
Abstract
This research explores the Low-Velocity Impact behavior of thermoplastic composite sandwich panels with 100% recycled Polyethylene Terephthalate (PET) foam sourced from post-consumer plastic water bottles. Being recognized as a reliable technique, hybridization using stainless-steel mesh layers was employed to reinforce the panels’ composite facesheets of sandwich panels accessible for modular housing, cold storage rooms and cargo trucks. Adequate impregnation of the reinforcement metallic mesh layer alongside proper skin-to-core adhesion was accomplished by optimizing a two-phase compression molding method. The effect of hybridization on impact response of sandwich panels with two different PET foam core thicknesses, and stacking sequence were evaluated. It was revealed that reinforcing the impacted surface of the composite sandwich panels significantly increased the perforation threshold. Moreover, analyzing the post-impact section view of the samples indicated that hybridization modified the damage propagation response of the PET foam core sandwich composites, through which the energy absorption capacity was improved.
Keywords
Introduction
Composite sandwich panels have been engineered to meet the demand for lightweight structures with superior flexural performance. The performance of sandwich panels with various combinations of skin, core material, and adhesive layer has been investigated for decades.1–5 It has been revealed that enhancing the bonding between the layers has a crucial role in load distribution, altering or delaying the expected failure mechanisms under bending conditions.6–8 PET foam core sandwich panels, reinforced with Glass fiber composite facesheets, were extensively used in certain industrial applications such as wind turbines, and modular prefabricated building structures.9–11
Moreover, thermoplastic composites are becoming a trend, particularly valued for their outstanding mechanical properties, manufacturability, and environmental sustainability. The recyclability potential of PET materials proposed a growing shift towards incorporating eco-friendly PET foam, which was recycled from bottle caps.12–16 The feasibility of fabrication and recycling of Glass fiber composite sandwich panels with PET foam core has been studied by Kang et al., who designed a specific extraction mold for this purpose. 17 Moreover, several research studies were conducted to evaluate the impact of PET foam core thickness, composite skin, manufacturing techniques and parameters on the quality and failure sequence of these sandwich panels.18–20
Despite the composites’ outstanding properties, which makes them a reliable choice for various industrial cases, they are susceptible to impact damages occurring during installation, maintenance, and working life. In addition to the striking object’s physical and geometrical properties, the behavior of composite laminates under Low-Velocity Impact (LVI) loading can be significantly influenced by the resin and fiber material, volume fraction, direction, stacking sequence, and fiber architecture. The LVI test was designed and performed to assess these mentioned factors while controlling the temperature, environmental and boundary conditions.21–28 Reinforcing techniques such as the integration of carbon nanotubes into the fabrication procedure of glass fiber composites have proven to be beneficial to the impact behavior of these structures.29,30
Mines et al. investigate the impact response, and damage sequence of the composite sandwich panels with different core materials, experiencing two separated peaks during the LVI tests. 31 Furthermore, numerical and experimental investigations were performed for composite sandwich panels, where impact damages were mostly observed and governed by the top face sheet and core.2,32–36 Respectively, a comprehensive comparison of sandwich structures with different core configurations has been performed by Gua et al. 36 Thermoplastic-based composite laminates have shown a superior impact resistance, because of their specific higher toughness.37–39 Dogan and Arikan exhibited that foam core sandwich panels with thermoplastic-based composite skin outperform the thermoset ones, particularly in terms of energy absorption. 40
On the other hand, the hybridization of composite laminates, using metallic reinforcement wires or layers, had proven to improve the elasto-plastic response of the plates. It has been shown that strengthening the composite plate with layers of resin-impregnated metallic mesh can improve the impact perforation threshold.41–47 Under low-velocity and high-speed ballistic impacts, hybrid composite plates and sandwich structures either with metallic cores or reinforced skin depicted a notably enhanced resistance.47–49 Moreover, these hybrid laminates experienced increased stiffness and ultimate strain properties, consequently affecting their tensile, flexural and LVI performance.50–53 Examinations revealed that the metal mesh wire diameter, stacking sequence and orientation significantly affect the LVI response of composites.54,55 Yet, there are certain research gaps when it comes to sandwich panels with hybrid composite facesheets.
In the present study, 100% eco-friendly closed-cell PET foam, recycled from post-consumer plastic water bottles, was chosen as the sandwich structure core material. By integrating recycled materials into high-performance composites, this research demonstrates the feasibility of sustainable manufacturing without compromising mechanical performance. Eliminating the need for an adhesive layer in bonding the reinforced composite skin to the PET core offered a more sustainable lamination process. Due to the high viscosity of thermoplastic Polypropylene resin, a two-step compression molding lamination technique has been introduced and optimized to fabricate hybrid composite facesheets. Since the lamination process requires proper impregnation of stainless-steel mesh before the final manufacturing step, microscopic evaluation and flatwise tensile tests were performed to ensure the quality of impregnation, and adhesion between the layers.
Furthermore, this research mainly focused on the effect of hybridizing full-thermoplastic PET foam core sandwich composites with layers of stainless-steel mesh under LVI loading conditions. In addition to the hybridization, the influence of recycled PET foam core, skin thickness, and impactor collision sequence have been assessed. Hence, a series of LVI tests were conducted to examine the impact behavior and perforation energy threshold of the hybrid composite PET core sandwich panels. Lastly, a comprehensive visual evaluation of the sectioned view of panels, microscopic assessments of metal wire breakage and measurement of permanent dents which are reflective of damages and plastic deformations were performed. Getting deep into these results significantly helped capture the damage propagation of hybrid and non-hybrid panels subjected to various impact energies.
Materials and fabrication process
In the present study, fully recycled closed-cell PET foam material with thicknesses of 10 mm and 20 mm has been used as the core. A novel patented process introduced by Armacell Co. was used to manufacture the PET foam material entirely from post-consumer recycled plastic bottles.14,56 By employing a foaming agent on the PET granules, the waste water bottles were transformed into PET foam and extruded to continuous foam boards. These foam boards are subsequently cut and welded to the required dimensions by the thermoplastic materials welding procedure. In this manuscript, the uppercase numeral on the PET foam core indicates the nominal core thickness in millimeters. The selection of these PET foam cores was made not only to evaluate the effect of thickness on the LVI results of sandwich panels but also to assess the influences of reinforcing mesh layer relative distance to the neutral line under impact conditions.
The composite laminate used as the facesheet of the sandwich panels consisted of a single layer of 2/2 twill weave E-Glass/Polypropylene (Glass/PP). The notation “G” was used to denote the 1 mm thick commingled Glass/PP layer with a fiber weight fraction of 60%. The hybrid laminates incorporate a plain weave mesh made of 304 stainless-steel, featuring a wire diameter of 0.7 mm, which was designated as “M”. A compression molding technique was used to fabricate the sandwich panels. As depicted in Figure 1, stacked layers of dry weave Glass/PP, pre-impregnated stainless-steel mesh and recycled PET foam material were effectively bonded under an optimized condition. It is worth noting that the lamination of hybrid sandwich panels is a sequential two-step process, where the metal mesh layers were initially impregnated with PP resin during the initial phase. Schematic display of the hot press machine used to manufacture hybrid PET core composite sandwich panels.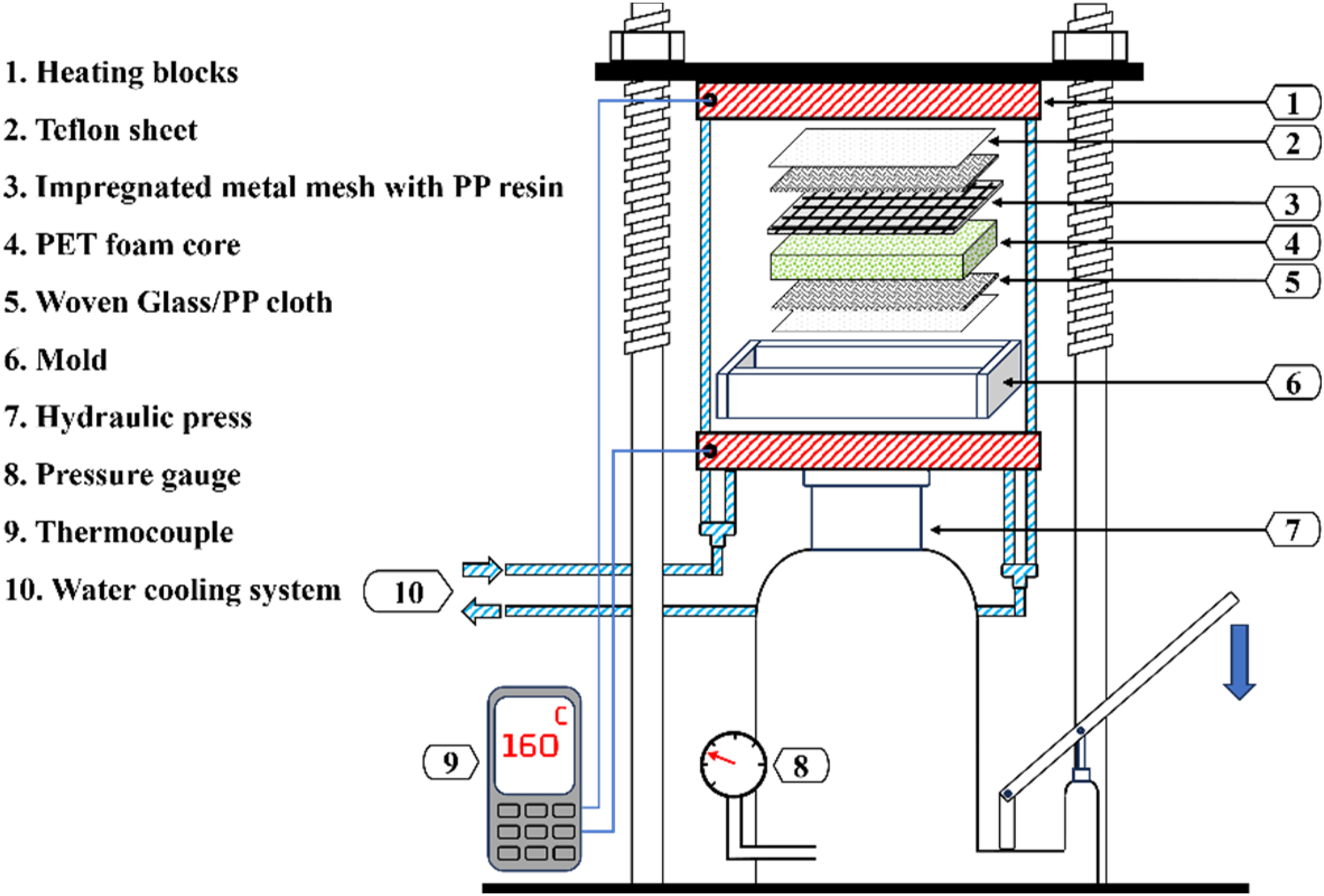
Primarily, the metal mesh layers were properly impregnated with PP resin, where 1.6 mm thick PP sheets were heated to a temperature range of 160–165°C and pressed into the metal mesh under a constant pressure of 1.5 MPa for 3 min. The hot press molding plates were cooled by water flow, gradually returning to room temperature at a cooling rate of 15°C/min. Lastly, the excess PP resin was trimmed to be prepared for the production of the hybrid sandwich panels.
In order to laminate the PET foam core sandwich panels, the stacked layers of raw material were subjected to a controlled temperature of 160–165°C. This specific temperature is required to completely melt the PP resin in the commingled Glass/PP cloth. The consolidation phase lasted for 1 min under a maintained pressure of 0.5 MPa, and a steel mold closely matching the final panels’ thickness. The selection of proper mold thickness is significantly important and governed by the PET core thickness, and the number of facesheets considered for sandwich panels’ lamination. The mold generally helps with control over the resin flow while preventing the PET foam crush under the compression loading during the fabrication procedure. Furthermore, 0.08 mm thick Teflon films were employed to ensure a non-stick interface between the composite skin and heating elements. Finally, the PET core sandwich panels were cooled down at the rate of 15°C/min to the ambient temperature.
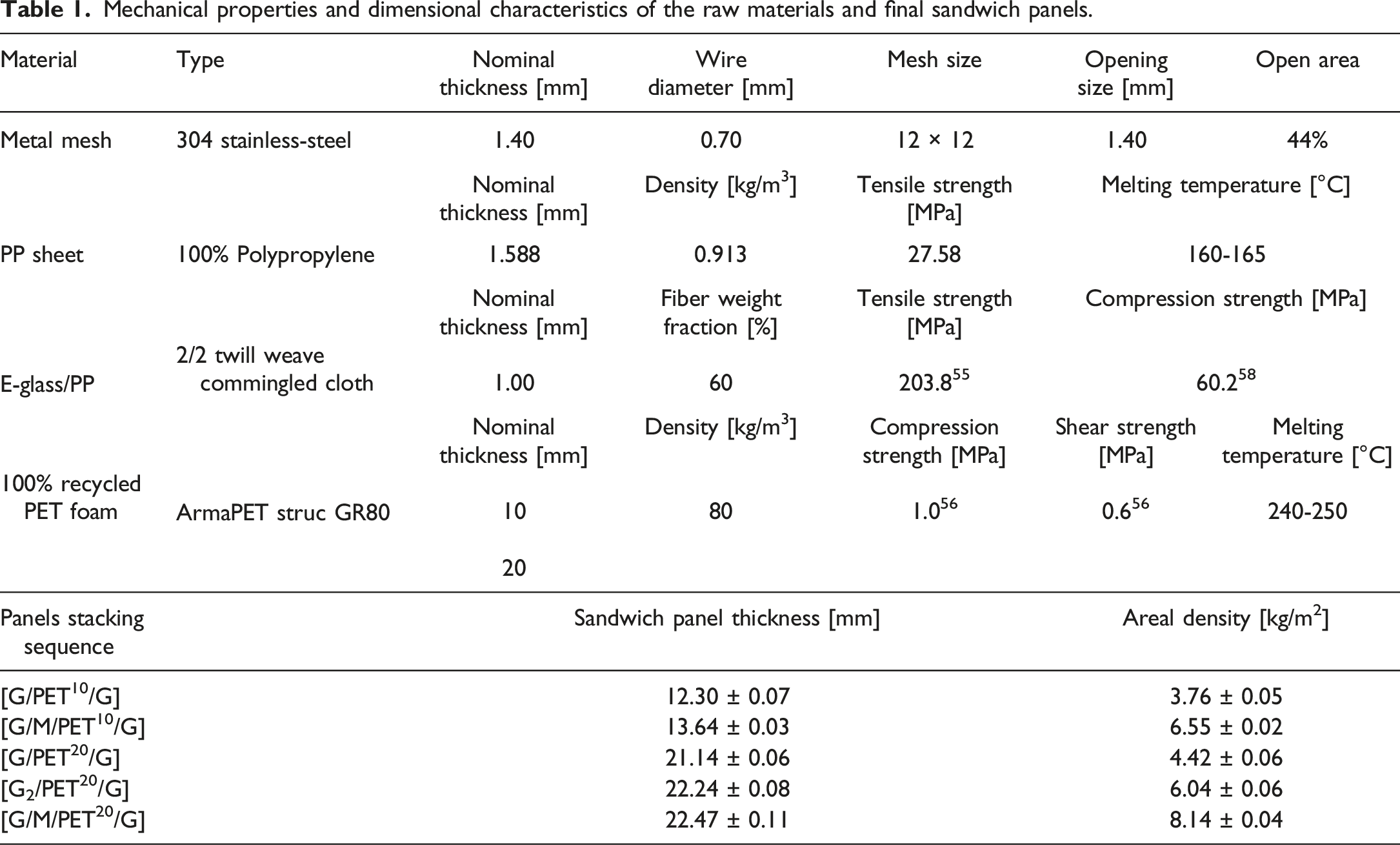
Mechanical properties and dimensional characteristics of the raw materials and final sandwich panels.
