
Abstract
This study attempts to modify two distinct lamination processes of double-belt and compression molding to produce environmentally sustainable full thermoplastic sandwich panels. A precise assessment of fabrication parameters was conducted to ensure the quality of sandwich panels made of glass/Polypropylene composite skin and 100% recycled PET foam core sourced from consumer waste bottles. Evaluations of the skin-to-core adhesion properties revealed that the PET foam density in conjunction with the fabrication approach can affect the layers’ bonding. The formation of satisfactory interlayer connection under controlled process parameters was confirmed by Peel-off and flatwise tensile test results. Moreover, complementary three-point bending analyses highlighted deviations in panel performance. Panels manufactured by the compression molding method exhibited superior load-bearing capacity compared to those made via a double-belt machine. These observations are attributed to the inherent nature of the lamination procedures, taking single or multiple thermal treatment phases to fabricate the sandwich panels. Finally, the findings suggest that despite potential slight quality degradation, the production continuity capability of the double-belt method makes it a viable option for meeting industry requirements.
Keywords
Introduction
Sandwich panels have been developed to address the industry’s demand for load-bearing lightweight structures capable of maintaining proper thermal and acoustic insulation properties. Thermoplastic-based composites are particularly noted for their superior mechanical properties, manufacturing requirements, and environmental sustainability.1–3 Numerous research has been performed to assess the performance of sandwich panels incorporating various combinations of skin and core materials.4–6 Besides, alterations to the composite facesheets, core configuration, or adhesive layer reinforcements can significantly impact the sandwich panels’ load-bearing capacity and failure mechanisms.7–11 Improving the bond between the layers is crucial for an even distribution of load transfer to the composite skin. Thus, several investigations have been conducted focusing on improving the skin-to-core adhesion in thermoplastic composite sandwich panels.12–14
Glass fiber composite panels with Polyethylene Terephthalate (PET) foam cores are being widely used in different domains, including wind turbine structures and prefabricated insulated building components.15,16 Certain evaluations are required to simulate the behavior of PET core composite sandwich panels under different loading conditions, particularly fatigue or flexural ones.17–19 A thorough examination performed by Xie et al. explored the effect of glass fiber composite facesheet and PET core thickness on failure mechanisms and sequence in sandwich panels. 20
Nowadays, there is a discernible shift towards the utilization of panels made of either recycled or recyclable thermoplastic materials, driven by significant environmental concerns. The potential for reuse makes PET material very appealing to scholars. Recent examinations on cores made of recycled bottle caps or eco-friendly PET foam sandwich panels are clear indications of the emerging industry trend around this topic.15,21–25 Following this purpose, Kang et al. performed a comprehensive study on a complete lamination cycle and recycling of the glass fiber PET core composite sandwich panel. 26
In addition to the composite facesheet and core material response, the performance of the sandwich panels can be significantly governed by the quality of the skin-to-core bonding. Consequently, several investigations have been performed on different fabrication methods to establish a robust bonding between the core and composite facesheets. The fusion bonding method has demonstrated a notable ability to achieve satisfactory adhesion between the layers in thermoplastic sandwich panels.27–30 Fabrication techniques such as the double-belt lamination method and compression molding capitalize on fusion bonding to process thermoplastic composite panels. Akermo and Astrom performed a comprehensive investigation on the critical fabrication key factors of the compression molding process that affect the interfacial contact in all-thermoplastic sandwich panels.31,32
The unique characteristic of uninterrupted manufacturing presents the double-belt method as a financially practical continuous operation technique, which is capable of laminating thermoplastic-based composites on large scales. In addition to the oven temperature and applied roller pressure, production speed plays an important role in the adequate impregnation of thermoplastic laminates since it directly affects the residence time and cooling rate.30,33–37 Liu et al. studied the impact of production rate on the mechanical properties of carbon fiber phenylene sulfide, revealing its substantial influence on the microstructural characteristics of composite laminates. 38 Furthermore, it was proven by Ishida et al. that maintaining a consistent pressure level during fabrication enhances the laminate impregnation. 39
In the current study, aiming to enhance environmental sustainability, 100% recycled closed-cell PET foam material, made of post-consumer plastic water bottles, was considered as the core. Unlike traditional methods, no adhesive layer was applied between the composite facesheets and the core, offering a simpler, more sustainable fabrication process. Furthermore, because of the relatively high viscosity of Polypropylene thermoplastic resin in the composite facesheets, specific challenges such as proper skin impregnation and interfacial adhesion should be resolved during the fabrication process; therefore, precise assessments were performed to optimize the lamination parameters involved in both the double-belt and compression molding techniques. By eliminating any additional adherent layers, a comparative analysis was performed to determine the effects of the modified manufacturing process on sandwich panel properties. Moreover, a comprehensive empirical evaluation, including microscopic evaluations, tensile, and compression tests for composite plates, as well as peel-off and flatwise tests for sandwich panels, were carried out to validate the laminates’ in-plane mechanical properties and interfacial bonding characteristics of the recycled PET foam core panels. Finally, since any qualitative properties variation related to the manufacturing process is reflected in the panels’ performance, a series of three-point bending tests were conducted, which provides critical information on the sandwich panels’ structural behavior.
Material and Manufacturing Process
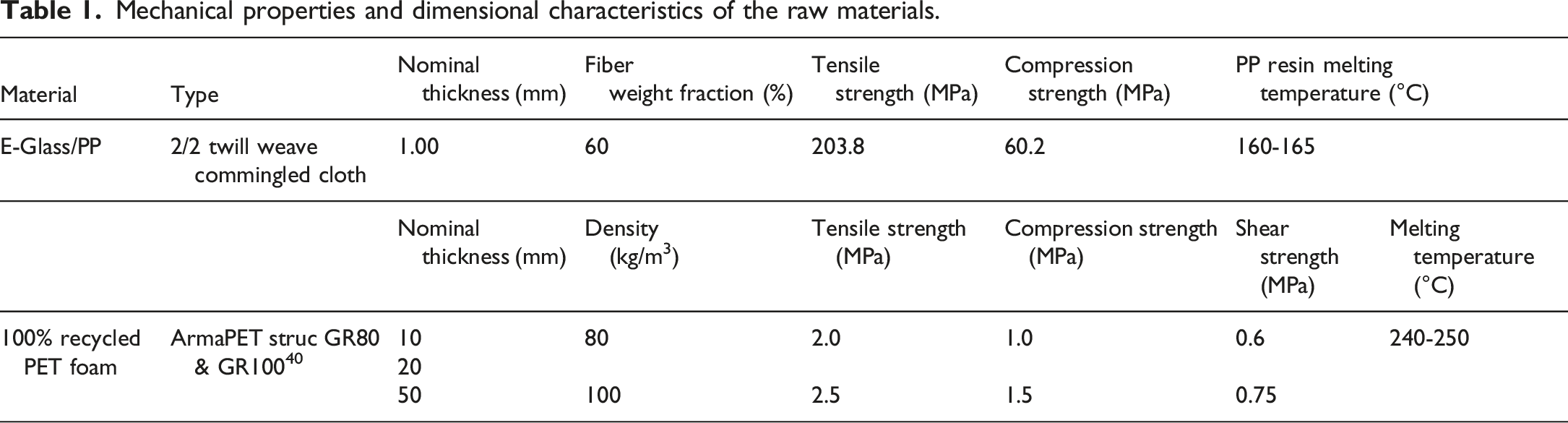
Mechanical properties and dimensional characteristics of the raw materials.
In order to fabricate the composite sandwich panels, two different techniques of compression molding and double-belt lamination were used. Since the current paper is an attempt to evaluate the influence of modifications made on these two fabrication methods, the manufacturing parameters require precise verification. Both methods involve subjecting stacked layers of dry weave glass/PP and PET foam core to the elevated temperature and pressure, effectively bonding them together using the fusion bonding approach. Because no additional adhesive layer is used, the manufacturing process of these thermoplastic composite sandwich panels entails a thorough assessment of the temperature, pressure, and processing time as these parameters significantly impact the appearance and integrity of the final products. A comprehensive parametric study was crucial to ensure the optimal quality, proper adhesion of the layers and absence of in-plane fiber waviness. Therefore, a sequence of iterative experiments was conducted for each manufacturing method to determine the optimal set of input parameters.
Double-Belt Lamination Process
The automated roll-forming procedure is designed to produce large panels with a maximum width of 1.5 m. The glass/PP rolled cloths and solid PET core panels were continuously fed into the machine. Rotation of the first forming roller set provides the force to automatically pull raw material into the machine. The production rate is regulated by adjusting the resistance force via the set screws located at the bearing supports of the input material rollers. Fiber alignment was maintained by the combined actions of the gripping force from the raw material rollers and the traction force applied by forming rollers. This configuration creates a tension force on the raw cloth which helps the fiber straitened before entering the primary ovens. Moreover, it will prevent the formation of defects such as wrinkles or overlaps in the facesheet composite layers.34,41
Given the higher viscosity of thermoplastic PP resin, careful attention was devoted to the assigned temperature and pressure to achieve effective wetting and minimize void content. Collaborative efforts with Innovative Composite Product (ICP) Inc. were undertaken to execute optimal production parameters. 42 Passing through the primary ovens, the glass/PP sheets experienced a temperature range of 160°C–165°C. Subsequently, the first set of rollers applied pressure to form the facesheet composite laminates, being cooled in situ by the ambient airflow. Therefore, by placing two layers of raw cloth on top of each other, fabrication of [G2] composite laminates could be finished in a single step.
Unlike composite laminates, manufacturing sandwich panels require additional steps, that demand meticulous attention to the process details to ensure adequate bonding between facesheet and PET core. Following the consolidation of the composite facings in the initial step, facesheets are subjected to a second heating phase with a base temperature range of 160°C–165°C. Meanwhile, the PET foam core, overlaid with a 0.065 mm thick PP film was exposed to the oven temperature range of 200°C–205°C. It is worth noting that the PET core material did not reach its melting point passing through the secondary oven. Nevertheless, it is necessary to heat the PET core to mitigate any temperature loss before progressing to the next phase. Complementary evaluation of the PET foam core dimensional variations revealed that the thickness remained within a negligible variation range at the elevated temperature. Due to its insulating nature, the expansion of the foam core is known to be inherently small, especially at such a limited processing span and localized surface heating condition.
