
Abstract
Recycled high density polyethylene (rHDPE) has found increasing use in various applications due to its low cost and abundant availability. However, it possesses low mechanical properties and inferior flame resistance. This work uses the approach of adding a low-cost additive (perlite) into the rHDPE to improve those properties and studies the mechanical behaviors and fire resistance of the perlite filled rHDPE composites while still maintaining low cost. Composites with different ratios of perlite to rHDPE (neat rHDPE, 1:10 perlite/rHDPE ratio; and 2:10 perlite/rHDPE ratio) were produced through twin extrusion process and compression molding processes. The composites were tested in their performance in tension and flexure as well as flame resistance. The testing results showed that the tensile modulus increased from 0.89 (neat rHDPE) to 1.14 GPa (composite with 2:10 perlite/rHDPE ratio), while the tensile strength showed a slight increase as well. The flexural modulus of the composite increased by approximately 37.5% with the addition of perlite. However, the impact resistance decreases with increasing perlite amount added in the rHDPE. Finally, the flame resistance was found to increase by around 20% with the incorporation of perlite. These findings suggest that perlite is a promising cost-effective additive material for enhancing the tensile and flexural properties and flame retardancy of rHDPE.
Introduction
More and more plastics are being recycled and reused because of the apparent environmental and economic benefits. Recycling of plastics allows reducing plastic waste sent to landfills and protecting the environment. Besides, recycled plastics have lower cost and help reduce the raw material cost for manufacturing new products. Plastics can be recycled through different approaches. The most common recycling approach is the mechanical recycling method that involves a series of operations such as crushing, washing, and sorting. It is the most efficient and effective method to turn regular plastic waste into new materials.1–3 Various plastics, including high density polyethylene (HDPE), have been recycled using this approach.
The low mechanical properties and the high flammability of recycled plastics have limited their use. Researchers have been using different ways to improve the mechanical properties and flame resistance of plastics. Adding additives has been a common method to lower the material cost and also improve the properties and flammability of the recycled plastics, especially for the recycled plastics that can experience more polymer chain breakage through a thermo-radical process, decrease of molecular weights and reduction in both mechanical and strength and fire resistance properties. 4 Flame resistance is an important property of HDPE, especially those used in applications where fire safety is a concern. By incorporating additive materials, these properties can be enhanced, and recycled plastics may exhibit properties similar to those of neat plastics. 5 According to research work done by Harrison et al., 6 Khozemy et al., 7 Mahmoud et al., 8 and Abdo et al., 9 it is possible to enhance the mechanical and physical properties of HDPE by adding additives such as boron nitride, Al2OH3, clay, PbO, and lead oxides.6–9 The composite developed in these studies have several beneficial characteristics, including improved mechanical properties, high effectiveness in blocking ionizing radiation, and good thermal stability. For example, Increasing the content of bulk PbO or PbO-NPs up to 40 wt% increased the yield stress of the composite sheets. Adding Al2O3 nanofillers up to 6.0% improved the elastic modulus of the composite sheets, resulting in a 229% increase from the neat HDPE. Incorporating Al2O3 into plastics also improved the thermal stability of the composite. 8
The relatively high cost of the abovementioned additive materials has been a concern to find more common applications. On the other hand, perlite is an abundant mineral originally from glassy volcanic rock. Perlite has a variety of uses, including as a lightweight aggregate in construction and horticulture, as well as in insulation and filtration. Additionally, perlite is often used as a fireproofing and soundproofing material in construction, as it has excellent insulation properties and can resist high temperatures. 10 The resulting material has a lower bulk density is 110 kg/m3. Perlite is also a material that has low cost due to its abundance and easy availability. Perlite has a low cost because of its abundance. For example, in 2018, processed crude perlite had an average unit value of $71 per metric ton, while the price of HDPE was $910/ton by the end of that year. Unlike HDPE, which is dependent on petroleum prices, perlite is an abundant resource that can be easily mined and therefore has a more standardized pricing policy.11,12 Combining perlite with rHDPE decreases its cost because perlite has a lower cost than HDPE besides other benefits such as increase of elastic modulus and strength of HDPE with addition of perlite particles.13,14
Although work has been done with perlite filled HDPE composite, previous studies were limited to the use of perlite in virgin HDPE and no work has been found in recycled HDPE (rHDPE). This research aims to investigate the processing-structure-property relationship of rHDPE and perlite composites, which could improve their suitability in various applications. The aim of this paper is to investigate the effect of perlite content on the processing, thermal, mechanical, and flammability properties of recycled rHDPE composites filled with perlite. Perlite filled rHDPE composites with different perlite to rHDPE ratio were molded and their mechanical properties and flame resistance were determined.
Materials and Methods
Recycled post-consumer milk and bleach bottles made of HDPE were collected and cleaned. Those HDPE bottles have a recycling symbol “2” labeled at the bottom of the bottle. The bottles were shredded and Figure 1 shows HDPE pellets with a size ranging from 5 mm to 15 mm after shredding. (a) Recycled postconsumer HDPE products (milk and bleach bottle) for shredding; (b) rHDPE after shredding. HPDE: high density polyethylene; rHPDE: recycled high density polyethylene.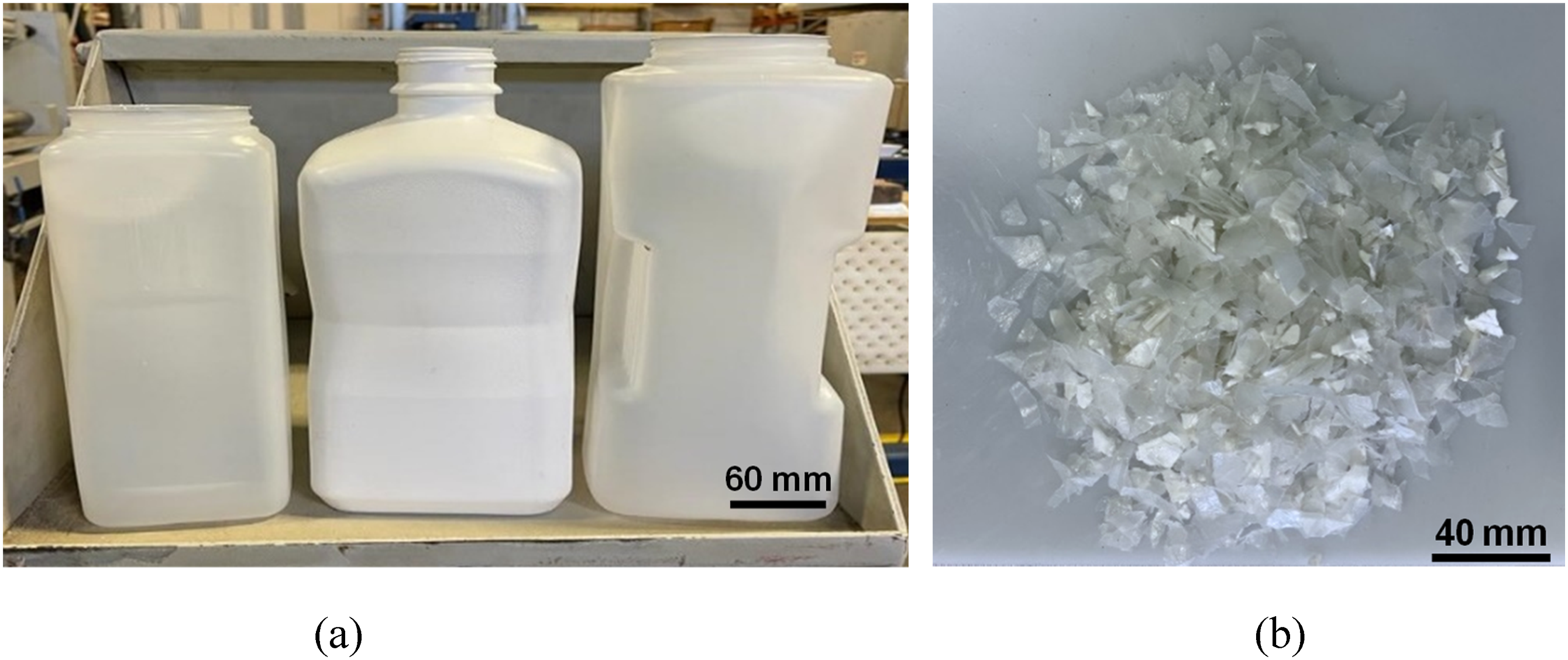
Perlite mineral is comprised of various oxides and water. The oxides in perlite typically includes 72% silicon oxide, 13% aluminum oxide, 1.2% iron oxide, 4.2% potassium oxide, 3.5 calcium oxide, and some other oxides (Magnesium Oxides, Titanium Oxides, etc.). 15 Raw perlite expands when heated above 870°C as the water within the perlite turns into steam. This steam forms bubbles, causing the perlite to expand. As a result, perlite can expand up to 20 times its initial volume, resulting in a froth-like structure. The resulting expanded perlite has a lower bulk density between 40–110 kg/m3. 10
In this research perlite particles were obtained by grinding expanded perlite minerals originally used for agricultural purposes into smaller pieces and sifting them with 625 mesh (20 microns). The as-received perlite, perlite after grinding, and perlite after sifting are shown in Figure 2. Sifted perlite was used to compound with rHDPE. (a) As-received, ground, and sifted (mesh size 625) perlite particles. The sifted perlite particles were used to compound with rHDPE; (b) scanning electron microscopic image of the sifted perlite. rHPDE: recycled high density polyethylene.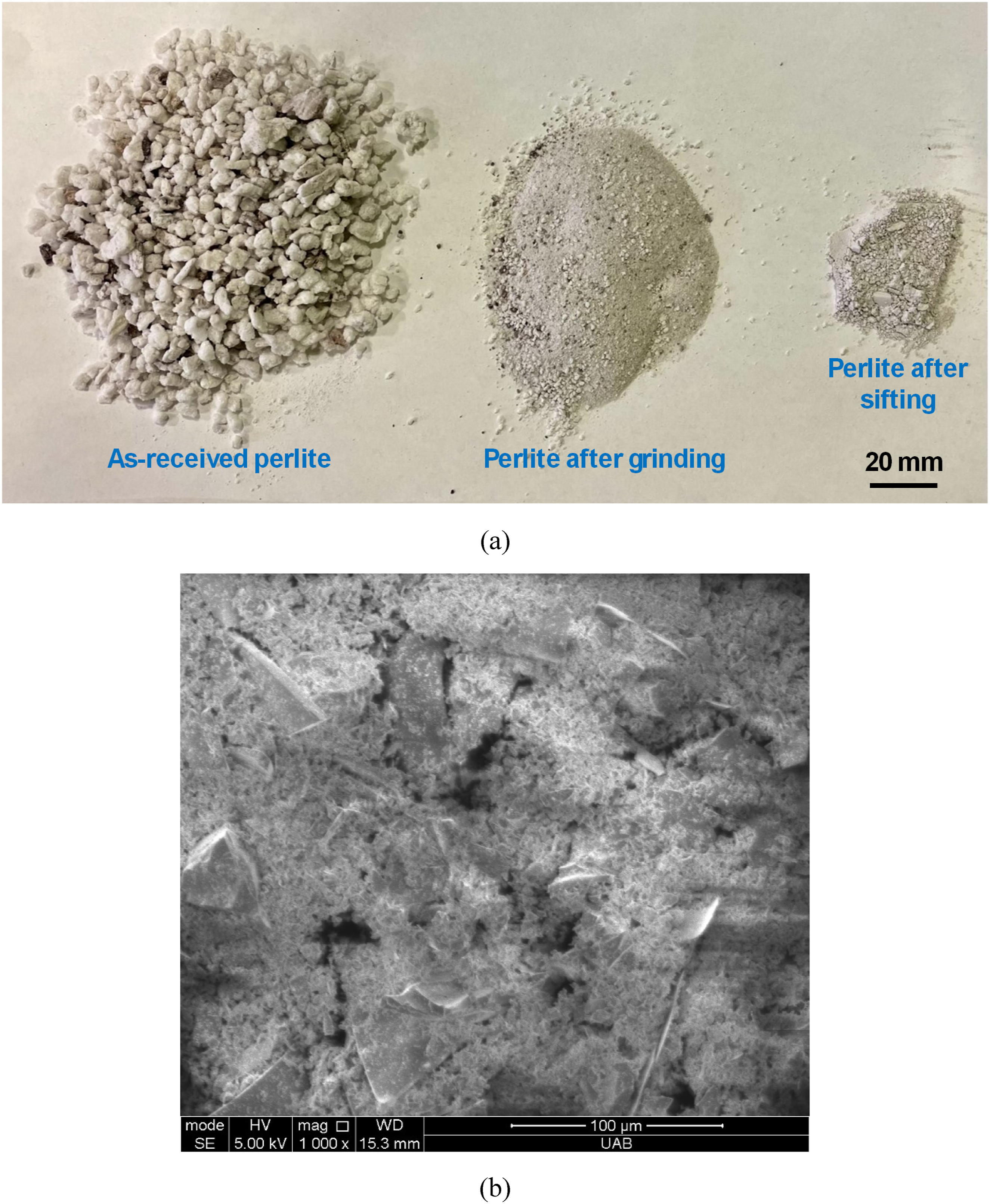
The SEM image in Figure 2(b) reveals that perlite particles after sifting exhibit an irregular, flaky, and fragmented morphology. Perlite flakes appear fragmented with aspect ratios reaching up to 4:1, while smaller and more equiaxed perlite particles have aspect ratio of around 1:1. The perlite flakes range in size from approximately 50 µm to 100 µm and finer perlite particles have a size smaller than 10 µm.
