
Abstract
Ultra high molecular weight polyethylene (UHMWPE) filled with diverse contents of magnetite nanoparticles (Fe3O4NPs) were produced via hot compression molding. The effect of Fe3O4NPs on the tribological and mechanical properties of the UHMWPE matrix was studied. Wear and friction behaviors were studied using a reciprocating pin-on-disc tribometer under a sliding speed of 0.03 m.s−1 and an applied normal load of 20N. Mechanical behavior was investigated using tensile and hardness tests. SEM technique was used to explore the surface morphology and to investigate wear mechanisms. Results showed that reinforcement with Fe3O4NPs improved UHMWPE matrix hardness and wear resistance. A maximum hardness and wear resistance in addition to a good mechanical behavior in traction were obtained when adding 1 wt% of magnetite nanofiller. Reinforcement increased the coefficient of friction but there is no obvious correlation between nanofiller contents and friction. SEM analysis showed that the reinforcing rate of UHMWPE influences wear mechanisms.
Keywords
Introduction
UHWMPE is an engineering thermoplastic polymer extensively applied in artificial joint replacement parts, prosthetic joints that can replace deteriorated human joints because of injuries or severe arthritis. 1 This biopolymer is considered as the gold standard used for artificial hips and currently additional artificial joints, comprising the shoulder and knee. 2 Nevertheless, the wear debris produced during the joint motions will affect the human body system and then causes osteolysis in addition to aseptic loosening of the implants. 3 Consequently, several attempts have been made to improve wear behavior of UHMWPE and then the human implant longevity. A number of methods were applied to develop tribological and mechanical performance of UHMWPE as irradiation, 4 surface modifications5,6 and reinforcements. This study focused on the reinforcement method using in particular nanofillers. In fact, nanofillers can strongly interact easily with matrix materials leading to a better interface interaction between them. 7 Efe et al. 8 revealed that nano-sized TiO2 particles have more improved results compared to micro-sized ones when properties like, melting point, crystallinity, elastic modulus besides tensile strength of UHMWPE–TiO2 biocomposites are considered. Shi et al. 9 showed that the SiO2 nanospheres-UHMWPE composites reveal an important improvement in the tribological properties compared to pure UHMWPE. Chang et al. 10 and Prasad et al. 11 found that UHMWPE matrix with respectively 10 wt% and 5 wt% contents of nano ZnO showed the lowest weight loss and the lowest wear rate. Puértolas and Kurtz 12 showed that incorporation of the carbon nanotubes (CNTs) to the matrix as reinforcements for UHMWPE-based composites increased the coefficient of friction but reduced significantly the wear rate. Sreekanth et al. 13 and Ali et al. 14 showed that multi walled carbon nanotubes (MWCNTs) nanofiller improved the hardness and the wear resistance of UHWMPE for load bearing orthopedic applications. Macuvele et al. 15 exhibited that the adding of nano-hydroxyapatite (HA) to the UHMWPE matrix leads to improvement in tribological and mechanical behaviors for partial or total joint substitutions applications. Senatov et al. 16 recommended UHMWPE-Al2O3 nanocomposite for use as a biomaterial for degraded cartilage replacement, because it has high mechanical and wear properties. Tai et al. 17 suggested to reinforce UHMWPE with graphen oxide (GO) nanosheets for acetabular prosthesis element in knee as well as hip total joint replacement and showed that 1 wt% GO decreases the wear of UHMWPE.
In latest years, magnetic nanoparticles, particularly magnetite nanoparticles (Fe3O4NPs) showed increasing interest because of their bioengineering and biomedical applications. 18 In addition, the Fe3O4NPs have been competently investigated due to their powerful antimicrobial activity against numerous dissimilar bacterial, viruses and fungi and their moderately little toxicity to humans.19,20 Moreover, the hydrophobic surface of Fe3O4NPs makes easy their adsorption on the protein surface. 21 Chicot et al. 22 evaluated the mechanical behavior of magnetite by two methods, namely, molecular dynamics analysis and instrumented indentation and the obtained results showed viscoelastoplastic behavior of magnetite. Chuto et al. 23 showed that magnetite nanoparticles may be employed as a contrast agent in magnetic resonance imaging. They are covered with a protective organic layer to which can be attached vector molecules and they can be encapsulated in micelles. Wadajkar et al. 24 proved that magnetite nanoparticles can be a medicament delivery vehicle in the treatment of the prostate cancer. To the author’s knowledge, there are no experimental researches that have reported the tribological performances of Fe3O4NPs/UHWMPE as potential biocomposite developed for possible use as biomaterial in hip joint prostheses (HJP). The main objective of the paper is to highlight the benefits of Fe3O4NPs biofiller in terms of mechanical and tribological properties.
Materials and methods
Materials
In this research, M30NW was employed as the pin material and was supplied by C2F Implants-X. NOV- France (Tunisian plant). Pins comply with the ISO 5832-1 standard for austenitic stainless steels employed as orthopedic implants.
25
They have hemispherical form with a diameter equal to 10 mm (Figure 1(a)). Chemical elements of M30NW pins are given in Table 1. (a) M30NW pin, (b) magnetite nanoparticles, (c) biocomposite disc. Weight percentages of chemical elements for M30NW pins.

Physical properties of UHMWPE (GUR® 4113).
Biocomposites preparation process
To elaborate the Fe3O4NPs/UHMWPE biocomposites, different weight percentages of magnetite nanofiller (0, 0.5, 1, 2, 5 and 10%wt.) were used. Before molding, UHMWPE powder and magnetite nanoparticles were mixed using a planetary ball mill machine (type Retsch PM 100) for 60 min until homogenized. Hot compression molding machine (Type Joos-LAP-100), having a total capacity of 1000 kN, was used to produce the biocomposites. Blended powder are piled up in the mold-cavity then compacted under a pressure of 18 MPa during 270 min at 200°C. Two molds were used for producing, respectively, the tensile specimens and the cylindrical discs (8 mm thickness and 30 mm diameter) which are employed in tribological tests.
Tensile tests
The tensile experiments were conducted, at room temperature, using a computerized universal tensile testing machine type LLOYD EZ20 coupled with NEXYGEN software (Figure 2(a)). Experiments were performed at a crosshead speed of 50 mm Min−1 until rupture of specimen. Images of tensile testing machine (a) and tensile test specimens (b).
The tensile test specimens (Figure 2(b)) were carried out in accordance with the ASTM D 638-99 standard. 29 Five experiments were conducted for each biocomposite specimen and the average value was calculated. The results in terms of stress at yield, stress at break and nominal strain at break were carried out for all biocomposites.
