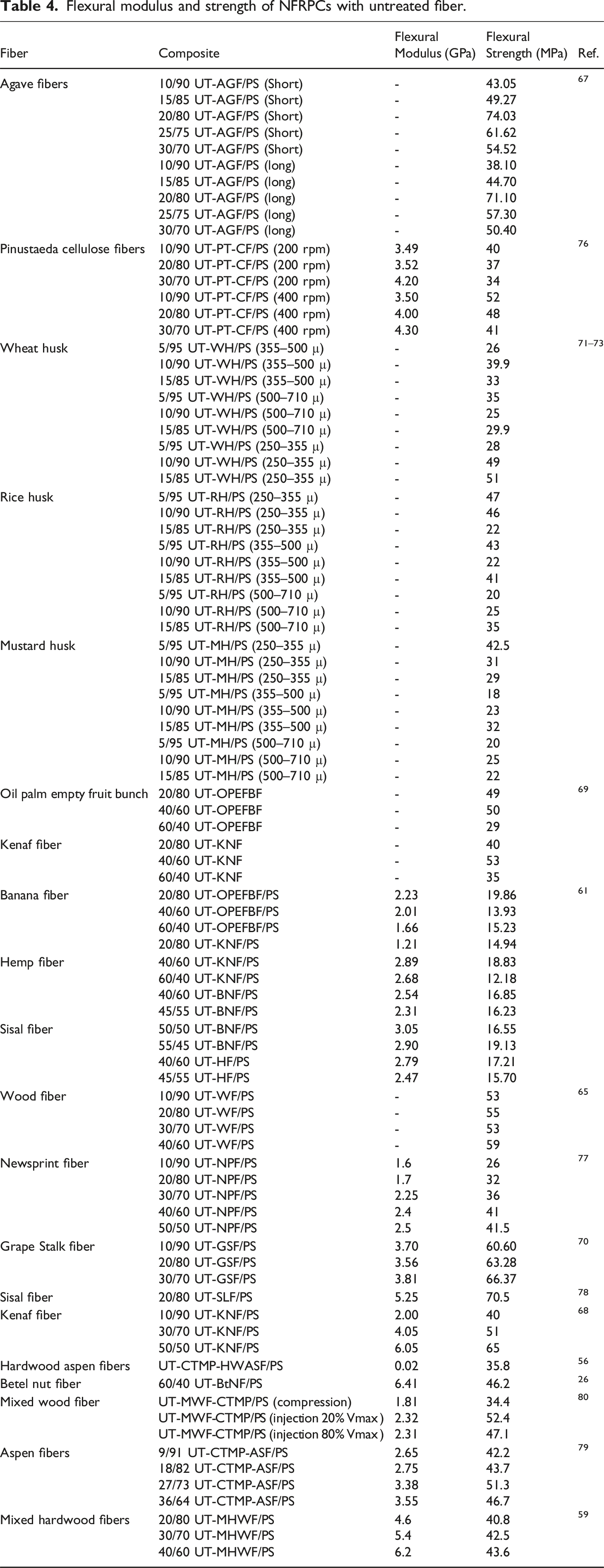
The data highlight the crucial role of particle size and fiber treatment in enhancing NFRPC mechanical performance. Wheat husk and rice husk fibers show size-dependent variations, with smaller fibers generally exhibiting lower strength. Kenaf and sisal fibers, when optimized for fiber content and treatment, significantly improve flexural modulus and strength. However, untreated NFRPCs consistently demonstrate poor fiber dispersion and weak interfacial adhesion due to the incompatibility between the hydrophobic PS matrix and hydrophilic fibers, leading to inferior mechanical properties compared to pure PS. Fiber length, orientation, and processing parameters also influence performance, with short fibers and longitudinal alignment enhancing tensile and flexural strength, while optimized extrusion conditions improve dispersion. Ultimately, surface treatments, compatibilizers, and combined approaches are essential for improving fiber/matrix adhesion, mechanical strength, and durability in NFRPCs.
Surface modification processes for natural fibers
Natural fiber physical treatment processes such as plasma, corona, UV, fiber-beating, and heat treatment modify the fiber surface, enhancing fiber-polymer adhesion. Corona and plasma treatments alter the surface energy of natural fibers, while UV treatment improves fiber wettability. The fiber-beating process promotes defibrillation, mechanical interlocking, and increased surface area, enhancing bonding potential. Heat treatment at elevated temperatures, 74 below the fiber’s degradation point, affects moisture content, crystallinity, and structural properties, further improving fiber compatibility with polymer matrices. A review of these physical treatment methods is presented in. 81
Chemical modification techniques also enhance fiber-matrix adhesion. Mercerization 82 uses sodium hydroxide to remove lignin, wax, and surface impurities, depolymerizing cellulose and exposing short crystallites. In acetylation,83,84 hydroxyl groups react with acetic anhydride, forming ester bonds that reduce fiber hydrophilicity. Benzoylation 85 involves the reaction of benzoyl chloride with alkali-treated fibers, forming ester linkages that improve polymer compatibility. Additionally, fibers have been treated with acrylonitrile, silane, permanganate, peroxide, isocyanate, stearic acid, sodium chlorite, and enzymes or coated with maleic anhydride-grafted polymers and other chemicals. These modifications enhance fiber adhesion with polymer matrices, improving composite performance.8,86–91
Various chemical treatments have been applied to natural fibers to enhance their surface morphology and compatibility with polymer matrices (Figure 5 (a)-(d)). Flax fibers, known for their high cellulose content, are widely used in bio-composites due to their structural integrity. The SEM image of treated flax fiber (Figure 5(a))
92
likely exhibits surface modifications induced by chemical or mechanical treatments. Alkali treatment (NaOH) effectively removes hemicellulose, lignin, and waxes, exposing a rougher, more fibrillated structure that enhances fiber-matrix adhesion. This modification improves mechanical interlocking, while the removal of surface impurities increases fiber wettability, optimizing polymer compatibility.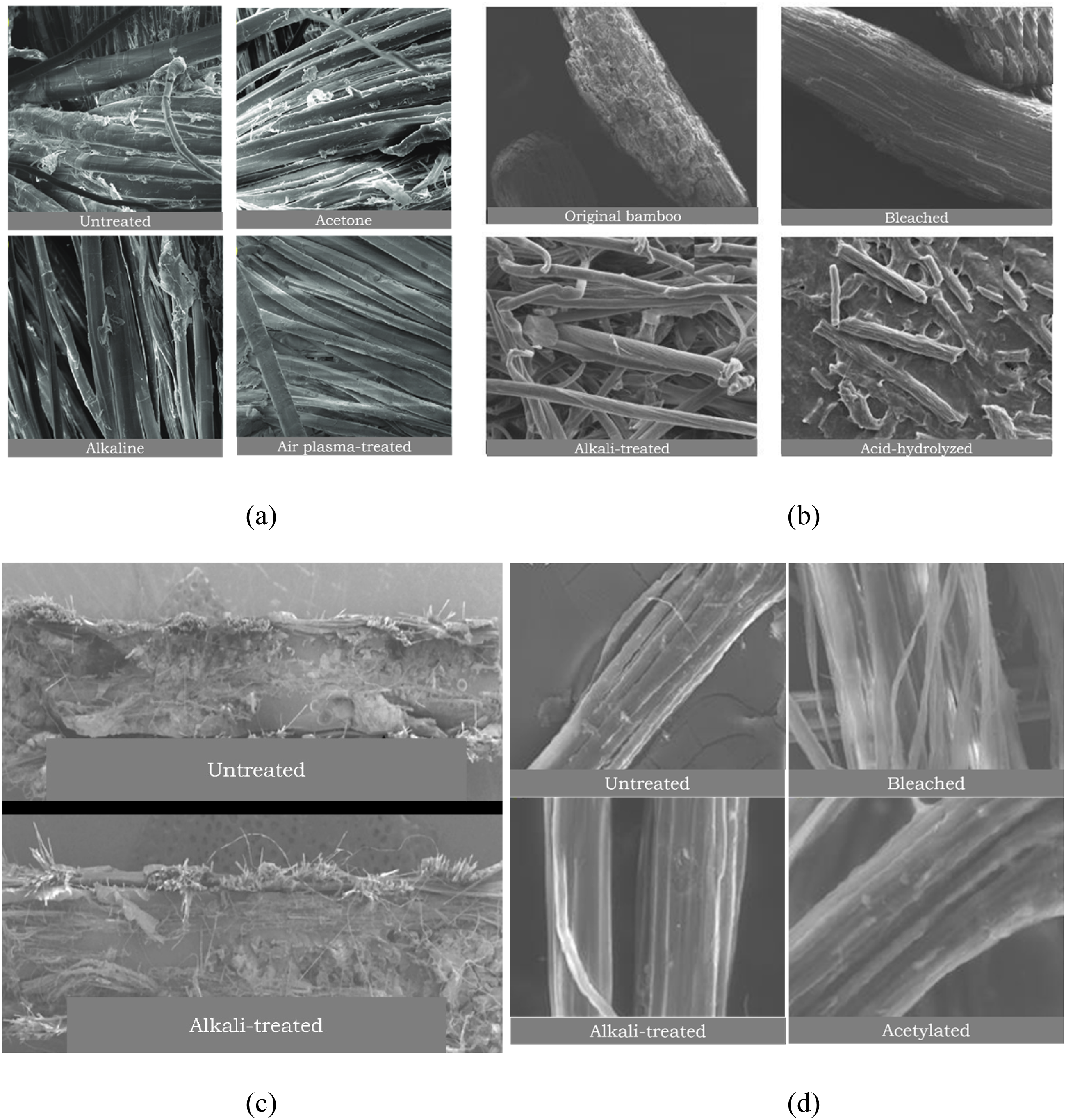
Bamboo fibers, naturally rich in lignin and silica, possess inherent stiffness and durability. The SEM image of treated bamboo fiber (Figure 5(b)) 100 likely demonstrates significant surface changes depending on the applied treatment. Alkaline or bleaching treatments reduce lignin and hemicellulose content, exposing a fibrillated, porous structure that enhances fiber-polymer bonding. The treatment may also result in a cleaner fiber surface, minimizing impurities and debris. Additionally, microstructural alterations induced by treatment can enhance fiber flexibility, broadening its potential in high-performance composite applications.
Hemp fibers, among the strongest natural fibers, owe their high tensile strength to a dense cellulose network. The SEM image of treated hemp fiber (Figure 5(c)) 93 likely illustrates surface modifications resulting from alkaline or silane treatments, which eliminate amorphous components like hemicellulose, exposing microfibrils. This treatment enhances fiber-matrix bonding by increasing surface roughness, often visible as longitudinal cracks or striations, which facilitate mechanical interlocking. Additionally, removal of waxes and pectin improves adhesion, making treated hemp fibers more effective for bio-based composites.
Jute fibers, widely used for their affordability and moderate mechanical properties, contain high lignin and hemicellulose content, which can hinder polymer compatibility. The SEM image of treated jute fiber (Figure 5(d)) 94 is expected to reveal a rougher, more porous surface compared to untreated fibers. Alkali, enzymatic, or chemical treatments induce fibrillation, exposing microfibrils that enhance fiber-matrix adhesion while reducing water absorption, improving durability. The treated fiber may also exhibit microvoids or channels formed due to lignin removal, contributing to better mechanical performance in reinforced composites.
The compatibilizer process enhances fiber/matrix interfacial adhesion using coupling agents.95,96 These are classified into organic (e.g., isocyanates, anhydrides, acrylates, epoxides, and organic acids), inorganic (e.g., silicates), and organic-inorganic (e.g., silanes, titanates) agents.97,98 However, literature on compatibilizer processes remains limited, 99 indicating a research gap in optimizing coupling agent selection for improved composite performance.
Chemical Treatment processes for natural fiber
NFRPCs with mercerised, bleached or alkali treated natural fibers
Kalia et al. 63 developed mercerized flax fiber (M-FF) reinforced PS composites via compression molding (0.5:10 M-FF:PS w/w). The M-FF/PS composites exhibited a 40% higher tensile strength than the PS matrix. Similarly, Kaith et al. 62 reinforced PS with twisted mercerized flax fibers (0.1 g, 0.5 mm diameter) arranged longitudinally, achieving 400% higher compressive strength and 40% higher tensile strength than pure PS.
Poletto and Zattera 100 manufactured bleached cellulose fiber (BL-CF) reinforced PS composites (BL-CF/PS) via extrusion and injection molding. Compared to PS, 10/90, 20/80, and 30/70 BL-CF/PS composites increased flexural modulus by 18.38%, 24.96%, and 43.93%, respectively; however, all BL-CF/PS composites showed lower unnotched Izod impact strength.
Alkali-treated fibers have also been explored for PS matrix-based composites. Zizumbo et al. 64 developed alkali-treated bagasse fiber (AT-BGF) reinforced PS composites (AT-BGF/PS) using Haake rheometer compounding and compression moulding. The 10/90 AT-BGF/PS composite exhibited a 2.86% higher Young’s modulus than its untreated counterpart. Borsoi et al. 70 reinforced PS with alkali-treated grape stalk fibers (AT-GSF/PS) via twin-screw extrusion and injection moulding. Compared to PS, 10/90, 20/80, and 30/70 AT-GSF/PS composites increased tensile modulus by 17.07%, 25.35%, and 37.88%; tensile strength by 10.26%, 7.68%, and 9.36%; flexural modulus by 6.62%, 11.97%, and 24.86%; and flexural strength by 11.76%, 12.48%, and 16.54%, respectively. However, no significant difference in tensile strength was observed across fiber loadings.
Sahai and Pardeshi 74 reinforced PS with alkali-treated wheat straw fibers (AT-WSF/PS) using twin-screw extrusion and compression molding. Compared to PS, 5/95, 10/90, 15/85, 20/80, and 25/75 AT-WSF/PS composites increased tensile modulus by 0.99%, 13.81%, 20.82%, 29.99%, and 39.56%, respectively, while notched Izod impact strength improved by 165.92%, 186.08%, 209.20%, 212.48%, and 226.56%, respectively.
The studies62–64,70,74,100 demonstrate that mercerization, bleaching, and NaOH-based alkali treatments significantly enhance fiber/matrix adhesion in PS composites by modifying the fiber surface and improving interfacial bonding. These treatments enhance hydrophobicity, water resistance, and tensile properties by removing lignin, hemicellulose, and surface impurities, increasing fiber roughness and mechanical adhesion. Alkaline treatment further improves tensile strength by isolating hemicelluloses, facilitating better fibril alignment and stress transfer, resulting in superior tensile and flexural properties.
