
Abstract
This study investigates the milling behavior of wood-plastic composites (WPCs) made from recycled polypropylene (RPP) reinforced with waste cotton fabric and pine sawdust. The effects of spindle speed (600 rpm, 400 rpm, 200 rpm), feed rate (0.2 mm/rev, 0.4 mm/rev, 0.6 mm/rev), and depth of cut (2.5 mm, 3.0 mm, 3.5 mm) on key response variables—material removal rate (MRR), surface roughness (Ra), machining forces (Fm), and delamination factor (Fd)—were analyzed. ANOVA and Signal-to-Noise Ratio methods were used to evaluate the significance of the parameters, while multi-response optimization was conducted using the Surface Response Optimization Technique. The results showed that spindle speed significantly influenced delamination and surface roughness, while feed rate and depth of cut primarily affected MRR and machining forces. The optimal machining parameters—600 rpm spindle speed, 0.2 mm/rev feed rate, and 3.5 mm depth of cut—achieved an MRR of 23.45 mm3/min, Ra of 0.13 µm, Fm of 13.66 N, and Fd of 1.08. The findings underscore the importance of parameter optimization for enhancing machining efficiency and surface quality while demonstrating the potential of these WPCs as sustainable and eco-friendly materials for various applications, particularly in the construction industry.
Introduction
Composite materials combine distinct materials with varying physical, mechanical, and chemical properties, resulting in a new material with superior performance characteristics. 1 Natural fiber-reinforced composites offer significant environmental advantages over synthetic counterparts, including recyclability, biodegradability, and low density.2–5 Wood-plastic composites (WPCs) are among the natural fiber reinforced composites developed from wood-based elements and polymers. The term wood–plastic composite is combined with either thermosetting or thermoplastic polymers and used interchangeably with wood–polymer composites. 6 Common thermoplastics for WPCs manufacture are polypropylene (PP), polyethylene (PE), and polyvinyl chloride (PVC). 7 Waste-based polymer composites offer numerous benefits, including being cost-effective, biodegradable, renewable, and manageable, while also providing a solution for residue control and the creation of a new class of engineering materials. 8 In 2022, the production of polypropylene reached 40 million tons, with an expected compound annual growth rate (CAGR) of 5.15% until 2035. Over 90% of the 400 million metric tons of plastic produced annually becomes waste, with 50% ending up in landfills and 22% leaking into the environment. 9 These durable plastics break down into micro particles, creating significant environmental threats. As a result, recycling plastic has become a vital strategy for protecting the environment. WPC technology has advanced significantly, with improved manufacturing processes such as extrusion, injection molding, and compression molding. These processes have expanded WPC applications in construction, automotive, and furniture industries, supported by evolving product standards. 10
Conventional building materials like steel, concrete, and wood are associated with significant environmental drawbacks, including high energy consumption, greenhouse gas emissions, and resource depletion. The increasing demand for sustainable materials has fueled interest in natural fiber-reinforced polymer composites, which utilize renewable resources to reduce dependency on non-renewable materials while maintaining structural integrity.11–18 Traditional building materials such as particle board, aluminum panels, and concrete are limited by high costs, weight, and environmental impacts. In contrast, WPCs offer an affordable, durable, and eco-friendly alternative, making them a promising option for future construction projects. 19 The building industry’s focus on sustainability has highlighted the potential of natural fiber-reinforced polymer composites as substitutes for traditional materials. These composites’ renewable nature, low environmental impact, and ability to recycle waste materials align with global sustainability goals. 20 Pao and Yeng find that increasing agro-waste coconut shell powder (CSP) content in expanded polystyrene (EPS) wood plastic composites (WPCs) improves mechanical strength but reduces flexibility and increases water absorption. Alkaline treatment with sodium hydroxide enhances mechanical properties and reduces water absorption by decreasing –OH groups in CSP. 21 Homkhie et al. 22 optimized CNC milling parameters (speed, feed rate, and depth of cut) for wood-plastic composites (WPCs) using response surface methodology. Results showed that higher speed (720 rpm) increased hardness and reduced surface roughness. Optimal conditions were 720 rpm, 300 mm/min feed rate, and 3 mm depth of cut, with 97.30% desirability.
WPCs reinforced with waste materials such as cotton and pine sawdust are gaining significant attention for their sustainability benefits. Waste polypropylene (PP), sourced from discarded goods and industrial products, provides a valuable raw material for composite production, enhancing both the environmental footprint and performance of the material.23,24 Previous studies have demonstrated the potential of polypropylene-based composites reinforced with textile wastes, including cotton fibers, for enhanced mechanical performance. 25 The reuse of waste cotton clothes for producing cellulose nanocrystals further underscores the versatility of this material.26,27 Pine sawdust, another abundant waste material, has been successfully incorporated into polymer matrices to improve mechanical properties.28,29 Fabrication methods like hand lay-up, compression molding, injection molding, extrusion, and stir casting have been used to develop WPCs, demonstrating versatility in tailoring composite properties for specific applications.30,31
Despite extensive research on wood-plastic composites (WPCs), a significant gap remains in understanding the machinability of recycled polypropylene (RPP) composites reinforced with the specific combination of waste cotton fabric and pine sawdust. This study uniquely addresses this gap by investigating the synergistic effects of these abundant, yet underutilized, waste streams within an RPP matrix. Furthermore, it goes beyond single-response optimization, employing a multi-response approach using Surface Response Methodology to achieve a balanced performance across material removal rate (MRR), surface roughness (Ra), machining forces (Fm), and delamination factor (Fd). This holistic consideration of both productivity and quality, coupled with the use of RPP to enhance sustainability, distinguishes this work from prior studies that often relied on virgin polymers or focused solely on individual response variables. By systematically optimizing milling parameters, this research aims to provide crucial insights into the machinability of these sustainable WPCs, thereby facilitating their wider adoption in the building industry and contributing to circular economy principles.
Materials and methods
Materials
The raw materials utilized in this study comprised Recycled Polypropylene (RPP) as the matrix material, waste cotton fabric, and pine wood sawdust as reinforcement materials. RPP, chosen for its widespread industrial applications, was sourced locally from households, cafes, and offices within Mekelle, Tigray, Ethiopia. Waste cotton fabric was obtained from the Garment and Textile Department of Mekelle University and subsequently cut into 1 cm × 1 cm squares to ensure dimensional uniformity. Pine wood sawdust, collected from local furniture enterprises in Mekelle, was sieved through a 250 µm sieve to obtain a consistent particle size.
