
Abstract
In the production of thermoplastic composite parts, preheating consolidated laminates is crucial to enhancing formability and bonding during subsequent forming or overmolding in an injection molding machine. However, depending on their initial quality, preheating may cause deconsolidation of the laminate layers. This study evaluated final part quality after reconsolidation, focusing on two primary factors: (i) the consolidation quality before preheating and (ii) the effects of injection molding settings, such as clamping force and mold temperature. Consolidated polycarbonate/carbon fiber plates that differed in their properties were preheated in an infrared oven and then reconsolidated in an injection molding machine. The reconsolidated plates were assessed based on (i) thickness, (ii) warpage, (iii) apparent shear strength and (iv) void content. Our findings indicate that high press temperatures and low press pressures during initial consolidation lead to strong bonding and reduce residual stresses, which minimizes deconsolidation after preheating. Consequently, these reconsolidated plates exhibit levels of quality that are comparable to those achieved after consolidation.
Introduction
Continuous-fiber-reinforced thermoplastic composites are emerging as prominent contenders for application in lightweight design solutions. In contrast to their thermoset counterparts, they provide the distinct advantage of multiple remelting cycles.1,2 Further, they have outstanding vibration-dampening properties, possess an indefinite shelf life, and exhibit greater resistance to damage.3,4 With regard to production, using compression and injection molding techniques affords a significant degree of versatility in terms of design and functionalization without sacrificing cost-effectiveness. 5
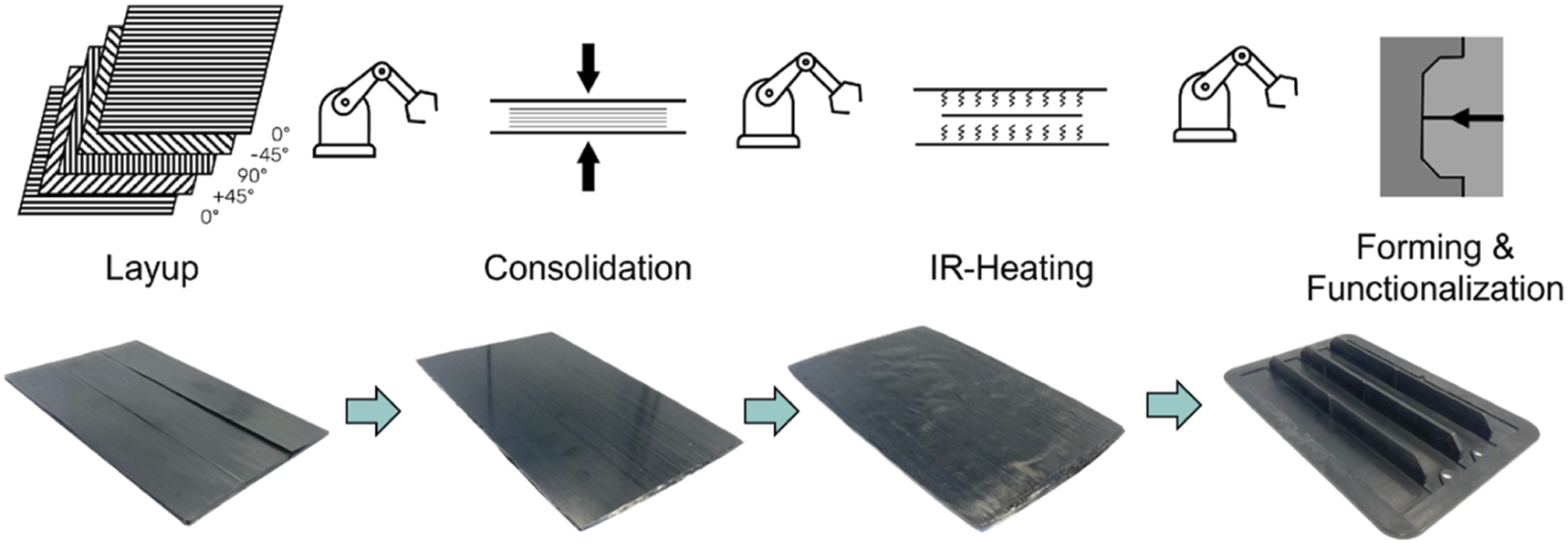
A novel approach to producing thermoplastic composite parts is the so-called thermoplastic composite production cell, which includes the following steps: (i) tape laying, (ii) consolidation, (iii) preheating, (iv) forming, and – optionally – (v) functionalization (see Figure 1). Initially, a number of unidirectional (UD) tapes are laid and spot-welded on top of each other using one or more industrial robots.
6
The orientation of the layers can be changed systematically, which allows a range of configurations. The tape stack is subsequently consolidated into a two or three-dimensional shape by means of a combination of heating and cooling presses.7–10 The consolidated plate is then preheated in an infrared oven to above the glass transition temperature (Tg) or melting temperature (Tm) of the matrix material.
11
After preheating, an industrial robot picks up the material and transports it to the injection mold. The material is then positioned on guiding pins (or alternatively, using other systems designed to hold the semifinished part in place within the mold), and the mold closes. At the end of the cycle, the mold opens to allow removal of the finished part. Depending on the mold design, the plate can additionally be formed and overmolded with various features. When the preheated plate is thicker than the depth of the mold cavity, it also undergoes a process known as reconsolidation. The processing cell used to produce continuous-fiber-reinforced thermoplastic composites: (1) tape laying, (2) consolidation, (3) IR-preheating, (4) part forming and (5) functionalization.
8
Overmolding plays a crucial role in enhancing the mechanical properties of thermoplastic composite parts and offers several advantages, including design flexibility, material savings and recyclability. This process, which involves using an injection molding machine to inject various features, such as ribs and bosses, has garnered significant scientific interest. Zhao et al. 12 investigated overmolding of polyether ether ketone/carbon fiber (PEEK/CF) with compression-molded polyaryletherketone/carbon fiber (PAEK/CF). They preheated their inserts in an injection molding machine to reach the mold temperature and studied the influence of injection molding process settings on interface strength. They concluded that mold temperature impacts interface strength, while injection temperature does not significantly affect it. Valverde et al. used overmolding to add ribs to an infrared-preheated polyphenylene sulfide/carbon fiber (PPS/CF) plate with short carbon-fiber-reinforced PPS. They performed rib pull-off tests at various positions along the injection flow path and concluded that rib geometry and sample location influence the bonding strength between plate and overmolding. 13 Multi-component injection molding also faces challenges in terms of bonding of dissimilar polymers.14,15 These publications underscore that overmolding is a complex and difficult topic, additional insights into which can be gained from the research of Aliyeva et al. 16
In overmolding, preheating of the thermoplastic composite laminate is crucial to ensuring optimal bonding between the substrate and the overmolded material. Previous research has revealed that preheating may cause significant deconsolidation within the parts for two main reasons 11 : Firstly, void content initially present in the laminates grows due to increased pressure caused by the rise in internal temperature within these voids. Secondly, residual stresses accumulated during consolidation of UD tapes are released. The thickness of the preheated laminate therefore increases compared to its state before preheating, and when it exceeds the depth of the mold cavity, the laminate undergoes reconsolidation during overmolding. This means that the laminate layers that undergo deconsolidation during the infrared heating step are once again consolidated under pressure and at elevated temperature, which is facilitated when the mold of the injection molding machine is closed.
Other studies have also investigated deconsolidation and reconsolidation: Freeden et al. initially preheated polypropylene/glass fiber (PP/GF), polyamide 6/glass fiber (PA6/GF), and polyamide 6/carbon fiber (PA6/CF) organosheets to thermoform hat profiles. These profiles were then reformed with the assistance of gravity in a preheated oven. They went on to reconsolidate these reformed plates, using either the thermoforming step alone or introducing an additional double-belt press process between the reforming and thermoforming stages. After five cycles of each process, they noted a significant decrease in tensile strength. 17 The deconsolidation behavior and its potential causes were investigated in Slange et al.’s work 18 : They concluded that the deconsolidation behavior of UD PEEK/CF blanks produced under press-consolidation resulted from the expansion of dissolved moisture, which can be eliminated by drying. For parts produced by Automated Fiber Placement (AFP), however, they suggested that the primary driver of deconsolidation is related to frozen-in fiber stresses. Their research also indicated an increase in thickness after deconsolidation. Amedewovo et al.19,20 examined the deconsolidation of polyether ketone ketone/carbon fiber (PEKK/CF) plates, using an online device that measured the deconsolidation strain during preheating. Their findings pointed to residual stress as a factor that contributes significantly to deconsolidation. Similarly, Donadei et al. 21 concluded that the deconsolidation of press-formed PEKK/CF is attributable to residual stresses. Lu et al. 22 observed that voids do not migrate but rather exhibit continuous growth and closure during deconsolidation. They also suggested that with sufficiently high temperature and external pressure, reconsolidation could be achieved, which might be accompanied by a significant amount of squeeze flow. Brzeski 23 concluded that the main drivers of deconsolidation are void content, the fiber reinforcement network, and moisture content.
The current literature focuses predominantly on further exploration of overmolding and deconsolidation of thermoplastic composites, and relatively little attention has been directed towards the quality of the overmolded plate itself. Note, however, that deconsolidation of the preheated laminate may profoundly impact the final part’s quality. This study thus focused on the reconsolidation of thermoplastic composite plates within an injection molding machine where no three-dimensional forming or overmolding took place, both of which remain significant challenges in the field. Plates of various levels of quality produced in our previous work, 10 where a heating and a cooling press were used to consolidate polycarbonate/carbon fiber (PC/CF) UD tapes, were preheated in an infrared oven in which deconsolidation took place and then transferred to the mold of an injection molding machine. Subsequently, they underwent reconsolidation by systematically changing the clamping force and molding temperature between two specified levels. Our investigation aimed to ascertain whether (i) the initial quality (quality after consolidation) of the plates influences the final product, (ii) injection molding settings impact the final part, and (iii) deconsolidation (after preheating) can be rectified during injection molding.
Experimental
Material
Properties of the matrix, fiber and UD tape materials.
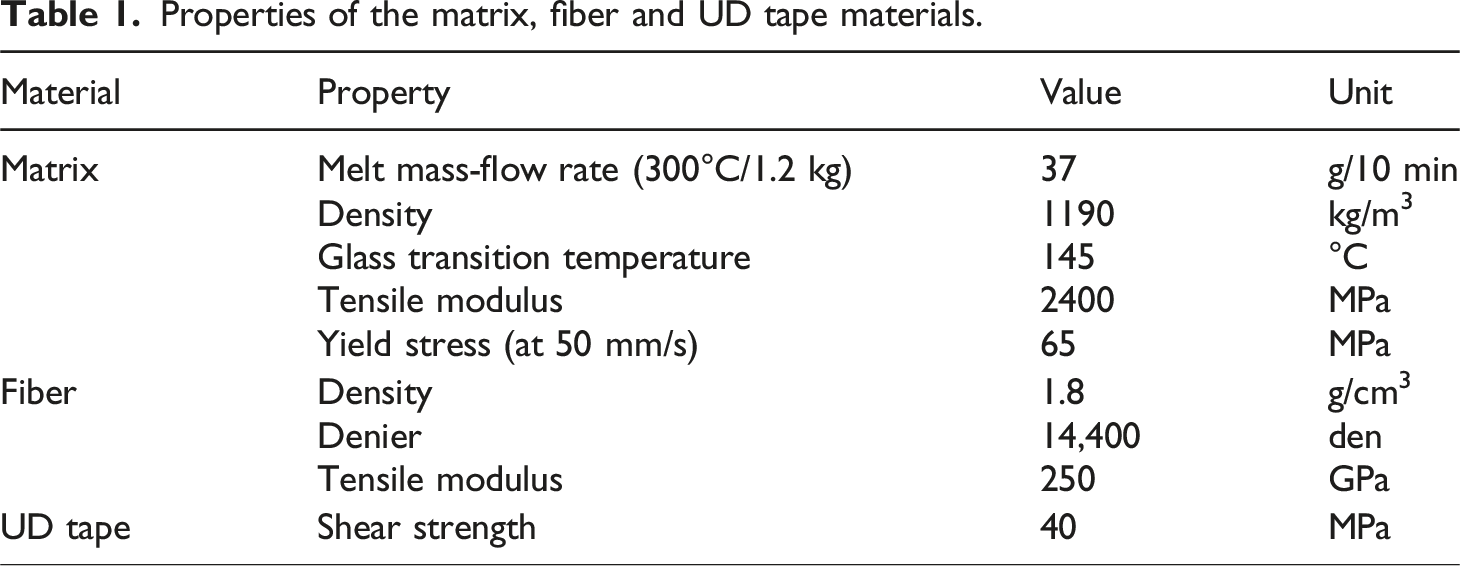
All plates comprised 12 layers of consolidated UD tapes arranged in a [0/90/0/90/0/90]s stacking sequence. Produced with thirteen different process settings during consolidation, these plates had thicknesses ranging from 1.8 to 2.2 mm after consolidation (see Table S1). In our previous study, we have shown that the average thickness of a laminate before consolidation is on average 2.232 ± 0.08 mm.