Experimental procedures
Microscopic study
Because of the high viscosity nature of the thermoplastic PP resin, the fabrication parameters should be optimized to prevent unexpected defects such as fiber washout, leading to undesirable in-plane fiber waviness and resin reach regions. These defects deteriorate the quality of the composite skin, negatively affecting the performance of sandwich panels. Furthermore, the fabrication key parameters should be set carefully for the PP resin to fully impregnate the metal mesh open areas without any voids or trapped air within the hybrid composite facesheets. Previous evaluation has shown that not-optimized manufacturing parameters could cause improper impregnation for composite skin which can be resolved through fabrication method optimizations. It is worth noting that several assessments of the manufacturing process were conducted to minimize the potential for defects and voids during lamination.55,58
As presented in Figure 2, microscopic evaluations were performed on the cross-section of the hybrid sandwich panels to ensure the quality of lamination. Within this visual inspection, it was revealed that with this two-step compression molding process, the open areas of the stainless-steel mesh were effectively filled with PP resin. In hybrid laminates reinforced with layers of metal mesh, trapped air bubbles or voids were most likely expected close to the metal mesh wires. Nevertheless, the magnified parts depict a thorough impregnation of metal wires’ open areas with the PP resin ensuring a void-free structure and a robust interlayer connection. Moreover, there was no evidence of detectable voids in the composite facesheet. A close assessment of the interface of the PET foam and hybrid skin depicted a properly formed adhesion which is an indication of the reliability of the employed fabrication procedure. Microscopic section view of the manufactured hybrid composite PET core sandwich panel.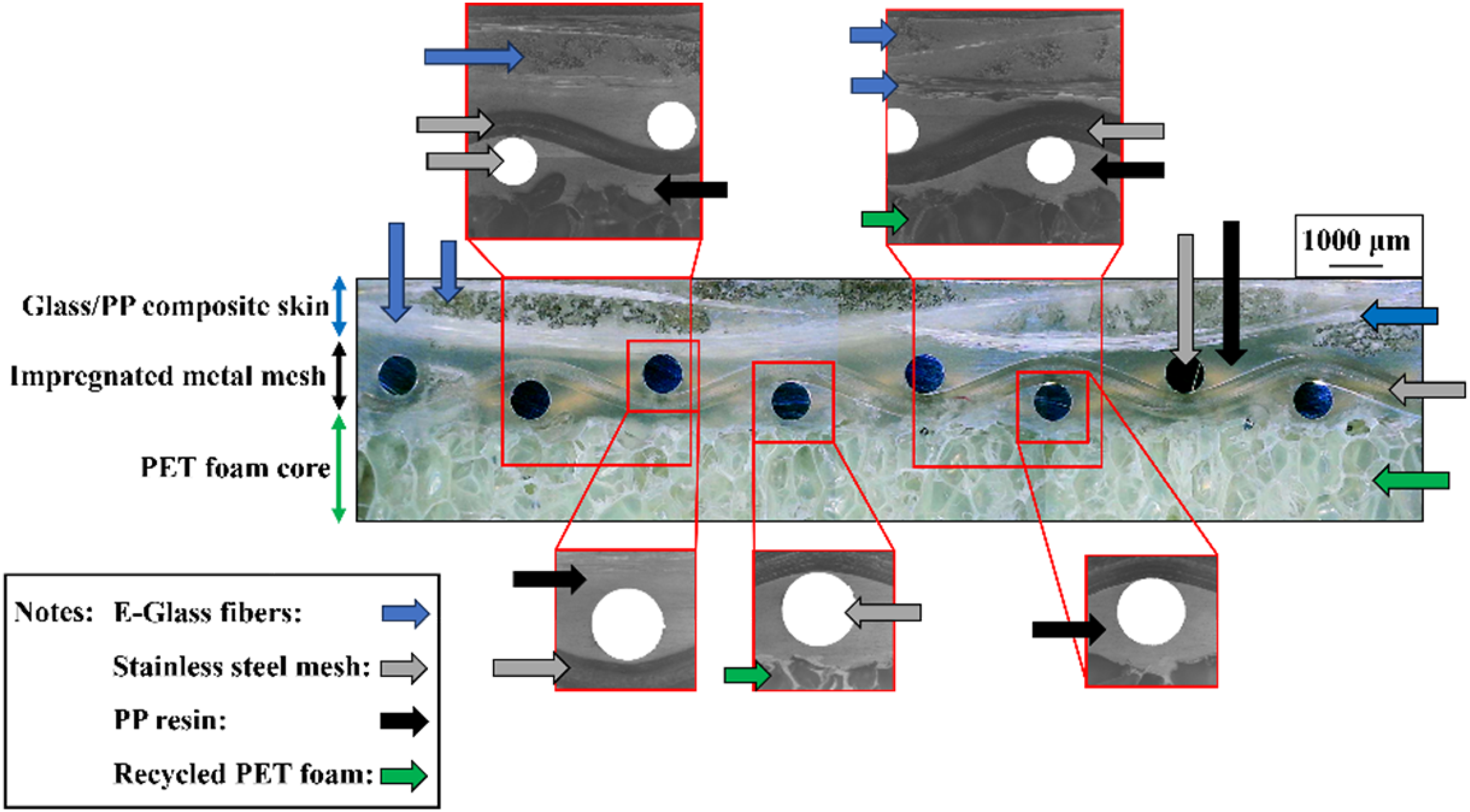
Flatwise tensile test
The hybrid laminate’s skin-to-core bonding has been evaluated by conducting flatwise tensile tests, comparing the results to the non-hybrid sandwich panel test results. These tests were performed in accordance with the ASTM C297 standards. 60 Samples of 1 inch × 1 inch were cut out of the sandwich panels and glued to the steel fixture blocks using DP 460 epoxy adhesive. The blocks are secured within the moving heads of the MTS universal testing machine instrumented with a 5 kN load cell, running the test at a head displacement rate of 0.5 mm/min. The data acquisition system collects the force and displacement at the frequency of 2000 Hz. The average measured flatwise strength of the hybrid composite panels was 0.96 MPa, closely following the previous studies on non-hybrid samples. 58 Thus, the two-step compression molding method has proven its capability of fabricating hybrid composite sandwich panels with proper skin-to-core adhesion.
Low-Velocity Impact tests
LVI tests were performed using the Instron 9340 drop tower impact machine with respect to ASTM D7136 and D3763 standards.61,62 Sandwich panels were cut into dimensions of 110 mm × 110 mm, to be secured in place by a pneumatic circular clamp with an inner diameter of 76 mm. Figure 3 demonstrated details of the impact tests machine with a 16 mm diameter hemispheric tup. LVI tests were performed at the impact energy range of 15 J to 90 J. The impactor velocity and drop weight height were maintained in a determined range, respectively from 3.03 m/s to 3.11 ms, and 468 mm to 493 mm. Because of that, additional weights were required to increase the striker’s total weight from 3.265 kg to 19.265 kg. The striker’s initial impact velocity was measured by the Piezoelectric sensor detecting the flag point passing by it. The force-time data were recorded at the sampling frequency of 2000 kHz, employing a 22 kN load cell. The impactor velocity, displacement and energy were finally calculated by the collected data.24,28 Instron 9340 drop weight impact test machine equipped with 16 mm diameter hemispheric tup and 76 mm inner diameter circular clamp.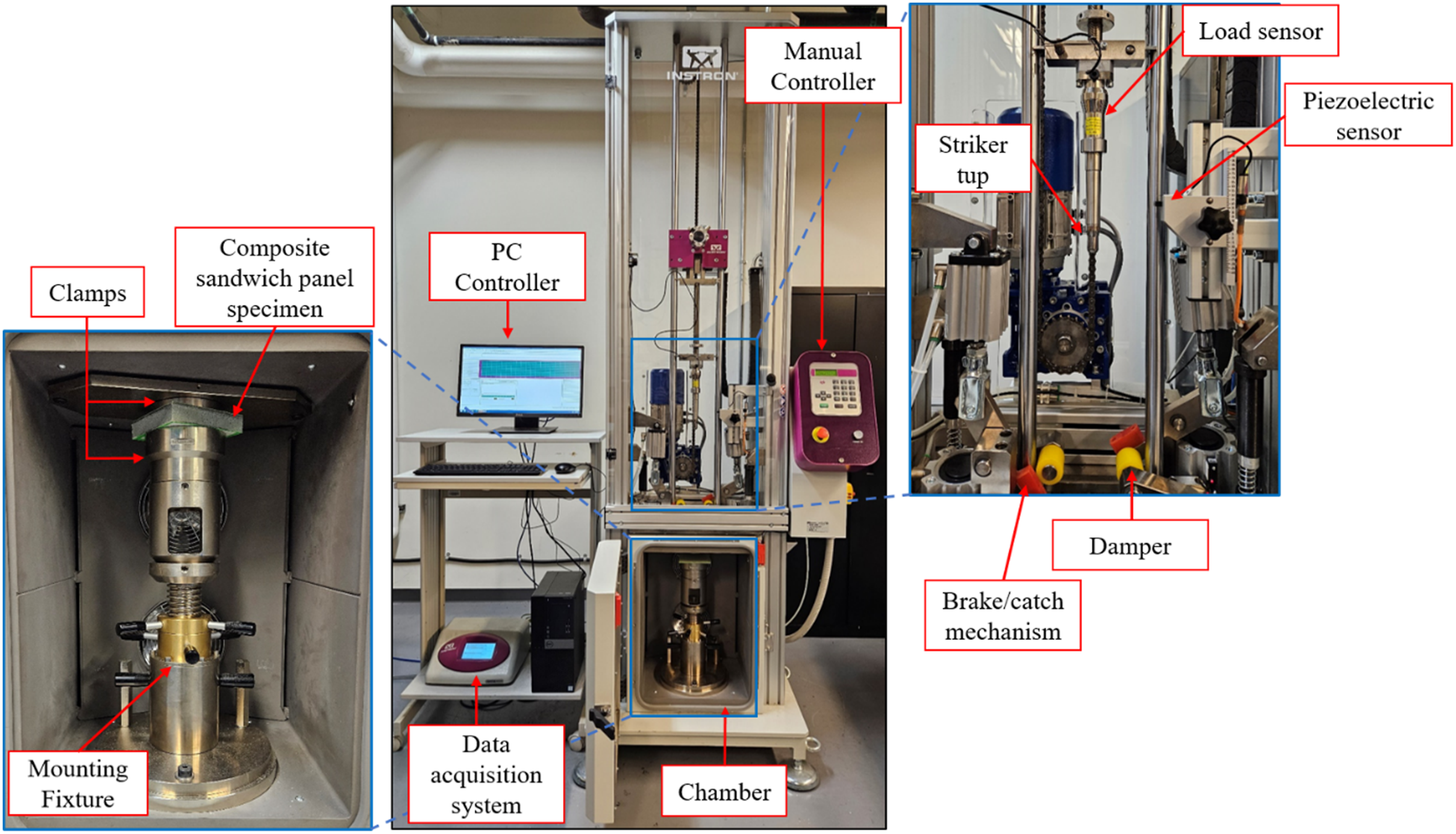
To assess the permanent deformation and damage, the impacted sandwich panels’ indentations were measured using a dial gauge with a precision of 0.001 inches. Moreover, the deformation of the surrounding impact region, within a radius of 10 mm of the center point, was measured to evaluate the global deformation of the samples. Because the composite skin is white-colored, taking pictures of the impacted surface and rear view cannot illustrate the extent of damage in the structures' facesheets. Hence, using a water-cooled diamond saw, the samples were cut in half to assess the section view and examine the LVI damages.
Results and discussion
It has been noted that the sandwich panels’ response to LVI is a combined reflection of skin performance, core material and their bonding. Mines et al. compared the quasi-static and LVI response of the foam core and honeycomb core sandwich panels, 31 where a sequential failure pattern was determined for each sandwich panel. It was depicted that the propagation of damage within the panels was a complex sequence of local indentation of the collision side, leading to skin-to-core debonding, failure of rear composite skin and core crush. This specific response of sandwich panels leads to a unique LVI behavior where two force peaks can be recorded, which were separately related to each facesheet response. Furthermore, the flexural performance of sandwich panels will influence the impact results, which can be governed by the facesheet properties and core thickness. The influence of resin type has been well assessed showing a significant variation in the LVI diagram with two distinguished peak forces. 40
The 2 by 2 twill weave comingled E-Glass/PP materials are widely used in industrial applications due to their availability and relatively lower price. Although other alternatives such as Kevlar offer superior energy absorption properties, its higher cost makes glass fiber a practical choice. 63 Furthermore, textile fiber composites generally outperform unidirectional laminates because of their woven structure. 64 It is also easier to handle and manufacture, making it more suitable for applications where both impact resistance and manufacturability are important. In comparison to thermosets, thermoplastic composites offer enhanced toughness and energy absorption.40,63,65,66 The examined material allows continuous production with fabrication techniques like the automated double-belt method, significantly reducing manufacturing time and costs.57,58,67 Moreover, thermoplastics composites are well-known for their environmental sustainability which gives the manufacturers the recyclability option.