Alkali Treatment
To enhance the interfacial bonding between the pine dust reinforcement and the polymer matrix, and thereby improve the composite’s mechanical properties, the pine dust fibers underwent an alkaline treatment. This involved immersing the fibers in a 6% (w/w) aqueous solution of sodium hydroxide (NaOH) for 3 hours, as recommended by prior studies.32,33 Following the treatment, the fibers were thoroughly rinsed with water to eliminate any residual NaOH that could otherwise degrade the polymer matrix during processing. The cleaned fibers were then air-dried at room temperature for 72 hours to ensure complete moisture removal, enhancing their compatibility with the polymer matrix. The materials used are shown in Figure 1. Basic raw-materials: (a) Recycled polypropylene (b) waste cotton fabric and (c) pine wood sawdust.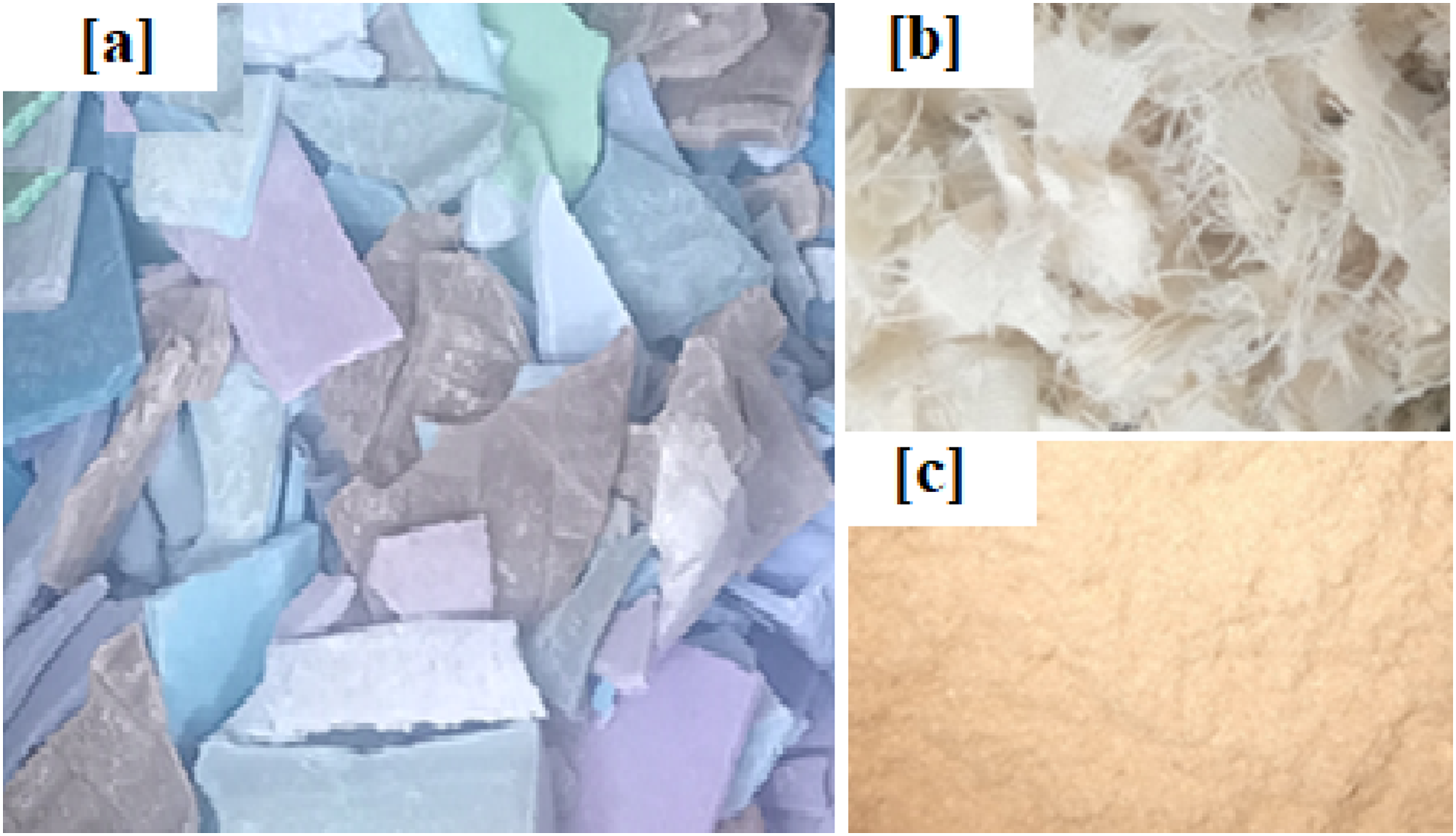
Composite Preparation
The composite material was fabricated using 20% by weight reinforcement and 80% by weight Recycled Polypropylene (RPP). This composition resulted in improved tensile, flexural, and impact strength.
34
Moreover, the reinforcement consists of 10% cotton and 10% pine wood sawdust. This combination aims to leverage the complementary properties of each component: cotton, known for its high tensile strength, superior durability, chemical stability and good abrasion resistance, and pine wood sawdust, which provides stiffness, improved impact resistance, and contributes to better dimensional stability.35–38 A preheating step was conducted at 105°C for 5 minutes to reduce any residual moisture content and prepare the materials for subsequent processing.30,39 This step was crucial for ensuring optimal material flow and adhesion during the subsequent mixing and molding stages. A meticulous mixing procedure was then employed to achieve uniform matrix distribution throughout the composite. Initially, the reinforcement materials, cotton fabric and pine wood sawdust, were thoroughly pre-mixed to ensure even dispersion within the dry phase. The molten polypropylene matrix was then gradually introduced into the reinforcement mixture, avoiding sudden dumping to prevent localized concentrations. High-shear mixing was employed to effectively disperse the molten polymer and break down any agglomerations of reinforcement materials. To further enhance fiber wetting and eliminate trapped air pockets, vacuum mixing was subsequently employed. Controlled cooling was immediately implemented following mixing to prevent rapid solidification and potential internal stresses within the composite. Pre-compression was then applied to compact the mixture evenly before the application of full molding pressure. Finally, compression molding was conducted under constant load for 24 hours to ensure complete consolidation and densification of the composite material. Figure 2 shows the fabricated hybrid composite using compression molding. Fabricated hybrid composite.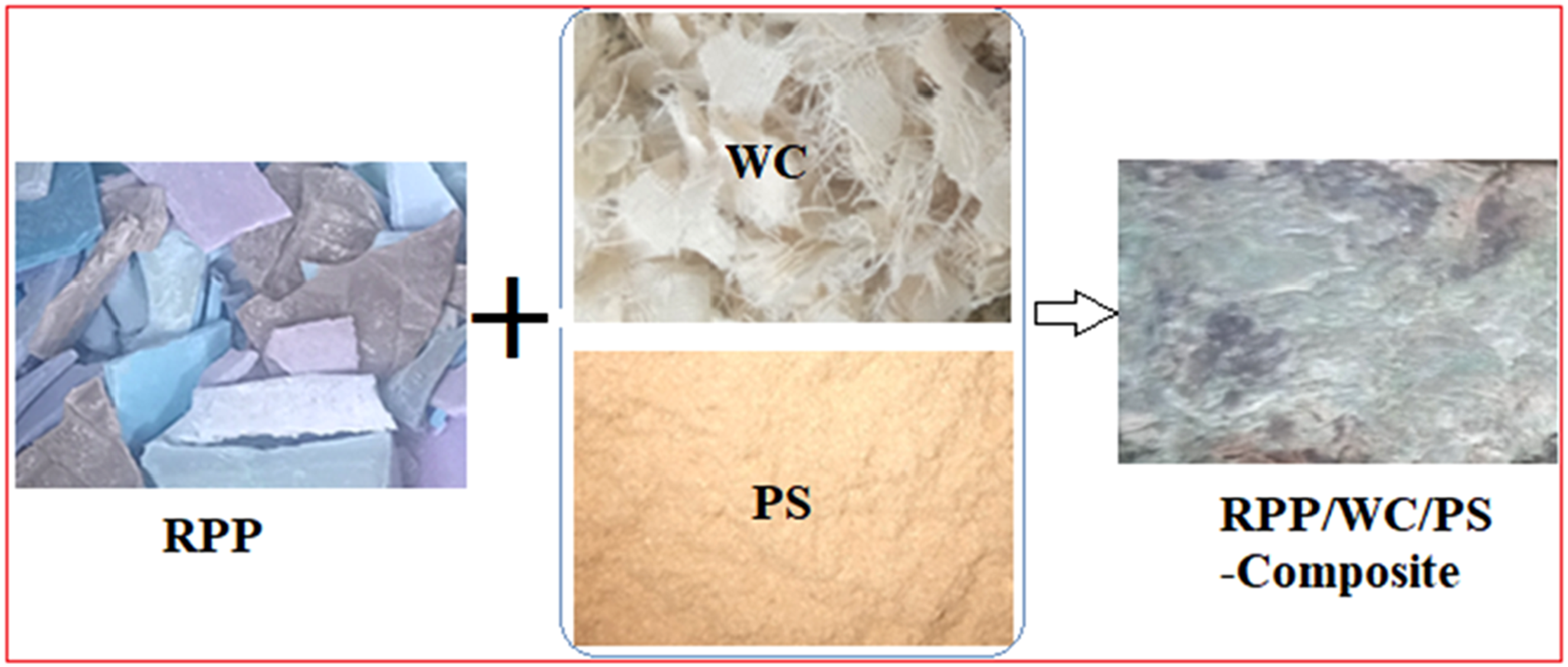
Milling Technique