10
Each plate was precisely cut to the dimensions of 230 mm × 150 mm. Additionally, two holes with 12 mm diameter were drilled at predefined positions to ensure secure positioning on the guiding pins of the mold of the injection molding machine. The specimens, cut by a diamond saw to assess plate quality, were 20 mm × 10 mm in size in accordance with the ISO 14130 standard. Figure 2 shows the geometry of the plate and the hole and specimen positions. Schematic drawing of the plate. The positions of the two specimens are indicated by “_1” and “_2”.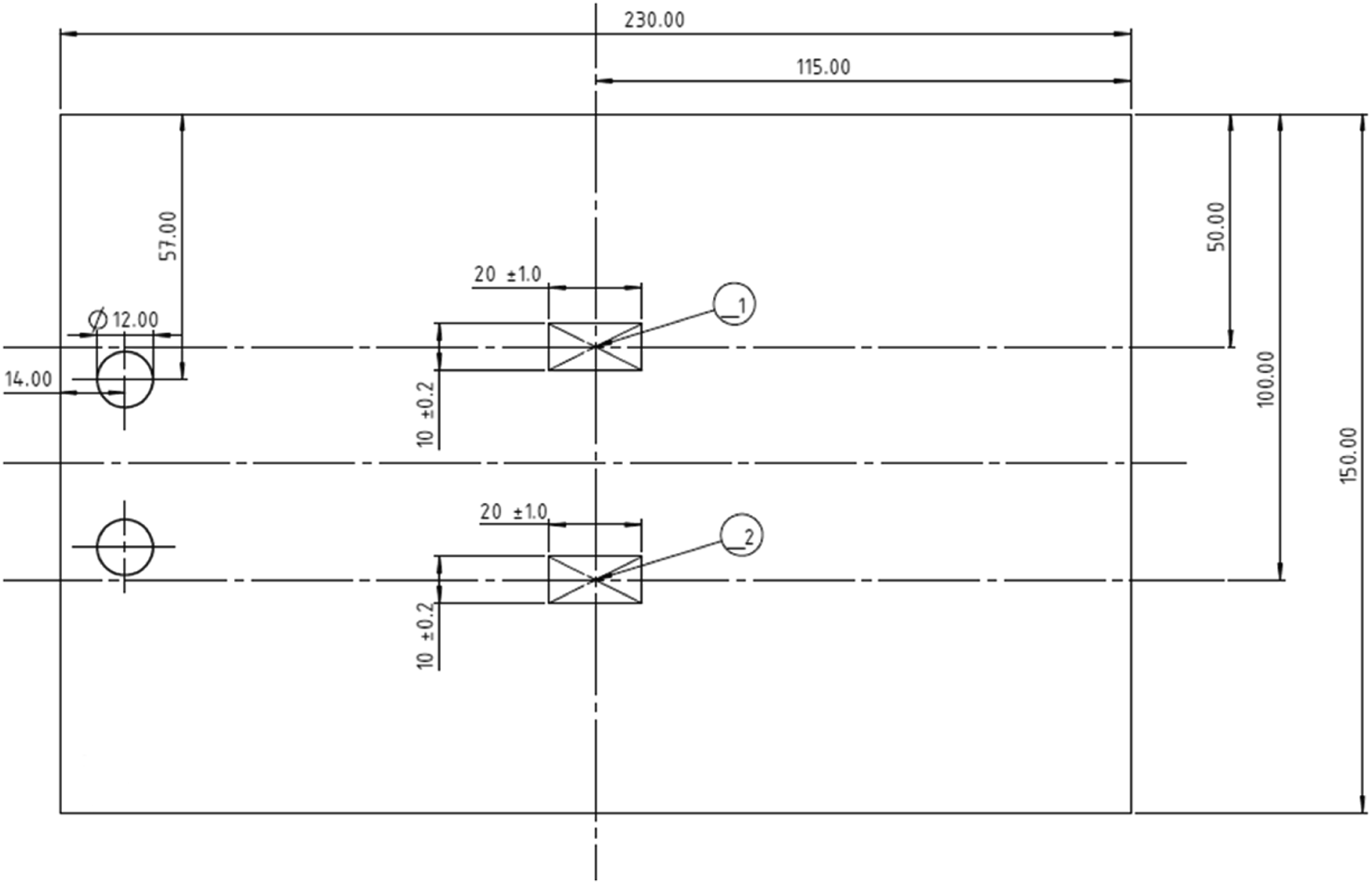
The quality of the reconsolidated final parts was investigated using four distinct metrics: (i) thickness, (ii) warpage, (iii) apparent shear strength (ASS), and (iv) void content. To ensure comparability across the results, the analyses were conducted in a manner consistent with the consolidation trials presented in a previous publication. 7
Quality parameters and measurement
Final plate thicknesses were measured using a micrometer with a precision of ±0.01 mm. Given the limitations of the device, cut samples, as indicated in Figure 2 were measured.
Warpage tests were conducted to evaluate the degree of residual stress accumulated in the plates. This involved placing a part on a flat surface, anchoring it at one corner, and using a caliper to measure the extent of lifting, as illustrated in Figure 3. In contrast to the other methods, warpage measurement was performed using whole plates rather than cut specimens. Warpage measurement of a consolidated plate.
Density and void content of the cut samples were determined in accordance with ASTM D792-13 (11.2013) and ASTM D2734-16 (12.2016), respectively. To ascertain the fiber volume content, the matrix was eliminated by burning in a Gero HTK 8 high-temperature furnace in accordance with ASTM D2584. Based on preliminary results, the furnace was heated at a rate of 10°C per 10 minutes until it reached 900°C. The parts were then kept in the furnace at an isothermal temperature of 900°C for 1 hour before cooling. Nitrogen at a flow rate of 250 L/h was used throughout the process. The void content was determined using the following equation:
The ASS tests were conducted following the ISO 14130 (1997) standard to assess the bonding strength of cut samples. This standard employs a three-point bending test with a reduced test span-to-specimen thickness ratio. An MTS 852 Test Damper System equipped with a 10 kN loading cell was used and operated at a displacement rate of 1 mm/s. Specimen shear strength was determined by considering the first maximum force attained during the testing procedure.
Process setup and procedure
The experimental process design and procedure is summarized in Figure 4. Work flowchart.
The tape stacks produced in the tape-laying cell were consolidated in a FILL SM-03 consolidation unit, as depicted in Figure 5. These plates differed in their properties as they were consolidated at thirteen different settings by adjusting the heating and cooling press parameters, including temperature, pressure, and holding time. For each setting, twelve plates were manufactured, three of which were utilized to evaluate the quality of consolidation in terms of thickness, warpage, bonding strength, and void content, as described in the previous section. A summary of the values of various properties achieved can be found in Table S1. Additional details on the optimization procedure and the results of the consolidation test can be found in our previous publication.
10
Consolidation unit used in the experiments (with permission from FILL GESELLSCHAFT M.B.H. (2022)).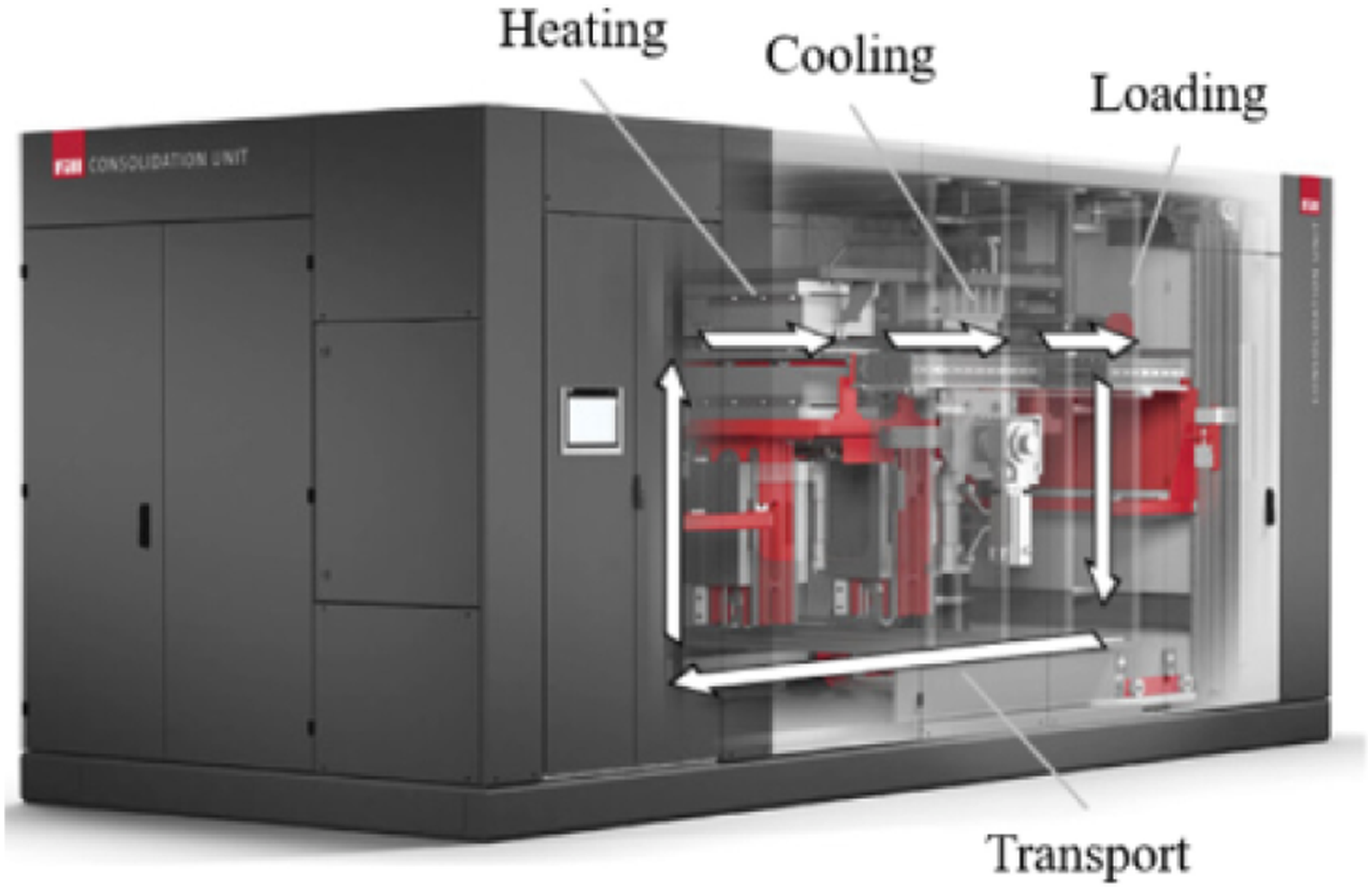