NFRPCs with modified mercerised, bleached or alkali treated natural fibers
Zizumbo et al. 64 developed silane-treated, alkali-treated bagasse fiber (SAT-BGF) reinforced PS composites (SAT-BGF/PS) via Haake rheometer compounding followed by compression moulding. The 10/90 SAT-BGF/PS composite exhibited a 21.05% higher Young’s modulus compared to the untreated 10/90 UT-BGF/PS composite.
Sahai and Pardeshi
74
reinforced PS with silane-treated, alkali (20% NaOH)-treated wheat straw fiber (SAT-WSF/PS) using twin-screw extrusion and compression moulding. Compared to PS, the 5/95, 10/90, 15/85, and 20/80 SAT-WSF/PS composites exhibited: • Tensile modulus increases of 19.31%, 33.40%, 50.60%, and 56.22%, respectively. • Tensile strength increases of 20.53%, 30.87%, 34.28%, and 42.12%, respectively. • Notched Izod impact strength improvements of 110.48%, 130.72%, 207.68%, and 210.56%, respectively.
The studies64,74 confirm that silane treatment following alkali treatment enhances fiber/matrix adhesion in NF/PS composites, improving mechanical performance.
Kalia et al. 63 developed vinyl monomer-grafted mercerized flax fiber (VM-M-FF) reinforced PS composites via compression molding. Mercerized flax fibers were graft-copolymerized with binary vinyl monomers, including Acrylic acid (AA), acrylonitrile (AN), methyl methacrylate (MMA), vinyl acetate (VA), 4-vinyl pyridine (4VP), and acrylamide (AcA). The 0.5:10 w/w AA + AN-g-M-FF/PS, AA + MMA-g-M-FF/PS, AA + VA-g-M-FF/PS, AA+4VP-g-M-FF/PS, and AA + AcA-g-M-FF/PS composites exhibited tensile strength improvements of 40%, 20%, 40%, 20%, and 40%, respectively, and compressive strength increases of 200%, 300%, 430%, 515%, and 400%, respectively, relative to PS.
Kaith et al. 62 developed methyl methacrylate (MMA)-grafted mercerized flax fiber (MMA-g-M-FF) reinforced PS composites, where five twisted flax fibers (0.1 g, 0.5 mm diameter) were longitudinally embedded within the PS matrix. Compared to PS, the MMA-g-M-FF/PS composites exhibited 32% higher tensile strength and 100% higher compressive strength.
The studies62,63 demonstrate that mercerized fibers modified via graft copolymerization with binary vinyl monomers or grafted with methyl methacrylate serve as effective reinforcements for PS composites, improving fiber/matrix interfacial adhesion. Surface treatments, particularly silane treatment after alkali treatment, enhance hydrophobicity and fiber-matrix bonding, leading to improved tensile properties in NFRPCs. Although grafting with a redox initiator may introduce surface flaws, it still results in better mechanical strength compared to untreated composites, reinforcing the effectiveness of fiber modification techniques in optimizing NFRPC performance.
NFRPCs with silane treated natural fibers
This section reviews natural fiber-reinforced PS composites developed using silane-treated fibers as reinforcements. Nair and Thomas 78 processed triethoxy octyl silane (TEOS)-treated sisal fiber (TEOS-SLF) reinforced PS composites via solution mixing, followed by injection and compression moulding. Compared to PS, the 20/80 TEOS-SLF/PS composite exhibited a 246.73% higher tensile modulus, 28.28% higher tensile strength, 121.05% higher flexural modulus, 68.75% higher flexural strength, and 52% higher unnotched Izod impact energy. Similarly, Nair and Thomas 78 processed methyl triethoxy silane (MTES)-treated sisal fiber (MTES-SLF) reinforced PS composites using the same method. The 20/80 MTES-SLF/PS composite exhibited a 157.79% higher tensile modulus, 32.86% higher tensile strength, 103.51% higher flexural modulus, 54.17% higher flexural strength, and 55% higher unnotched Izod impact energy.
Sahai and Pardeshi 74 developed silane-treated wheat straw fiber (ST-WSF) reinforced PS composites (ST-WSF/PS) via twin-screw extrusion and compression moulding. Compared to PS, the 5/95, 10/90, 15/85, 20/80, and 25/75 ST-WSF/PS composites showed tensile modulus improvements of 1.64%, 14.54%, 22.94%, 26.89%, and 44.84% respectively, and notched Izod impact strength increases of 31.52%, 56.24%, 108.32%, 135.8%, and 104.08% respectively. Sahai et al. 101 further studied silane-treated wheat straw fiber (ST-WSF) reinforced PS composites, reporting that 5/95, 10/90, 15/95, and 20/80 ST-WSF/PS composites exhibited 314.28%, 271.42%, 242.85%, and 214.28% higher flexural modulus respectively, and 83.52%, 58.82%, 52.94%, and 41.17% higher flexural strength respectively.
Silane surface treatments enhance fiber-matrix compatibility by improving tensile and flexural properties. While silane coupling agents have limited effectiveness with non-polar polymers like PS, they still contribute to higher tensile modulus. Additionally, treatments that increase surface roughness improve mechanical interlocking and chemical bonding, leading to better fiber-matrix adhesion and enhanced flexural performance in NFRPCs.
NFRPCs by modifying the reinforcing natural fiber treated with alkali and silane
Zizumbo et al. 64 developed PS grafted alkali and silane treated bagasse fibers (PS-g-SAT-BGF) reinforced PS composites (PS-g-SAT-BGF/PS) by compounding in a rheometer followed by compression moulding technique. Although the 5/95 PS-g-SAT-BGF/PS composite shows 22.22% and 20% higher Young’s modulus than the untreated and the alkali treated BGF/PS composites, respectively; but it shows 2.22% lower Young’s modulus than both alkali and silane treated fiber composite. However, 10/90 PS-g-SAT-BGF/PS composite shows 46.97%, 45.45%, and 30.30% higher Young’s modulus than the untreated, alkali treated, and both alkali and silane treated BGF/PS composites, respectively. Grafting PS onto fibers enhances mechanical and chemical adhesion by allowing entanglement with the PS matrix, resulting in an improved tensile modulus compared to untreated composites.
NFRPCs with benzoylated natural fibers
Abou-Zeid et al. 38 developed benzoylated reed fiber (B-RF) reinforced PS composites (B-RF/PS) by compounding in an Electronic Plasticorder followed by pressing operation. Relative to the PS matrix, the 30/70 and 40/60 B-RF/PS composites showed 31.58% and 78.95% higher tensile modulus; 12.5% and 5% higher tensile strength; 35.71% and 39.28% higher flexural modulus and 6.38% and 1.06% higher flexural strength respectively. Nair and Thomas 102 processed benzoylated sisal fiber reinforced PS composites by solution mixing technique. Relative to PS, the 20/80 B-SLF/PS composite showed 163.08% higher tensile modulus and 30.43% higher tensile strength. Nair and Thomas 78 processed unidirectional (UD) benzoylated sisal fibers (UD-B-SLF) reinforced PS composites (UD-B-SLF/PS) by solution mixing technique followed by a combination of injection moulding and compression moulding. Relative to the PS matrix, the 20/80 UD-B-SLF/PS composite showed 157.79% higher tensile modulus, 30% higher tensile strength, 38.60% higher flexural modulus, 23.96% higher flexural strength but lower unnotched Izod impact energy. Nair et al. 60 developed longitudinally (L), transversely (T), and randomly (R) oriented benzoylated sisal fiber reinforced PS composites by a combination of injection moulding and compression moulding. Relative to the PS, the 10/90, 20/80, and 30/70 L-B-SLF/PS composites with longitudinally oriented fibers of 6 mm length showed 61.28%, 156.38%, and 155.90% higher tensile modulus. The 10/90 L-B-SLF/PS composites showed lower tensile strength, but the 20/80 and 30/70 L-B-SLF/PS composites showed 23.78% and 29.11% higher tensile strength, respectively. Relative to the PS, the 10/90, 20/80, and 30/70 T-B-SLF/PS composites with transversely oriented fibers of 6 mm length showed 53.02%, 25.10%, and 42.97% higher tensile modulus, but lower tensile strength. Relative to the PS, the 10/90, 20/80, and 30/70 R-B-SLF/PS composites with randomly oriented fibers of 6 mm length showed 32.52%, 41.97%, and 60.08% higher tensile modulus, but lower tensile strength. Benzoylation treatment enhances interfacial adhesion and reduces fiber hydrophilicity, leading to improved tensile and flexural properties in PS composites. The presence of a phenyl structure in treated fibers increases compatibility with the PS matrix and promotes mechanical interlocking. Fiber orientation affects tensile properties, with longitudinally oriented fibers showing the highest strength, while transverse orientation shifts the failure mode from fiber breakage to matrix failure.
NFRPCs with maleic anhydride or polystyrene-g-maleic anhydride (ps-g-ma) treated natural fibers
This section reviews natural fiber reinforced PS composites developed using maleic anhydride, or polystyrene-g-maleic anhydride (PS-g-MA) treated natural fibers as reinforcements. Mishra and Naik 61 used sisal fibers esterified by using 2% MA in xylene with 1:20 (w/v) fiber/solvent ratio to develop PS matrix composites (MA-SLF/PS) by compounding in a heated two-roll mill followed by compression moulding process. Relative to the PS matrix, the 40/60 MA-SLF/PS composites showed a 6.69% higher tensile modulus. Sahai and Pardeshi 74 developed 2% MA solution treated wheat straw fiber (MA-WSF) reinforced PS composites (MA-WSF/PS) by compounding in twin-screw extruder followed by compression moulding. Relative to the matrix PS, the 5/95, 10/90, 15/85, 20/80 and 25/75 MA-WSF/PS composites showed 22.95%, 9.74%, 17.14%, 17.11%, and 15.09% higher tensile modulus and 3.84%, 108.32%, 115.04%, 124.72%, and 130.72% higher notched Izod impact strength respectively. However, the 5/95, 10/90, 15/85 and 20/80 MA-WSF/PS composites showed 34.15%, 12.74%, 8.84%, 2.41% higher tensile strength respectively, while the 25/75 MA-WSF/PS composite showed lower tensile strength. Nair and Thomas 102 evaluated the effects of aging and water absorption on the mechanical properties of composites based on PSMA treated sisal fiber processed by solution mixing technique. PSMA treated sisal fiber reinforced PS (PSMA-SLF/PS) composites showed better mechanical properties than the untreated fiber composites reinforced PS composites (UT-SLF/PS) at room temperature. The study also evaluated water absorption. Relative to the matrix PS, the 20/80 PSMA-SLF/PS dry composites showed 242.92% higher tensile modulus and 36.53% higher tensile strength. Maleic anhydride (MA) treatment of natural fibers enhances interfacial adhesion through esterification of fiber hydroxyl groups with the PS matrix. This treatment forms covalent bonds, increases surface energy, and reduces fiber hydrophilicity, resulting in improved tensile modulus and overall tensile properties compared to untreated composites.
NFRPCs with toluene diisocyanate treated natural fibers
This section reviews natural fiber reinforced PS composites developed by using toluene diisocyanate treated fibers as reinforcements: Nair and Thomas 78 processed toluene diisocyanate treated sisal fiber (TDI-SLF) reinforced PS composites (TDI-SLF/PS) by solution mixing technique followed by a combination of injection moulding and compression moulding. Relative to the matrix PS, the 20/80 TDI-SLF composites showed 156.28% higher tensile modulus, 31.14% higher tensile strength, 57.89% higher flexural modulus, 52.08% higher flexural strength, and 70% higher unnotched Izod impact energy. In another study, Nair and Thomas 102 demonstrated that TDI-SLF/PS composites processed by the solution mixing technique showed improved properties due to fiber treatment but showed poorer properties than the composites developed with PSMA and triethoxy octyl silane treated fibers. Relative to the matrix PS, the 20/80 TDI-SLF/PS composites showed 162.26% higher tensile modulus and 31.09% higher tensile strength. Toluene diisocyanate (TDI) treatment forms covalent bonds between the fiber and the PS matrix, increasing fiber hydrophobicity and enhancing fiber-matrix interaction. This results in improved tensile and flexural properties, with a notable reduction in fiber hydrophilicity contributing to better overall tensile strength.
NFRPCs with coated natural fibers
Gatenholm et al. 59 developed butyl benzyl phthalate (BBP) plasticized polyvinyl chloride (PVC) (Santoweb) coated cellulose fiber (BBP-PVC-C-CF) reinforced PS composites (BBP-PVC-C-CF/PS) by compounding in a Buss-Kneader extruder followed by injection moulding. Results showed increased properties relative to the composites processed without any fiber treatment. Relative to the matrix PS, the 20/80, 30/70, and 40/60 BBP-PVC-C-CF/PS composites showed 36.36%, 60.61%, and 81.82% higher tensile modulus but lower tensile strength. The 20/80, 30/70, and 40/60 BBP-PVC-C-CF/PS composites showed 27.83%, 14.78%, and 24.35% higher notched Charpy impact strength but lower unnotched Charpy impact strength, respectively. Sanschagrin et al. 79 have used PS coated CTMP of aspen fibers (PS-C-CTMP-ASF) and PS coated PMPPIC treated CTMP of aspen fibers (PS-C-PMPPIC-CTMP-ASF) to develop PS composites by compression moulding process. Relative to the PS matrix, the 9/91, 18/82, 27/73 and 36/64 PS-C-CTMP-ASF/PS composites showed 18.67%, 38.22%, 52.89% and 75.55% higher tensile modulus respectively and 20.26%, 47.63%, 58.16% and 71.58% higher tensile strength respectively. Relative to PS matrix, the 27/73 PS-C-PMPPIC-CTMP-ASF/PS composites with aspect ratio 5, 10, 12, 15, 20, 32 and 45 showed 41.78%, 38.67%, 45.33%, 40%, 45.33%, 44.44% and 41.78% higher tensile modulus respectively and 29.74%, 31.84%, 49.47%, 49.47%, 52.10%, 55.26% and 55.26% higher tensile strength respectively. Nair and Thomas 78 processed unidirectionally oriented PS maleic anhydride coated sisal fiber (UD-PSMA-C-SLF) reinforced PS composites (UD-PSMA-C-SLF/PS) by solution mixing technique followed by compression moulding. Relative to the PS matrix, 20/80 UD-PSMA-C-SLF/PS composite showed 236.68% higher tensile modulus, 35.71% higher tensile strength, 82.46% higher flexural modulus, 82.29% higher flexural strength, and 160.5% higher unnotched Izod impact energy. Surface coating enhance fiber dispersion, improve processability, and reduce melt viscosity, requiring less energy for compounding while preventing fiber degradation. Short fibers show better property enhancement than long fibers due to critical length limitations. Polystyrene maleic anhydride (PSMA) treatment forms hydrogen bonds, increases hydrophobicity, and improves compatibility with the PS matrix, leading to enhanced tensile, and flexural properties.