Milling operations on the developed hybrid composite samples of recycled polypropylene (RPP) reinforced with waste cotton fabric and pine sawdust were carried out using a 12 mm diameter, four-fluted high-speed steel (HSS) end mill. The machining was performed dry on a conventional X8132 A Universal Tool Milling Machine, which features an ISO40 spindle taper, variable spindle speeds ranging from 40 to 2000 rpm, and a robust table capable of handling up to 300 kg. The experiments were conducted at Mesfin Industrial Engineering (MIE) in Mekelle, Ethiopia, with a minimum of five tests performed per experimental condition to ensure reliability and repeatability of results. Before machining, composite sheets were cut into rectangular specimens of 100 mm × 50 mm × 10 mm dimensions. The X8132 A milling machine was calibrated, and the HSS end mill was securely mounted to ensure precise operation. Milling was carried out under varying process parameters, with spindle speeds of 600 rpm, 400 rpm, and 200 rpm, feed rates of 0.2 mm/rev, 0.4 mm/rev, and 0.6 mm/rev, and depths of cut of 2.5 mm, 3.0 mm, and 3.5 mm. Each sample was firmly clamped to minimize vibrations, and milling was executed along the longitudinal direction of the composite. A sample of the milled composite is shown in Figure 3. Milled composite.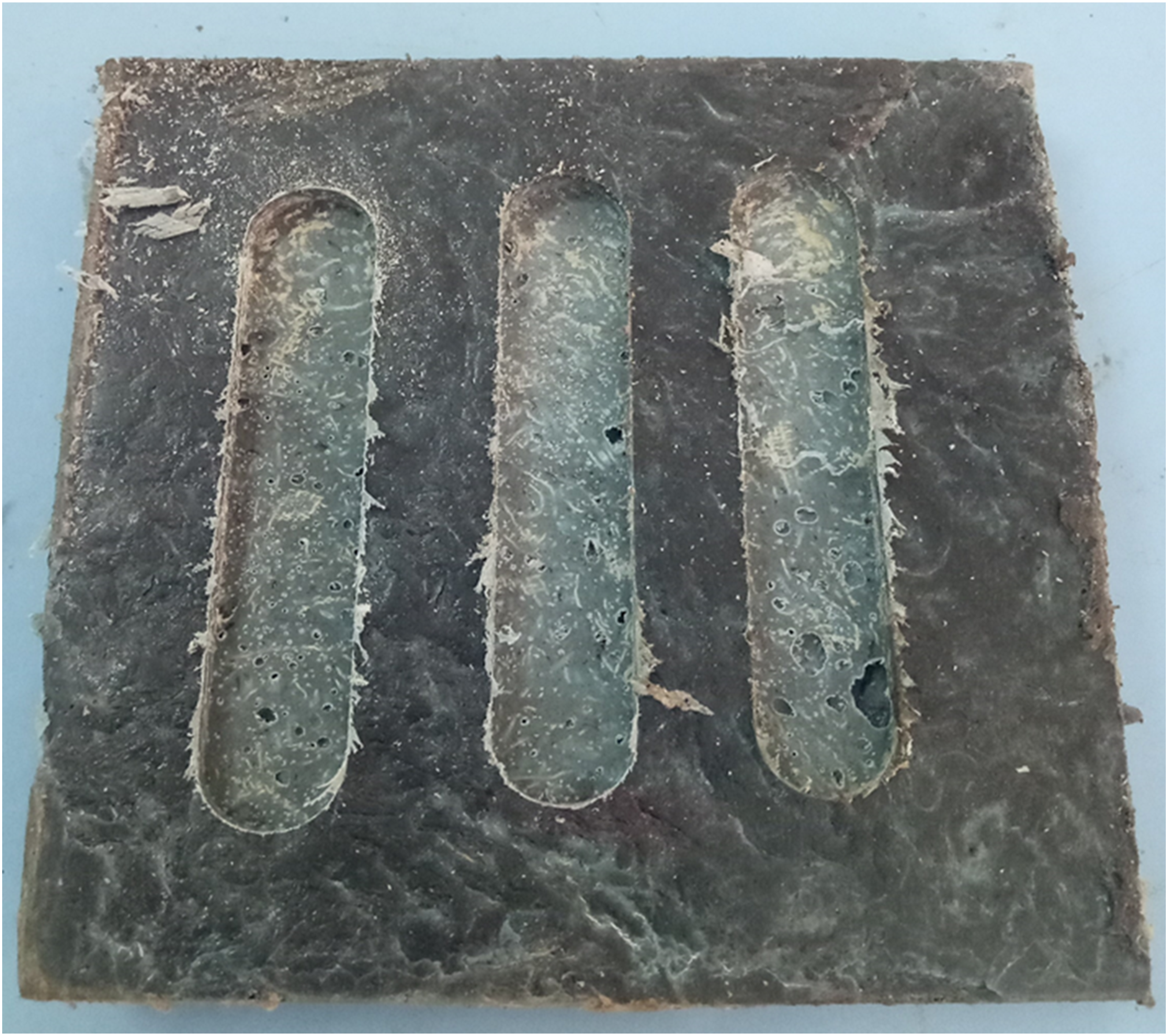
Delamination
Delamination, a critical form of damage in milling, especially for composites, occurs when the material’s layers separate. This compromises the workpiece’s structural integrity, significantly reducing its strength, stiffness, and fatigue life. Optimizing cutting parameters, including spindle speed, feed rate, and depth of cut, is crucial to minimize delamination risk. The extent of delamination can be quantified by measuring the maximum width of the resulting slot. Equation (1) provides the delamination factor formula.

Surface Roughness
Surface roughness significantly influences the production cost and operational performance of machined components, impacting factors such as wear resistance, fatigue strength, and overall service life. In this research, meticulous attention was given to evaluating the surface roughness of the milled hybrid composite material to ensure adherence to stringent quality standards. The surface roughness assessment was conducted in accordance with ASTM E429, a recognized standard for accurately measuring surface texture parameters. A TR100 surface roughness tester was employed for these measurements, providing precise and reliable data to analyze the surface quality. The selection of this specific testing equipment ensures consistent and repeatable results, enabling a thorough investigation of the influence of machining conditions on the surface finish of the hybrid composite material.
Material Removal Rate
Material Removal Rate (MRR) is a key factor in milling operations, directly influencing productivity and efficiency. A higher MRR boosts production rates but can lead to increased tool wear, cutting forces, and reduced surface finish quality. Optimizing MRR is crucial to balancing productivity, tool life, and the desired surface quality. In milling, adjustments to cutting parameters like feed rate, depth of cut, and spindle speed are essential for achieving efficient and cost-effective machining while maintaining accuracy. MRR is calculated using Equation (2), providing a quantitative measure of the material removed per unit time, helping optimize machining processes for better results.

Machining Force
Machining force (Fm) testing was conducted on the developed hybrid composites. A Kistler dynamometer was employed to measure the forces generated during milling operations using a four-fluted HSS end mill. Cutting parameters, including spindle speed, feed rate, and depth of cut, were systematically varied. Data was acquired throughout the machining process using a data acquisition system. Five tests were conducted for each set of parameters to ensure repeatability and minimize experimental error.