A twin-screw extruder process was used in this work to compound the perlite with rHDPE. It is a commonly used method to manufacture composite materials that contain small particles, which can improve the performance of the composite and can be effectively wet mixed with perlite particles to create a composite material with improved thermal, mechanical and flame retardant properties.
16
Twin-screw compounding with the incorporation of neat (Neat rHDPE), 1:10 perlite/rHDPE ratio (Sample 1:10), and 2:10 perlite/rHDPE ratio (Sample 2:10) was performed in a twin-screw extruder (Leistritz Group). rHDPE was fed into a port while perlite was fed into the barrel through another port. The feed rates for both rHPDE and perlite were calibrated to ensure the perlite to rHDPE ratios to be 1:10 and 2:10. Figure 3(a) shows the extrusion setup to produce the composite filament (Figure 3(b)). Filaments with a higher perlite ratio appear darker in color. Finally, the filament was chopped into pellets (Figure 3(c)) before being fed into a single screw extruder for compression molding composite plates. (a) Twin screw extrusion process for producing neat rHDPE and perlite/rHDPE composite filaments; (b) neat rHDPE and perlite/rHDPE composite filaments (from left to right: neat rHDPE, 1:10 perlite/rHDPE ratio, and 2:10 perlite/rHDPE ratio); (c) pellets chopped from filaments for compression molding. HPDE: high density polyethylene; rHPDE: recycled high density polyethylene.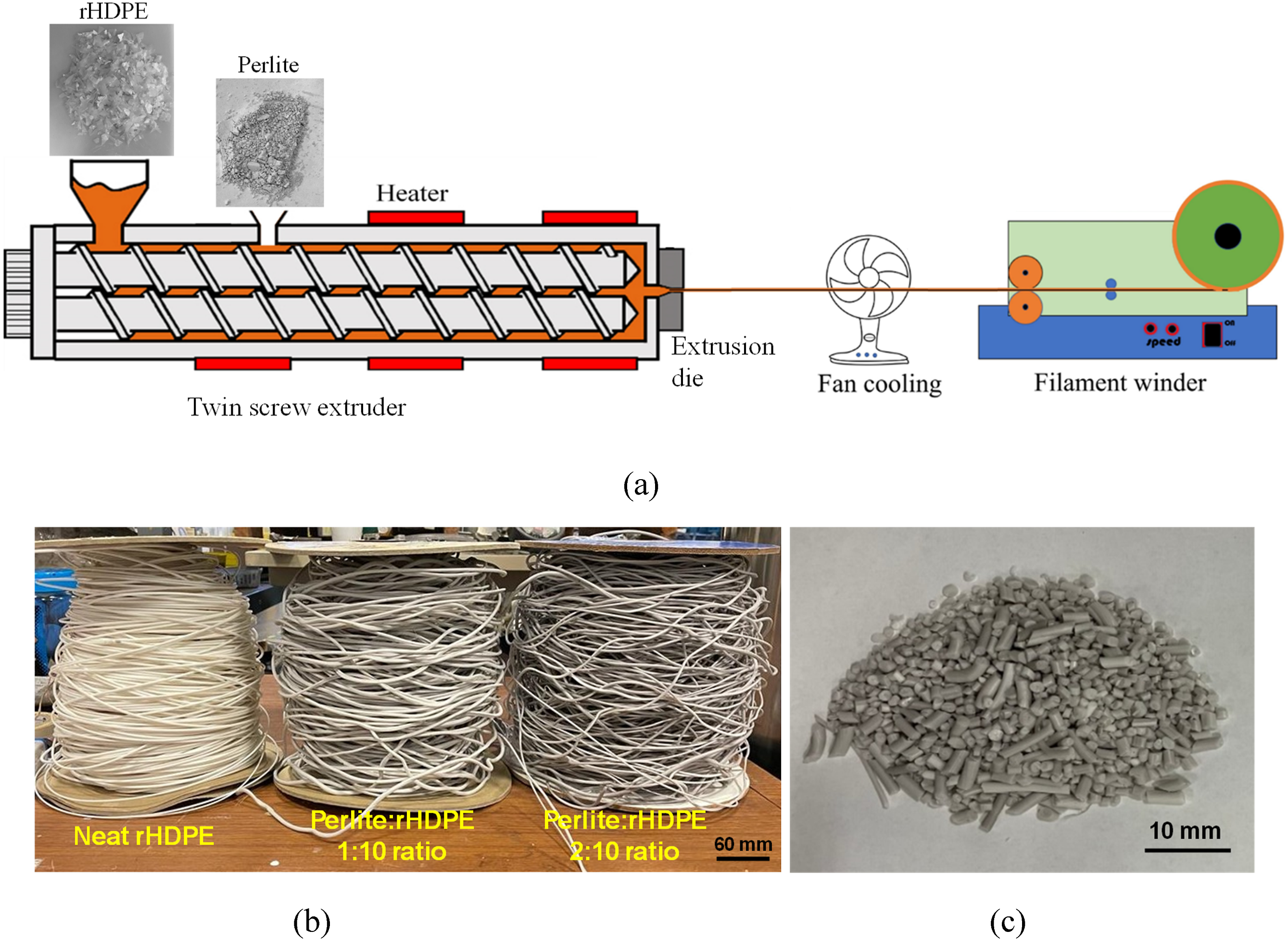
Compression molding
A compression mold with cavity dimensions of 152.4 × 152.4 mm (6 × 6”) was used to produce perlite/rHDPE composite plates as well as neat rHDPE plates for testing. The compression molding process has been explained in detail in other work.
17
The produced perlite/rHDPE and neat rHDPE plates are shown in Figure 4. Compression molded rHDPE plate, composite plate with perlite/rHDPE ratio of 1:10, and composite plate with perlite/rHDPE ratio of 2:10 (from left to right). rHPDE: recycled high density polyethylene.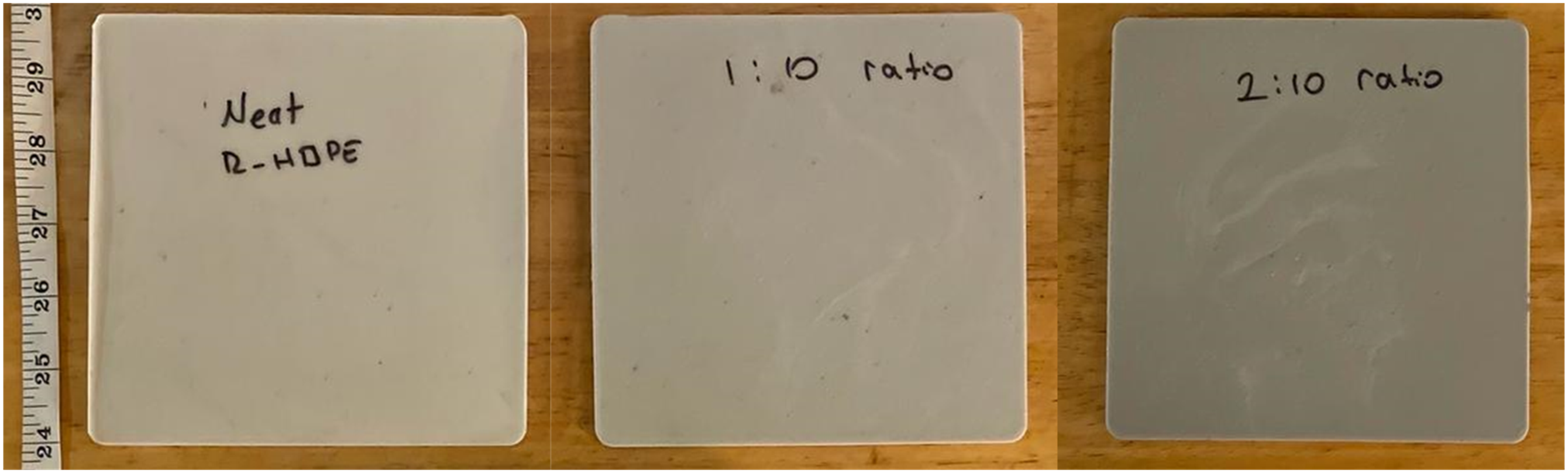
The density of each sample was determined using ASTM D792 - Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement. The main objective of the density observations was to investigate the effect of perlite particles on the density of rHDPE. Through the incorporation of perlite mineral particles into the rHDPE matrix, changes in composite density were observed. The measured densities are presented in a bar chart. Specifically, the density of neat rHDPE was measured at 0.90 g/cm3, while Samples 1:10 and 2:10 were measured to be 0.94 g/cm3 and 0.97 g/cm3, respectively. The incorporation of perlite particles into rHDPE resulted in an increase in overall density. This can be attributed to the relatively higher density of the perlite particles in comparison to the HDPE matrix, which led to an overall increase in composite density.