To preheat the parts before reconsolidation at the injection molding machine, an IRO BG3 infrared oven from ENGEL Austria GmbH was used, in which the specimen can be heated above its Tg or Tm, up to a maximum of 450°C. The procedure was as follows: At the beginning, the part was held securely in place on a sliding table, using metal wires and elements (Figure 6(a)). As the table (Figure 6(b)) entered the oven, the fifteen 250 mm × 250 mm infrared heating elements (Figure 6(c)) with a power output of 2.5 kW that were positioned above and below it were activated. These elements were controlled by a PID controller, which used multiple pyrometers located in some of the heating elements to monitor and maintain the desired preheating temperature. Once the part had reached the desired temperature, the sliding table moved exited the oven. Optionally, the near-surface temperature of the preheated plate could be recorded by a thermal camera (Figure 6(d)). The infrared oven setup: (a) metal wires and elements, (b) sliding table, (c) heating elements, (d) thermal camera.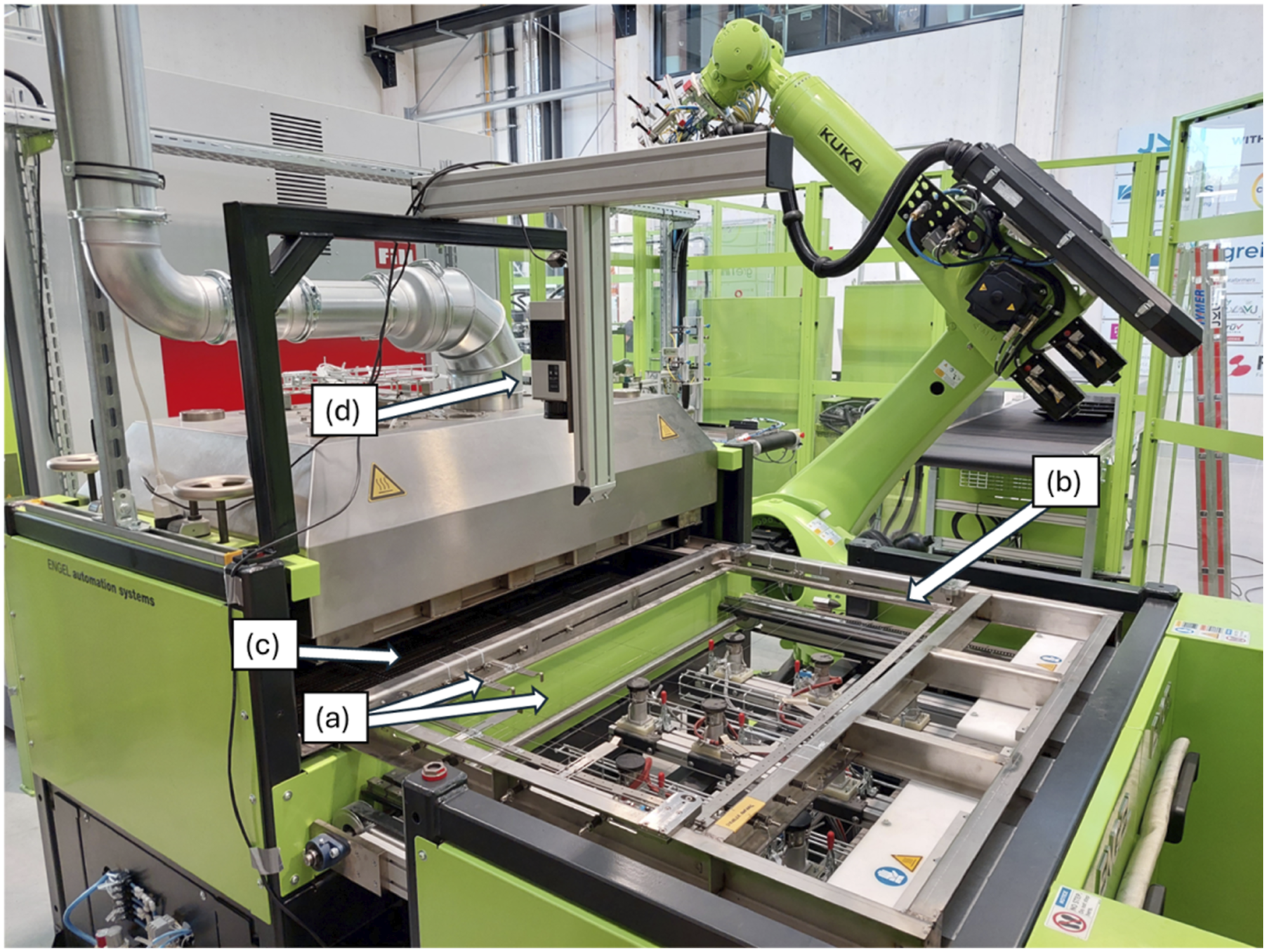
The infrared oven was set to a target preheating temperature of 300°C with a heating time of 90 seconds. Although trials had indicated that a higher preheating temperature increased deconsolidation, we hypothesized that such a high temperature was necessary if the plate was to be at its maximum temperature when entering the injection molding machine, which would lengthen reconsolidation time within the machine. Hence, a consistent temperature of 300°C was maintained across all trials. Our previous study, in which thermocouples were placed inside layups, demonstrated that the infrared oven effectively heats both surfaces to the same temperature, ensuring symmetrical heating of the laminate. 25
During the reconsolidation experiments, the surface temperature of all plates was recorded, and its variation is presented in Figure 7. Depending on the consolidation setting, the coefficient of variation of the surface temperature ranged from 1.6% to 2.6%. This difference is attributed to the extent of lofting that occurs during preheating. In our previous study, we demonstrated a correlation between temperature variation and warpage: as more residual stress is released, the amount of lofted area increases, indicating deconsolidation during preheating.
11
Despite this effect, we conclude that the infrared oven heats laminates in a homogeneous manner. The standard deviation of the surface temperature measured after preheating, in relation.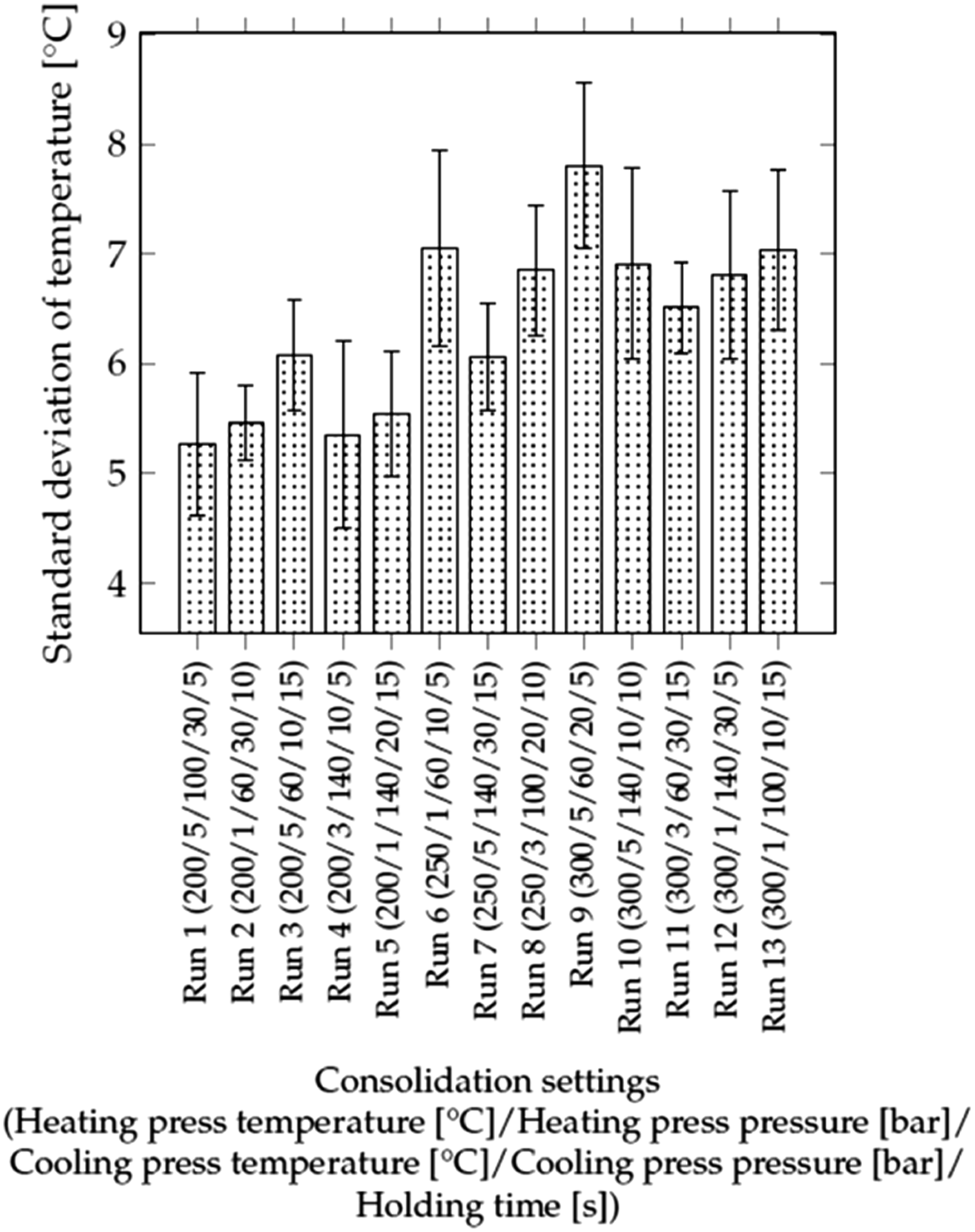
After preheating, the part was transferred by an Easix KR 90 R3100 industrial robot to an ENGEL DUO 2460/350 injection molding machine. Equipped with four gripping elements, the robot’s end-of-arm tool ensured secure transport between the oven and the injection machine. At the start of the process, the robot positioned itself above the infrared oven, and – upon completion of preheating – it grabbed the sample and placed it onto two guiding pins (diameter: 8 mm) located on the mold of the injection molding machine. Once the industrial robot had exited the injection molding machine, the mold closed. The transfer from the infrared oven to the mold closure took approximately 30 seconds. It takes approximately 1 second for the injection molding machine to reach full pressure on the part through the build-up of clamping force. After a three-minute cycle time at the injection molding machine, the mold reopened, and the reconsolidated part could be safely removed.