Optimization of milling Process Parameters
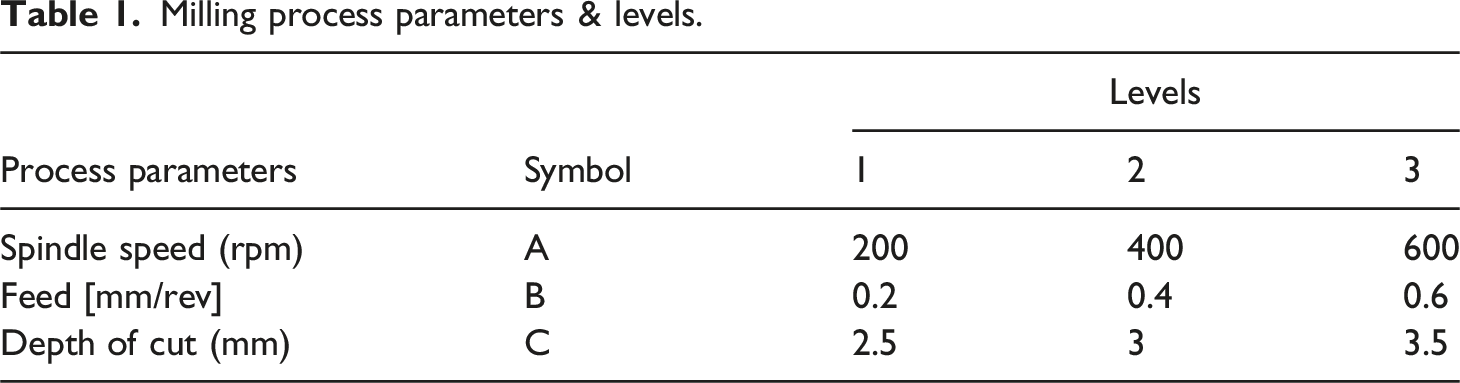
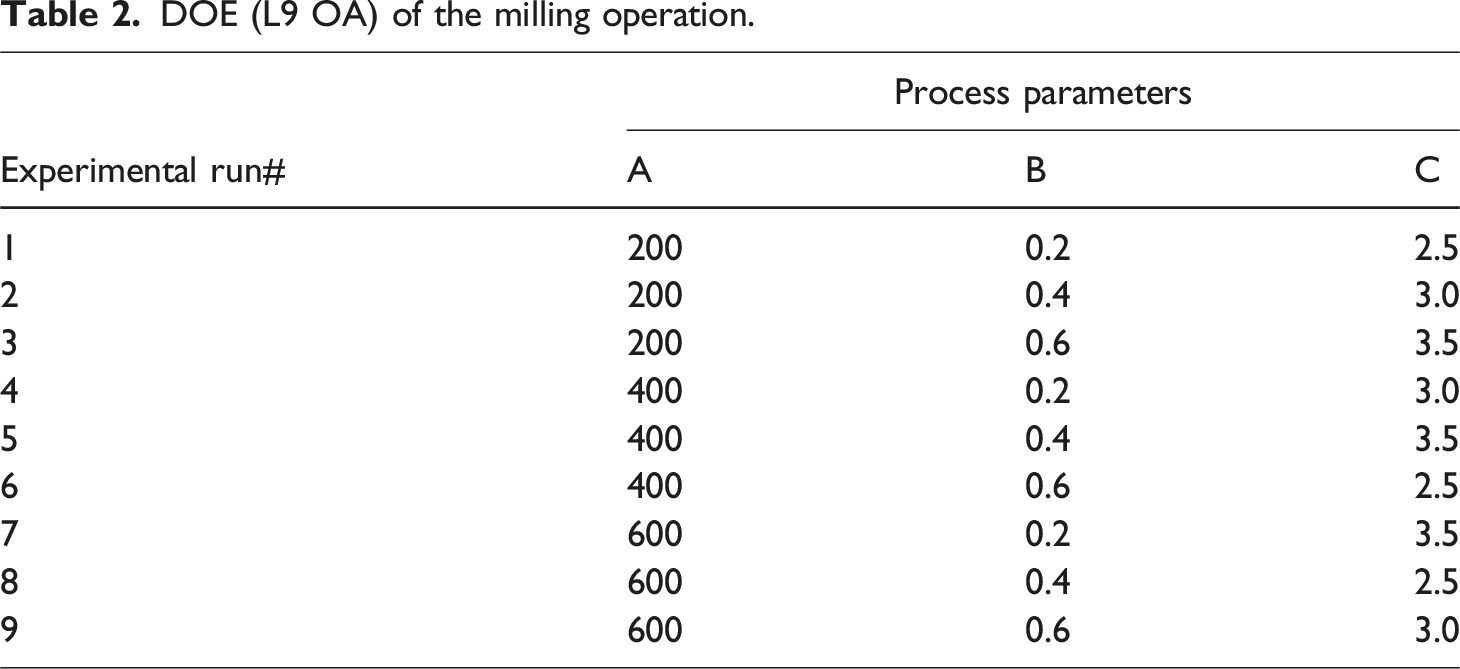
Milling process parameters & levels.
DOE (L9 OA) of the milling operation.
Results and discussions
Experimental results
Figure 4 presents the averaged values of each response parameter from five trials across nine experimental runs. The observed values ranged from 7.17 to 29.40 for material removal rate (MRR), 0.13 to 0.25 for surface roughness (Ra), 11.49 to 18.29 for machining forces (Fm), and 1.05 to 1.20 for delamination factor (Fd). These variations emphasize the sensitivity of polymer-based composites to milling conditions and demonstrate the influence of machining parameter combinations on performance metrics. Effect of milling process parameters on composite machining properties.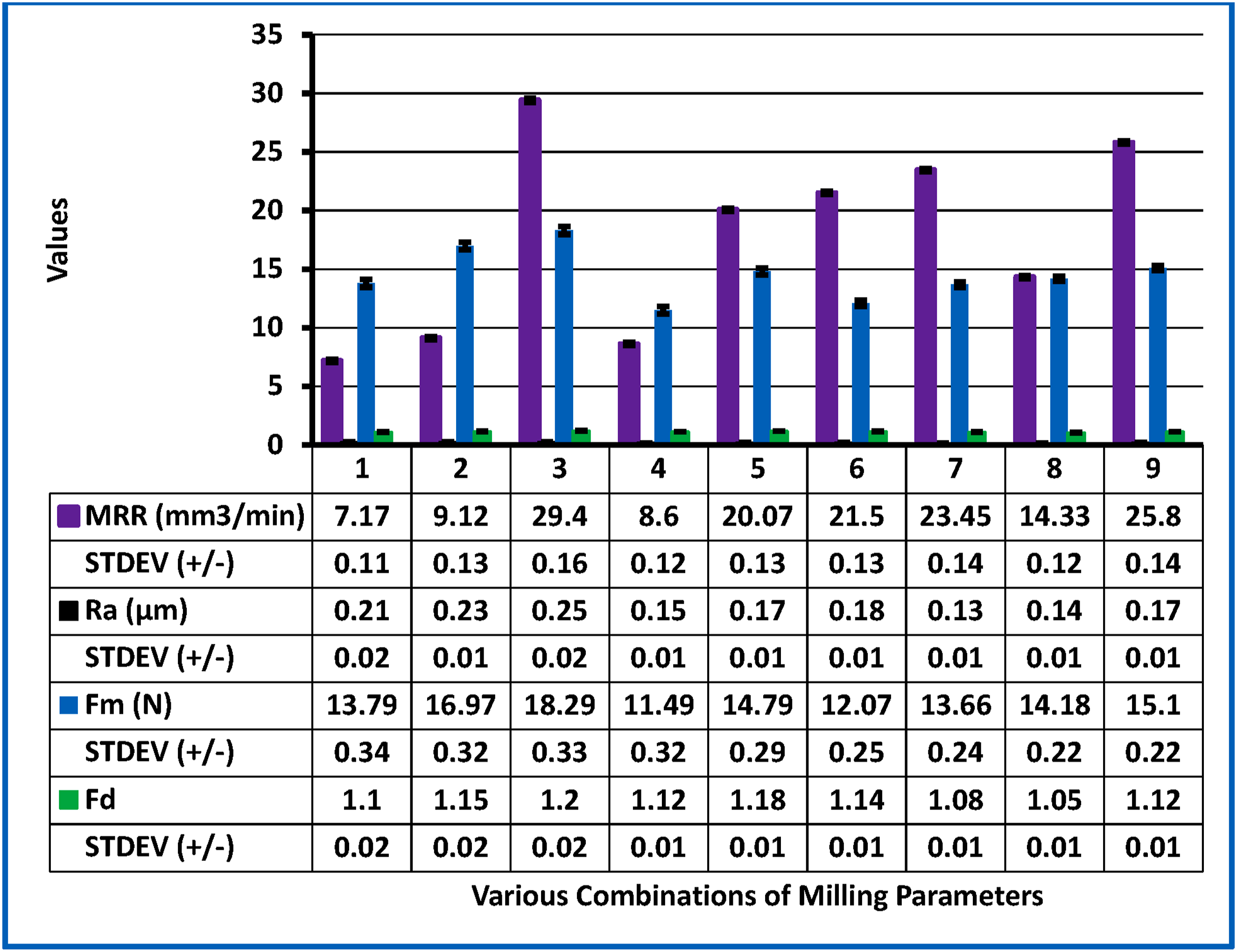
The trends in Figure 4 indicate that higher spindle speeds generally improve MRR, enhance surface quality, and reduce delamination. In contrast, increasing feed rates and depths of cut result in higher machining forces and greater delamination, necessitating careful optimization of parameter settings. These results align with the research by Jenarthanan and Jeyapaul, 42 which emphasized the significant influence of feed rates and cutting depths on the machinability of glass fiber-reinforced polymer composites. Similarly, Çelik et al. 43 observed that higher spindle speeds enhance the surface finish of natural fiber-reinforced polymer composites by reducing tool-material interaction time. Furthermore, the delamination factor data suggest that moderate spindle speeds and controlled feed rates are essential to minimize edge damage. This analysis demonstrates the importance of optimizing milling parameters to balance material removal efficiency and surface quality. Achieving such optimization not only improves the performance of composites but also ensures cost-effective and sustainable machining practices.