Results and discussion
Measurment of perlite content
A burnout test for each sample was conducted using ASTM D2584 - Standard Test Method for Determining the Ignition Loss of Cured Reinforced Resins to determine determine the concentration of perlite particles within the composite material. This test involves subjecting the composite to high temperatures, which causes the rHDPE particles to burn off, leaving behind the perlite particles. The residual mass after the burnout test can then be used to calculate the percentage of perlite particles in the composite. Three specimens of each composite material were prepared for this test (Figure 5). Mass loss percentage of neat rHDPE, composites with perlite/rHDPE ratio of 1:10, and ratio of 2:10. rHPDE: recycled high density polyethylene.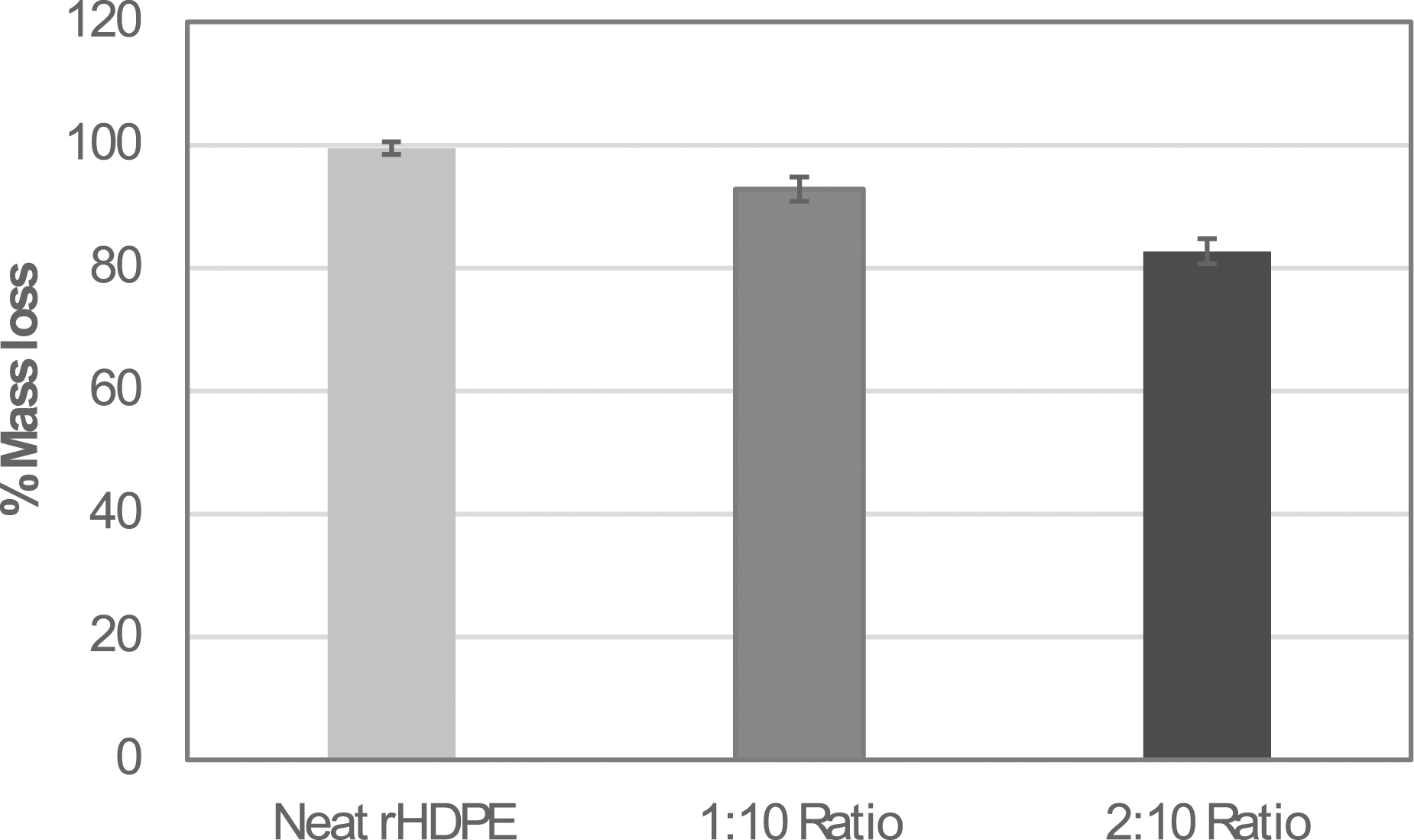
To conduct the burnout test, each composite sample was carefully positioned in an aluminum container and subjected to a controlled ignition process until only the perlite remained. The burnout was performed in a furnace at a temperature of 565°C, with the samples being held at this temperature for a period of 2 h. Following this, the samples were cooled to room temperature in ambient air, after which their weight was measured. By dividing the final mass (perlite only) by the initial mass (perlite and rHDPE) of each sample, the percentage mass loss was calculated and compared (Figure 5). The burning off results showed that rHDPE underwent a weight loss of almost 100% under the testing conditions. The addition of perlite at a nominal weight ratio of 1:10 resulted in a mass reduction of 92.8%, while a nominal weight ratio of 2:10 led to an 82.7% reduction in total mass. These findings were employed to determine the degree of crystallinity of the rHDPE. Based on those results, perlite mass percentages of 7.2% and 17.3% were calculated, respectively, for Sample 1:10 and Sample 2:10. Those percentages are close to the nominal 9.1% and 16.7%, respectively.
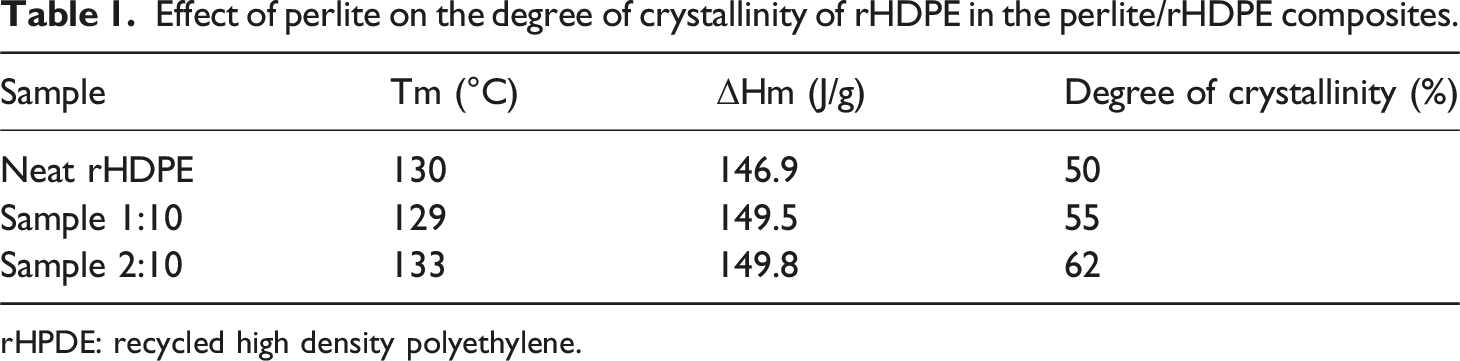
Effect of perlite content on degree of crystallinity
DSC was used to evaluate the thermal behavior of HDPE with the addition of perlite particles, helping to better understand how the addition of perlite particles affected the thermal properties of the composite material. Figure 6 shows the DSC results for neat rHDPE, the 1:10 ratio, and the 2:10 ratio. The analyzed parameters include melting point, degree of crystallinity, and onset melting temperature. Glass transition temperature could not be observed in any of the samples because glass transition temperature of HDPE is Superimposed heat flow for rHDPE, perlite/rHDPE composites with different perlite to rHDPE ratios. rHPDE: recycled high density polyethylene.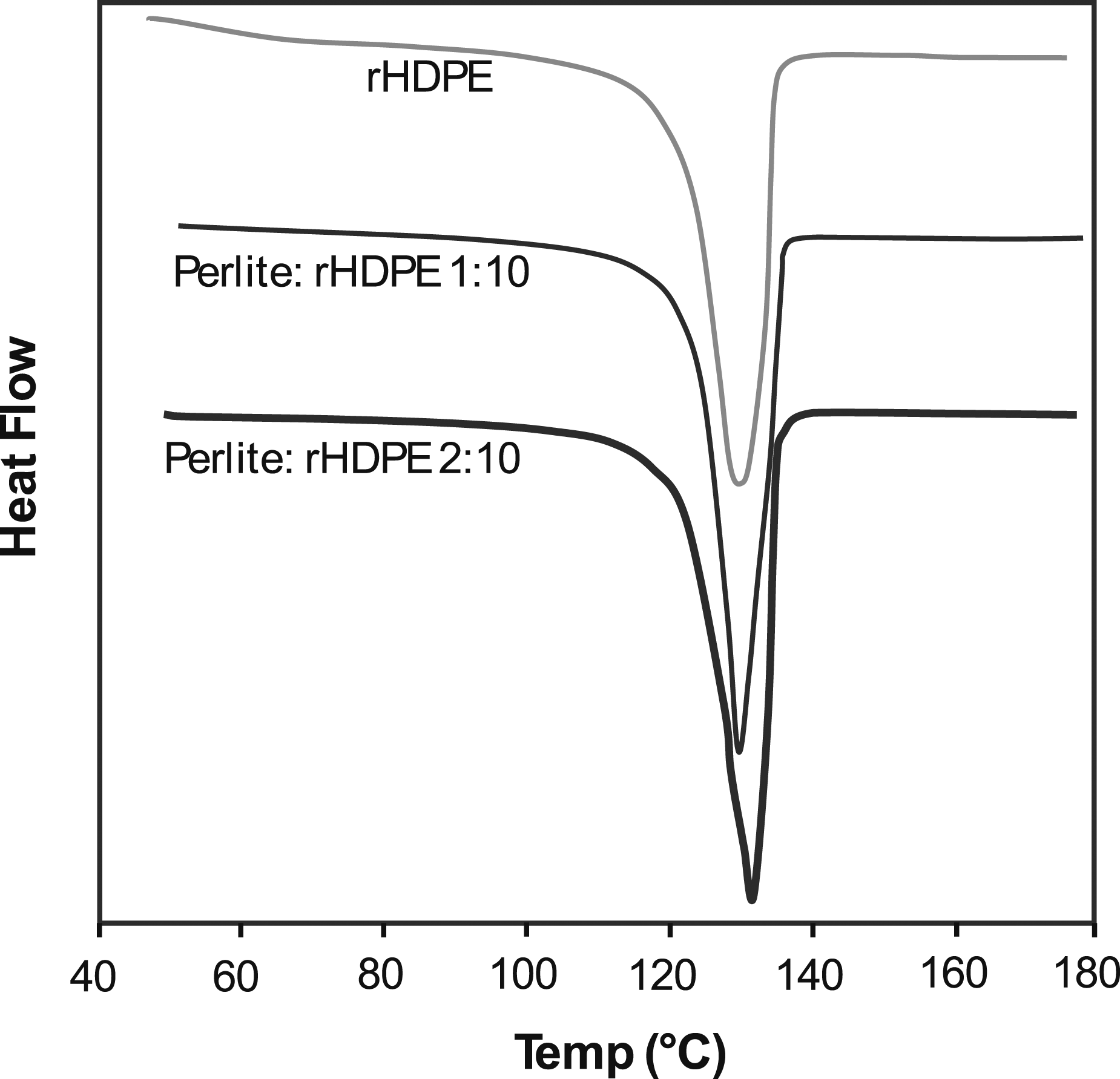
According to Tarani et al.,
19
the pure polymer’s degree of crystallinity is calculated by the equation (equation (1)) below.

