
Abstract
The increasing demand for multifunctional materials in additive manufacturing, especially in biomedical applications, makes it necessary to improve commonly used polymers, such as PLA, in terms of thermal, morphological, and printing quality. In this context, adding nano-additives to PLA polymer, which stands out due to its biocompatible structure, and optimizing the printing temperature used in the production process are among the critical strategies that directly affect the final properties of the material. This study explores the influence of TiO2 nano-additives and varying print temperatures on PLA matrix composites produced via fused filament fabrication (FFF). Mechanical (tensile and bending), thermal (DSC), flow (MFI), morphological (SEM, surface roughness), and printability characteristics were evaluated. Print temperatures ranged from 180°C to 240°C. The addition of TiO2 improved thermal stability and increased crystallinity (from 6.4% to 17.4%). Flowability also improved by 9%–29%, depending on print temperature. Although TiO2 addition caused some decrease in mechanical properties, changing the printing temperature led to improvements in mechanical performance. This suggests that increasing temperatures can partially compensate for the loss of strength due to the nano-additives. Also, surface quality and printability were enhanced. These findings suggest that while TiO2 additives may slightly compromise mechanical performance, they notably enhance the other properties of PLA composites, making them suitable for applications, such as medical uses, that require a certain multifunctionality.
Introduction
Additive manufacturing (AM), commonly known as 3D printing, is a process of joining materials layer by layer to create objects from three-dimensional model data.1,2 This manufacturing method has the potential to reduce material waste, produce constructs with complicated geometries, and enable design freedom, making it appealing in industries such as healthcare, aerospace, automotive, and consumer products. 3 AM enables the rapid production of both prototypes and end-use parts with complex and customized features, making it an ideal technology for research and development. While traditional subtractive methods involve removing material to shape an object, AM technology builds objects by adding material precisely where it is needed. 4 This approach enables the creation of complex designs that are often difficult to achieve with traditional manufacturing methods. Recent advances in material science, particularly in composites, have expanded the potential of 3D printing by incorporating advanced additives such as metals and ceramics. These additives enhance the material’s mechanical, thermal, and morphological properties, allowing for the production of more durable and functional parts.5,6
Among the various AM techniques, fused filament fabrication (FFF) stands out, and indeed is the most widely used method, due to its cost-effectiveness, accessibility, and ease of use. FFF uses thermoplastic filaments that are melted and extruded layer by layer to form three-dimensional parts. 7 Compared to other AM technologies, FFF requires relatively simple hardware and materials, making it highly suitable for both industrial and academic use. 8 The ability to process a wide range of polymers and composites with minimal setup further contributes to its popularity. Thermoplastics are widely used in 3D printing due to their versatile properties, ease of processing, and ability to form complex shapes. Polylactic acid (PLA) is one of the most commonly used thermoplastics because of its biodegradability, low cost, and ease of printing. 9 Known for its dimensional stability, PLA is suitable for a wide range of applications, from medical devices to consumer products.10,11 However, the mechanical and thermal limitations of pure PLA restrict its use in more demanding applications. As a result, researchers are exploring ways to reinforce PLA with composite formulations. 12 The production of composites by including additives in such polymers aims to enhance the material’s properties. This approach is an effective method for improving the inherent limitations of polymers and creating new functional materials. By incorporating additives, the durability of polymers, as well as their resistance to heat and wear, can be significantly increased, offering a broader range of applications. However, while PLA is not considered a difficult material to print in its pure form, the addition of nano- or microscale fillers can introduce new challenges during the FFF process. Additives may negatively affect thermal stability and flow behaviour, leading to issues such as nozzle clogging, irregular extrusion, or increased wear of printer components. These complications can impair print quality and dimensional accuracy, making it essential to assess the printability and processing behaviour of reinforced PLA composites. Moreover, the effectiveness of these enhanced properties in the final parts is not entirely dependent on the quality of the material; it also requires the optimization of parameters applied during the 3D printing process. In the FFF process, print quality is one of the most critical factors, directly affecting the layer adhesion, surface roughness, dimensional accuracy, aesthetic appearance, and mechanical strength of the final part.13–16 The performance of parts produced with this technology depends not only on the type of material used but also on the proper optimization of the parameters during printing. Important factors influencing print quality include layer height, print temperature, print speed, nozzle diameter, cooling settings, and bed calibration. 17
The material extrusion 3D printer operates based on a layer-by-layer manufacturing principle, which naturally leads to high surface roughness in printed objects. Particularly, the changes in speed as the nozzle moves can lead to alignment issues between layers, resulting in wavy or stepped surfaces, or curved surfaces may become wavy due to the staircase effect. 18 Compared to other 3D printing techniques, the FFF method shows higher surface roughness.19–21 Therefore, post-processing techniques are being explored that can reduce surface roughness issues in 3D printed parts.22–25 Layer height directly influences the level of detail and surface quality of a print. Lower layer heights yield finer details and smoother surfaces, but also increase print time. Print speed is crucial to both the duration of the print and the smoothness of the layers. Higher speeds can accelerate production but at the cost of reduced surface quality, whereas lower speeds deliver higher quality but prolong the print time. Additionally, nozzle diameter and cooling settings can impact print quality: smaller nozzle diameters offer higher resolution but extend print time, while larger diameters enable faster printing but may result in a loss of detail. Proper cooling ensures even solidification of the layers, but excessive or insufficient cooling can negatively affect both the mechanical strength and the aesthetic quality of the print.
Titanium dioxide (TiO2) is often used as an additive in bio-applications due to its proven biocompatibility. It is frequently used in personal care products, medical coatings, and food packaging materials, making it a suitable candidate for enhancing the functional properties of PLA in biomedical applications.26–29 The nano-sized form of TiO2 is known to improve the thermal stability of polymer matrices.30,31 Additionally, its incorporation into PLA-based composites has been reported to improve antibacterial behaviour.32,33 However, the addition of inorganic nano-additives may also introduce interfacial issues such as poor dispersion and the formation of microvoids, which could negatively impact mechanical strength. 34 To overcome this possible drawback, the printing temperature was chosen as a key variable in this study, with the aim of improving both the interfacial bonding between the PLA matrix and TiO2 particles, and the adhesion between successive printed layers. Previous studies have shown that processing temperature significantly affects the diffusion and bonding at the fiber interfaces, directly influencing mechanical performance.35,36 Print temperature is a critical parameter that significantly affects the flow behaviour of the material, layer adhesion, and the final properties of 3D printed parts.37,38 In polymer-based composites, print temperature directly influences the material’s viscosity, thereby determining layer bonding and dimensional accuracy.39,40 As the temperature increases, the flow of the polymer improves, enhancing layer adhesion and reducing defect rates. 41 However, excessively high temperatures can cause polymer degradation or lead to uneven distribution of additives. In composites containing metal-based additives, print temperature further affects the homogeneous distribution of these additives within the polymer matrix, leading to notable differences in mechanical, thermal, and tribological properties. 42 Therefore, understanding the effects of varying print temperatures on both matrix and composite materials is crucial for optimizing material performance.
3D printability refers to how well a material can be successfully printed using a specific FFF 3D printing technology. 43 To test this characteristic, complex geometric products that have overhangs and bridging portions are used.44,45 A material’s performance in handling large spans (bridges) and steep angles that require support structures (overhangs) determines its level of printability. 46 The ability to print complex shapes is largely dependent on a material’s viscosity, flow behaviour, and print settings. 3D printability encompasses all the properties necessary for a material to work smoothly during the printing process. These include the material’s thermal properties, adhesion capabilities, ability to handle geometric complexities, and post-printing quality. Studies have shown that excessively high print temperatures can lead to defects such as stringing and blobbing, while low temperatures may prevent the material from melting sufficiently, leading to weak layer adhesion.44–47 Therefore, the print temperature range must be carefully selected to ensure the optimal balance between the material’s flow behaviour and layer adhesion.
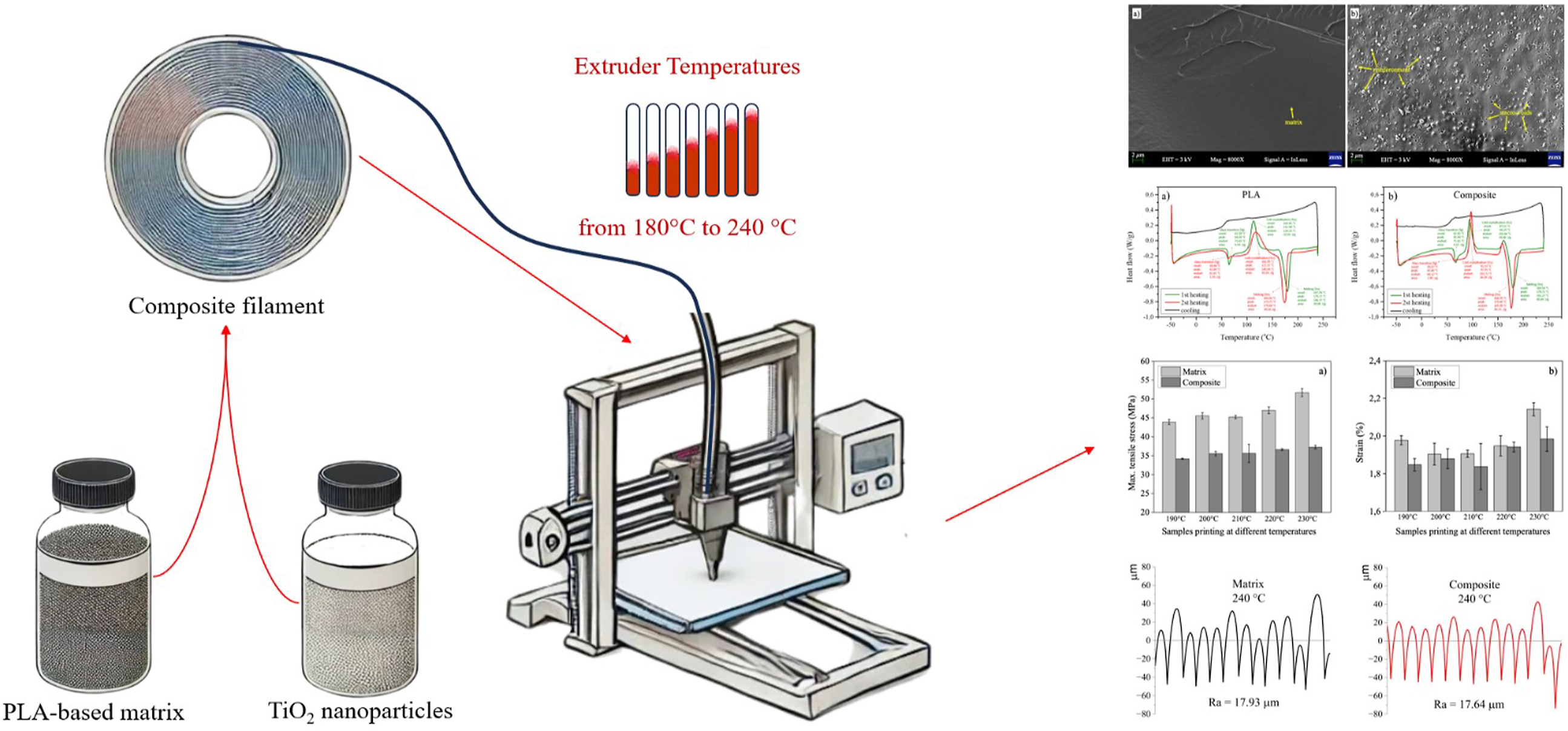
In this study, the FFF method was employed to fabricate 3D parts using composite filaments composed of a PLA-based matrix reinforced with TiO2 nanoparticles. The samples were printed at various temperatures ranging from 180°C to 240°C. The critical role of printing temperature on the material’s final properties was comprehensively evaluated through several characterization techniques. Additionally, the impacts of TiO2 incorporation into the PLA-based matrix on the mechanical, thermal, morphological, and printability properties of the composite material were systematically investigated.