The injection mold used in the experiments had a three-platen structure with an interchangeable insert. In our experiments, we employed a ‘three-rib’ insert that had a 230 mm × 150 mm × 2 mm cavity with three equally spaced ribs of various thicknesses. Figure 8 shows a schematic drawing of the mold insert. Schematic drawing of the mold insert. The gray areas are regions where overmolding of the plate is feasible, while the blue areas indicate the regions affected by the clamping force.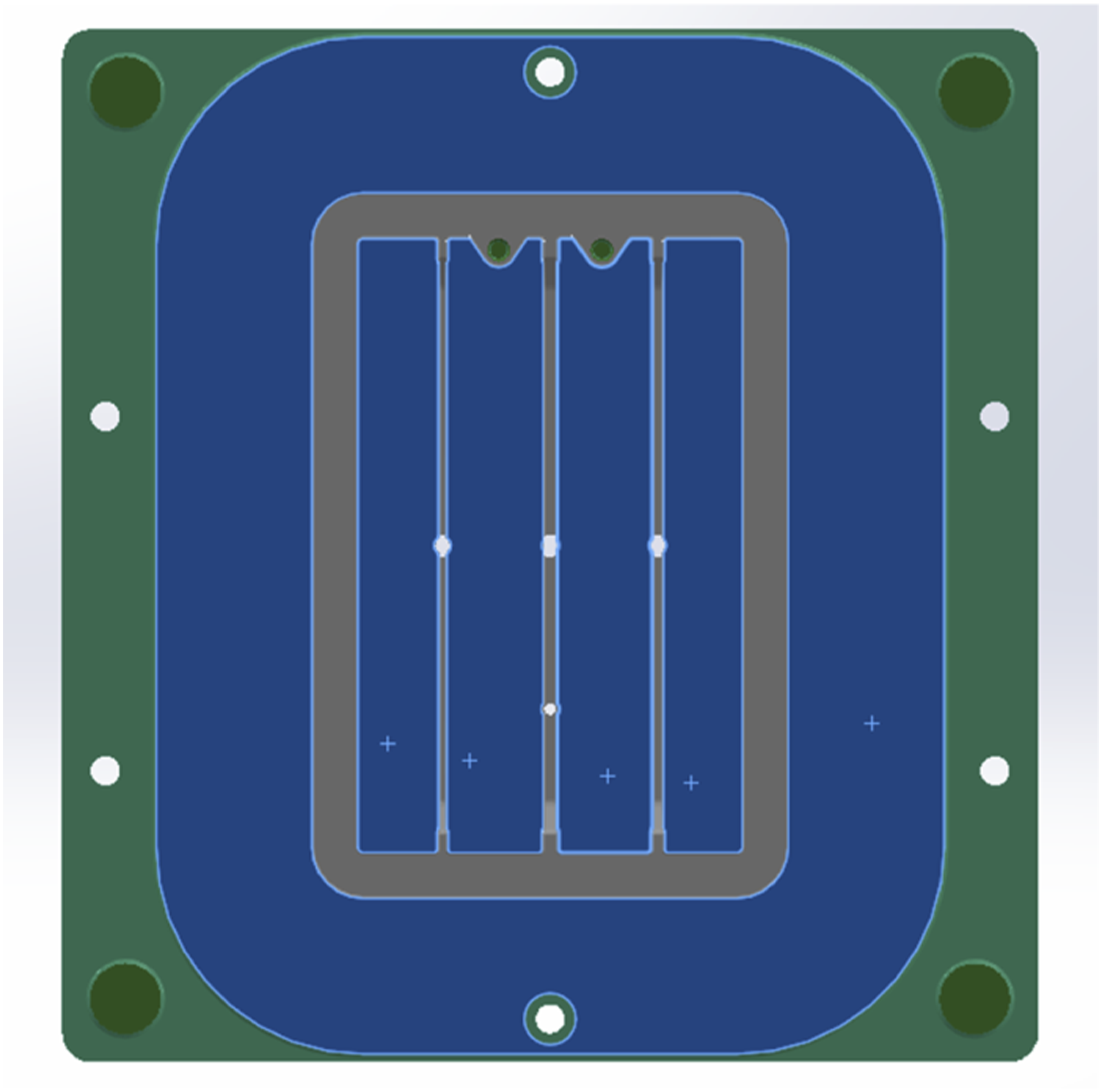
An infrared camera (VarioCAM® HD head 800) positioned above the injection molding machine was employed to measure the near-surface temperature of the parts. Over all samples, an average temperature of 244.9 ± 4.7°C was recorded, which indicates a temperature decrease of around 55°C after preheating. The minimal coefficient of variation (1.93%) implies stable operation of the process between the infrared preheating station and the injection molding machine.
The settings used in the injection molding trials were chosen based on a 22 full factorial design, as only two factors were considered essential for the reconsolidation process: the clamping force and the mold temperature, which provide pressure and heat to the laminate under reconsolidation. The clamping force was set to 500 and 2500 kN, based on prior experiments. For the mold temperature, 60 and 140°C were chosen for the minimum and maximum temperatures used at the cooling press during consolidation of the plates. 7
The impact of process settings on the quality parameters described in the previous section was analyzed using main influence graphs, cube graphs, and surface plots. The statistical significance of the results was evaluated by means of ANOVA with a 95% confidence level, using Design Expert software. Not only the process settings at the injection molding machine but also those of the consolidation unit with which the part was produced were considered. Consequently, the quality of the final part correlated with the quality of the consolidated part before pre-heating. This facilitated the assessment of how the quality of the consolidated plate affected the final part, how it changed in the final part, and whether it could be enhanced by reconsolidation. A linear design model was selected for statistical analysis in order to handle multiple confounding two-factor interactions.
Results
Thickness
Figure 9 and Table S2 indicate a significant impact of both consolidation heating-press temperature and pressure, as well as of the mold temperature of the injection molding machine, on final part thickness. We observed that parts manufactured under high heating press temperature and pressure, in combination with elevated mold temperature exhibited a thickness of approximately 2 mm. When consolidation and reconsolidation settings were low, however, the greatest thickness reached was 2.18 mm. In the former scenario, the thickness of the preheated parts appears to have been too low. As the part thickness aligned with the nominal mold thickness, the pressure exerted on the part was accordingly lower, which hints at potentially insufficient reconsolidation. In the latter scenario, due to the low mold temperature employed, the part froze too quickly, which may have limited the time available for proper reconsolidation to occur. The influence of heating-press temperature, heating-press pressure and mold temperature on part thickness after reconsolidation.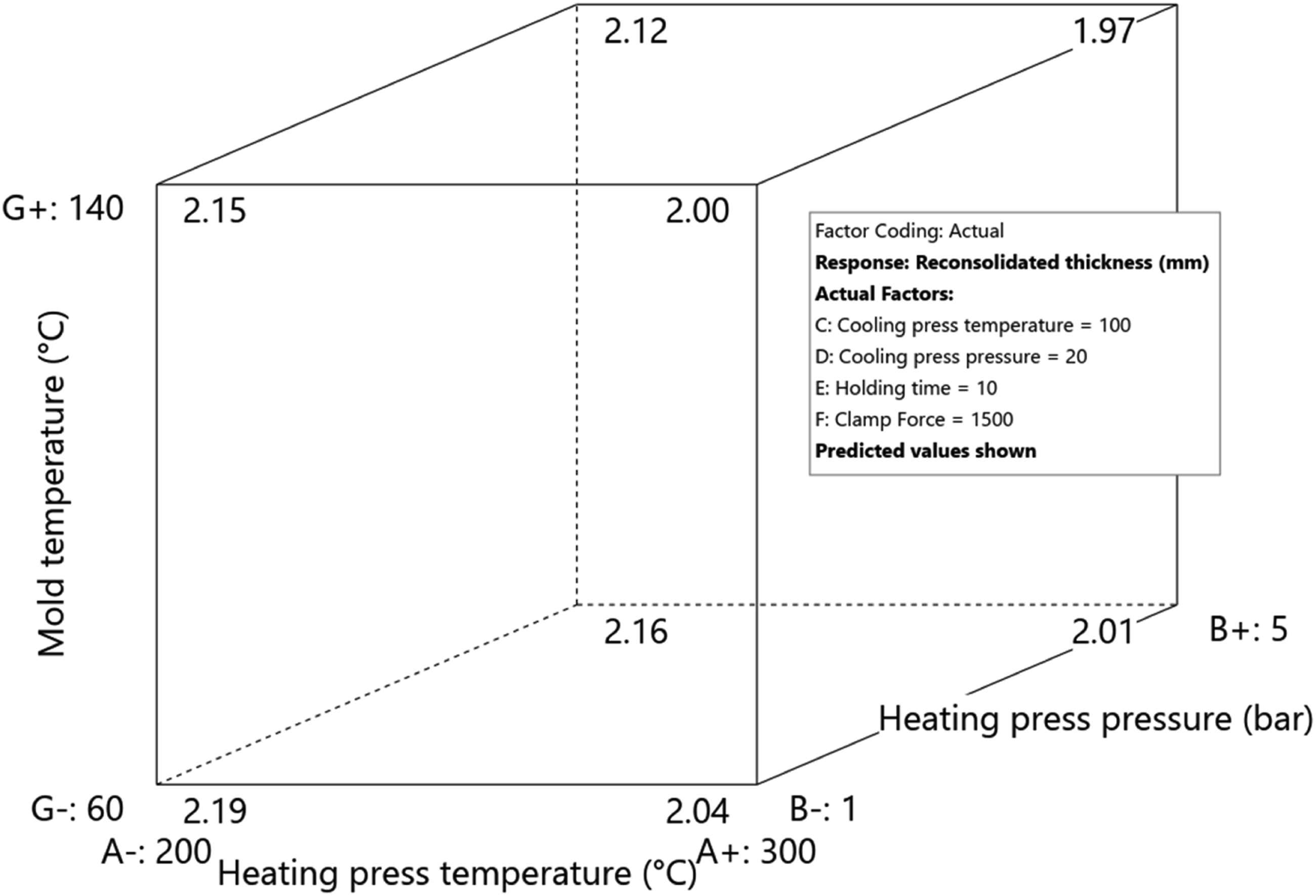
Closer inspection reveals that parts with initially thickness below 2 mm (see Figure 10, Runs 9-12) due to excessive squeeze flow during consolidation were thicker at the end of the process. Conversely, for parts manufactured at low consolidation settings, which resulted in thicknesses that exceeded 2.15 mm, a post-reconsolidation reduction in thickness was observed (see Figure 10, Runs 1-6 and 8). In the former scenario, the increase in thickness suggests that (i) it was during preheating that thickness augmentation occurred; and (ii) little or no reconsolidation took place as the inter-layer distance expanded. A separate investigation that aimed to verify the thickness increase demonstrated that all plates did indeed reach thicknesses greater than 2 mm immediately after preheating. One would normally expect some degree of thickness reduction during reconsolidation. However, that an increase was detected in the reconsolidated plates suggests significant deconsolidation. Conversely, in the latter case, thickness reduction implies some degree of reconsolidation, but insufficient to achieve the 2 mm thickness target, leaving potential for further reconsolidation. Comparison of plate thickness after consolidation and reconsolidation. The red line indicates the average thickness of a laminate before consolidation.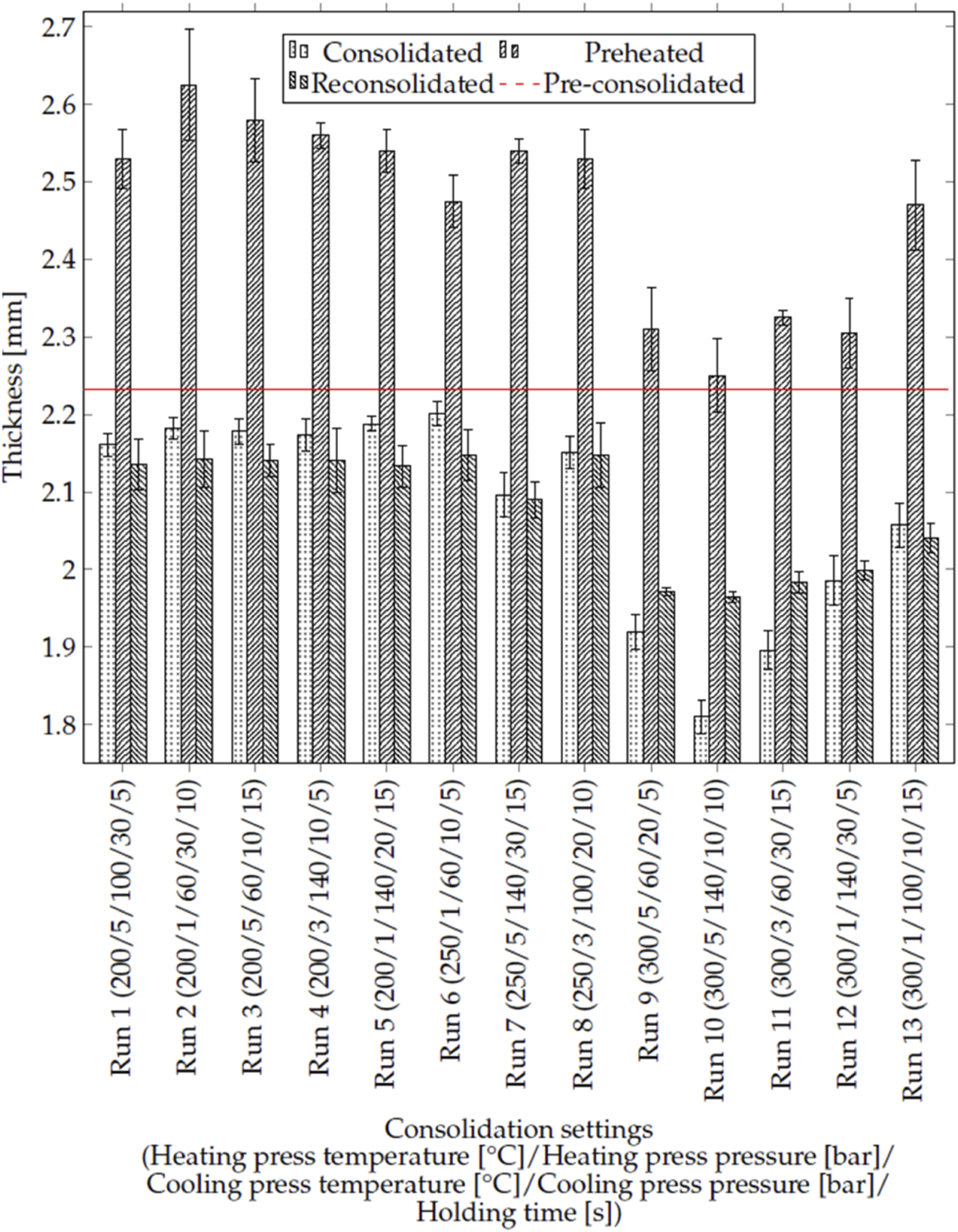
We had aimed to obtain a final part thickness of 2 mm. As can be seen in Figure 10, Runs 7 and 13, parts with post-consolidation thicknesses ranging from 2 to 2.1 mm achieved thicknesses close to 2 mm after reconsolidation. This is deemed optimal because the part exceeded the nominal depth of the mold cavity, which allowed adequate time for the injection molding machine to apply high pressure to the molten matrix, in the course of which it achieved the desired 2 mm thickness. Although Run 12 reached 2 mm, the thickness increment between consolidation and reconsolidation implies insufficient reconsolidation for these parts.