NFRPCs with grafted natural fibers
Kokta et al. 54 developed styrene grafted aspen fiber (S-g-ASF) reinforced PS composites (S-g-ASF/PS) with fibers of varying lengths. Results showed higher mechanical properties of S-g-ASF/PS than untreated fiber composites indicating the improved fiber/matrix interfacial adhesion due to the fiber treatment process. For the composites with 0.7 mm length fiber, relative to the matrix PS, the 5/95, 10/90, 25/75, and 40/60 S-g-ASF/PS composites showed 15%, 15%, 10%, and 15% higher tensile modulus and 3.34%, 13.34%, 13.34%, and 20% higher tensile strength. For the composites with 1.23 mm length fiber, relative to the matrix PS, the 5/95, 10/90, 25/75, and 40/60 S-g-ASF/PS composites with 1.23 mm length fiber showed 20%, 10%, 25%, and 30% higher tensile modulus and 0%, 13.34%, 30%, and 40% higher tensile strength. The composites with 1.5 mm length fiber, relative to the matrix PS, the 5/95, 10/90, 25/75, and 40/60 S-g-ASF/PS composites showed 0%, 25%, 15%, and 10% higher tensile modulus. However, the 5/95 S-g-ASF/PS composite shows lower tensile strength, the 10/90, 25/75, and 40/60 S-g-ASF/PS composites showed 13.34%, 16.67%, and 16.67% higher tensile strength. Kokta et al. 54 also developed styrene grafted spruce fiber (S-g-SPF) reinforced PS (S-g-SPF/PS) composites with fibers of varying fiber lengths that showed increased mechanical properties than untreated fiber composites. It indicated the improved fiber/matrix interfacial adhesion due to the fiber treatment process. For the composites with 0.7 mm length fiber, relative to the PS matrix, the 5/95 S-g-SPF/PS composite showed lower tensile modulus, but the 10/90, 25/75, and 40/60 S-g-SPF/PS composites showed 10%, 17.5%, and 12.5% higher tensile modulus. Similarly, the 5/95 S-g-SPF/PS composite showed lower tensile strength, but the 10/90, 25/75, and 40/60 S-g-SPF/PS composites showed 16.67%, 26.67%, and 36.67% higher tensile strength. For the composites with 1.23 mm length fiber, relative to the PS matrix, the 5/95, 10/90, 25/75, and 40/60 S-g-SPF/PS composites showed 2.5%, 15%, 15%, and 15% higher tensile modulus respectively and 0%, 3.34%, 23.34%, and 33.34% higher tensile strength respectively. Thus the 10/90, 25/75, and 40/60 compositions showed equal tensile modulus, and the 5/95 composition showed the same tensile strength as the matrix. For the composites with 2.0 mm length fiber, relative to the PS matrix, the 5/95, 10/90, 25/75, and 40/60 S-g-SPF/PS showed 5%, 17.5%, 10%, and 17.5% higher tensile modulus, respectively. Although the 5/95 S-g-SPF/PS composite showed lower tensile strength, the 10/90, 25/75, and 40/60 S-g-SPF/PS composites showed 10%, 20%, and 30% higher tensile strength, respectively. Grafting with styrene enhances the interfacial bond, improving tensile and flexural properties in PS composites. While polymer content in grafted aspen and birch fibers is reduced, higher polymer loading has minimal effect on properties. Aspen fiber composites exhibit better tensile performance than birch fiber composites.
NFRPCs with siloxane treated natural fibers
Khalid et al. 26 developed Polydimethylsiloxane treated betel nut fiber (PDMS-BtNF), and Hexamethyldisiloxane treated betel nut fiber (HMDSO-BtNF) reinforced PS composites by compounding in an internal mixer followed by compression molding. Relative to the untreated 60/40 BtNF/PS composite, the 1% and 5% PDMS treated fiber based 60/40 PDMS-BtNF/PS composites showed 14.70% and 23.53% higher unnotched Izod impact strength, respectively, but the 3% PDMS treated fiber based 60/40 PDMS-BtNF/PS composites showed lower unnotched Izod impact strength. The 1% and 3% HMDSO treated fiber based 60/40 HMDSO-BtNF/PS composites showed 20.59% and 38.23% higher unnotched Izod impact strength, but the 5% HMDSO treated fiber based 60/40 HMDSO-BtNF/PS composites show lower unnotched Izod impact strength. HMDSO treatment is more effective than PDMS due to its simpler structure, which enhances fiber-matrix homogeneity and reduces micro-voids. However, both treatments show limited overall effectiveness, with only a moderate improvement in impact properties.
NFRPCs with resorcinol-hexamethylenetetramine treated natural fibers
Moustafa et al. 103 developed resorcinol-hexamethylenetetramine mixture (R-HMT) treated KNF (R-HMT-KNF) reinforced PS (R-HMT-KNF/PS) composites by compounding in a Brabender PlastiCorder and moulding in a hydraulic press. Relative to the PS matrix, the 10/90 R-HMT-KNF/PS composites showed lower tensile strength; however, 20/80, 30/70, and 40/80 compositions showed 8.93%, 47.27%, and 30.71% higher tensile strength. The treatment increases fiber hydrophobicity, leading to improved tensile strength in PS composites.
Tensile Properties of NFRPCs by fiber treatment process
Tensile modulus and strength of NFRPCs post fiber treatment process.
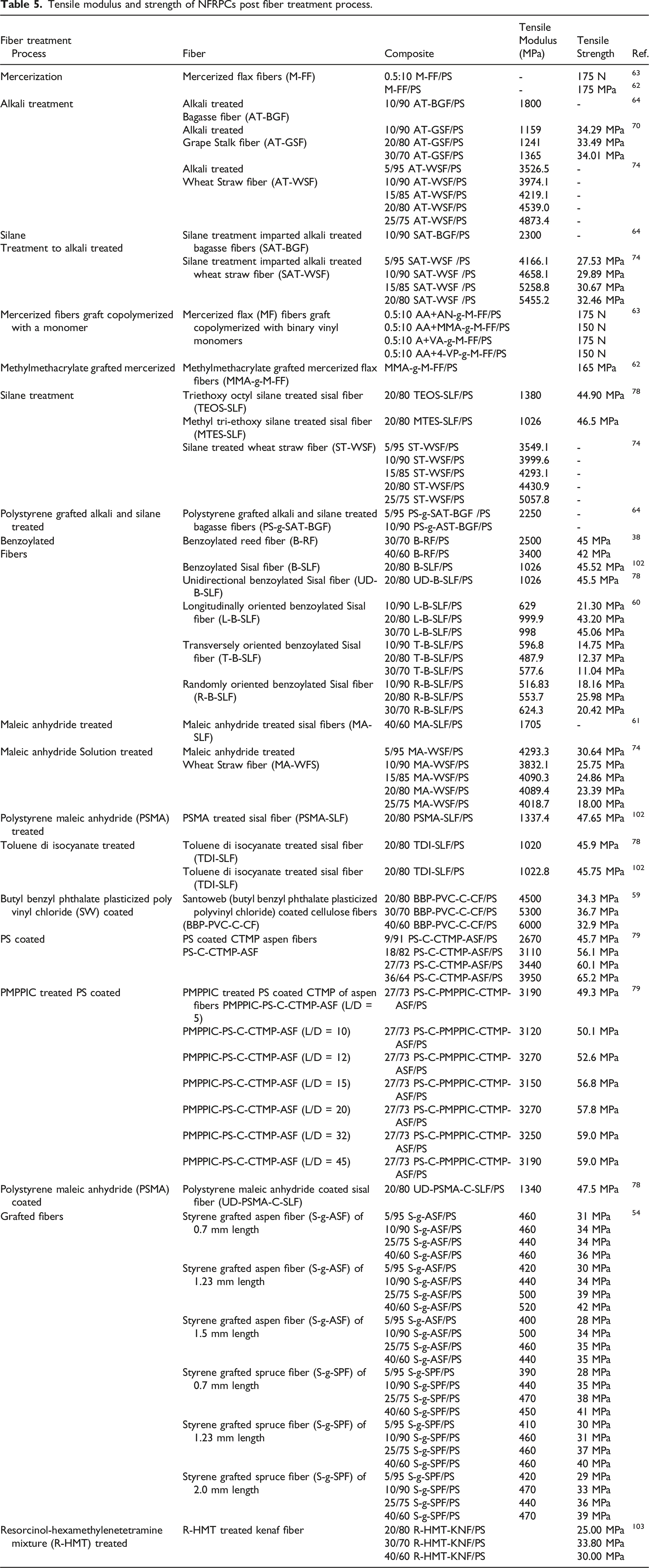
Alkali, silane, benzoylation, and maleic anhydride treatments generally enhance the tensile modulus and strength of fiber-reinforced PS composites by improving fiber-matrix adhesion. Among the treatments, silane-treated wheat straw fiber and alkali-treated wheat straw fiber exhibit the highest tensile moduli. Benzoylated and PS-coated fibers also show significant improvements, with PS-coated CTMP aspen fibers achieving the highest tensile strength. Treatments such as PS-maleic anhydride and toluene diisocyanate further enhance sisal fiber composites’ strength, making them promising for high-performance applications. While some treatments improve tensile strength more effectively, others contribute more to tensile modulus, highlighting the need for selecting appropriate treatments based on application requirements. Overall, fiber modification is crucial for optimizing the mechanical properties of NFRPCs, making them viable alternatives for lightweight, sustainable materials in engineering and structural applications.
Flexural properties of NFRPCs by fiber treatment process
Flexural modulus and strength of NFRPCs by fiber treatment process.
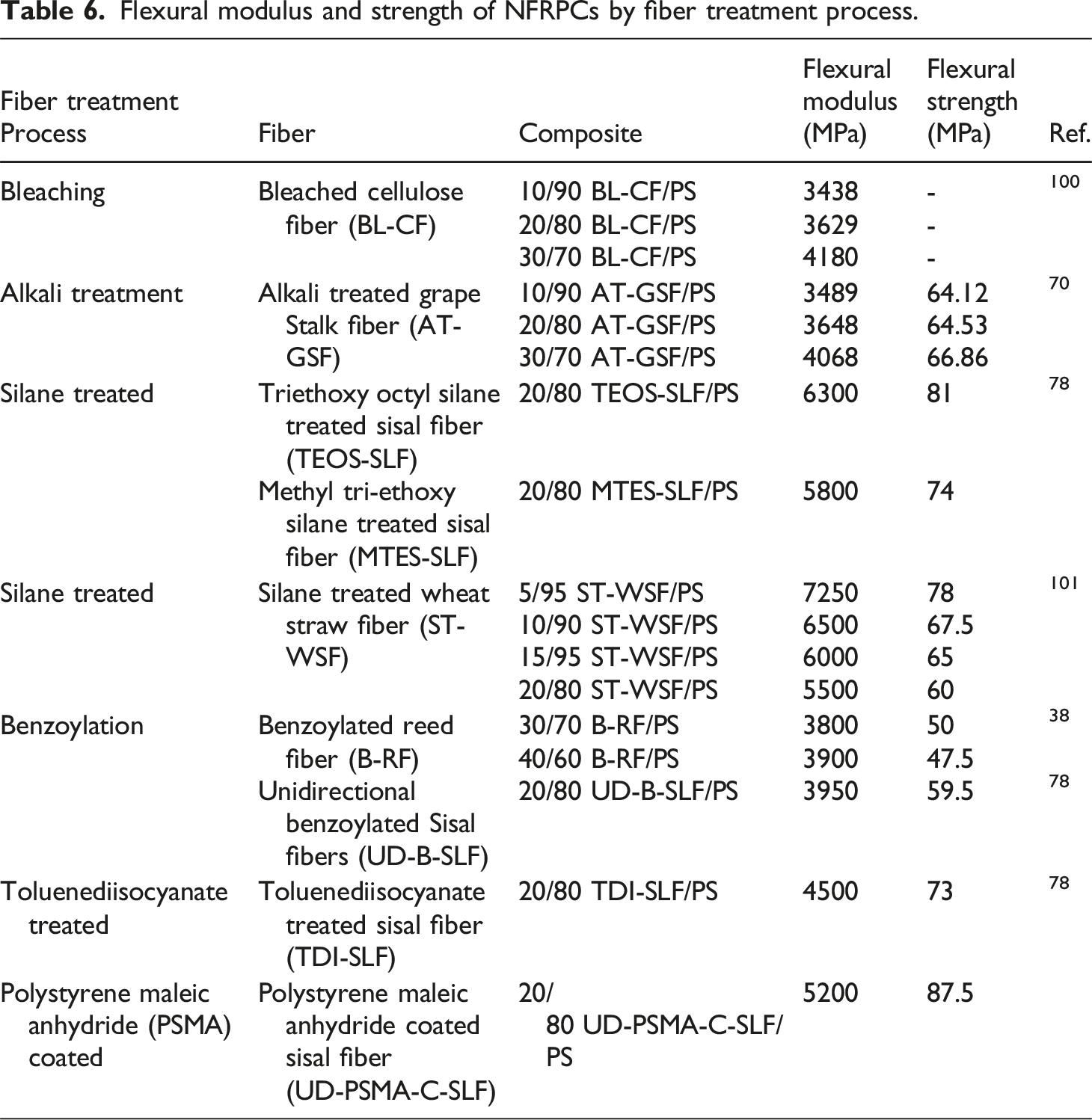
The results indicate that fiber surface modifications play a critical role in improving the flexural performance of NFRPCs. Silane-treated wheat straw fibers and PS-maleic anhydride-coated fibers exhibit the highest flexural moduli and strengths, suggesting their superior compatibility with the PS matrix. Alkali, benzoylation, and TDI treatments also enhance flexural properties, making these modifications viable for structural applications requiring high mechanical performance. Overall, selecting the appropriate fiber treatment is essential for optimizing NFRPCs for specific engineering applications, particularly in load-bearing and lightweight composite materials.
Impact strength of NFRPCs by fiber treatment process
Impact strength of NFRPCs post fiber treatment process.