Materials and Methods
Specimen Preparation
Specimens were produced using a 3D printer with two different filaments. One of the filaments was made from a PLA-based matrix material, whilst the other was made from a composite material that was reinforced with nano-TiO2 added to the PLA-based matrix material. For the preparation of the composite samples, 2 wt% TiO2 nanoparticles were blended with the PLA polymer matrix. Specimens were fabricated using a Creality K1C 3D printer. This printer, which has a maximum build volume of 220 × 220 × 250 mm and a layer resolution of 0.1 mm, was utilized for the additive manufacturing of test samples. The printing temperatures were changed in increments of 10°C between 180°C and 240°C. Additionally, the samples were manufactured with a 100% infill density and a layer thickness of 0.28 mm at a 45°/- 45° raster angle. All other 3D printer process parameters were set to default, and the specimens were printed following the manufacturer’s recommendations for air gap, build orientation, printing velocity, contour width, and number of contours. The values for print speed, nozzle diameter, and cooling settings were chosen based on the technical recommendations of the 3D printer manufacturer.
The selection of the printing temperature range in this study was based on preliminary experimental observations. Although PLA typically exhibits a melting onset of around 180°C, initial trials indicated that complete melting and adequate interlayer fusion were not achieved at this temperature. As a result, 190°C was chosen as the lower limit to ensure sufficient polymer flow and adhesion between layers. Conversely, at 240°C, excessive melt flow was observed, leading to stringing defects and loss of dimensional accuracy due to uncontrolled extrusion. To mitigate these issues while maintaining good print quality, 230°C was selected as the upper limit. Thus, the final temperature range of 190°C to 230°C was determined to effectively represent the thermal sensitivity of PLA/TiO2 composites and to capture temperature-dependent variations in printability and material behaviour.
Characterization and Test
Differential scanning calorimetry (DSC) was employed to analyse the thermal transitions, such as the glass transition and melting temperatures, with heating and cooling rates set at 10°C/min using a Mettler-Toledo/700 DSC. The samples were placed in aluminium pans and subjected to a heating process whereby the temperature was increased from 25°C to 240°C at a rate of 10°C/min during the first heating cycle. Following this, the samples were cooled to −50°C and subsequently reheated from −50°C to 240°C using the same heating rate as in the first cycle (second heating cycle). All measurements were conducted under a nitrogen atmosphere. From the thermograms obtained, the glass transition temperature (Tg), cold crystallization temperature (Tcc), melting temperature (Tm), and the corresponding heat effects (ΔHg, ΔHcc, and ΔHf) were identified. Additionally, the degree of crystallization (Xc) was calculated using the following formula
48
: Schematic representation of the temperature calibration tower and its important parameters; (a) smart temperature calibration tower, (b) detail of the sixth floor showing key features, (c) technical drawing of overhang angles, (d) thermal image of the entire tower model during printing, and (e) thermal image of only the last four floors.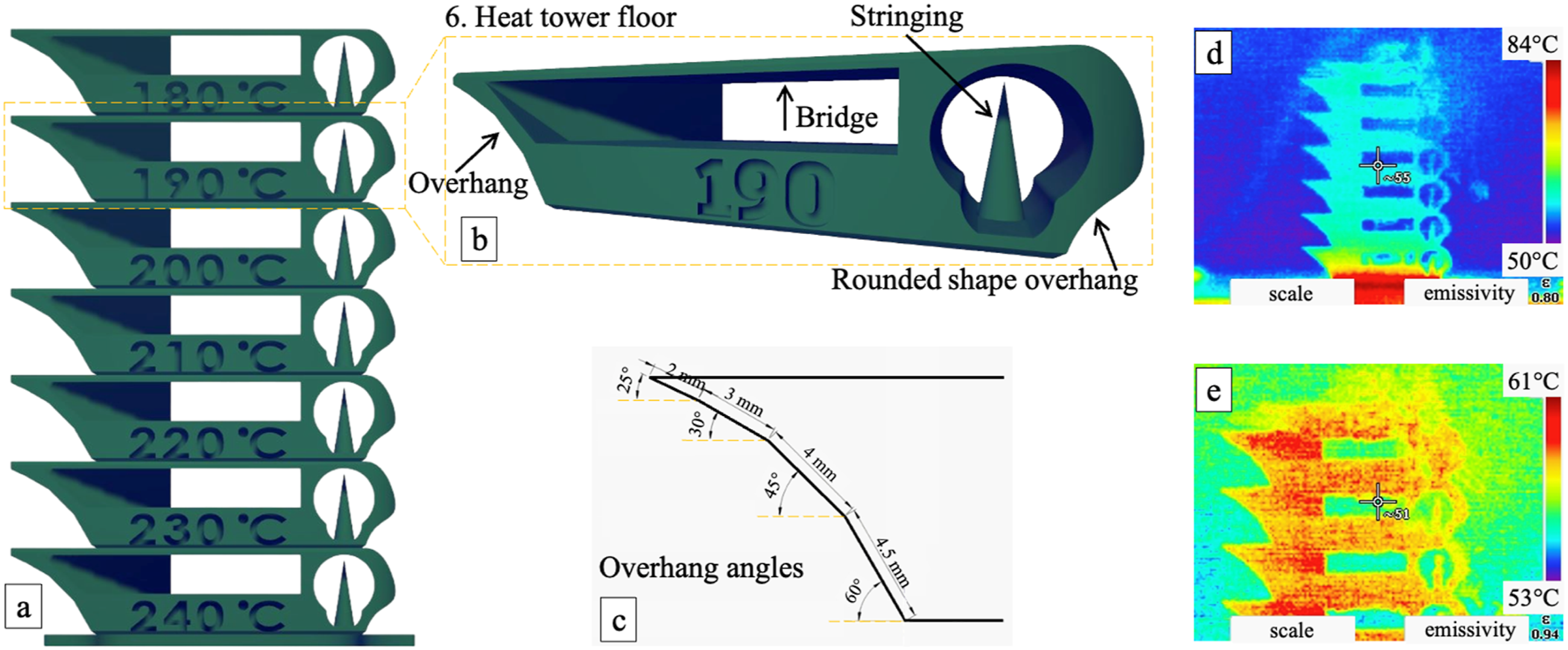

Results and Discussions
Differential Scanning Calorimetry
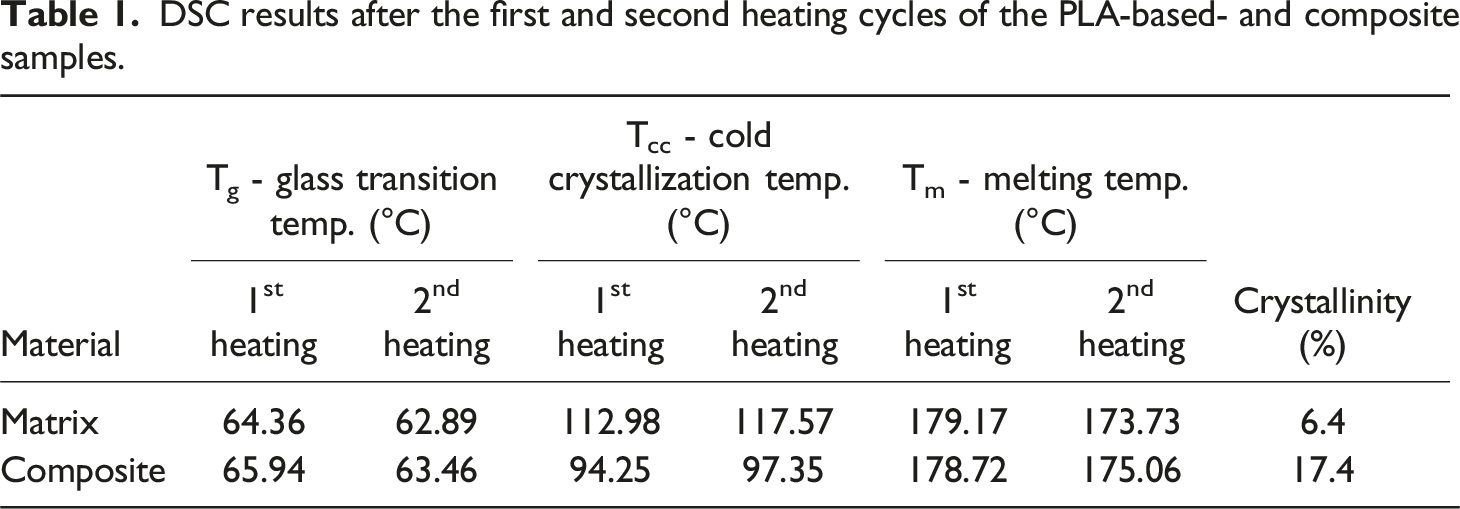
The DSC analysis results of the PLA-based matrix and its composites, specified with the heating and cooling cycles, are presented in Figure 2 and summarized in Table 1. The thermograms presented illustrate the thermal behaviour of both the matrix and the composite filament, enabling an assessment of the polymer’s properties as well as the reinforcement’s effects on the nanocomposite. Figure 2(a) and (b) primarily focus on the heating and cooling cycles to demonstrate the reproducible standard thermal behaviour of the polymer, minimizing the influence of external factors such as cooling rate. In the first heating cycle of matrix material, the glass transition temperature (Tg) is approximately 64.36°C, whereas in the composite material this temperature was found to increase to 65.94°C. The presence of additives in the composite has caused a slight increase in the glass transition temperature. However, this temperature difference is very small (∼1°C) and is not expected to significantly impact the material’s mechanical and thermal properties. In composites, small changes in the glass transition temperature are typically observed when additives are introduced. These additives may slightly restrict the mobility and flexibility of the polymer chains, but generally they do not cause substantial changes in the overall performance of the material. DSC plots showing: (a) the heating and cooling cycles of PLA-based matrix material, (b) the heating and cooling cycles of the composite, and (c) a comparison between matrix and composite for the first heating cycle. DSC results after the first and second heating cycles of the PLA-based- and composite samples.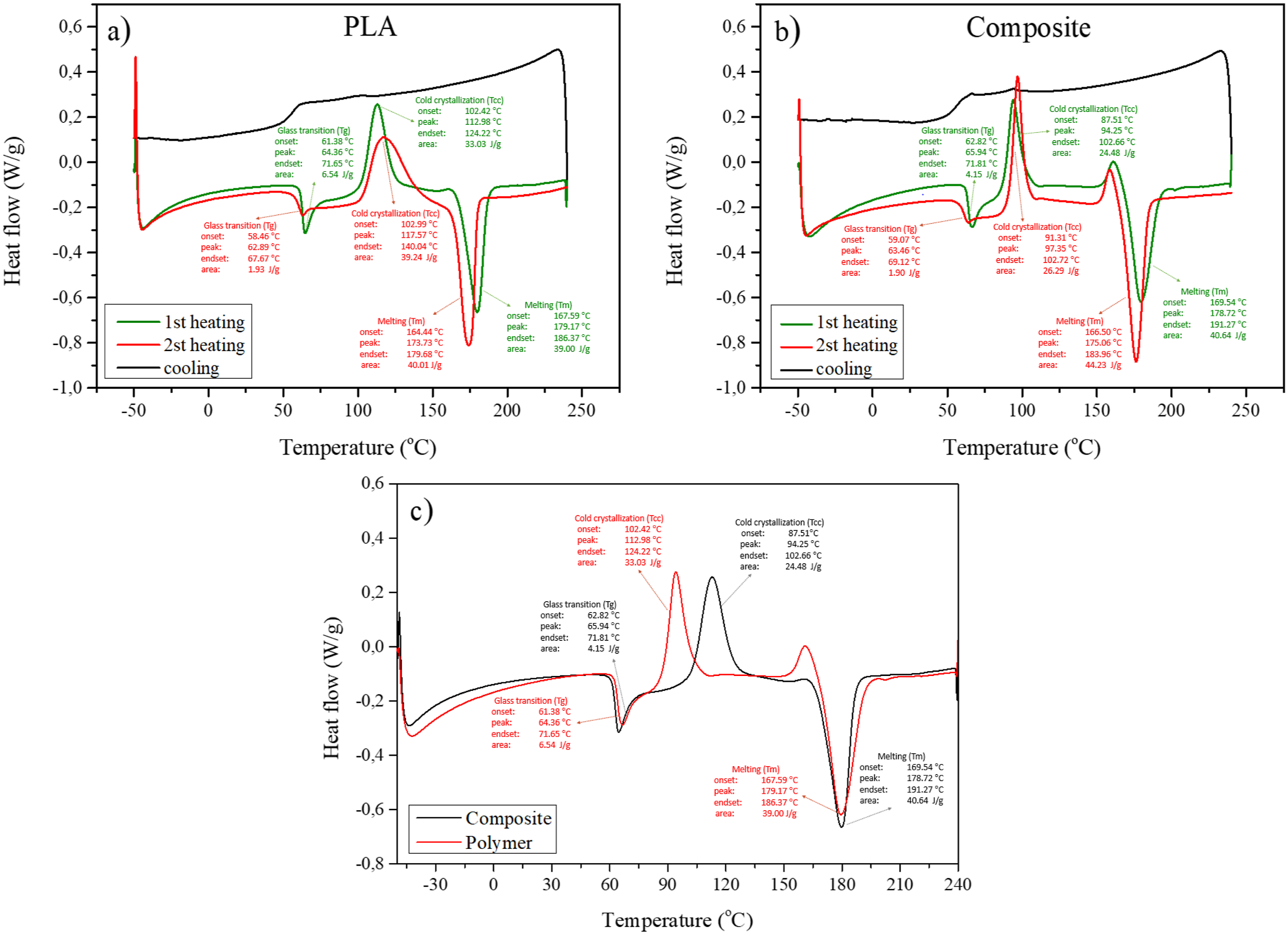