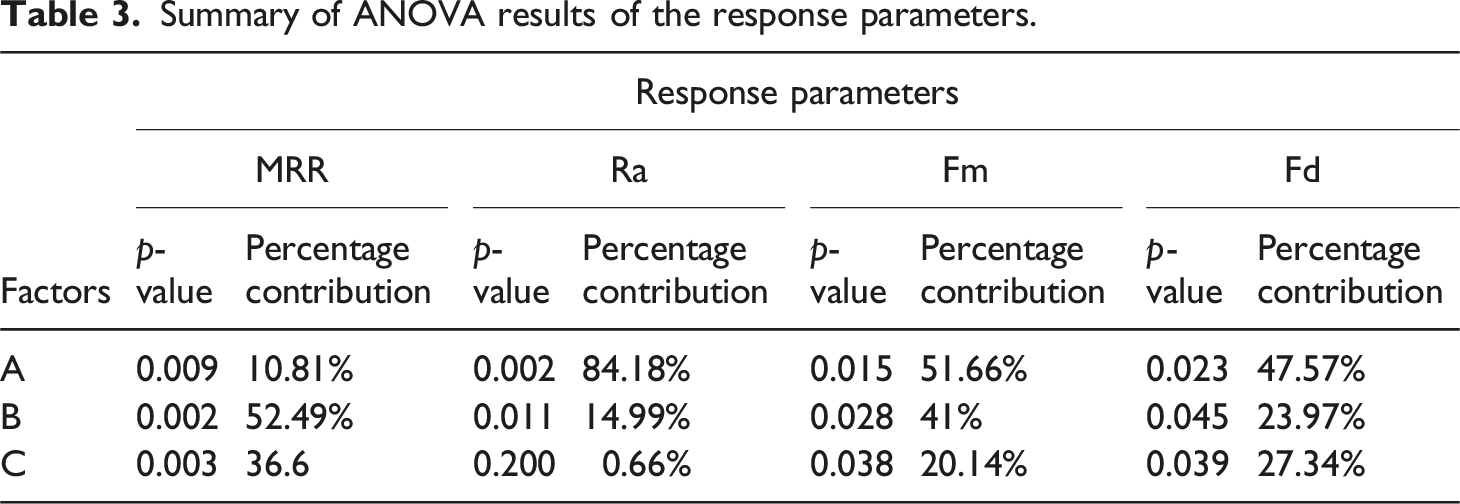
Analysis of Variance (ANOVA)
Summary of ANOVA results of the response parameters.
Analysis of Signal to Noise Ratio
Material removal rate
The analysis revealed that higher spindle speeds generally increased MRR, though their impact was significantly influenced by feed rate and depth of cut. Specifically, higher feed rates and greater depths of cut substantially improved MRR, particularly at lower spindle speeds (200 rpm). This trend emphasizes the interdependent nature of these parameters, where feed rate and depth of cut directly influence the volume of material removed per unit time. The highest MRR values were recorded at the maximum parameter settings (600 rpm, 0.6 mm/rev, 3.5 mm), which also corresponded to the highest signal-to-noise ratio, indicating the robustness of these conditions as shown in Figure 5. The observed increase in MRR with higher spindle speeds aligns with enhanced energy transfer rates, improving material removal efficiency. However, the study underscores the critical role of feed rate and depth of cut in optimizing MRR. These findings highlight the importance of considering parameter interactions, including the interplay between spindle speed, feed rate, and depth of cut, to maximize MRR while mitigating potential issues such as machining forces, delamination, and surface roughness. Main effects plot for SNR of MRR.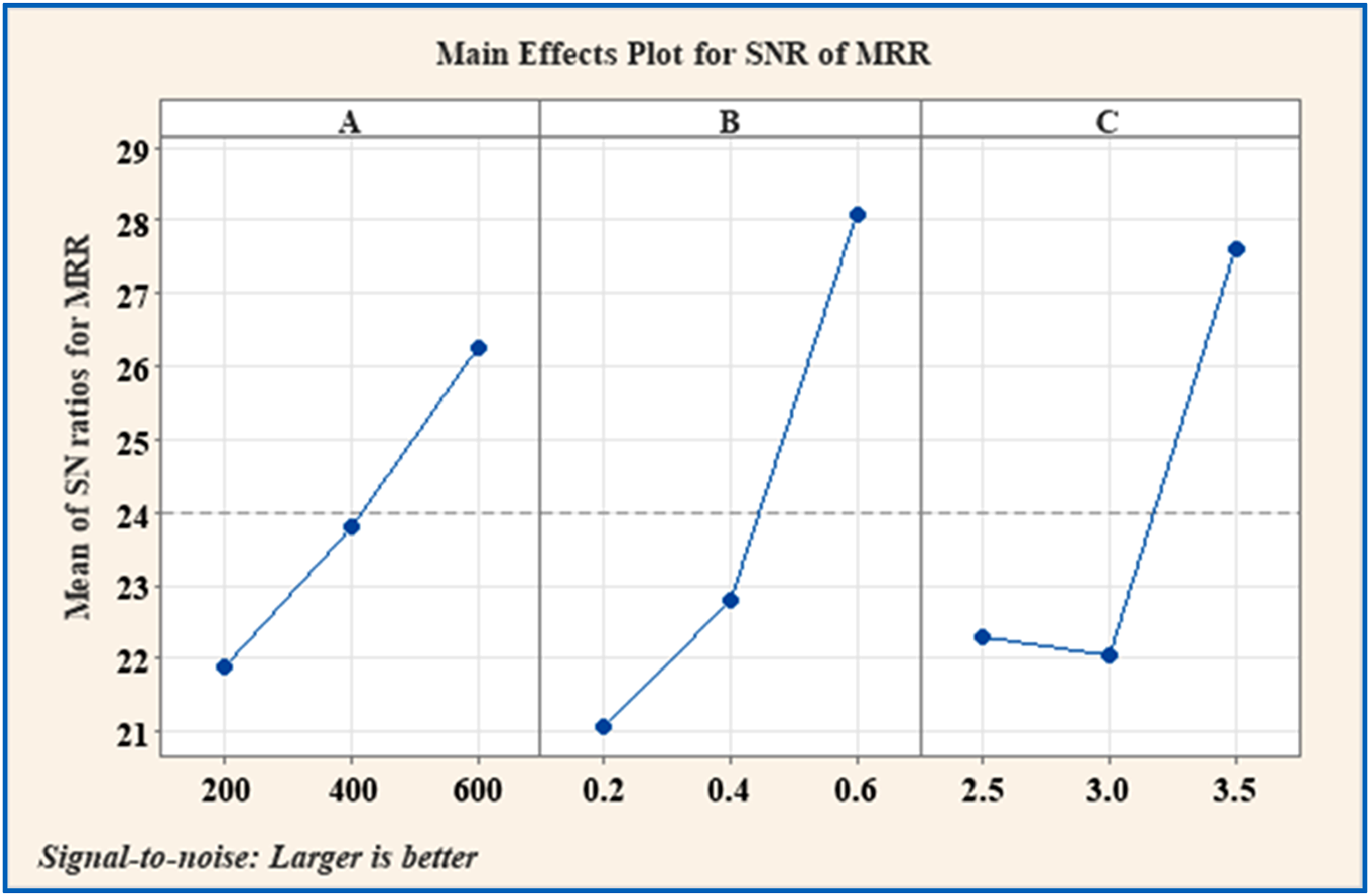
Surface roughness
Surface roughness (Ra) was significantly influenced by spindle speed, feed rate, and depth of cut. At lower spindle speeds (200 rpm), increased feed rates and depths of cut resulted in higher Ra values, indicating a rougher surface finish. However, as spindle speed increased, surface roughness improved markedly, with SNRs ranging from 14.8945 to 16.4782 and Ra values ranging from 0.15 to 0.18. The data suggests that smoother surfaces were achieved with higher spindle speeds combined with lower feed rates and shallower depths of cut. This trend is illustrated in the mean effects plots, which highlight the inverse relationship between spindle speed and Ra at optimal feed and depth settings as shown in Figure 6. The findings align with the principle that higher spindle speeds reduce chip size and enhance the cutting dynamics, resulting in smoother surface finishes. Decreasing feed rates and depths of cut at higher spindle speeds minimized tool chatter and thermal effects, further contributing to improved surface quality. The hydrophilic nature of these natural fillers likely influences their thermal and mechanical interactions during machining, contributing to surface quality variations. Main effects plot for SNR of Ra.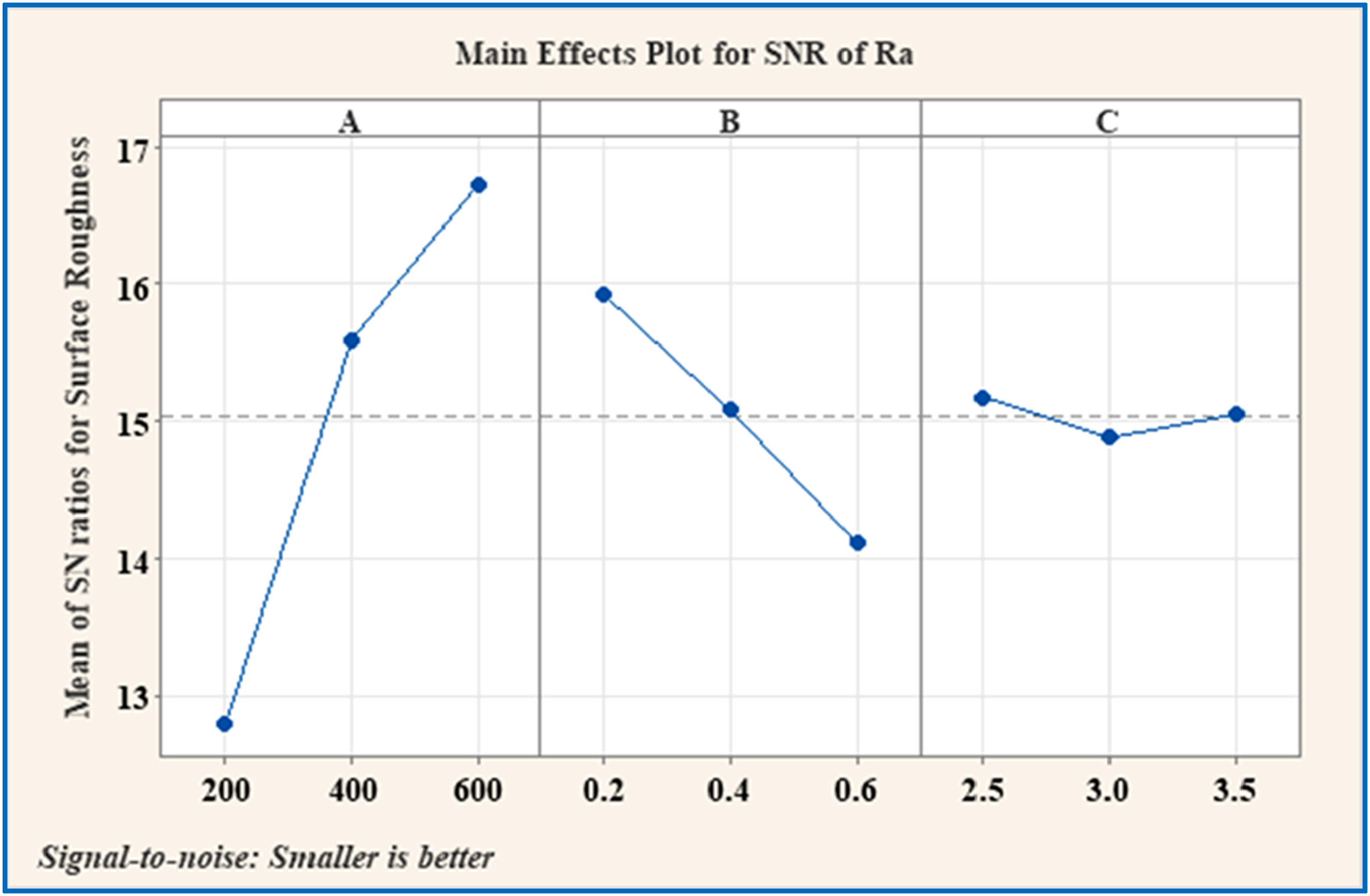