The degrees of crystallinity for polymers reinforced with perlite are calculated using the following equation (equation (2)).

Effect of perlite on the degree of crystallinity of rHDPE in the perlite/rHDPE composites.
rHPDE: recycled high density polyethylene.
Effect of perlite content on tensile behaviors
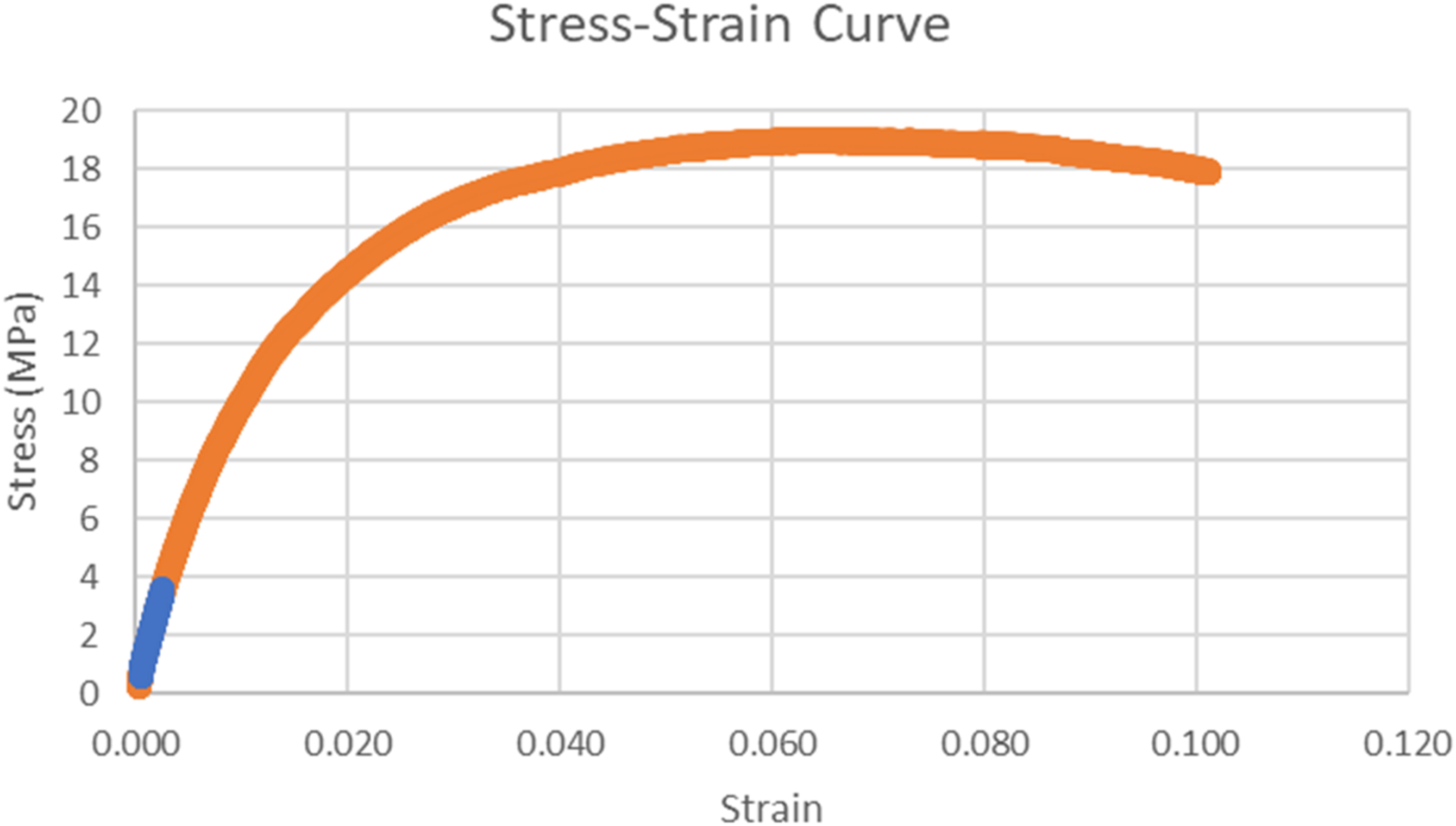
Tensile testing samples were prepared (Figure 7) in accordance with ASTM D638- Standard Test Method for Tensile Properties of Plastics, which outlines methods for evaluating the mechanical properties and tensile strength of polymers and polymer matrix composites. In this study, a total of 15 different specimens were analyzed, with 5 specimens tested for each set of conditions. Strain was measured using an extensometer, and the elastic modulus was calculated over a strain range of 0.001–0.003 mm/mm. After each specimen underwent necking and a drop in stress after reaching ultimate tensile stress, the testing was stopped. A representative stress-strain curve for the 2:10 ratio sample is illustrated in Figure 8, with the blue line representing the strain values ranging from 0.001 to 0.003 mm/mm. This approach allowed for the determination of the tensile properties and provided a comprehensive understanding of the mechanical behavior under the given experimental conditions. The utilization of a sufficient number of samples ensured the reliability and reproducibility of the obtained results, which are crucial for the development of new materials with desired mechanical properties. Tensile testing samples prepared from neat rHDPE, composites with perlite/rHDPE ratios of 1:10 and 2:10. rHPDE: recycled high density polyethylene. A typical stress-strain curve (orange) of Sample 2:10 and the segment of data (blue) used for calculating its tensile modulus.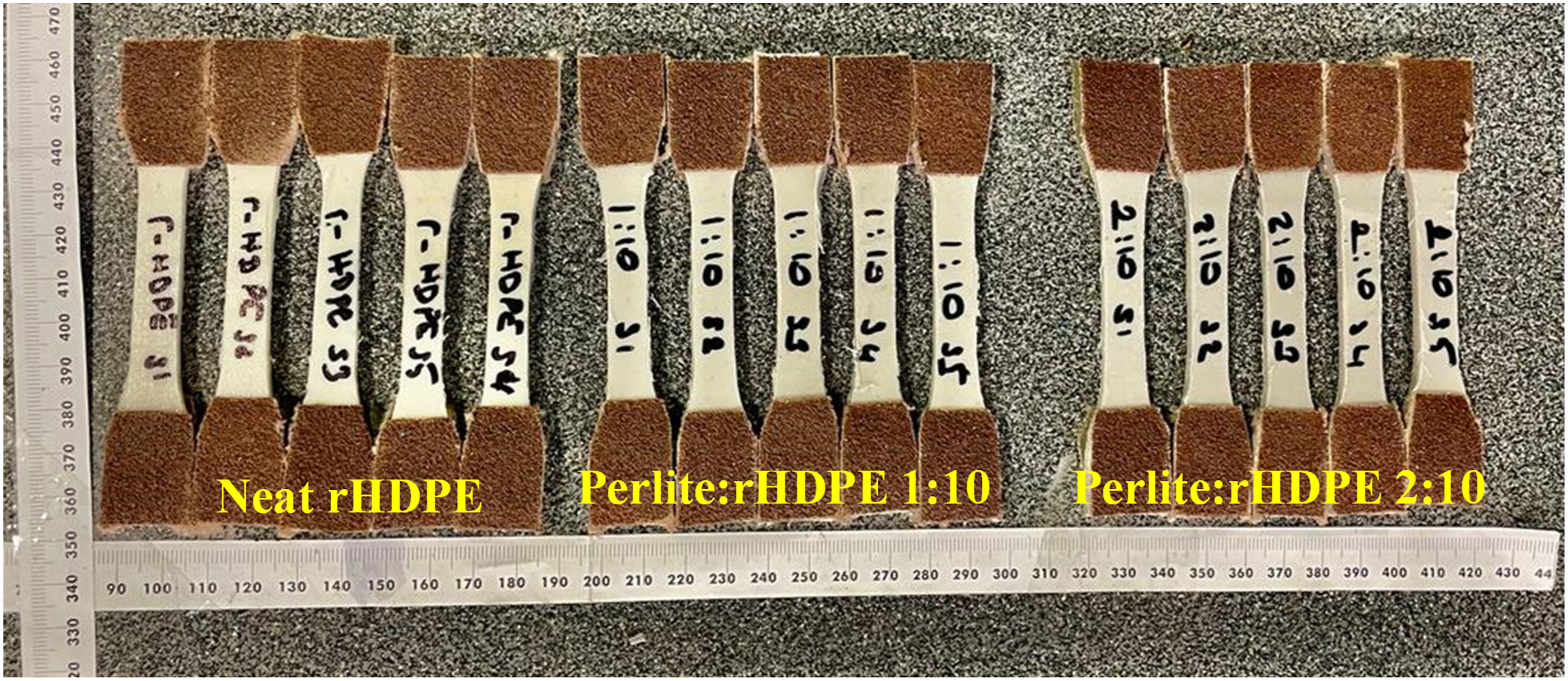
The present study investigated the effect of incorporating perlite as an additive into rHDPE on the material’s mechanical properties. The neat rHDPE had a recorded elastic modulus of 0.89 GPa. Interestingly, the introduction of perlite into the rHDPE matrix at ratios of 1:10 and 2:10 resulted in a significant enhancement of the material’s elastic modulus, with improvements of 10% and 29%, respectively, measured as 0.98 GPa and 1.14 GPa (Figure 9). Average elastic modulus of the neat rHDPE sample, Sample 1:10, and Sample 2:10. rHPDE: recycled high density polyethylene.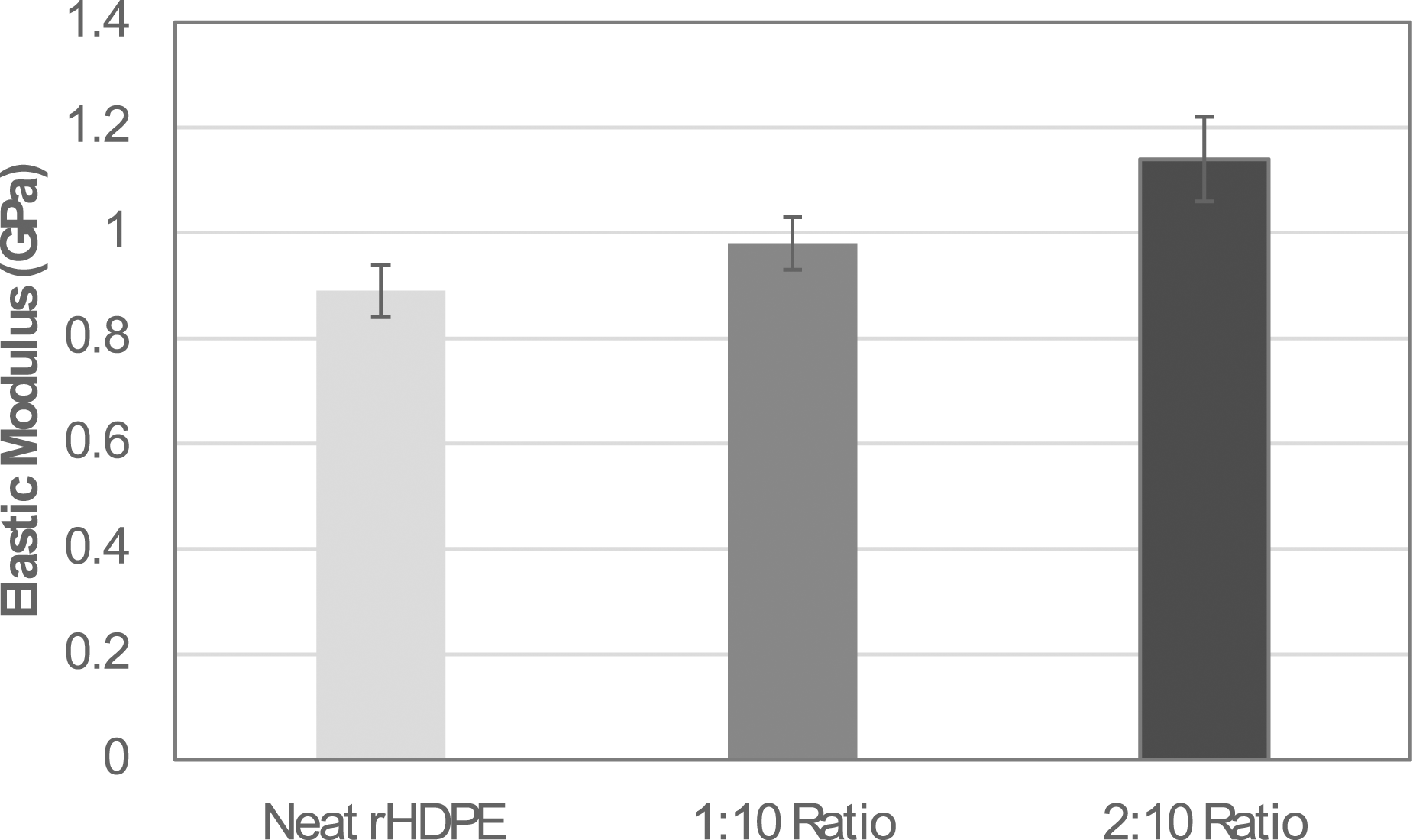
The addition of perlite can be considered as a reinforcing agent that enhances the mechanical properties of the rHDPE composite. Based on the results of the study, it was found that the elastic modulus of perlite was higher than that of rHDPE. Consequently, the addition of perlite particles to HDPE in a composite material resulted in an increase in the elastic modulus of the rHDPE.