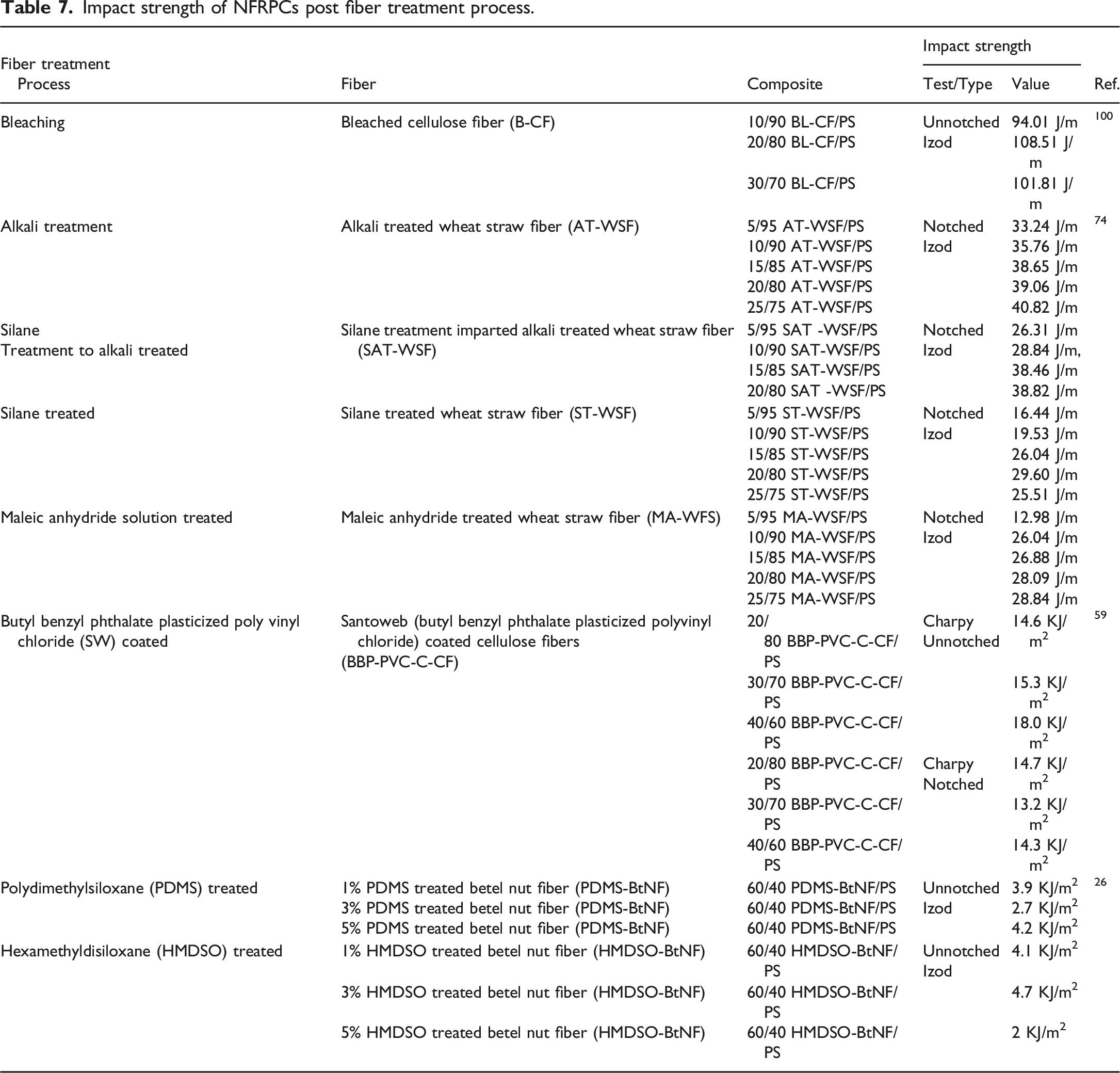
Fiber treatment methods significantly influence the impact performance of NFRPCs, with bleaching and alkali treatment providing the highest improvements. Bleached cellulose fibers exhibit superior impact strength, making them ideal for applications requiring high energy absorption. While alkali and silane treatments enhance impact resistance, their effectiveness depends on fiber content and type. Maleic anhydride and silicone-based treatments, particularly PDMS and HMDSO, show comparatively lower impact strengths, suggesting limited suitability for high-impact applications. Overall, selecting an appropriate treatment process is crucial for optimizing NFRPCs for structural and load-bearing uses where impact resistance is a key requirement.
Compressive strength properties of NFRPCs by fiber treatment process
Compressive strength of NFRPCs post fiber treatment process.
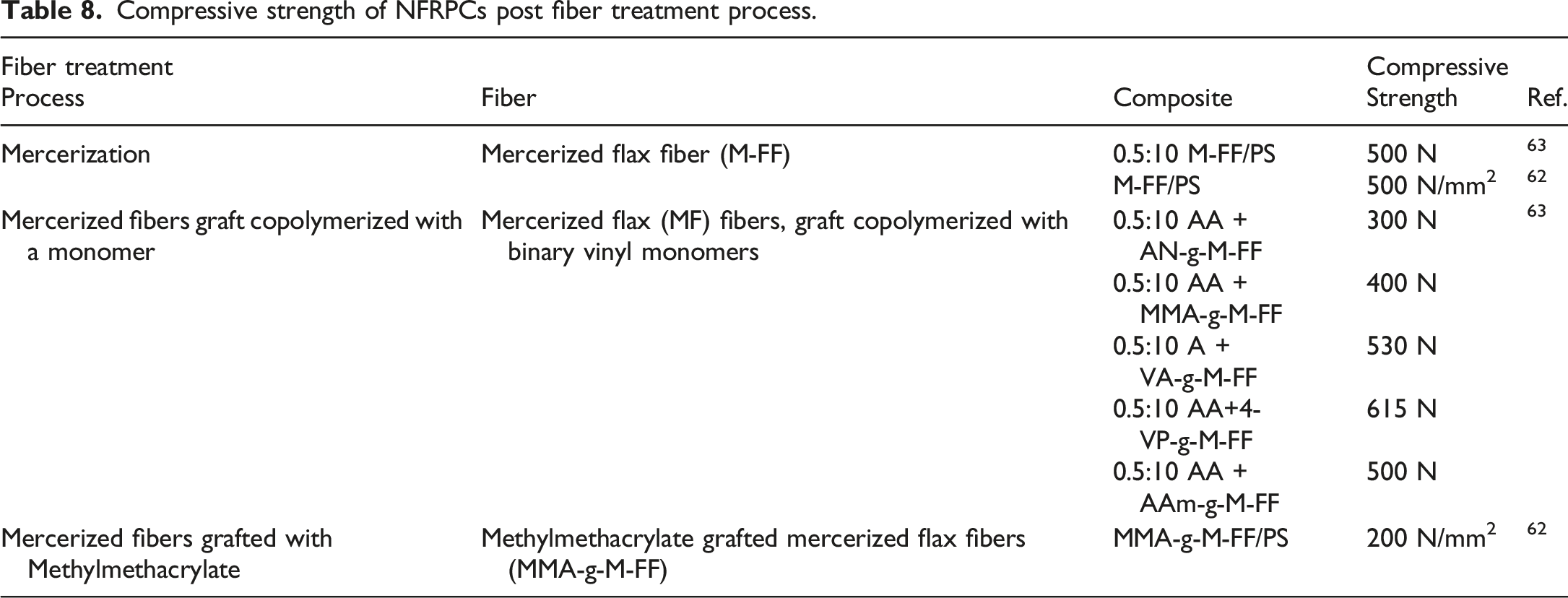
The effectiveness of fiber treatment is evident in its impact on compressive performance. While mercerization alone enhances strength, 4-vinylpyridine grafting further improves it, whereas methyl methacrylate grafting results in the lowest compressive strength (200 N/mm2), limiting its reinforcement capability. These findings underscore the need for optimized fiber treatments to maximize mechanical properties in NFRPCs.
Fiber treatments enhance fiber-matrix adhesion, increase hydrophobicity, and improve stress transfer, leading to superior mechanical properties in PS composites. Mercerization, bleaching, and alkali treatments remove surface impurities, increasing fiber roughness and tensile strength, while alkali treatment aligns fibrils for better reinforcement. Silane treatment improves hydrophobicity and compatibility, enhancing tensile modulus and flexural strength. Benzoylation and TDI treatments form covalent bonds, reducing fiber hydrophilicity and further strengthening composites. Surface coatings improve fiber dispersion, reduce melt viscosity, and prevent degradation, with short fibers performing better than long fibers due to critical length limitations. HMDSO treatment outperforms PDMS in fiber-matrix homogeneity and micro-void reduction, though both show only moderate impact resistance improvements. Resorcinol-hexamethylenetetramine treatment enhances fiber hydrophobicity, leading to higher tensile strength. Aspen fiber composites consistently exhibit superior tensile properties over birch fiber composites, regardless of polymer loading. Overall, fiber treatments significantly enhance the mechanical performance of PS composites by improving interfacial adhesion, optimizing fiber structure, and facilitating better stress transfer.
NFRPCs by compatibilizer process
This section reviews NFRPCs developed by the compatibilizer process with special reference to their mechanical properties.
NFRPCs with phthalic anhydride (PHA) as the compatibilizer
Maldas and Kokta 57 investigated the role of phthalic anhydride (PHA) as a coupling agent in CTMP aspen fiber (CTMP-ASF) reinforced PS composites. The composites, processed via two-roll milling followed by moulding, demonstrated improved mechanical properties with increasing PHA content and fiber loading up to an optimal level, beyond which performance declined. However, PHA was found to be less effective than PMPPIC as a coupling agent.
Relative to the PS matrix, 15/85 CTMP-ASF/PS (with 2% PHA) composites exhibited a lower tensile modulus, whereas the 25/75 and 35/65 compositions showed improvements of 1.40% and 5.60%, respectively. Tensile strength decreased in the 15/85 and 25/75 compositions, but the 35/65 composite showed a slight increase of 0.72%. In terms of impact strength, the 15/85 and 35/65 composites exhibited 23.6% and 19.44% higher unnotched Izod impact strength, while the 25/75 composition showed a decline.
With 5% PHA, the 15/85, 25/75, and 35/65 CTMP-ASF/PS composites exhibited 2.21%, 6.07%, and 16.39% higher tensile modulus, respectively, though tensile strength and impact strength decreased. When PHA was increased to 10%, the tensile modulus improved further, with 15/85, 25/75, and 35/65 compositions achieving 3.16%, 17.76%, and 29.65% higher values, respectively. While the 15/85 composite exhibited lower tensile strength, the 25/75 and 35/65 compositions showed 0.48% and 13.01% increases, respectively. However, impact strength decreased across all compositions with 10% PHA.
PHA enhances fiber-matrix interfacial bonding by forming ester linkages and hydrogen bonds with cellulose, acting as a bridge between cellulose and the PS matrix. However, its effect on tensile properties is inconsistent, indicating that optimization of PHA concentration is critical for maximizing composite performance.
NFRPCs with maleic anhydride or maleic anhydride-co-polystyrene (MAPS) as the compatibilizer
This section reviews natural fiber-reinforced PS composites developed using maleic anhydride (MA) or maleic anhydride-co-polystyrene (MAPS) as compatibilizers. Maldas and Kokta 58 investigated the effect of MA as a coupling agent on the mechanical properties of CTMP aspen fiber (CTMP-ASF) reinforced PS composites (CTMP-ASF/PS with MA). The composites were processed with 5% MA and benzoyl peroxide (BPO) as an initiator, using roll milling followed by moulding. Compared to PS, the 15/85, 25/75, and 35/65 CTMP-ASF/PS (with MA) composites exhibited an exceptionally high tensile modulus (5994.74% increase in each case). The tensile strength increased by 152.05%, 141.44%, and 117.11%, while unnotched Izod impact strength improved by 1116.67%, 967.95%, and 902.56%, respectively.
Aggarwal 65 examined the influence of maleic anhydride-co-polystyrene (MAPS) as a compatibilizer on wood fiber-reinforced PS composites (WF/PS with MAPS), processed via twin-screw extrusion followed by injection molding. 10/90, 20/80, 30/70, and 40/60 WF/PS (with MAPS) composites were developed, with an optimum fiber concentration of 30%. Compared to PS, the 10/90, 20/80, 30/70, and 40/60 WF/PS (with MAPS) composites showed 39.06%, 50%, 70.31%, and 84.37% higher tensile modulus, respectively. The tensile strength increased by 6.45%, 44.84%, 61.29%, and 45.16%, while flexural strength improved by 45.45%, 54.54%, 63.63%, and 72.72%, respectively.
Maleic anhydride (MA) enhances interfacial adhesion in PS composites by forming ester linkages and hydrogen bonds, leading to better fiber dispersion and improved tensile, flexural, and impact strengths compared to pure PS.
NFRPCs with a silane coupling agent as the compatibilizer
Zheng et al. 68 investigated the effect of a silane coupling agent (SCA) as a compatibilizer on the mechanical properties of kenaf fiber-reinforced PS composites (KNF/PS with SCA), processed using both solvent-based and melt-based systems, as well as extrusion and injection moulding. The optimal coupling agent concentration was identified as 5 wt%.
For KNF/PS (with 5% SCA) composites in the melt system, compared to PS, the 10/90, 30/70, and 50/50 compositions exhibited 11.43%, 134.28%, and 200% higher tensile modulus, with tensile strength improvements of 5.53%, 75.88%, and 151.26%, respectively. With an increase to 7.5% SCA, the 10/90, 30/70, and 50/50 compositions exhibited 28.57%, 134.28%, and 214.28% higher tensile modulus, while tensile strength increased by 10.55%, 75.88%, and 116.08%, respectively.
In the solvent system, KNF/PS (with 5% SCA) composites showed significantly higher improvements in mechanical properties. The 10/90, 30/70, and 50/50 compositions exhibited 85.71%, 157.14%, and 305.71% higher tensile modulus, with tensile strength increases of 55.78%, 121.10%, and 131.15%, respectively. With 7.5% SCA, the 10/90, 30/70, and 50/50 compositions exhibited 114.28%, 185.71%, and 357.14% higher tensile modulus, while tensile strength improved by 60.8%, 106.03%, and 141.21%, respectively.
The solvent-based system demonstrated superior interfacial adhesion compared to the melt system, resulting in greater tensile property enhancements. This highlights the role of fiber modification in improving fiber-matrix interaction, making SCA an effective compatibilizer for reinforced PS composites.
NFRPCs with both maleic anhydride and poly[methylene(polyphenyl Isocyanate)] as the compatibilizers
Maldas and Kokta 58 investigated the effect of maleic anhydride (MA) and poly[methylene(polyphenyl isocyanate)] (PMPPIC) as compatibilizers on the mechanical properties of CTMP aspen fiber-reinforced PS composites (CTMP-ASF/PS with MA & PMPPIC). The composites were processed using benzoyl peroxide (BPO) as an initiator, followed by roll milling and moulding.