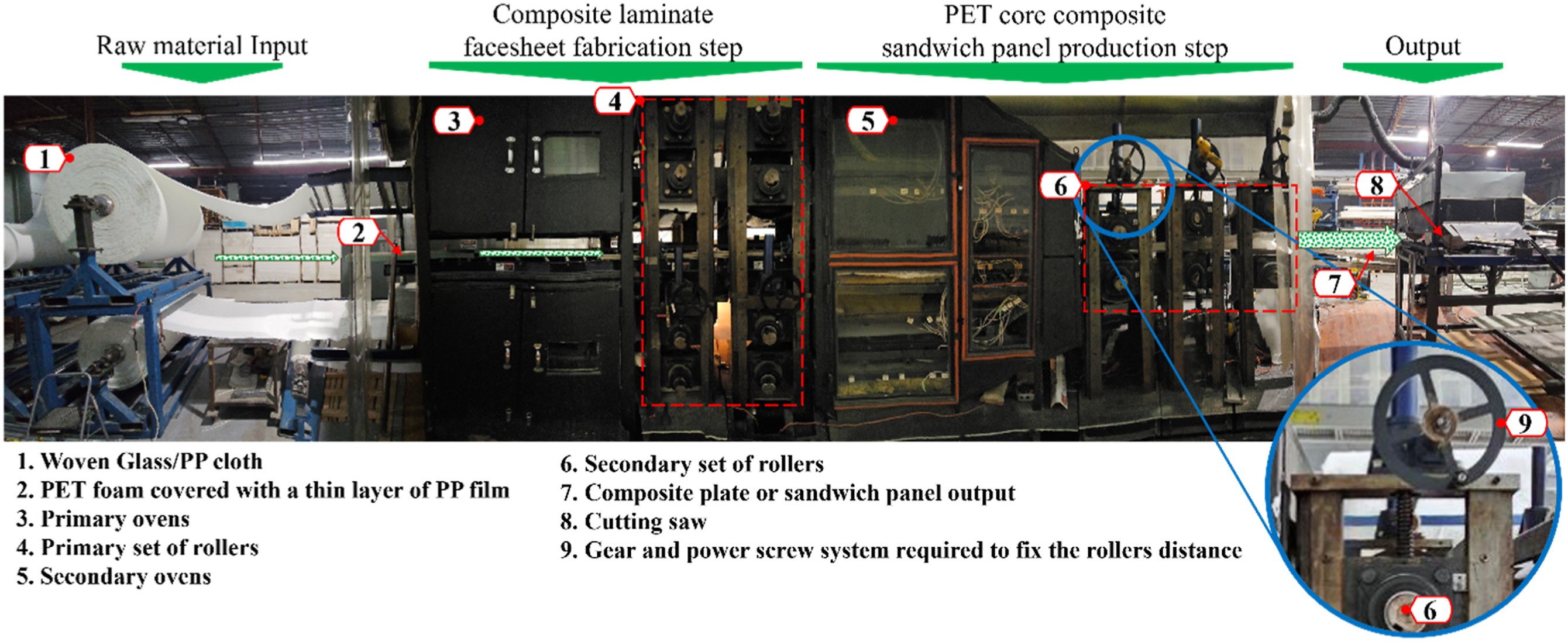
Preheating the core surfaces is essential for improving adhesion, particularly because of the abrupt cooling of melted thermoplastic PP resin touching the PET foam. The facesheets were pressed onto the PET core at the secondary set of rollers, with careful monitoring of roller gaps to prevent an unexpected core crush. The double-belt lamination method’s cooling phase utilized air to cool the panels at room temperature conditions. Finally, an automatic circular saw was employed to trim and section the sandwich panels to the specified dimensions. Figures 1 and 2 provide detailed insights into the sequential steps of the manufacturing process, presenting pictures of the machine and schematic representations of the modified double-belt method. A schematic diagram of the double-belt lamination process used to manufacture glass/PP composite recycled PET core sandwich panels. Double-belt laminating machine used to fabricate PP-based recycled PET foam core composite sandwich panels.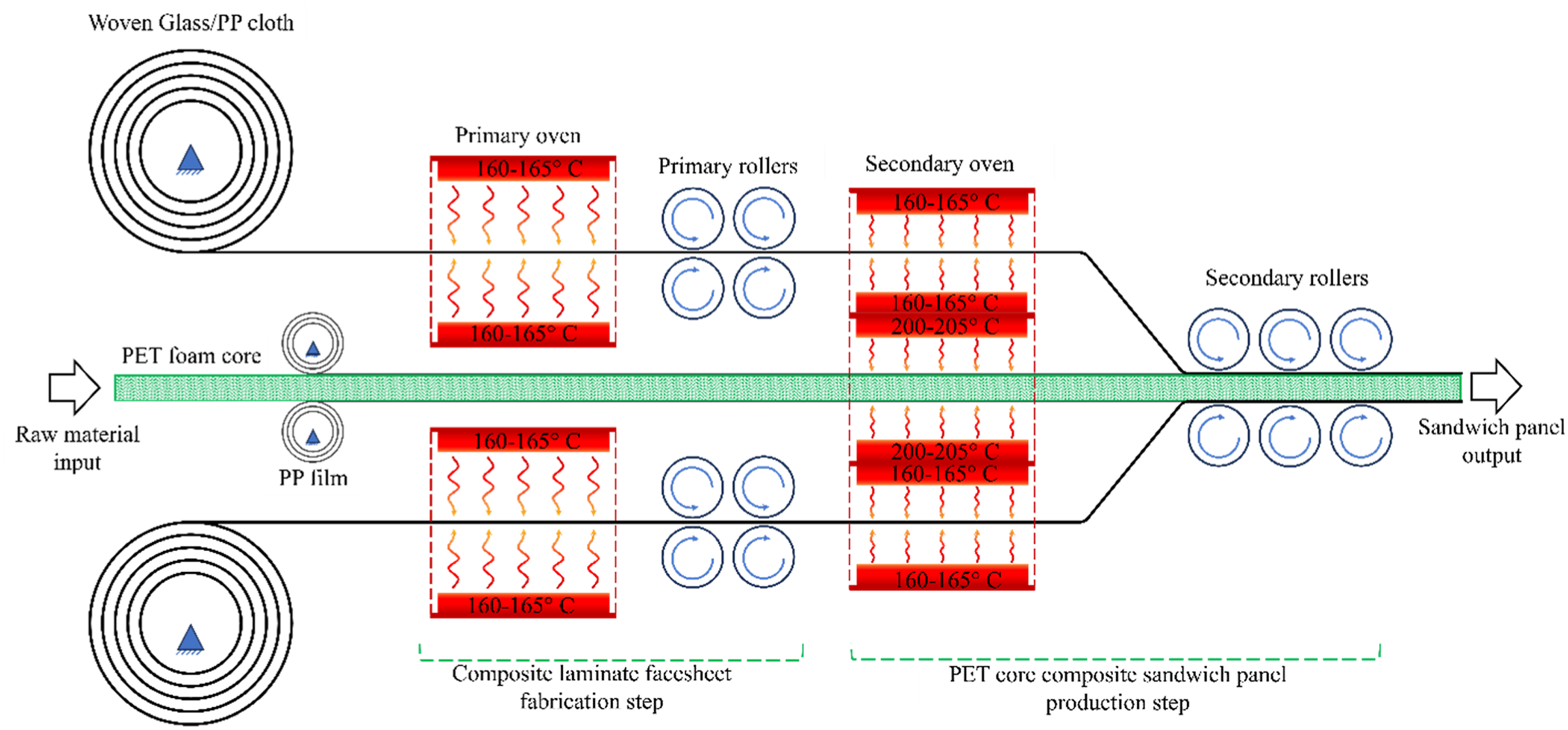
The optimization of the production process requires precise calibration of temperature and pressure to determine reasonably good product quality and economically efficient manufacturing rates. The pressure required to fabricate sandwich panels must be precisely controlled. Excessive pressure can damage the core material, while insufficient pressure fails to provide adequate contact force required for the glass/PP skin to adhere to the core. This critical balance is essential, as it directly affects the feeding rate adjustments during production. Furthermore, lowering the production speed could cause a portion of melted PP resins to stick to the oven guiding rollers, negatively impacting panels’ quality and production continuity. Nevertheless, an increase in production speed could compromise the impregnation of composite laminate skins or their adhesion to the PET foam. After running a series of trials and errors by ICP Inc, a production speed of 2 feet/min was deemed suitable for glass/PP composite PET core sandwich panels with final thicknesses of 11.41 ± 0.04 mm, 20.46 ± 0.11 mm and 52.35 ± 0.12 mm. Finally, if the customer requests, a polyester veil cover layer is placed on the exterior surface of the composite sandwich panels to provide coverage. This ultimate visual aesthetics is not only for marketing purposes, but also improves the performance of the panels in humid environments.
Compression Molding
To laminate the composite PET foam core sandwich panels, layers of comingled raw glass/PP cloth and core were stacked in their order. Employing the hot press machine, the stacked layers and PET core were heated at a rate of 12°C/min reaching a controlled temperature range of 160°C–165°C when exposed to the pressure of 0.5 MPa. The consolidation period lasted for 1 min, after which the hot press initiated a cooling cycle using water flow to gradually return to ambient temperature at the cooling rate of 15°C/min. However, for composite laminate production, 3 min of hold time under pressure of 1.5 MPa is required.43,44 It is noteworthy that, contingent on the PET core thickness, a steel mold, closely matching the expected final sandwich panel thickness was used. The mold helps to control the resin flow, while maintaining the PET foam core configuration from being crushed under the compression loading of the hot press. Pressure and temperature should be kept at the specified range to prevent any fiber waviness induced by the flow of the melted PP resin during the manufacturing process. To facilitate a non-stick interface between the glass/PP composite facesheet and the heating elements, 0.08 mm thick Teflon sheets were employed. Figure 3 provides the schematic view of the hot press machine depicting more inclusive detail of the composite sandwich panel fabrication procedure. Employing the compression molding lamination process, a series of PP-based PET core sandwich panels with thicknesses of 12.30 ± 0.07 mm, 21.14 ± 0.06 mm and 52.36 ± 0.08 mm were fabricated. A schematic display of the sandwich panels lamination procedure with the hot press machine.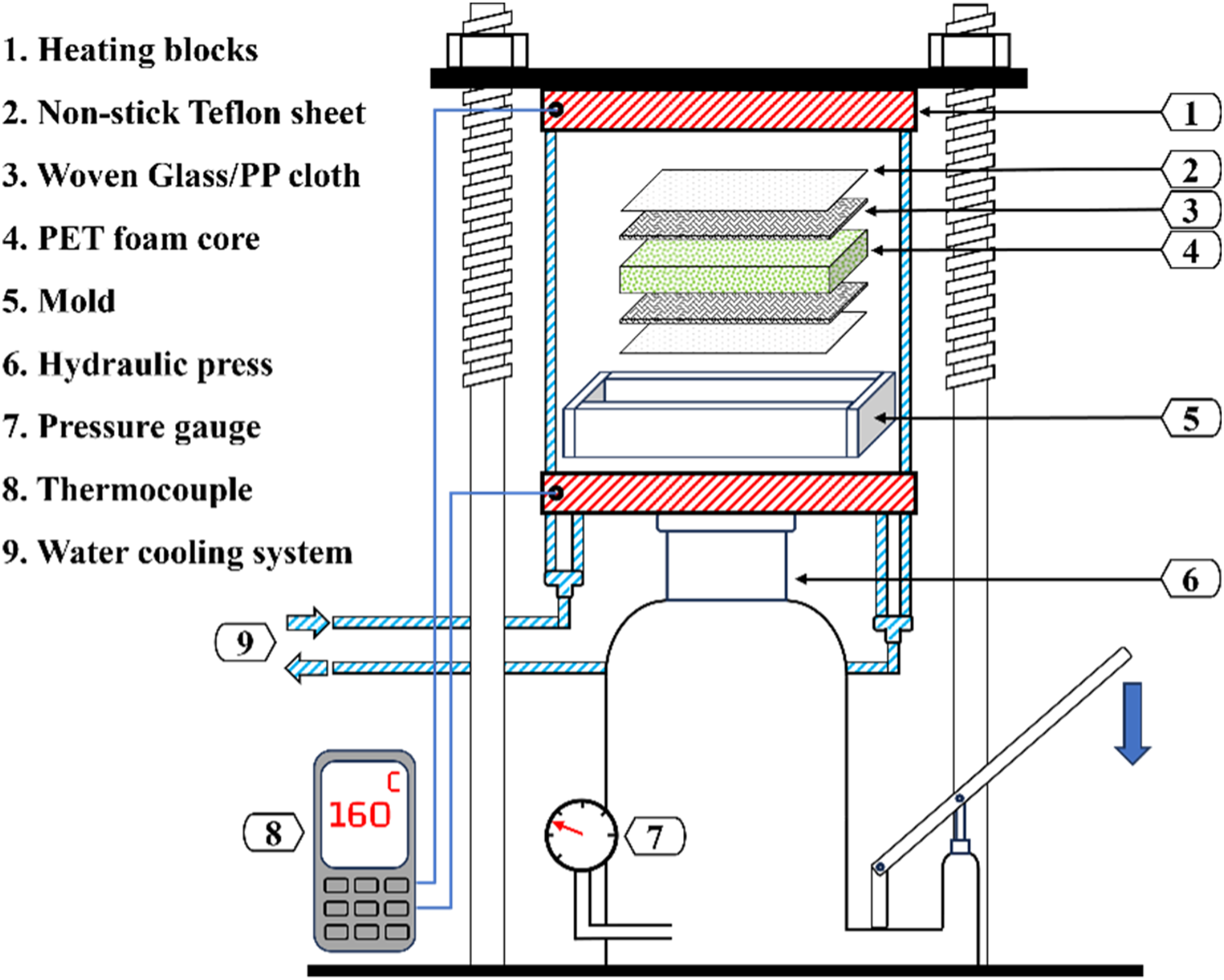
Empirical Optimization Procedure
Differential Scanning Calorimetry (DSC) tests were initially performed on the raw glass/PP cloth and the recycled PET foam core materials to precisely determine both thermoplastic PP and PET materials’ behavior, particularly their exact melting temperature.