Machining forces
Figure 7 presents the Signal-to-Noise (SNR) ratios for the three factors—spindle speed (A), feed rate (B), and depth of cut (C)—at three levels, in relation to minimizing machining forces (Fm). The Delta values, calculated as the difference between the highest and lowest SNR values, were 2.13 for spindle speed (A), 1.44 for feed rate (B), and 1.30 for depth of cut (C). This ranking indicates that spindle speed (A) had the most substantial impact on machining forces, followed by feed rate (B) and depth of cut (C). Lower SNR values correlate with better performance in reducing Fm, highlighting the pivotal role of spindle speed in controlling machining forces. The increased sensitivity of spindle speed to machining forces can be attributed to its direct effect on chip formation and material deformation rates. Higher spindle speeds reduce the contact time between the tool and the material, leading to smoother cutting action and lower resistance. In contrast, at lower spindle speeds, extended contact duration raises material deformation and frictional forces, resulting in increased machining forces. While feed rate (B) has a lower Delta value than spindle speed, it still plays a crucial role in machining forces. Higher feed rates increase the linear engagement between the tool and the workpiece, leading to higher cutting resistance and energy consumption. Depth of cut (C), although having the least effect on machining forces among the three factors, still contributes by determining the volume of material removed per pass. Main effects plot for SNR of Fm.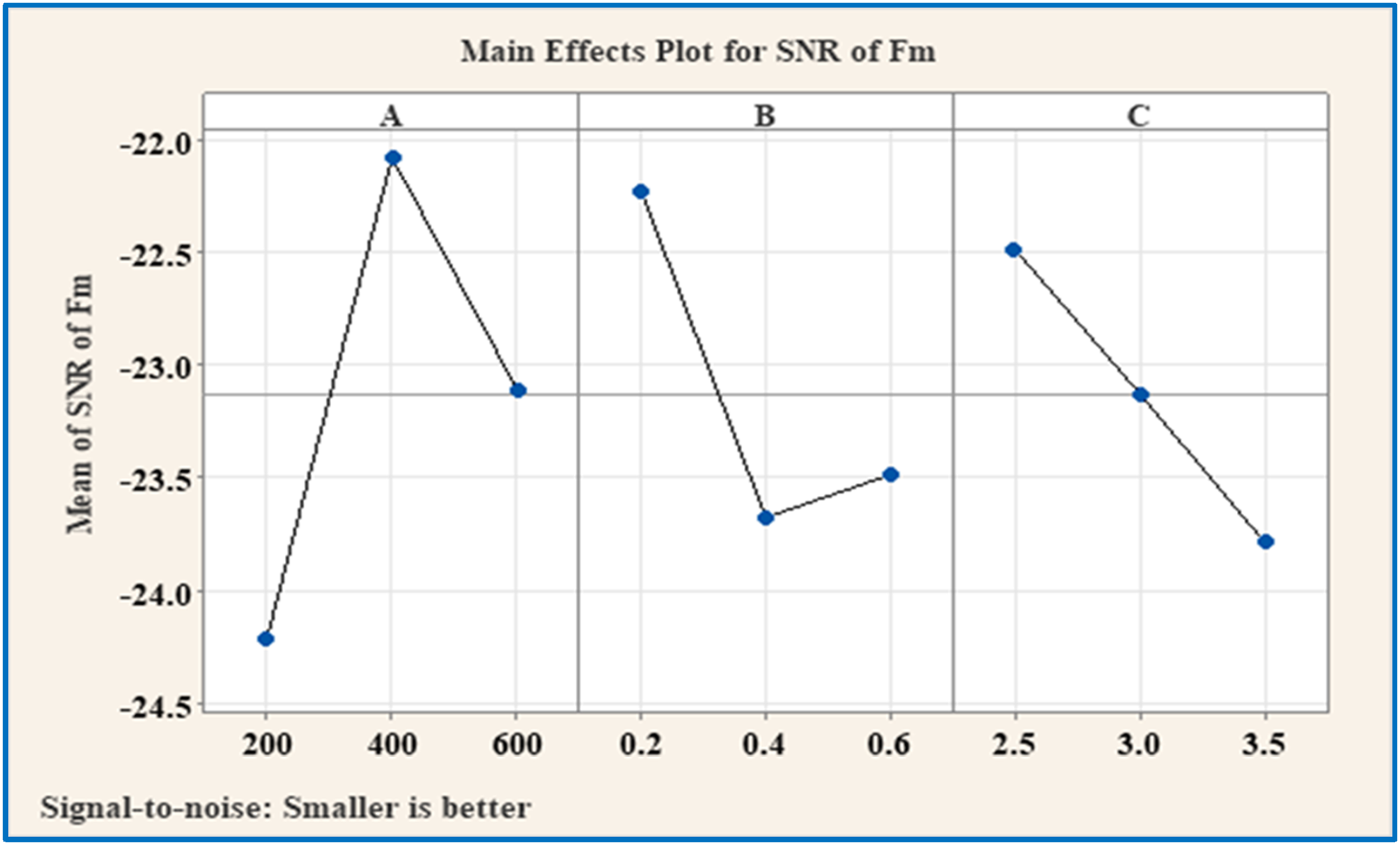
Delamination factor
The Signal-to-Noise Ratio (SNR) results presented in Figure 8 demonstrate the delamination factor (Fd) during the milling of the pine sawdust-cotton/plastic hybrid composites under varying machining process parameters (A: spindle speed, B: feed rate, and C: depth of cut). The Delta values, calculated as the difference between the highest and lowest SNR values, provide a ranking of the factors based on their relative influence on Fd. Spindle speed (A) emerged as the most significant factor (Rank 1), followed by depth of cut (C, Rank 2) and feed rate (B, Rank 3). This ranking reflects the criticality of spindle speed in determining delamination behavior, a trend consistent with previous findings.