Hardness tests
Universal Rockwell hardness tester type AFFRI (206 RT model) was employed to inspect the hardness of all biocomposites. Rockwell hardness on the R scale (HRR) is used to measure the hardness of samples in accordance with ASTM D 785-03. Test conditions were selected agreeing to the same standard. 30 A ball indenter of 12.7 mm diameter and 60 kg maximum load were used during the tests. At least three experiments were executed for each biocomposite and then the average value was determined.
Tribological tests
Conditions of the tribological test.
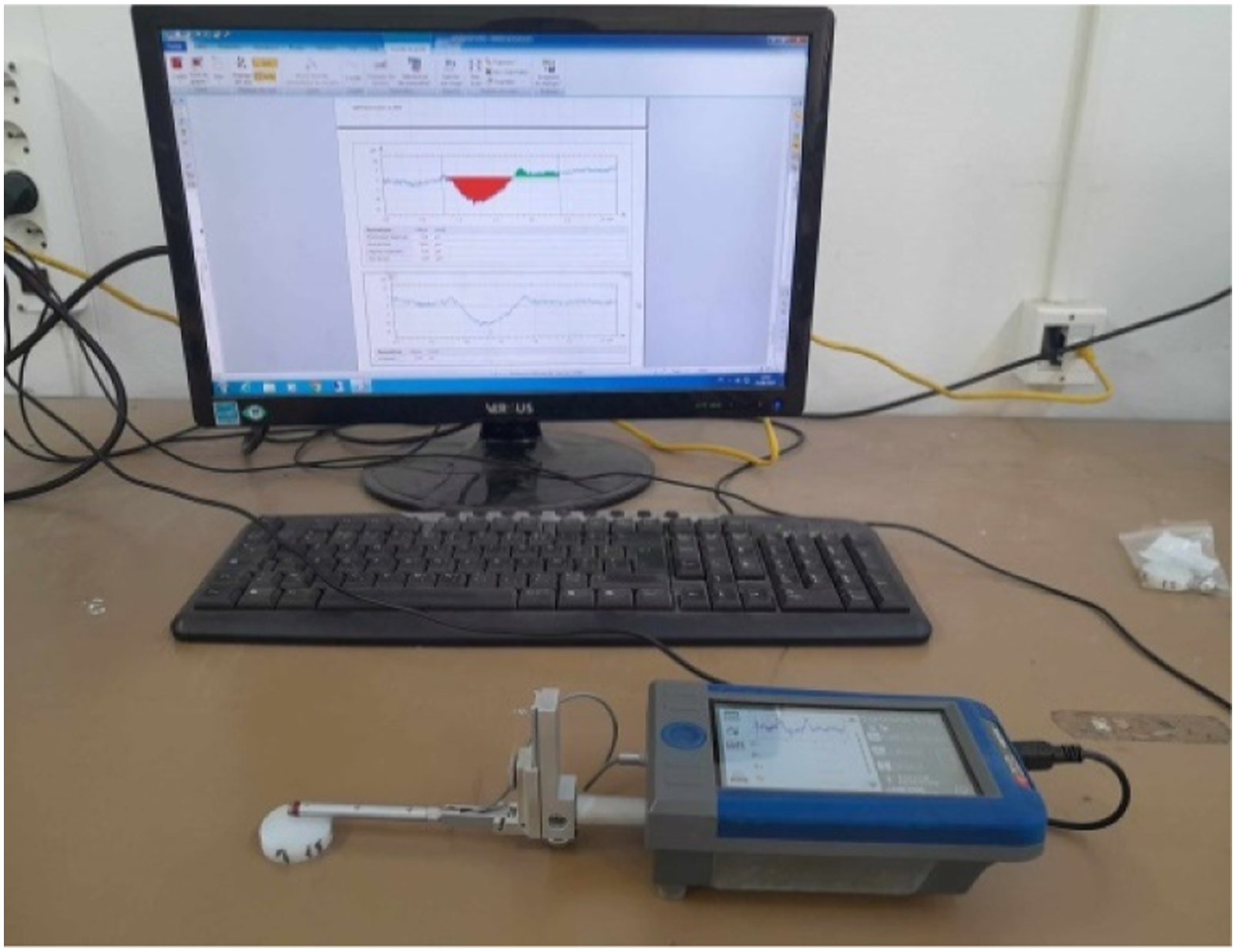
After wear test, 2D mechanical profilometer (type Taylor Hobson Surtronic 116) was employed to determine the transverse section of each wear track (Figure 3). Three experiments were executed for each biocomposite and then the average value was determined. Gold Talyprofile software was used for the treatment of collected data. To calculate the wear volume, the transverse section area is multiplied by the length of the wear track. To calculate the specific wear rate the subsequent equation was used
38
: 2D mechanical profilometer.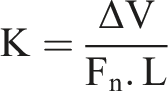
Fn represents the normal load in Newton, L the entire sliding distance in meter and ΔV the average wear volume in mm3.
Worn surface analysis
Zeiss Supra 55 VP scanning electron microscope (SEM) was employed to examine each wear track after the friction test. Before analysis, each wear track was metallized via a Quorum metallizer (Q150 R ES) until getting a gold layer of 11 nm which covers the wear tracks of the samples.