Moreover, it was observed that the addition of perlite also led to a slight increase in the average ultimate tensile strength of the composite material. Specifically, neat rHDPE showed an ultimate tensile strength of 16.9 MPa, while the addition of perlite at a 1:10 ratio resulted in a slight increase (2% increase), with an ultimate tensile strength of 17.2 MPa. Similarly, the 2:10 ratio of perlite to rHDPE demonstrated an even greater improvement in ultimate tensile strength, with an 8% increase compared to neat rHDPE, resulting in an ultimate tensile strength of 18.3 MPa (Figure 10). The incorporation of perlite into the rHDPE matrix not only enhances its elastic modulus, but also slightly improves its ultimate tensile strength. Effect of perlite content on the ultimate tensile strength of the neat rHDPE sample, Sample 1:10, and Sample 2:10. rHPDE: recycled high density polyethylene.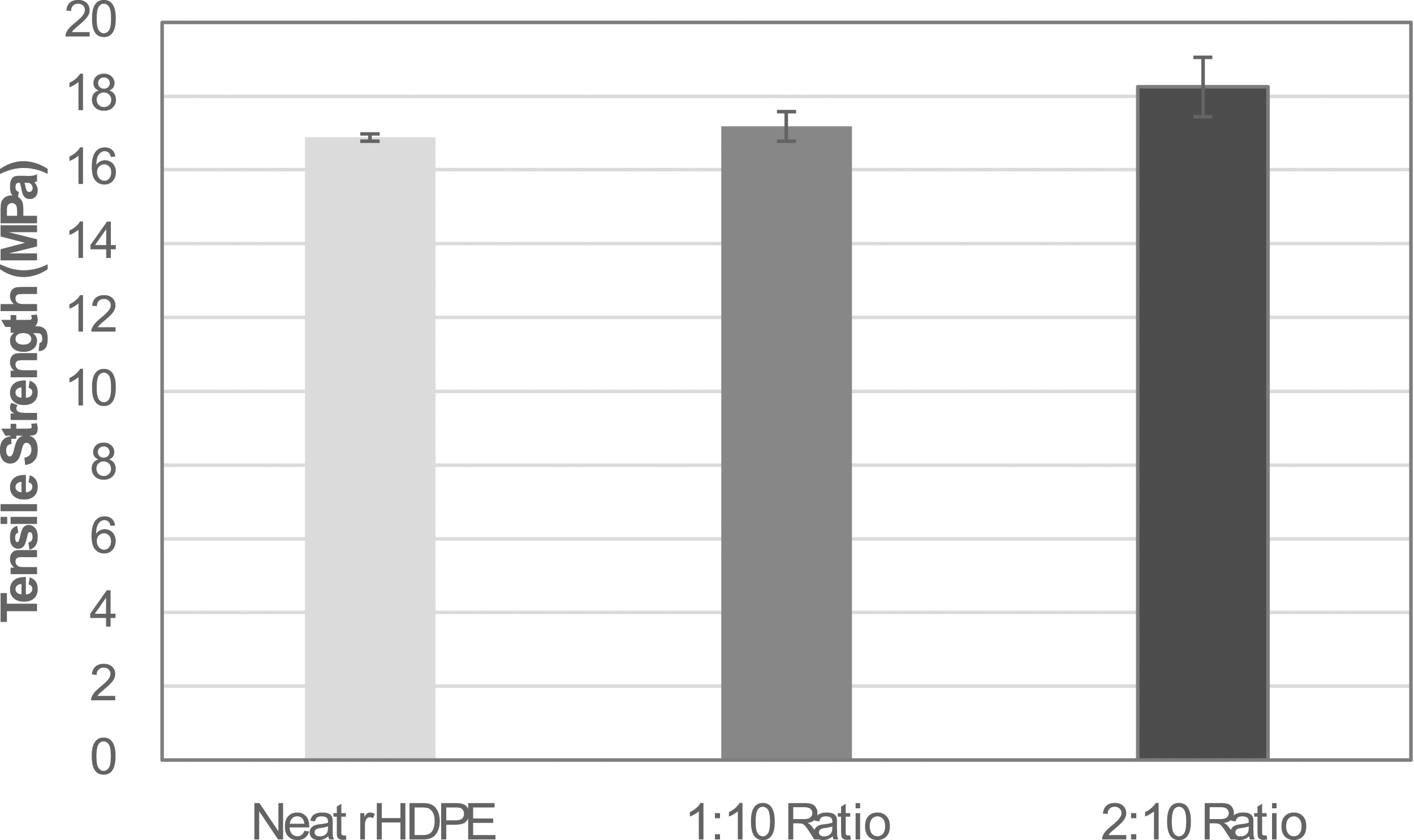
Effect of perlite content on flexural behaviors
The flexural test prescribed by ASTM D790 - Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials, is a widely used method to evaluate the flexural strength of plastic materials and composites. Flexural strength is a critical property that indicates the ability of a material to withstand cracking or breaking under bending stress. This study aimed to investigate the flexural strength and modulus of rHDPE by conducting tests on 15 different specimens, with 5 specimens per material group. The results of these tests were subsequently analyzed and presented in Figures 11 and 12. Comparison of flexural strength of neat rHDPE and perlite/rHDPE composite samples showing that the flexural strength increases with perlite content. rHPDE: recycled high density polyethylene. Increase of flexural modulus of neat rHDPE and perlite/rHDPE composite samples with increasing perlite content. rHPDE: recycled high density polyethylene.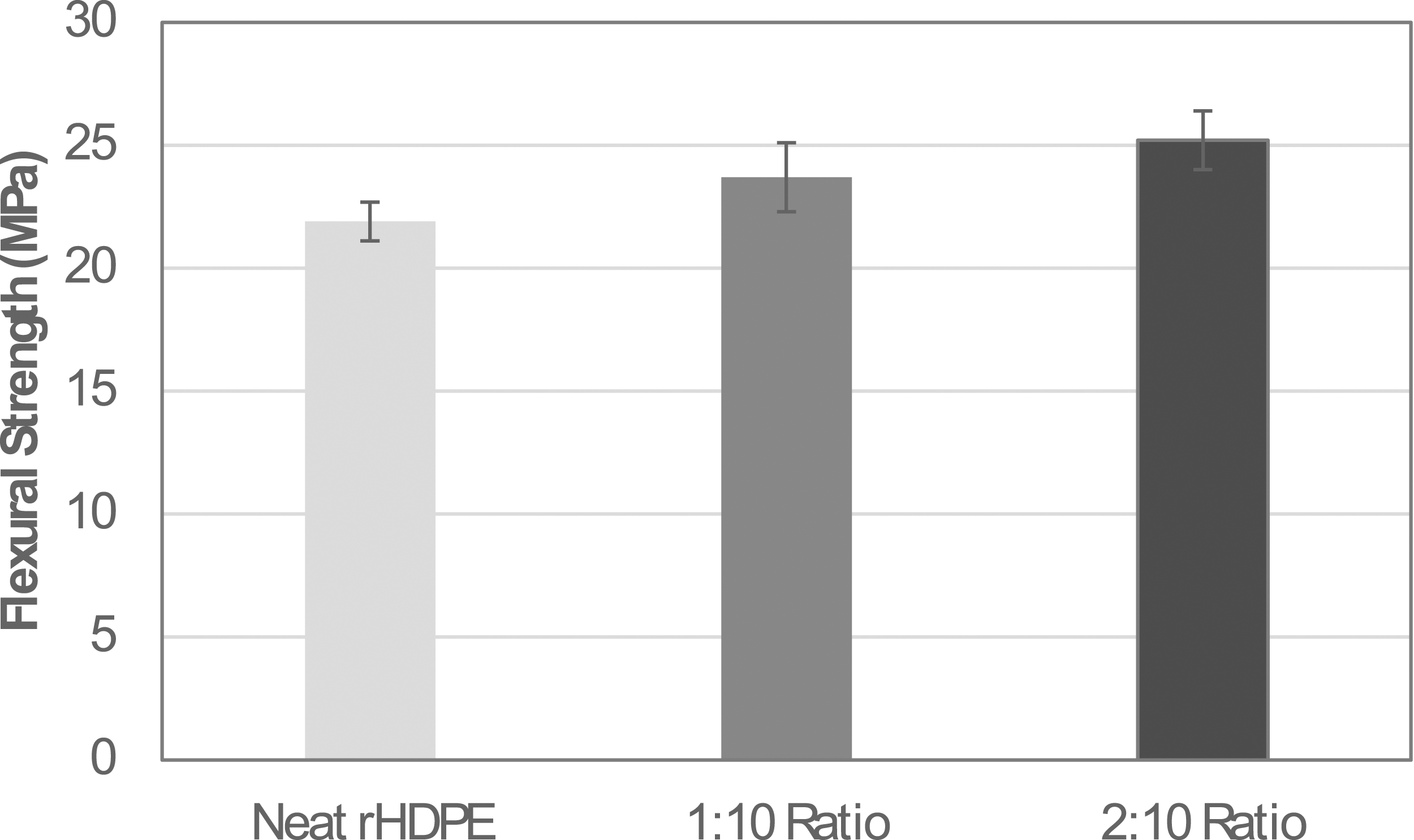
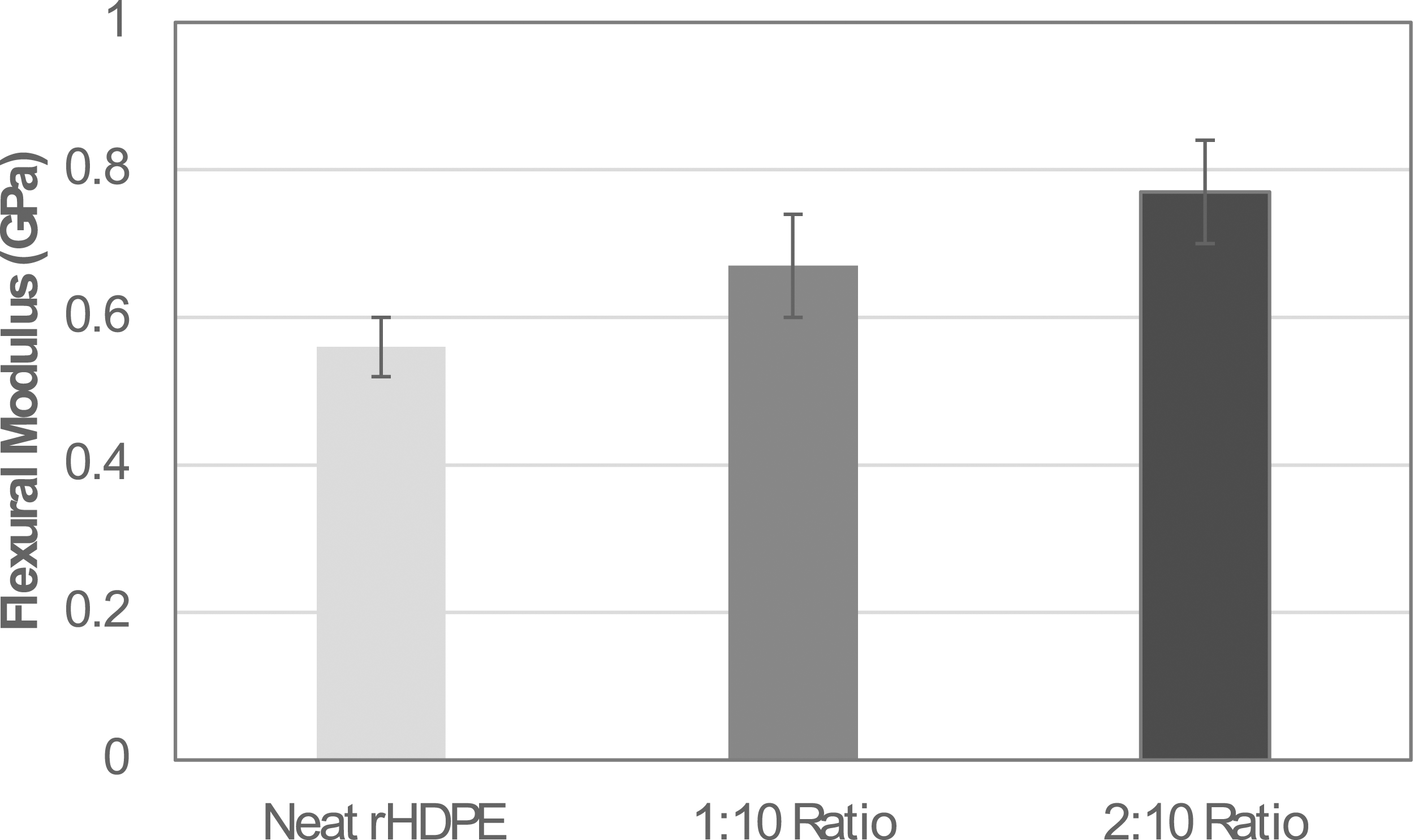
The study showed that an increase of the perlite content in rHDPE led to a corresponding increase in both the average flexural strength and modulus. Perlite increased the flexural strength of rHDPE by 8% with a 1:10 ratio of perlite content, and by 15% with a 2:10 ratio. Specifically, the flexural strength values for rHDPE, 1:10, and 2:10 perlite/rHDPE ratio were 21.9, 23.7, and 25.2 MPa, respectively. On the other hand, significant improvements in flexural modulus were noted. The flexural modulus value of rHDPE was 0.56 GPa, which increased by approximately 20% for the 1:10 perlite/rHDPE ratio, (0.67 GPa), and by 37.5% for the 2:10 perlite/rHDPE ratio, with a value of 0.77 GPa.