Compared to the PS matrix, the 15/85, 25/75, and 35/65 CTMP-ASF/PS (with MA & PMPPIC) composites exhibited 4884.21%, 5715.79%, and 5715.79% higher tensile modulus, respectively. Tensile strength increased by 150.36%, 156.14%, and 139.28%, while unnotched Izod impact strength improved by 935.90%, 967.95%, and 1034.61%, respectively.
The combination of PMPPIC with MA significantly enhances composite properties by improving interfacial adhesion between fiber and polymer. The benzene rings in PMPPIC interact strongly with the PS matrix, resulting in enhanced tensile and impact properties compared to pure PS.
NFRPCs with maleic anhydride grafted-HDPE (MA-g-HDPE) as the compatibilizer
Saeed et al. 104 developed cellulose triacetate (CTAF) fiber-reinforced PS composites (CTAF/PS) using 3% and 5% maleic anhydride-grafted HDPE (MA-g-HDPE) (Fusabond) as a compatibilizer, processed via twin-screw extrusion and injection moulding.
For 10/90 CTAF/PS (with 3% MA-g-HDPE) composites, tensile modulus increased by 6.45%, but for 20/80, 30/70, and 40/80 compositions, it decreased. However, tensile strength improved by 8.45%, 16.28%, 26.49%, and 38.40%, respectively. Charpy impact strength increased by 10.05% in the 10/90 composition, while 20/80, 30/70, and 40/80 compositions showed lower values.
For CTAF/PS (with 5% MA-g-HDPE) composites, tensile modulus decreased, but tensile strength increased by 7.83%, 14.41%, 24.22%, and 36.41%, respectively. While the 10/90 composition exhibited an 11.36% improvement in Charpy impact strength, 20/80, 30/70, and 40/80 MA-g-HDPE-CTAF/PS composites showed reduced impact strength.
Maleic anhydride (MA) enhances fiber-matrix adhesion and compatibility between PS and cellulose fibers, but its influence on tensile and impact properties remains inconsistent, requiring further optimization.
Tensile properties of NFRPCs by compatibilizer process
Tensile modulus and strength of NFRPCs by compatibilizer process.
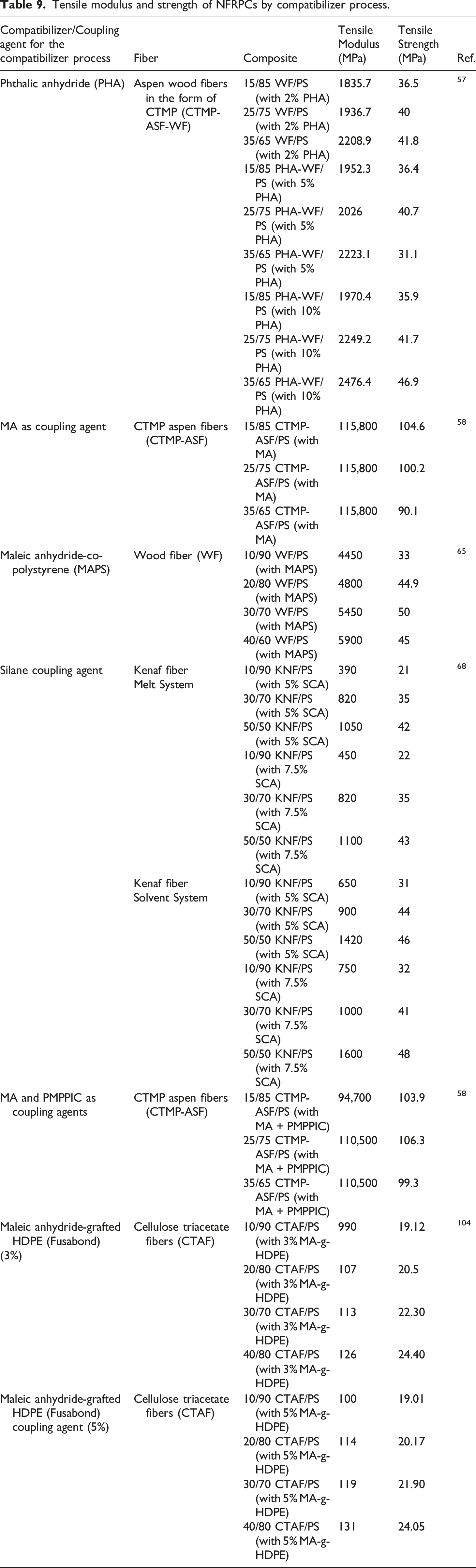
The combination of MA and PMPPIC significantly enhances tensile properties, with a tensile modulus of 110,500 MPa and strength of 106.3 MPa at 25/75 CTMP-ASF/PS. In contrast, maleic anhydride-grafted HDPE (Fusabond) exhibits lower reinforcement potential, with a peak tensile strength of 24.40 MPa in cellulose triacetate fiber composites. MA-based compatibilizers provide the most substantial improvement in tensile properties, while silane and PHA are also effective, and Fusabond shows relatively lower performance.
The compatibilizer process enhances PS composites by improving interfacial adhesion and fiber dispersion. MA forms ester linkages and hydrogen bonds, increasing tensile, flexural, and impact strengths, though with some variability. The solvent system outperforms the melt system in adhesion and tensile properties. PMPPIC with MA strengthens composites by improving fiber-polymer interaction, while styrene-maleic anhydride enhances interfacial adhesion and flexural performance. Polyhydroxyalkanoates aid bonding but have mixed effects on tensile properties. Overall, MA-based compatibilizers effectively enhance mechanical performance.
Despite the growing interest in NFRPCs, research on flexural, impact, and compressive strength remains limited compared to tensile properties. While fiber treatment and compatibilization effects on flexural strength have been studied, comprehensive comparisons across treatment methods are lacking. The influence of fiber orientation, hybridization, and long-term durability remains underexplored, as does the role of nanofillers and advanced surface modifications in enhancing flexural properties. Similarly, impact strength studies are scarce, primarily limited to Izod and Charpy tests, though real-world applications involve complex impact scenarios. The development of impact-resistant NFRPCs through innovative fiber-matrix interactions remains an open research area. Compressive strength studies are also notably limited, with insufficient understanding of fiber architecture, load distribution, and compression failure mechanisms in NFRPCs. Future research should focus on multi-scale modeling, fatigue behaviour, and hybrid composite configurations to improve NFRPC structural performance.
NFRPCs by combined fiber treatment and compatibilizer process
This section reviews NFRPCs developed through a combined fiber treatment and compatibilizer process, utilizing treated natural fibers as reinforcements and compatibilizers to enhance mechanical properties. Literature primarily focuses on cellulose fiber-reinforced PS composites. Poletto and Zattera 100 processed, bleached cellulose fiber (BL-CF) reinforced PS composites with styrene maleic anhydride (SMA) as a compatibilizer, using extrusion and injection moulding. Compared to PS, the 10/90, 20/80, and 30/70 BL-CF/PS (with SMA) composites exhibited 33.30%, 58.78%, and 81.16% higher flexural modulus, and 72.59%, 82.47%, and 86.20% higher flexural strength, respectively, while unnotched Izod impact strength decreased. SMA improves interfacial adhesion and flexural properties, making it an effective compatibilizer for reinforced PS composites.
NFRPCs utilizing a combined fiber treatment and compatibilizer approach exhibit significant mechanical property enhancements. Fiber treatments improve fiber-matrix adhesion, increase hydrophobicity, and enhance tensile and flexural strength by removing surface impurities and facilitating better stress transfer. Compatibilizers further enhance mechanical performance by promoting chemical bonding between fibers and the PS matrix, resulting in composites with superior mechanical integrity. The synergistic effect of fiber treatment and compatibilizers is essential for optimizing NFRPC durability and performance.
The mechanical properties of NFRPCs depend on fiber treatment methods, fiber characteristics, and processing parameters. The inherent incompatibility between hydrophilic natural fibers and hydrophobic PS leads to weak interfacial adhesion, negatively impacting mechanical and thermal properties. Physical treatments improve surface roughness, enhancing mechanical interlocking, while chemical treatments modify fiber surface chemistry, strengthening interfacial bonding. Compatibilizers such as silanes and PS-grafted polymers bridge the polarity gap, further boosting composite performance. Chemically treated fibers consistently outperform untreated fibers in tensile strength, flexural strength, and impact resistance. Fiber orientation, aspect ratio, and volume fraction also play crucial roles, with longitudinal alignment and uniform dispersion enhancing load transfer efficiency.
Optimized processing techniques, including injection moulding, extrusion, and compression moulding, are critical for preventing fiber degradation and ensuring consistent composite performance. While significant progress has been made, future research should focus on scalable treatment processes that maintain fiber integrity, reduce environmental impact, and minimize production costs. Exploring novel compatibilizers, hybrid fiber systems, and advanced processing technologies could expand NFRPC applications in high-performance sectors, such as automotive, aerospace, and construction. Additionally, integrating LCA and CBA will help evaluate the true sustainability and economic feasibility of these composites for industrial applications.
Significant improvements in the mechanical properties of PS -based composites have been achieved through the use of natural fibers, particularly when appropriate fiber surface treatments and compatibilizers are employed. Treatments such as mercerization, alkali, silane, benzoylation, and graft copolymerization have consistently enhanced fiber-matrix adhesion, resulting in notable gains in tensile and flexural properties. For example, mercerized flax fibers grafted with vinyl monomers demonstrated tensile strengths up to 175 MPa and compressive strength improvements exceeding 500%. Similarly, alkali and silane-treated wheat straw and grape stalk fibers have shown tensile modulus increases up to 5455 MPa and tensile strength improvements above 34 MPa. Alongside these treatments, the use of compatibilizers such PSMA and MA has further enhanced mechanical performance. PSMA-treated sisal fibers, yielded composites with a 242.92% higher tensile modulus and 36.53% greater tensile strength compared to untreated composites. The combined use of fiber treatments and compatibilizers—such as alkali and silane-treated fibers grafted with PS has also proven synergistic. This approach facilitates both chemical bonding and physical interlocking, significantly improving load transfer efficiency. For example, PS-grafted, alkali and silane-treated bagasse fiber composites, showed up to 46.97% improvement in tensile modulus compared to untreated counterparts. Overall, the integration of fiber treatment and compatibilizer process proves to be a highly effective method for tailoring the mechanical properties of NFRPCs, enabling their application in lightweight and structural components across automotive and construction industries.
Case study: application of NFRPCS in automotive interior parts
The automotive industry is undergoing a transformation driven by sustainability demands and stricter regulations. As manufacturers shift toward eco-friendly materials, NFRPCs emerge as a viable alternative, offering both environmental benefits and high performance. These composites reduce carbon footprints while meeting the mechanical, thermal, and safety requirements of interior components such as door panels, dashboards, and seat backs.
This case study explores the application of NFRPCs in automotive interiors, evaluating their renewable nature, durability, and integration capabilities. Through multi-scale modelling, life cycle assessment, thermal analysis, and interfacial characterization, it provides a comprehensive assessment of their potential in aligning with the industry’s technical and environmental goals.
Evaluating mechanical properties of NFRPCs using multi-scale modelling approach
This subsection presents a multi-scale modelling approach to evaluate the mechanical properties of natural fiber-reinforced PS composites, guiding material selection for automotive applications. Composites reinforced with flax, hemp, jute, and bamboo fibers were analyzed using the Mori-Tanaka method, which computes the effective elastic modulus based on fiber volume fractions ranging from 1% to 50%. This method effectively captures fiber-matrix interactions in heterogeneous materials like composites.
The model assumes a representative volume element with uniform fiber distribution, ensuring accurate meshing and resolution of fiber-matrix interfaces for detailed stress and strain analysis. Boundary conditions mimic real-world automotive applications, considering thermal and mechanical loads with fixed outer surfaces and internal interface stresses.
Figure 6 illustrates the correlation between fiber volume fraction and elastic modulus, showing that flax and hemp fibers provide a greater modulus increase than jute and bamboo. This suggests that flax and hemp are better suited for applications requiring high stiffness and strength, such as vehicle door panels and dashboards.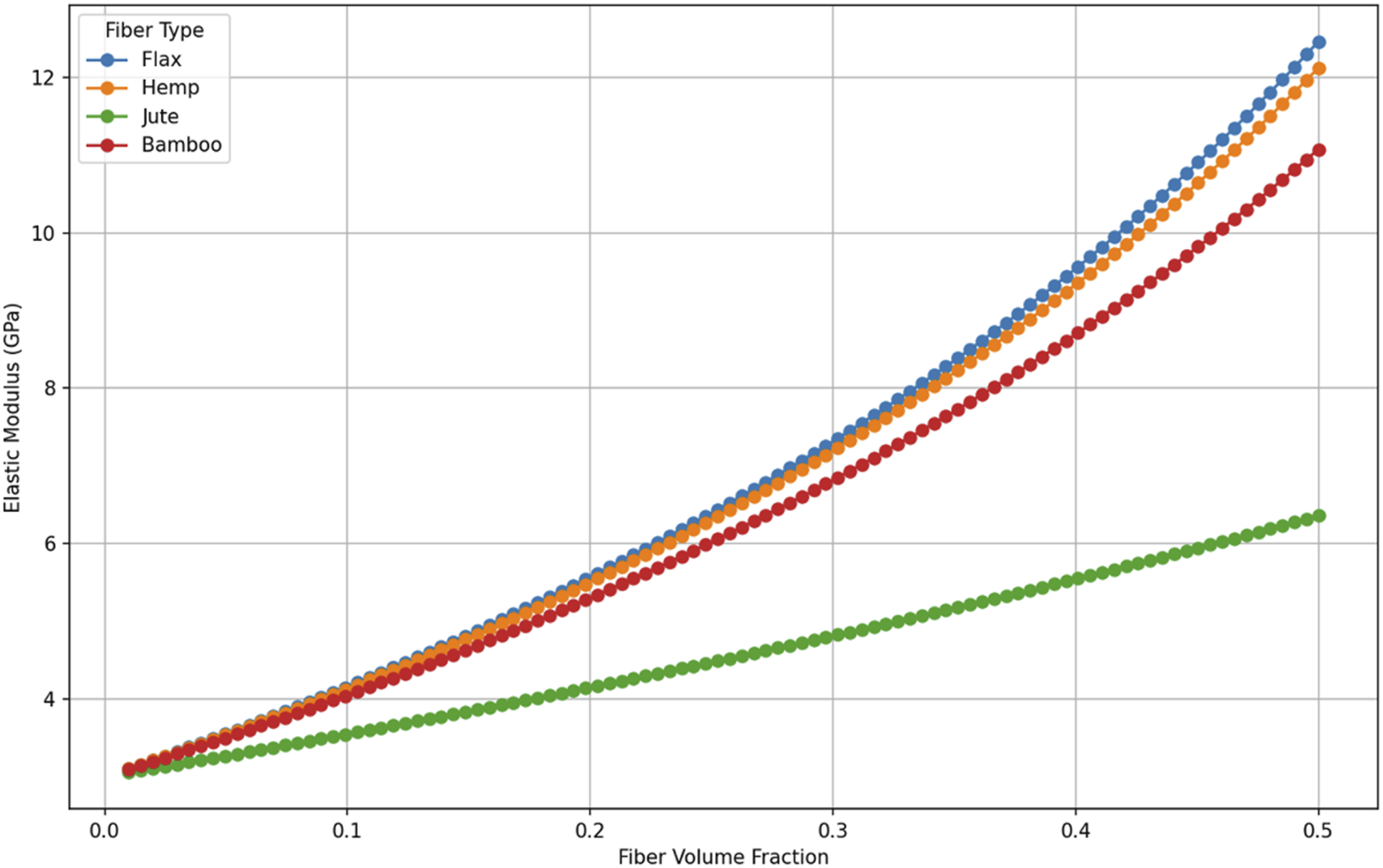
The model was implemented in Python using NumPy for numerical calculations and Matplotlib for visualization, ensuring reproducibility and adaptability for further research. This analysis provides guidance on fiber selection based on performance needs. Flax and hemp offer higher modulus values, making them ideal for impact-resistant, high-strength applications, while jute and bamboo provide cost-effective, lightweight alternatives despite their lower modulus.
