
Abstract
In this study, we investigated the effect of several processing conditions on warpage in carbon-fibre/PEKK composites manufactured under non-isothermal conditions. A multi-level factorial design of experiments was employed to study the effect of process and design parameters on warpage. Analysis-of-variance was used to establish the significance of the main factors as contributors to warpage. The number of plies and consolidation pressure were the factors that contributed significantly to warpage. A regression model was used to predict the warpage of panels consolidated using aluminium tooling, giving a reasonably good prediction of less than 18% difference. A panel with variable thickness was also manufactured, based on the prior observations, pressure and lay-up configurations were successfully altered to reduce warpage. DSC results showed that the warpage of semi-crystalline PEKK composites consolidated under non-isothermal conditions is a result of a differential in shrinkage across the laminate, as the degree of crystallinity varied with temperature and consolidation pressure.
Introduction
Manufacturing composite structures with precise measurements as per the design has been an ongoing challenge in the aerospace and automotive industries due to the manufacturing process and the anisotropic nature of the material itself. 1 Thermosetting and thermoplastic composites are subjected to high-temperature cycles during processing in an autoclave or a hot press, which can lead to high residual stresses in the manufactured structures. Residual stresses are self-balanced stresses 2 and the most common visible effect of these internal stresses in a composite structure is dimensional instability; the spring-in of angled 3 or curved parts and the warpage of flat structures.
Warpage is defined as the deviation from flatness of initially flat laminates due to process-induced stresses or strains, or process-induced material property gradients and stress gradients causing an in-plane/out-of-plane coupling. This can lead to out-of-plane deformation of an orthotropic and symmetric laminate. 4 Warpage is sensitive to different design and process parameters that can be changed within acceptable limits to minimize its effects. Optimizing warpage and spring-in5–7 has been investigated due to its significant impact on the manufacturing and assembly of composite structures.
Many studies have addressed the warpage phenomenon in flat structures8–10 using both experiments 10 and simulation. 11 The internal stresses in a polymer composite structure are usually due to the thermal gradient during the solidification stage, generated as a result of unbalanced or rapid cooling, the effect of differential thermal expansion between the fibre and polymer, polymer crystallinity or vitrification, tool-part interactions, and the complexity of the mold geometry. 3 However, some experimental and numerical studies have shown that the through-thickness thermal gradient has a minor effect on the development of these internal stresses 12 and the tool-part interaction, as a result of the coefficient of thermal expansion (CTE), is considered to be the dominant factor in terms of warpage of flat and symmetric thermosetting 4 and thermoplastic composite laminates. 13
Due to the applied pressure cycle pushing the composite part and tooling against each other, a non-uniform stress distribution is introduced into the structure, as the polymer cures or solidifies, the relaxation of these stresses can lead to post-manufacturing deformations. Tool-part interaction studies include the effect of tooling material, release agent, surface roughness and tool geometry. 14 Other studies have shown that flat panels with a thickness of less than 2.0 mm can suffer significant warpage. The increase in warpage with the decreasing panel thickness is due to an insignificant temperature gradient and reduced stiffness that is caused by the decrease in the moment of inertia that accompanies the thickness reduction. 15
Non-isothermal consolidation occurs when un-consolidated or pre-consolidated blanks are heated in an IR oven above the melting point and then transferred quickly to a cold press that is below the melting point of the matrix. Here, the non-isothermal condition is achieved by varying the upper tooling temperature, with a fixed lower tool temperature, to account for the effect of differential cooling rates across the laminate thickness. Such cooling results in different levels of crystallinity, which leads to non-uniform shrinkage and consequentially induces residual stresses that relax upon cooling causing warpage. Non-isothermal consolidation conditions, specifically at the cooling stage, are commonly encountered during the manufacturing of thick laminates.
Under isothermal consolidation conditions, the inner plies cool down slower than the outermost plies that are in contact with the tooling. Different cooling rates lead to variations in the degree of crystallinity within the structure with different cross-section thicknesses and lay-up configurations, which will induce warpage in flat surfaces of the structure and spring-in in curved parts. The results of this study could help in understanding the effect of process parameters in manufacturing large composite structures with varying thickness since some areas require cross-sections of increased thickness (>2 mm) to serve functional purposes such as drilled holes for the assembly of metallic parts.
Process modeling has also been used to predict residual strains and stresses and was correlated and validated using different techniques. One of the early works on predicting residual stresses includes the model developed by Chapman et al. 16 to predict in-plane residual stresses of AS4/PEEK thermoplastic composite laminates that were subjected to different cooling rates. The model includes coupled crystallization kinetics and heat transfer analysis, which accurately predicted transverse residual stress in unidirectional laminates when compared with experimental results. Their study also included a sensitivity study of residual stresses to viscoelastic response, volumetric shrinkage, and cooling rate. Eduljee et al. 17 have studied the effect of crystallization on residual stresses in thermoplastic composites using combined material property models and a residual stress model. They concluded that crystallization increases the build-up of residual stresses and is affected by the resin modulus build-up at high temperatures. They also highlighted that crystallization shrinkage has no effect on the development of residual stresses in neat PEEK.
Parambil et al. 18 have conducted a study to predict process-induced thermal residual stresses in AS4 carbon fiber/polypropylene thermoplastic composite using an experimentally-validated finite element (FE) model. The model considers crystallization and temperature-dependent resin and carbon fiber properties, including the temperature-dependent coefficient of thermal expansion (CTE). The non-isothermal melt crystallization kinetics for the resin was used to account for the effect of cooling rate on both crystallinity and stress-free temperature. The model predicted thermal residual strains of single filaments embedded in polymer melt under different pre-tension conditions and showed good correlation with experimentally measured results using micro-Raman spectroscopy experiments. Parambil et al. extended their work 19 to predict the residual stresses between the resin melting temperature and room temperature and concluded that crystallinity shrinkage does not contribute significantly to the build-up of residual stresses at low resin modulus. The effect becomes significant at the latter stages with the increase of resin modulus. The study also highlighted that crystallinity shrinkage has a relatively low effect on residual stress build-up in carbon fiber. Compared to other models in the literature with temperature-independent properties, the prediction of Parambil et al.'s model is considered more accurate. Perez-Martín et al 20 presented a comprehensive review on the topic of CF/PEKK crystallization studies. They discussed several crystallisation kinetics and transcrystallinity models that are available in the literature. A complete roadmap of limitations and future directions of CF/PEKK composites was discussed for different manufacturing scenarios.
In this study, multi-level factorial design of experiments and Analysis-of-variance (ANOVA) is used to investigate the effect of upper tool temperature (cooling rate), pressure cycle, lay-up configuration, thickness and blank quality on the warpage of flat CF/PEKK laminates. The first sample to be investigated was a set of quasi-isotropic laminate consolidated using aluminium-aluminium (Al-Al) tooling and steel-aluminium (Steel-Al) tooling. Here, the effect of tooling material, upper tool temperature and pressure factors on warpage, and crystallinity degree are investigated. A regression model is used to predict the warpage of samples consolidated under different conditions. The second set of samples is consolidated using Steel-Al tooling only, and the effect of the same factors on the resulting warpage is investigated, in addition to the number of plies (thickness), blank quality and lay-up configuration. Lastly, a multi-section laminate was consolidated and the warpage was reduced by changing the pressure cycle and lay-up sequence based on the ANOVA study observations.
Materials and methods
Materials
The material used in manufacturing the samples is a 5-harness satin weave carbon fibre/PolyEtherKetoneKetone (PEKK) with 285 g/m2 (Toray Cetex® TC1320) pre-preg blank material that is supplied by Toray Advanced Composites, Netherlands with a glass transition temperature of 160°C and a melting temperature of 337°C.
Sample manufacturing procedures
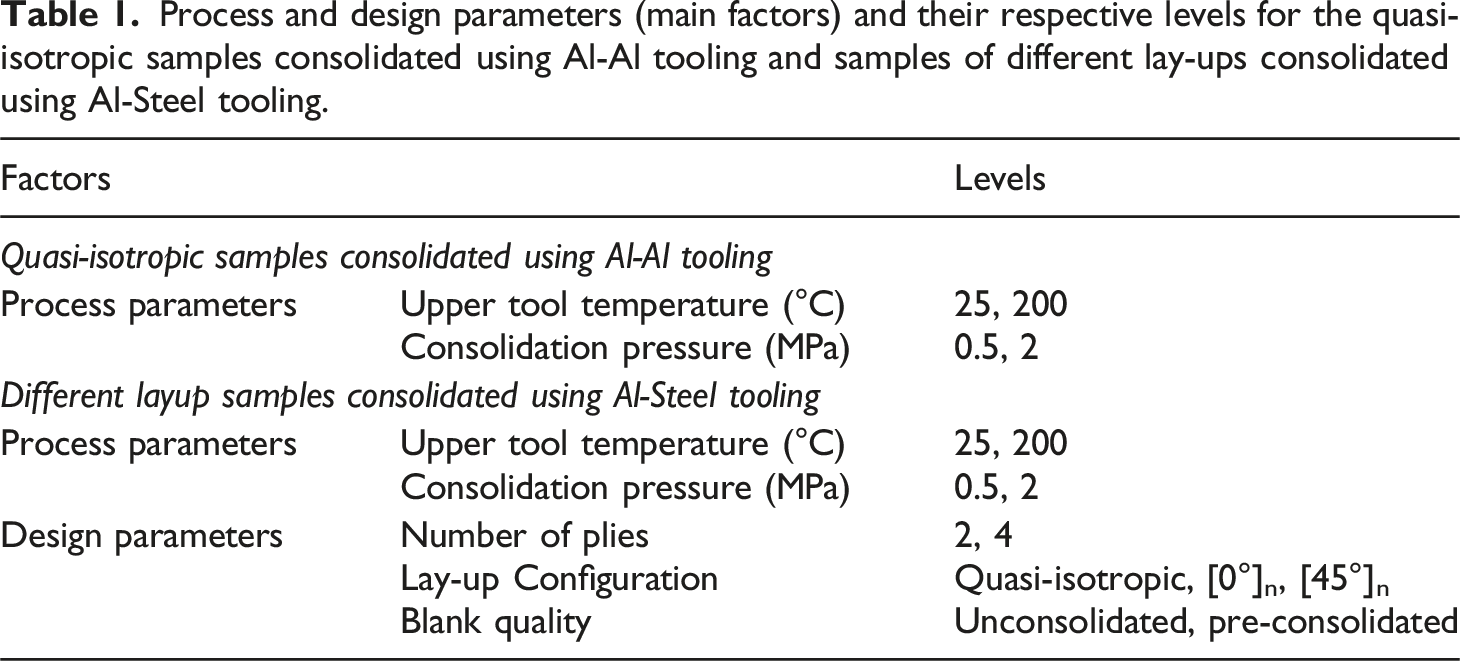
Process and design parameters (main factors) and their respective levels for the quasi-isotropic samples consolidated using Al-Al tooling and samples of different lay-ups consolidated using Al-Steel tooling.