Results and discussion
Rockwell hardness analysis
Figure 4 displays the average hardness values of Fe3O4NPs-UHMWPE biocomposites with different magnetite nanoparticles weight contents namely 0, 0.5, 1, 2, 5, and 10 wt%. Rockwell hardness of biocomposites as a function of Fe3O4NPs weight content.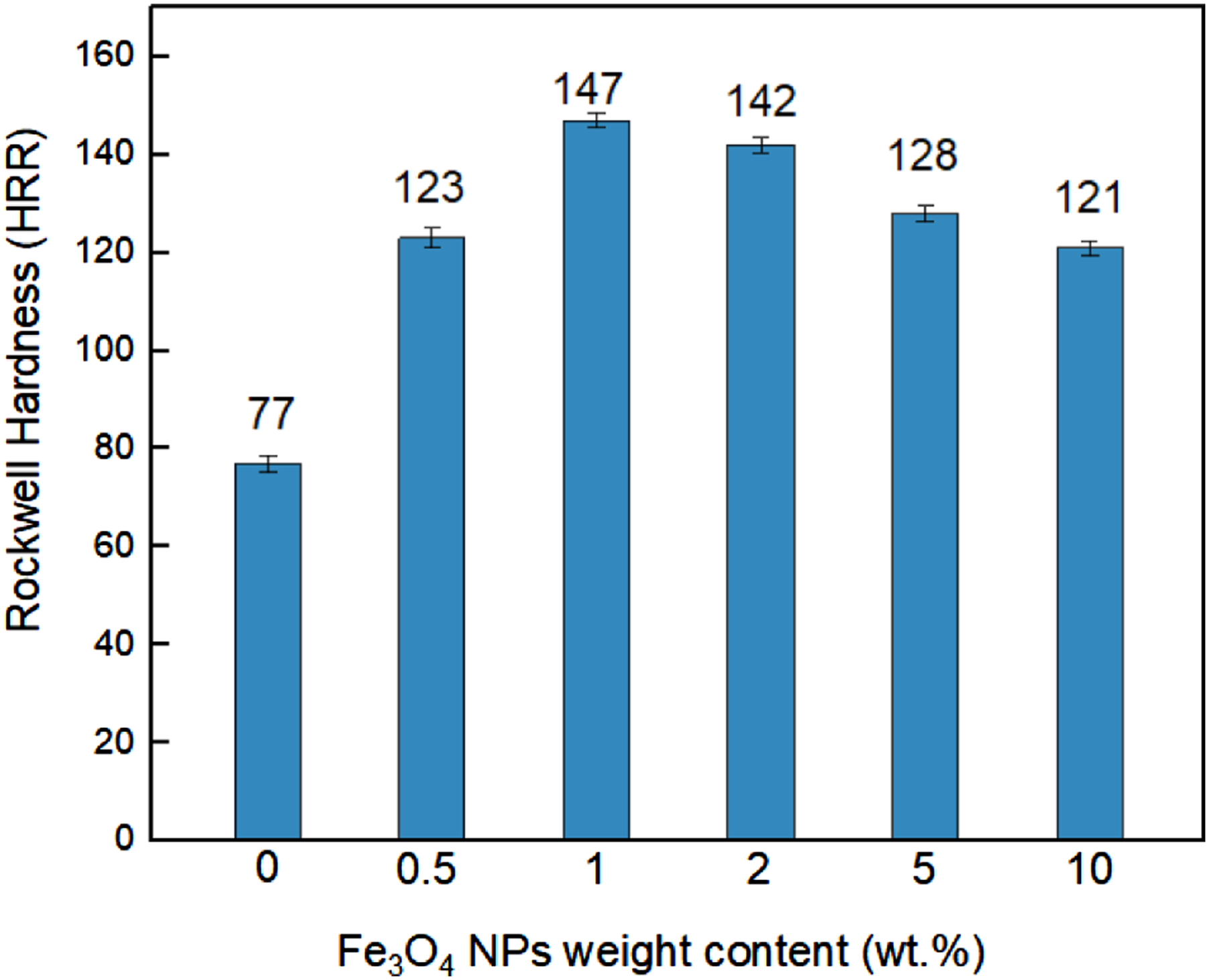
As can be seen, increasing the reinforcement content in the biopolymer matrix improved the biocomposite hardness until a critical weight content value of 1 wt% (maximum reached value is 147 HRR) compared to that of unreinforced UHMWPE (around 77 HRR). Then hardness decreased but remains upper than the hardness of neat UHMWPE (minimum reached value is 121 HRR for 10 wt%). The improvement in hardness may be attributed to the magnetite, which has hardness between 5.5 and 6.5 according to Mohs scale and may be associated to the improvement in crystallinity level. 39 However, the decline in hardness, showed when the ratio of Fe3O4 nanoparticles is increased (upper than 1 wt%), can be accredited to agglomerations of Fe3O4NPs in UHMWPE matrix. In fact, with a relatively large content of filler, dispersion becomes more or less poor and difficult, thus the ability to agglomerate increases, which directly affects the mechanical properties of the composite, in particular its hardness. 40
Friction behavior
Figure 5 illustrates the variation of the coefficient of friction of the neat UHMWPE and Fe3O4NPs reinforced UHMWPE biocomposites sliding against stainless steel (M30NW) pins in response to the sliding cycles under unlubricated conditions. Evolution of the coefficient of friction as a function of Fe3O4NPs weight content.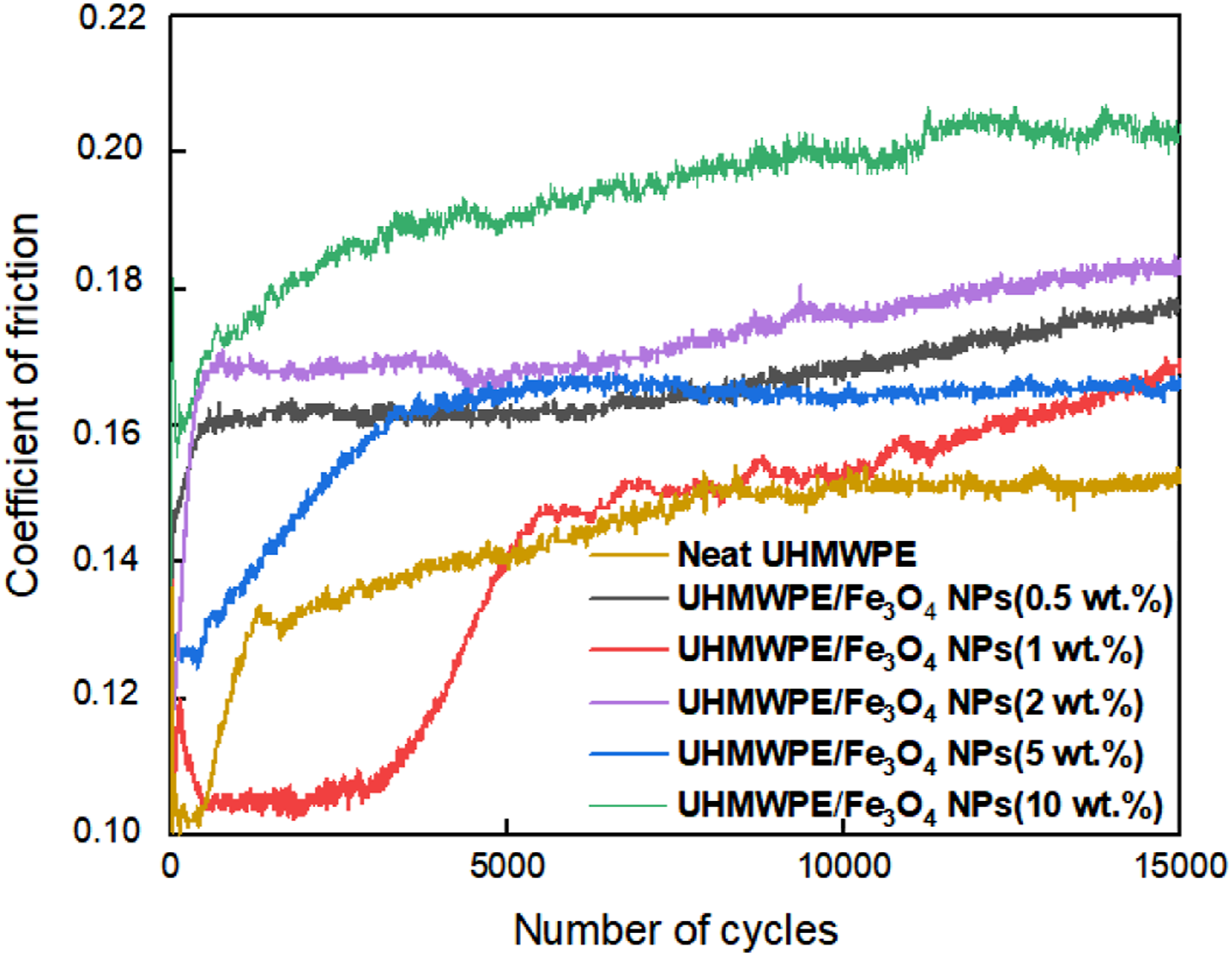
The coefficients of friction of all biocomposites are higher than the neat UHMWPE especially at 10 wt% content (µ = 0.15 and µ = 0.25 respectively). It seems that the increase of friction occurs due to the presence of the magnetite nanoparticles in the contact characterized by high rigidity and hardness. 41 The same phenomenon was observed on graphene oxide nanosheets reinforced UHMWPE. 17 As revealed in Figure 3, the coefficient of friction augmented quickly at the commencement of the test, then, it attains a quasi-stable state value due to accommodation phenomenon at the interface contact. From the obtained results, it can be observed that there is no correlation between nanoparticles contents and the friction behavior. The generated wear debris, during the friction test, created a tribo-film in the sliding interface, which contains iron oxide nanoparticles. These ferrous nanoparticles can raise the coefficient of friction during the sliding of the biocomposite against the M30NW pin.