Reinforcing the glass fiber composite laminates with stainless-steel mesh has been proven to effectively increase their perforation threshold under LVI loading conditions.54,55 Nevertheless, the effect of hybridization on the thermoplastic-based PET foam core sandwich panels needs further investigation. Stainless-steel mesh is commonly available in the industry for a relatively reasonable price, offering corrosion resistance properties in humidity. This paper was a trial attempt aimed to assess the feasibility of hybridization, focusing on the specific manufacturing process in a two-step fabrication and reinforced panels’ response to impact performance.
In addition to the sandwich panels’ specific flexural load-bearing properties, PET foam panels offer acoustic and thermal isolation. Moreover, materials used in this study either the metallic mesh, thermoplastic PP-based composite skin, and the already recycled PET foam cores present a specific value in terms of environmental sustainability. In industry, these sandwich panels are commonly used as prefabricated structural elements in fast-building modular houses, cold rooms for storage, refrigerated cargo trucks, mini-truck floor panels and impact resistance walls covering large electrical facilities. Throughout their service life, installation or maintenance, these PET core sandwich panels are exposed to various impact events, such as drop of a tool, hail, runaway debris, or unexpected collisions. To enhance their durability, hybridization can be proposed as an effective strategy to improve the impact resistance, thereby delaying penetration and extending the panels’ lifespan. Therefore, this study attempted to evaluate the effect of hybridization on the LVI performance of sandwich panels using a fully recycled PET foam core.
To assess the top facesheet perforation and the effect of composite skin thickness on the LVI response, [G/PET20/G] and [G2/PET20/G] non-hybrid PET core sandwich panels were subjected to various impact energies. The investigation of the [G2/PET20/G] configuration was not only aimed at understanding the influence of composite facing thickness, but also at facilitating a better comparison between the hybrid and non-hybrid sandwich panels with analogous skin thickness. Rebound, top facesheet penetration and full perforation of the panel are the common response scenarios expected from the LVI tests. During the rebound, the striker bounced back after hitting the surface of the sandwich panels. A specific portion of the impact energy is recovered by the striker which is the equivalent of required energy for tup bounce back. The rest is either dissipated or absorbed through damage, permanent deformation and friction. This rebound response has been captured at lower impact energy levels, where a portion of the applied energy was recovered by the elastic behavior of the sandwich panel, particularly the impacted surface.
Increasing the applied energy, the top facesheet perforates which causes a sudden load drop followed by a relatively prolonged steady load plateau. The load drop occurs since the facesheet composite material experiences a catastrophic damage state, locally losing its load-bearing capacity. In this study, the perforation of the top facesheet was considered the threshold where the panel loses its structural integrity. At this point, the panel has absorbed all the impacting energy without any rebound detected after the strike. Nevertheless, the plateau is the reaction of core materials to being compressed or crushed under the striker force. Figure 4 presented the LVI response of [G/PET20/G] sandwich panels, where the color red defined the perforation threshold of the top facesheet, clearly showing the mentioned plateau. Upon the striker penetrating the impact surface and being embedded in the PET core, all the impact energy is absorbed by the sample. Force-displacement, and energy-time response of the non-hybrid [G/PET20/G] composite sandwich panel under different impact energies.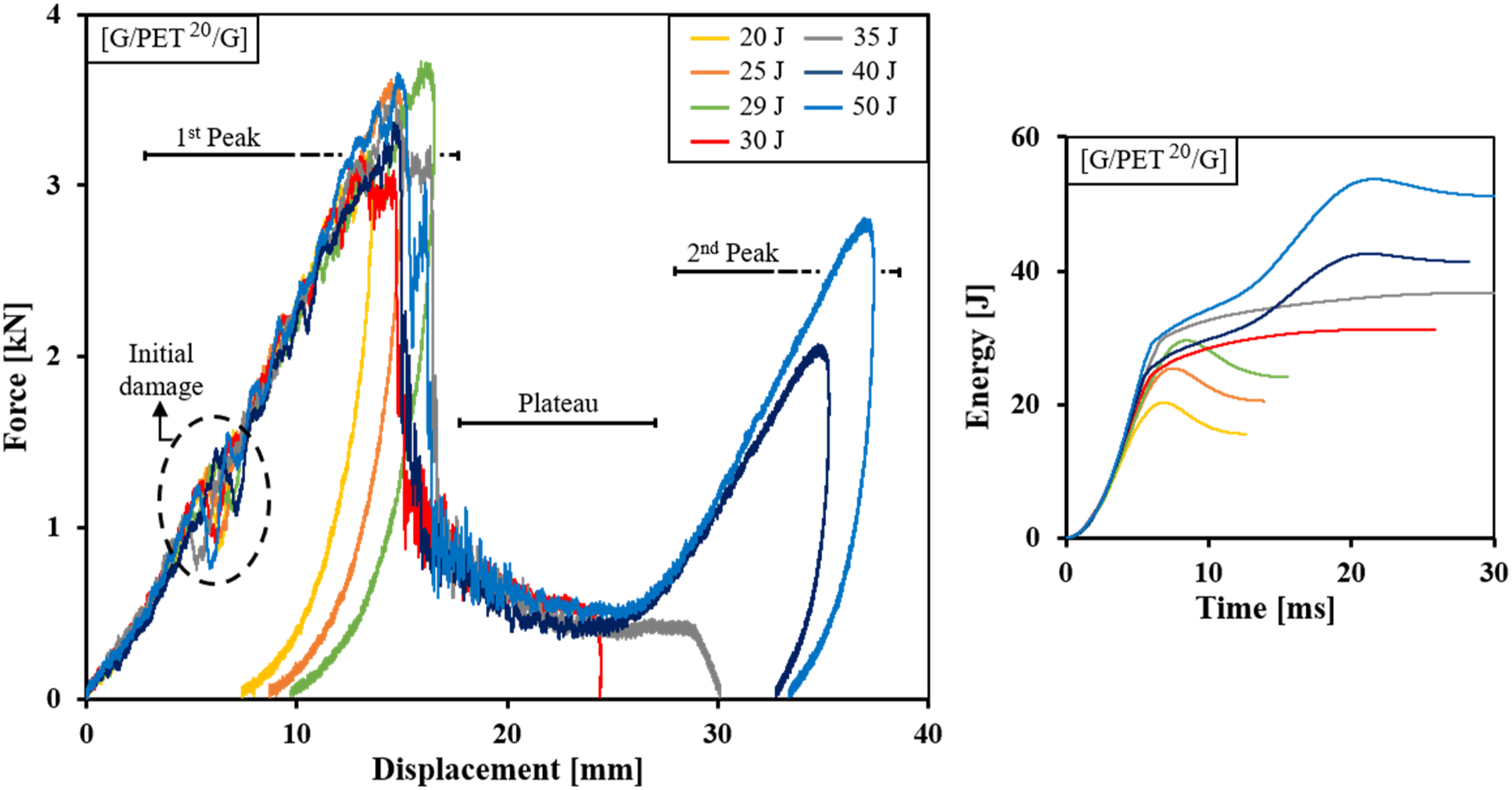
The perforation of the top laminate was considered the sandwich panel penetration energy threshold. Although the rear facesheet may remain intact, the sandwich panel at this stage has lost its full performance. Moreover, in order to assess the post-perforation response and damage mechanisms of sandwich panels to the full puncture condition, LVI tests were continued at higher energies. It was revealed that under high-impact energies, the load increases once again experiencing a second peak following the plateau. Due to the elastic response of the rear composite skin, a small share of the energy can be returned to the striker, which leads to a displacement retraction in the diagrams. Nonetheless, if the energy is high enough, the striker fully perforates the panel, resulting in a secondary sudden load drop with no deformation recovery.