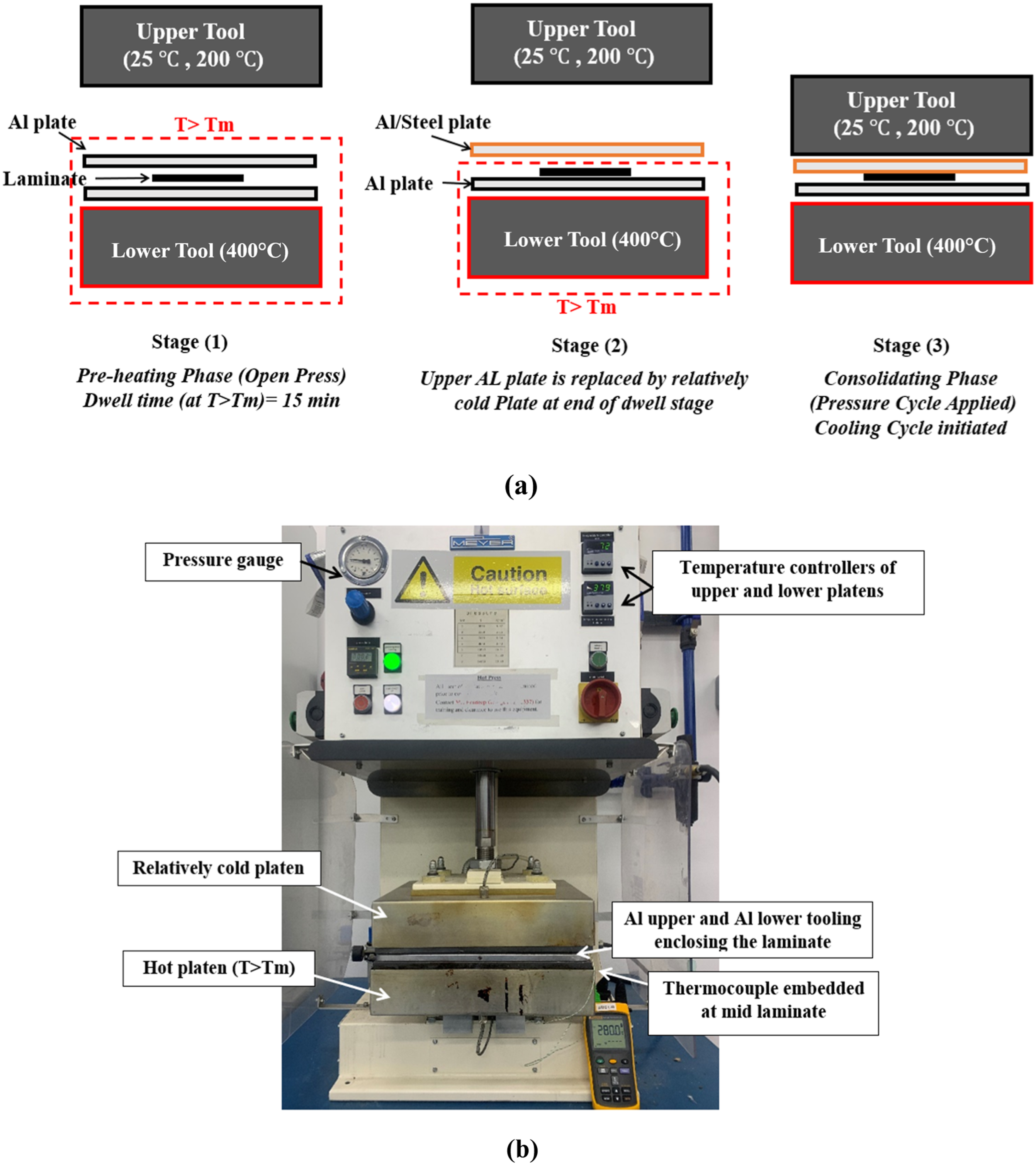
(a) Schematic of the experimental plan, (b) Non-isothermal consolidation cycle in the Hot Press (Stage 3).
The samples were placed on an aluminium plate (of 10 mm thickness) inside the press without closing it and were covered with another aluminium plate (of 4 mm thickness) to enclose the sample for the pre-heating stage and to facilitate thermal conduction. The lower platen temperature was set to 400°C to heat the laminate above the melting point of the matrix. Two thermocouples (TC) were placed in the laminate, one above the lowermost ply, TC1, and one below the uppermost ply, TC2, to monitor the laminate temperature during the consolidation cycle. Once the laminate temperature reached a steady temperature value above the melting point, i.e. an isothermal condition, a dwell stage was adopted for 15 min, before closing the press on the laminate and starting the pressure cycle and the cooling stage. The temperature variation in the dwell stage doesn’t not exceed ±10°C.
At the end of the 15-min dwell stage, the top aluminium plate was removed and a relatively cold aluminium plate and/or steel plate (of 3 mm thickness) was placed on top of the heated laminate before the press was closed. The sudden drop in the thermocouple curves, TC1 and TC2 as shown in Figure 2, is due to the initial contact of the heated laminate with the cold upper plate before the hot upper tool is lowered pressing the cold plate on top of the heated laminate. The thermocouple readings indicate that both sides of the laminate cooled down at different rates. TC2 or the upper plies cooled down at a much faster rate (−21.24°C/min) than the lower plies, TC1 (−7.2°C/min), since it was in direct contact with the colder tool whereas the lower plies were still in contact with the heating tool that was switched off when the sample was pressed. Consolidation cycle for a quasi-isotropic sample consolidated at 2 MPa pressure and pressed by an upper tool at room temperature (Tm = Melting temperature, Tc = crystallinity temperature, Tg = glass transition temperature, RT = room temperature, TC1, TC2 = thermocouple 1, 2 respectively).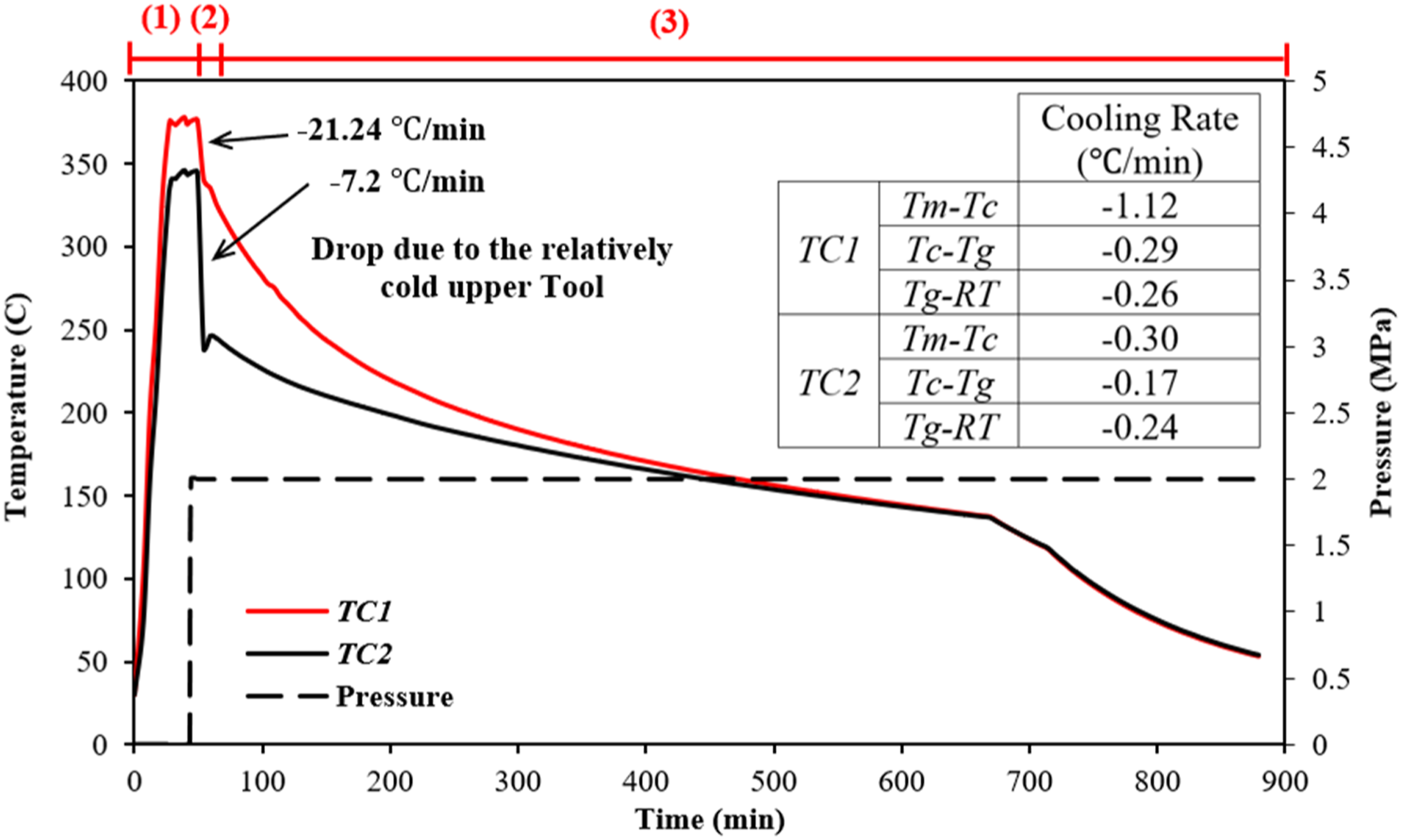
During the pre-heating stage (Stage 1), the outer-most plies, which are in direct contact with the tooling, are stretched by both the upper and lower aluminium plates, while the inner plies are little affected by the shear movement. A non-uniform stress distribution arises within the laminate, however; since no pressure was applied during the pre-heating stage, it is expected that this non-uniformity is not as significant as if the laminate was under applied pressure. Since the lower platen is the only heating source during this stage of the process, the lower plies are at a slightly higher melt temperature than the upper plies as shown in the cycle in Figure 2.
After the dwelling stage (Stage 2) ends and the beginning of the cooling stage (Stage 3), the hot aluminium plate is lifted and another relatively cold plate, at room temperature (either steel or aluminium), is placed on top of the laminate, coming directly into contact with the upper ply, forcing it to contract due to temperature differential and CTE mismatch. It must noted that the plies near the uppermost ply could be affected, whereas the lower ply is still in direct contact with the hot tooling and is still relatively expanded by the hot tool and will contract gradually as the lower tool cools down. As the pressure cycle is applied simultaneously, this non-uniformity in stress distribution across the thin laminate thickness, caused by differential resin shrinkage, is locked in until the press is opened.
The non-uniformity in the stress distribution due to the tool-part shear interaction, in addition to the difference in shrinkage caused by different tooling temperatures (hence cooling rate and time), will lead to a warped panel. Moreover, since the PEKK polymer used in this study is a semi-crystalline material, the differential in cooling rate across the laminate causes different crystallinity levels, with the difference in shrinkage between the crystalline phase and amorphous phase being highlighted as one of the important causes of warpage. 13 This will be discussed in the coming section of Warpage and crystallinity degree.
DSC measurements
A TA Instrument DSC 25, with a temperature range from −180°C to 725°C, was used to conduct temperature sweep tests on small sections from the outermost plies of the warpage samples, according to ISO 11357, the standard for DSC testing of plastics. The heating cycle starts from room temperature up to 400°C (which is above the melting temperature of PEKK) at a heating rate of 5°C/min. Equation (1) was used to calculate the degree of crystallinity, taking 130 J/g
21
as the 100% fusion or melting enthalpy of crystalline PEKK,
The samples, with an average mass of 3.26 mg, were enclosed in aluminium pans of 4 mm diameter with pinholes punched through their lids to allow the escape of any possible water vapour or fumes. All samples were dried for at least 4 hours at 135°C before testing.
Warpage measurement technique
Positive warpage is defined as a convex distortion creating a gap between the tool and the centre of the part.