45
The programmed heating ramp of 10°C/min and Aluminium hermetic sample pans were used to run the tests in a TA Instrument Q200 DSC machine coupled with a Refrigerated Cooling System (RCS 90). Two repetitive heating and cooling cycles with the temperature range of −50°C to 250°C and −50°C to 300°C were considered for the glass/PP cloth and recycled PET foam, respectively. Finally, as recommended in DSC examinations, to ensure the reliability of the results, the initial heating and cooling cycle was excluded from the final data presented in Figure 4. DSC heat cycle curves showing the melting and crystallization of (a) the PP resin within the glass/PP cloth, and (b) the recycled PET foam core material.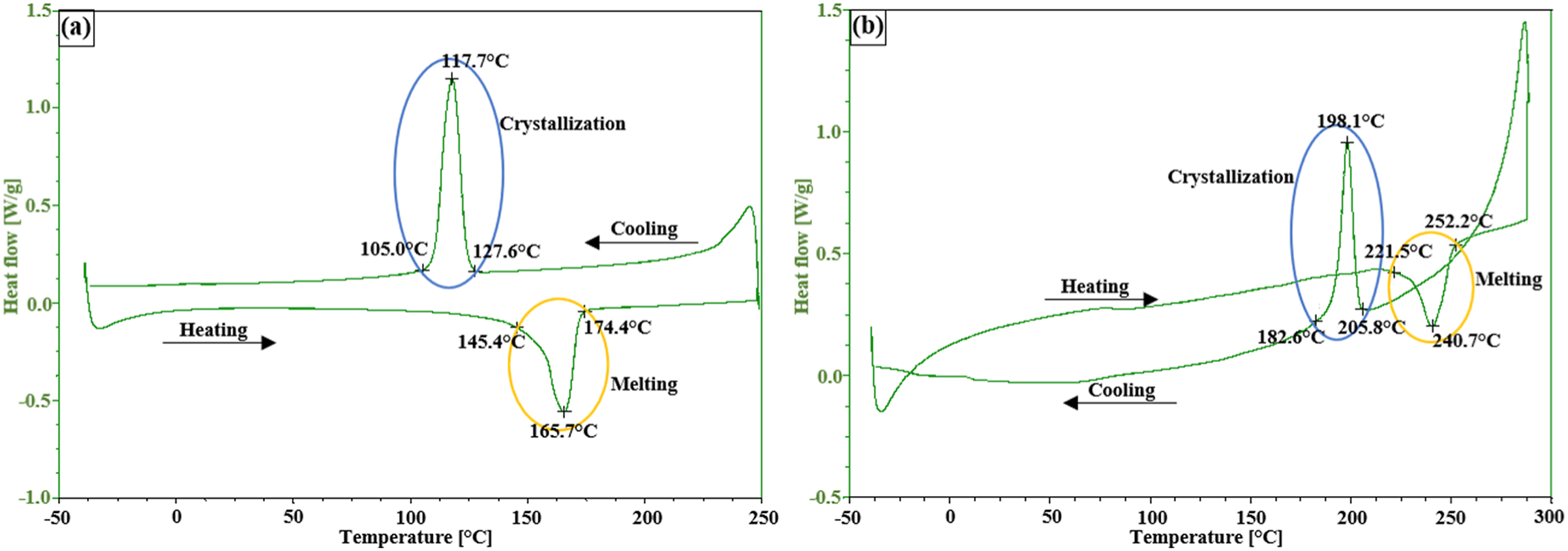
Manufacturing parameters and assessed range of each factor used to optimize the compression molding and double-belt method.
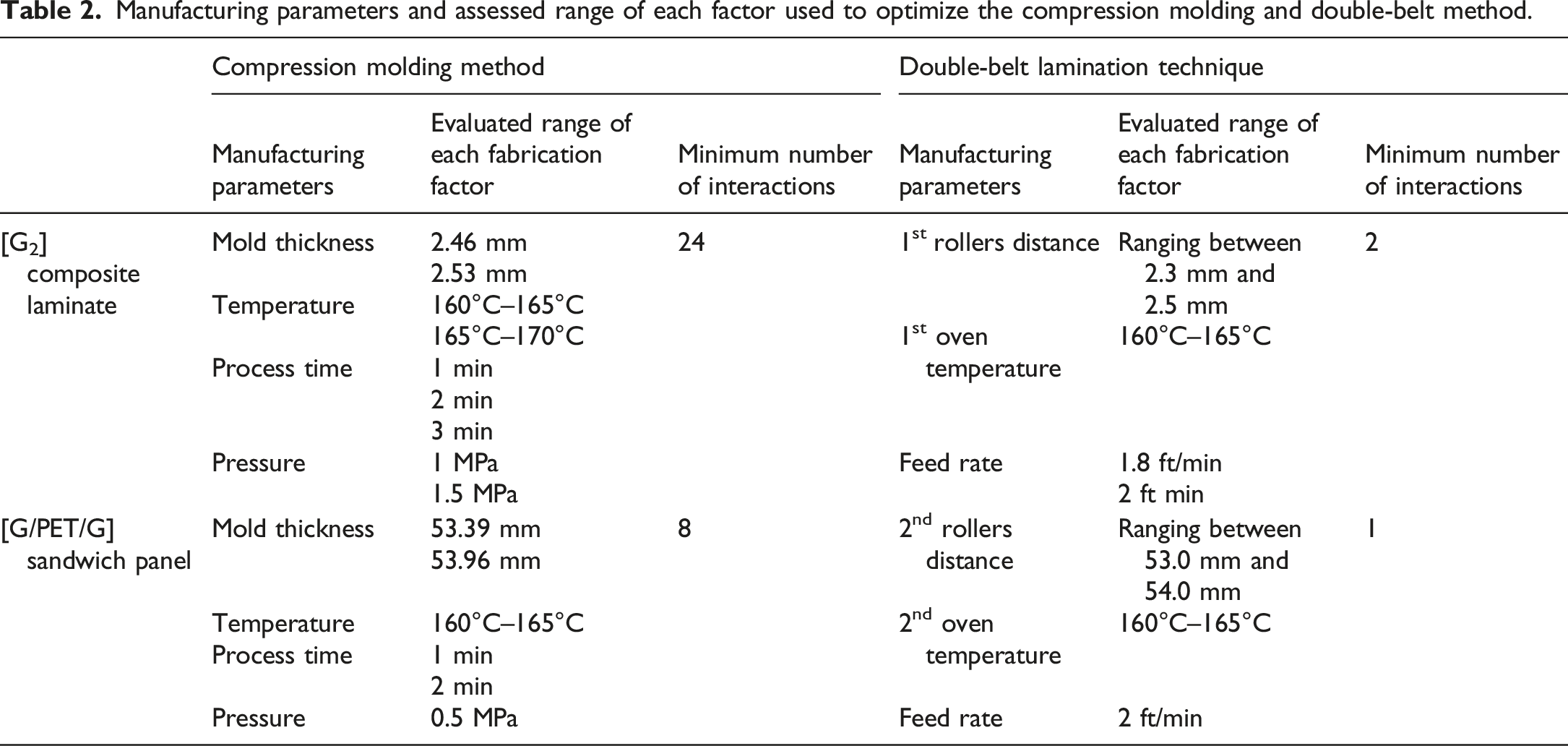
The optimization process was initially focused on the parameters that governed the fabrication of composite facesheet laminates, with overlapping parameters subsequently being set for the panels’ lamination step. Certain parameters like hot press temperature, oven temperature and feed rate in the double-belt method were set for sandwich panels’ production based on the assessments done on laminates production. In addition to the 160°C–165°C temperature range, 165°C–170°C was examined during which the resin flow could not be well controlled, leading to the elimination of further iterations at this specific setting.
Since the recycled PET foam core materials were subjected to compression during the lamination process, it was essential to consider their compression strength prior to fabrication trials. Compression strengths of 1.0 MPa and 1.5 MPa were expected from the GR 80 and GR 100 recycled PET foam cores, respectively.
40
To verify these data, compression tests were conducted by the authors in accordance with ASTM C 365/C 365M,
46
the results for which were consistent with the catalog data. Figure 5 presented the compression test results performed at the head displacement rate of 2 mm/min using an MTS universal test machine equipped with a 25 kN load cell. It is known that elevated temperatures during the manufacturing stages can reduce the compression strength of these thermoplastic PET foam materials. Thus, in the current study, the lamination pressure was adjusted to remain within the safe range. Compression test results of the recycled PET foam core samples with densities of 80 kg/m3 (GR 80) and 100 kg/m3 (GR 100).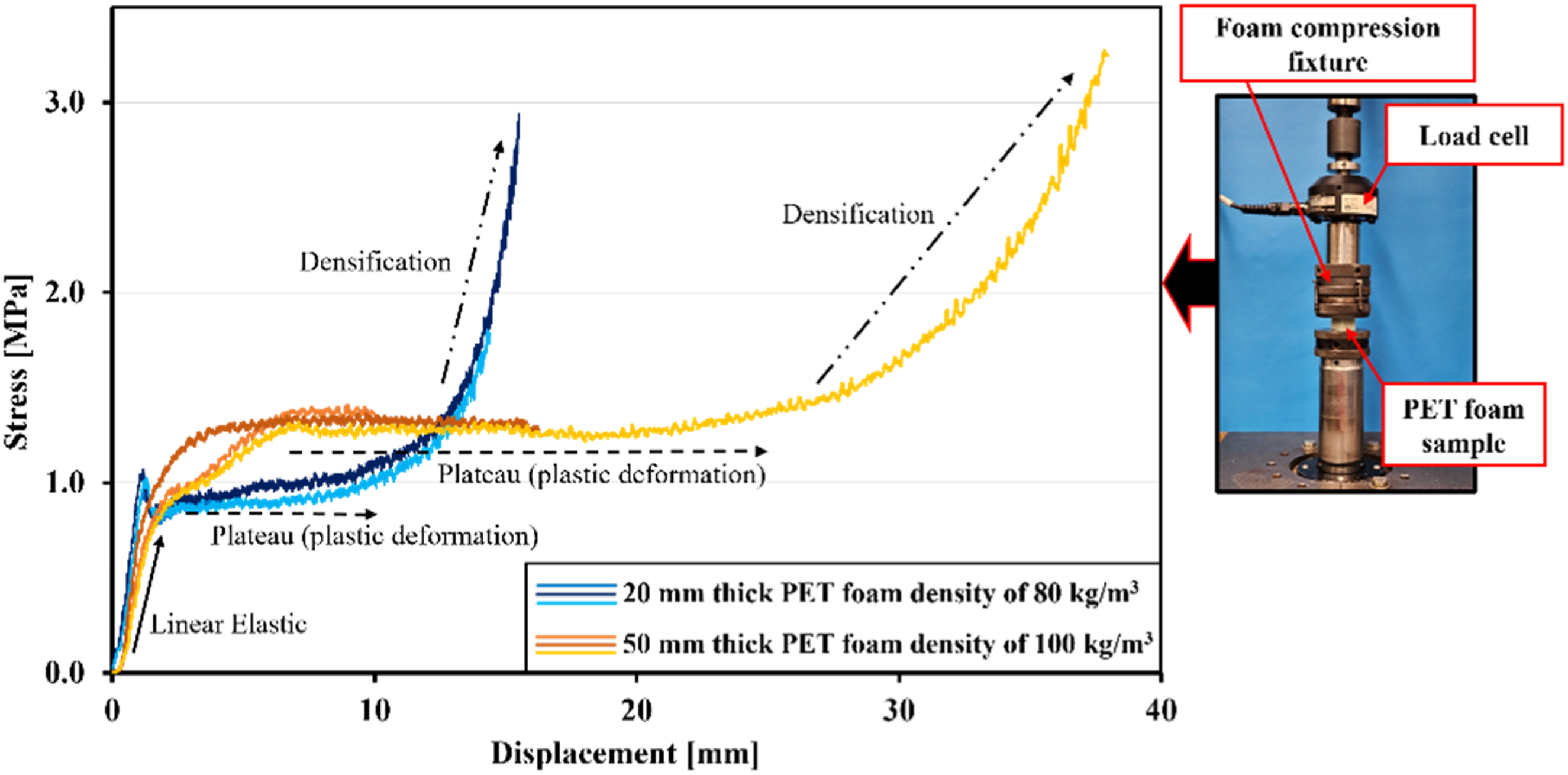
To adjust the spacing between the rollers during the lamination process, a gear and power screw system was employed. This setup allows precise control over the rollers’ distance, ensuring an accurate adjustment for different panel configurations. During the initial manufacturing phase, the machine was used to run a test production during which the optimal rollers’ distance regarding the core thickness was determined to ensure the desired sandwich panels’ quality and consistency. These trial and error iterations were initially conducted for the recycled PET foam core thickness of 50 mm. Thus, except for mold thickness and second roller modifications, which were tuned by a couple of new attempts, other parameters were maintained constant for thinner sandwich panels. This consistent approach helped ensure the reliability of both lamination processes, for which the final optimal manufacturing characteristics were presented in previous sections.