In addition to the mentioned general LVI response of foam core sandwich panels, it was determined that the first moderate load drop can be related to the local rigidity variations introduced to the laminate because of localized initial damage. 68 Upon this point, the panels’ responses were considered to be elastic and without any damage development. Within the LVI response diagrams, this point can be also determined as the elastic loading limits. However, the consecutive load drops, followed by a sudden sharp one, were recognized to be a reaction to the initiations and propagation of the catastrophic damages. At this phase, which occurs at the first loading peak, it is common for the composite laminate skin to undergo matrix cracking, fiber breakage, fiber pull out and delamination. These damage mechanisms have been further elaborated, where the difference between hybrid and non-hybrid sandwich panels is examined in detail.
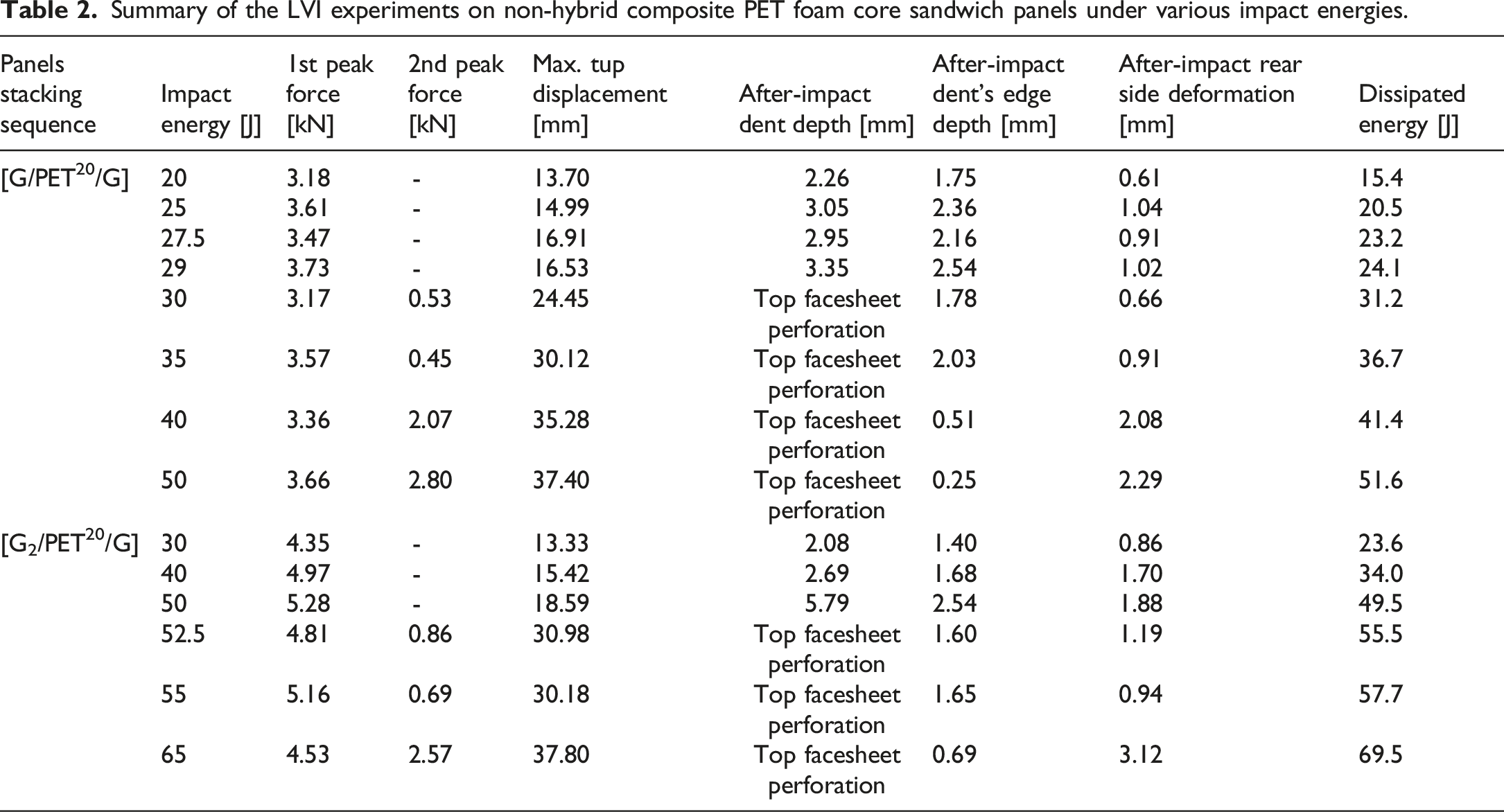
As anticipated, adding a second composite layer to the PET foam core sandwich panels skin enhances their perforation threshold. Figure 5 depicts the LVI response of the [G2/PET20/G] composite panels under different LVI energies. Even though the composite facesheet layer is doubled in thickness, the [G2/PET20/G] panel can withstand 75% higher impact energies compared to the [G/PET20/G] before the first skin gets penetrated. Incorporating thicker composite skins led to a notable increase in initial damage and first peak load levels. Table 2 provides detailed information on each conducted LVI test. The data revealed that increasing the load-bearing capacity of the impacting surface results in less permanent deformation of the [G2/PET20/G] sandwich panels compared to the [G/PET20/G] under the same impact energies. Force-displacement, and energy-time behavior of the non-hybrid [G2/PET20/G] composite sandwich panel at various LVI energies. Summary of the LVI experiments on non-hybrid composite PET foam core sandwich panels under various impact energies.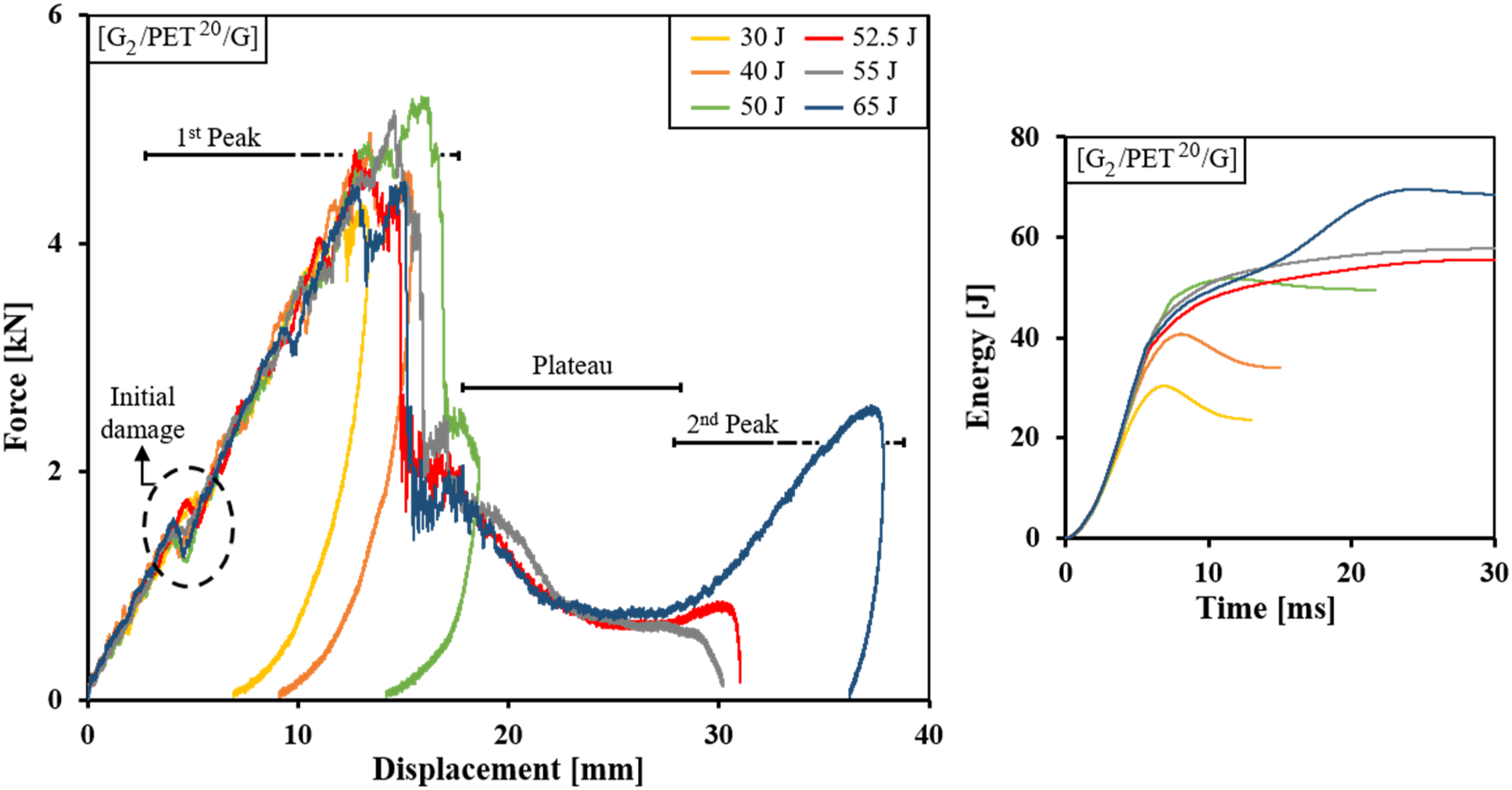
Generally, the after-impact assessments of the section view of both non-hybrid sandwich panels, presented in Figures 6 and 7, depicted almost the same sequence of damage progression. Regardless of the sandwich panels’ composite facesheet thickness, the damage behavior and propagation followed the same patterns. Nevertheless, each damage has occurred at significantly different LVI energy levels. Expectedly, it was determined that adding another layer of Glass/PP composite to the skin of the PET foam core sandwich panels can alter their LVI response. While the [G/PET20/G] sandwich panels experience top skin perforation, leading to catastrophic damages, the [G2/PET20/G] panels merely experienced a limited extent of core crush and core shear under the same impact energy. The after-impact section views of the non-hybrid [G/PET20/G] composite sandwich panels under different impact energies. Damage progression of the non-hybrid [G2/PET20/G] composite sandwich panel under various impact energies.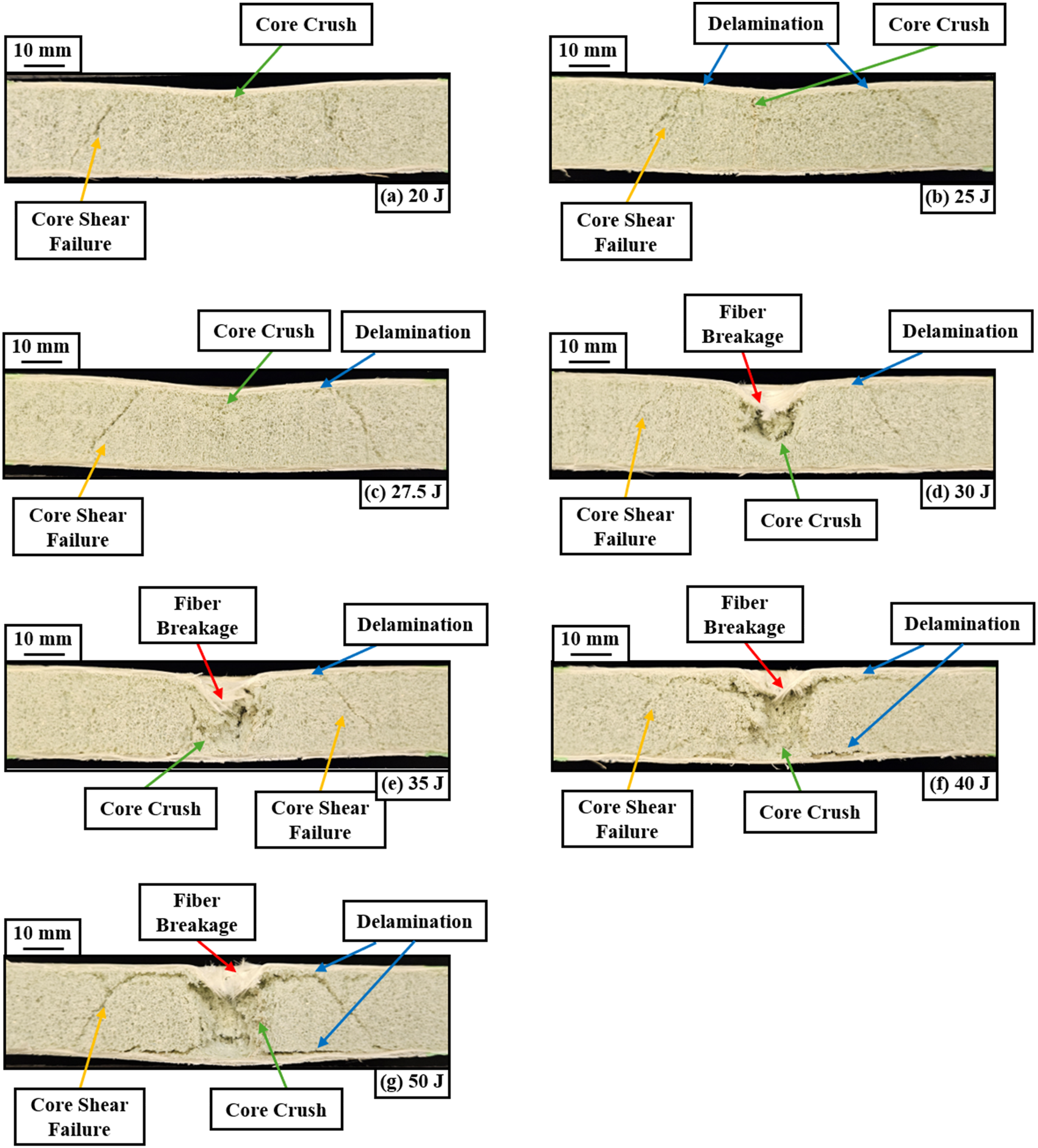
At low impact energies, where the striker rebounds after hitting the surface, the [G/PET20/G] sandwich panel undergoes core shear failure and localized permanent core crush beneath the collision point. The sandwich panel, particularly the impacted facesheet, can return some of the impact energy to the tup, recovering the elastic portion of the energy. However, the maximum movement of the tup in the panel caused compression loading on the core material which triggered the permanent core crush under the hemispheric impactor nose. Furthermore, stress can be transferred to the PET foam core due to the bending situation, which leads to core shear failure. Under higher impact energies, shear cracks in the PET foam propagate further and extend toward the facesheets, causing delamination between the PET core and composite skin.
By exceeding the penetration energy threshold, catastrophic levels of fiber breakage were reached, perforating the top facesheet and dramatically increasing the core crush. At this point, all the applied impact energy was absorbed, leading to permanent damage to the sandwich panel. In complementary tests at higher impact energies, the striker crushed the PET foam core and applied force to the rear composite skin. Despite surpassing the panels’ penetration threshold, the LVI response of the intact rear facesheet allows the tup to recover a small portion of the energy, likely due to its elastic reaction. The limited rebound height triggers the break or catch mechanism, preventing secondary impacts. At this stage, widespread debonding between the composite skin and PET foam was noted.
As previously mentioned, the effect of hybridization on the sandwich panels with recycled PET foam core and reinforced composite facesheet requires further investigation. The current study evaluates the damage propagation of sandwich panels strengthened with a stainless-steel mesh. The LVI response of [G/M/PET20/G] hybrid PET foam core sandwich panels is presented in Figure 8. A significant deviation in force-displacement behavior is demonstrated, accompanied by an improved penetration threshold. Comparing the top facesheet perforation threshold, the hybrid [G/M/PET20/G] panels outperform the non-hybrid [G/PET20/G] and [G2/PET20/G] ones by 108.3% and 19%, respectively. Force-displacement, and energy-time response of the hybrid [G/M/PET20/G] composite PET core panel under different impact energy levels.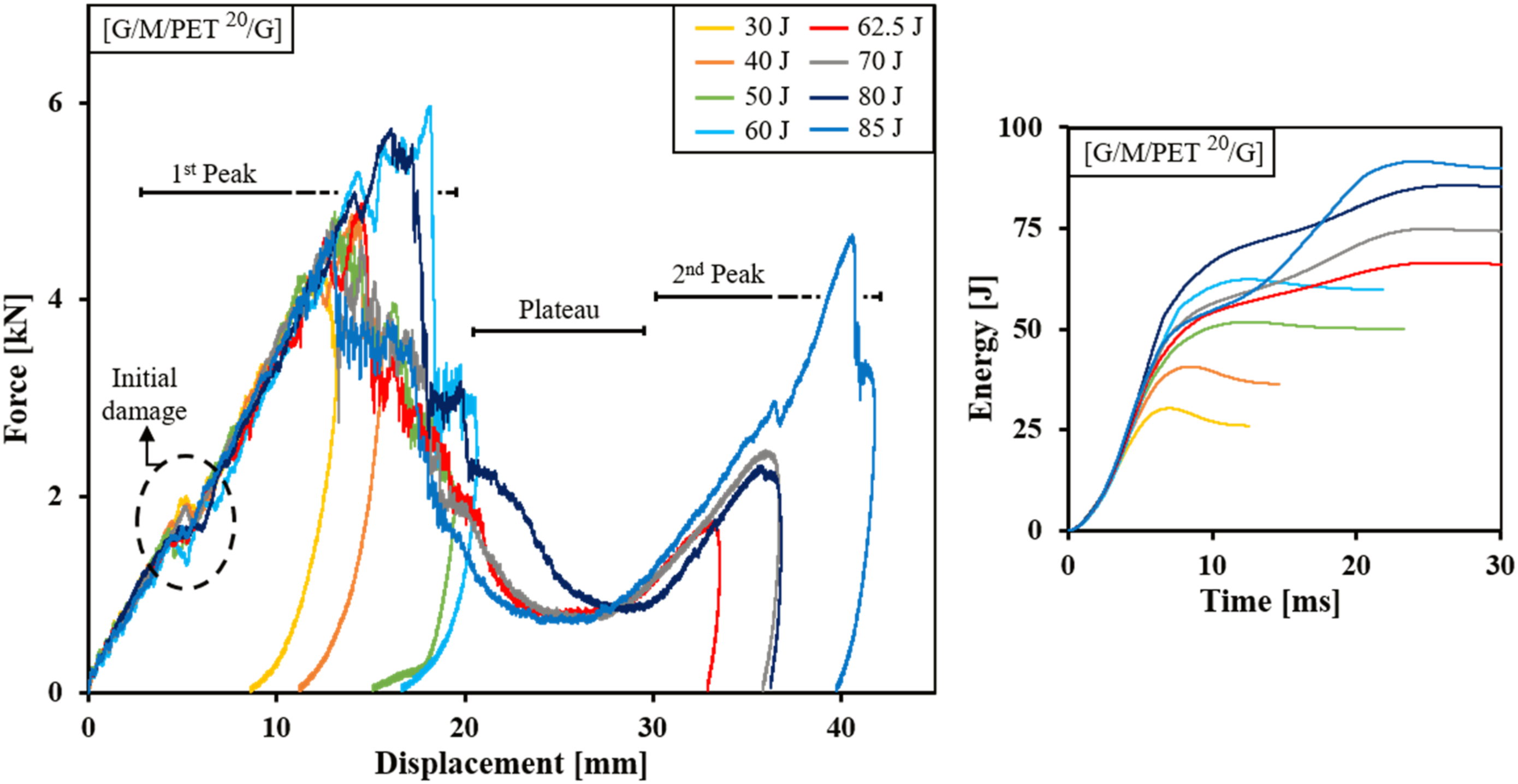
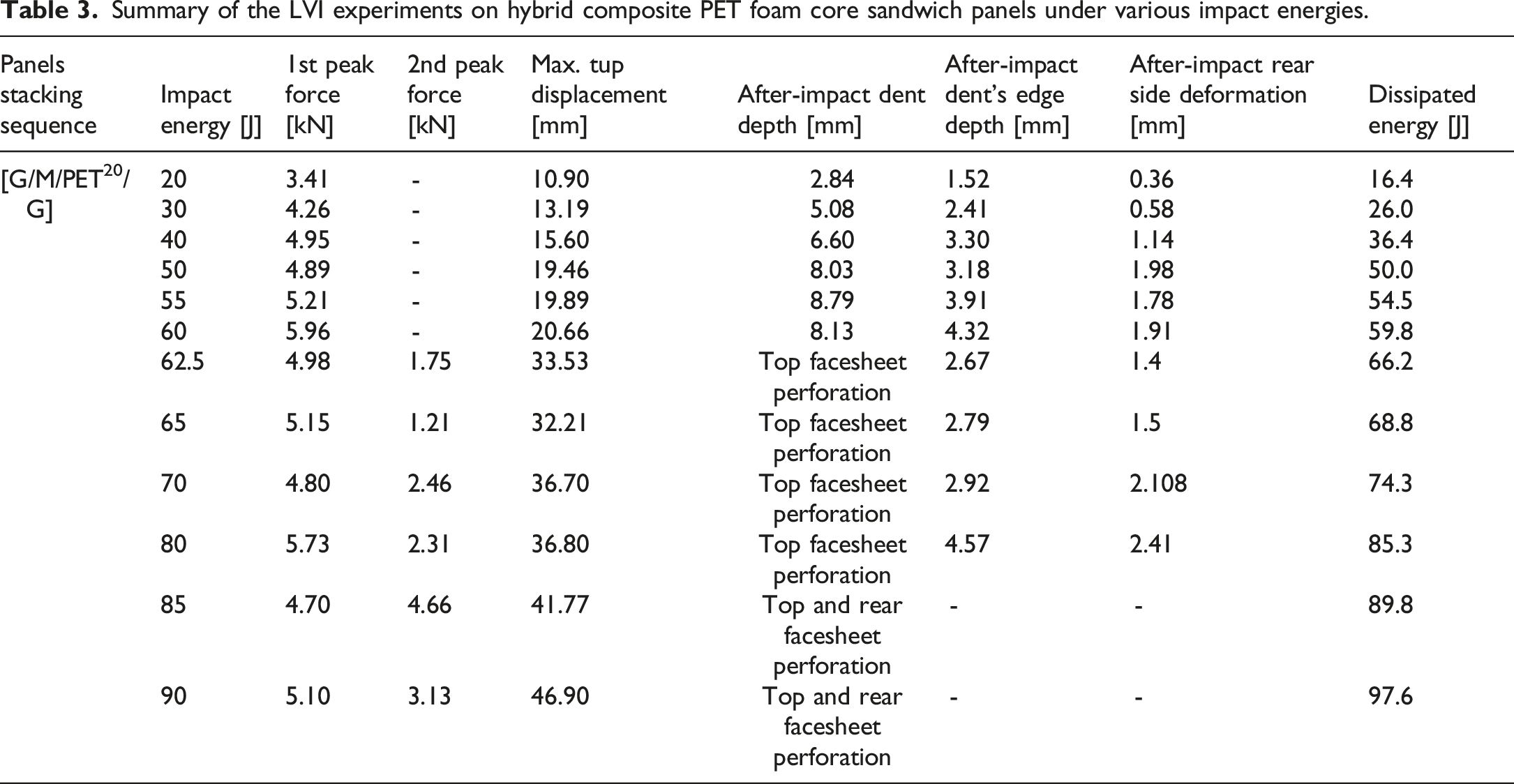
Summary of the LVI experiments on hybrid composite PET foam core sandwich panels under various impact energies.