4
A feeler gauge (accuracy of about 3 µm) was used to measure the out-of-plane distance from a flat surface to the lower-tool side of the laminate at the edge that showed the maximum out-of-plane deflection, Figure 3. Note that the 0° direction of the plies is parallel to the longest edge of the panel (100 mm edge). Warpage measurement in flat panel, warpage measured using Feeler Gauge.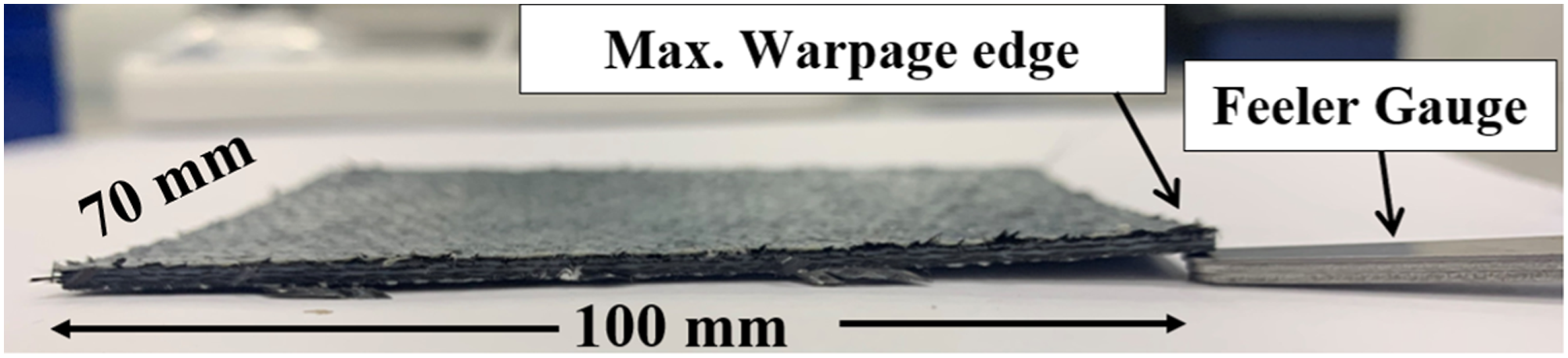
Design-of-experiments (DoE) procedure
Minitab 21.3.1 statistical software was used to construct the multi-level factorial design of experiments and perform ANOVA analysis. Table 1 shows the main factors and the levels considered for the quasi-isotropic samples consolidated using Al-Al tooling, and samples consolidated using Steel-Al tooling only. The total number of consolidated samples for Al-Al tooling samples and Steel-Al tooling samples, according to the multi-level factorial design plan, is 4 and 48 samples consequently. For the 48 sample batch, excluding the combination with 2-ply type and a quasi-isotropic lay-up configuration, since the latter cannot be achieved with only two plies, the total number of samples was 40. Given the large number of samples considered in this study, no duplicates were included, however, some samples were consolidated twice and the warpage measurements were consistent, e.g. two [45]2 samples consolidated under 2.0 MPa employing an upper tool temperature of 25°C exhibited 2.3 mm of warpage. Since CF/PEKK laminate has an inherent non-symmetry due to the weave type, and to reduce this effect in laminates with one-direction plies, the plies were layered by alternating the warp and weft faces.
Results and Discussion
Warpage Results
Quasi-isotropic Samples
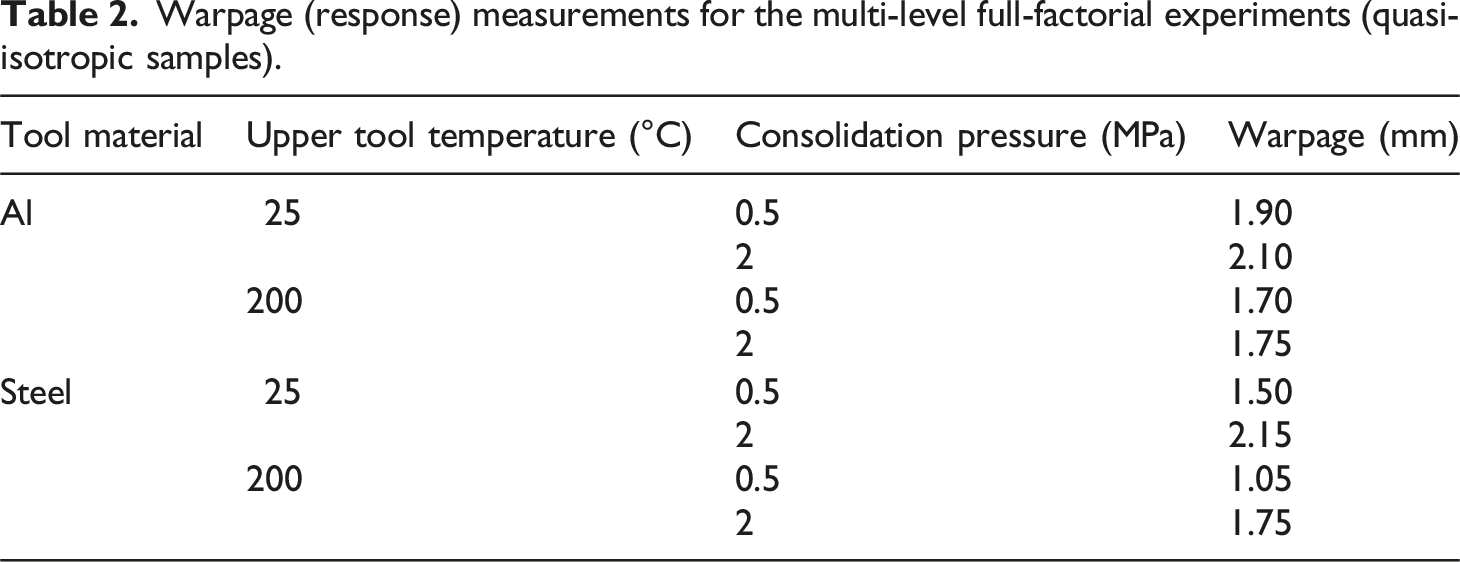
Warpage (response) measurements for the multi-level full-factorial experiments (quasi-isotropic samples).
Carl Zeiss AXIO Vert. A1 inverted microscope was used to investigate the quality of the cross sections of the warped panels of quasi-isotropic lay-up which were consolidated under different consolidation conditions. Figure 4 shows voids in the warped samples indicating that pressure greater than 2 MPa is needed to suppress the voids. The voids seem to be larger near the ply surface than the middle section of the panel and for the 0.5 MPa sample, Figure 4(a) and (b), and in samples with the upper tool temperature of 25°C, Figure 4(c) and (e). Microscopic images (10× magnification) of warped panels (quasi-isotropic lay-up) consolidated under (a) 0.5 MPa pressure and upper tool temperature of 200°C (near panel surface). (b) 0.5 MPa pressure and upper tool temperature of 200°C (middle section). (c) 0.5 MPa pressure and upper tool temperature of 25°C. (d) 2 MPa pressure and upper tool temperature of 200°C. (e) 2 MPa pressure and upper tool temperature of 25°C.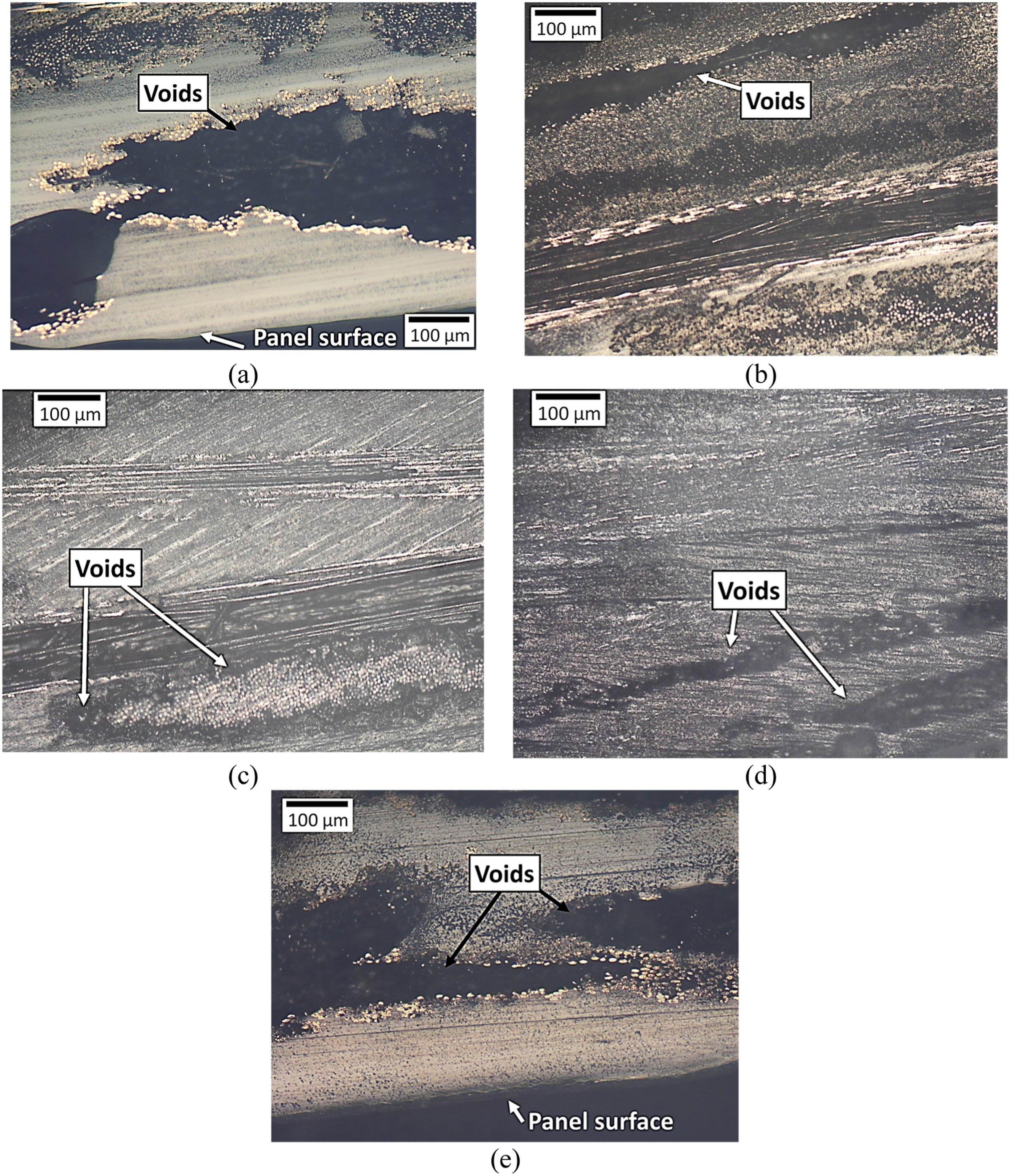
Samples consolidated using al-steel tooling
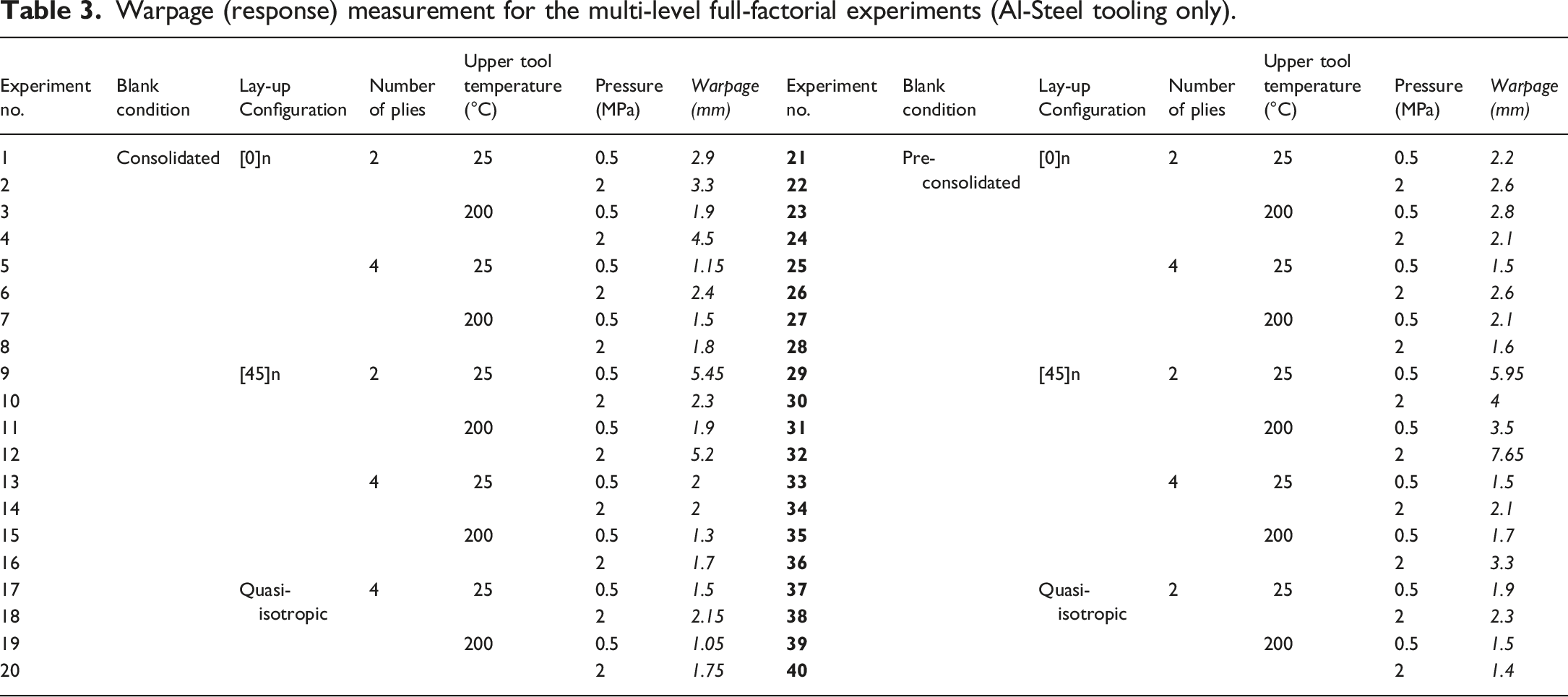
Warpage (response) measurement for the multi-level full-factorial experiments (Al-Steel tooling only).