The addition of perlite content in the HDPE matrix has been found to enhance the material’s resistance to deformation under bending stress, which is a critical mechanical property for composite materials used in various applications. These findings have significant implications for the development of sustainable and high-performance composite materials, as they demonstrate the potential to improve the mechanical properties of recycled plastics using low-cost and environmentally friendly additives such as perlite.
Scanning electron microscopy (SEM) is also used to analyze the surface of matrix and perlite composites to investigate the interfacial properties between the rHDPE matrix and the perlite reinforcement particles. Fractured samples from the flexural test were prepared and examined in an SEM (FEI Quanta 650). Figure 13 shows the SEM images of rHDPE, Sample 1:10, and Sample 2:10. SEM images of (a) rHDPE, (b)1:10 ratio; and (c) 2:10 ratio samples. rHPDE: recycled high density polyethylene.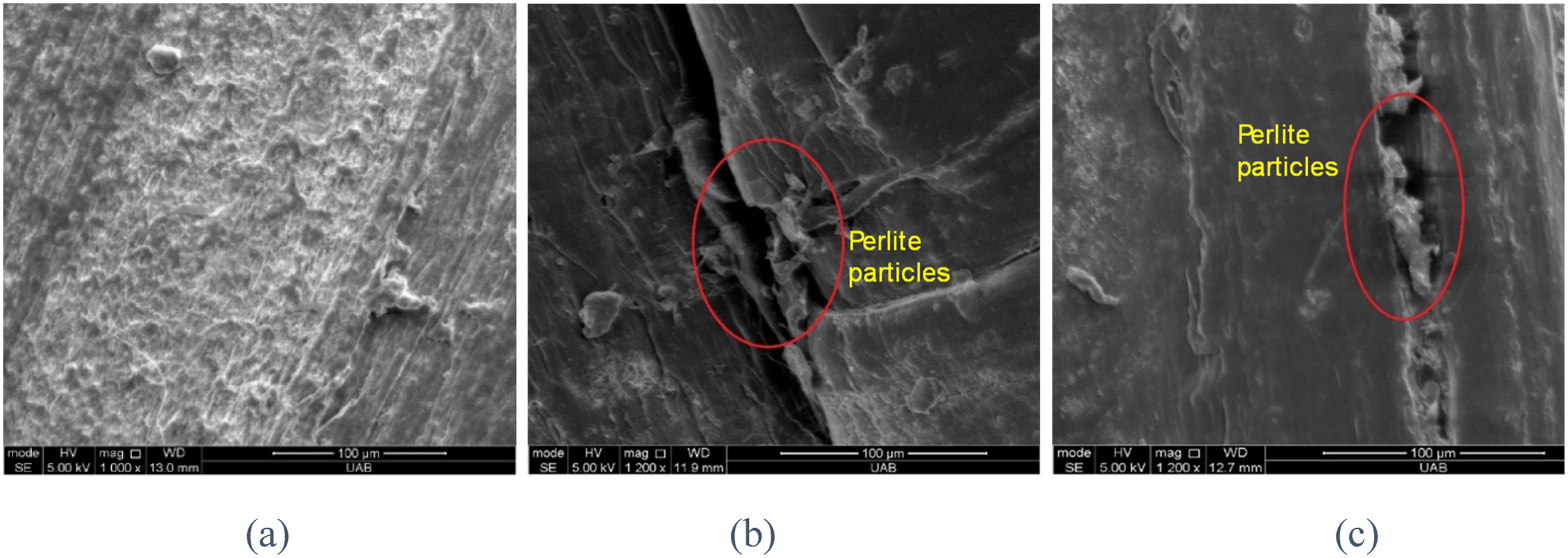
The surface of the rHDPE material exhibits voids with no visible signs of tearing while rHDPE/perlite composites have rough surface. This suggests that when perlite particles are added to rHDPE, the material’s impact fracture tends to be ductile and it has a low notch sensitivity, resulting in a relatively high impact fracture strength. SEM images reveal that as the concentration of perlite increases, obvious fracture was observed in regions where perlite is clumped. The clumped perlite particles can act as stress concentrators, leading to localized areas of high stress. If these stresses exceed the strength of the polymer matrix, the material may tear or fail at these points. The concentration of perlite at these fracture points is notably higher than the 1:10 ratio, particularly in the 2:10 ratio. An increase in perlite concentration results in an increase in the brittleness of the composite material, and a decrease in composite’s ductility. 24
Effect of perlite content on impact behaviors
To evaluate the impact resistance of rHDPE and composite materials, an impact test was conducted in accordance with the ASTM D256 - Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics, which is a standard test method for determining the impact resistance of plastics or composites using Izod pendulum. Specifically, fifteen specimens were tested, and five specimens were tested for each material variable. The specimens were notched in accordance with the ASTM standard, and the test results were recorded and analyzed.