Experimental Procedure
Laminate Tensile Test Requirements
Under several loading conditions, such as tensile or bending, the sandwich panel’s facesheet is known to serve as the load-bearing element. The performance of sandwich panels can be significantly altered by their facesheet mechanical properties. Hence, the properties of [G2] composite laminates fabricated with both methods require specific evaluation, while distinguishing their behavior under either tensile or compression loading. Using a diamond saw machine, specimens with dimensions of 110 mm × 25 mm were cut along the fiber directions. Lastly, quasi-static tensile tests were conducted at a rate of 2 mm/min in accordance with the ASTM D3039 standard. 47
Laminate Compression Test
As Figure 6(a) represents, the upper skin of a sandwich panel experiences an in-plane compression load during a bending test. Thus, in accordance with ASTM D3410
48
an anti-buckling fixture was employed to measure the compression strength of the composite laminates that serve as the sandwich panels facesheet. [G2] composite laminates were trimmed into 120 mm × 25 mm dimensions and examined at a displacement control compression loading with a head speed of 1.5 mm/min. MTS universal testing machine equipped with the (a) three-point bending, (b) tensile test, (c) drum roller peel-off, (d) flatwise tensile test, and (e) compression test fixtures.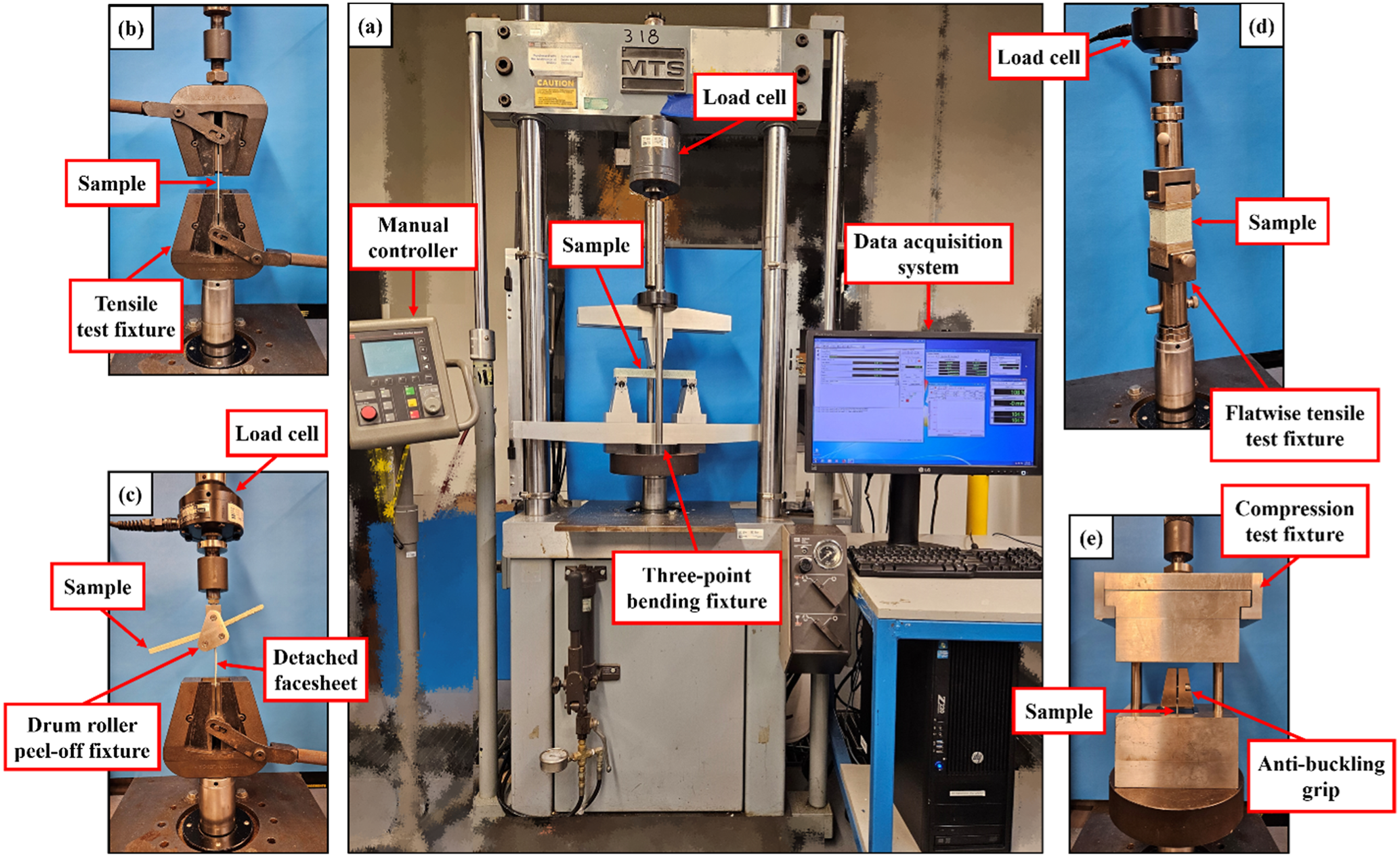
Flatwise Tensile Test
Flatwise tensile tests were performed to ensure the adhesion quality between the glass/PP composite skin and PET foam core material. These examinations were done on sandwich panels following the ASTM C297 guideline 49 at the standard displacement rate of 0.5 mm/min. Panels with the nominal core thickness of 10 mm and 20 mm were precisely cut into the dimensions of 1 inch × 1 inch, while the 50 mm thick PET core sandwich panels were cut into 2 inches × 2 inches. To guarantee the adhesion of the samples’ skin to the fixture steel blocks, a coarse sanding process is done as part of the surfaces’ preparation. DP 460 epoxy adhesive was used to affix the samples between the blocks shown in Figure 6(d).
Peel-Off Test Procedure
The adhesion formed between the composite facesheet and PET foam core can be evaluated by an alternative test method known as peel-off. In this paper, the roller drum peel-off fixture depicted in Figure 6(c), was employed to evaluate the skin-to-core material has been assessed. A series of peel-off tests were conducted following the ASTM D3167 standard outline.
50
Because of the constraints of the drum peel-off fixture, where the rollers’ maximum distance gap reaches 10 mm, samples with core thicknesses of 20 mm and 50 mm are required to be cut on one side to be compatible with the fixture limitations. Finally, the PET foam core sandwich panels were cut into 260 mm × 25.4 mm. A 35 mm long pre-existing crack was introduced to designate the non-adhered portion, effectively providing sufficient grip on the flexible skin during the test. Peel-off tests were operated at a head displacement rate of 25.4 mm/min. The peel strength determination involved normalizing the data to the specimen width, while recording measurements beyond the initial 25 mm of peel length. As the ASTM D3167 suggested, the average peel strength should be calculated by equation (1), and reported as a final determining factor for comparison studies.
50

Three-Point Bending
Flexural tests were performed on the sandwich panels to assess their performance under three-point bending conditions. PET foam core sandwich panels with lengths of 220 mm and 120 mm were subjected to bending with support span lengths of 200 mm and 100 mm, respectively. In accordance with the ASTM C393 51 standard, flexural experiments were done at a loading nose displacement rate of 2 mm/min.
All the tests were conducted using an MTS universal testing machine equipped with a maximum load cell capacity of either 5 kN or 100 kN depending on the expected load and fixture installation guides, distinctively depicted in Figure 6. To ensure the accuracy of the results, each test was meticulously repeated several times at a data sampling frequency of 2000 Hz.