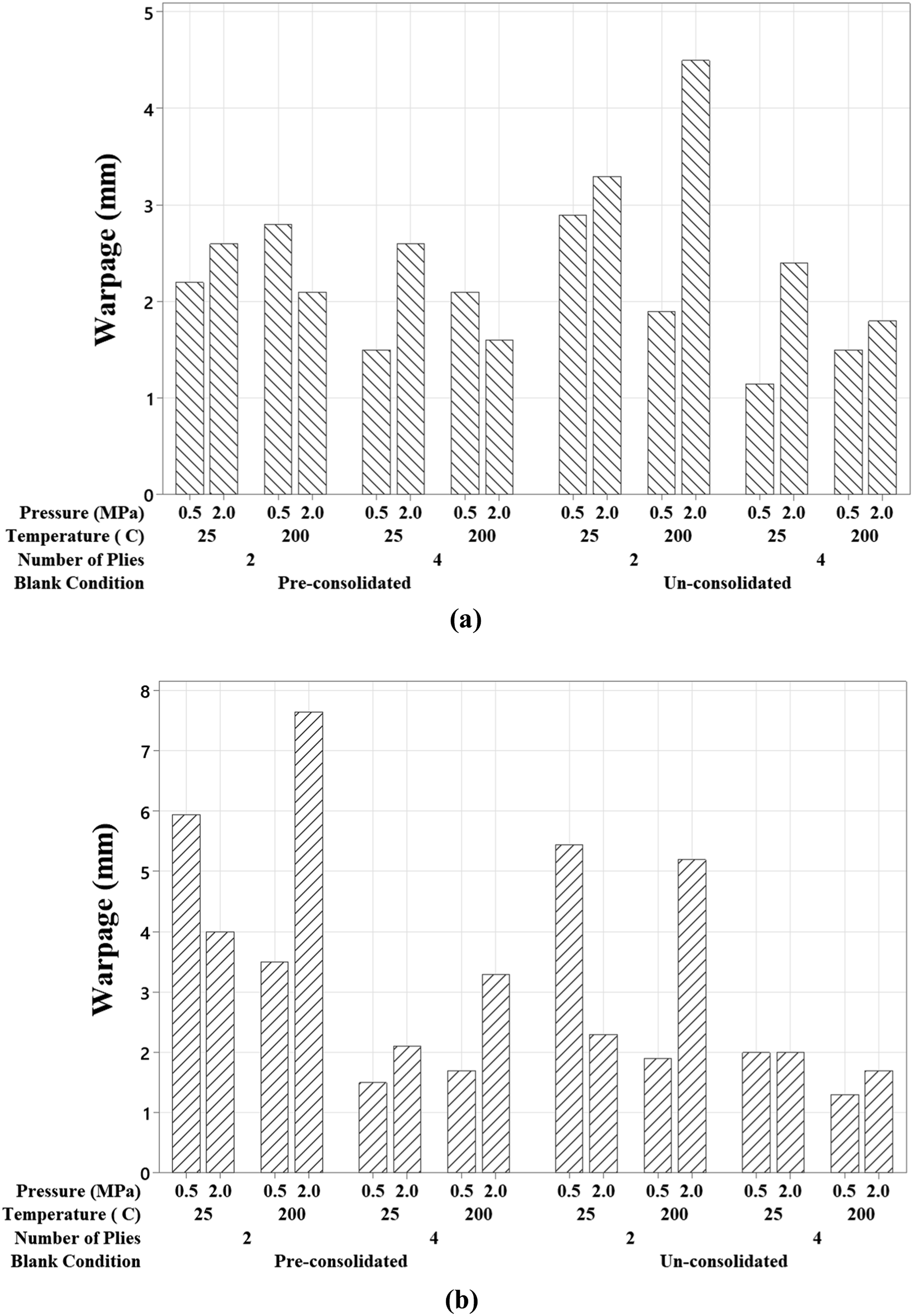
Measured warpage values for the (a) [0]n lay-up and (b) [45]n lay-up subjected to different consolidation and design parameters using the Steel-Al tool.
Warpage and degree of crystallinity
Effect of upper tool temperature
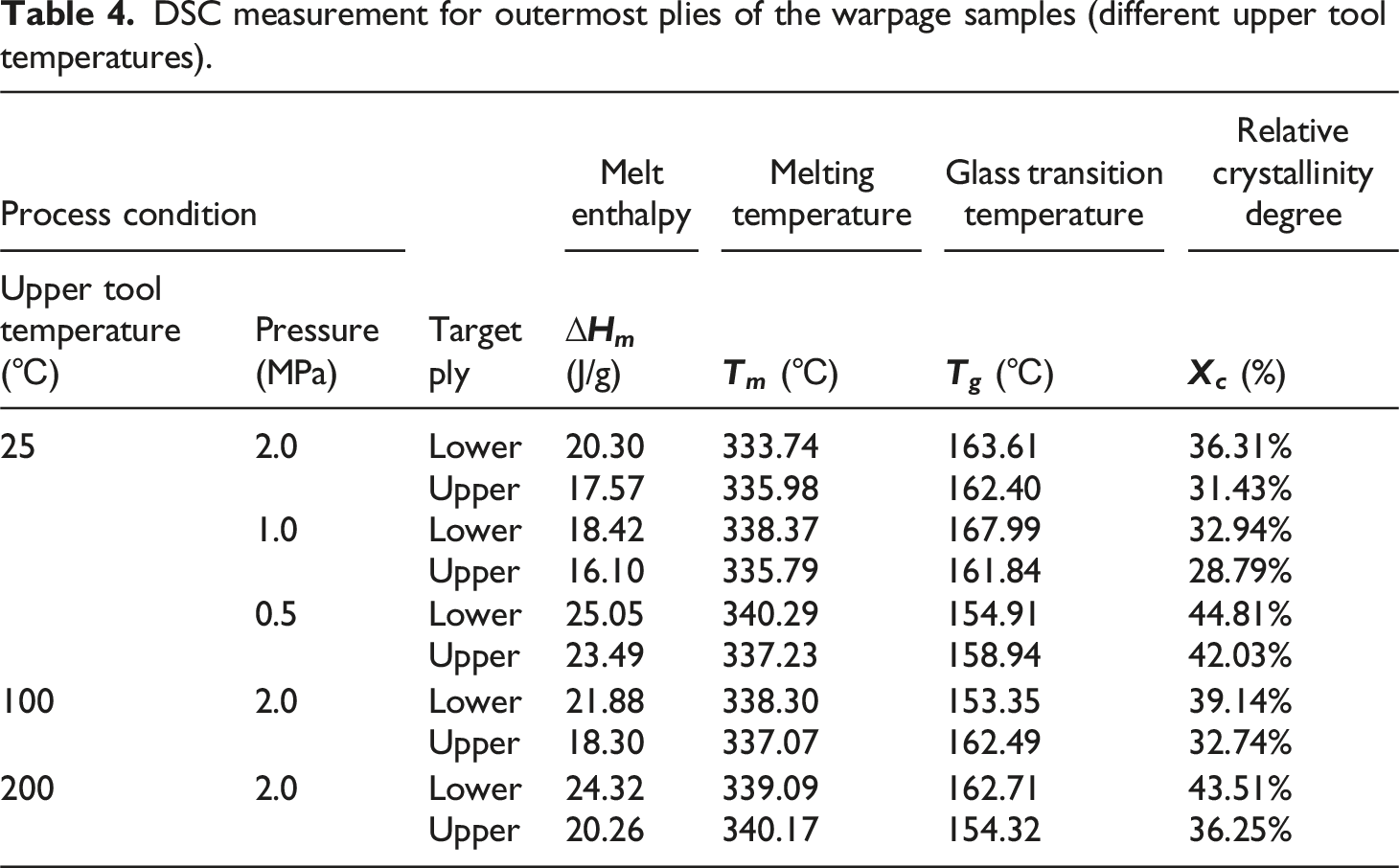
Figure 6(a)–(c) shows the DSC traces corresponding to the outermost plies of the warpage samples consolidated under a pressure of 2.0 MPa and at different upper tool temperatures. A tangential sigmoid function is used to construct the baseline between the onset of the melting peak and the end of the peak. Table 4 summarises the degree of crystallinity measurements and thermal properties. It is apparent that increasing the upper tool temperature increases the degree of crystallinity, as shown in Figure 6(d). This shows that the differential in shrinkage due to differences in the degree of crystallinity between outermost plies contributed to the measured warpages in the tested samples. DSC traces for samples removed from the outermost plies of the warpage samples consolidated under 2.0 MPa pressure cycle and at upper tool temperatures of, (a) 25°C (b) 100°C, (c) 200°C. (d) Effect of upper tool temperature on crystallinity degree. DSC measurement for outermost plies of the warpage samples (different upper tool temperatures).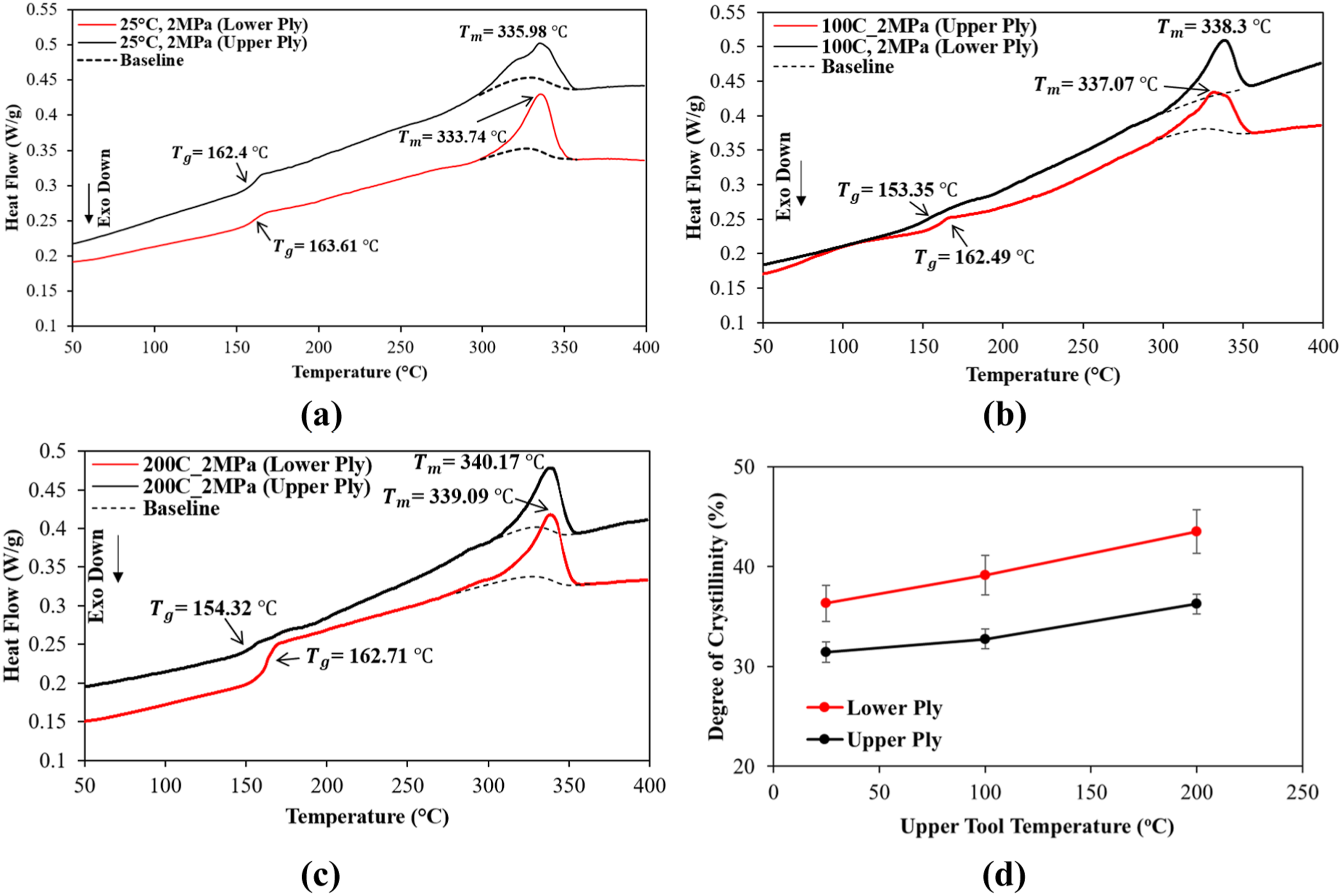
Effect of consolidation pressure
Lin et al. 22 studied the effect of applying high pressure on the crystallization of CF/PEEK composites and reported that pressure affects the spherulite size and its growth rate. Increasing the pressure from 0.1 MPa to 200 MPa increases the spherulite size and growth rate, in addition to suppressing the formation of smaller crystals with reduced molecular perfection. Increasing the consolidation pressure orients the polymer chains in the melt state and increases stress-induced nucleation, leading to a high crystallization rate and an increase in the density of the crystallization domain.
Ma et al.
23