Wear behavior
Figure 6 illustrates the evolution of the specific wear rate of Fe3O4NPs-UHMWPE biocomposites sliding against M30NW pins under unlubricated conditions after 15,000 cycles. Results showed that adding Fe3O4NPs to the UHMWPE biopolymer results in an appreciable decline in the specific wear rate reaching particularly 52% and 55% for, respectively, 0.5 and 1 wt% of magnetite nanoparticles in comparison with the unfilled UHMWPE. The decrease in the wear rate may be attributed to an increase of the thermal conductivity of matrix due to the reinforcement nature and thus a reduction in the polymer surface melting phenomena.
42
In addition, the rise in wear resistance can be accredited to the aptitude of magnetite to create a transfer film, which supports the applied sliding force and which is responsible for the increase in the coefficient of friction as mentioned in the analysis of friction behavior. Specific wear rate of biocomposites as a function of Fe3O4NPs weight content.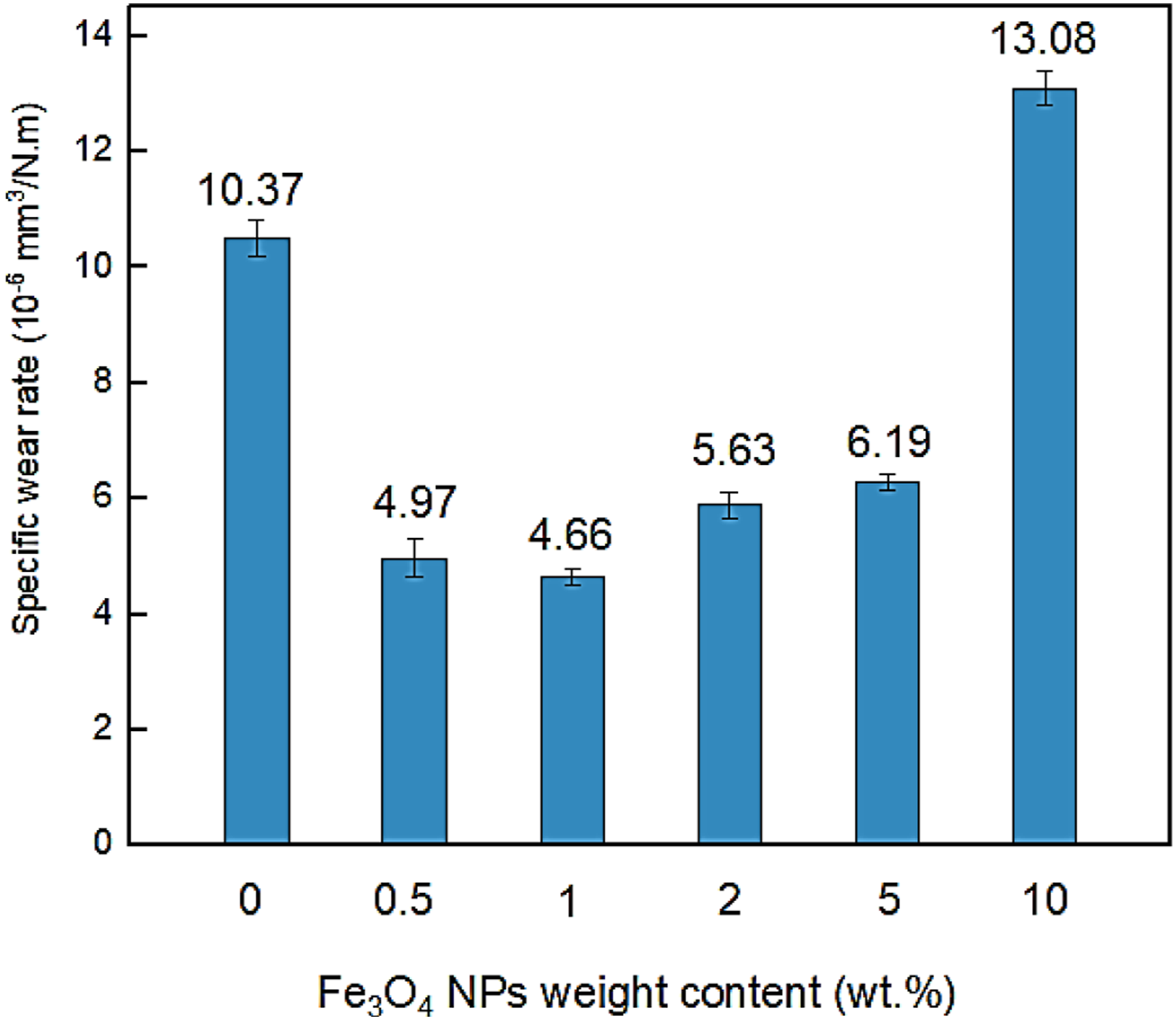
2D profiles of transverse section for UHMWPE and the biocomposites.