Warpage
Figure 11 and Table S3 show the impact of process settings on warpage after reconsolidation. Notably, unlike the injection molding machine settings, consolidation heating-press temperature and pressure exhibited significant influence. The influence of heating-press temperature and heating-press pressure on the warpage of parts after reconsolidation.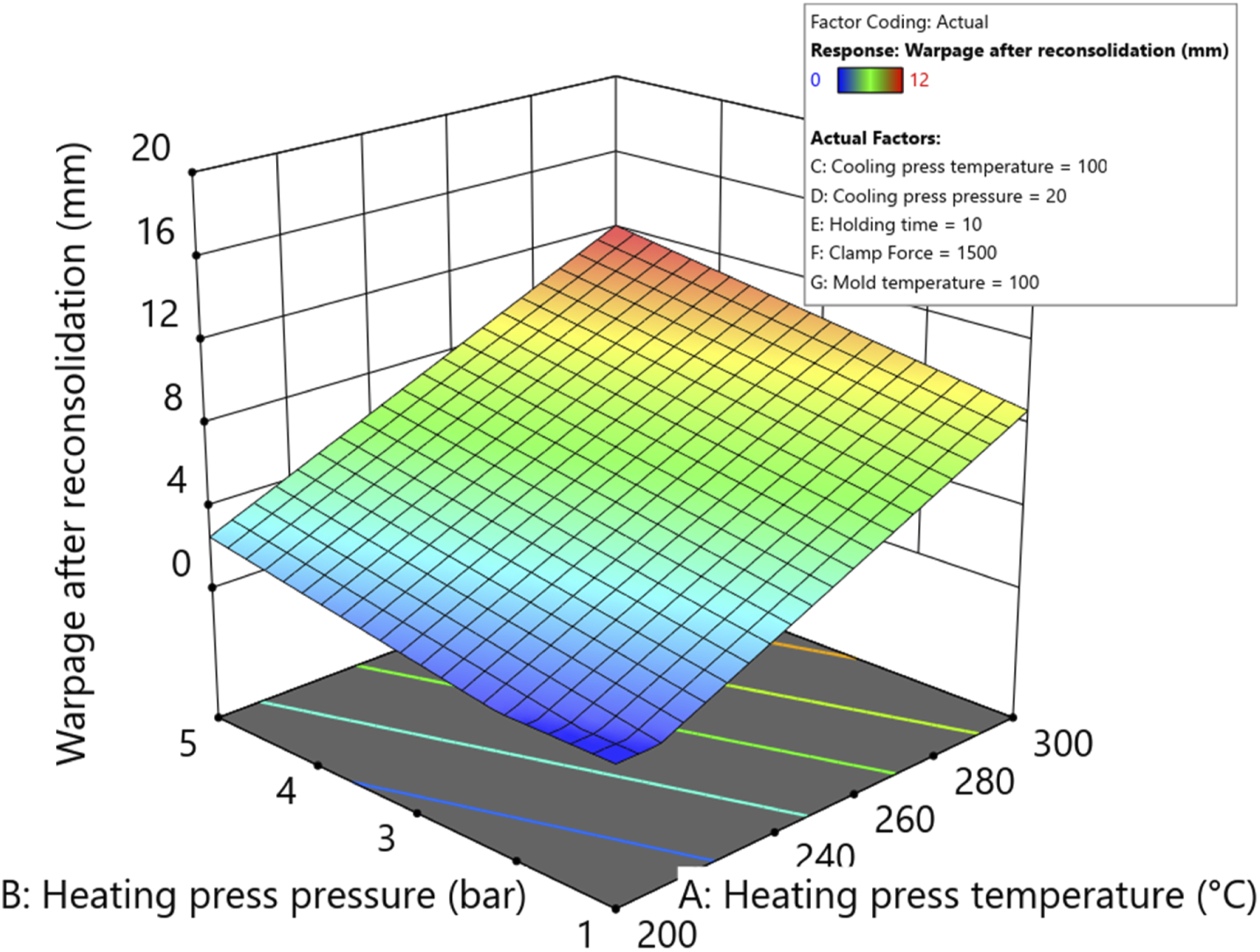
Figure 12 illustrates the change in warpage before and after reconsolidation. Initially, the plates had varying levels of warpage, caused by the squeeze flow effect during consolidation.
10
Parts produced at low consolidation heating-press temperatures (see Figure 12, Runs 1-6 and 8) exhibited a slight increase in warpage to approximately 2 mm. This can be attributed to the rapid cooling of the consolidated plates during reconsolidation in the injection molding machine. However, for all parts initially characterized by high warpage, there was a reduction in warpage (see Figure 12, Runs 7 and 9-13), which suggests that some of the residual stress was relieved during pre-heating. Comparison of levels of warpage after consolidation and reconsolidation.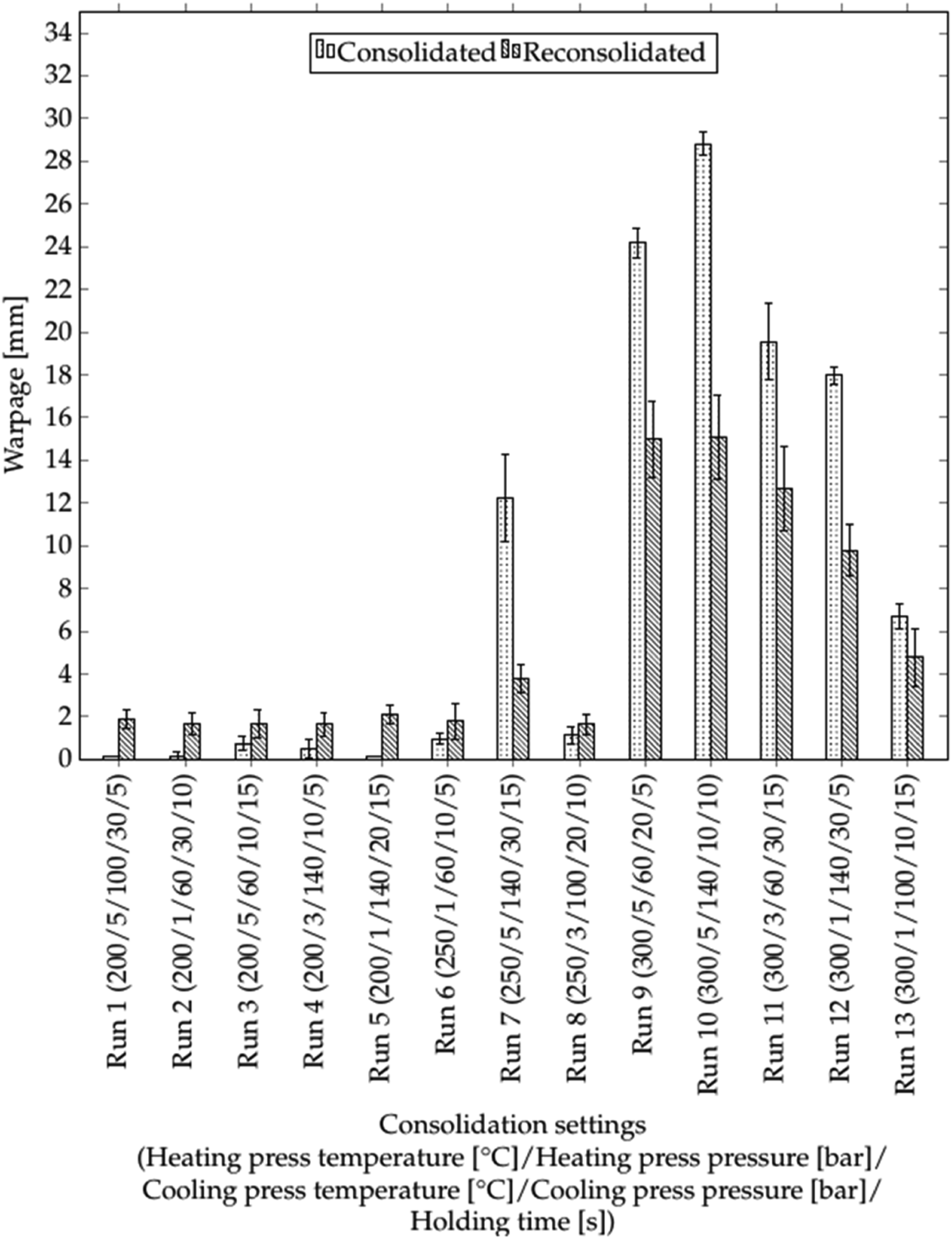
Void content
The impact of process settings is illustrated in Figure 13 and Table S4: Heating-press temperature, pressure and cooling-press pressure showed significant effects, while none of the injection molding process parameters had any notable impact. This indicates that the void content in the final part was influenced mainly by the initial quality of the part itself. The influence of heating-press temperature and heating-press pressure on the void content of parts after reconsolidation.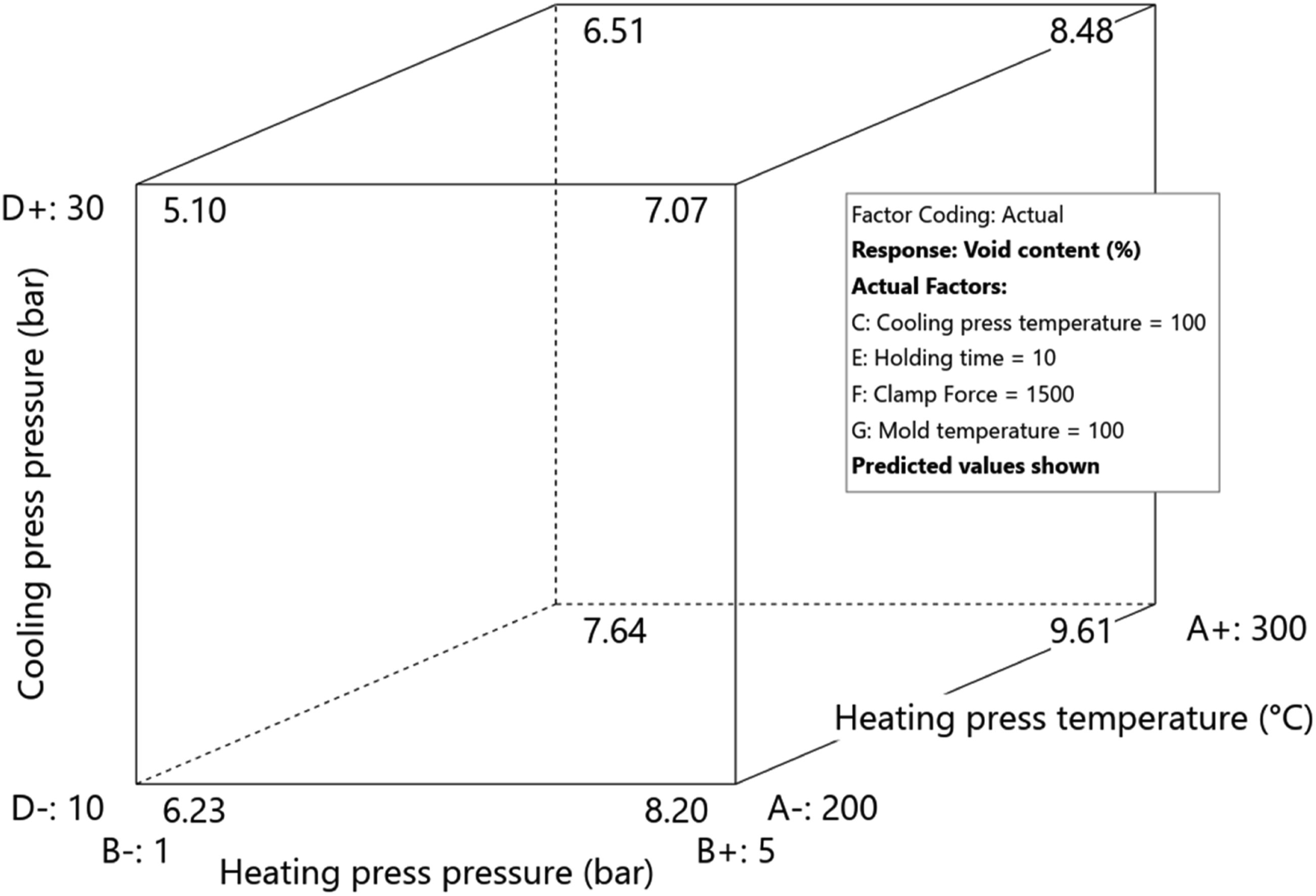
These findings suggest that if plates are well compacted before preheating, they tend to exhibit notably higher void content after it. Figure 14 illustrates for almost all cases a consistent increase in void content between the initial consolidated and the reconsolidated state. Based on previous measurements, including results from infrared oven experiments,
11
thickness and warpage assessments, we conclude that the primary cause of this elevated void content was deconsolidation during preheating. Comparison of void content after consolidation and reconsolidation.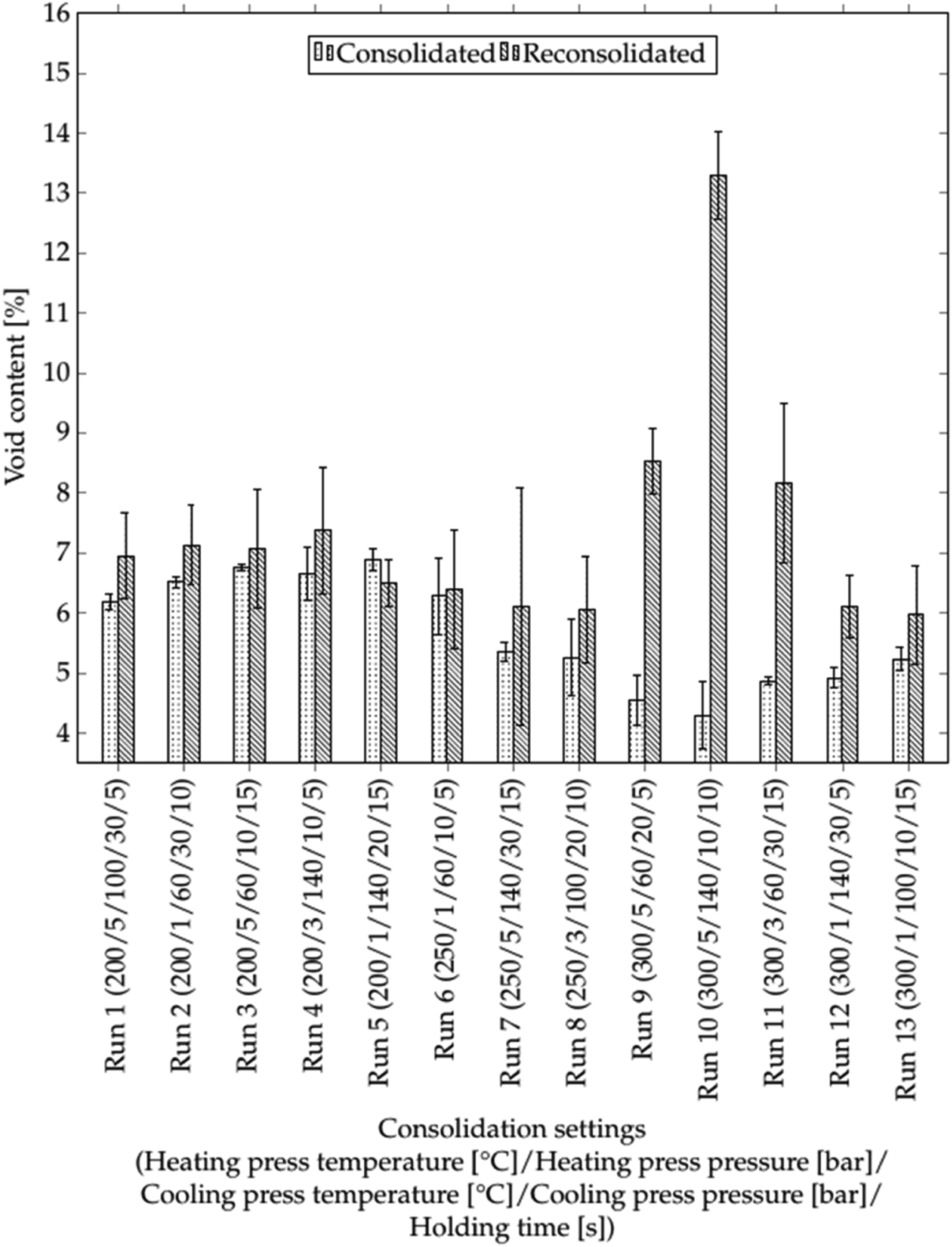