Results and Discussion
Examinations were performed to evaluate the quality and performance of the thermoplastic sandwich panels. In both methods, the temperature was insufficient to melt the PET foam. Hence, the bonding mechanism between the PP-based composite facesheet and recycled PET foam core is primarily mechanical rather than molecular. For a proper molecular bonding to form between the two thermoplastics, both materials must first be melted, which was not the case in these processes. Thus, further investigation can potentially be done to measure and improve the level of entanglement between these materials. By optimizing the fabrication input parameters, both lamination techniques were capable of manufacturing PP-based composite sandwich panels with proper surface appearance and skin-to-core bonding. Figure 7 depicts the microscopic view of the [G2] composite laminate and adhesion formed between the glass/PP facesheet and PET foam core. Microscopic section views of the (a) [G2] composite laminate, and skin-to-core bonding of panels with PET foam thicknesses of (b) 10 mm, (c) 20 mm, and (d) 50 mm.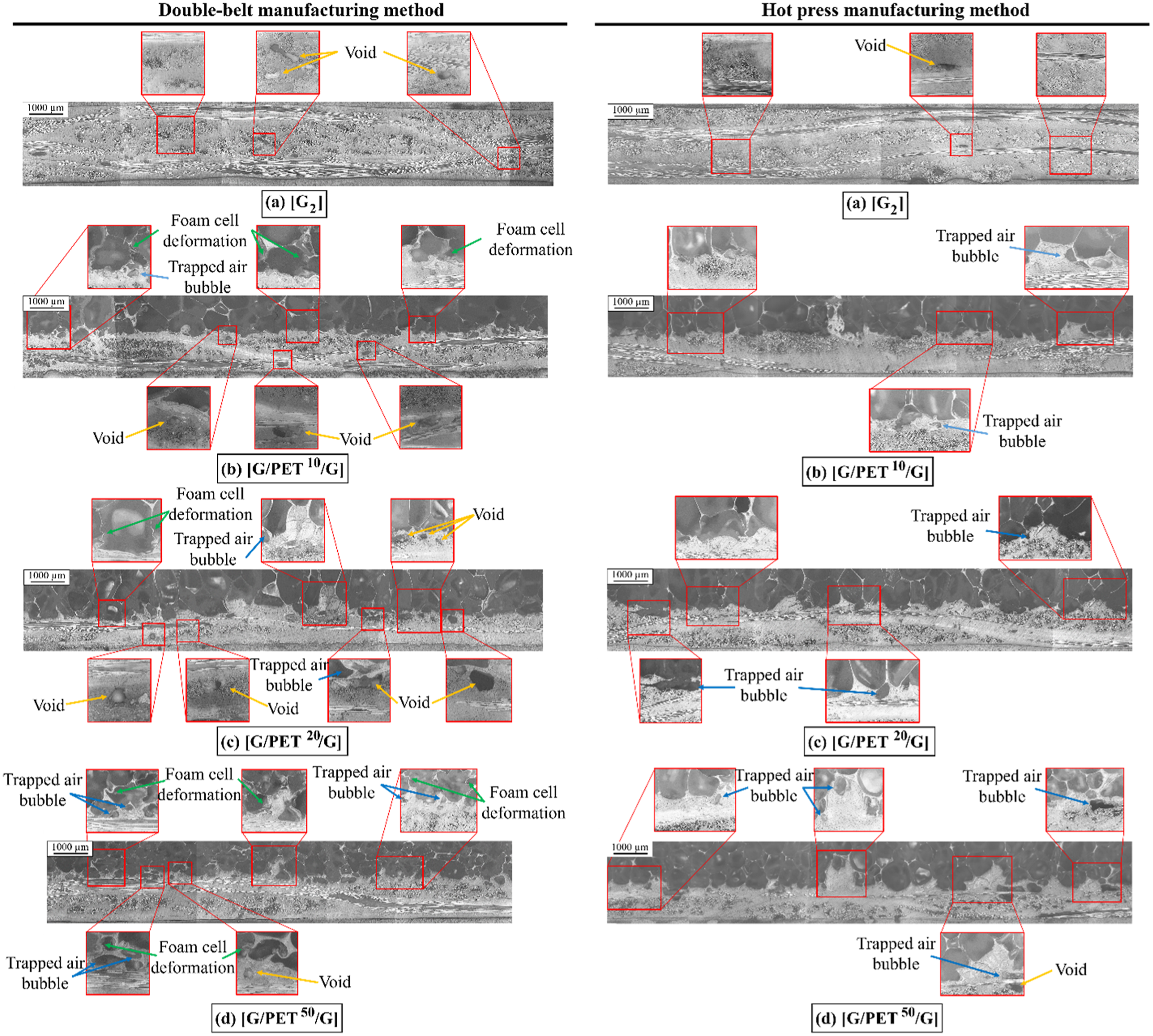
The quality of the fabricated glass/PP composite laminate itself, which constitutes the skin of sandwich panels, was satisfactory for both fabrication methods. Even though voids can be depicted in the samples fabricated with either of the two approaches, they can develop more easily during the double-belt process. This increased incidence of voids can be attributed to the nature of the double-belt technique, where the laminate experiences a sudden release of pressure as it passes through the rollers. In contrast, the compression molding lamination method maintains a constant pressure at a controlled cooling rate, which helps in preventing the formation of unexpected voids within the composite laminates and sandwich panel facesheets during the cooling phase.
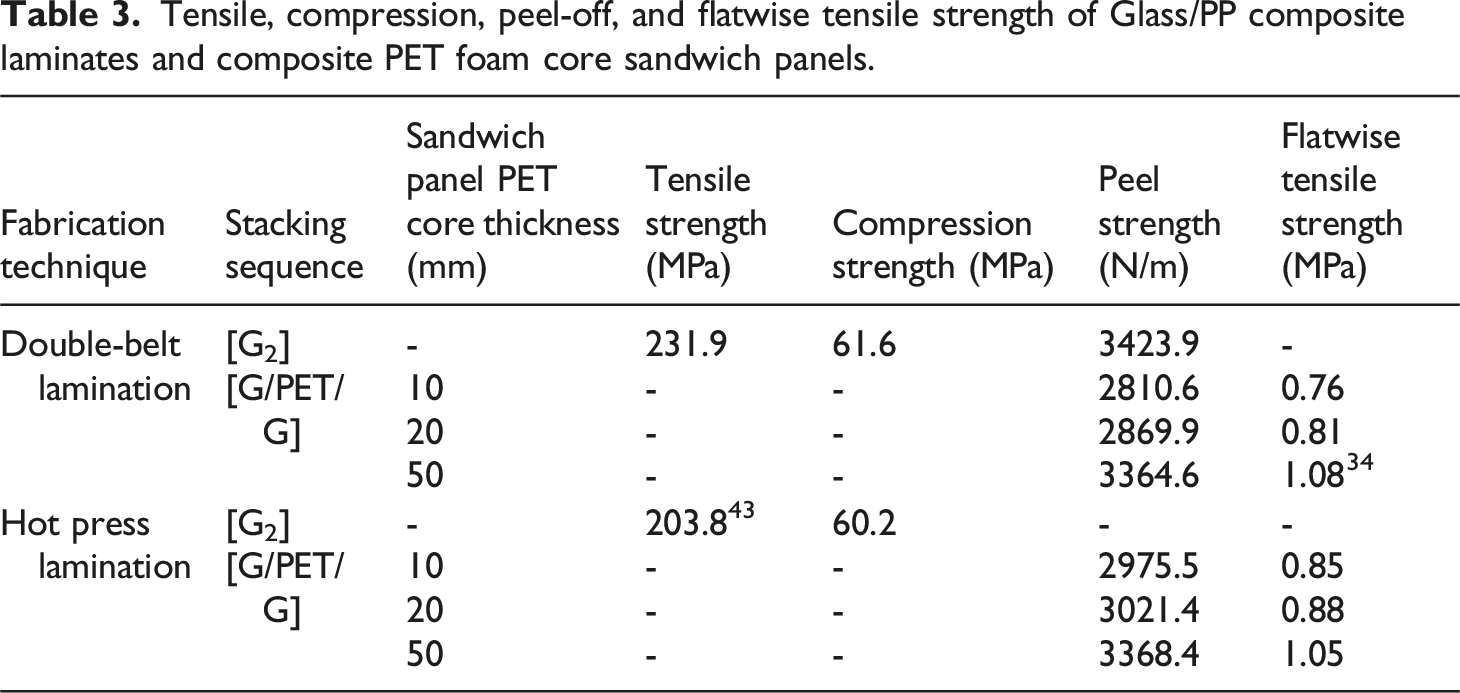
Tensile, compression, peel-off, and flatwise tensile strength of Glass/PP composite laminates and composite PET foam core sandwich panels.
The precision in manufacturing parameters is critical since a minor deviation from the optimized settings can drastically reduce the quality of the final product. Using the double-belt process to laminate the sandwich panels doubles down the effect of key variables such as temperature, pressure, and production speed. For instance, an increased feeding rate results in an improper impregnation of the composite facesheet or adhering surface. Consequently, reducing the gap between rollers causes undesirable permanent deformation or crushing of the PET core. A slight modification in temperature not only can drastically affect the quality, but also has a major influence on the continuity of the production. To elaborate further on this point, it has been observed that increasing the temperature of the secondary oven will cause considerably large macroscopic voids. Furthermore, melted PP resin will stick to the guiding rollers of the double-belt machine which leads to accidental fire and a full oppression halt. Hence, the optimized manufacturing parameters were selected after several trial series conducted by ICP Inc. to fabricate glass/pp composite laminate and PET foam core sandwich panels.
A parametrical study was precisely performed for the compression molding procedure to optimize the temperature, heating idle time and applied pressure, effectively eliminating potential defects. During the fabrication process, common imperfections such as resin washout, fiber waviness and permanent core deformation were anticipated. These issues were prevented by employing a precise mold, controlling temperature, pressure and idle time. Continuous and effective bonding between the composite skin and PET foam was established using both manufacturing techniques.
The use of closed-cell PET foam as the sandwich structure core material can result in the entrapment of air bubbles within the adhering surface. Additionally, defects commonly associated with the manufacturing process, such as facesheet voids and foam deformation, were observed. As discussed earlier, maintaining constant pressure through the rollers during the cooling stage is challenging, which leads to higher void formation in the composite facesheets of panels made with the double-belt process. Reheating the consolidated composite facesheets during the bonding phase causes the trapped air in composite to expand which forms multiple voids within the structure. Furthermore, regional permanent deformation was depicted in cell walls where high roller pressure was applied over a limited surface area. Nevertheless, during the compression molding process, pressure was distributed over a relatively larger area, and the final thickness of the panes was also restricted by the mold tolerances. These adjustments in the production states resulted in moderately reduced void content in the composite facesheets and the elimination of permanent foam core deformations.
The magnified regions adjacent to the PET foam surface show a satisfactory adhesion of the glass/PP composite skin to the core. Yet, complementary examinations are necessary to assess the robustness of this connection. It is well-known that proper bonding between the layers is crucial for effective load transfer, whereas inadequate bonding causes premature damage or delamination. 14 Hence, peel-off and flatwise tensile tests were conducted in the current study to assess the integrity of these bonds, for which the measured strengths are presented in Table 3. A slight improvement is achieved by manufacturing the samples with the hot press machine. The reason for that lies in the ability to sustain the production parameters that favorably influence the adhesion of the PP-based facesheet to PET foam. As a comparative baseline, the bonding between two layers of glass/PP composite laminates made by the double-belt method was assessed, for which the average peel strength of 3423.9 N/m was measured. Furthermore, the tensile strength of each PET foam core, presented in Table 1, is the maximum expected value that happens in a flatwise test if the connection is good enough leading to full core failure at the midsection.
Moreover, compared to the [G/PET50/G] sandwich panel, thinner panels offer a reduced available bonding surface. This reduction in the available bonding interface consequently leads to diminished adhesion properties between the PET core and facesheet in samples with lower core density. This phenomenon is attributed to the inherently limited contact points and interactions between the core and the melted adhered facesheet resin, which results in a noticeable decline in bonding strength.