investigated the effect of varying process parameters on crystallinity and covered a range of mould pressures from 0.25 MPa to 1.5 MPa. No clear effect of moulding pressure on crystallinity was observed over this small range of pressures. The range of consolidation pressures covered in this study was not sufficiently large to yield an effect on the degree of crystallinity either. Figure 7 (a) shows that the crystallinity degree reported for outer-most plies at moulding pressure of 0.5 MPa was higher than that reported at higher consolidation pressures. However, increasing the pressure from 1 to 2 MPa resulted in an increase in the degree of crystallinity. (a) Consolidation pressure effect on crystallinity degree, (b) DSC traces for cut-offs from the outer-most plies of warpage samples consolidated with upper tool temperature; 25°C and 0.5, 1.0 and 2.0 MPa.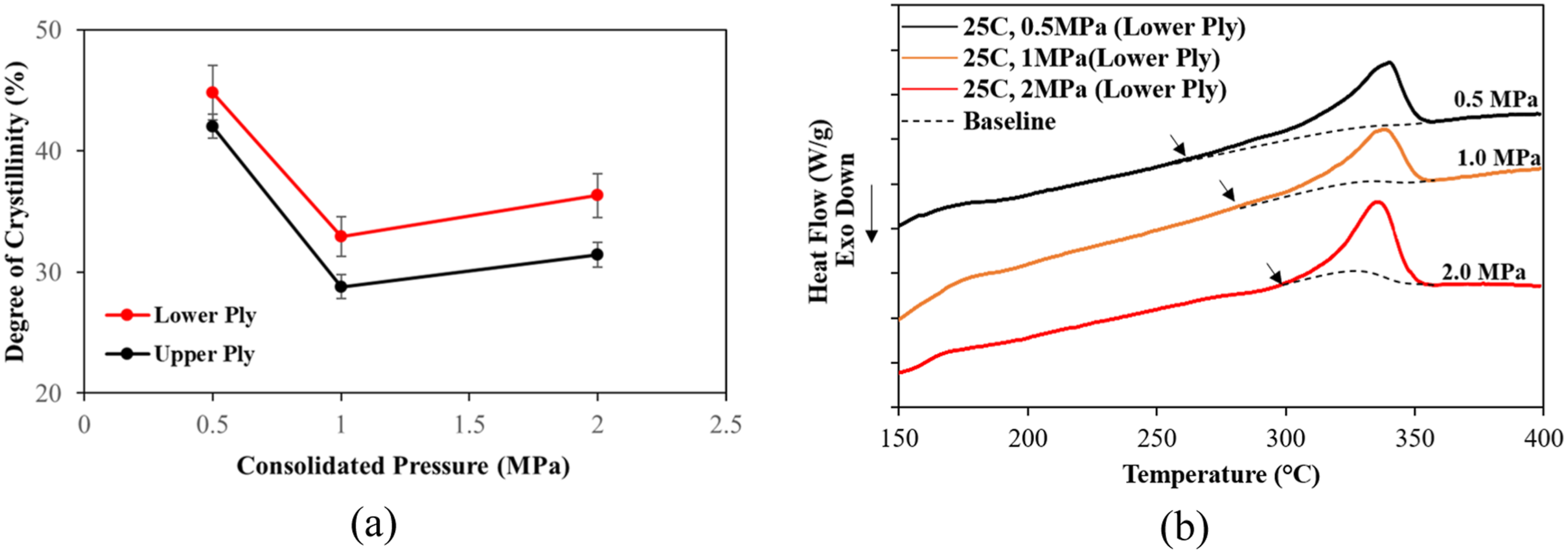
Xi et al. 24 have covered a larger range of pressures from 300 to 1000 MPa whilst testing PEEK samples. The PEEK samples were crystalized at 400°C for 6 h under different pressure cycles and the reported results showed a decrease in the degree of crystallinity from 53.15% to 33.24% when the pressure was increased from 300 MPa to 1000 MPa. The study concluded that increasing pressure could lead to a reduction in the growth rate of crystals.
The DSC traces in Figure 7(b) and Table 4 results show no significant change in melting temperature with changing pressure, which is in agreement with the results outlined in 25 . However, the left-hand side of the DSC curves appears to be affected by increasing the pressure, as the melt temperature onset increases with the pressure increase.
The effect of consolidation pressure on crystallization is not clear given the small range of consolidation pressures considered here, as demonstrated in this study and other studies. 26 A large variation in consolidation pressure is recommended to observe the dominant effect of pressure on the crystallinity of composite structures. If the hot press has a limited pressure range (e.g. 0.5 MPa to 2 MPa), then based on the obtained results, it is still recommended to choose the higher value to avoid other pressure-induced defects, especially porosity.
Analysis-of-variance (ANOVA)
Quasi-isotropic samples
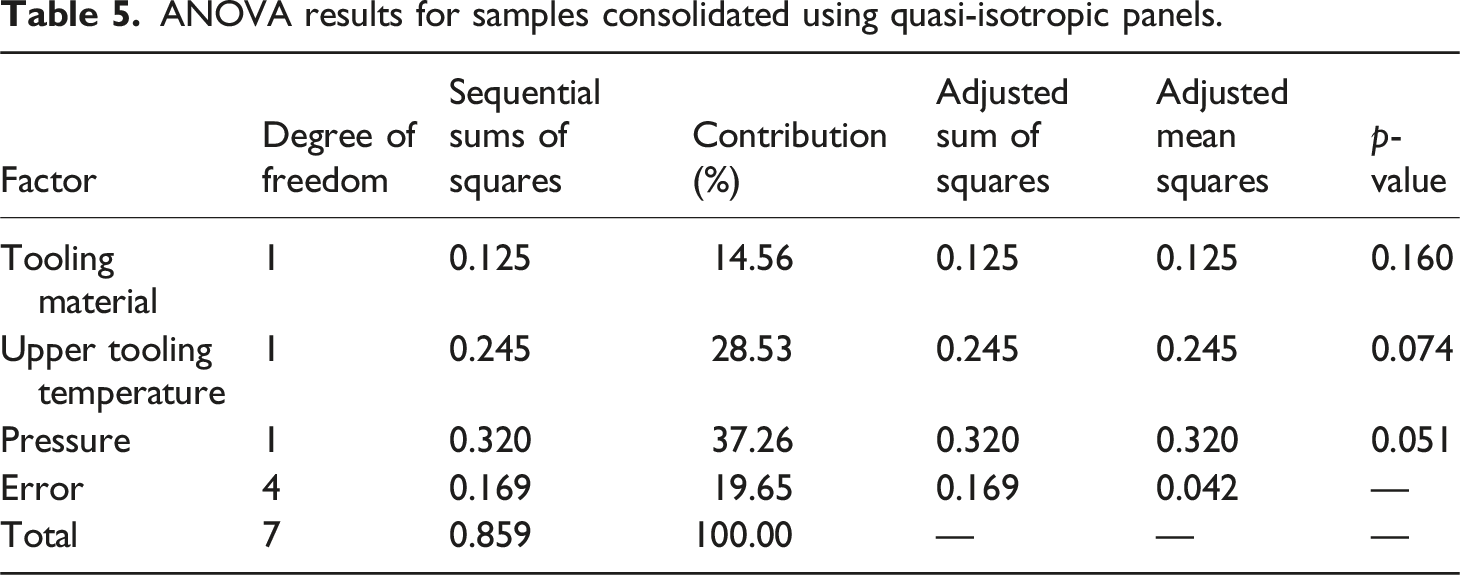
ANOVA results for samples consolidated using quasi-isotropic panels.