Runs 9–11 (see Figure 14) showed a significant surge in void content between consolidation and reconsolidation. Analysis of thickness measurements (see Figure 10) and warpage data (see Figure 12) suggests that two primary factors contributed to this increased void content: Firstly, plate thickness after preheating was inadequate for proper reconsolidation, as it quickly equalized to the mold thickness, which reduced pressure during reconsolidation. Secondly, substantial deconsolidation led to the formation of additional voids that could not be eliminated by the reconsolidation process.
Two specific consolidation settings, namely, Runs 7 and 13 (see Figure 14), stand out as particularly noteworthy. In Run 7, a plate produced under 500 kN clamping force and at 140°C mold temperature in the injection molding machine exhibited the lowest void content (4.89%), while – on average – Run 13 achieved the lowest void content (5.96%). Consistent with findings from thickness measurements, Run 13 suggests that parts manufactured at high heating-press temperatures and low heating pressures underwent reduced residual stress and exhibited lower void content after consolidation, which resulted in improved quality after reconsolidation. The notably high standard deviation observed in Run 7, primarily influenced by the lowest void content recorded for a plate, indicates that void content was a localized rather than a global phenomenon. We assume that there was limited deconsolidation in the vicinity of where the small samples were cut for that plate, emphasizing the critical role of sampling position
Apparent shear strength
Figure 15 and Table S5 illustrate the impact of process settings on the ASS. They indicate that higher mold temperatures resulted in better reconsolidation of the plate and highlight the significant influence of heating-press temperature at the consolidation unit. Consistent with the findings of the consolidation screening results,
10
employing a higher consolidation heating temperature and slower cooling during reconsolidation improved bonding. We attribute this to the low viscosity of the matrix material, which remained above its Tg for a longer period. The influence of heating-press temperature and mold temperature on the ASS after reconsolidation.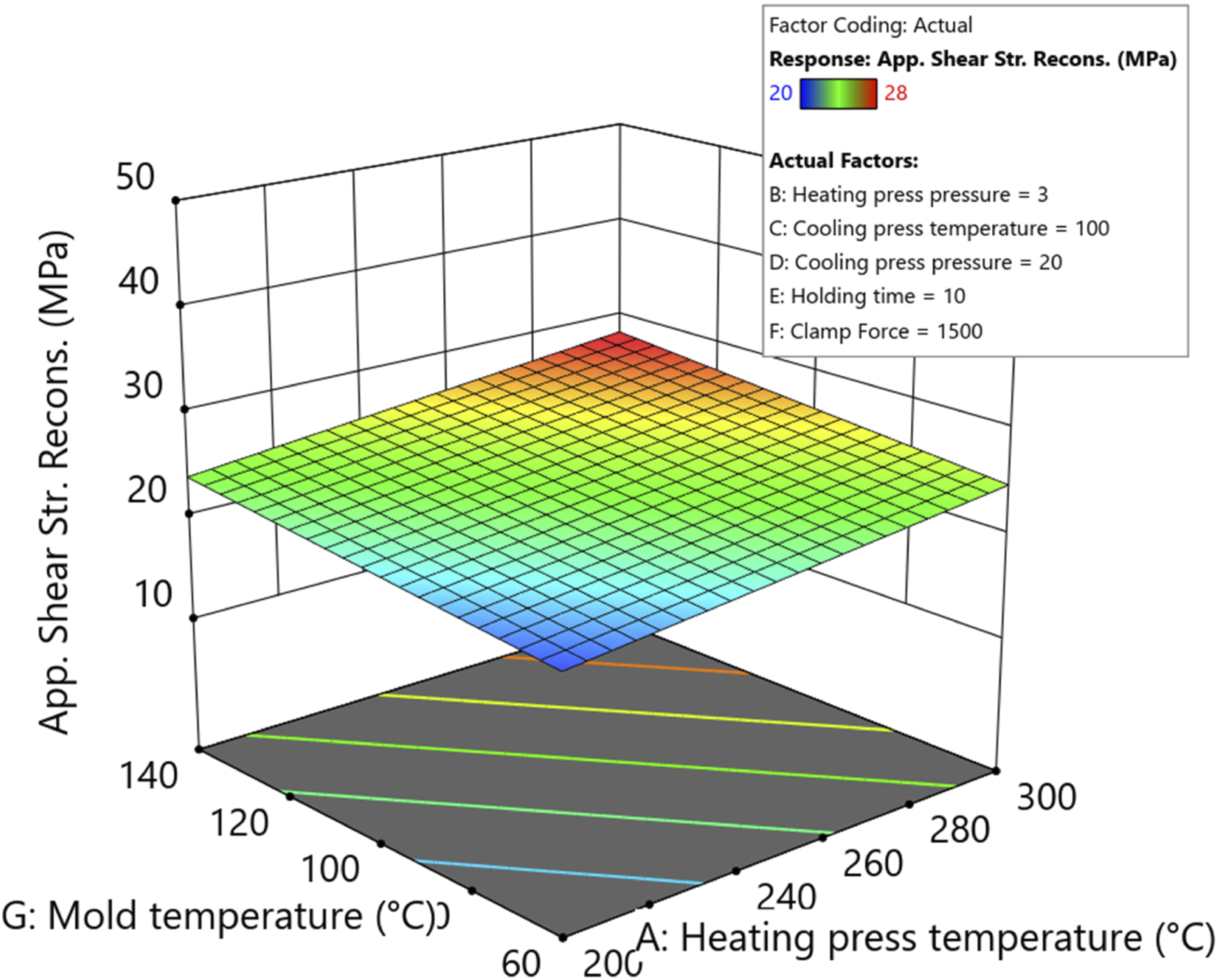
On average, an ASS of 24.3 MPa was measured across all plates, which indicates generally inadequate bonding. Two consolidation settings of particular interest are Runs 7 and 13 (see Figure 16). In Run 7, a plate produced under 500 kN clamping force and at 140°C mold temperature achieved an ASS of 42.7 ± 0.17 MPa, which is in a range similar to the best result achieved during our previous consolidation trial.