In addition to the ultimate bonding strength, the failure modes and post-failure appearance of the facing and core surfaces need thorough assessments. Figure 8 depicts the surface of the detached composite skin from the PET foam core after the peel-off tests. The presence of clustered greenish PET foam material adhered to the peeled composite skin indicates a substrate failure. Although the white-colored glass/PP facesheet suggests an adhesion failure, numerous core cells remain linked to the skin demonstrate a mixed failure mode. Sandwich panels made with both lamination methods exhibited a combination of the discussed failure modes. Nevertheless, an analysis of the peel surface from panels manufactured by the hot press machine revealed a predominantly substrate failure over a larger area. This transition in failure mode accounts for the variations in measured peel strength between samples produced using the two lamination methods. Composite facesheet surface appearance of (a) 10 mm, (b) 20 mm, and (c) 50 mm thick recycled PET foam core sandwich panels after the peel-off tests.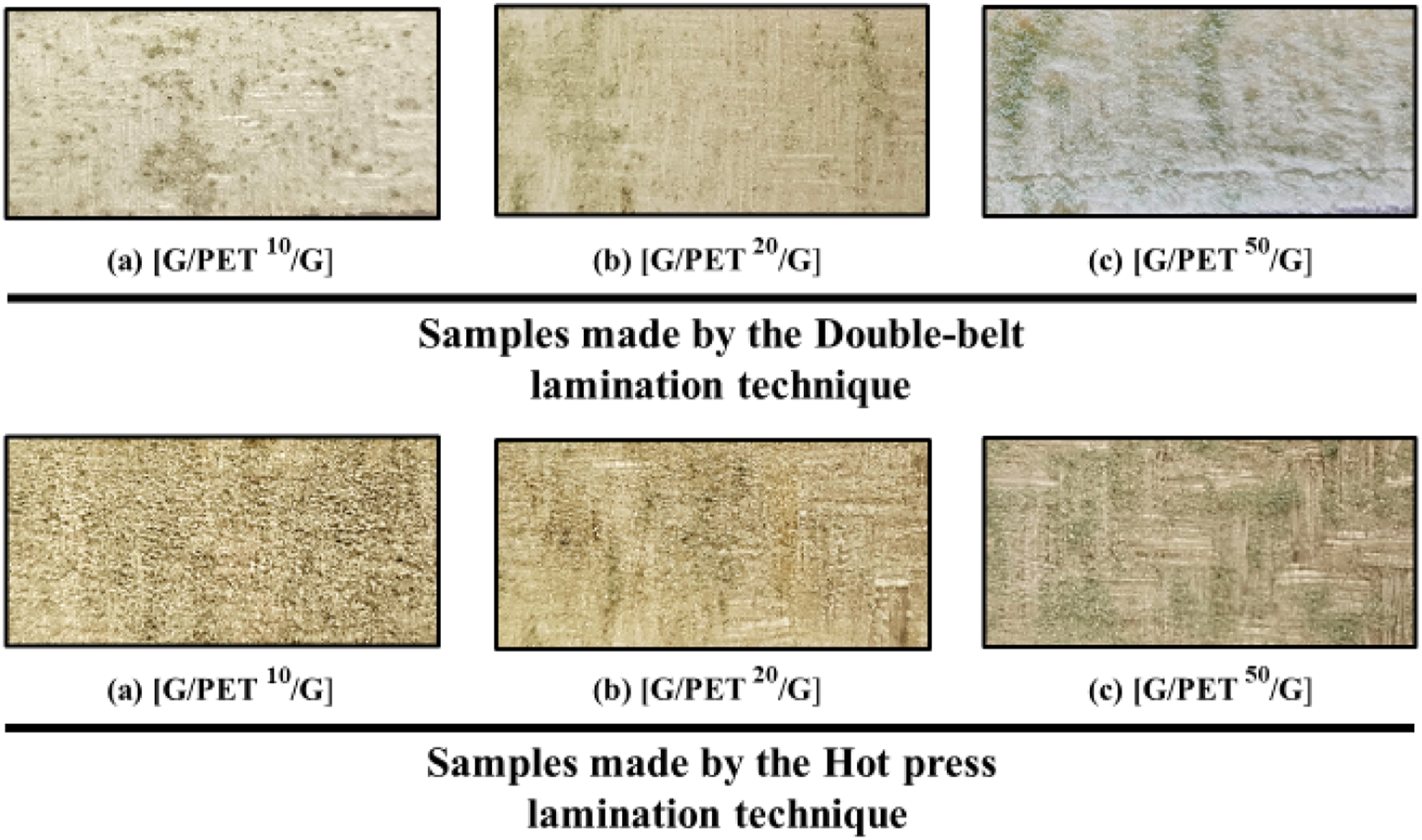
As mentioned, variations of the PET foam material density can affect the establishment of adhesion between the composite skin and core. A higher foam density provides relatively more accessible bonding points, thereby enhancing adhesion strength. The surface failure patterns of samples after running flatwise tests, presented in Figure 9, depict a combination of adhesion and substrate failure. The appearance of such a failure mode proves the robustness of the bond established between the skin and PET foam. Evaluations revealed that by employing either of the two manufacturing techniques, an effectively integrated attachment was developed between the layers. Higher foam densities offer a more exposed surface, which facilitates the bonding of the PP resin. This is evidenced by the increased flatwise tensile strength in [G/PET50/G] sandwich panels with 100 kg/m3 PET foam density compared to those with 80 kg/m3 foam density. Finally, since results of both peel-off and flatwise tensile tests for samples made by either technique were closely aligned, both were considered capable of fabricating PET foam core composite panels with proper quality. Composite facesheet and PET foam failure pattern under flatwise tensile tests for sandwich panels with (a) 10 mm, (b) 20 mm, and (c) 50 mm thick core.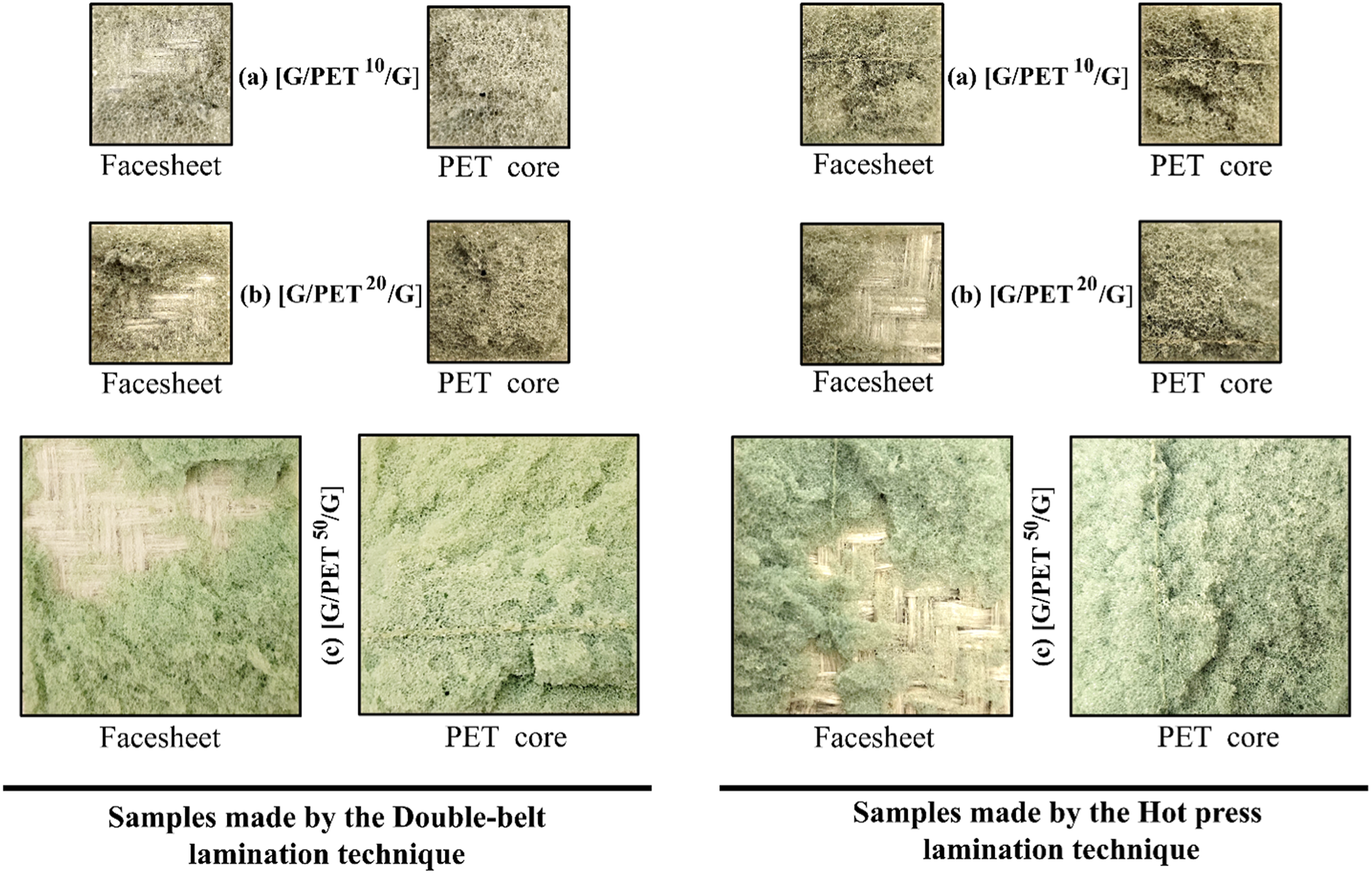
One of the primary motivations for introducing sandwich panels to the industry is to improve the bending performance of structures by distancing the load-bearing composite laminates from the neutral axis; therefore, alongside the skin-to-core bonding, the mechanical properties of the laminated composite facesheets require specific examinations. Former analyses were conducted on several governing properties that can significantly affect the overall performance of sandwich panels. To examine them, the manufactured recycled PET foam core composite sandwich panels were subjected to three-point bending conditions. While the composite foam core sandwich panels’ behavior has been studied under bending conditions,7,11,19 this research mainly investigates the manufacturing method’s influence on these panels.
The flexural response of [G/PET20/G] sandwich panels revealed a substantial difference between the samples made with each approach. Figure 10 presents a thorough inspection of the force-displacement behavior of [G/PET
20
/G] sandwich panels and their failure modes under the 200 mm span length. A distinguished difference in maximum load-bearing capacity level was observed, consequently leading to different failure modes. The panels made with the double-belt method experienced facesheet buckling failure, respective to which the skin separates from the PET core. Nevertheless, the samples manufactured with the hot press could withstand 76.7% higher loads, experiencing either compression failure of the top facesheet or core shear failure. Three-point bending response of [G/PET20/G] recycled PET core composite sandwich panels under the span length of 200 mm.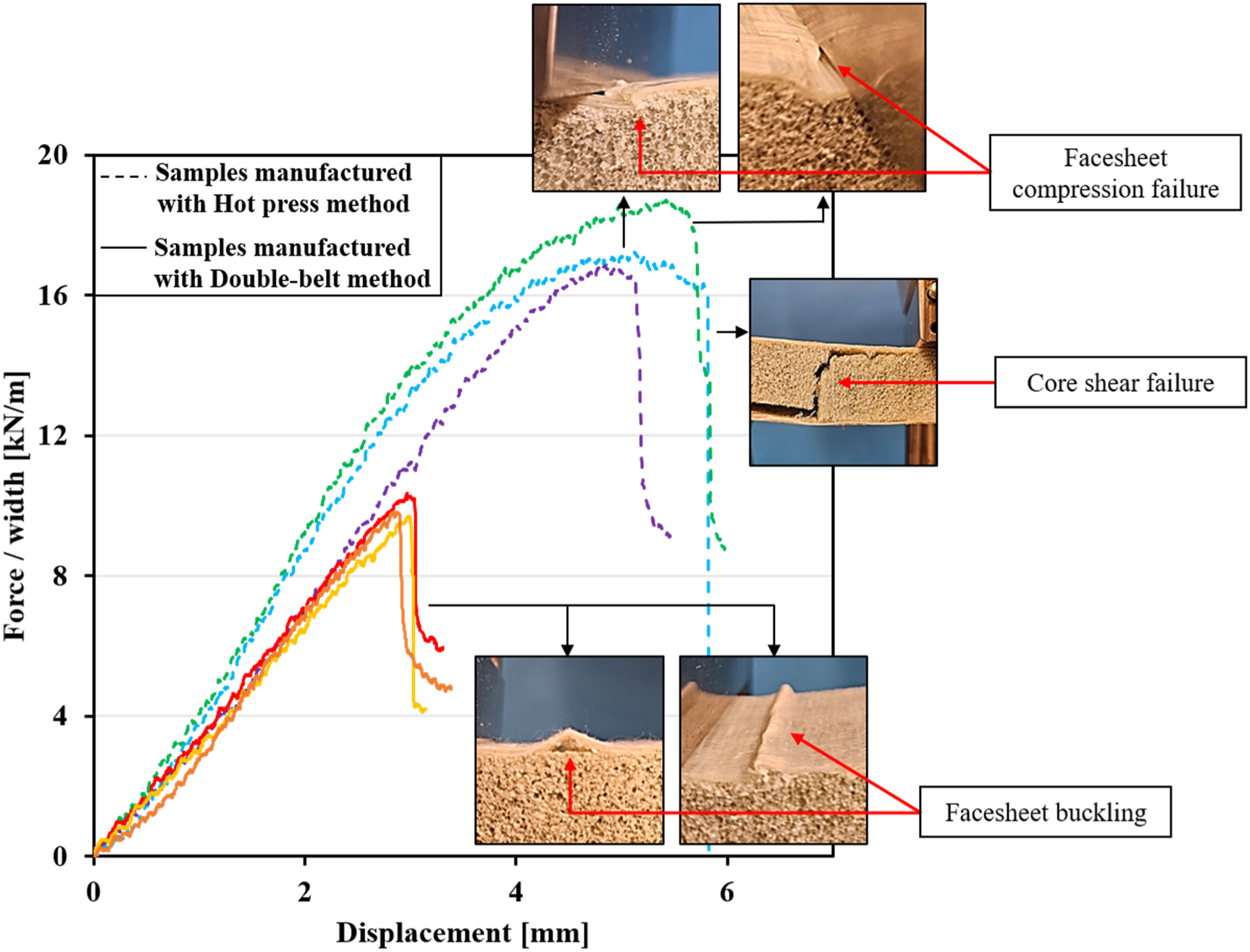
The noticeable variation in flexural response can be attributed to the impacts of the production procedure on the quality of the sandwich panels. Because of the superiority of the compression molding technique in forging a relatively superior connection between the PET foam core and PP-based composite, these samples are expected to resist skin delamination. In samples made with this approach, the skin remained adhered to the PET foam even after the facesheet compression failure, signifying robust adhesion between the composite skin to the core. However, the panels manufactured by the double-belt method exhibited different behavior; the top facesheet buckled under the compression load, which caused a consecutive separation of the composite facesheet from the PET foam core.