The cold crystallization temperature of the PLA-based matrix material is at 102.99°C, whereas in the composite material this temperature decreases to 91.31°C. This demonstrates that the crystallization tendency of the composite begins earlier. Also, this shift suggests that the nano-additives in the composite may accelerate the crystallization process, causing it to initiate at a considerably lower temperature. Additionally, the reduction in the crystallization peak area implies that the additives are facilitating a faster crystallization process. These additives likely promote nucleation, enabling crystal structures to form more rapidly and efficiently, resulting in the earlier onset of crystallization. In both the matrix and composite materials, a decrease in melting temperatures between the first and second heating cycles is observed. This suggests that the material undergoes structural changes after the thermal processes in the first cycle, leading to an earlier melting process in the second. The melting temperatures of the composite are slightly higher than those oh the matrix, indicating an increased melting resistance and enhanced stability at higher temperature. The additives appear to have improved the thermal stability of the polymer, causing it to melt at higher temperature. Additionally, the reduction in melting temperature during the second cycle is less pronounced in the composite, which can be interpreted as a more stable melting behaviour in the composite material.
Regarding the melting enthalpy, the value for the matrix increases from 39.00 J/g in the first cycle to 40.01 J/g in the second, indicating that PLA-based matrix material absorbs more energy during the second cycle. A possible reason for this increase is that some parts of the material may not have fully crystallized in the first cycle, leading to greater energy absorption as these parts crystallize in the second. Additionally, it is suggested that the crystalline structure within the material becomes better organized during the second heating cycle, which further increases the enthalpy change required for melting. A similar trend is observed in the composite material, but the enthalpy increase in this case is more pronounced. This increase may be attributed to the influence of the additives on the thermal history and crystalline structure of the material. The additives might promote crystallization in the composite, resulting in more energy being stored during the second cycle. Overall, while both materials exhibit an increase in enthalpy during the second cycle, the increase is more significant in the composite material. This indicates that the composite material has a greater thermal stability and energy storage capacity than the PLA-based matrix material, with the additives playing a role in enhancing these properties.
According to the comparative DSC results presented in Figure 2(c), the composite material exhibits several interesting characteristics, including a higher melting temperature, a higher melting enthalpy, earlier crystallization (lower Tcc), and a relatively higher glass transition temperature (Tg). The higher melting temperature indicates that the material is more resistant to high temperature, suggesting better thermal stability. A higher melting enthalpy implies that more energy is required for the material to melt, which in turn indicates a higher degree of crystallinity and greater thermal stability. These properties suggest that the composite material is relatively thermally stable. In Table 1, the calculated crystallinities for PLA-based matrix and the composite materials are 6.4% and 17.4%, respectively. The 17.4% crystallinity of the composite indicates that the presence of additives has increased the crystalline phases, resulting in material with a higher degree of crystallinity.
Melt Flow Index
Figure 3 illustrates the melt flow test results for both the matrix and composite materials, along with the procedure for conducting this test. As illustrated in Figure 3(b), the MFI of the materials was measured under a load of 2.16 kg. The composite samples exhibited a higher MFI, indicating a greater flow rate compared to the polymer matrix. This suggests that the inclusion of nanosized particles enhances the flow characteristics of the matrix material. The increased flow can be attributed to the homogeneous dispersion of nanoparticles within the polymer matrix, which likely facilitates the movement of polymer chains by reducing viscosity. The improved interaction between the nanosized particles and the polymer matrix, driven by their high surface area, likely enhances the material’s flow behaviour. (a) Variation of the MFI of PLA-based matrix and composite specimens subjected to different printing temperatures, and (b) schematic illustration of the MFI testing.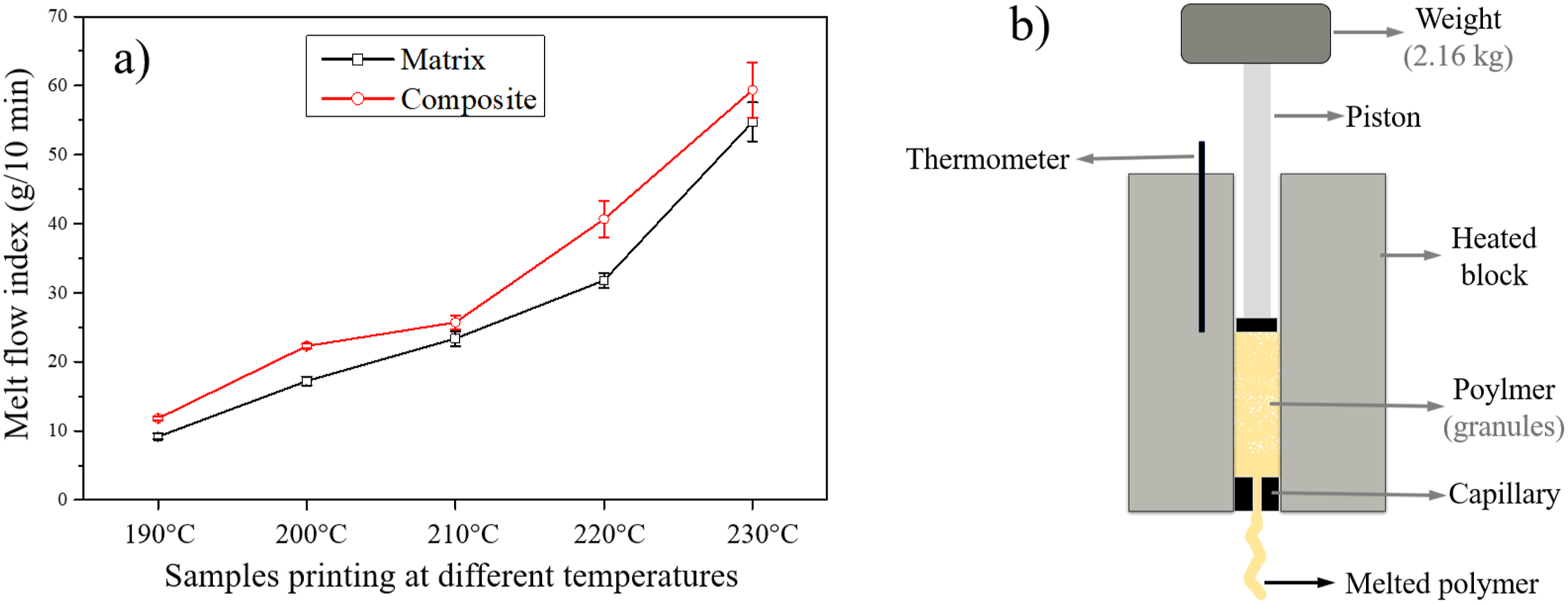