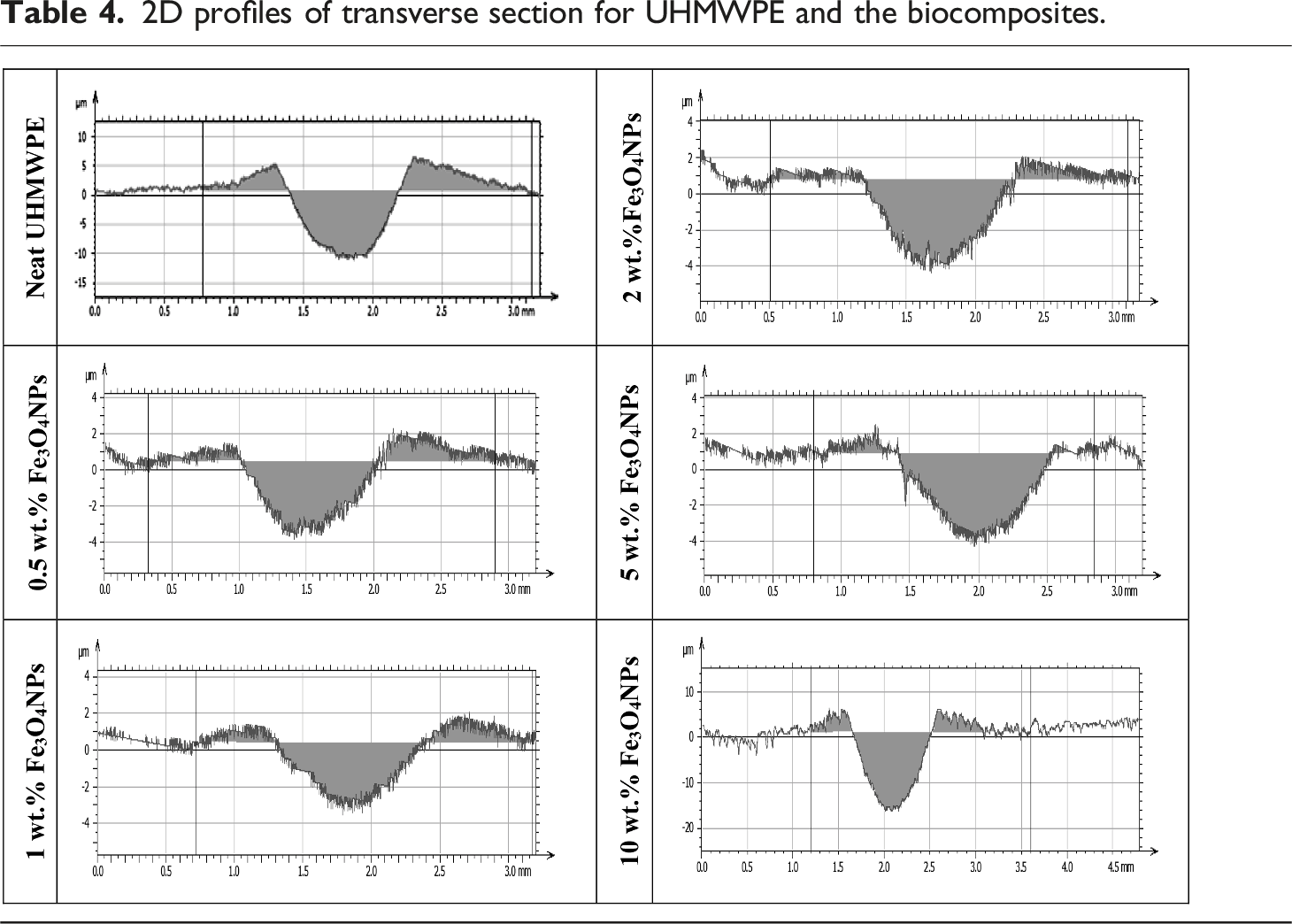
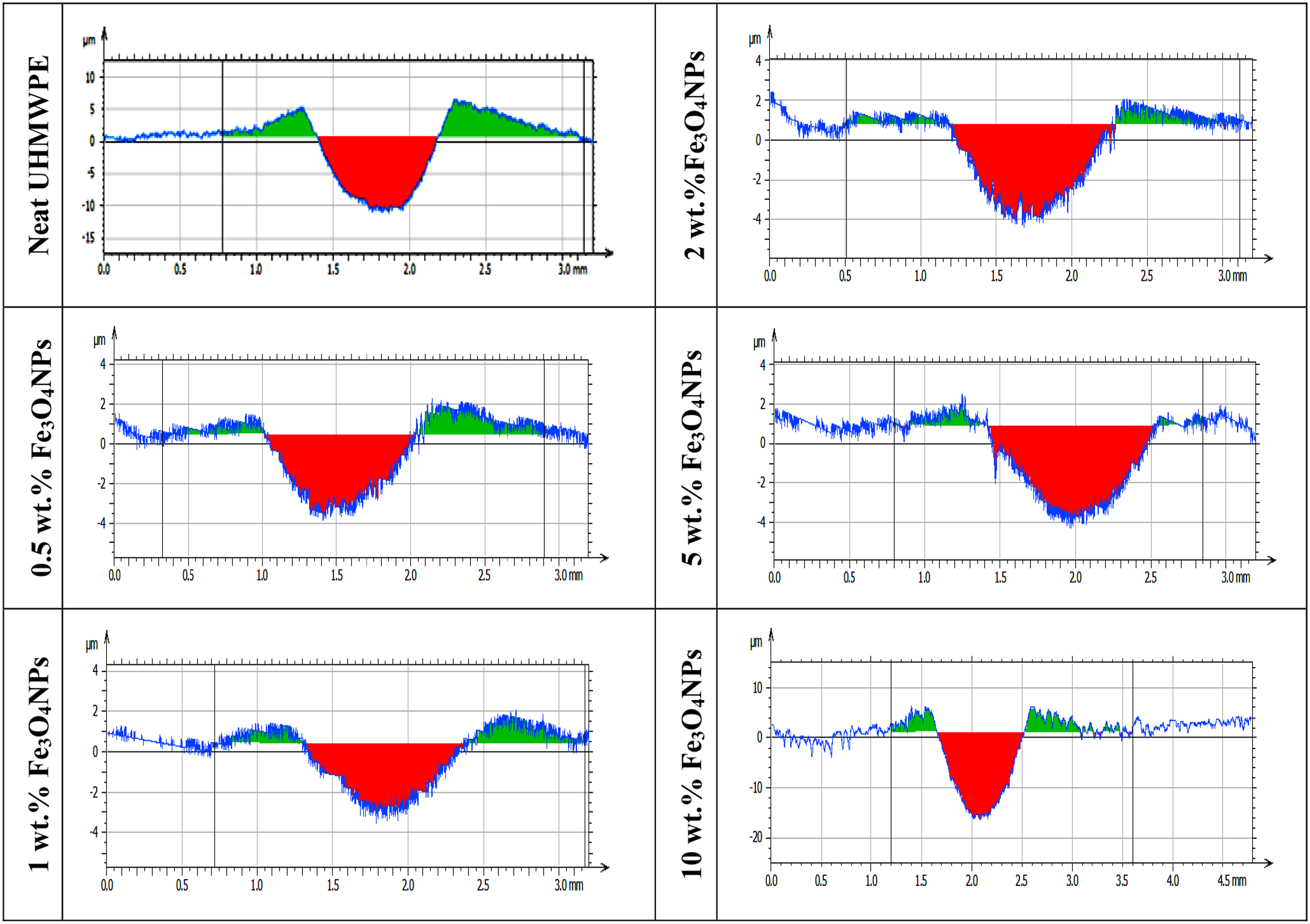
Transverse section of UHMWPE and its different biocomposites.