In addition to the discussed relatively inferior cohesion between the layers observed in panels produced by the double-belt machine, the sequential stages involved in this process can significantly affect the quality of PP-based composite facesheets. During the second production stage of production, the already solidified thermoplastic-based laminates are reheated to the melting temperature of PP resin. Passing through the second roller sets, the pressure applied to the panels is bounded by the recycled PET foam material limits, because of which certain defects were introduced to the composite facesheets. This assertion was also confirmed by the increase in the number of detected voids formed in the composite facesheet of sandwich panels made with the double-belt technique, also detected in the former microscopic evaluations. These determined defects can directly deteriorate the mechanical compression properties of the composite laminates leading to lower load-bearing capacity of the sandwich panels.
To assess the severity of the properties’ degradation during the secondary lamination stage, compression tests were performed for the single layer of composite glass/PP laminates removed from the PET core sandwich panels. Before discussing the results, it is worth noting that the thickness of the specimen can affect the compression properties following the ASTM D3410 standard requirements. 48 Compared to the previously discussed [G2] laminate properties, conducting compression tests on a single layer of composite facesheet leads to mixed-mode buckling and compression failure. Hence, these additional tests were primarily done to comparatively study the impact of sequential manufacturing procedures on the panels.
Because during the compression molding lamination process, consistent pressure was applied to the sandwich panel in a single step, fewer defects are expected to form. The measured compression strength of the composite facesheet made with the compression molding technique was around 36.0 MPa. Nevertheless, a drastic reduction of compression strength was seen for glass fiber composite facesheets of the sandwich panels made with the double-belt method, almost reaching 16.02 MPa. This marked decline in compression properties is related to the intensity of the unexpected defects such as voids being integrated after the second lamination step. Ultimately, the inferior compression characteristics of the upper composite facesheet, made by the double-belt method, have led to buckling failure and subsequent separation of skin from the PET core under the three-point bending load.
According to ASTM C393
51
, the facesheet bending stress (σ) and the core shear stress (τ) can be calculated with equations (2) and (3).

Calculations have revealed that the average stress of the composite facesheets reached the maximum of 43.02 MPa for the sandwich panels made by compression molding, and 24.35 MPa for those made with the double-belt method. Here, slightly higher stress results can be explained by the additional constraints imposed on the composite skin, restricting it from the side that is adhered to the PET foam. Furthermore, it was noted that the facesheet failure stress threshold for the sandwich panels made with the compression molding process is almost twice the panels manufactured with the double-belt process. The stress analyses, compiled with the compression test results, verify the degrading impact of the sequential lamination procedure on the mechanical properties of the sandwich panels made by the double-belt method. The measured core shear stress in the sandwich panel that underwent the core shear failure reached 0.42 MPa, edging close to the 0.6 MPa shear strength of the recycled PET foam core (shared data by Armacell 40 ). Because the shear stress of the PET core in samples manufactured with the double-belt method does not attain the documented shear strength, before experiencing facesheet catastrophic failure, no evidence of core shear was observed for these samples. In conclusion, the assessment findings strongly emphasize the importance of maintaining precise control over temperature and pressure during each manufacturing approach.
As depicted in Figure 11, at shorter span lengths, the PET foam core permanently deforms under the loading nose due to the intensity of vertical out-of-plane compression force. his localized deformation leads to a plateau in the force data during the three-point bending test. Even though the samples did not fail catastrophically, the PET foam core and glass fiber composite facesheet sustained local damages, affecting the overall performance of sandwich panels. Thus, the bending tests are terminated along the plateau. More than 30% increase in the maximum plateau load level was determined for the samples made by the hot press machine. For [G/PET20/G] sandwich panels fabricated via compression molding, the maximum calculated compression stress experienced by the facesheets was determined to be 15.9 MPa, with a corresponding core shear stress of 0.32 MPa. In contrast, for panels manufactured using the double-belt method, these respective stress measurements reached 11.6 MPa and 0.23 MPa. This improvement is attributed to the superior mechanical properties of facesheet and the efficacy of skin-to-core adhesion, which benefits the load transfer between the layers. Three-point bending response of [G/PET20/G] recycled PET core composite sandwich panels under the span length of 100 mm.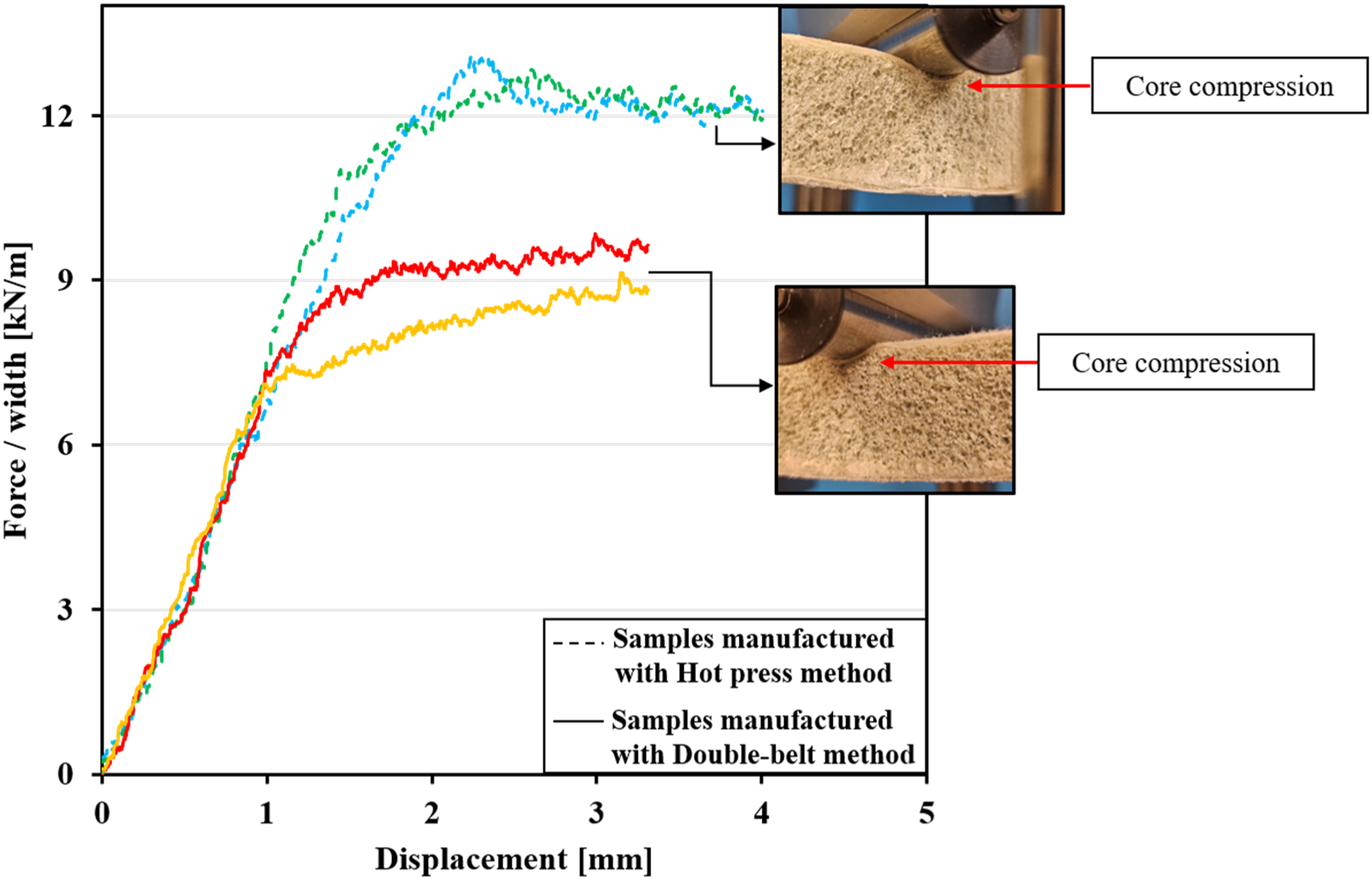
The bending tests were repeated for sandwich panels with 10 mm thick PET core under the span lengths of 200 mm and 100 mm which are presented in Figure 12, and Figure 13. Under a three-point loading condition, it is well-known that increased span lengths impose greater stress on the facesheets. The [G/PET10/G] panels exhibited distinct failure modes attributable to variations in their properties inherited during the lamination process. As previously discussed, thermoplastic-based composite skins subjected to the secondary processing phase, that included reheating the already solidified composite facesheet, exhibit relatively diminished compression properties. [G/PET10/G] sandwich panels experienced either a skin compression failure or facesheet out-of-plane deformation leading to permanent core compression. The bearable stress of the composite facesheet reached a maximum of 45.5 MPa, while the PET foam core experienced 0.45 MPa shear stress. On the other hand, the samples manufactured with the compression molding technique failed due to the PET core shear. Before these sandwich panels failed at the core shear stress of 0.54 MPa, the facesheet stress of sandwich panels made with compression molding touched the maximum of 54.2 MPa. Flexural response of [G/PET10/G] recycled PET core composite sandwich panels under three-point bending with 200 mm span length. Three-point bending test results of [G/PET10/G] recycled PET core composite sandwich panels under 100 mm span length.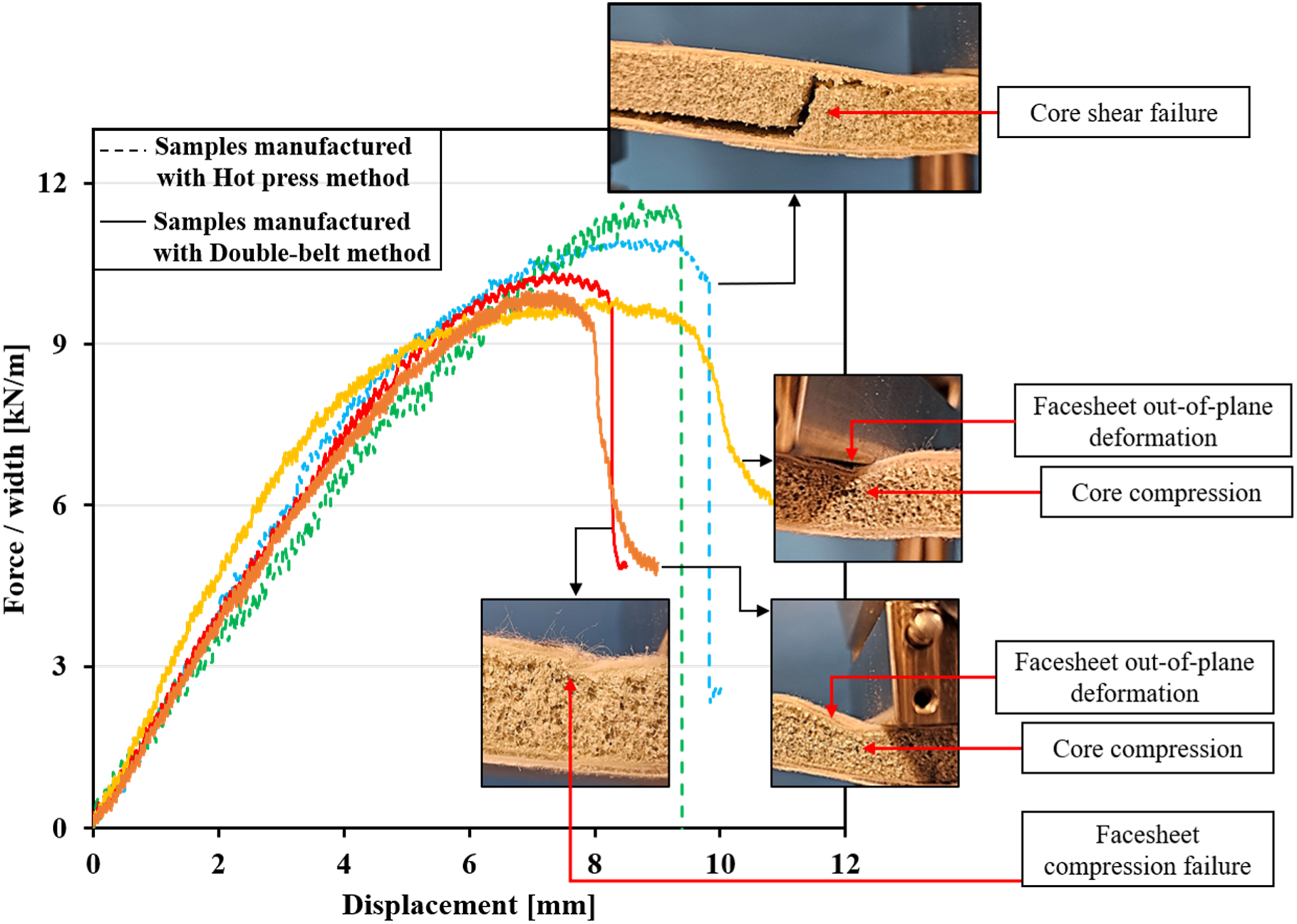