Overall, this multi-scale modelling approach establishes a framework for evaluating NFRPC mechanical properties, aiding material selection in automotive and engineering applications. It emphasizes the role of fiber volume fraction in composite design and highlights the importance of material characterization and simulation for optimizing properties based on specific requirements.
Thermal performance assessment of natural fiber composites
The thermal performance of natural fiber composites is crucial for applications exposed to temperature variations. This section analyzes thermal conductivity and specific heat capacity of flax, hemp, jute, and bamboo fiber-reinforced composites across 20°C to 120°C, ensuring reproducibility and detailed insights into modelling, governing physics, and simulation setup.
A uniform rectangular composite specimen was modelled using the representative volume element (RVE) approach to capture homogenized thermal behaviour. The geometric dimensions were optimized to minimize boundary effects, ensuring accurate intrinsic material property evaluation. Structured hexahedral meshing was performed, with mesh density verified via a mesh independence study to balance computational efficiency and accuracy.
Boundary conditions included a prescribed temperature gradient across the specimen’s thickness, simulating real-world applications like thermal insulation panels and automotive interiors. The governing heat conduction equation, incorporating temperature-dependent material properties, was solved using a finite element solver implemented in Python.
Figure 7 reveals non-linear thermal conductivity trends. This highlights the importance of temperature-dependent properties over average values. Hemp composites exhibit a plateau between 60°C and 100°C, indicating thermal stability, making them ideal for construction panels in climates with moderate temperature fluctuations. Thermal conductivity versus temperature for various natural fiber composites.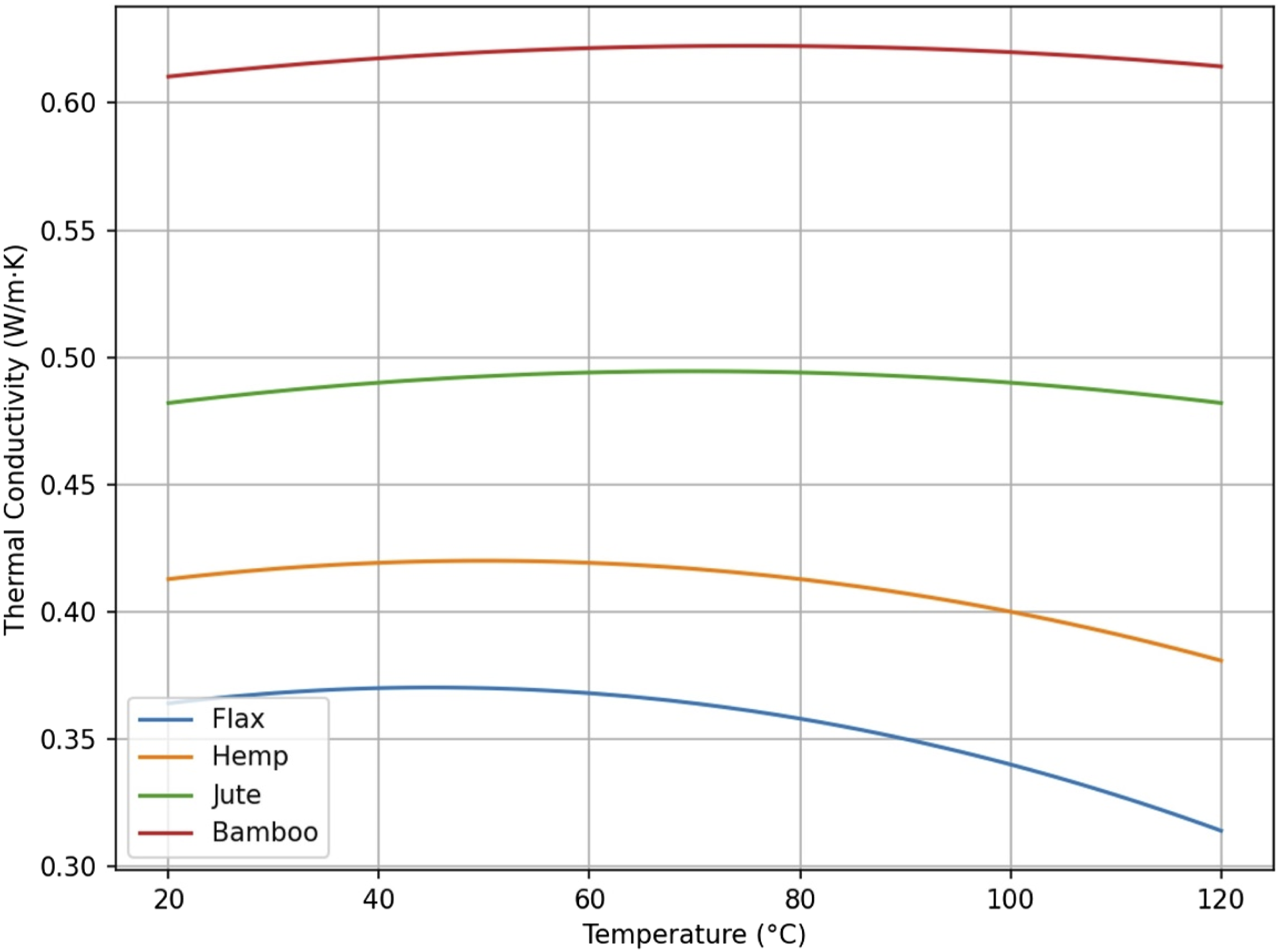
Bamboo-reinforced composites exhibit the highest thermal conductivity, making them ideal for heat dissipation applications such as battery casings in electric vehicles. In contrast, jute composites have the lowest thermal conductivity, making them suitable for thermal insulation.
Figure 8 illustrates specific heat capacity variation with temperature, which influences thermal energy storage. Hemp composites have the highest specific heat capacity, making them suitable for phase change material (PCM) composites for thermal energy storage. Conversely, bamboo composites, with the lowest specific heat capacity, are better suited for applications requiring rapid thermal response. Specific heat capacity versus temperature for natural fiber composites.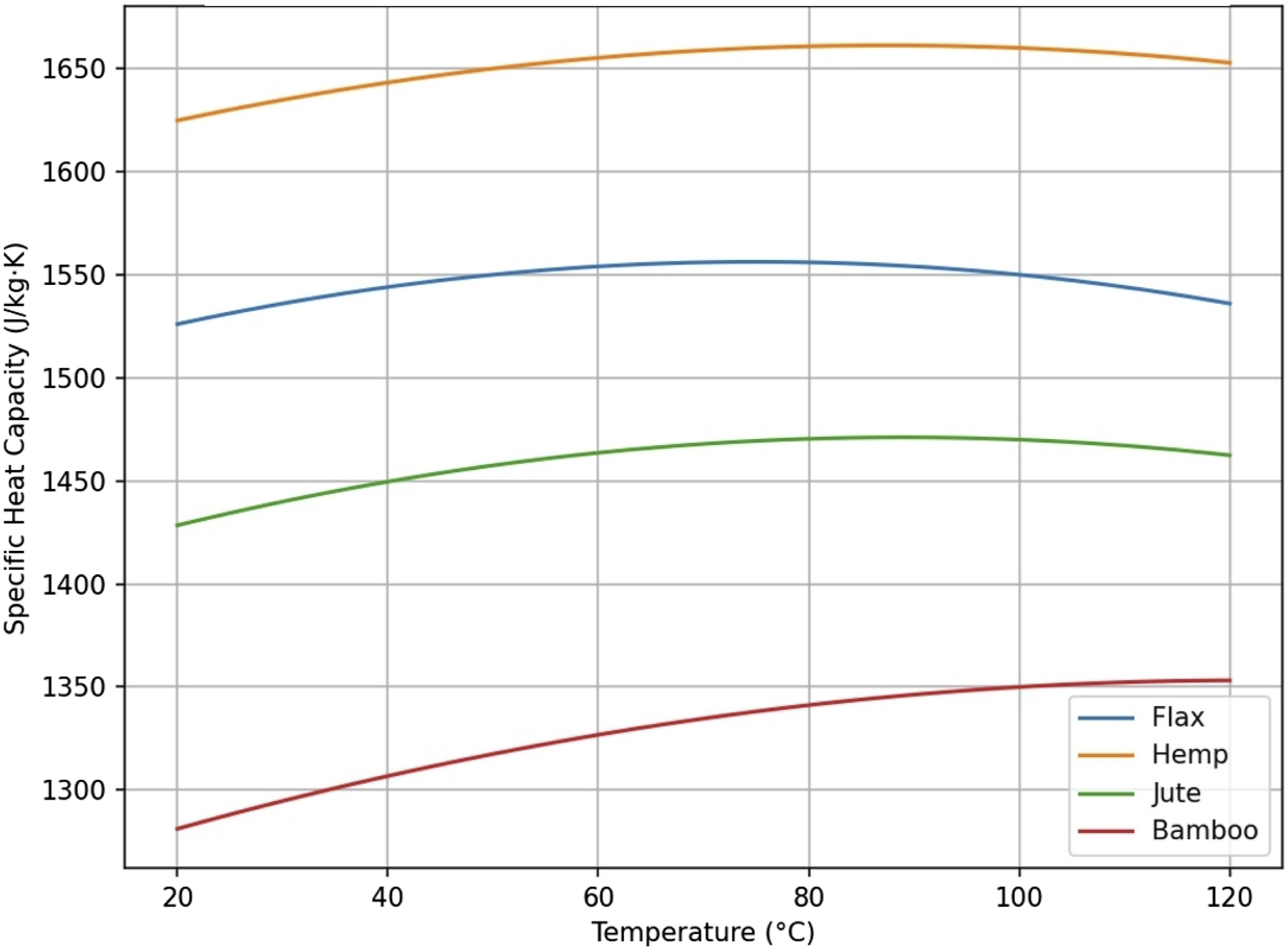
Figure 9 illustrates the thermal conductivity behaviour of flax, hemp, jute, and bamboo composites across a temperature range of 20°C to 120°C. The thermal conductivity decreases with increasing temperature for all composites, indicating a reduction in phonon transport efficiency at elevated temperatures. Bamboo composites exhibit the highest thermal conductivity, suggesting suitability for applications requiring effective heat dissipation, while jute composites, with the lowest values, are ideal for thermal insulation purposes. Thermal conductivity variation with temperature for natural fiber composites.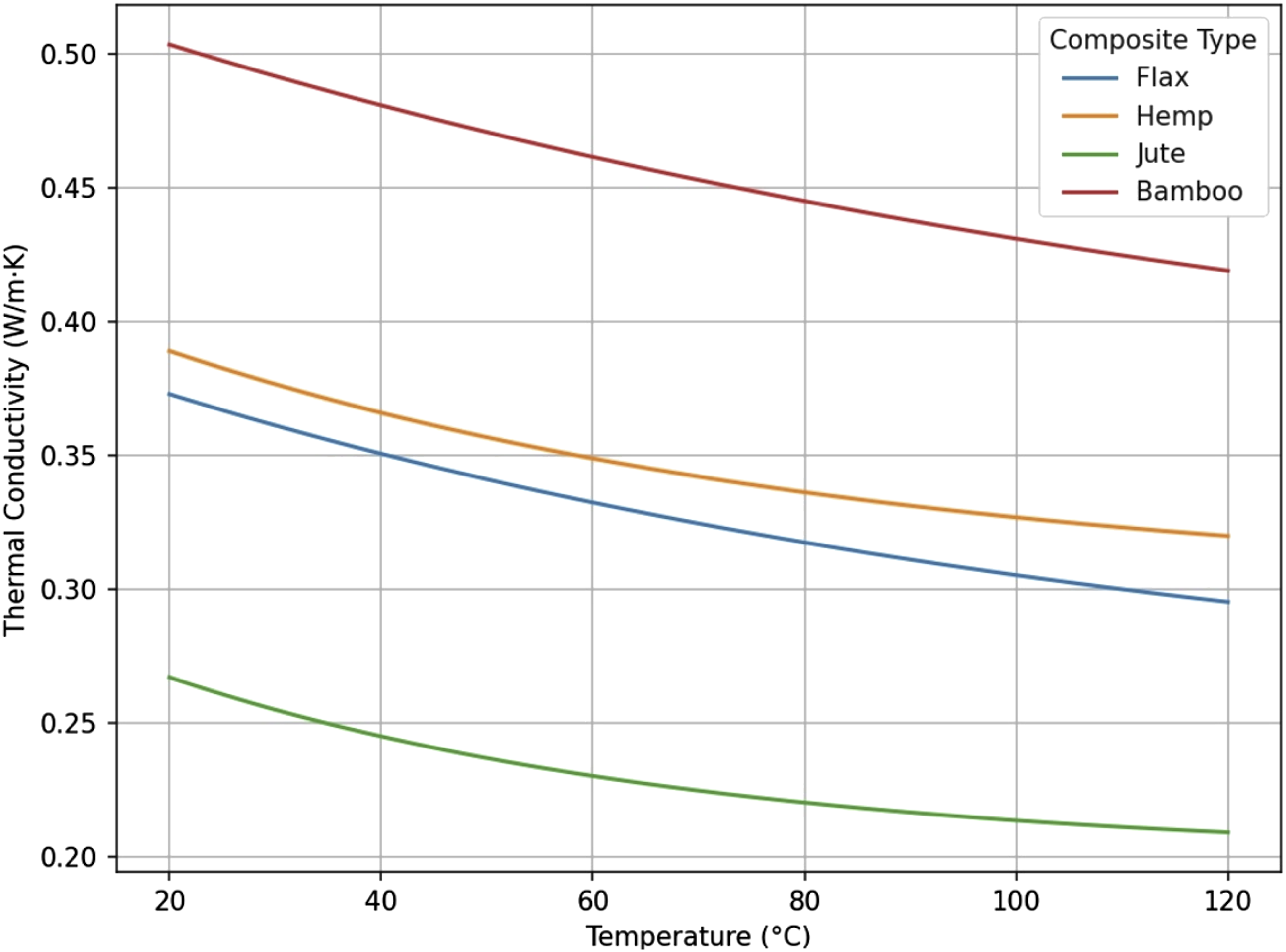
These results provide a framework for material selection based on application-specific thermal requirements. Jute composites, with low thermal conductivity and moderate mechanical properties, are ideal for automotive interiors requiring insulation and impact resistance. Conversely, bamboo composites, with high thermal conductivity, are best suited for electronic casings needing rapid heat dissipation.