The main effect plots, Figure 8(a), and the interaction plots, Figure 8(b), were constructed based on the average warpage experimental values. The average warpage value of samples consolidated using Al-Al tooling under different upper tooling temperatures (25 (a) The effect of main factors (tooling material, upper tool temperature and pressure) and (b) their interactive effects on mean warpage for quasi-isotropic samples.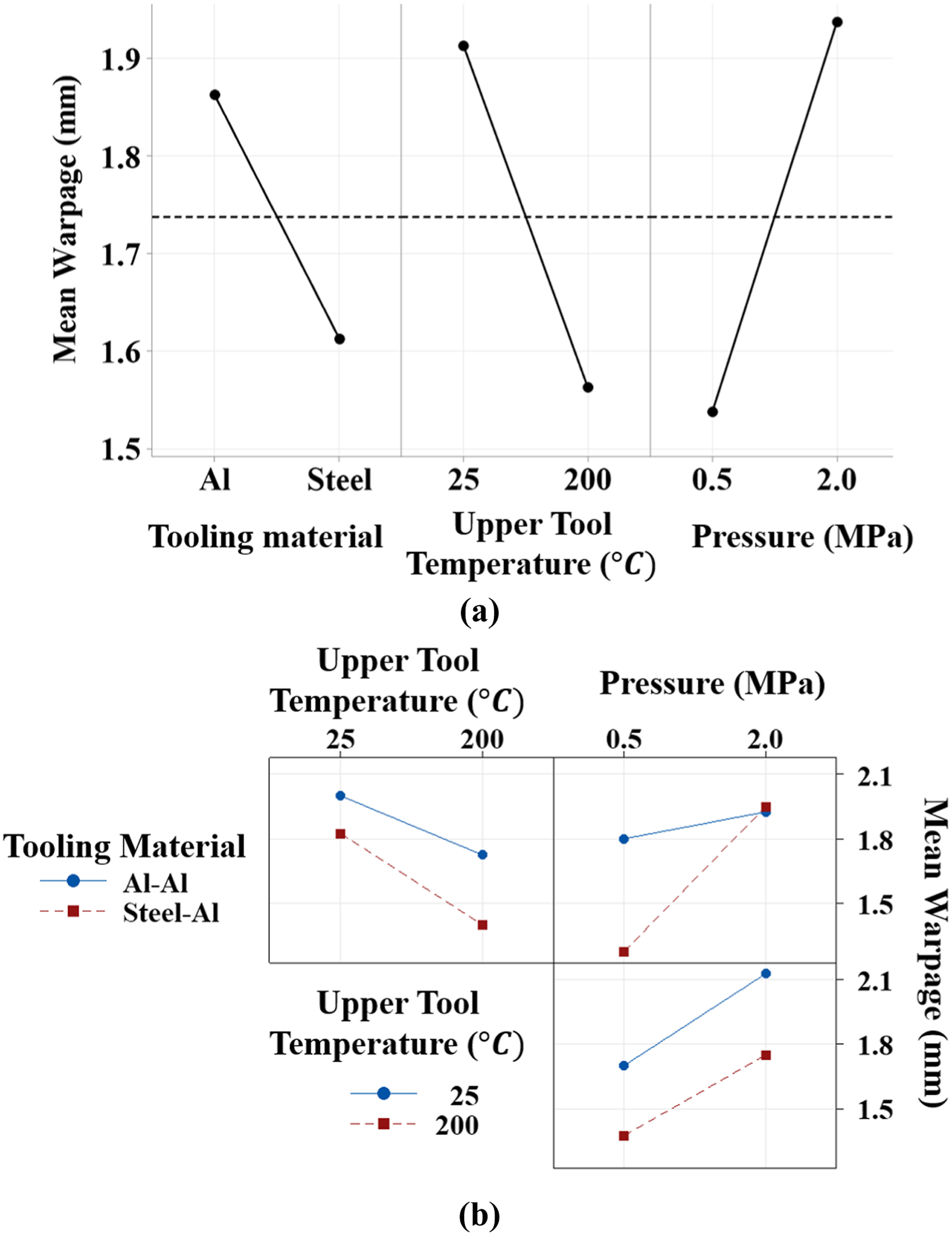
Figure 8(a) shows the main effects plot for the warpage of quasi-isotropic samples consolidated with Al and Steel upper tooling plates, under different pressure cycles and upper tool temperatures. On average, increasing the pressure leads to greater warpage, as it pushes the tooling and the laminate against each other, which increases the effect of the locking mechanism and hence, increases the developed residual stresses during the cooling stage, compared to consolidation during lower pressure cycles. Studies have also shown the same trend with pressure and maximum warpage for thermoset composites . 2 Increasing the upper tooling temperature decreases the thermal variation through the laminate, as the relatively cold upper tooling is pressed down on the laminate, which is in the molten state.
Aluminium has a higher coefficient of thermal expansion (CTE) than steel i.e. 22
Aluminium is known to cause greater levels of warpage than steel. 27 Also, in the present study, following these manufacturing steps, aluminium resulted in greater warpage in the thermoplastic composite as the higher contraction in the upper ply when pressed against an aluminium tool caused larger locked-in shear stresses compared to the steel upper tooling.
The factorial interaction plots, Figure 8(b), show no significant interaction between the factors and ANOVA results that considered the combined effect of the factors have shown that the interaction between consolidation pressure and tooling material is higher (17.16%) than the interaction effect between tooling material and temperature (1.31%) and the temperature and consolidation pressure interaction effect (0.15%).
Samples consolidated using al-steel tooling
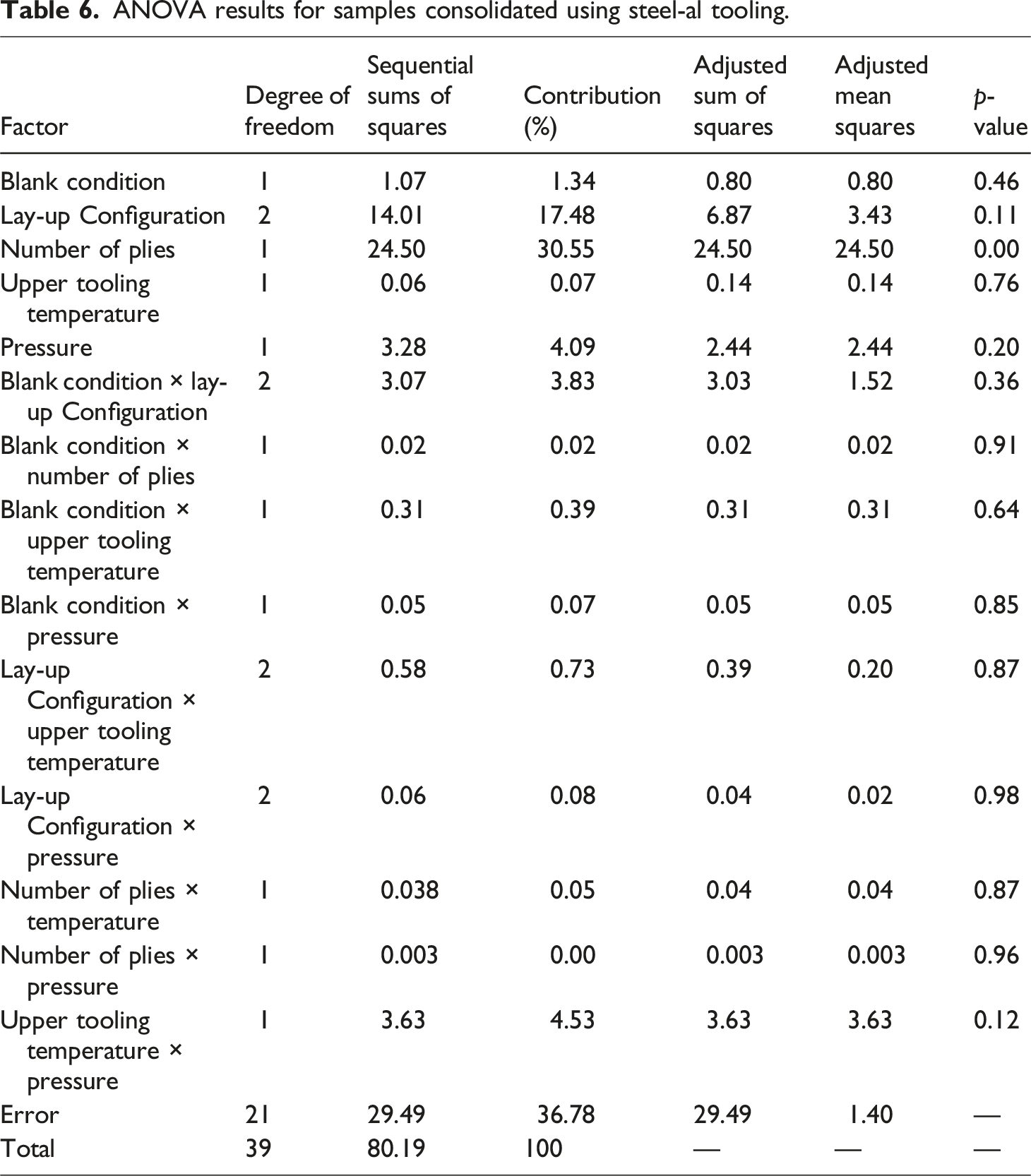
ANOVA results for samples consolidated using steel-al tooling.