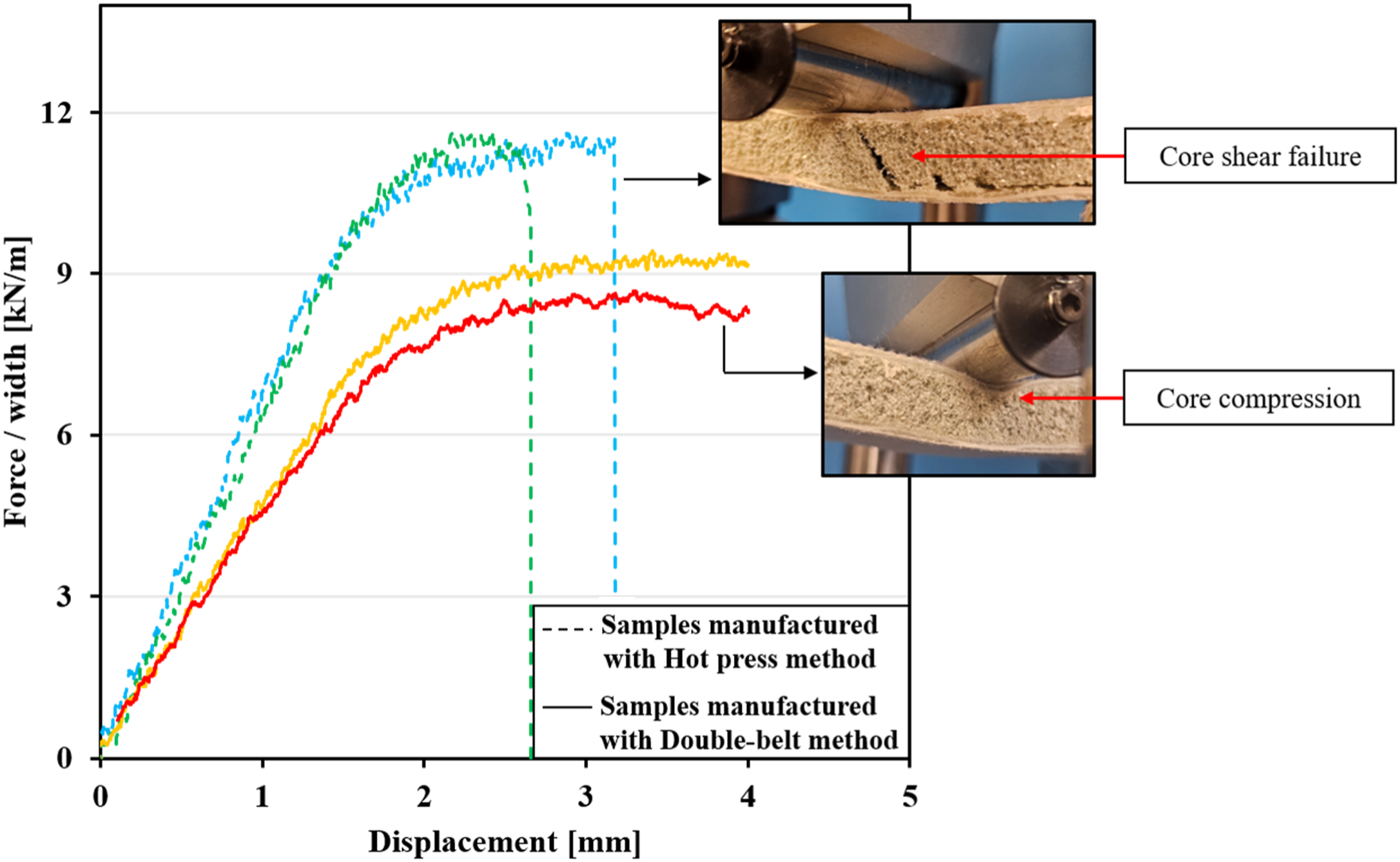
The chance of core failures under either shear or compression stress is increased for the panels under 100 mm span length bending. Compared to the core compression and composite facesheet failures, the catastrophic breakage of the PET core can be distinguished by its specific sudden load drop to near zero. Notably, [G/PET10/G] sandwich panels produced via the hot press machine failed at a core shear stress of 0.55 MPa under a 100 mm span length bending load. However, the panels made with the continuous double-belt process reached a plateau, during which the PET foam core permanently deformed under the localized compression force at the loading nose. These samples experienced facesheet stress of 21.7 MPa and core shear stress of 0.43 MPa at the maximum reached point within the plateau.
The conducted bending tests clearly distinguished the variations in qualitative mechanical properties introduced from the distinct manufacturing process of the PP-based PET core sandwich panels. In contrast to the double-belt method, the compression molding technique showed its superiority in the lamination of fully thermoplastic composite PET foam core sandwich panels. The improved skin-to-core adhesion combined with higher in-plane compression properties of the composite facesheet achieved through a single-step process enhanced the load-bearing performance of such sandwich panels.
In addition to the quality of the final composite sandwich panels, the production time, expenses and size of the panels must align with the targeted market demands. The continuous manufacturing nature of the double-belt lamination method makes this approach a feasible production technique for thermoplastic-based composite in the industry.30,34 Moreover, because the roller distance can be adjusted during the lamination procedure, this method offers an advantage in easier optimization. This adaptability helps achieve high-quality products, even in initial production runs, a feature that enhances the process’s practicality. Its flexibility to incorporate additional layers based on customers’ needs, such as water-repellent skin, mats, or colorful thermoplastic coverings, all of which can be integrated within the automated production line. Finally, by using alternative options as core materials, such as the thermoplastic PP honeycomb cores, there is a potential to heat the core separately, facilitating a molecular bonding between the molten layers, and further enhancing the structural integrity of the final product.
Taking advantage of this lamination procedure needs a careful evaluation of previously mentioned manufacturing parameters in each fabrication stage with respect to the properties of the input resin and core. Yet, one of the downsides of the double-belt machine used in this research was the disability of controlling these manufacturing parameters, often resulting in variability of the product’s performance. Thus, the double-belt machine lamination process faces an important challenge which includes the heating and cooling rate in the process parameters. These trials have highlighted the need for more control strategies within the double-belt process, underscoring the importance of continued research in this area. Further investigation is required to closely monitor and evaluate these influential parameters during the continuous manufacturing of sandwich panels using the double-belt machine.
Conclusion
Due to its capacity to maintain continuous high-rate production, while minimizing manual labor, the double-belt lamination process was compared to the compression molding technique. In order to laminate environmentally sustainable thermoplastic sandwich panels, 100% recycled PET foam material made of post-consumer plastic bottles was examined. The glass/PP composite facehseet experienced a degradation in properties going through the second lamination stage of the double-belt method, mainly due to reheating the solidified composite surface. Besides, the increase of void formation in the composite facesheet and permanent foam cell deformation represents the probable defects during this sequential fabrication process.
The peel-off and flatwise tensile tests evaluation showed that higher PET foam density facilitates the adhesion between the PP-based composite skin and core, owing to the increased available surface area. Moreover, it was discovered that the skin-to-core bonding can significantly depend on the employed fabrication method, consequently affecting the load distribution and bending performance of the sandwich panels. The flexural tests performed on the sandwich panels confirmed the deviation between the panels’ performance caused by the manufacturing procedure. The presence of fewer defects introduced during the lamination phase directly influenced the flexural behavior of the panels, increasing their load-bearing capacity and changing their failure response. The dominant failure mechanisms under bending load conditions were core shear failure, compression failure, and buckling of the top facesheet. These catastrophic failures can be governed by the quality of samples inherited from the production techniques.
In conclusion, the optimization endeavors directed toward the double-belt lamination procedure and compression molding revealed their effectiveness in recycled PET foam core sandwich panels. Even though the double-belt lamination technique used in this research presents a continuous automatic production approach, the compression molding process offers considerably precise control of the lamination temperature and pressure. Despite slight potential quality degradation during the double-belt fabrication process, its adoption remains viable due to its cost efficiency and capability to produce large-scale panels with satisfactory quality, facilitated by precise control over manufacturing parameters.
Footnotes
Acknowledgements
I would like to thank Armacell Co. for their material donation and support, which have been instrumental in facilitating this research. I express my sincere gratitude to Mr Moghaddar, the general manager of ICP Inc., for his generous contributions of materials and for the valuable discussions that have greatly enriched this study.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Natural Sciences and Engineering Research Council of Canada (NSERC) and Innovative Composite Products (ICP) Inc. through the Alliance program.