Scanning electron microscope analysis
Figures 7 and 8 show wear tracks of unreinforced and reinforced UHMWPE, after friction test against M30NW pin under dry condition. The analysis of wear tracks was carried out at different magnifications in order to investigate wear mechanisms produced during sliding. SEM micrographs of the worn surfaces under different magnifications. SEM micrographs of the worn surfaces for 10 wt% Fe3O4NPs/UHMWPE biocomposite under different magnifications.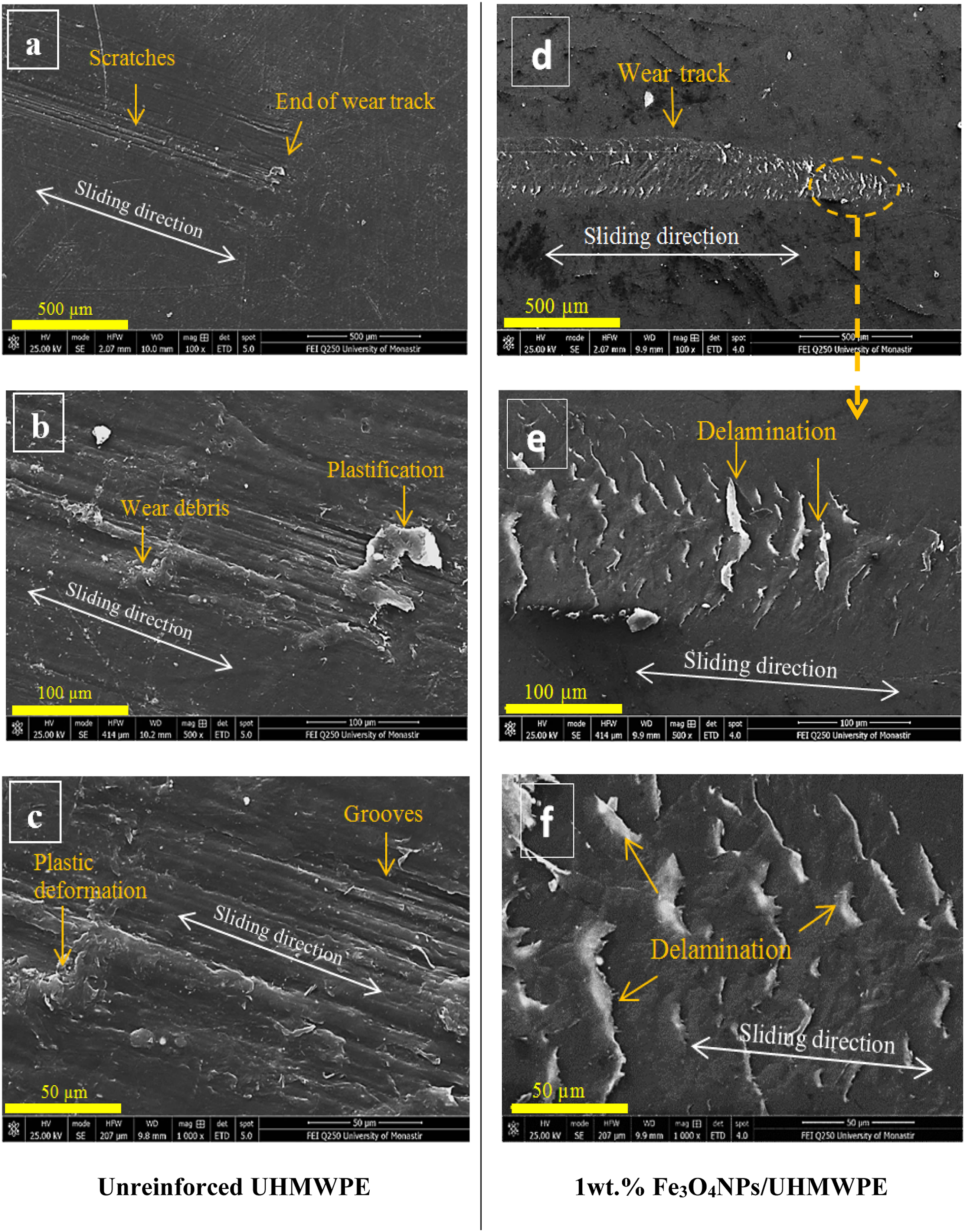
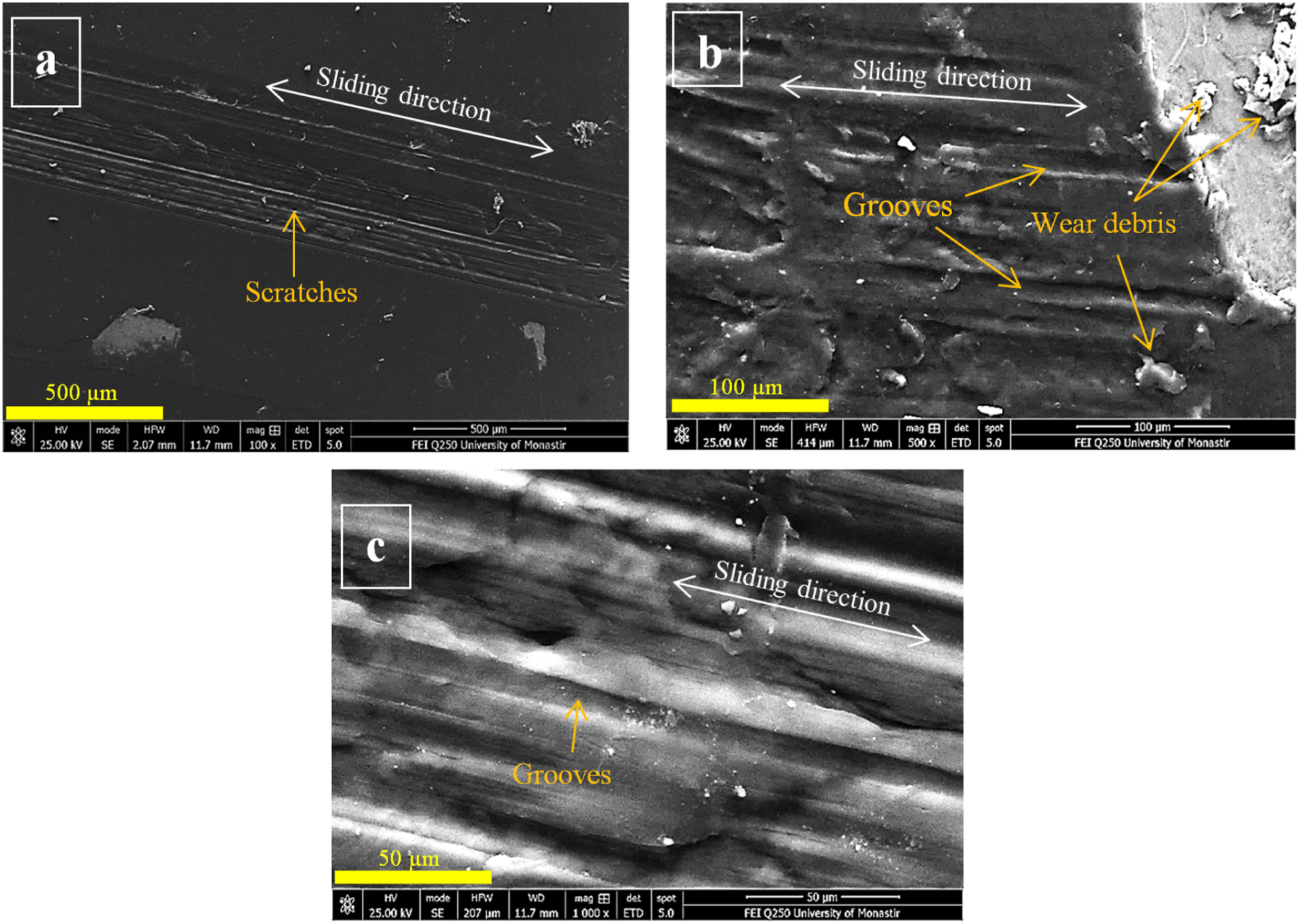
Figure 7(a)–(c) reveals the existence of an abrasive wear mechanism for unfilled UHMWPE characterized by fine scratches and some grooves along the wear track. The wear debris under reciprocating sliding were plasticized then gathered and finally eliminated in the termination of the wear track. During the dry wear test, the temperature at the contact increased. In fact, the presence of scratches, delamination, plasticization and deformation clearly illustrates the influence of contact pressure and localized temperature increase. 47 Furthermore, the dissipation of energy that the work of friction force produced can cause the surface temperature of the UHMWPE and the metallic pin to rise, which is the main cause of geometric and chemical modifications under dry conditions. 48 Therefore, the rise of the coefficient of friction can be related to severe plastic deformation and/or adherence of polymer in the contact.49,50 Concerning the risk of melting the crystals within the PE at the surface, Liao et al. stated that the temperature at the contact during friction tests is generally very low than the melting temperature. 51