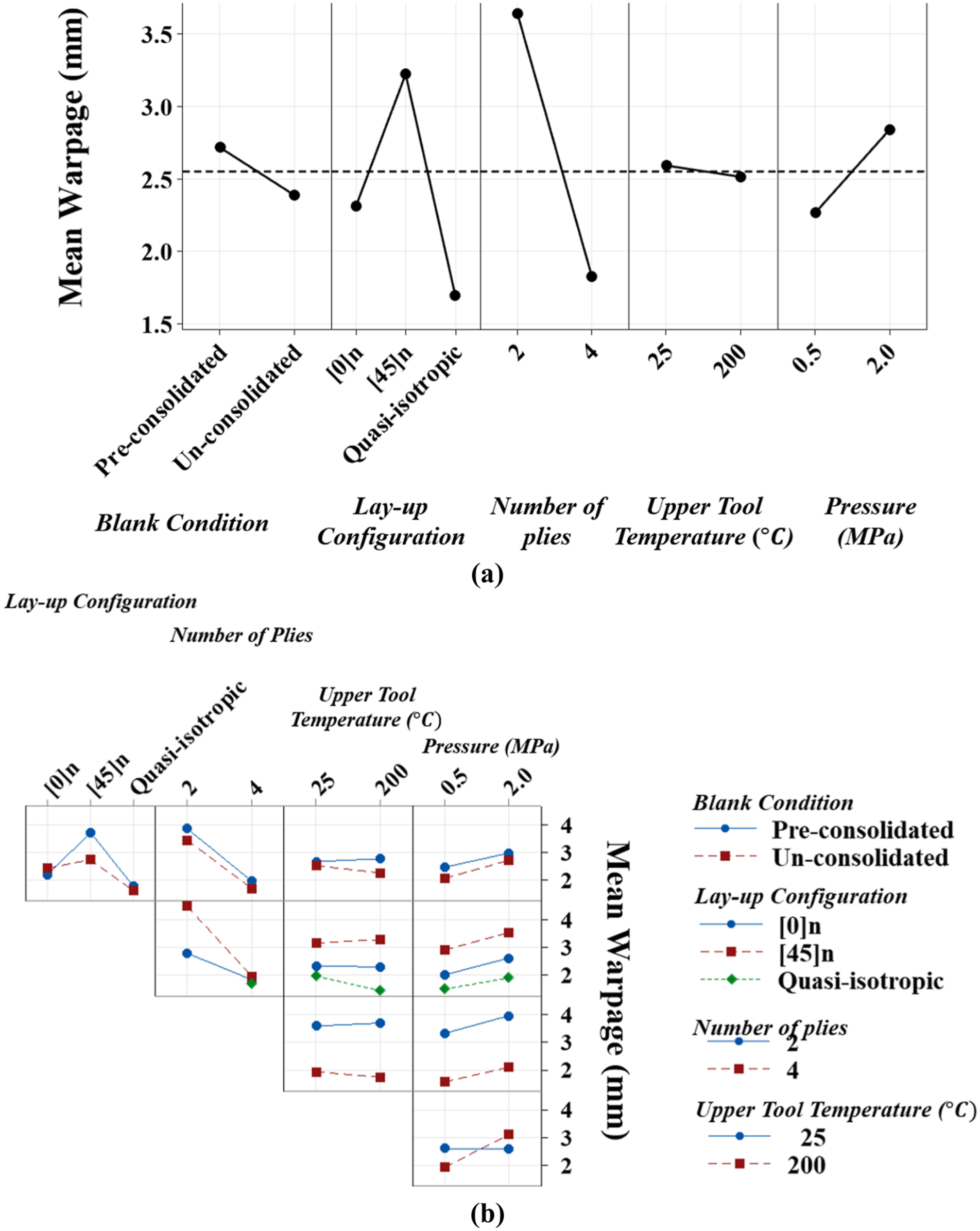
(a) The effect of main factors (upper tool temperature, pressure, blank condition, number of plies, lay-up configuration, (b) The interactive effects on mean warpage for different stacking sequence samples.
Panels that are consolidated using pre-consolidated blanks, that already went under a consolidation cycle, will experience greater warpage after the second consolidation cycle due to relaxation of the accumulated residual stresses from both cycles. Quasi-isotropic lay-ups lead to less warpage compared to a stack of plies with the same orientation. As expected, a stack of 45
Although little interaction occurs between most of these parameters, as shown in Figure 9(b), the interaction of the upper tooling temperature and pressure can be deemed significant, in addition to the lay-up and blank condition and the interaction of upper tool temperature and the parameters of blank quality, lay-up and number of plies.
Regression model (quasi-isotropic samples)
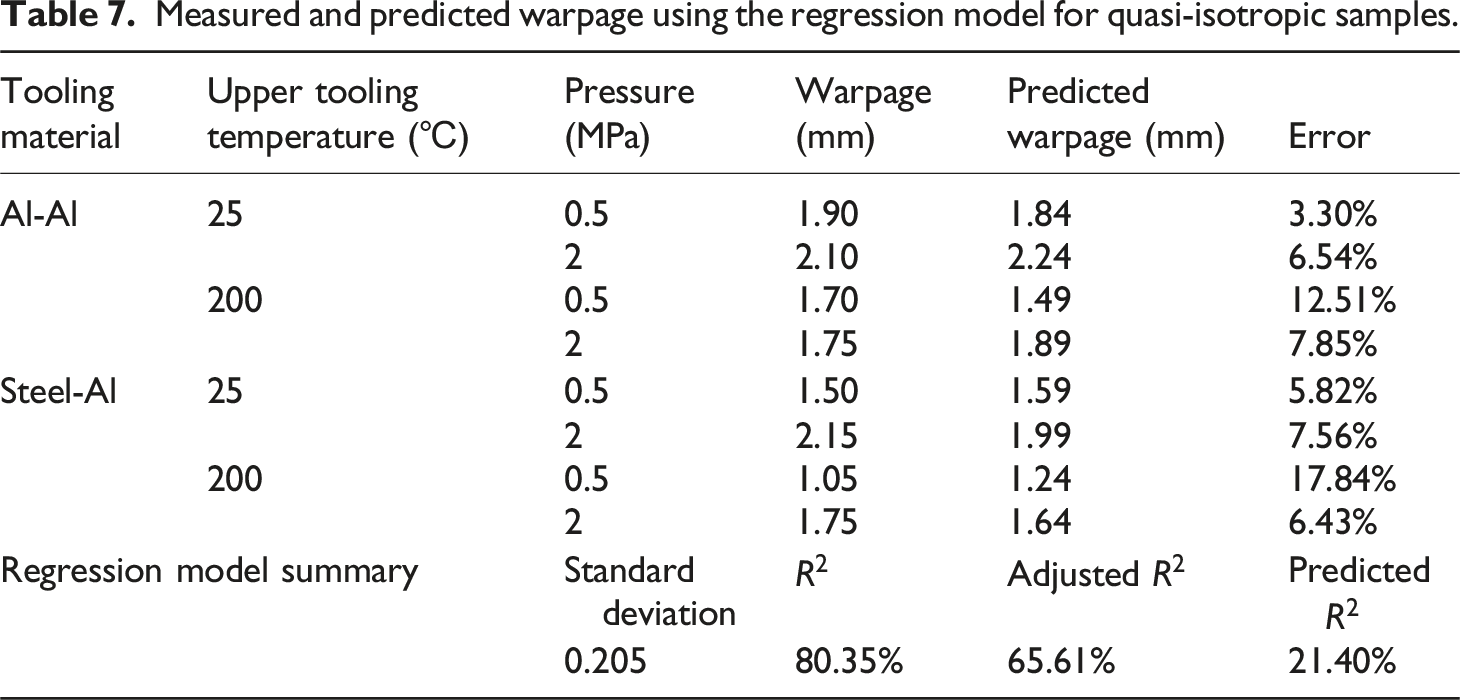
Equation (2) and Equation (3) are regression models for warpage in terms of consolidation temperature and pressure for Al-Al tooling and Steel-Al tooling, respectively.

Measured and predicted warpage using the regression model for quasi-isotropic samples.
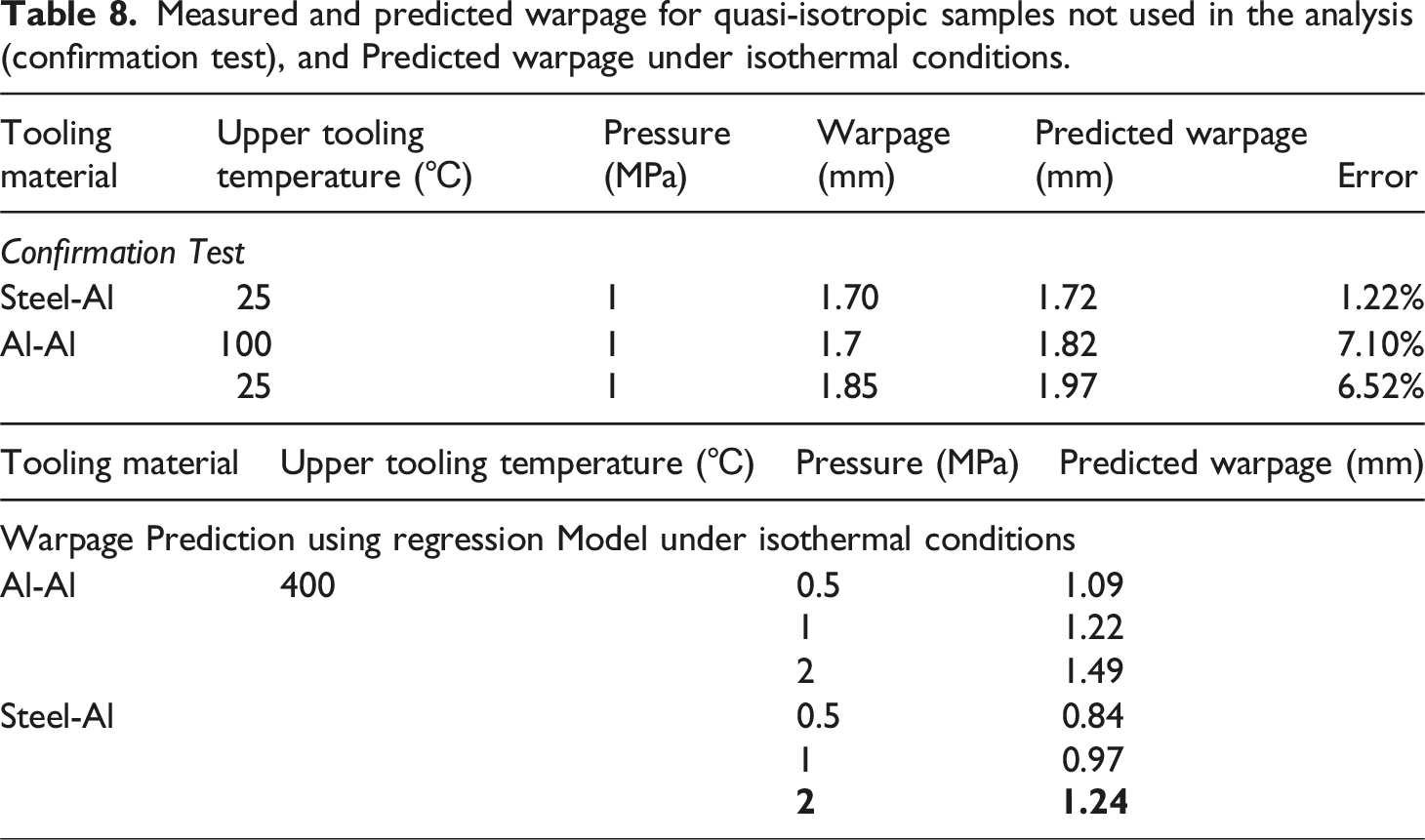
Measured and predicted warpage for quasi-isotropic samples not used in the analysis (confirmation test), and Predicted warpage under isothermal conditions.