It is well known that the glass fiber composite laminates exhibited an elasto-plastic response. The linear portion is distinguished from the non-linear section by the proportional stress limit (σPL). Nonetheless, the characteristics of this non-linear part can vary depending on the resin material, or reinforcements used in composite plates. Furthermore, it has been demonstrated that the non-linear stress-strain response can be modified by incorporating metallic layers into the composite laminate.52,55 Figure 9 clearly illustrates this distinctive shift in behavior, highlighting the impact of stainless-steel mesh reinforcement on the overall mechanical response. In addition to increasing the energy absorption because of plastic deformation, strengthening the plate with metallic mesh changes the catastrophic failure pattern of the glass/PP composite. Under a tensile loading condition, hybrid laminate experienced a sequential failure, where some of the metal wires remained connected after the maximum load.52,55 The stress-strain diagram distinguishing the elasto-plastic behavior of the non-hybrid composite laminates versus the hybrid ones.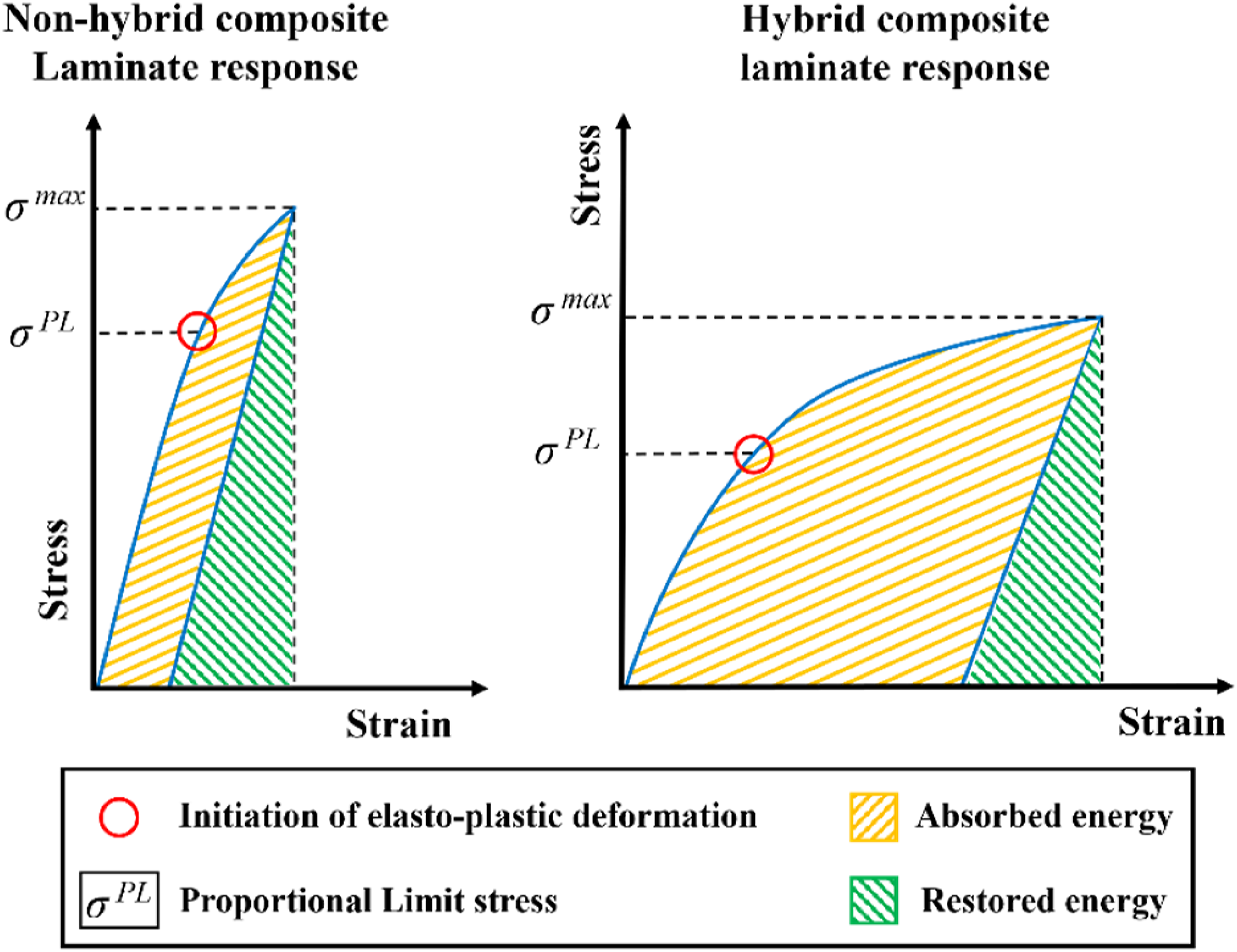
Hybridizing the composite laminate with impregnated steel mesh reduces the total elastic modulus and proportional stress limit, leading to greater plastic deformation of the sample skin. Due to this specific non-linear response, the reinforced composite facesheet can absorb higher energies. The absorbed energy has been distinguished from the restored energy portion presented in Figure 9. Thus, the improvement observed in the LVI perforation threshold of the sandwich panels’ top facesheets can be attributed to this unique hybrid stacking sequence, which modifies the non-linear behavior to enhance the energy absorption capacity.
Evaluating the restored energy portion of the hybrid [G/M/PET20/G] composite panels further support this idea. Even before reaching the perforation state, the hybrid composite PET core sandwich panels absorbed a relatively higher share of the applied energy under the same impact energy. This phenomenon resulted in a noted increase in the permanent indentation depth of the impacted hybrid panels. Besides, this modification led to global deformation of the hybrid composite panels compared to locally deformed non-hybrid ones. The after-impact measurements of the dents’ edge depth confirm the mentioned deformation.
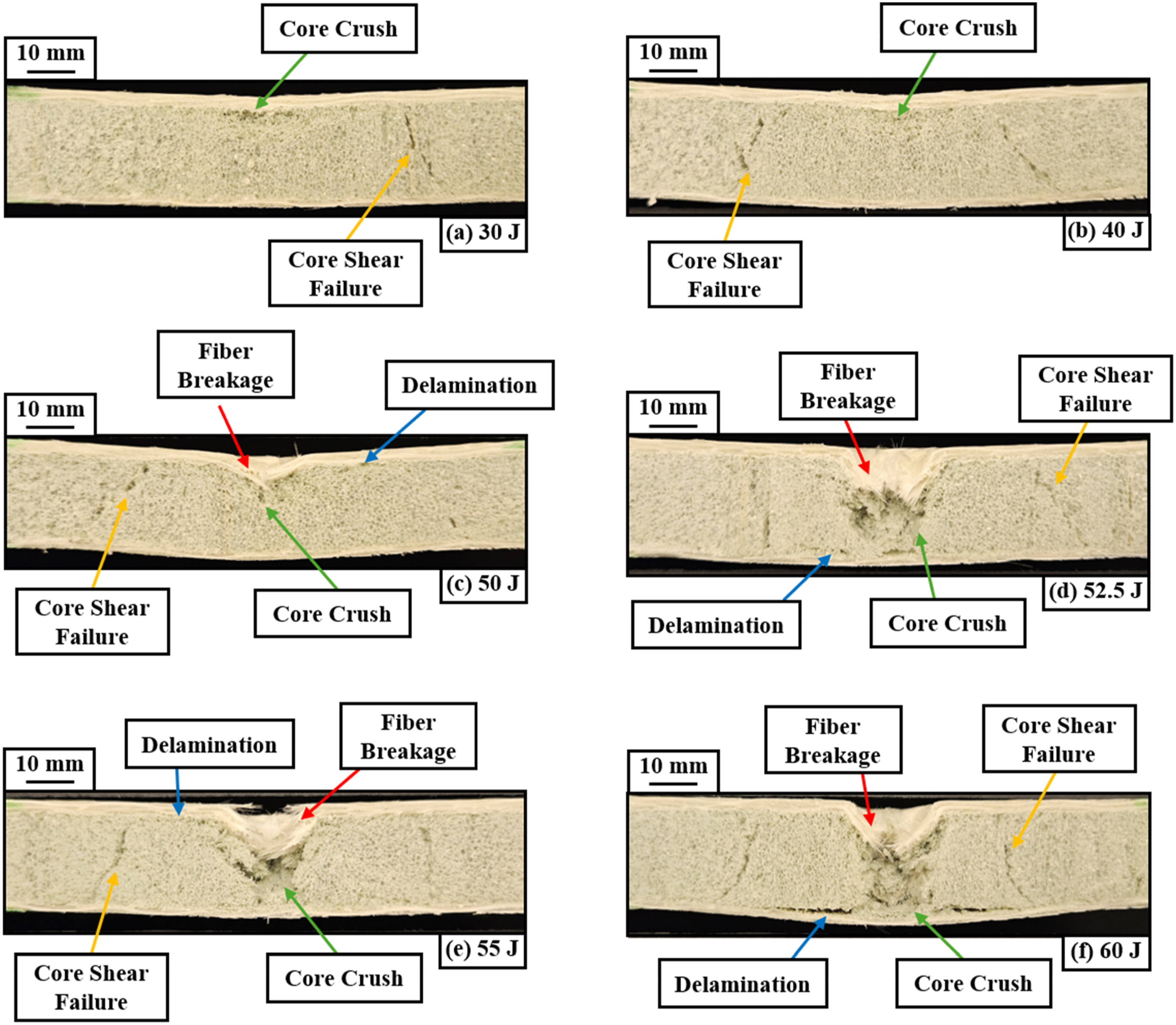
To examine the damage propagation in the hybrid [G/M/PET20/G] sandwich panels, the section views were presented in Figure 10. Under low impact energies, core shear and localized PET foam crushing occurred upon collision. As mentioned, the presence of an additional metallic layer increased the absorption of energy. Fiber breakage and matrix cracks were observed as the primary non-catastrophic damages on the panel surfaces. In addition to that, matrix cracks can be distinguished in the impregnated reinforced metal mesh skin of the hybrid laminates. Moreover, the global deformation of the hybrid sandwich panels compared to the localized dent of the non-hybrid ones can be clearly distinguished in these section views. The section views of damage progression of the hybrid [G/M/PET20/G] composite sandwich panel under various impact energies.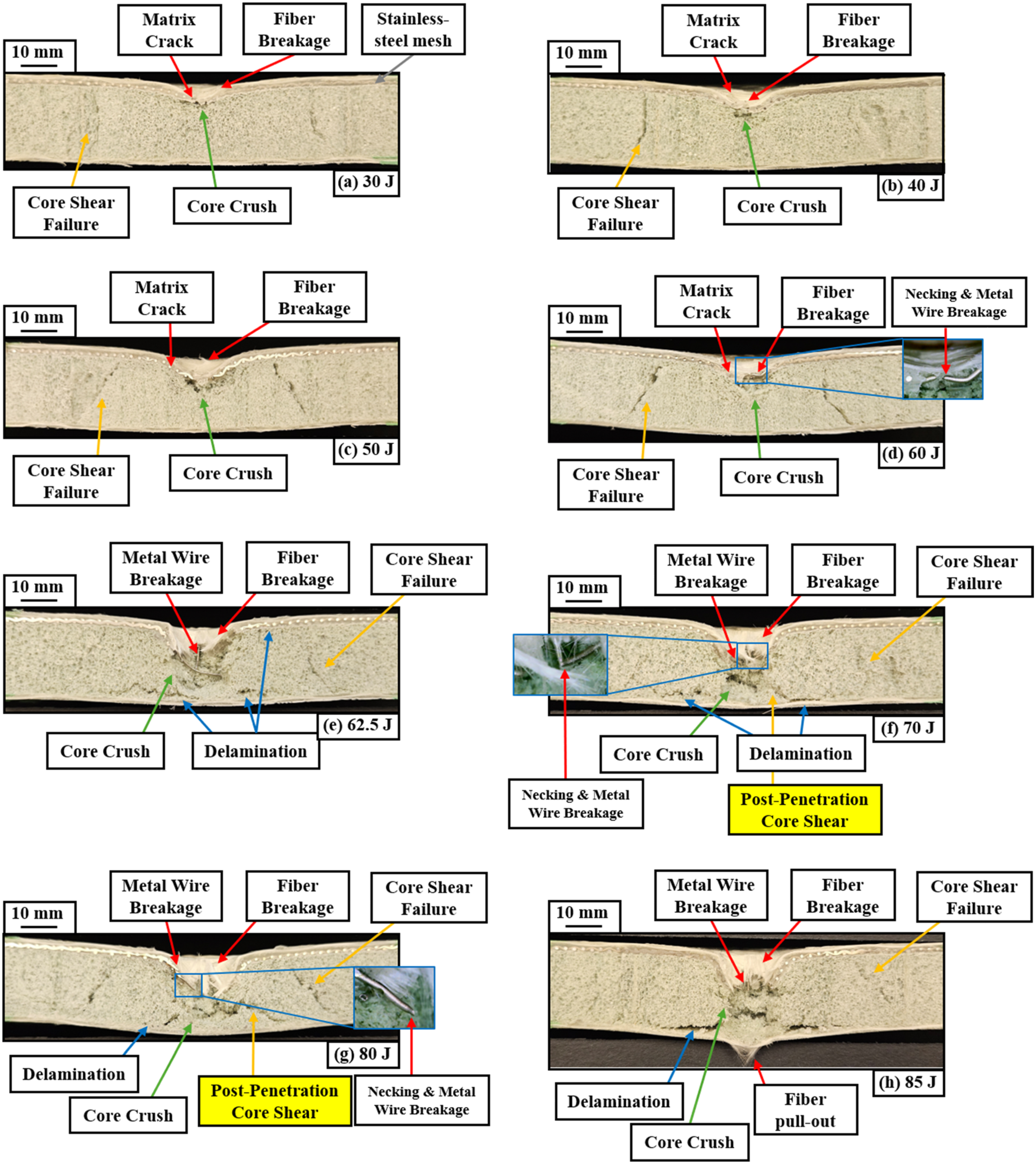
Upon reaching the upper facesheet perforation threshold, the metal wires experienced plastic deformation and exhibited signs of wire necking, followed by wire breakage. Consequently, the impactor penetrated the PET foam core, which led to a comparatively higher extent of core crushing in these laminates compared to the non-hybrid ones. Moreover, delamination begins to propagate due to the core shear crack progress and the load applied to the rear composite facesheet from the compressed PET foam core. Most importantly, a new damage phenomenon has been observed for hybrid composite panels which were understood to be related to the deformed metallic mesh layer.