10
However, Run 13, which averaged across all reconsolidation settings, reached 29.8 ± 3.04 MPa, making it the highest on average (excluding the plate with the highest ASS in Run 7). This highlights the potential to achieve high levels of reconsolidation. However, we speculated that minimal deconsolidation occurred in the areas where the small samples were taken from, specifically in the plate from Run 7. This also suggests that deconsolidation is a localized phenomenon. Run 13 illustrates that the only feasible way to achieve somewhat higher bonding quality is by employing high heating-press temperatures in combination with low heating-press pressure. This approach barely squeezes the part during consolidation and the elevated temperature is sufficient to facilitate molecular entanglement between the UD tapes. As observed in the thickness measurements, both Runs 7 and 13 achieved thicknesses close to 2 mm, which indicates better bonding quality than for other parts (see Figure 10). Further, Run 13 also exhibited low residual stress levels (see Figure 12) and minimal void content (see Figure 14), which resulted in reduced deconsolidation during preheating. Comparison of ASS after consolidation and reconsolidation.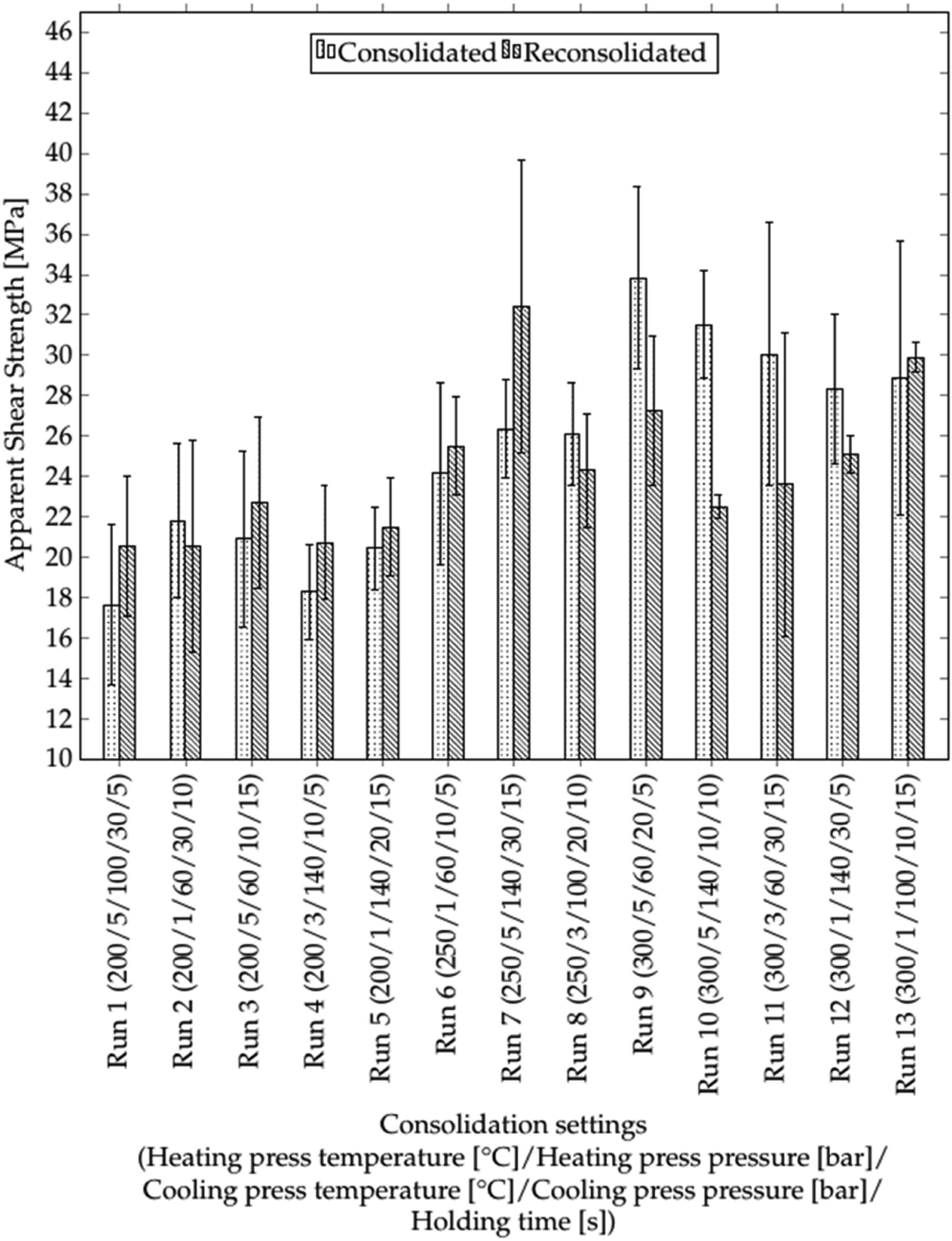
As plotted in Figure 16, parts produced at 200°C heating-press temperature (see Figure 16, Runs 1-5) showed a slight increase in their ASS, but still failed to exceed 25 MPa after reconsolidation. This suggests that some degree of consolidation must occur in the consolidation step, as the bonding time in the injection molding machine was insufficient. Additionally, with the exception of Run 13, parts produced at 300°C heating press temperature (see Figure 16; Runs 9-12) experienced a significant decrease in bonding strength. This aligns with observations from thickness (see Figure 10), warpage (see Figure 12) and void content (see Figure 14) measurements: Rapid achievement of a 2 mm thickness, due to lower initial thickness after preheating, and substantial deconsolidation resulting from higher residual stress led to lower reconsolidated bonding strength, which could not be rectified in the injection molding machine. Consequently, these parts exhibited a high void content – an indicator of inadequate bonding. As highlighted by Olson et al., a high void content has a negative impact on the bonding strength. 26
Discussion
The reconsolidation trials show that part quality before preheating had a significant effect on final part quality. Among the consolidation parameters, consolidation heating-press temperature had the most significant influence, followed by consolidation heating-press pressure. Injection mold temperature also notably impacted thickness and ASS.
Insights gained from a range of consolidation unit settings suggest that parts produced at high heating-press temperatures and low heating-press pressures typically exhibit superior final part quality when no enclosing frame tool is used. This setup enhances bonding and reduces void content due to elevated temperatures while mitigating squeeze-flow effects from low pressure. While the overall quality still falls short to the requirements for aerospace applications (such as 1% void content), 27 parts made with an optimized setup can still be used in other applications. 28
Figure 17 plots the correlation between change in thickness, change in void content, and warpage before reconsolidation. A higher relative increase in thickness after consolidation and reconsolidation corresponds to an increase in void content. Furthermore, as parts exhibit more deconsolidation due to high residual stress (evidenced by high warpage before consolidation), both thickness and void content increase. These findings underscore the importance of ensuring well-compacted parts with low residual stress to reduce voids effectively during the reconsolidation process. Controlling squeeze flow, particularly by using low heating-press pressure when no frame tool is employed in the consolidation unit, can aid in achieving low residual stress. Correlation between thickness change in percent, absolute void content change after consolidation and reconsolidation, and warpage before reconsolidation.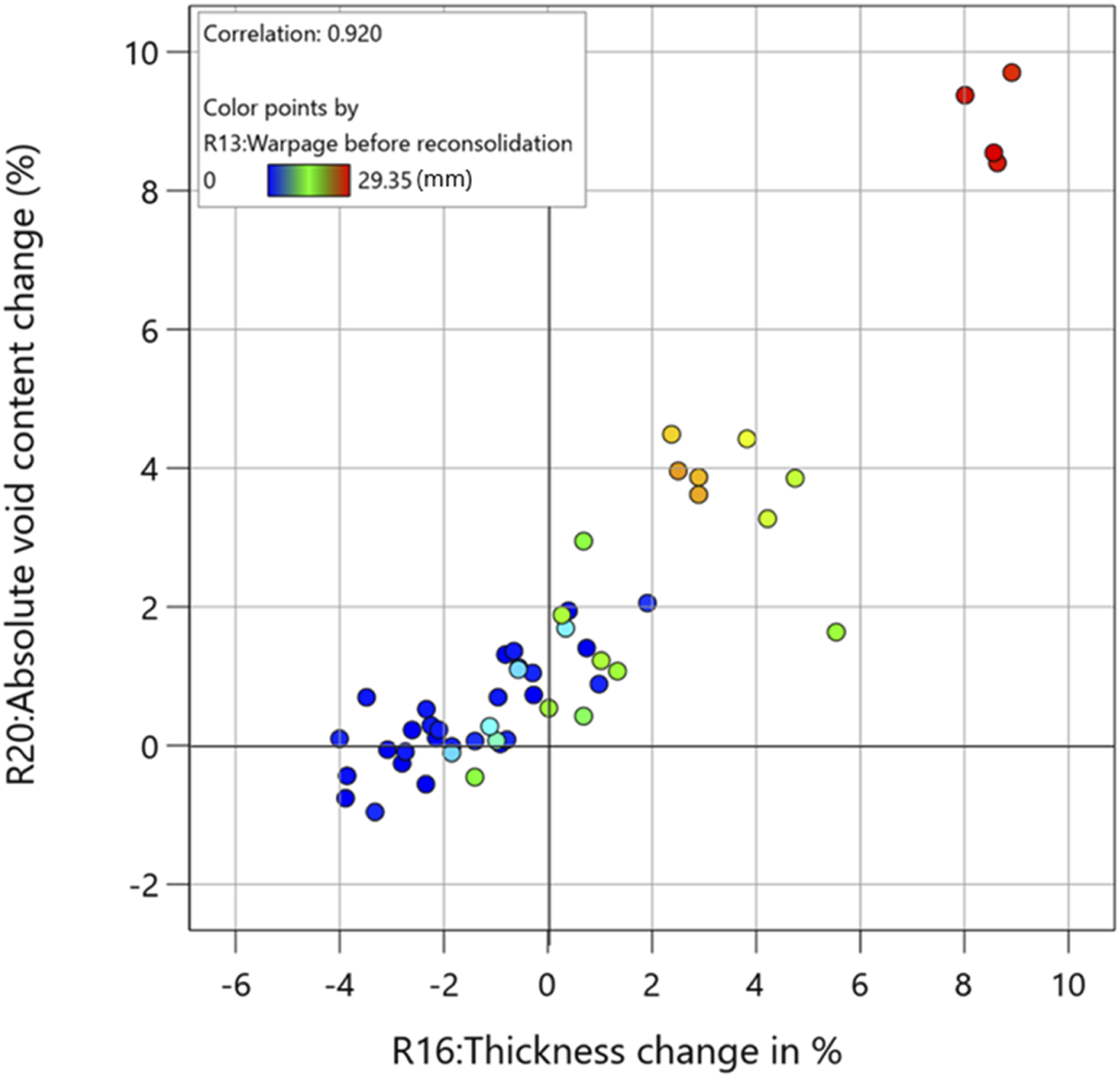
Based on the findings from Figure 18, three contrasting scenarios arose during reconsolidation: In the first (see Figure 18, indicated by a red dashed line), insufficient initial thickness of the consolidated parts resulted in rapid convergence of part thickness to that of the mold cavity. This reduced the pressure exerted on the part throughout reconsolidation. In the second scenario, proper initial consolidation was not achieved (as reflected by greater thickness), and – due to extremely rapid cooling of the plate in the mold – reconsolidation failed to rectify this (see Figure 18, indicated by a black dash-dotted line). Between these extremes lies a “middle ground” where (i) the thickness after preheating remained sufficiently elevated for the mold to apply adequate pressure to the preheated plate and (ii) sufficient consolidation occurred during the initial consolidation process, which yielded a comparable outcome in terms of final part quality (see Figure 18, indicated by a green solid line). Correlation between reconsolidated thickness, void content, and ASS in the reconsolidation trials.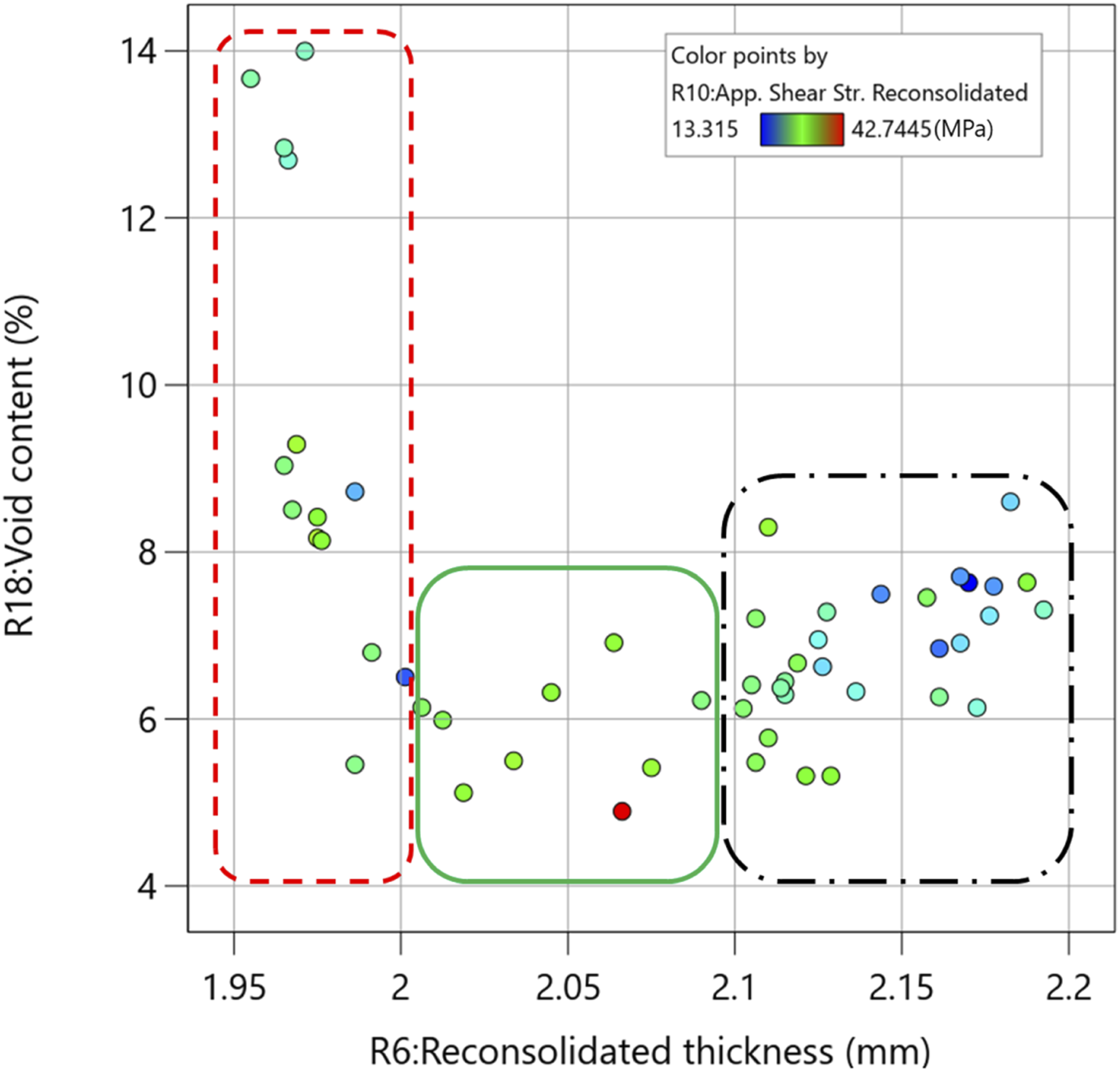