Multi-section panel (isothermal cycle)
A multi-section panel with varying thickness, Figure 10(a), with a quasi-isotropic lay-up, [0,+45,-45,90], and consolidated under 0.5 MPa pressure cycle and temperature cycle (both tooling temperatures) at 350 (a) Lay-up with sections of variable thicknesses, (b) Multiple Al plates used for upper tooling, (c) Laminate enclosed by upper and lower Al tooling, (d) Consolidated multi-section panel (Front and side views).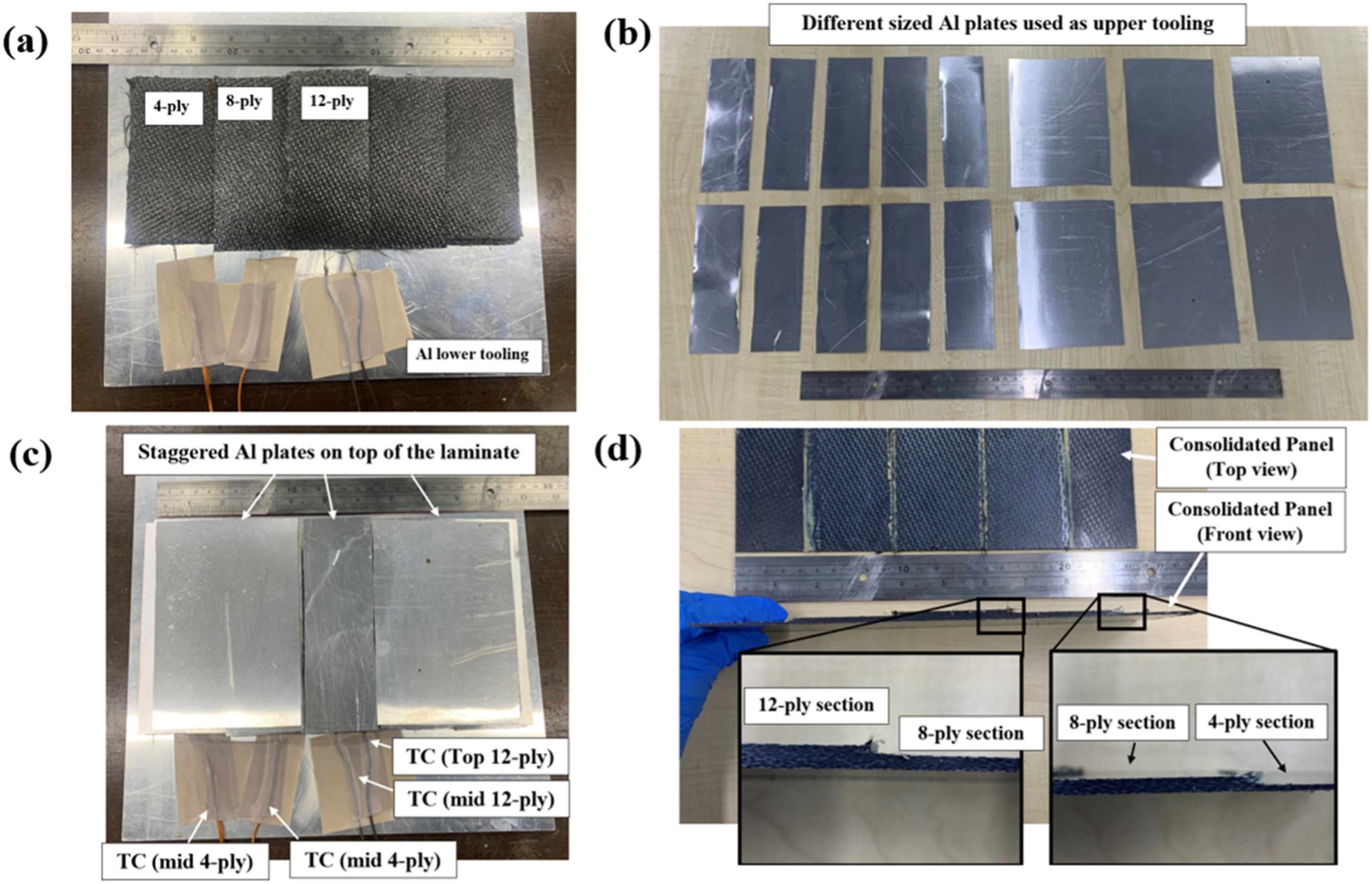
Figure 11 shows the readings of the thermocouples that were embedded in the different sections of the laminate. It shows the variation in temperature across the laminate thickness at these different sections in addition to the variation in cooling rate across the panel that will lead to and different crystallinity degree and hence different shrinkage rate that will lead to the warpage of the panel. Since aluminium plates were placed on top of the panel in such a way to create a levelled upper tooling surface to apply the pressure cycle equally in the press, the top ply of the thick section that is in contact with one or two aluminium plates compared to other cross sections that are in contact with several aluminium plates. Also, the thin 4-ply section heated up faster than the 8-ply section. Upon cooling, the 4-ply section recorded a slightly higher cooling rate (2.39 Thermocouple readings at different cross sections of the flat panel.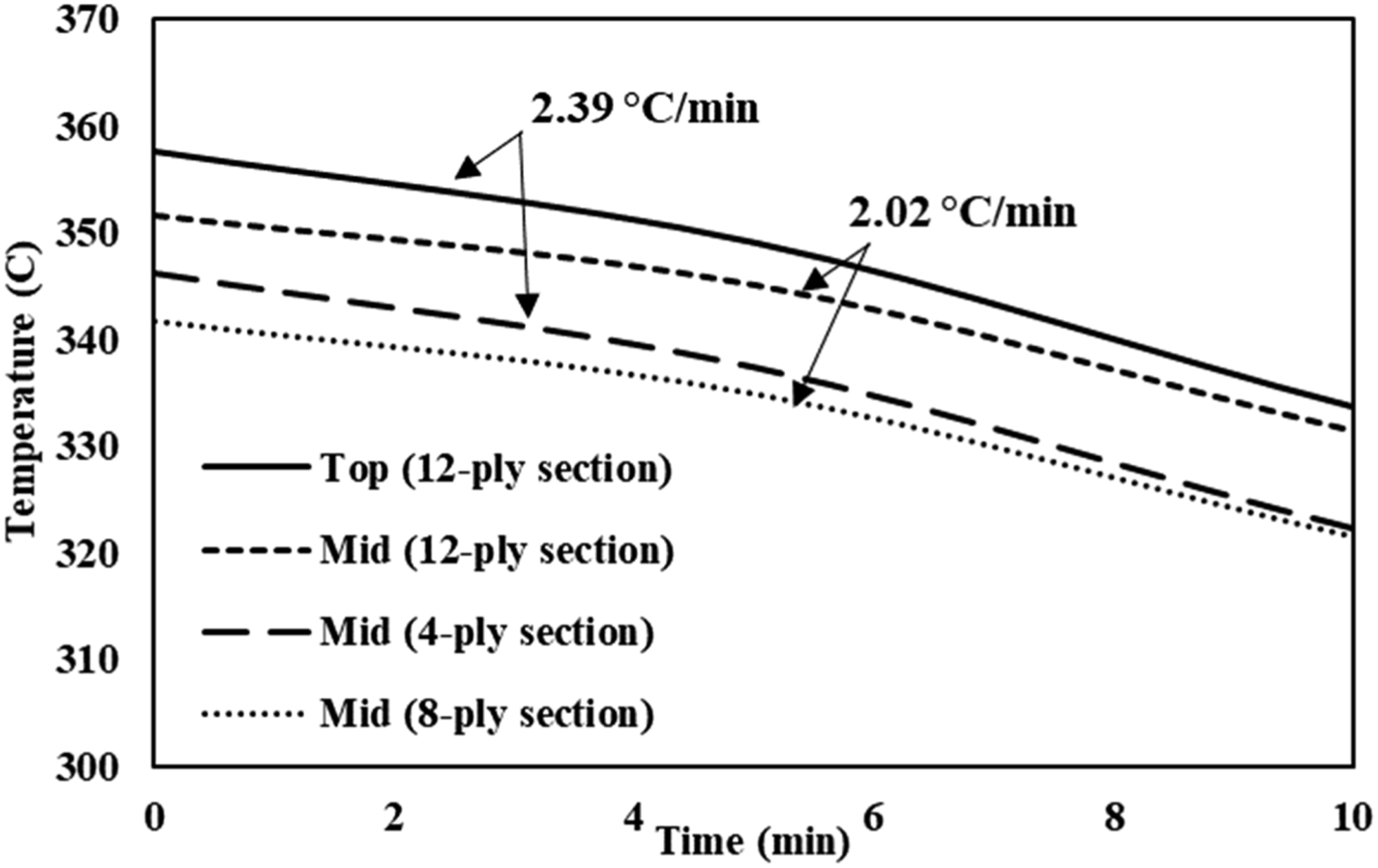
Although an isothermal consolidation cycle was used for the multi-sectioned panel, different sections have shown through-thickness thermal variation and non-uniform cooling rate across the panel that will lead to differential shrinkage and hence warpage. Hence, the results of the non-isothermal experiments discussed earlier can be used in minimizing the warpage of these panels.
The consolidated panel exhibited a maximum warpage of 2.3 mm. Based on the ANOVA study results, the 45° ply orientation contributes more to warpage than any other ply type; hence, the −45° ply orientation was replaced by a 0° ply to reduce the effect of warpage. The stress build-up in the 45° ply is higher than that of the 0° ply under the same loading conditions due to the orientation, since the latter will not induce and lock shear stresses within the ply. Hence, the relaxation of the 45° ply is higher than that of the 0° ply, leading to higher warpage.
The panel with the new lay-up configuration of [0,+45,0,90] exhibited a maximum warpage of 0.9 mm in the same corner. Results also showed that reducing the pressure can minimize the warpage effect, the quasi-isotropic panel was pressed under 0.3 MPa and the recorded maximum warpage decreased from 2.3 mm to 1.4 mm.
Conclusions
In this study, the effect of laminate design and different processing conditions on warpage phenomena was investigated under non-isothermal hot-press forming conditions of PEKK composites. Laminates with different layup configurations, tooling materials, and platen temperatures were manufactured. The DSC results showed that increasing the upper tool temperature increases the degree of crystallinity in the laminate; hence, the differential in shrinkage due to differences in the degree of crystallinity between the outermost plies contributed to the warpage. The DSC results also highlighted that there were no significant changes in melting temperature with changing consolidation pressures.
A multi-level factorial design of experiments and the analysis of variance (ANOVA) were used to help understand the factors involved in the warpage of the manufactured composite panels. The results show that the number of plies and the pressure cycle were the factors known to contribute significantly to the warpage of a thin laminate. Studying the effect of tooling material under non-isothermal conditions, in which the temperature of the upper tooling is different, aluminum-aluminum tooling induced greater warpage than the steel-aluminum tooling, due to the higher CTE mismatch between the laminate and the aluminum tooling, and hence greater mechanical shear interaction was observed between the outermost plies of the laminate and the tooling. The ANOVA results also showed that the consolidation pressure had the greatest contribution to the warpage (37.26%), followed by the contribution of the upper tool temperature (28.53%), and finally, the tooling material (14.56%).
Warpage was predicted with a good level of accuracy using regression models under different pressure cycles and tooling materials (Steel-Al and Al-Al tooling) that can be used for non-isothermal consolidation conditions in which the tooling temperatures are different and under isothermal conditions with similar tooling temperatures. These models can be used as good design tools for material and process engineers to decide on the cycle type (isothermal and non-isothermal consolidation conditions) and the pressure value, within the acceptable cycle range, to minimize warpage.
Finally, a variable thickness laminate was consolidated at isothermal conditions, showing that different sections have through-thickness thermal variations with a non-uniform cooling rate across the panel, which can lead to a differential in shrinkage. Based on the ANOVA results, the −45° ply was replaced by a 0° ply to significantly reduce warpage. The results also indicated that reducing the pressure to 0.3 MPa resulted in the warpage of the quasi-isotropic laminate decreased from 2.3 mm to 1.4 mm.
Footnotes
Acknowledgements
The authors acknowledge the support of Strata, Al Ain for the purchase of the PEKK material. The authors also acknowledge the technical support of Mr. Pradeep George from Advanced Research and Innovation Center (ARIC), Khalifa University, Abu Dhabi, UAE.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was funded by Internal Research Fund (2020-CIRA-007) and The Buhooth Scholarship Program offered by Khalifa University of Science and Technology, Abu Dhabi, UAE.