When the striker perforated the top skin and reshaped the structure, the load distribution was changed, which resulted in post-penetration shear cracks in the PET foam core. Since the upper composite facesheet was reinforced with a layer of stainless-steel mesh, the deformed metallic part can still bear load after perforation. Although the sample was damaged, the panel’s strength was locally degraded merely at the impacted zone. This caused a reduction in strength at the impacted zone which can affect the overall response of the composite sandwich panels. However, even at the local levels below the collision zone, compared to the non-hybrid samples that were catastrophically damaged, the two sides of the broken wires in the metal mesh were still capable of bearing load. While the region near the fractured metal wires experienced plastic deformation and retained the ability to transfer load, the elements of the non-hybrid composite facesheet were damaged and eliminated from load bearing. This phenomenon can be related to a combination of plastic deformation and sequential material property degradation of the hybridized composite facesheet. This also directly affected the plateau load level differences between the hybrid and non-hybrid composite sandwich panels.
As discussed, the deformed parts of the reinforced hybrid composite facesheet are still capable of load bearing. Thus, the distribution of load to the lower layers resulted in forming inclined cracks in the PET foam core, being distinguished by post-penetration shear cracks. In other words, the transferred load can exert high shear force on the PET core, which increases the extent of crack formation in hybrid panels. These shear cracks differ in their propagation direction compared to the cracks known as delamination. The foam core shear cracks propagated in an inclined direction. Nevertheless, the delamination-related cracks were horizontal, which led to debonding of the PET foam core and facesheet. It is worth mentioning that delamination cracks can arise either from the extension of the core shear cracks or out-of-plane stresses applied to the rear skin. Overall, damage mechanisms and permanent deformations were defined to be the primary energy-absorbing phenomena under LVI loading conditions. Reinforcing with a layer of metal mesh was revealed to be capable of altering these patterns and effectively increasing the energy absorption of the composite sandwich panels.
Even though hybridization was determined to be a valuable method for improving the energy absorption of sandwich panels, the stacking sequence effect on the LVI energies high enough to fully perforate the panels remains unknown. Therefore, complementary tests were performed, aiming to assess the sequence of the striker’s collision with the hybrid and non-hybrid facesheets. It was generally expected that positioning the reinforcing stainless-steel layer on the impacting side is a reasonable option since the panel gets disqualified for further use after penetrating the top skin. Yet, more investigation was required for [G/M/PET20/G] hybrid sandwich panels to examine their behavior under relatively high energies, during which the tup completely passes through the panels. Figure 11 presents the collected data comparing the [G/M/PET20/G] versus the [G/PET20/M/G] at impact energies exceeding 50 J, which was previously determined as the impact energy level capable of penetrating through the first skin and PET core of the non-hybrid panels. A comparison of LVI responses of [G/PET20/M/G] and [G/M/PET20/G] sandwich panels under (a) 50 J, (b) 60 J, (c) 70 J, and (d) 80 J impact energies.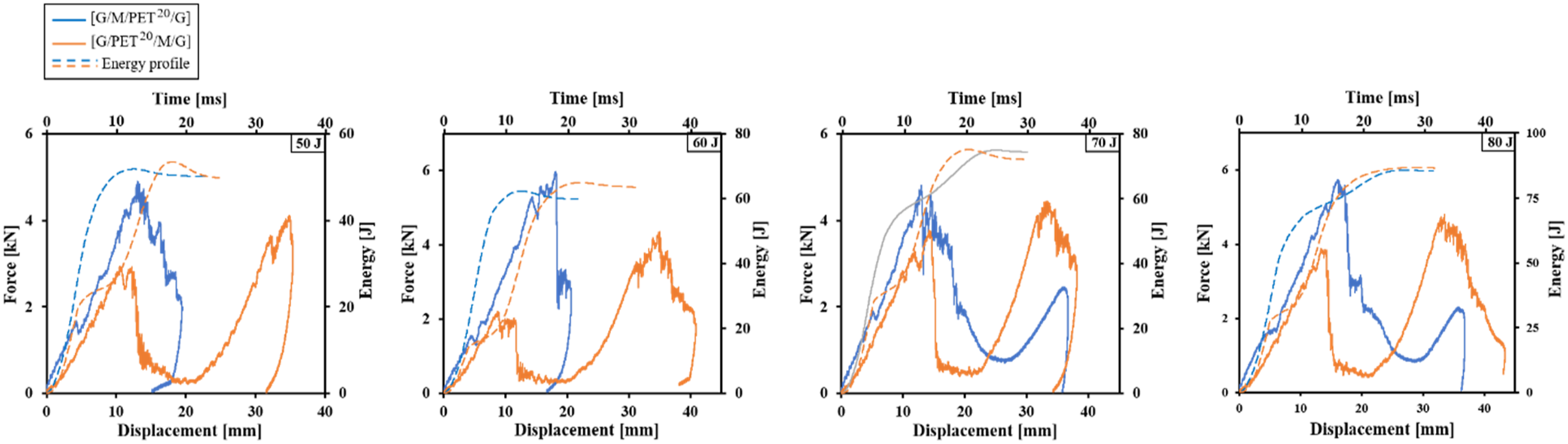
Depending on the collision direction, these samples exhibit distinct behavior under impact. At 50 J impact energy, the striker penetrated the upper non-hybrid composite layer of [G/PET20/M/G] panel, crushed the PET core, and hit the rear reinforced facesheet. This response is depicted in the force-displacement curve, where the orange diagram shows two separate peaks. In contrast, the [G/M/PET20/G] sandwich panels withstood the 50 J impact energy without perforating the reinforced hybrid composite skin. As a result, the force-displacement curve for the [G/M/PET20/G] sample shows a single force peak curve which is related to the top laminate response to the LVI test.
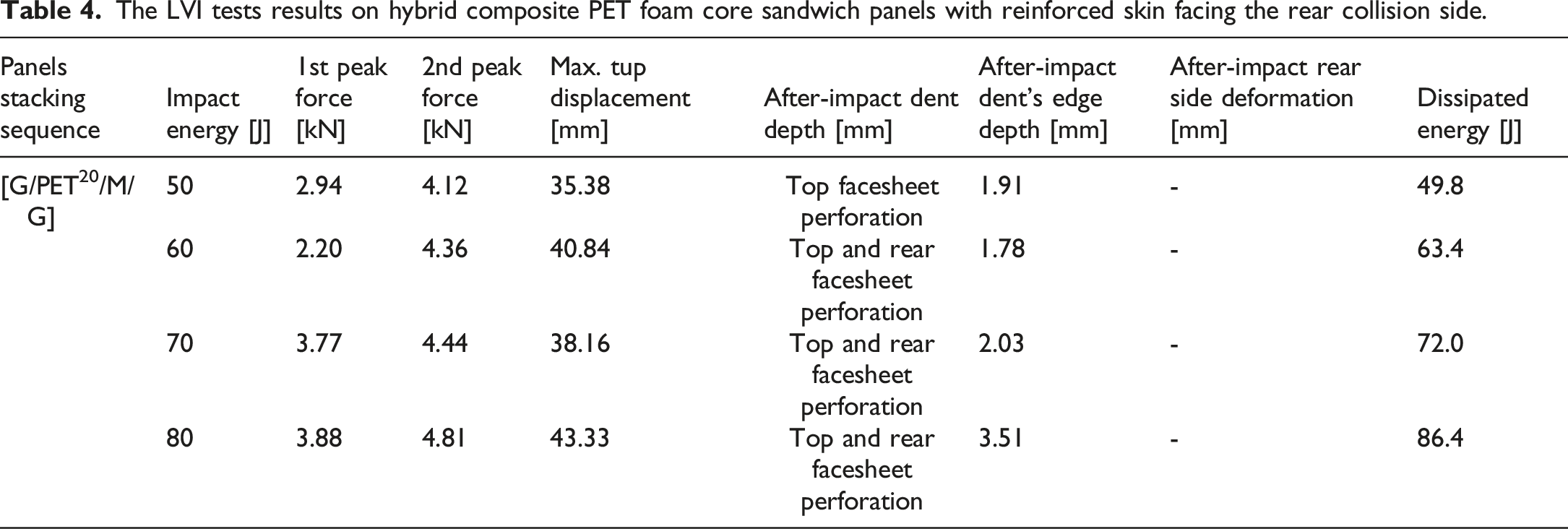
The LVI tests results on hybrid composite PET foam core sandwich panels with reinforced skin facing the rear collision side.
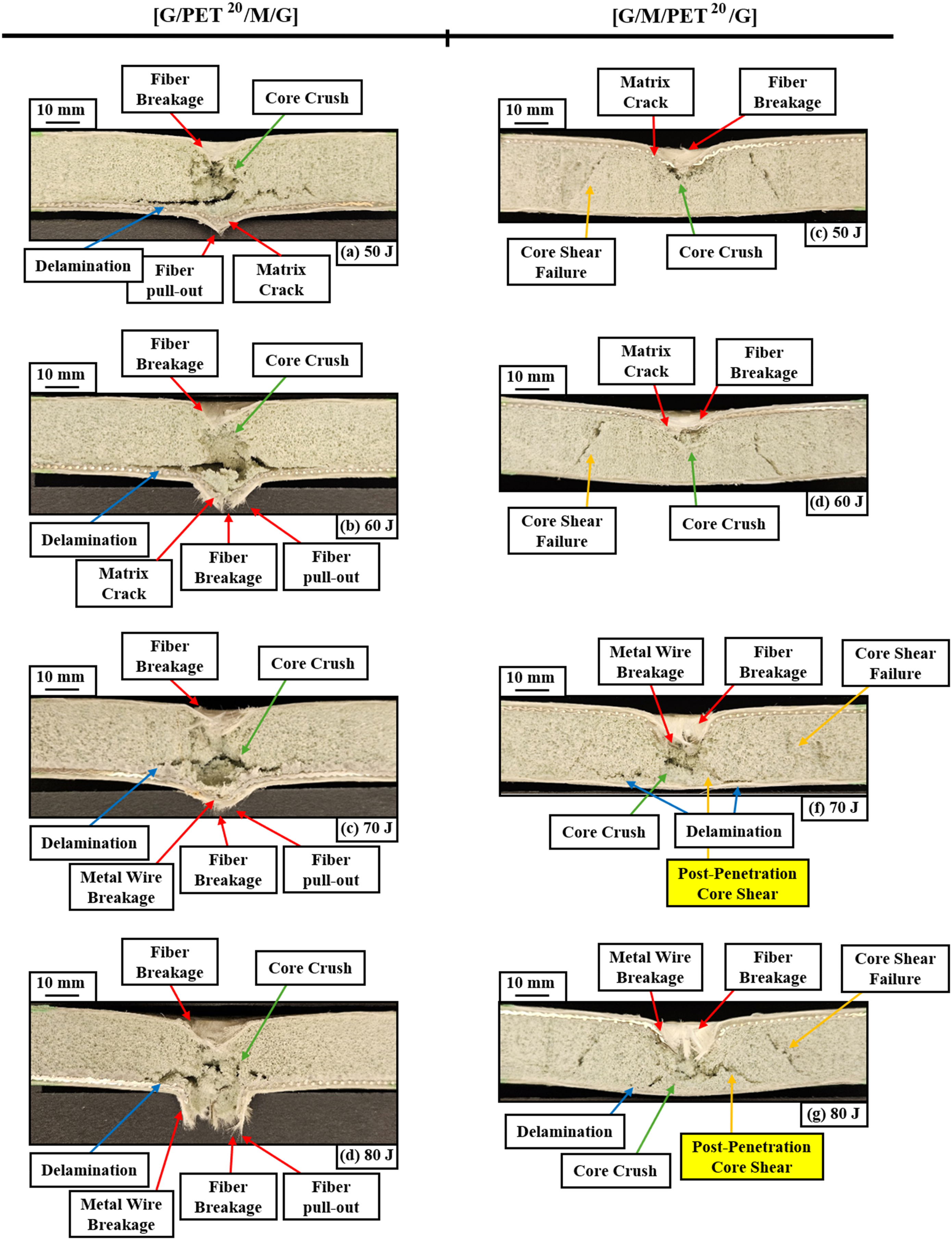
Comparison of damage propagation changing the impacting side of hybrid composite sandwich panels.