The 1 wt% Fe3O4NPs/UHMWPE biocomposite (Figure 7(d)–(f)) exhibits a wear behavior which is different from that of unreinforced UHMWPE with absence of scratches and plastic deformation. Wear is produced by a partial delamination in the form of successive waves. This behavior is attributed to the transfer film created by the magnetite nanoparticles and biopolymer and which resists the sinking of the pin into the matrix.
17
The 10 wt% Fe3O4NPs-UHMWPE biocomposite (Figure 8(a)–(c)) showed a similar wear tendency to that of neat UHMWPE but with more pronounced scratches and grooves and more generated wear debris. The tearing off (decohesion) of agglomerated magnetite nanoparticles produced a third body that supports the abrasive wear mechanism. This phenomenon was equally observed with the 20% CF-UHMWPE biocomposite.
52
Figure 9 shows optical pictures of the worn surfaces of employed pins after the sliding test. As illustrated, the worn surfaces attained after sliding against reinforced UHMWPE are more altered in comparison with that of unreinforced biopolymer (Figure 9(a)) which remains practically intact with a very reduced wear. Optical images of M30NW pins surfaces after the friction test.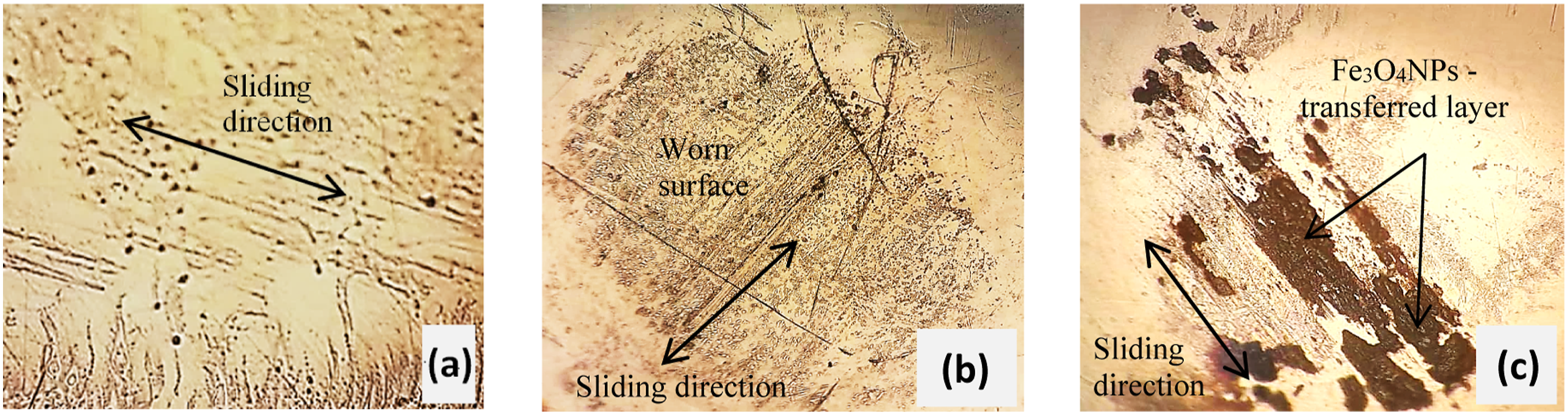
An intense deposit of a transfer film was observed when sliding against 10 wt% Fe3O4NPs-UHMWPE biocomposite (Figure 9(c)). The presence of a layer that was sometimes thick and brown-black in color which provides evidence of the formation of a transfer layer. The color of this layer demonstrates the presence of magnetite particles in the tribo-film. This transferred layer which adheres the worn surface of the pin is characteristic of an adhesive wear mechanism. However, when sliding against 1 wt% Fe3O4NPs-UHMWPE biocomposite (Figure 9(b)) there is absence of this phenomenon.