The fluidity of both matrix and composite materials increases with increasing temperature. This can be attributed to the reduction in viscosity, which improves the material’s flow properties. The underlying mechanism can be explained by the increased mobility of polymer chains, the weakening of intermolecular forces, and the rise in the activation energy of molecules. As temperature increases, the kinetic energy of the polymer chains also increases, allowing them to move more freely. This increase in activation energy facilitates the movement of molecules over one another, thus improving the material’s overall fluidity. Although many studies have reported that nanosized fillers generally increase the viscosity of polymer composites and lead to a decrease in MFI, the present study revealed the opposite. The incorporation of nano-TiO2 resulted in an increase in the MFI of the PLA matrix, indicating improved melt flow behaviour. These results contradict findings commonly reported in the literature; this said, there are a number of studies that have reached similar conclusions. Previous research has shown that, under certain conditions, nanosized fillers may contribute to improved melt flow characteristics in polymer composites. In particular, well-dispersed nanoparticles have been observed to reduce resistance to flow during processing, leading to increased MFI values.57,58 Similar results have also been reported in polypropylene-based composites, where higher MFI values were associated with better filler distribution and enhanced interfacial interaction.59,60 In addition, studies on PLA composites containing 2% nanopowders reported a measurable increase in MFI compared to neat PLA, further supporting the possibility of improved flow performance with nanoparticle reinforcement.61,62
Morphological Analysis of 3D-Printed Specimens Produced at Various Printing Temperatures
SEM analysis was used to investigate the microstructural properties of 3D-printed matrix and composite materials and to evaluate the effects of printing temperature on the material structure. SEM images of polymer matrix and composite samples are depicted in Figure 4. Figure 4(a) is a SEM image showing the microstructure of the matrix material. This image reveals that the PLA-based matrix has a homogeneous and smooth surface. Figure 4(b) illustrates the microstructure of the composite material. In this picture, nanosized reinforcement particles are homogeneously distributed within the matrix. The shiny white structures are nano-TiO2 reinforcement particles, while the black porous structures are microvoids. Since the nanoparticles added to the composite form a physical bond rather than a chemical, these particles are expected to create voids within the structure. These microvoids indicate areas where the reinforcement particles and the matrix did not fully bond during the printing. Microvoids can negatively affect the mechanical properties of the product because these voids can act as crack initiation points under stress. SEM images of (a) PLA-based matrix samples, and (b) composite samples reinforced with TiO2 nanoparticles.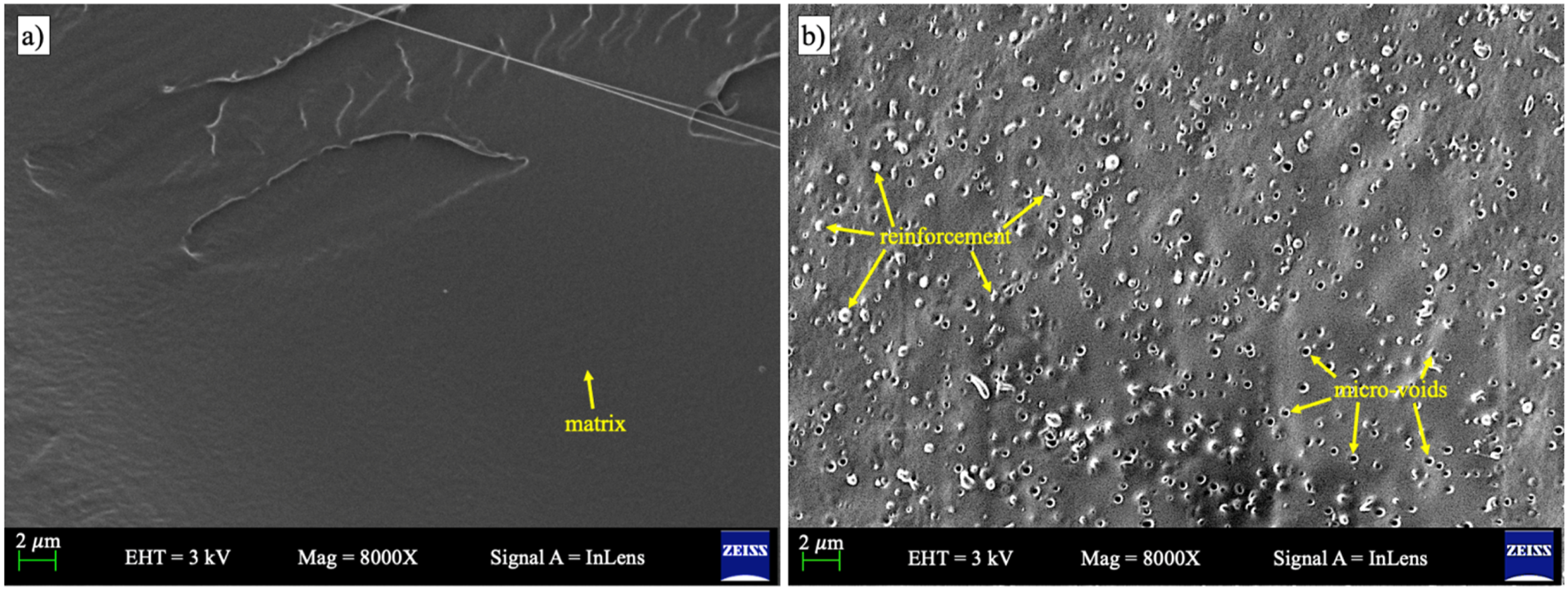
Figure 5 depicts the SEM analysis results of the fracture surfaces shaped as a result of the tensile test of the PLA-based matrix material produced at various printing temperatures. Two different fracture defects are formed on the fracture surface of the 3D printed specimens: fiber surface breakage and interfacial bond failure.
63
For all matrix samples, fiber surface fracture is the prevalent failure mode, while interfacial bond failure is less frequent. SEM images of PLA-based matrix samples produced with different printing temperatures: (a) 190°C, (b) 200°C, (c) 210°C, (d) 220°C, and (e) 230°C.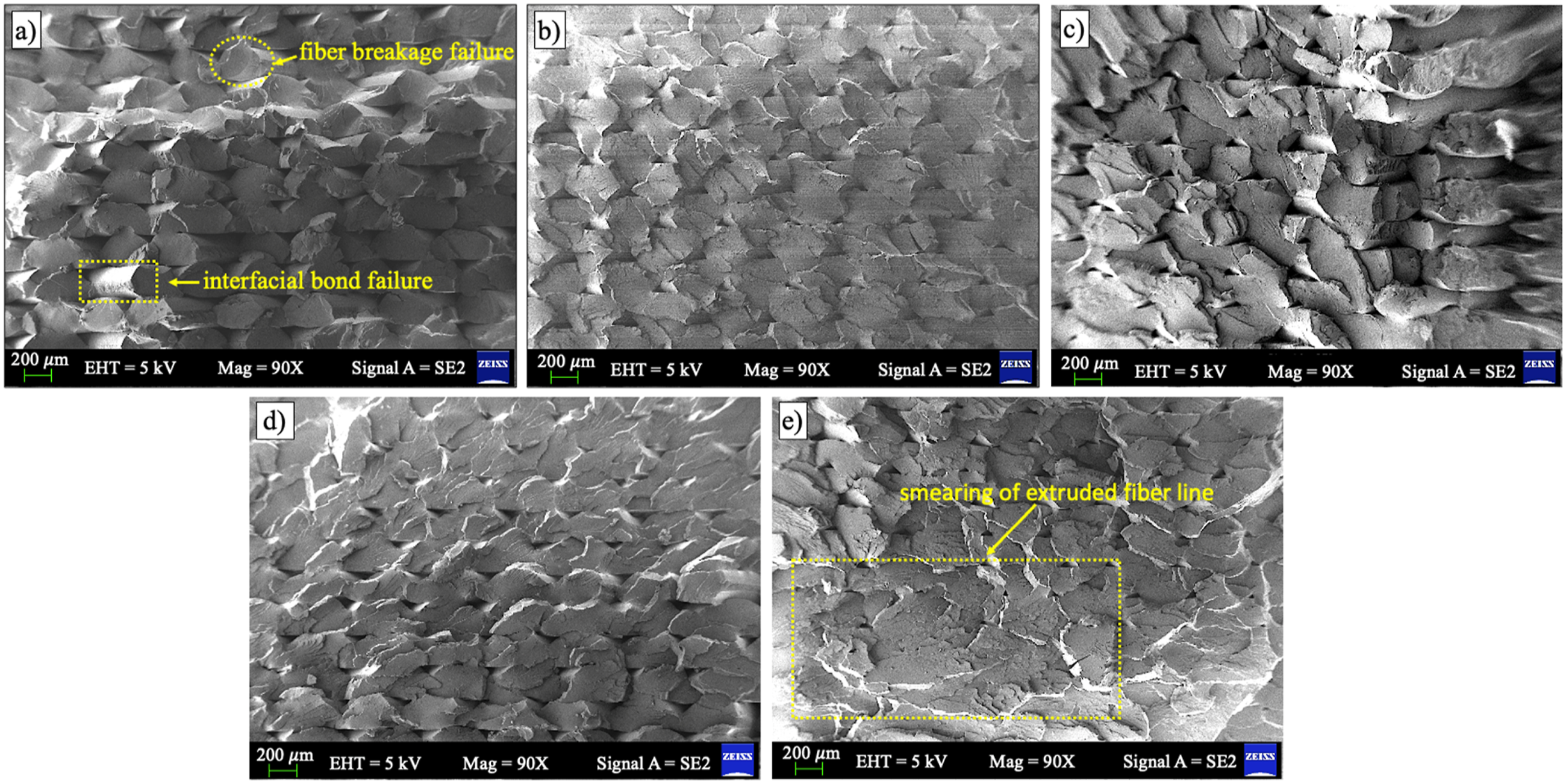
Figure 5(a) presents the SEM image of the 3D-printed sample at 190°C. The fracture surface of the sample produced at this lower temperature appears uniform. Furthermore, this sample shows more interfacial bond failure compared to samples produced at higher temperatures. This is likely due to incomplete interfacial adhesion generated by the lower temperature. In Figure 5(b), the fracture surface of the sample produced at 200°C has a relatively more homogeneous appearance. As the temperature increases, certain changes can be monitored on the specimen’s fracture surface.
As the temperature increases, the viscosity of the polymer matrix reduces, causing the deposited fiber lines to become more mobile. Deposited fibers can move more easily within the structure of the polymer. In Figure 5(c) and (d), it can be seen that there is a bulk fiber structure interlocking due to overheating. High printing temperatures cause the deposited lines to melt excessively and smear together. Therefore, the deposited fiber lines have overmelted due to excessive heat. Figure 5(e) illustrates an SEM image of a sample generated at the maximum printing temperature of 230°C, which shows that the fibers are smeared together and melt flow zones are formed inside the matrix. Melt flow zones occur because the viscosity of the material reduces as the temperature increases, making the polymer more fluid.
This smearing of the fibers can significantly affect the dimensional properties of the material. In other words, the probability that the measurement tolerances of the samples will deviate from the desired range increases. According to the SEM analysis results, it is clear that the printing temperature of PLA-based matrix materials produced by 3D printers affects the microstructural properties of the material.