Finally, Figure 19 illustrates that, as the parts underwent greater compaction, there was a simultaneous decrease in void content and an increase in the ASS. Hence, it is imperative that the plates possess sufficient thickness prior to reconsolidation to maintain consistently high pressure exertion on them throughout the reconsolidation process. Under these circumstances, there is potential to further enhance the initial quality of the thermoplastic composite plate. Correlation between the absolute void change in percent, the ASS change in MPa and the thickness change in percent.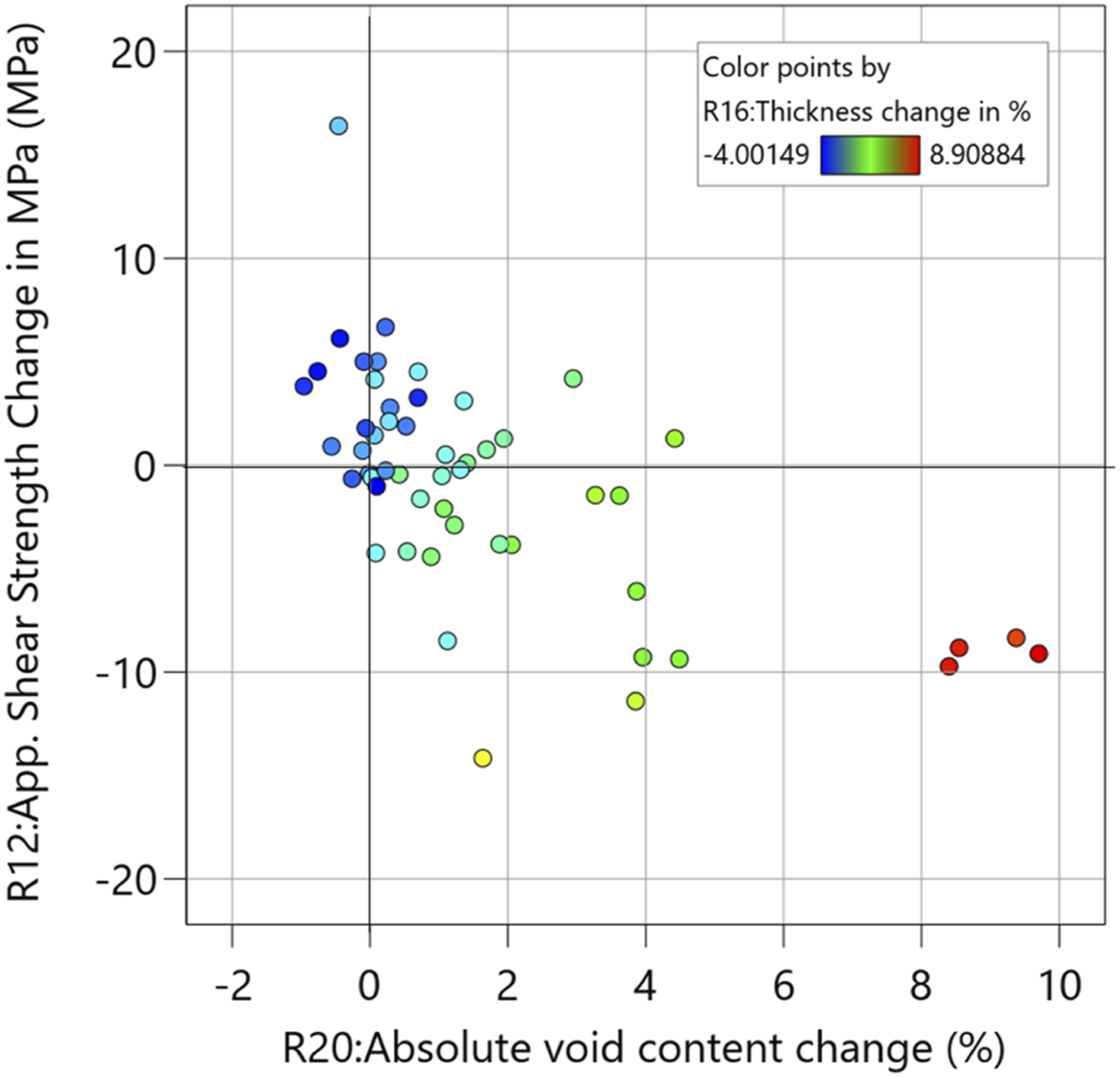
Conclusion
In this study, plates derived from consolidated UD tape stacks, fabricated at various settings within the consolidation unit, underwent reconsolidation. This process involved preheating the parts in an infrared oven, followed by placement in the mold of an injection molding machine, using various clamping-force and mold-temperature configurations.
This study underscores the crucial role played by the initial quality of the plates before reconsolidation. Optimal quality was observed in plates manufactured at high consolidation heating-press temperatures under low pressure. These conditions facilitated satisfactory bonding and resulted in minimal void content and low residual stress levels for the consolidated plate, which translated to similar properties in the final part. However, reconsolidated plates with high initial residual stress, initial thicknesses below 2 mm, and/or inadequate bonding quality prior to reconsolidation were unsatisfactory. To achieve optimal final-part quality using the setup employed in this study, we therefore recommend that thermoplastic composite plates intended for overmolding have a thickness that is 0–5% greater than that of the mold of the injection molding machine and exhibit minimal void content, high bonding strength, and minimal residual stresses before preheating.
For process optimization, we strongly recommend employing a variotherm mold temperature heating system. This system aims to keep the mold temperature above the matrix material’s Tg or Tm for an extended period and subsequently cools it to temperatures below this value for part removal. Our findings suggest that prolonged exposure to temperatures above the relevant Tg or Tm allows more time for reconsolidation in the injection molding machine. We believe that with this approach it could be possible not only to maintain quality between consolidation and reconsolidation, but also to enhance bonding strength and reduce void content. To address residual stress concerns, an alternative approach that involves annealing the parts before preheating could be applied. However, as noted by Amedewovo et al., this method may necessitate at least 2 days at 250°C for PEKK/CF. 29
As part of future research, it would be advantageous to examine the quality of reconsolidated parts manufactured with an enclosed frame tool in the consolidation unit. Investigating various combinations of processing conditions with this setup would allow squeeze flow to be controlled and could potentially yield a variety of optimal quality outcomes. Additionally, using alternative methods—such as an autoclave or other compression moulding equipment—that have the potential to produce void-free plates for consolidating the initial material could further enhance the properties of the reconsolidated parts.
To apply these findings to other materials and laminate configurations, it is important to note that this study was conducted only on 12-ply cross-laminates. The quality of reconsolidation depends on the number of layers, their configuration, and the initial quality of the laminates, including factors such as thickness, warpage and void content. A critical factor influencing the quality of the final part is heat transfer between the laminate and the molds, as well as the temperatures of the molds and the preheating process. Our previous studies on heat transfer simulation can serve as a tool to assess the time required for reconsolidation and to design an experimental study that builds upon this work.7,8,25,30,31
Supplemental Material
Supplemental Material - Considering initial part quality and injection molding parameters in optimizing the reconsolidation of thermoplastic composite plates
Supplemental Material for Considering initial part quality and injection molding parameters in optimizing the reconsolidation of thermoplastic composite plates by Janos Birtha, Eva Kobler, Christian Marschik, Klaus Straka and Georg Steinbichler in Journal of Thermoplastic Composite Materials.
Footnotes
Acknowledgements
This work was performed within the Competence Center CHASE GmbH, funded by the Austrian Research and Promotion Agency. The authors acknowledge financial support by the COMET Centre CHASE, which is funded within the framework of COMET—Competence Centers for Excellent Technologies—by BMVIT, BMDW, and the Federal Provinces of Upper Austria and Vienna. The COMET program is run by the Austrian Research Promotion Agency (FFG).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was conducted within the COMET Centre CHASE and the LIT Factory at the Johannes Kepler University (JKU) in Linz, funded within the COMET − Competence Centers for Excellent Technologies programme by the BMK, the BMDW and the Federal Provinces of Upper Austria and Vienna. The COMET programme is managed by the Austrian Research Promotion Agency (FFG).
Supplemental Material
The data presented in this study are available on request from the corresponding author. Supplemental material for this article is available online.
Appendix
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.