Figure 14 illustrates the results of the impact test. The obtained results show that unfilled rHDPE possesses a superior impact resistance of 12.56 kJ/m2 when compared to its perlite-containing counterparts. Specifically, incorporation of perlite in a 1:10 and 2:10 ratio significantly reduces the impact resistance to 6.71 kJ/m2 and 3.35 kJ/m2, respectively. The primary factor contributing to reduced ductility, toughness, and impact resistance is the incorporation of perlite. Hence, perlite addition in rHDPE may compromise its impact performance, as it enhances its propensity to fracture under impact. Impact strength of neat rHDPE, Sample 1:10, and Sample 2:10. . rHPDE: recycled high density polyethylene.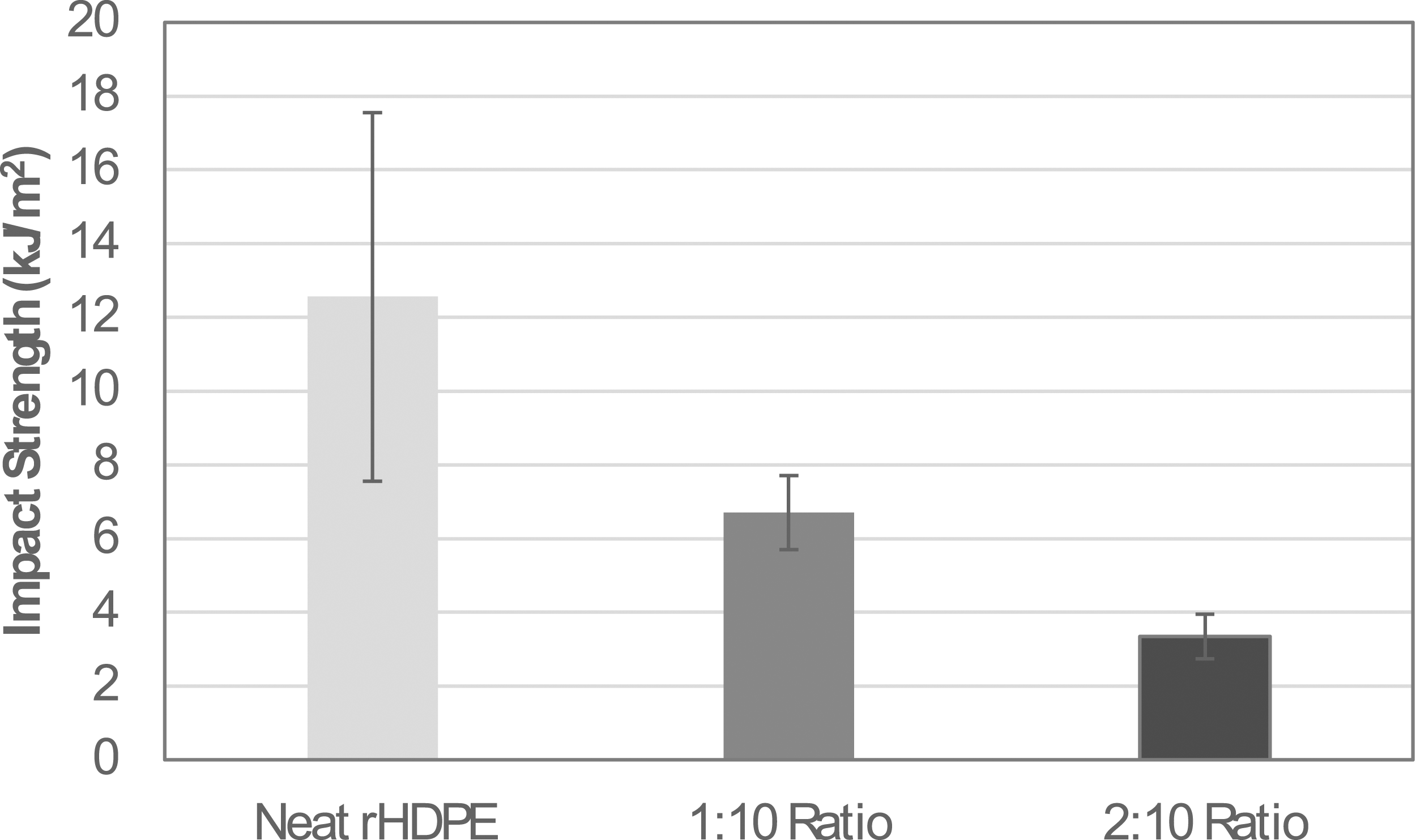
Effect of perlite content on flame resistance
In order to evaluate the effect of perlite content on the flammability of the composites, a standardized procedure ASTM D635 - Standard Test Method for Rate of Burning and/or Extent and Time of Burning of Plastics in a Horizontal Position, was followed. The flammability test was performed on four different specimens of each composite material, namely rHDPE, 1:10 ratio perlite-filled HDPE, and 2:10 ratio perlite-filled HDPE. The samples were prepared in accordance with the fixed designation, which specifies a length of 15 cm, a width of 1 cm, and a consistent thickness. To facilitate measurements, the samples were marked at 25 mm and 100 mm intervals.
To conduct the flammability test, the samples were placed horizontally and exposed to a gas flame producing a 20-mm-high blue flame at a 45-degree angle for a duration of 30 s. Figure 15 shows the fire testing setup. The time span for the flame to reach the marked points on the samples was measured and recorded. The time taken by the flame front to travel to the 25 mm mark was recorded in seconds, denoted by Flammability test sample and setup for evaluating the flame resistance of the perlite/rHDPE composites. rHPDE: recycled high density polyethylene.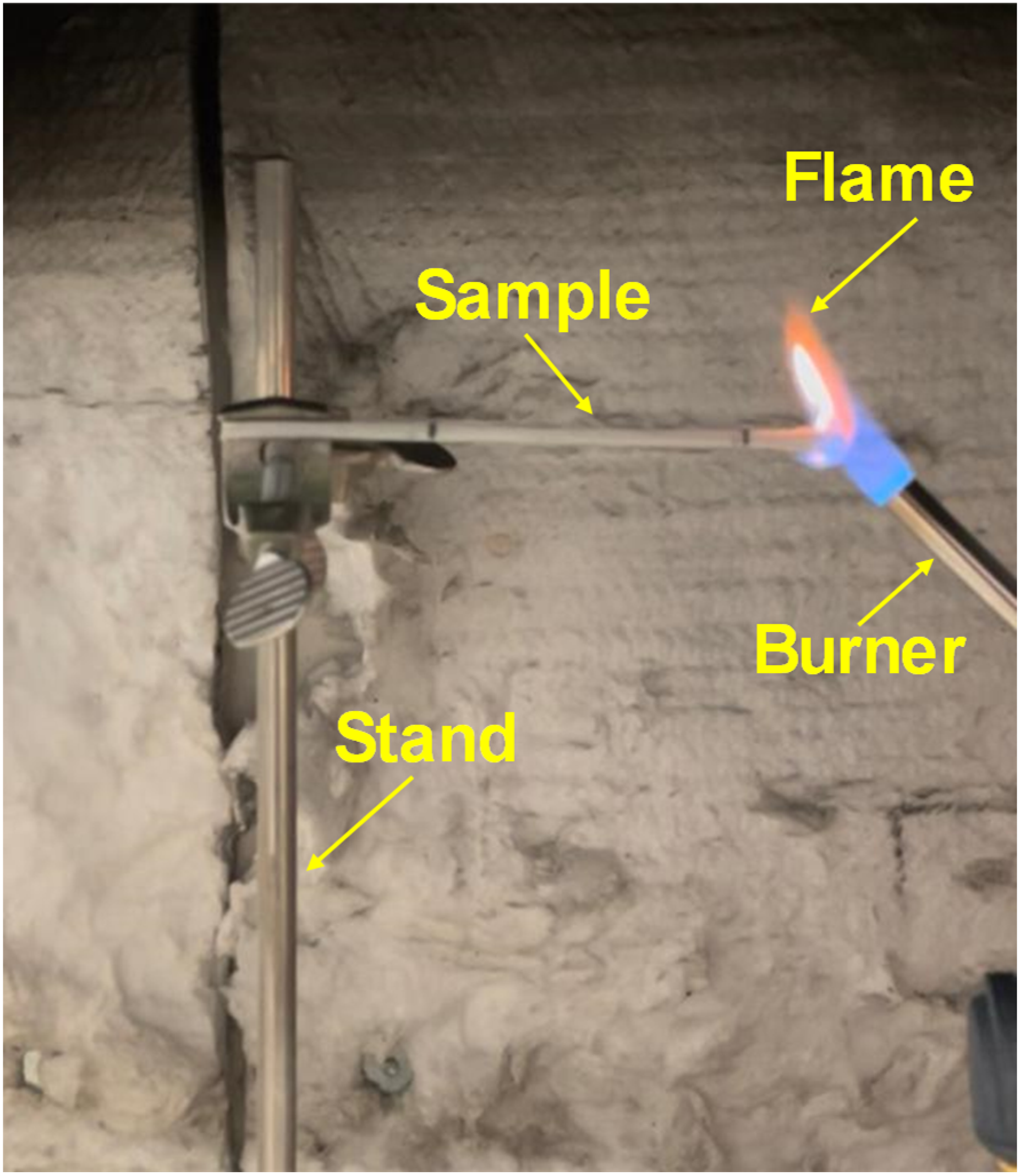
Flame test results for rHDPE, Sample 1:10 and Sample 2:10.
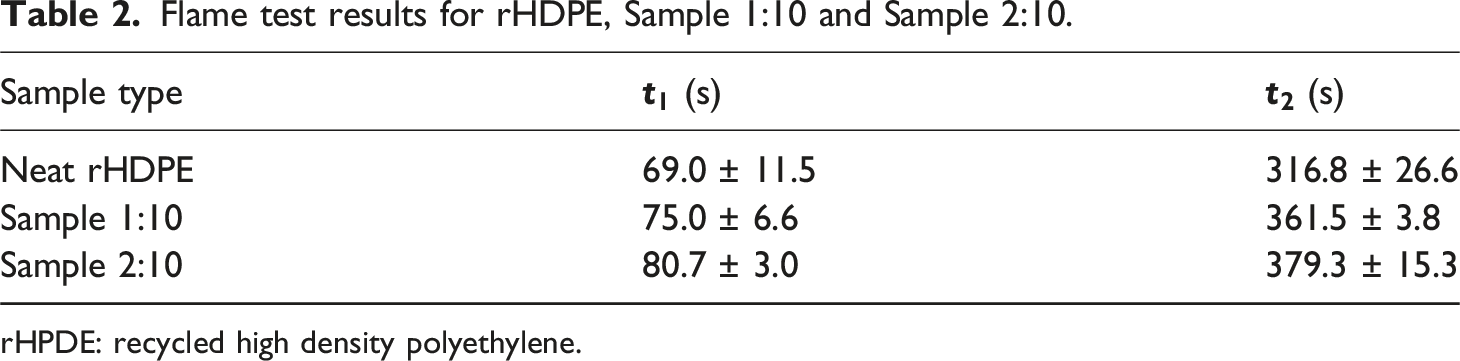
rHPDE: recycled high density polyethylene.