45
Main effects plot for SNR of Fd.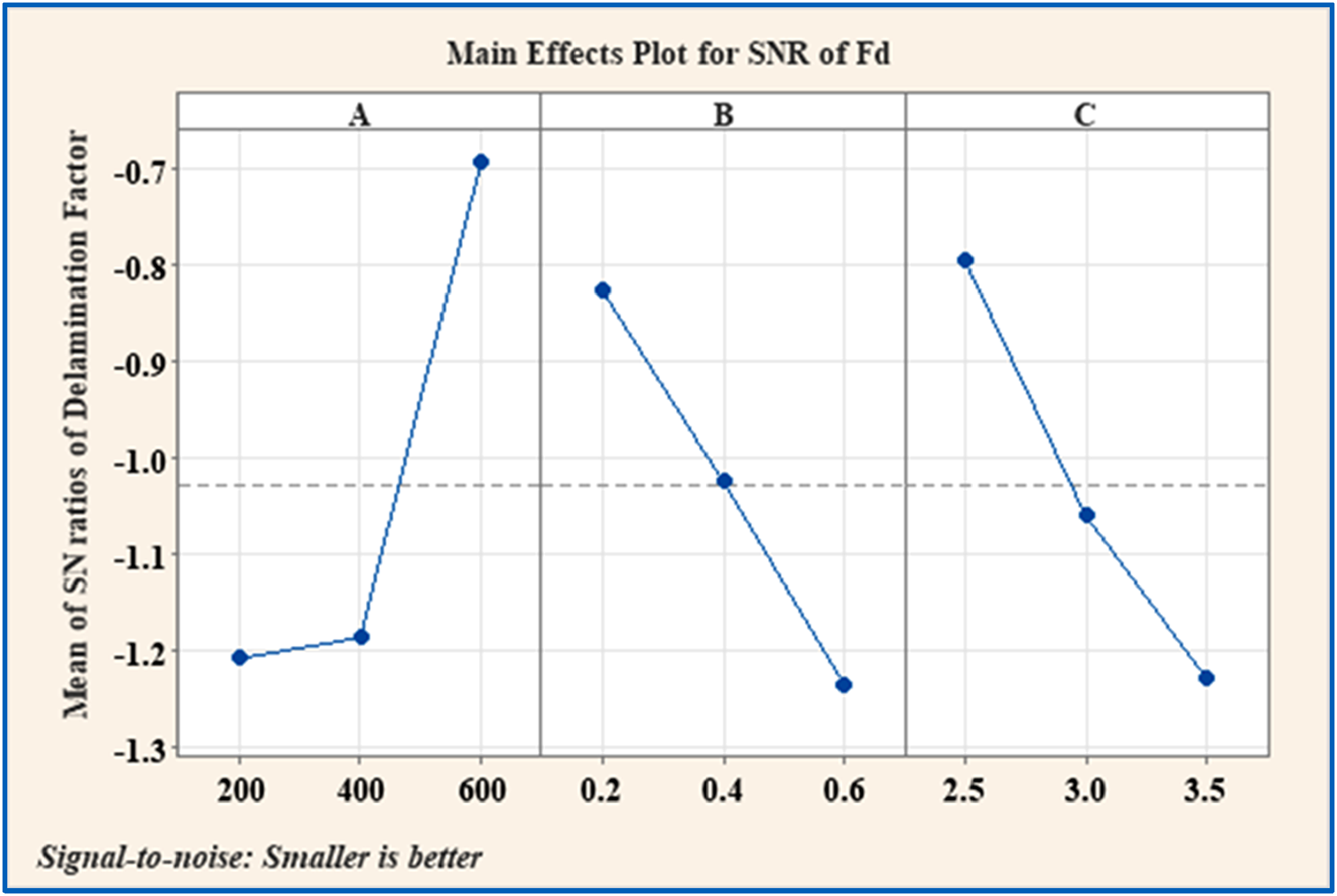
The analysis reveals that moderate spindle speeds, combined with lower feed rates and depths of cut, result in lower delamination factors. This trend can be attributed to balanced cutting dynamics at moderate speeds, minimizing vibration and thermal effects that contribute to delamination. In contrast, high spindle speeds, feed rates, and depths of cut increase cutting forces and tool-material interaction stresses, leading to edge damage and higher Fd values. The analysis reveals that moderate spindle speeds, combined with lower feed rates and depths of cut, result in reduced delamination factors, thereby enhancing the edge quality of the milled composites. This improvement is attributed to balanced cutting dynamics at moderate speeds, which minimize excessive vibrations and thermal effects contributing to delamination. Conversely, higher spindle speeds, feed rates, and depths of cut increase cutting forces and tool-material interaction stresses, leading to edge damage and higher Fd values. The study emphasizes the importance of controlling spindle speed to minimize delamination, particularly for WPCs with natural fillers like waste cotton and pine sawdust. These fillers’ hydrophilic nature may heighten the material’s sensitivity to thermal and mechanical stresses during machining, making parameter optimization crucial. From a technical perspective, the pronounced effect of spindle speed on delamination is linked to its influence on chip formation and cutting temperature. Moderate speeds promote smoother chip formation and reduce heat buildup, lowering the likelihood of fiber pull-out or matrix cracking. Depth of cut, ranked second in importance, affects material engagement volume and stress distribution in the cutting zone. While feed rate has a smaller impact, its role in determining tool progression speed remains significant, as excessive feed rates can disrupt chip flow and worsen edge damage. Furthermore, the results underscore the necessity of a tailored machining approach for sustainable composites, as natural fillers introduce distinct challenges compared to synthetic reinforcements.