The empirical study proved that strengthening the impacting surface of the PET foam core composite sandwich panels with a stainless-steel mesh layer can notably improve their LVI perforation threshold. It remains to be seen whether this improvement is replicated significantly enough in sandwich panels with reduced core thicknesses. Thus, in this part, hybrid and non-hybrid sandwich panels with nominal recycled PET foam thickness of 10 mm were subjected to various impact energies. Under LVI loading conditions, where the tup applies force at the center, a bending situation was simulated. The distance of the composite facesheets from the neutral axis is crucial for the flexural behavior of the sandwich panels, making the PET foam core thickness an important factor in LVI tests.
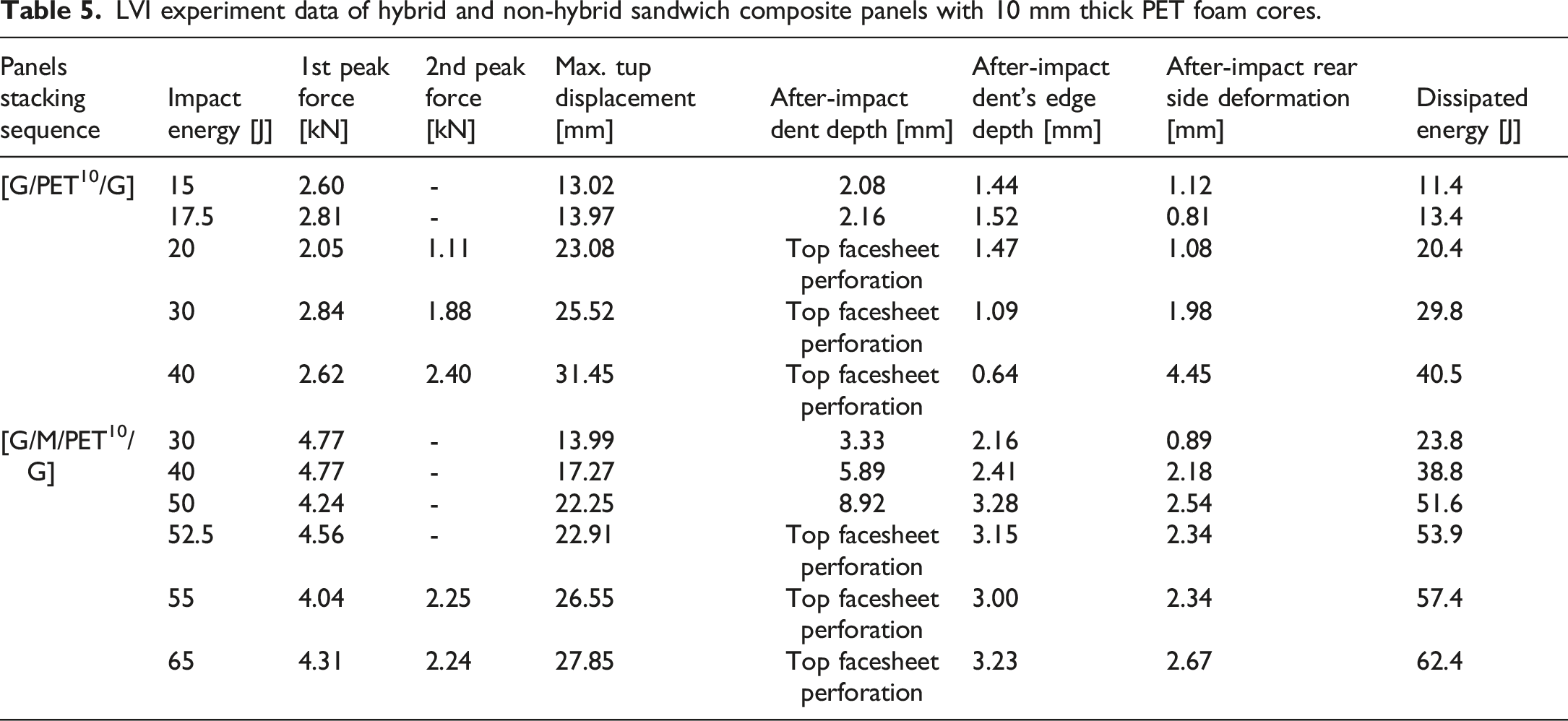
The LVI test results and the complementary measured data have been presented in Figure 13 and Table 5, respectively. It is well-known that lowering the distance between the skin and neutral axis leads to reduced load-bearing capacity of the sandwich panels. This reasoning supports the observed reduction in the measured load peaks within the LVI diagrams of [G/PET10/G] compared to previously evaluated thicker panels. The perforation threshold was also reduced due to the diminished structural effect of the composite sandwich panels with thin PET foam cores. Force-displacement, and energy-time response of the non-hybrid [G/PET10/G] sandwich panel under different impact energy levels. LVI experiment data of hybrid and non-hybrid sandwich composite panels with 10 mm thick PET foam cores.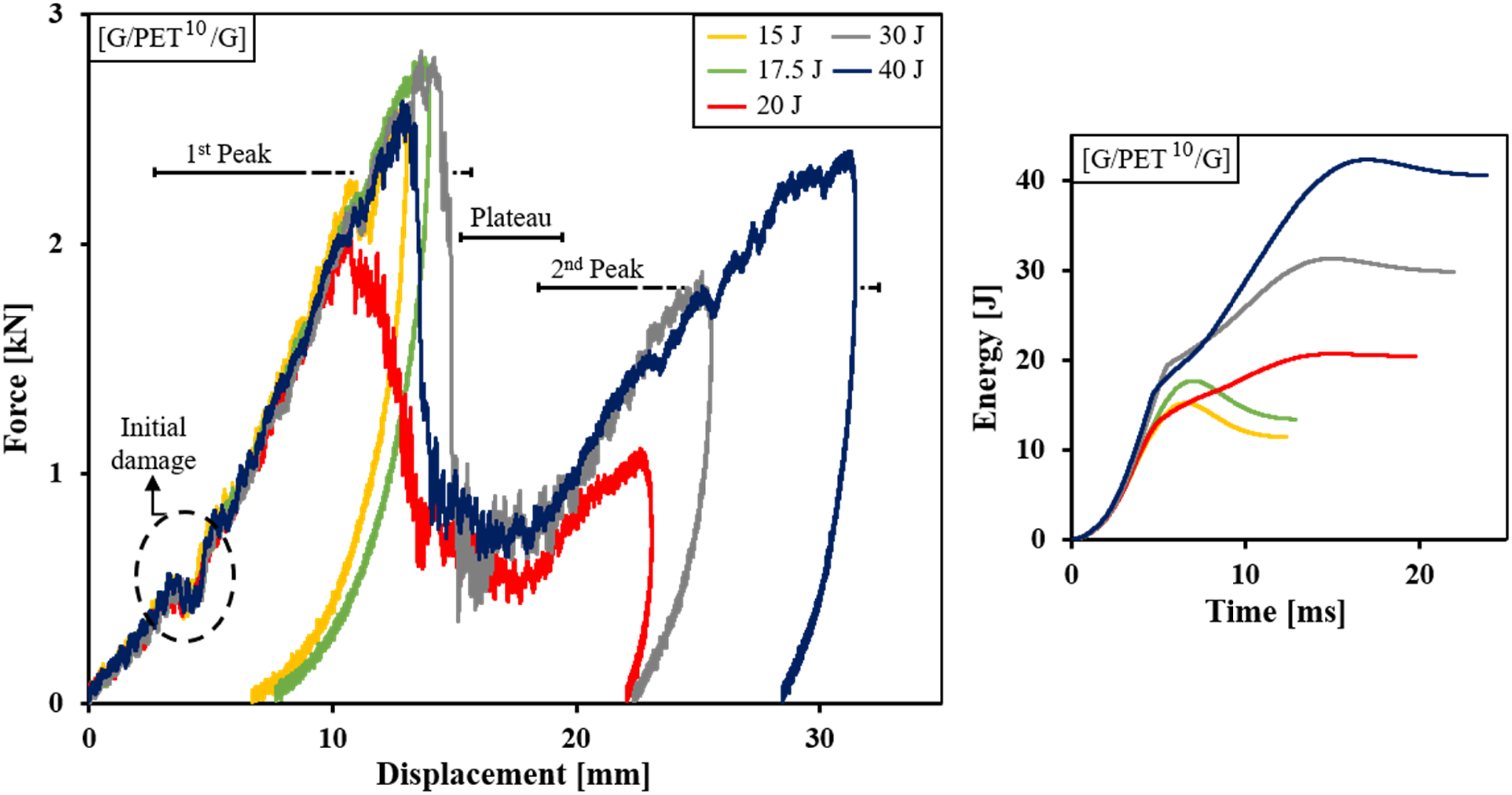
By reducing the core thickness, the impactor requires less distance to perforate before hitting the rear facesheet. Besides, upon reaching the top facesheet penetration threshold, the core quickly crushes under the compression load of the striker and transfers the load to the rear skin; therefore, the plateau duration was considerably reduced for [G/PET10/G] samples, exhibiting a quicker rise after the initial load drop, as the rear composite skin rapidly intervenes the impact loading. Additionally, the measured after-impact rear deformation of the [G/PET10/G] was considerably higher since thin sandwich panels are more prone to bending loads.