Figure 6 demonstrates the fracture surfaces of tensile test specimens of composite specimens. The addition of TiO2 nanoparticles to the polymer matrix has caused a noticeable change in the fracture surface of the composite. Compared to the SEM images in Figure 5, it is clear that the rate of interfacial bond failure has significantly increased in the composite samples. While fiber surface breakage failure is more common in matrix materials, interfacial bond failures are more prevalent in composites. This increase in interfacial bond failures is thought to be due to the formation of microvoids within the matrix material caused by the added reinforcements. It is known that the interfacial bond region in additively manufactured products is generally weak.
64
Therefore, the already relatively weak interfacial regions are further weakened by the presence of microvoids, leading to crack initiation and propagation, and ultimately to fractures occurring at these interfaces. SEM images of composite samples produced at different printing temperatures: (a) 190°C, (b) 200°C, (c) 210°C, (d) 220°C, and (e) 230°C.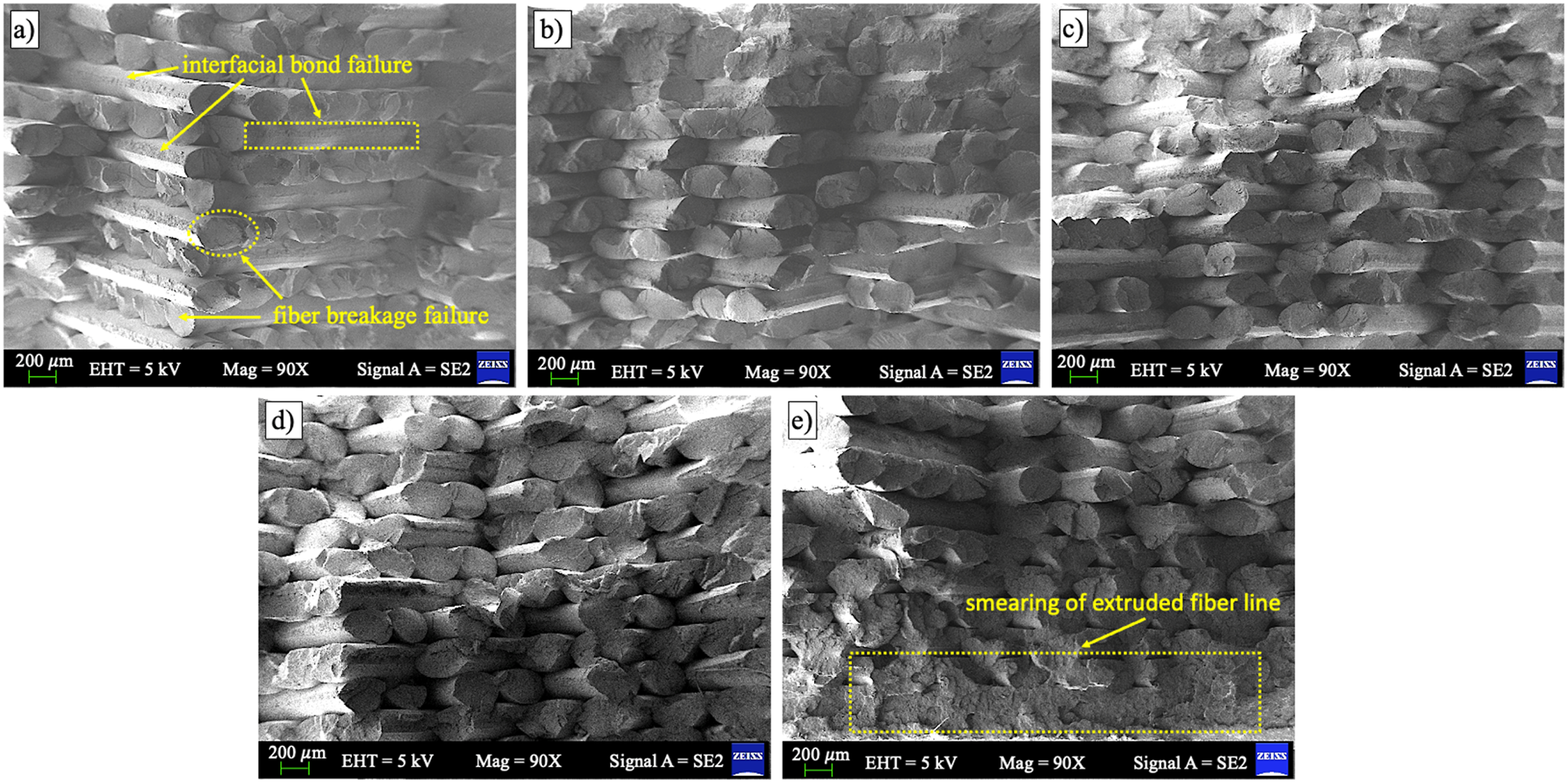
In Figure 6(a) to (d), the fracture surfaces of the samples produced at 190, 200, 210 and 220°C show similar structures. However, the sample produced at 230°C, shown in Figure 6(e), exhibits a slightly different fracture surface. In this image, the fibers appear to have smeared together due to the high temperature, forming melt flow zones within the structure, similar to the fracture surfaces of PLA-based matrix samples produced at 230°C. High temperature increases the physical bonding between each deposited fiber, but which, on the other hand, can also induce thermal stress within the material. This can lead to distortion, resulting in dimensions that deviate from the desired specifications.
SEM analysis of both PLA and PLA/TiO2 composite samples revealed an improvement in interfacial bonding with increasing printing temperature. At lower temperatures (190°C), distinct interlayer voids and interfacial failures were observed. As the temperature increased to 200°C and 210°C, these voids began to reduce and the layers became more integrated. At 220°C, smoother layer interfaces were evident, indicating enhanced bonding. Notably, at 230°C, the appearance of smeared extruded fiber lines suggested improved material diffusion and better interlayer fusion. As the temperature is increased, interfacial voids become less visible, and smoother layer transitions are observed, especially at 230°C, where the smearing of extruded fibre lines indicates enhanced material diffusion and bonding.
Energy Dispersive X-ray Fluorescence Spectroscopy
Figure 7 shows the EDS results for the 3D-printed matrix and composite samples. In both samples, peaks labelled “RhKaC”, “RhKa”, “RhKbC”, and “RhKb” are observed at around 18-23 keV. These refer to characteristic X-ray peaks originating from different energy levels of the element rhodium (Rh). However, these peaks are caused by the rhodium used in the EDS device, either as a target or as a coating, and therefore are not related to the sample itself and are thus excluded from the analysis. In Figure 7(a), as expected, no titanium peak is observed, and the elemental percentages of the matrix material are measured as shown. In Figure 7(b), however, in addition to the matrix material, a titanium peak is clearly visible, confirming its presence in the composite sample. Energy dispersive X-ray fluorescence spectroscopy analysis results for 3D-printed (a) matrix, and (b) composite specimens.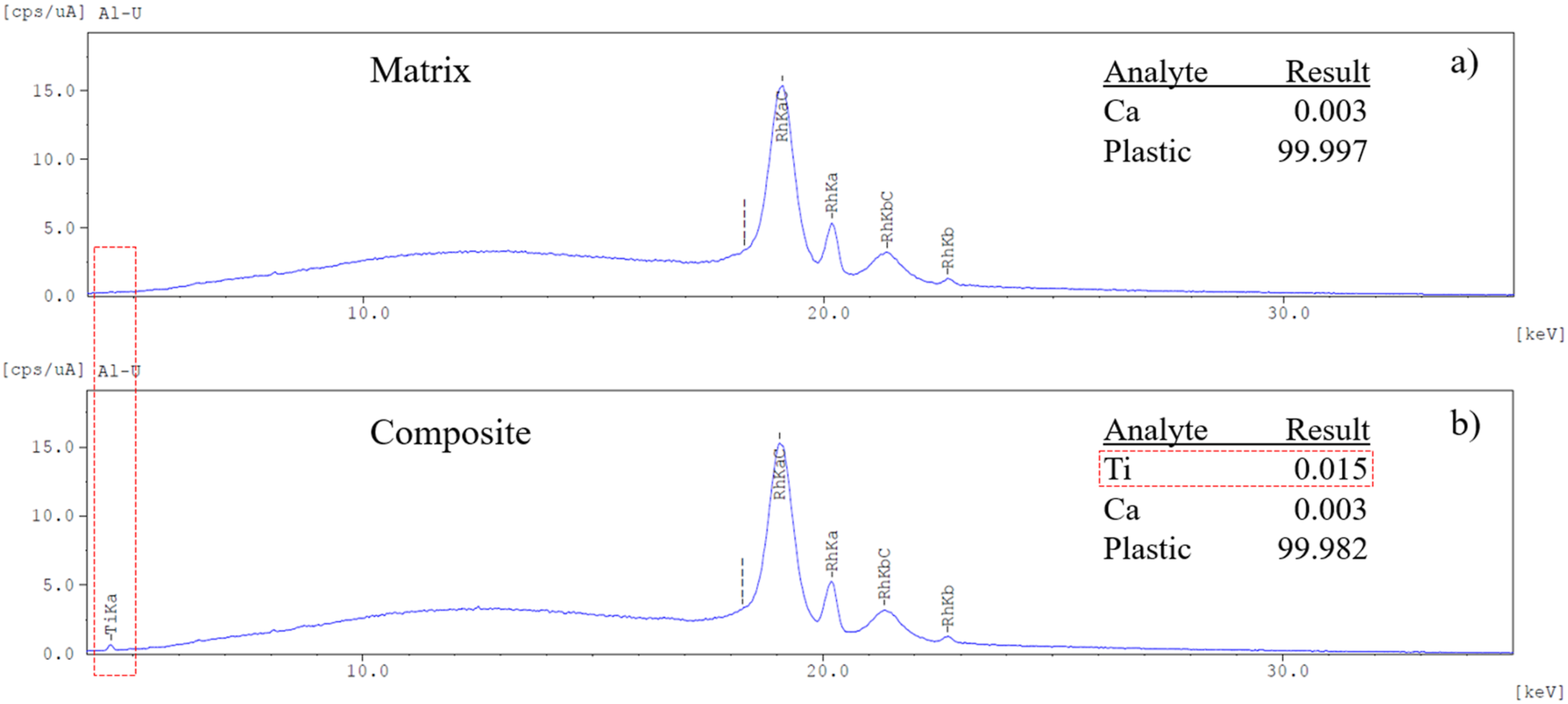
Tensile Properties of 3D-Printed Specimens Produced at Various Printing Temperatures