The analysis underscores the importance of fiber volume fraction in tailoring thermal properties. Flax and hemp composites show improved thermal conductivity with increased fiber content, allowing thermal performance optimization without structural compromise. This assessment confirms that natural fiber composites can be engineered for diverse thermal management needs, providing a systematic approach to selecting sustainable materials for engineering applications. The reinforcement of polystyrene (PS) with natural fibers (NF) such as flax, hemp, jute, and bamboo has led to significant improvements in thermal performance across various properties. The composites demonstrated tunable thermal conductivity over the temperature range of 20°C to 120°C, with bamboo fiber-reinforced composites exhibiting the highest thermal conductivity, making them ideal for applications requiring rapid heat dissipation like electronic casings and battery enclosures. In contrast, jute-reinforced composites showed the lowest thermal conductivity, positioning them as excellent candidates for thermal insulation applications such as automotive interiors and building panels. Specific heat capacity also varied with fiber type; hemp composites displayed the highest specific heat, making them suitable for thermal energy storage in phase change material (PCM) systems, while bamboo composites had the lowest specific heat, allowing for quick thermal responses. The study highlighted the non-linear variation of thermal properties with temperature, emphasizing the importance of considering temperature-dependent behavior rather than relying on average property values. Notably, hemp composites demonstrated a thermal stability plateau between 60°C and 100°C, suggesting their suitability for environments with moderate temperature fluctuations. Furthermore, the research established a framework for material selection based on specific thermal management needs, showing that increasing the fiber volume fraction in flax and hemp composites could further enhance thermal conductivity without compromising structural performance. The use of an RVE-based finite element simulation, including detailed mesh independence studies and careful boundary condition settings, ensured accurate and reproducible modeling of the composites’ intrinsic thermal behavior. Overall, reinforcing PS with natural fibers offers a sustainable and highly adaptable solution for engineering applications requiring tailored thermal properties, supporting the shift towards eco-friendly material innovation in automotive, construction, and electronic industries.
Multi objective optimization for material selection
This section explores multi-objective optimization to identify the most suitable composite material for applications requiring a balance between mechanical strength and thermal performance. Four composites—flax, hemp, jute, and bamboo—were analyzed based on elastic modulus, thermal conductivity, and specific heat capacity, ensuring consistency with previous sections. Elastic modulus was prioritized for structural applications, while thermal conductivity and specific heat capacity were key for thermal management.
To ensure fair comparison, all parameters were normalized and integrated into an Overall Performance Index (OPI) using a weighted sum approach. The weights were application-dependent, with elastic modulus emphasized for structural use and thermal properties for insulation or heat resistance.
Figure 10 illustrates the optimization results. Flax emerged as the best-performing composite, achieving the highest OPI value (0.68), followed by hemp (0.66), both offering a strong balance between mechanical and thermal properties. Jute (0.56) and bamboo (0.53) scored lower due to weaker mechanical strength and higher thermal conductivity, making them less suitable for applications where both properties are critical. Multi objective optimisation: Composite material selection.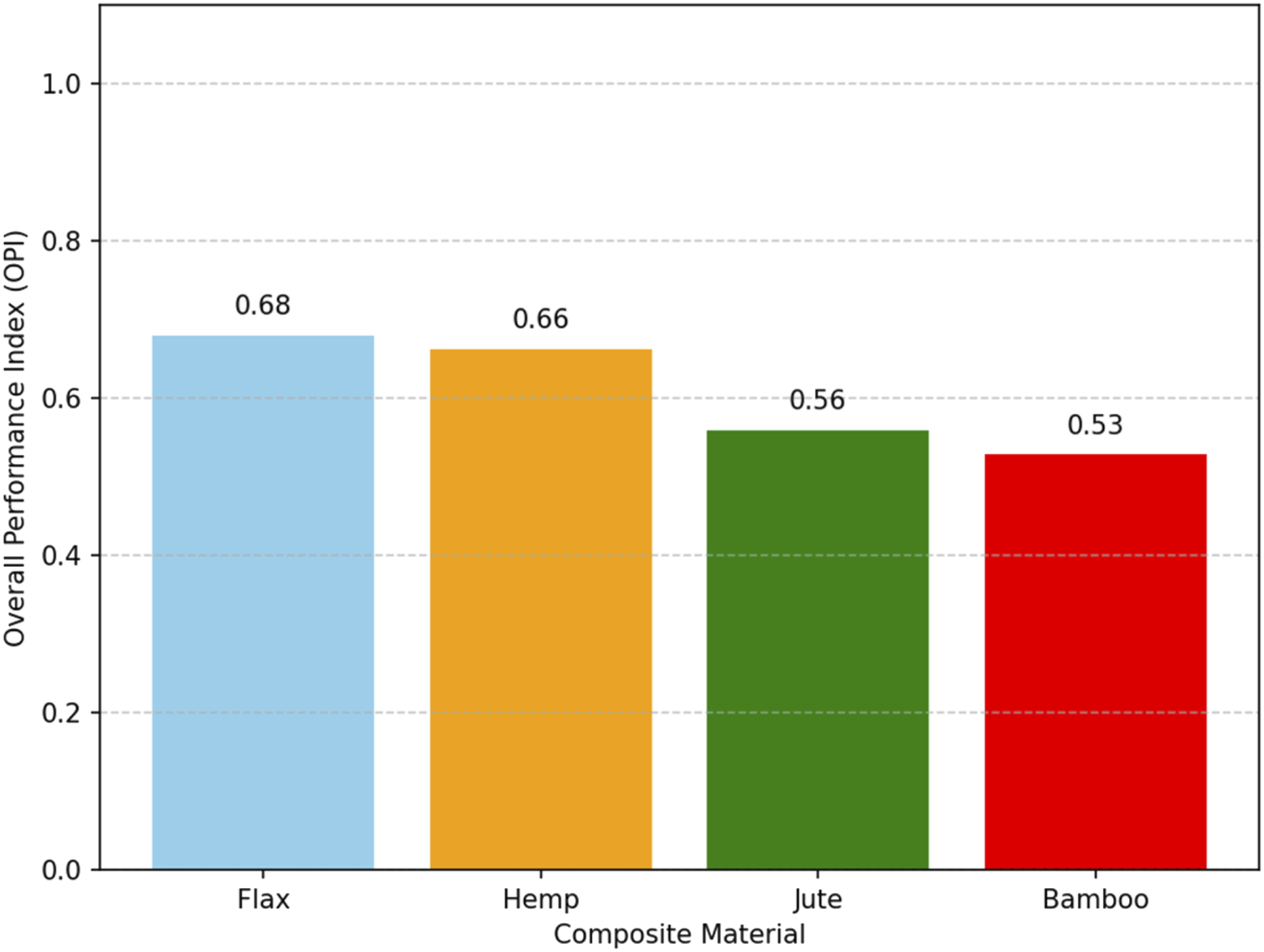
The results highlight practical applications of the optimized composites. Flax and hemp, with their high OPI values, are ideal for automotive and aerospace applications, offering lightweight, strong, and thermally stable materials that enhance energy efficiency without compromising performance. In contrast, jute and bamboo, though less suitable for high-performance structures, remain viable for cost-effective and sustainable applications.
This multi-objective optimization approach not only identifies the best-performing composite but also establishes a replicable framework for material selection. The structured methodology—parameter selection, normalization, weighting, and integration—ensures reproducibility and adaptability for broader engineering applications. By logically linking findings to real-world applications, this analysis demonstrates how multi-objective optimization informs material selection in engineering design.
Lifecycle assessment, cost-benefit analysis, sustainability considerations
Lifecycle assessment
The LCA aimed to identify the most sustainable composite by evaluating its environmental impact and performance. A cradle-to-grave approach was used, covering raw material extraction, processing, transportation, usage, and end-of-life treatment. The functional unit was set at one kg of composite material for consistent comparison. Key assumptions included similar manufacturing processes, transportation distances, and standard disposal methods.
The inventory analysis quantified energy inputs, water usage, and emissions, with data sourced from material databases and literature. Environmental impact was assessed through global warming potential (GWP in kg CO2 equivalent), water usage (litres), and energy consumption (MJ). Results were normalized and aggregated for clear comparison.
Figure 11 presents the LCA results. Flax composites have the lowest GWP, making them ideal for low-carbon applications, though their higher energy consumption suggests more intensive processing. Hemp composites, with moderate values across all categories, offer a balanced environmental footprint, making them a strong choice for industries seeking sustainability without major trade-offs in cost or performance. Life cycle environment impact of composites.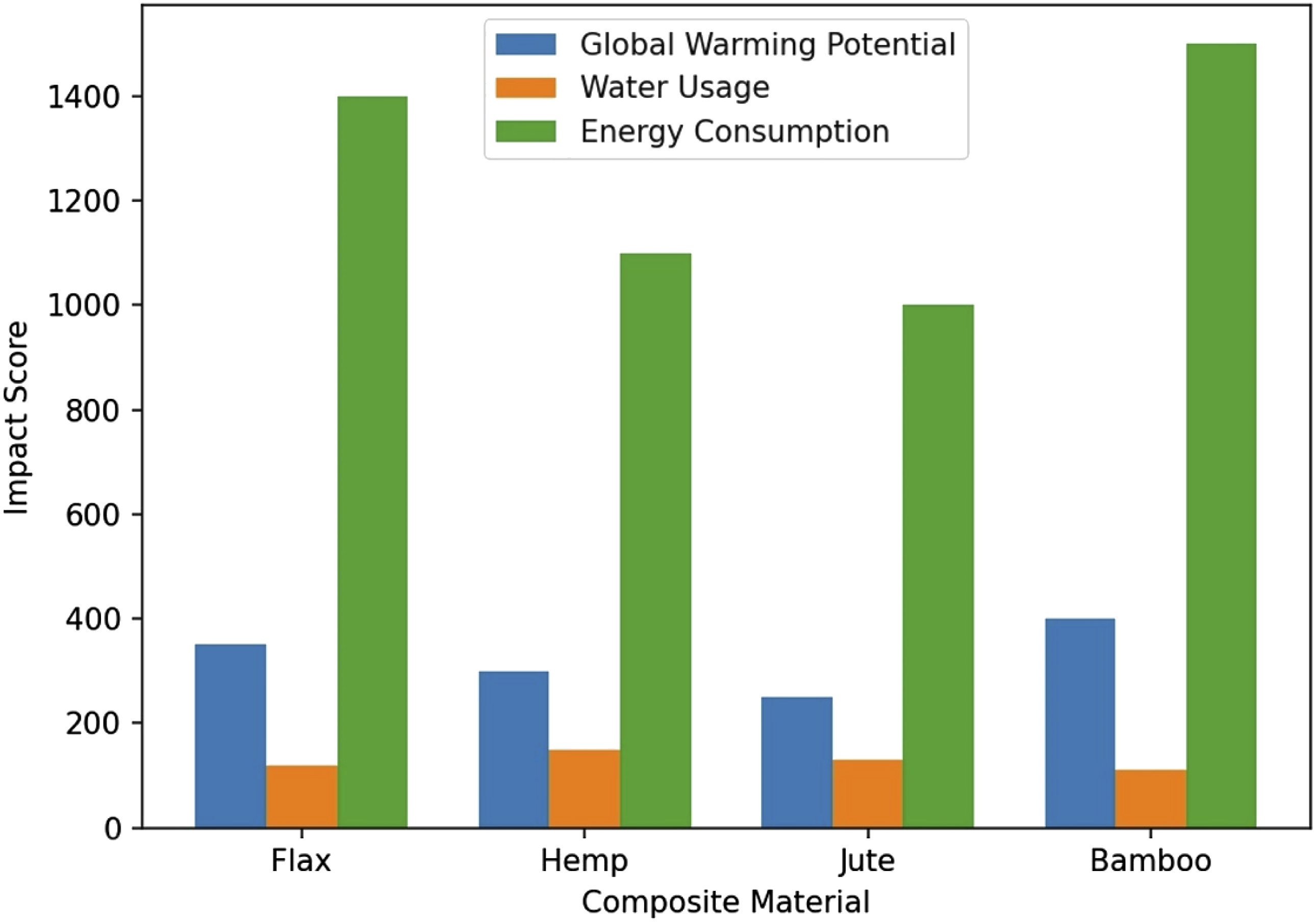
Jute has the lowest water usage, making it ideal for water-scarce regions or applications prioritizing water conservation. However, its high energy consumption suggests a need for more efficient processing technologies. Bamboo, with the highest energy consumption and GWP, indicates significant environmental impacts, likely due to less efficient agricultural practices or intensive processing requirements.
This analysis guides sustainable material selection, helping manufacturers balance environmental impact, performance, and cost. By aligning LCA insights with industry needs, it fosters informed decision-making. The framework is replicable, allowing researchers to adjust input variables—such as fiber type, cultivation region, and processing techniques—to expand sustainability assessments across different composites and impact categories.