Furthermore, the inclusion of perlite particles in the composite materials probably contributed to a reduction in flame duration via different ways. Firstly, perlite particles decreased the total fuel amount of the composites. For instance, while all Neat rHDPE samples exhibited flammability, the 2:10 ratio composite contained 17.3% perlite, thereby reducing the total fuel amount to 82.7%. Secondly, they underwent endothermic decomposition, absorbing heat and thereby keeping the surrounding polymer cooler. Thirdly, they produced inert diluent gases that could decrease the critical concentration of free radicals required for self-sustaining flaming reactions. If this concentration dropped sufficiently, such as by the release of water or carbon dioxide, flame extinction would occur. Laslty, an inert layer accumulated on the surface of the decomposing polymer, shielding it from incoming radiation and acting as a barrier to oxygen, which can prevent fuel combustionand flammable pyrolysis products from reaching the gas phase. Additionally, it also prevented radiant heat from reaching the polymer. 25 Thus, the combination of heat absorption, barrier formation, and water vapor release provided by additives such as perlite can significantly enhance the flame retardancy of rHDPE.
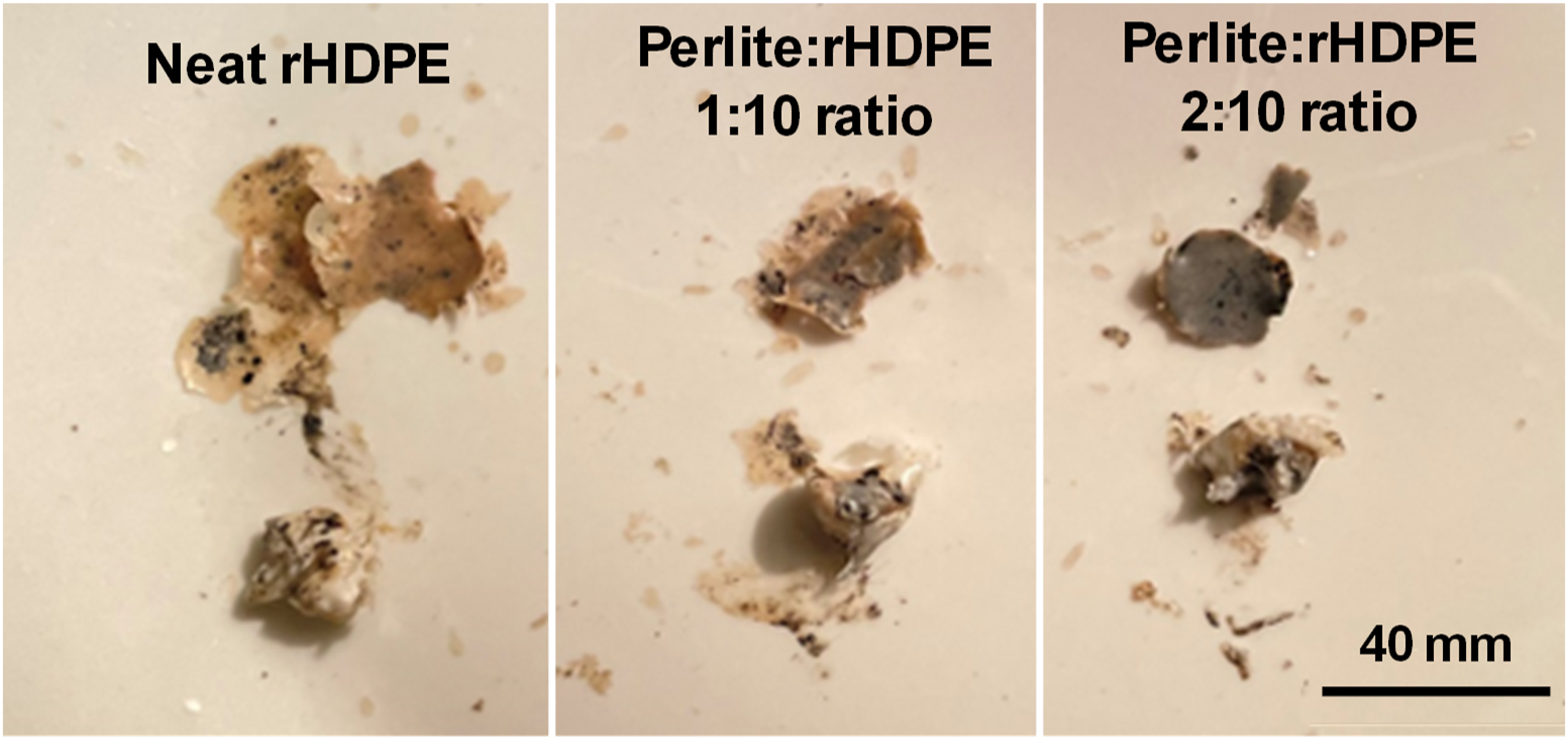
A noteworthy observation from the flammability test is the significant reduction in droplets produced by the composites containing perlite particles compared to the neat rHDPE. Specifically, the rHDPE generated a high number of droplets at a rate of 130 drops per minute, while the 1:10 and 2:10 ratio composites produced fewer droplets, with rates of 86 and 70 drops per minute, respectively. The reduced rate in droplet generation decreases the probability of fire spreading. Furthermore, an interesting behavior observed in the perlite-containing composites was the fizzling-out of the particles upon falling off the composite material during combustion, which was not observed in the neat rHDPE. Additionally, when the samples were burned, the flame from the neat rHDPE sample had a brighter and larger flame. Besides, flame color of rHDPE changes from yellow to red when flame reached the highest value (Figure 16). However, As the perlite content increased, the samples burned at a slower rate and exhibited less spread upon falling, indicating that it has less tendency to spread fire. Additionally, the color of the samples’ ash changed from yellow to black because of the perlite color (Figure 17). Comparison of flame color and height for (a) rHDPE, (b) composite with perlite/rHDPE ratio of 1:10 (c) composite with perlite/rHDPE ratio of 2:10 at the first marked line. rHPDE: recycled high density polyethylene. Comparison of the amount of dripping from burn test (from left to right: neat rHDPE, 1:10 ratio, and 2:10 ratio). rHPDE: recycled high density polyethylene.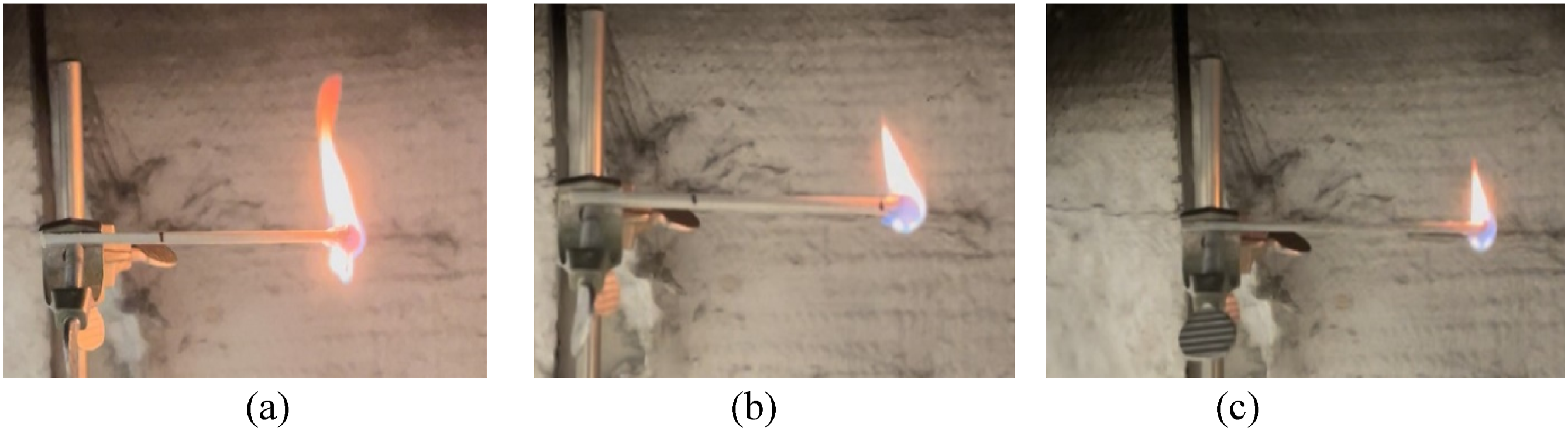
Conclusions
Perlite filled rHDPE composites with different perlite to rHDPE ratios were successfully developed through several steps, i.e., shredding of rHDPE, ball milling of perlite, sifting of perlite, compounding of perlite and rHDPE, and compression molding. The molded composites were tested and it was found that incorporating perlite content with different ratios into rHDPE considerably improved properties of the resulting composite material, such as the thermal property, flammability, tensile and flexural strength.
The study revealed that when 7.2% perlite (1:10 ratio) and 17.3% perlite (2:10 ratio) were added to rHDPE, a noteworthy rise in the degree of crystallinity, 10% and 24%, respectively, was observed in the composites. This increase was ascribed to the role of perlite particles as nucleation agents, which facilitated the development of a more organized and structured crystalline arrangement.
Additionally, the elastic modulus increased by 10% to 29% when 7.2% perlite and 17.3% perlite were added to rHDPE, which is explained by the higher elastic modulus of perlite compared to rHDPE, resulting in an increase in the total elastic modulus of the composite material. The flexural strength increased by 8% and 15% for the perlite/rHDPE 1:10 and perlite/rHDPE 2:10 composites, compared with neat rHDPE. Furthermore, the flexural modulus increased remarkably by 23% to 37.5% for perlite/rHDPE 1:10 and 17.3% perlite/rHDPE 2:10 composites compared with neat rHDPE.
The flammability test results indicate that the addition of perlite has been effective in increasing flame resistance of perlite/rHDPE composites. The flame resistance increases with increasing perlite content. The flame resistance of the composite materials increased by 9% and 17% with the addition of 7.2% perlite and 17.3% perlite compared with neat rHDPE. This increase in flame resistance is attributed to the perlite particles reducing the total fuel, absorbing heat, cooling the polymer, acting as a barrier to oxygen, and releasing water during the combustion process.
This study demonstrates the benefits of using perlite as a reinforcement material for rHDPE, as it has the potential to enhance its properties for use in various applications while also mitigating rHDPE pollution. The incorporation of perlite as a reinforcing agent further expands the potential application areas for rHDPE, promoting sustainable development and supporting environmentally conscious engineering practices. Overall, this research suggests that perlite is a promising filler material for recycled HDPE to improve its flexural and tensile properties while maintaining low cost. The same approach can be extended to other recycled plastic wastes.
Footnotes
Acknowledgments
Funding from Enerji ve Tabii Kaynaklar Bakanlığı was greatly appreciated.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Enerji ve Tabii Kaynaklar Bakanlığı.