Figure 8 and Table 2 present the results obtained from tensile tests of matrix and composite samples printed at different temperatures. These results provide the comparative stress and strain behaviour for the specimens produced at each printing temperature. As can be seen in Table 2, matrix samples have a higher tensile strength than composite samples at all printing temperatures. The TiO2 addition reduced tensile strength compared to the matrix material. This decrease can be attributed to the presence of microvoids and insufficient interfacial adhesion between the PLA matrix and the inorganic nanoparticles. The nanosized metal oxide additive, which forms a physical rather than a chemical bond with the matrix material, has led to the formation of numerous microvoids within the matrix structure. As supported by previous findings, poor matrix–filler interactions can cause localized stress concentrations, acting as crack initiation points under mechanical load.65,66 In particular, the formation of interfacial porosity due to inadequate bonding at the matrix–filler interface is known to weaken the load transfer efficiency, resulting in compromised tensile performance. The SEM analysis conducted in this study confirms the presence of such microstructural defects, supporting the observed decrease in tensile strength. Tensile test results: (a) stress, and (b) strain graphs of samples printed at various temperatures. Tensile test results for samples produced with 3D printer.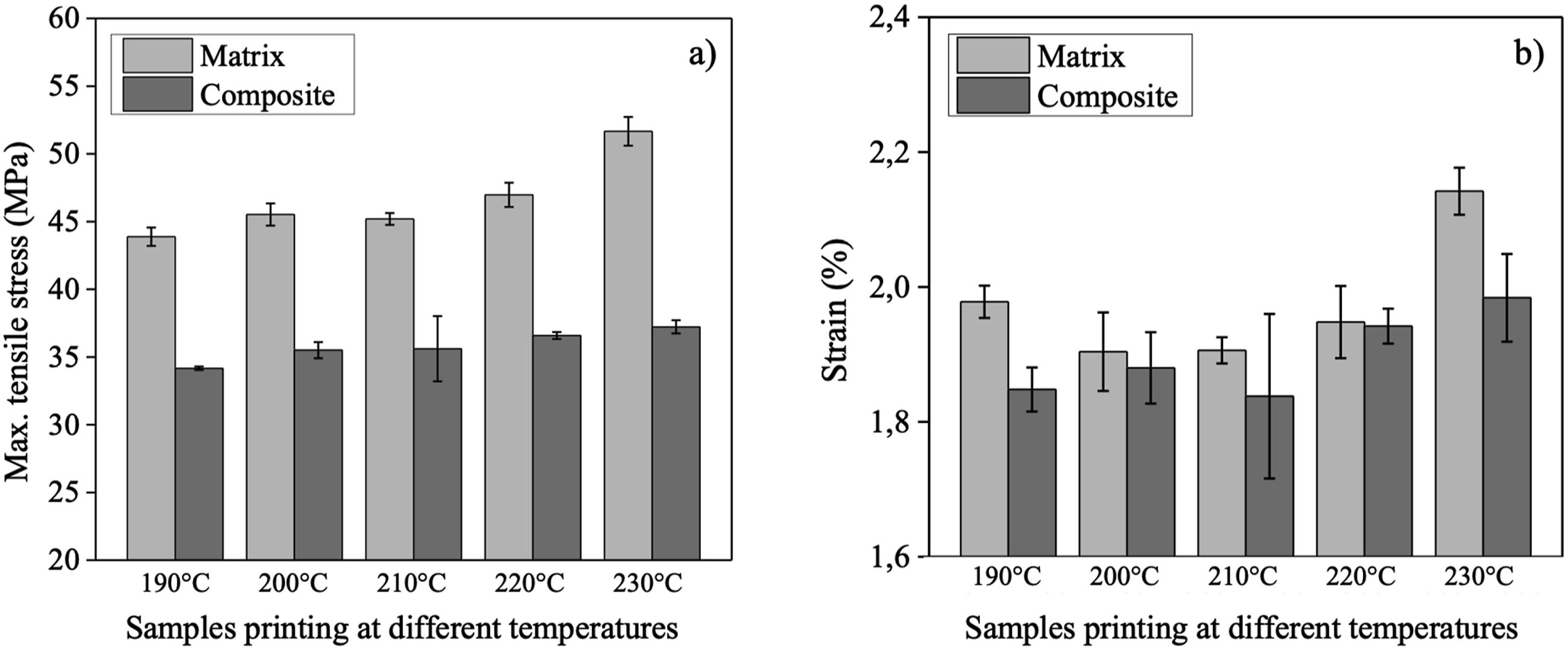
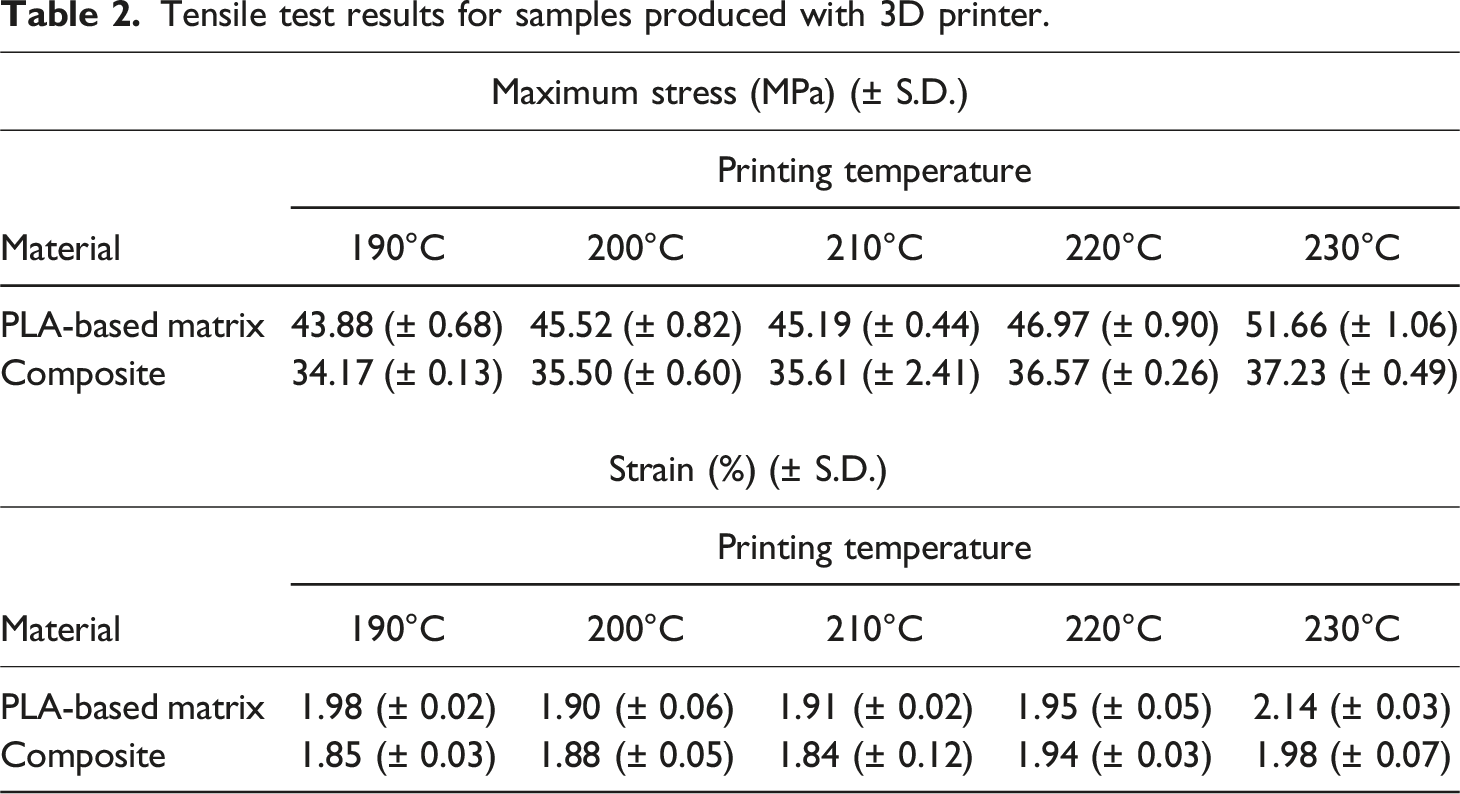
Figure 8(a) shows that specimens printed at 190°C have the lowest tensile strength for both matrix and composite materials, while samples printed at 230°C have the highest. Additionally, as the printing temperature increases, the matrix samples generally show higher tensile stresses, following an increasing trend. This is due to increased interfacial bonding with increasing temperature. As seen in SEM analysis images, the penetration of the interfacial bonding between deposited fibers increases with temperature, resulting in increased tensile strength. Although composite samples exhibit a similar tendency, the increase occurs in much smaller increments than for the matrix samples. This indicates that matrix material is more affected by the printing temperature than composite material. The increasing trend in tensile strength with increasing printing temperature confirms that the latter is a significant process parameter for additive manufacturing.67–69
Although the PLA matrix exhibited a clear increase in tensile strength with rising printing temperature - from 43.88 MPa at 190°C to 51.66 MPa at 230°C - this improvement was relatively limited in the composite samples, increasing only from 34.17 MPa to 37.23 MPa across the same temperature range. This difference can be attributed to the presence of TiO2 nanoparticles, which may have introduced structural limitations such as microvoids, poor filler–matrix interfacial bonding, or local agglomeration. Such defects can act as stress concentrators and hinder effective load transfer, thereby offsetting the mechanical improvements that would otherwise be expected from enhanced interlayer bonding at elevated temperature. As a result, the potential benefits of higher processing temperature in the composite structure appears to be partially suppressed by the addition of nanofillers.
Figure 8(b) shows that the elongation values vary with printing temperature and material type. As the printing temperature increases, some changes in the elongation values are observed in both matrix and composite samples, although these changes are effectively insignificant. The elongation values of the composite samples are generally lower than those of the matrix samples. This indicates that composite materials with lower elongation capacity may exhibit increased brittleness. Additionally, the TiO2 additive appears to adversely affect the elongation values when compared to the matrix material.