Mechanical behavior
Since the biocomposite containing 1 wt% Fe3O4NPs revealed high wear resistance, it is useful to evaluate its mechanical behavior via a tensile test. Figure 10 shows the evolution of the stress–strain curves during tensile test of the neat UHMWPE and biocomposite at 1 wt% nanoparticles content. The obtained curves showed that the adding of 1 wt% of magnetite nanoparticles slightly decreased the tensile strength at yield point by about 2.3 % (from 34.3 MPa to 33.5 MPa) and about 4.2 % for the strength at break. Stress–strain curves of neat UHMWPE and 1 wt% Fe3O4NPs/UHMWPE biocomposite.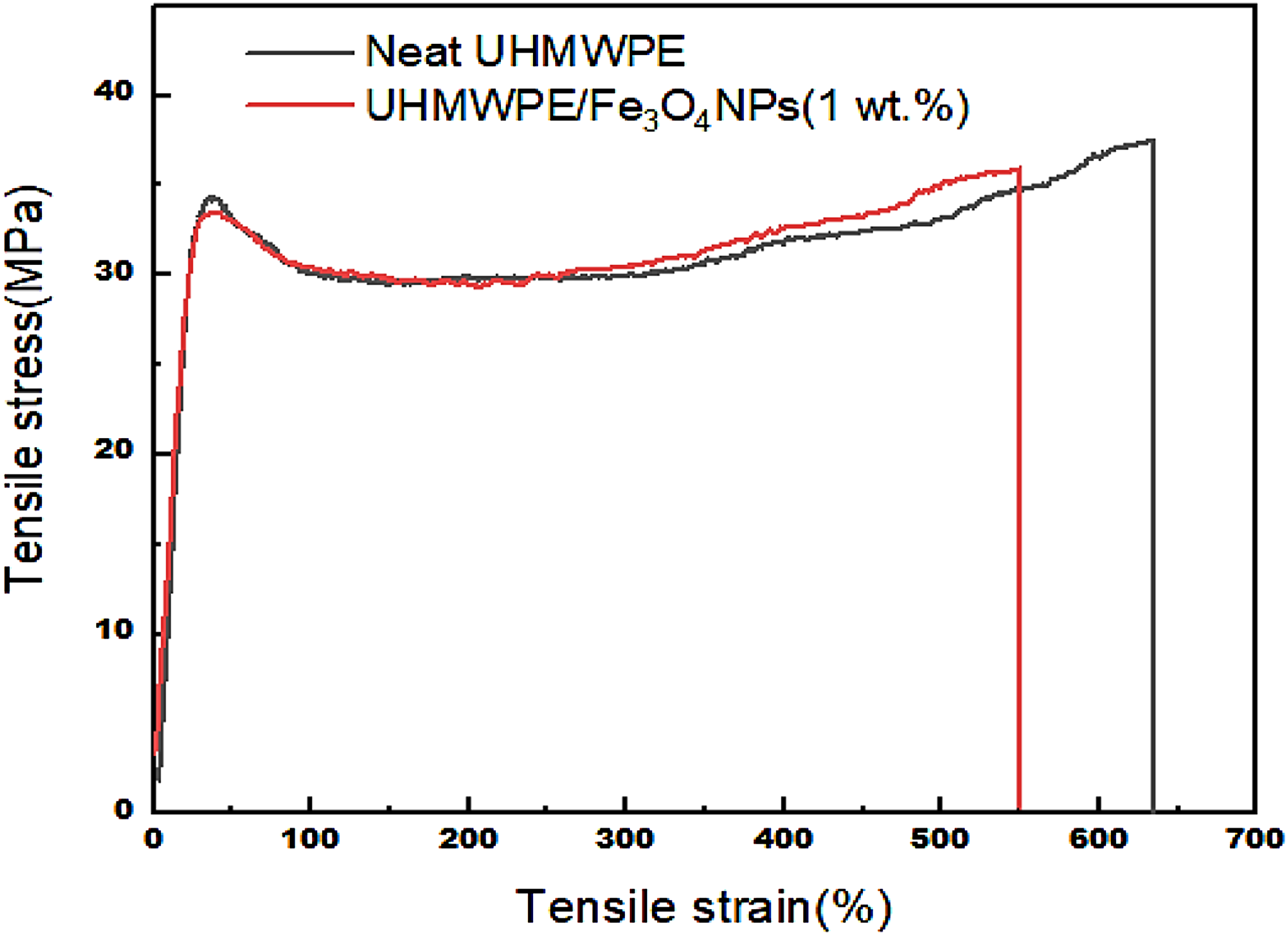
This steadiness in tensile strength despite the adding of bio-reinforcement seems to be explained by the excellent adhesion between Fe3O4 nanoparticles and UHMWPE matrix due to the superior total exchange surface area of such nanofillers at the interface with the biopolymer matrix. A reduction of 13% was recorded for the elongation at break. It is well known that the addition of a hard reinforcement enhances rigidity of the biocomposite but weakens its ductility and makes it more brittle. 53 Despite the rigidity of the magnetite nanoparticles (E = 175 MPa), 41 the biocomposite with 1 wt% Fe3O4NPs exhibited superior ductility with an elongation at break value εR = 550% which is higher than that required by the ISO 5834-2 standard (εR = 380%). 54 Indeed, this result is much higher than that of HA (20 vol%) / UHMWPE. 55
Conclusions
The reinforcement of UHMWPE with magnetite nanoparticles revealed very good results in terms of increased wear resistance and consequently the reduction of wear debris which remains a challenge to overcome until today. The main following results were retained: - Use of 1 wt% Fe3O4 NPs has increased the hardness of the UHMWPE bio-composite reaching a value of 147 HRR compared to that of unreinforced UHMWPE (around 77 HRR). - UHMWPE/Fe3O4 NPs (1 wt%) biocomposite showed a decrease of the wear rate by 55%. - Analysis of the mechanical behavior by the tensile test shows that the addition of Fe3O4 NPs did not alter the ductility of the biocomposite.
Based on this study, UHMWPE/Fe3O4 NPs biocomposites seem to be an interesting candidate for acetabular cup materials in total hip replacement. In addition, the magnetic behavior of Fe3O4NPs can help finding the site of wear debris and consequently help guiding them towards less sensitive areas of the body in order to extract them, for example. Also, Fe3O4NPs can be loaded with specific osteoporosis drugs like bisphosphonate which inhibit osteoclasts or with precise lubricant filler which will minimize friction between the components of the total hip prosthesis. Finally, the obtained results are opening; additional in vitro and in vivo are required to understand the exact actions of this nanofiller.
Footnotes
Acknowledgements
A special thanks to Mrs. Célestine Didier, from C2F Implants Company for her great cooperation.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work supported by the Ministry of Higher Education and Scientific Research – Tunisia.