Figure 14 depicts the section view damage pattern of the [G/PET10/G] samples, following the damage propagation and transitions similar to the 20 mm PET foam core thick panels. Yet, the level of impact energy at which each damage type has been determined was quite different for these thinner sandwich panels. At low impact energies, core shear cracks and PET foam core crush are the dominant energy-absorbing phenomena. Once the top facesheet penetration limits were exceeded, a combination of fiber breakage, core shear, core crush, and delamination occurred within the samples. The after-impact section views of the non-hybrid [G/PET10/G] composite sandwich panel under different impact energies.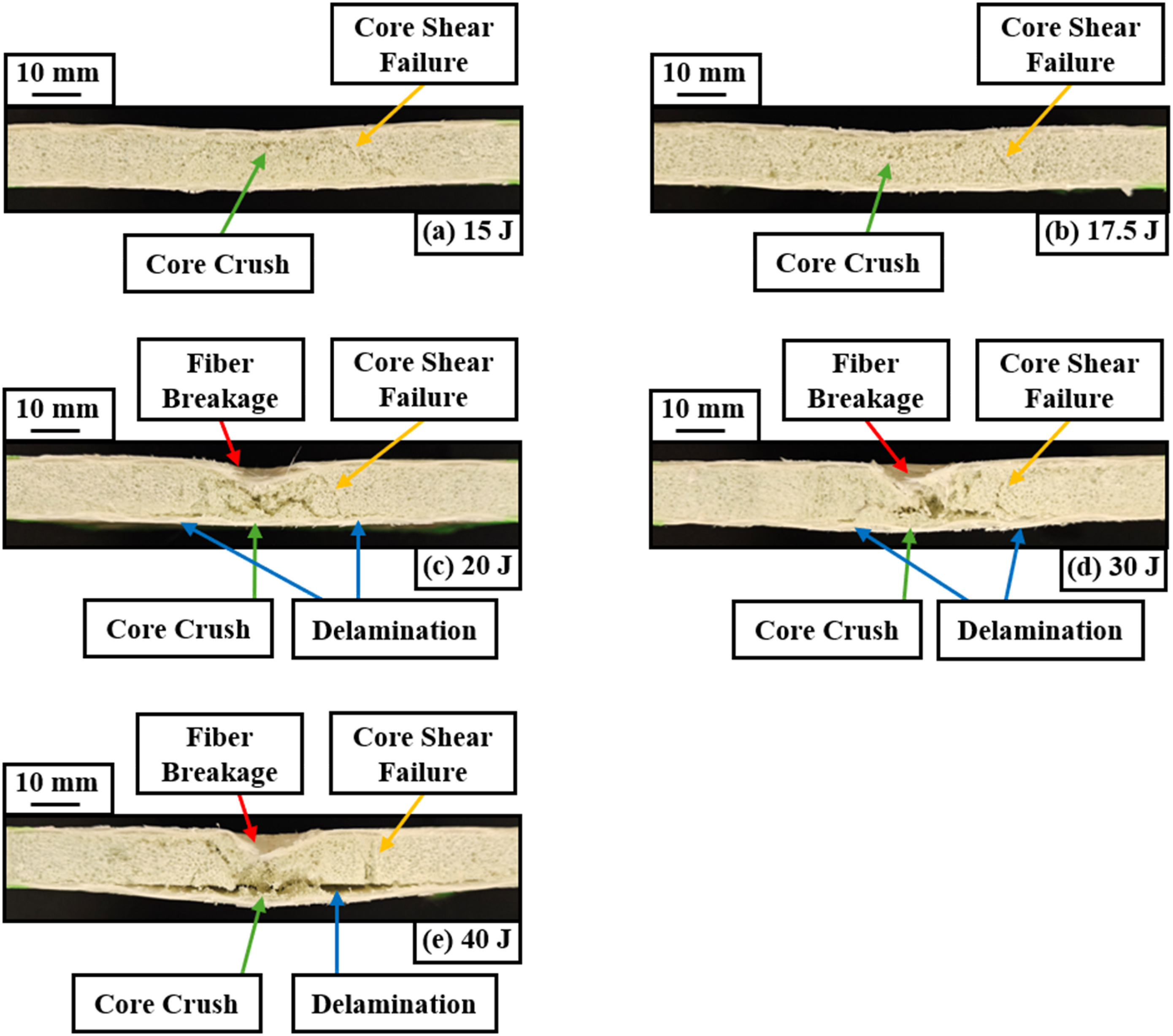
To assess the effect of hybridization and core thickness, reinforced composite sandwich panels with recycled PET foam cores were examined at different energy levels. Figure 15 depicts the results of the LVI tests, revealing a significant improvement in the top facesheet penetration threshold of the sandwich panels reinforced with a resin-impregnated metal mesh layer. The sandwich panels with strengthened top facesheet withstood impact energies of up to 52.5 J, representing a substantial improvement of 162.5% over the non-hybrid [G/PET10/G] panels. This increase in the perforation threshold energy is attributed to the specific elasto-plastic response of the hybrid facesheet, which can effectively absorb the impact energy. Force-displacement, and energy-time response of the hybrid [G/M/PET10/G] under different impact energy levels.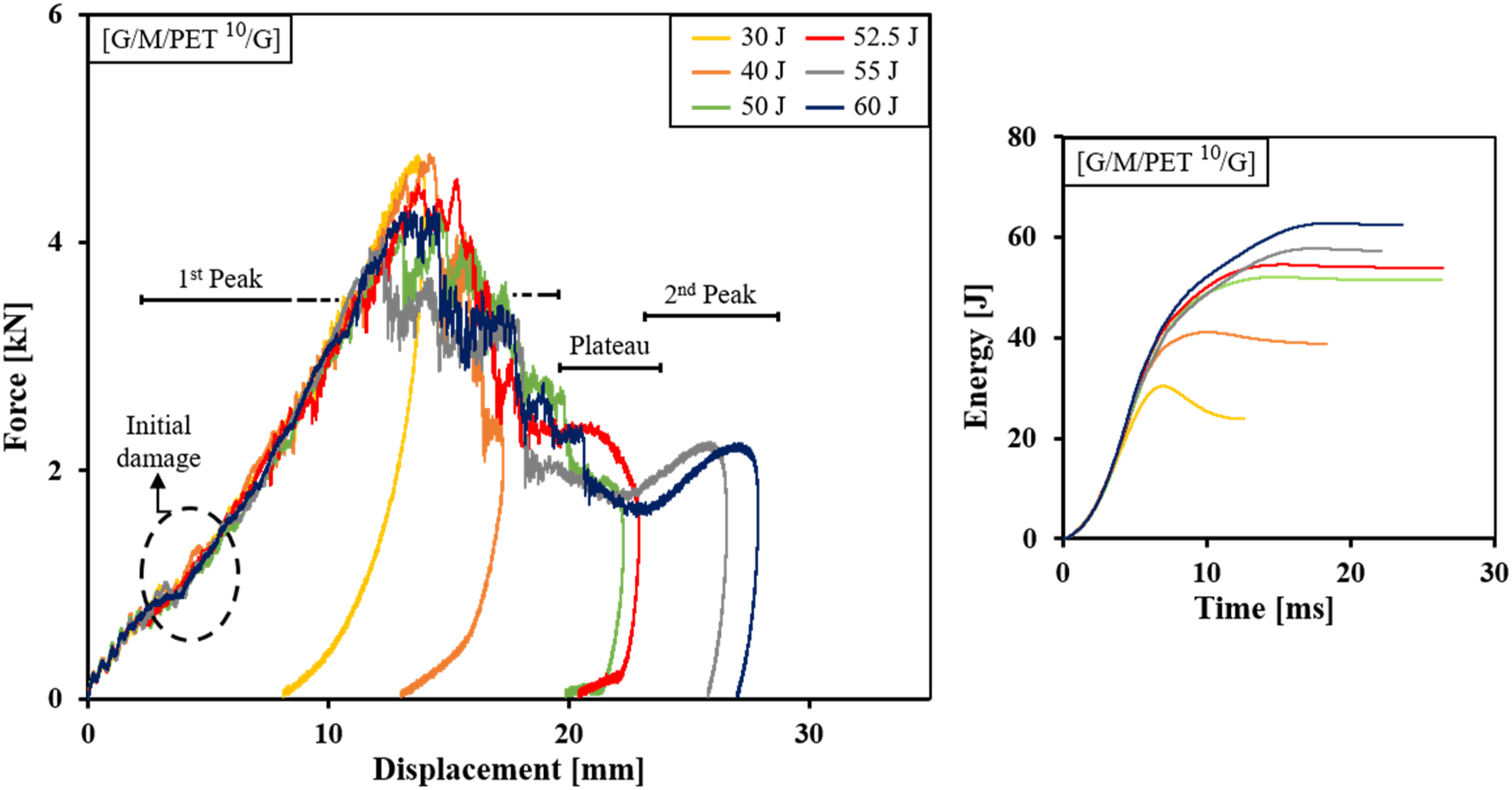
A comparison between the reinforced sandwich panels and non-hybrid ones proved the capability of hybridization in enhancing the energy absorption capacity of the hybrid foam core panels. In addition to their unique elasto-plastic response, the hybrid [G/M/PET10/G] panels absorbed a considerable portion of energy through permanent plastic deformation of the strengthening metallic layer. Matrix cracks are commonly observed as one of the initial damages within the impregnated stainless-steel mesh layer. Moreover, examinations depicted plastic deformation of metal wires in the form of necking, particularly at the wire breakage points. These characteristic responses indicate the energy-absorbing phenomenon of the hybrid panels under LVI loading.
Continuing the LVI tests beyond the top facesheet penetration threshold, post-penetration core shear cracks have been distinguished. This specific damage occurs due to the shear load distribution from the deformed hybrid composite layer to the sides of crushed PET foam beneath the strike point. Under 40 J impact energy, the non-hybrid [G/PET10/G] sandwich panel was severely damaged and no longer functional, with delamination extending nearly to full skin-to-core debonding. Nonetheless, hybridization demonstrated a notable influence in improving the LVI performance. At the same energy level, the reinforced skin of the [G/M/PET10/G] sandwich panel did not reach the perforation, absorbing the impact energy through a combination of complex damage phenomena, presented in Figure 16. Damage progression of the hybrid [G/M/PET10/G] composite sandwich panel under various impact energies.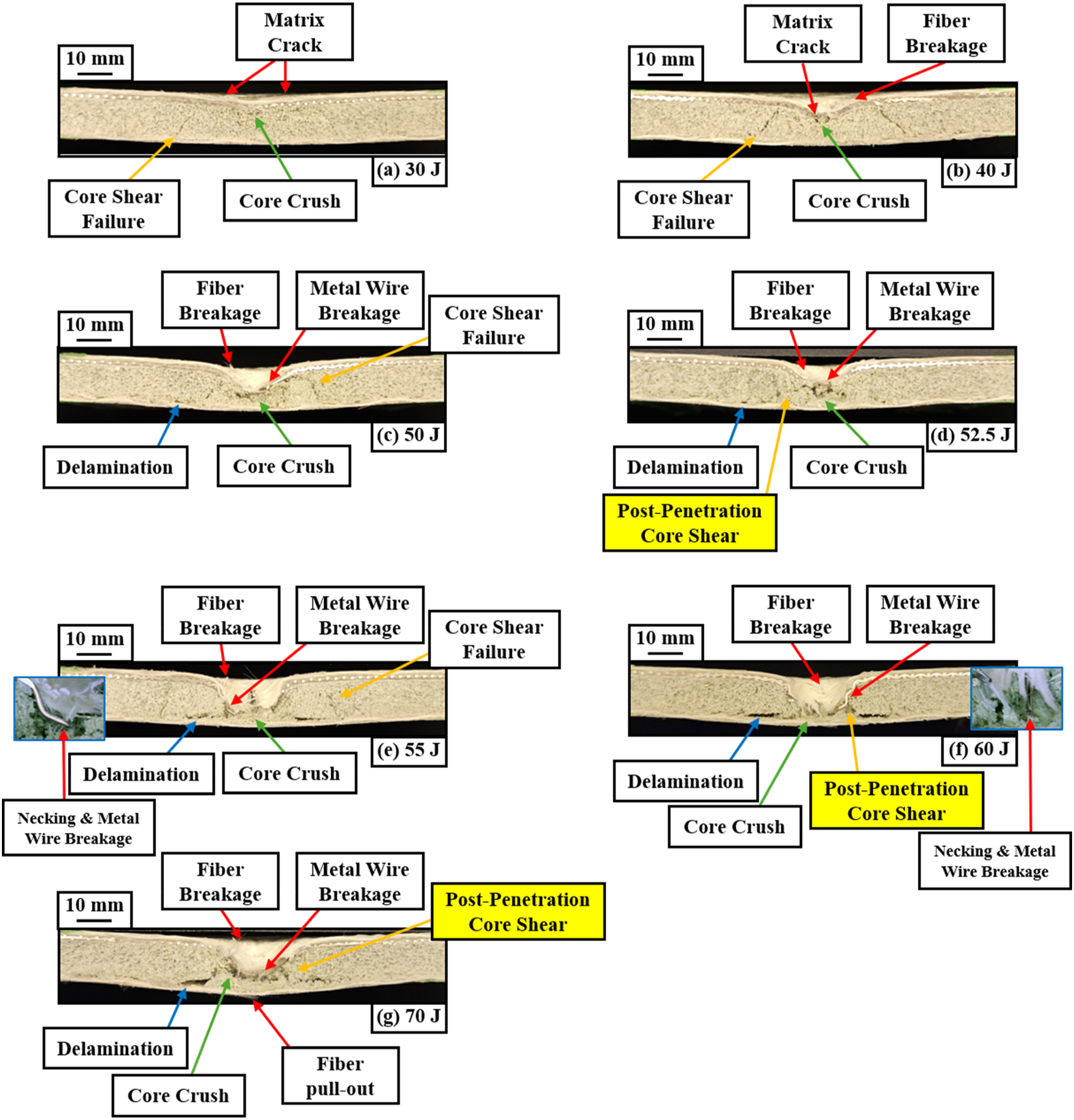
While the composite skin loses its load-bearing capacity after failure, the deformed stainless-steel mesh layer withstands the impact load. The reinforcing metallic layer experiences a permanent deformation surrounding the collision site. Despite the breakage of certain mesh wires, this reinforcing layer transfers the load to the lower layers, leading to secondary core shear failure, propagating from the corners of the perforated PET foam core. The detected damages in conjunction with the global deformation of the sandwich panel and particularly the plastic response of the hybrid composite skin, assist with enhancing energy absorption during the LVI tests. Even at the highest examined LVI energy, despite perforation, the level of delamination is considerably less in hybrid sandwich panels compared to non-hybrid ones.
In summary, hybridization was revealed to be a sustainable method to improve energy-absorbing elasto-plastic behavior introduced to the composite PET foam core sandwich panels. The deformation and damage pattern of the reinforced panels contributed to higher energy thresholds to penetrate the hybrid skin. This will finally delay the full perforation and reduce the extent of skin-to-core debonding observed in the after-impact section views. Even though hybridization is beneficial in impact scenarios, it comes with a trade-off in increased cost, manufacturing complexity and weight. Hence, the choice of product will depend on the specific application, and the users’ decision to compromise these parameters for enhanced impact resistance.
All in all, these reinforced composite sandwich panels with recycled PET foam cores were designed in a collaborative effort with the industrial partner (ICP Inc.) to be suitable for heavy-duty applications, such as cargo trucks or stationary structures like modular housing and cold storage rooms. These panels could also be beneficial in protecting electrical facilities where enhanced resistance to external forces is required. Therefore, the choice depends on the balance between performance, cost, and production feasibility based on the intended use.
Conclusion
A two-phase compression molding fabrication method was used to laminate sandwich panels reinforced with PP resin-impregnated stainless-steel mesh. By optimizing the manufacturing parameter, proper adhesion was achieved between the composite skin and recycled PET foam material, which was confirmed by flatwise tensile tests and microscopic assessment. This study thoroughly investigated the LVI response of sandwich panels with two different recycled PET foam core thicknesses. Moreover, the influence of incorporating stainless steel metal mesh as an industrially viable solution to enhance the energy absorption capacity of composite sandwich panels was evaluated.
Reinforcing the impacted composite skin with a metallic mesh layer improved the energy-absorbing behavior of the sandwich panels. Considering the top skin penetration as the threshold, the hybrid sandwich panels outperformed the non-hybrid ones. The permanent plastic deformation of the hybrid composite facesheet, and the combination of complex damages within the skin and PET foam were the main energy-absorbing phenomena. Furthermore, full cross-section views of the after-impact samples depicted comprehensive damage propagation under various impact energies. Post-penetration core shear cracks, specifically attributed to the hybridization influence on load distribution to the PET foam core, were determined under impact energies exceeding the top facesheet perforation threshold.
Examining the sequence of facesheets being hit by the striker, revealed that placing the hybrid composite skin at the collision side improves the total energy required to fully perforate the panels. Since hybridization affects the elasto-plastic response of the sandwich panels and modifies the load distribution to the PET foam core, positioning the reinforced side in front of the impactor increased the LVI resistance. Finally, sandwich panels made of PET foam with lower core thicknesses were shown to be more susceptible to impact loading conditions.
Reducing the distance between the load-bearing composite skin and the neutral line directly affects the bending performance of sandwich panels, and in this case, decreases the maximum measured force values in the LVI diagrams. Besides, modifying the core thickness affects the plateau duration, detected during the PET foam core perforation stage. A comparison between the deformation of panels, beyond the impact zone, showed a global deformation of hybrid panels compared to the non-hybrid ones, while their top facesheets were locally damaged. In conclusion, the empirical study on the LVI behavior of sandwich panels with recycled PET foam core introduced the hybridization of composite skin as a viable solution capable of improving the overall energy absorption of panels.
Footnotes
Acknowledgements
I would like to thank Armacell Co. and ICP Inc. for their material donation and support. I express my sincere gratitude to Mr Moghaddar, the general manager of ICP Inc., for his generous contributions of materials and for the valuable discussions that have greatly enriched this study.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research is financially supported by Natural Sciences and Engineering Research Council of Canada (NSERC) and Innovative Composite Products (ICP) Inc. through the Alliance program.