Flexural Properties of 3D-Printed Specimens Produced at Various Printing Temperatures
Figure 9 and Table 3 represent the results obtained from bending tests of matrix and composite specimens printed at different temperatures. These results provide the comparative maximum flexural stress and displacement behaviour for specimens produced at each printing temperature. As can be seen in Table 3, matrix samples have a higher flexural stress than composite samples at all printing temperatures. This is due to the particle addition causing microvoids in the matrix. Figure 9(a) shows that samples printed at 190°C have the lowest bending resistance for matrix materials, while samples printed at 230°C have the highest. Additionally, as the printing temperature increases, the matrix samples show higher bending resistance, following an increasing trend. This is due to increased interfacial bonding as temperature increases. While the bending test results of the matrix samples exhibit a trend similar to the tensile test results, the composite samples show a different behaviour. In the composite samples, almost all specimens exhibited very similar bending strengths, which can be attributed to the presence of voids within the structure, which do not provide sufficient resistance to bending. Voids act as weak points in the internal structure of the material, leading to crack initiation when a bending force is applied. These cracks cause stress concentration in these areas, resulting in localized bending of the material. Consequently, these cracks propagate, ultimately leading to material failure. Bending test results: (a) maximum force and (b) displacement graphs of samples printed at various temperatures. Bending test results for samples produced with 3D printer.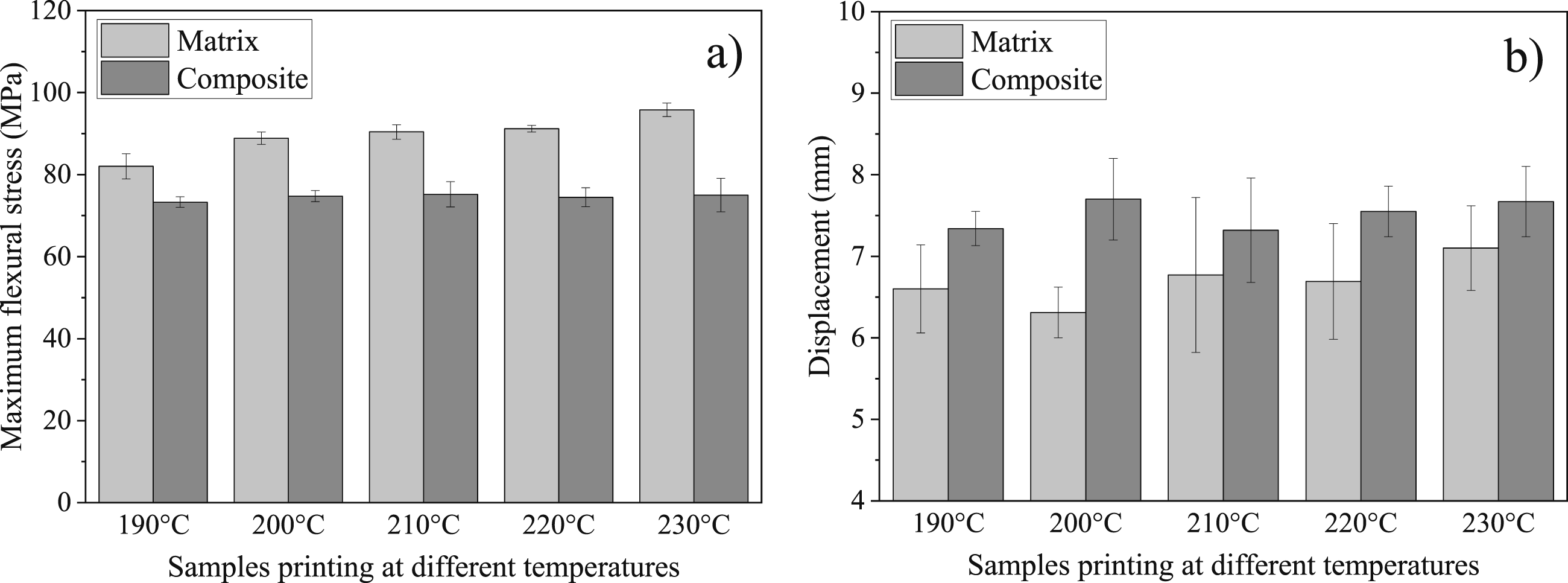
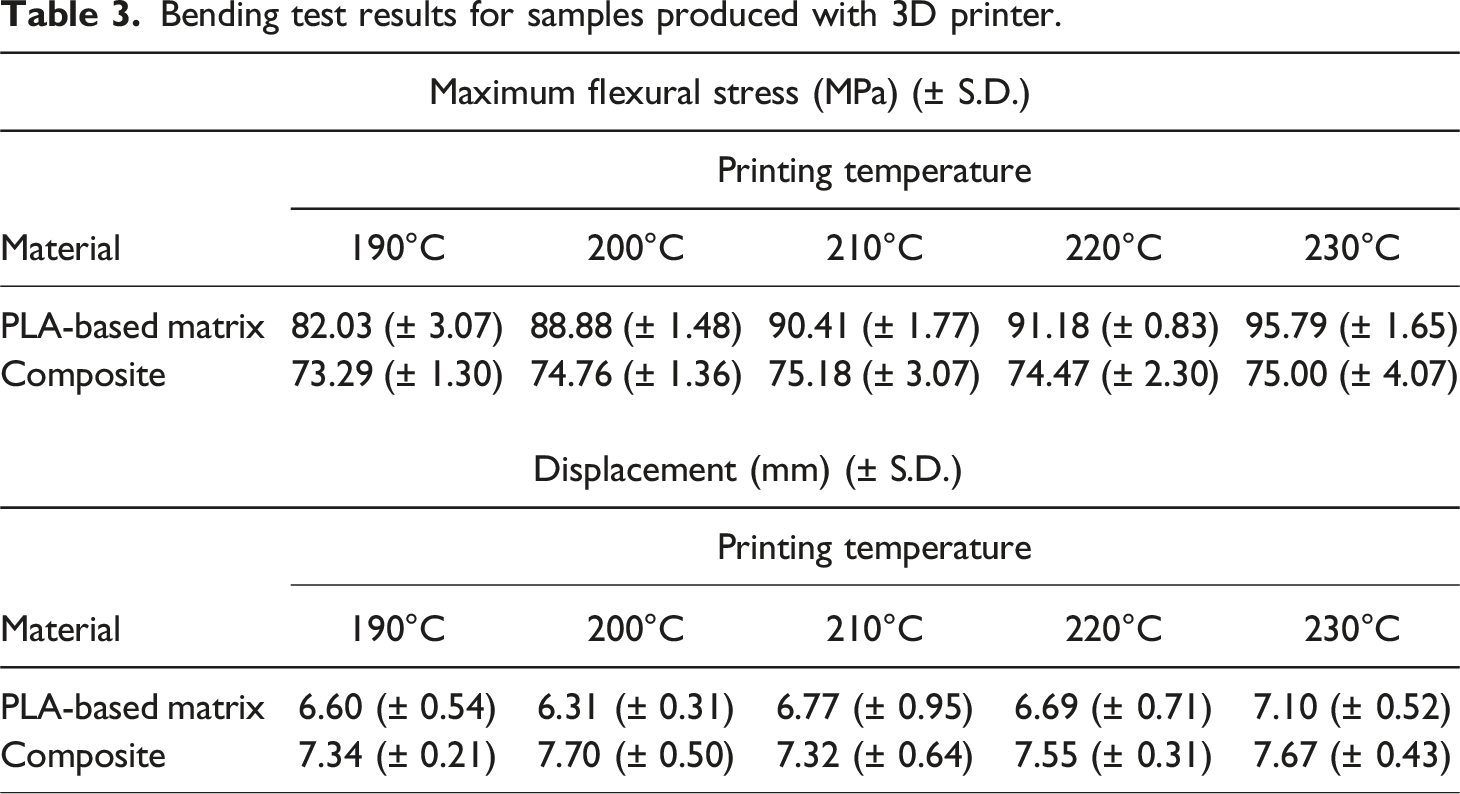
Figure 9(b) illustrates comparisons of the displacements of the materials as a result of the bending test. Although there is a temperature-dependent trend, this change is not significant as all results are very close to each other. However, unlike the maximum flexural stress, all composite samples exhibit higher displacements. In other words, composite samples appear to exhibit increased flexibility in terms of bending. Flexible materials can absorb more energy under load, thus preventing sudden fractures. Higher displacements indicate greater energy absorption. Materials with a high energy absorption capacity perform better under impact and shock loads.
The increase in displacement observed in composite samples can be attributed to the presence of microvoids. Microvoids create weak points within the material’s internal structure, making the material more bendable by providing extra space during deformation. This increases the material’s flexibility while reducing its load-carrying capacity. A polymer with microvoids may have a lower bending strength because these voids compromise the material’s structural integrity and facilitate crack formation; however, these microvoids also enable the material to exhibit greater bending and displacement. Microvoids enhance the deformation capacity of the material, leading to higher displacements, which increase the material’s flexibility but reduce its mechanical strength.
Surface Roughness
The surface roughness test was conducted to determine the surface quality of 3D parts constructed with different printing temperatures. Figure 10 illustrates the surface roughness measurement results for matrix and composite samples produced by 3D printing. Figure 10(a) shows the measurement direction and the surface textures resulting from the measurements. Figure 10(b) presents a comparative graph of the measurement results. It is known that the surface roughness of 3D-printed products is sensitive to the direction of measurement.
70
In this study, measurements were taken from the top surfaces of the samples in the directions shown in Figure 10. Figure 10 provides a numerical table of all measurement results, along with the calculated standard deviations. Surface roughness measurements could not be taken for the samples printed at 180°C due to incomplete production. Surface roughness test results for 3D-printed parts: (a) measured surface textures (profiles), (b) comparisons graph, and (c) table of all results with standard deviations.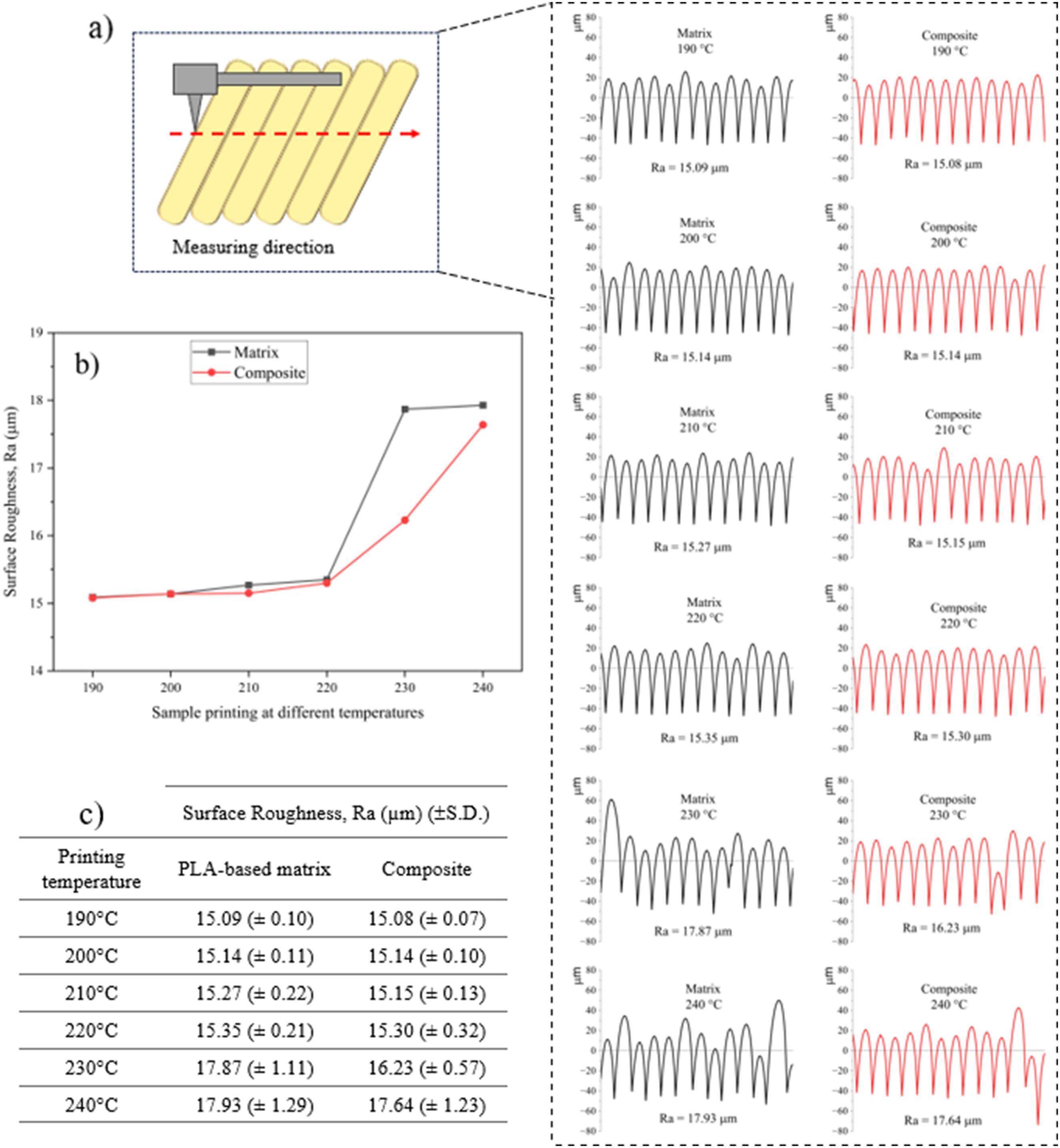
The composite sample printed at 190°C had the lowest surface roughness (15.08 μm), while the highest roughness was observed in the matrix sample printed at 240°C (17.93 μm). This indicates that roughness increases proportionally with printing temperature. While the roughness in both the matrix and composite specimens printed between 190 and 220°C increased only slightly, there was a sudden rise in roughness in the samples printed at 230 and 240°C, which worsened the surface texture. This can be explained by the sudden increase in fluidity with rising temperature, as shown in the MFI analysis results in Figure 3. At higher printing temperatures, the kinetic energy of polymer chains increases, allowing them to move more freely.71–73 For both matrix and composite samples printed at 230 and 240°C, the surface texture (Figure 10(a)) shows an irregular wavy pattern, where some layers bulge outward due to fluidity while adjacent layers remain more recessed.