The Sankey diagrams (Figure 12) for LCA of Flax, Hemp, Jute, and Bamboo composites highlight the flow of energy and materials across different lifecycle stages, offering valuable insights into their sustainability. Flax and Hemp composites emerge as the most sustainable options due to their lower raw material extraction energy (∼50-55 MJ/kg), efficient manufacturing (∼40-42 MJ/kg), and higher recyclability (30%–35%). Their minimal waste generation (∼10-15 MJ/kg) and lower processing losses (∼5-7 MJ/kg) make them preferable for lightweight and eco-friendly applications such as automotive interiors and packaging. LCA Sankey diagram for flex, hemp, jute and bamboo composites.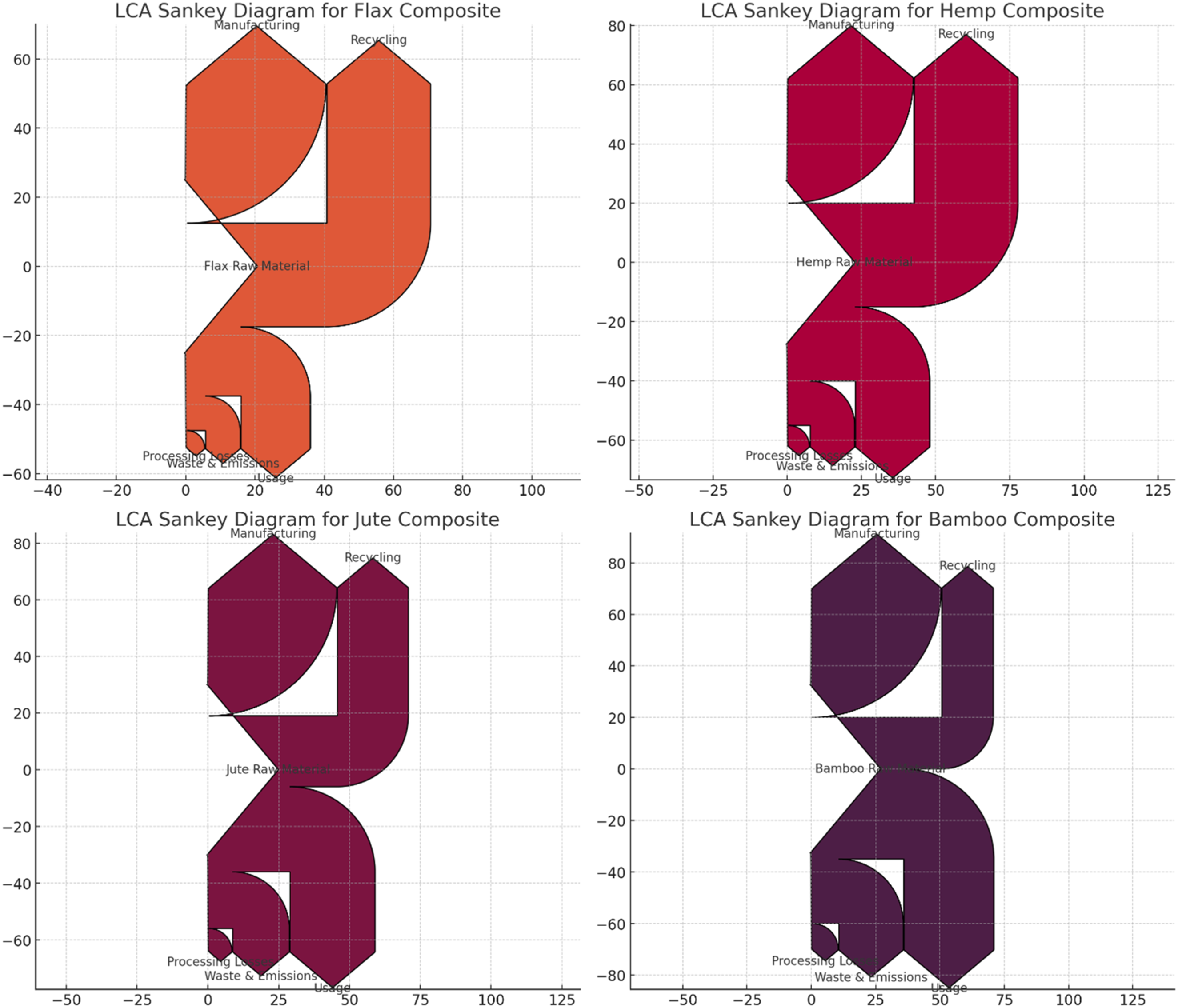
In contrast, Jute and Bamboo composites, while offering higher mechanical strength and durability, have a higher environmental footprint. Bamboo composites require the most energy (∼65 MJ/kg for raw material extraction and ∼50 MJ/kg for manufacturing) due to their denser structure and complex processing requirements. Jute follows closely (∼60 MJ/kg raw material energy and ∼45 MJ/kg manufacturing energy) but still outperforms Bamboo in terms of recycling potential (25%) and lower waste emissions (∼20 MJ/kg vs Bamboo’s 25 MJ/kg). These materials are more suitable for structural applications like construction panels and furniture, where durability outweighs energy efficiency.
A significant distinction lies in processing losses, where Flax (∼5 MJ/kg) and Hemp (∼7 MJ/kg) exhibit minimal losses, making them resource-efficient. Jute (∼8 MJ/kg) and Bamboo (∼10 MJ/kg) suffer from higher losses, reflecting material inefficiencies. Additionally, usage phase energy consumption is highest in Bamboo (∼35 MJ/kg) and Jute (∼30 MJ/kg), reinforcing their longevity but also increasing overall lifecycle energy demand.
From a sustainability perspective, Flax and Hemp composites are ideal for industries prioritizing recyclability, low waste, and energy efficiency, whereas Jute and Bamboo cater to durability-driven applications that require higher mechanical performance at the cost of greater environmental impact. This comparison provides a strategic framework for material selection in sustainable composite engineering, balancing performance, energy efficiency, and ecological responsibility.
Cost-benefit analysis
The CBA evaluates the economic viability of flax, hemp, jute, and bamboo composites, aligning with the LCA framework for consistency. It balances costs against performance benefits, offering reproducible guidance for practitioners and researchers.
The analysis considers direct costs (material, manufacturing, transportation) and indirect costs (maintenance, durability, end-of-life disposal/recycling). Benefits are assessed through mechanical strength, thermal insulation, and environmental impact reductions from LCA.
Key assumptions ensure comparability: uniform industrial processing, standardized transportation costs, equivalent material lifespans, and industry-based end-of-life costs. Evaluated cost parameters include material cost (USD/kg), processing cost (USD/kg), maintenance cost (USD/year), and end-of-life cost (USD/kg). Benefit parameters cover mechanical and thermal performance and a sustainability score derived from GWP, water usage, and energy consumption.
This comprehensive framework provides a structured comparison of NFRPCs, integrating economic feasibility with environmental impact for informed material selection.
Results and discussion of CBA
Figure 13 illustrates the varying economic viability of selected composites, highlighting key factors such as material costs, processing requirements, sustainability, and performance characteristics. Flax composite, despite its relatively higher material cost of USD6/kg due to the processing demands, stands out for its exceptional mechanical strength and effective thermal insulation properties. These attributes contribute to lower long-term maintenance costs, making it a viable option for applications where performance is critical, such as in the automotive and construction industries. Although its sustainability score is moderate, Flax maintains a balanced cost-benefit ratio, positioning it as a practical choice for high-performance needs. Cost indices per composite material.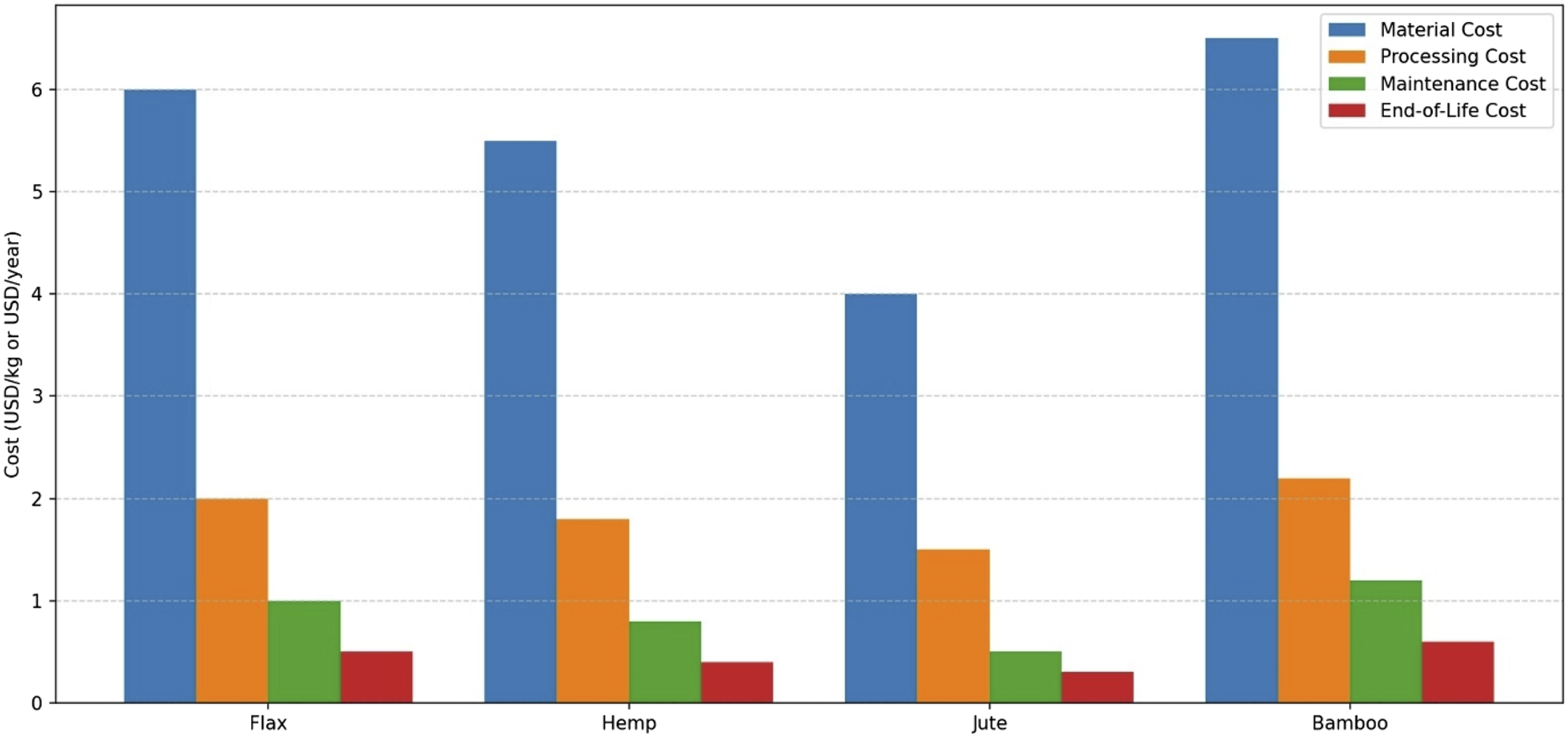
Hemp composite offers a balanced cost structure at USD5.5/kg, slightly lower than flax, with strong thermal insulation and environmental resistance, minimizing maintenance costs. Its low water usage impact enhances its sustainability score, making it ideal for eco-friendly applications like construction panels and insulation materials.
Jute composite is the most cost-effective at USD4/kg, with minimal processing costs but lower mechanical performance, limiting its use to non-structural applications like packaging and lightweight automotive interiors. However, its low energy consumption and minimal GWP make it an eco-friendly choice despite its performance trade-offs.
Bamboo composite offers high mechanical performance but has the highest material cost (USD6.5/kg) and high processing expenses due to intensive manufacturing. Its high energy consumption lowers its sustainability score, making it ideal for structural supports and load-bearing components, where strength outweighs cost and sustainability concerns.
Sustainability Considerations for flax, hemp, jute, and bamboo composites
Sustainability is a key factor in composite material selection, encompassing environmental impact, renewability, biodegradability, and socio-economic benefits. The four analyzed NFRPCs (flax, hemp, jute, bamboo) each offer unique sustainability advantages and challenges. • Flax composites have a low water footprint, absorb CO2, and are biodegradable and recyclable, making them environmentally compatible. However, their moderate mechanical performance may require synthetic reinforcement. • Hemp composites grow rapidly, need fewer pesticides, and have low processing energy needs, contributing to carbon sequestration. Recycling challenges and limited processing infrastructure may increase transport emissions. • Jute composites are water-efficient, biodegradable, and energy-efficient in processing but lack mechanical strength and thermal stability, restricting their structural applications. • Bamboo composites grow rapidly and sequester CO2, but monoculture risks biodiversity loss, and chemical processing may impact sustainability.
Comparative Insights: • Jute & hemp have low water and energy demands, making them ideal for low-impact applications. • Flax, hemp, and jute are biodegradable, suitable for short-life applications with environmental compatibility. • Hemp absorbs the most CO2, while bamboo’s fast growth makes it a strong carbon sink. • Jute supports rural economies, and hemp promotes sustainable sourcing. • Application-Based Material Selection: • Jute → Cost-effective for packaging & lightweight non-structural applications. • Hemp → Suitable for automotive interiors, lightweight & fuel-efficient components. • Bamboo → Ideal for structural/load-bearing applications in construction. • Flax → Balanced sustainability & performance for premium design, acoustic panels, and sports equipment.
This case study bridges research and industry, integrating multi-scale modelling, thermal performance assessment, LCA, and CBA to evaluate NFRPCs for automotive applications. It demonstrates the potential for replacing synthetic composites, aligning with global sustainability goals.
Limitations include: • Lack of real-world durability tests (e.g., fatigue, UV resistance, and weathering). • No direct benchmarking against glass-fiber composites to assess performance trade-offs. • Challenges in large-scale processing (fiber dispersion, thermal degradation, interfacial adhesion). • LCA & CBA require region-specific refinements for fiber sourcing, energy use, and disposal feasibility.
Conclusions and future work
This review thoroughly analyzes the properties, processing, modifications, and applications of NFRPCs for sustainable industry use. It underscores the eco-friendliness, affordability, and favourable mechanics of natural fibers, positioning them as ideal for sustainable engineering. The review compares mechanical performances of NFRPCs using untreated versus treated fibers, showing significant improvements with combined treatments in mechanical and thermal properties. It also explores their use in automotive interiors, demonstrating their potential to replace traditional materials through multi-scale modelling, thermal assessments, LCA, and CBA. However, it notes a gap in long-term durability studies under real-world conditions. The review suggests future research should explore the impact of holocellulose and lignin content, the use of SMA as a compatibilizer, and the development of HIPS-based composites. It also calls for addressing manufacturing challenges like uniform fiber dispersion and consistent fiber-matrix adhesion to enhance industrial adoption. Furthermore, it recommends investigating hybrid composites and utilizing advanced computational techniques to boost mechanical and environmental performance. Overall, the review sets a solid foundation for advancing NFRPCs as sustainable alternatives, advocating for further research to expand their industrial application and support global sustainability efforts.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.