Optimization of milling Parameters
Optimizing the milling process of these hybrid composites is crucial for achieving high material removal rates while maintaining excellent surface quality and minimizing detrimental effects such as delamination and excessive forces. Analysis of Variance (ANOVA) and Signal-to-Noise Ratio (SNR) analysis revealed significant interactions between the process parameters (spindle speed, feed rate, and depth of cut), indicating the need for a multi-objective optimization approach. Surface response optimization, as depicted in Figure 9, identified the optimal machining parameters: spindle speed (600 rpm), feed rate (0.2 mm/rev), and depth of cut (3.5 mm). This parameter combination resulted in a desirable balance of performance metrics. A multi-response optimization approach was employed to maximize Material Removal Rate (MRR) while simultaneously minimizing Surface Roughness (Ra), Machining Forces (Fm), and delamination (Fd). The optimized response values, presented in Figure 8, were MRR of 23.45 mm3/min, Ra of 0.13 µm, Fm of 13.66 N, and Fd of 1.08. These results demonstrate the successful optimization of the machining process to achieve a desirable balance between material removal efficiency and surface quality while minimizing detrimental effects like delamination and excessive forces. Comparable results were observed in similar research on Kenaf fiber-reinforced plastic composites by Azmi et al.,
41
who suggested that the optimum milling parameters for minimizing surface roughness included a spindle speed of 500 rpm, a feed rate of 200 mm/min (0.4 mm/rev), and a depth of cut of 2 mm (rounded off). These parameters resulted in the lowest surface roughness. Additionally, Homkhiew et al.
22
predicted the optimal conditions for CNC milling of wood-plastic composites using end mill diameters of 8 and 12 mm, with parameters such as a spindle speed of 720 rpm, a feed rate of 300 mm/min, and a depth of cut of 3 mm, achieving the best desirability of 0.973 (97.30%). Multi-response optimization using response surface methodology.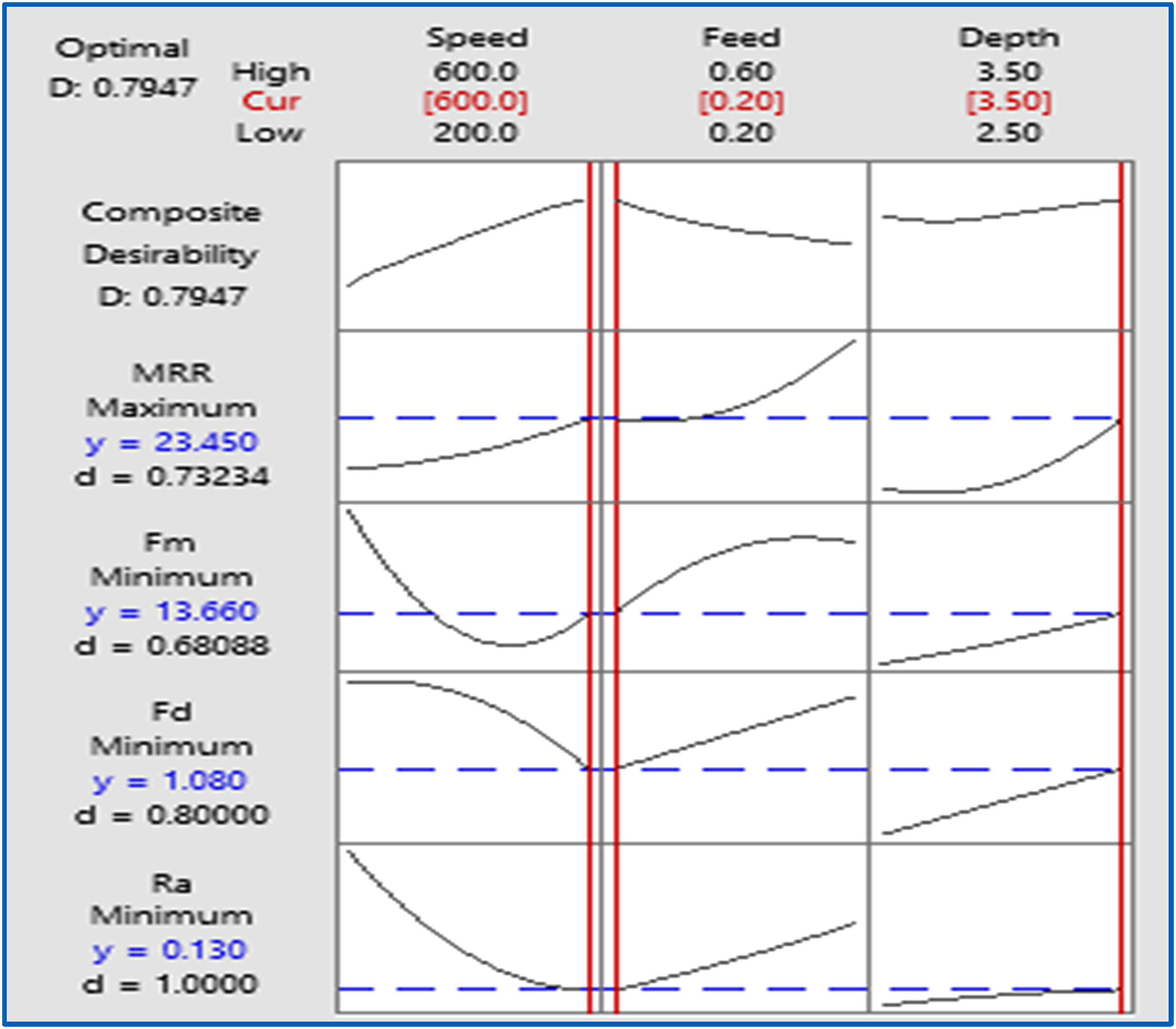
Conclusions
This study explored the milling behavior of wood-plastic composites (WPCs) made from recycled polypropylene reinforced with waste cotton fabric and pine sawdust. The investigation focused on the effects of spindle speed, feed rate, and depth of cut on key performance metrics, including material removal rate (MRR), surface roughness (Ra), machining forces (Fm), and delamination factor (Fd). The analysis revealed that spindle speed is the most critical parameter for minimizing delamination and surface roughness, while feed rate and depth of cut significantly influenced MRR and machining forces. Using ANOVA and Signal-to-Noise Ratio methods, spindle speed was identified as the dominant factor affecting the milling process. Multi-response optimization, conducted via the Surface Response Optimization Technique, identified the optimal machining parameters as a spindle speed of 600 rpm, feed rate of 0.2 mm/rev, and depth of cut of 3.5 mm. Under these conditions, the study achieved promising results with an MRR of 23.45 mm3/min, Ra of 0.13 µm, Fm of 13.66 N, and Fd of 1.08. These results emphasize the importance of parameter optimization to enhance machining efficiency and surface quality. This study demonstrates the potential of these WPCs for sustainable construction applications, showing their suitability as eco-friendly materials for various industries.
Footnotes
Acknowledgements
The authors extend their appreciation to the School of Mechanical and Industrial Engineering and the School of Civil Engineering at the Ethiopian Institute of Technology Mekelle (EIT-M), Mekelle University, for their invaluable support in supplying materials, granting access to laboratory facilities, and funding this research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.