As shown in the comparative results in Figure 10(b), the surface roughnesses of the composite samples are generally better than those of the matrix samples at all printing temperatures. Although this difference is not very pronounced between 190 and 220°C, it becomes more noticeable at 230 and 240°C. The reinforcement of TiO2 nanoparticles has relatively improved surface roughness. This can be attributed to the ability of nanoparticles, when well dispersed, to reduce surface roughness (as seen in the SEM analysis, which shows homogeneously distributed nanoparticles, as per Figure 4). This is because the nanoparticles can fill voids, creating a smoother surface. When the particle sizes of the additives are in the nanometre range, smaller nanoparticles can fill microvoids in the surface, improving smoothness. Additionally, as seen in the DSC analysis results in Figure 2, the additives improve the thermal stability of the polymer. Better thermal stability allows the polymer to melt and cool more uniformly during the manufacturing process, leading to smoother layers and reduced roughness.
In Figure 10(c), it can be observed that the standard deviation increases along with surface roughness. This is related to the fact that as surface roughness increases, the number and size of surface irregularities also increase. These irregularities cause greater variation in roughness measurements from one point to another. This variability leads to a wider distribution of measurements, which in turn increases the standard deviation.
Printability Analysis
The printability analysis is essential to determining the optimal printing temperatures for various filaments, ensuring the best surface quality, layer adhesion, and mechanical properties. By providing a quick and effective way to calibrate different materials, the test helps to optimize the 3D printing process and achieving high-quality prints with both matrix and composite materials. 3D print specimens were produced as a temperature tower, starting at 240°C and ending at 180°C, to test the printability of the matrix and composite materials. Photographs of the samples obtained after production are presented in Figure 11. This analysis was conducted to understand how successfully a polymer can be printed using a 3D printer. Key parameters affecting 3D printability include complex geometric structures such as overhangs and bridging. The better a material performs with large gaps (bridges) or vertical angles (overhangs) that require support structures, the higher its printability is considered to be. Different issues or improvements were observed with each layer due to change in the printing temperature with each. Defect analysis of 3D printed temperature calibration tower with (a) matrix and (b) composite material.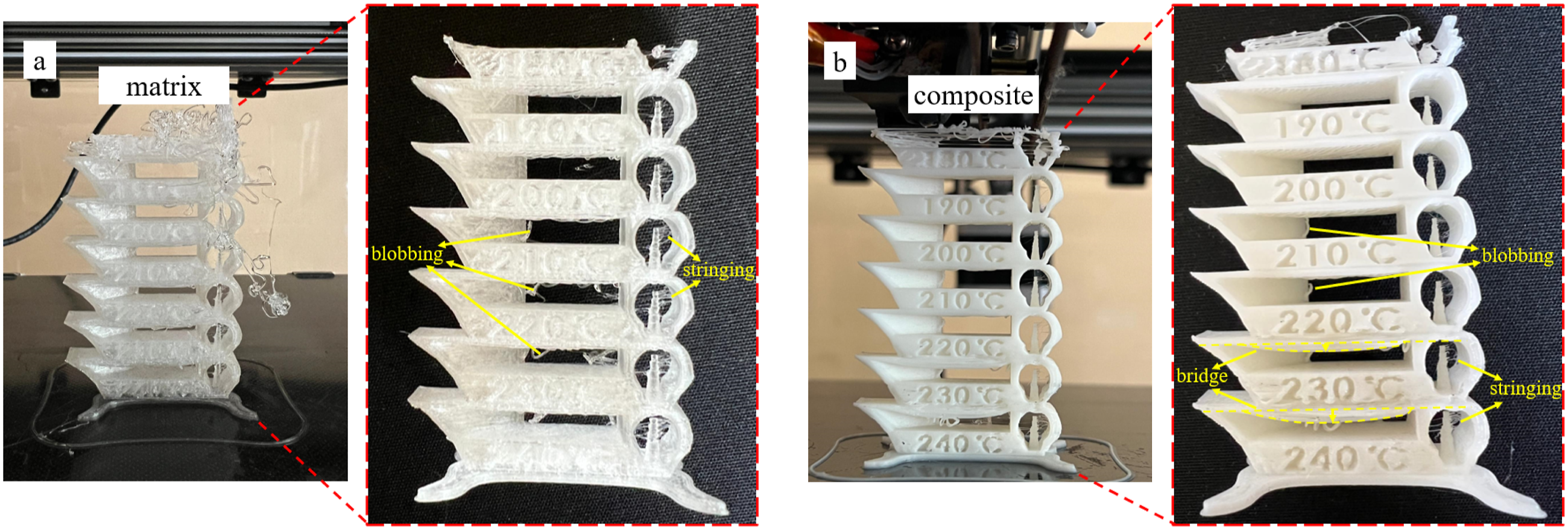
At higher temperature, the material’s fluidity increased, and its viscosity decreased; this led to bridging defects. Notably, at temperatures of 230°C and 240°C, significant sagging occurred in the composite sample. As shown in Figure 11(a), similar issues in the matrix material appeared less pronounced compared to the composite sample. The reason for this difference may be the increased density of the composite material due to the TiO2 nano-additives. When the fluidity of the material is high, the increased density leads to greater bending tendencies.
Printing could not be achieved for both materials at 180°C. This temperature did not sufficiently melt the polymer, resulting in rapid solidification before the targeted geometry could be fully constructed. Upon visual inspection, the sample printed with the composite material, as shown in Figure 11(b), exhibited a better surface appearance. It can be said that the surface of the composite sample was more homogeneous, which was also confirmed by the surface roughness results. Although stringing was observed in both samples, it was less prevalent in the composite. The stringing issue significantly decreased in both samples at temperatures of 210°C to 190°C. In other words, as the temperature decreased, the stringing reduced. In particular, stringing became noticeably more severe at printing temperatures above 220°C, likely due to increased material fluidity and insufficient cooling time between extrusion passes. Also, blobbing was observed in both samples, but was more pronounced in the matrix material. Considering all these parameters, it was determined that print temperatures in the range of 190°C - 210°C provided results closer to the intended geometry. Especially in composite and matrix materials, the bridging and overhang errors caused by increased fluidity and decreased viscosity at higher temperature could be minimized by achieving more controlled flow in the 190°C - 210°C range.
Conclusions
This study investigated the effects of printing temperature and TiO2 nano-additives on the thermal, flow, mechanical, morphological, and printability properties of PLA-based composite materials produced via FFF. • Thermal analysis revealed that the addition of nano-additives enhanced crystallinity and thermal stability, with the crystallinity increasing from 6.4% in the PLA matrix to 17.4% in the composite. • Flow analysis demonstrated that nanosized particles enhanced matrix fluidity, with flow rates increasing by approximately 9% to 29% depending on the printing temperature. • Surface morphology was strongly influenced by printing temperature. While the additive contributed to a general reduction in surface roughness, the printing temperature had a pronounced effect on surface quality and dimensional precision. In terms of temperature, surface quality remained favourable between 190°C and 210°C, where minimal stringing, dimensional deviation, stringing, and bridging issues were observed. Although the samples printed at 220°C did not exhibit a significant increase in surface roughness, a noticeable rise in stringing issues was observed at this and higher temperatures due to elevated heat levels. At higher temperature, particularly 230°C and 240°C, surface roughness and flow irregularities increased sharply due to excessive material flow, leading to poor geometrical accuracy and visual defects. These findings indicate that while mechanical performance improves with temperature, print quality and dimensional stability deteriorate beyond 210°C. Therefore, 210°C represents the optimal printing temperature, offering the best trade-off between mechanical strength, surface finish, and overall printability. • SEM and EDS analyses confirmed a homogeneous TiO2 distribution. However, porous structures were observed, attributed to limited wettability and weak interfacial bonding between the nanoparticles and the polymer matrix. Future studies may investigate nanoparticle surface modifications in an attempt to improve compatibility and reduce porosity. • Mechanical testing indicated that higher printing temperatures improved interlayer adhesion, increasing tensile strength by 9% in composites and 17.7% in the PLA matrix. Achieving such improvements in mechanical performance solely through temperature adjustment highlights the significance of printing temperature optimization. However, the inclusion of TiO2 caused a 27.9% and 21.7% reduction in tensile and flexural strength, respectively. Despite this decline, TiO2 nano-additives and optimized printing temperature improved the thermal, morphological, and printability properties of the composites. The observed reduction in mechanical performance can be considered an acceptable trade-off for achieving multifunctionality in 3D-printed materials. Overall, this study demonstrates that incorporating TiO2 and optimizing printing temperature can enhance the functional performance of PLA-based filaments without significantly compromising mechanical strength, thereby expanding their potential for biomedical applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Scientific Research Projects Unit (BAPYB) of Gaziantep University (NTMYO.HZP.24.02).