
Abstract
In this work, the long-term creep response of high-performance carbon fiber PEKK (CF/PEKK) composites was evaluated by performing extrapolated short-term flexural creep tests at various temperatures. The time-temperature superposition principle (TTSP) with vertical as well as horizontal shifting was used to generate master curves at reference temperatures of 120°C. Satin weave-based CF/PEKK prepregs were used to manufacture eight-layer composites via compression molding, with three different stacking sequences: (a) zero-direction [0]8 (b) cross-ply [0, 90]4 and (c) quasi-isotropic [90, −45, 45, 0]2 s. The flexural properties under three-point bending arrangement in a universal testing machine were also evaluated. A dynamic mechanical thermal analyzer (DMTA) in three-point bending mode was used to evaluate the temperature-dependent viscoelastic properties of the three types of composites. The creep and creep-recovery behavior was evaluated at 40°C, 80°C, 120°C, 160°C and 200°C. To construct a master curve, extrapolated short-term isothermal creep tests were performed from 120°C to 180°C at the intervals of 10°C. The predicted master curve represents the creep behavior of composites over more than 10 years. It was shown that the quasi-isotropic CF/PEKK composites exhibited 27% and 12% higher creep resistance at 120°C as compared to zero-direction and cross-ply laminates, respectively. Higher flexural modulus (23%) and flexural strengths (33%) were also exhibited by the quasi-isotropic CF/PEKK composites. The final thickness of quasi-isotropic laminates was 8% lower than the 0o laminates. After analyzing the cross-sections of the composites, it was proposed that the superior mechanical properties of the quasi-isotropic laminates could be due to enhanced nesting between neighboring prepreg layers during the compression molding process, which resulted in closer packing of the fibers. It has been shown that the prepreg stacking sequence could affect the creep behavior and flexural properties of the compression-molded CF/PEKK composites.
Introduction
Fiber-reinforced polymer composites (FRPCs) are widely used in advanced light-weight structures for their high specific strength and high specific modulus. Traditionally, thermosetting (TS) polymers have dominated the FRPCs, especially in the aerospace industry, attributable to their superior mechanical performance and relatively easy processing, thanks to their low viscosity as compared to thermoplastic (TP) polymers. However, TPs are light-weight and provide the ability for integral design, fire resistance, recyclability, repair, unlimited shelf-life and superior impact properties. TPs can be readily welded, via techniques such as ultrasonic and induction welding. 1 Despite having these advantages, TPs have found limited use in FRPCs, due to their higher melt viscosity, low mechanical properties most particularly modulus, poor chemical resistance, low glass transition temperature (Tg) and limited thermal stability at elevated temperatures. A large amount of work has been reported in the field of injection molded thermoplastic composites, where short fibers have been used, however the use of TPs with long fibers or fabrics remains limited in the automotive and aerospace industries, due to processing difficulties arising from the high viscosity of the TP matrix.
There are two areas where active research is being conducted in the field of TP composites. One is related to development of low-viscosity TP resin systems, such as polyamides 2 and Arkema’s acrylic-based Elium®. 3 These low-viscosity TPs are based on a reactive chemistry and are suited to processing via liquid composite molding (LCM) techniques such as VARTM using room-temperature tooling. The other area of progress in the TP composites is related to the development and processing of high-performance TP polymers, such as polyetheretherketone (PEEK), polyetherketoneketone (PEKK), polyethersulfone (PES or PESU) and polyimides (PI). 4 Recently, the high-performance TP composites based on PEEK and PEKK have attracted increasing interest for use in the automotive, aerospace, and marine industries, thanks to the advancements in the processing techniques and availability of new grades of high-end thermoplastic polymers. Most of these high-end TP polymers have the aromatic rings in their chemical structure, which provide chemical and mechanical stability. PEEK and PEKK are members of polyaryletherketone (PAEK) family, often referred to as polyketones. The use of PEEK and its composites has been reported in the aerospace industry, however, PEKK is also an attractive candidate, due to its lower cost (60% cheaper than PEEK), higher T g , (165°C compared to 145°C for PEEK), relatively low processing temperature and a wider processing window. Composites based on PEKK reinforced with high-performance fibers have shown a high impact resistance, vibration damping and thermal properties at elevated temperatures.5–7 Some researchers have studied various aspects of PEKK-based composites under various conditions. Nassir et al. 1 prepared GF/PEKK prepregs using a dry powder prepregging method. Quasi-static tensile and perforation tests were performed on the composites prepared from these prepregs. Mazur et al. 6 manufactured CF/PEKK laminates by compression molding and studied the influence of accelerated aging on the compression and interlaminar shear strength. Bucher and Hinkley 8 prepared CF/PEKK composites via a dry powder prepreg method using different types of CF. It was shown that the flexural properties of the composites were a function of the type of CF used in prepreg manufacturing. Sun et al. 9 proposed a model to predict the elasto-plastic behavior of PEKK composites as a function of temperature.
Short-term and long-term durability, characterized by mechanical properties of the composites, is of critical importance in FRPC structures. The mechanical properties of FRPCs are primarily a function of type of resin and reinforcement, and the interface between them, and can be controlled via other factors such as the fiber volume fraction and layout of the reinforcements in the composite. 10 An FRPC structure subjected to stress over a short period of time may not fail, but is prone to failure or deformation when subjected to similar stresses over an extended period of time. Even if catastrophic failure of the FRP does not take place, the slow deformation over time may cause the performance degradation of the structure. Creep is the time-dependent deformation of a material under constant load. While all materials exhibit an initial elastic strain when loaded, this strain may increase over time if the material is susceptible to creep. The long-term response of FRPCs under the application of various loads is especially important, due to the viscoelastic nature of the polymer matrix. 11 A large amount of work has been reported on the long-term creep behavior of FRPCs. Goertzen and Kessler 11 studied the long-term creep behavior of a CF/epoxy composite using the principle of time–temperature superposition (TTS). The predictions were made concerning the creep levels at the end of a proposed 50-year design life. Amiri et al. 12 used the TTS technique to predict the long-term creep behavior of flax/vinyl ester composites. Only horizontal shift method was used by Goertzen and Kessler 11 and Amiri et al. 12 Fukushima et al. 13 and Nakada et al. 14 demonstrated the application of TTS for predicting the long-term viscoelastic behavior of polymer composites and a plain amorphous polymeric resin. They argued that a vertical shift as well as horizontal shift is required to obtain a better master curve.
In the present work, the long-term flexural creep behavior of high-performance CF/PEKK composites with three different fiber layouts was evaluated using extrapolated short-term flexural creep experiments at various temperatures. The creep compliance master curves were generated at reference temperature of 120°C using vertical as well as horizontal shifting. In addition to creep, the flexural and viscoelastic properties were also compared.
Experimental
Materials
CF/PEKK laminates were prepared using Toray Cetex® TC1320-5H satin weave carbon fabric-based CF/PEKK prepreg with an areal weight of 285 g/m2. Seven threads were present per cm of the fabric. The prepreg was supplied by Cytec Industries Europe, Netherlands. 15 The resin content (RC) by weight of the prepreg used in this study is 42%. A schematic diagram of the weft and warp arrangement of the prepreg is shown in Figure 1(a).
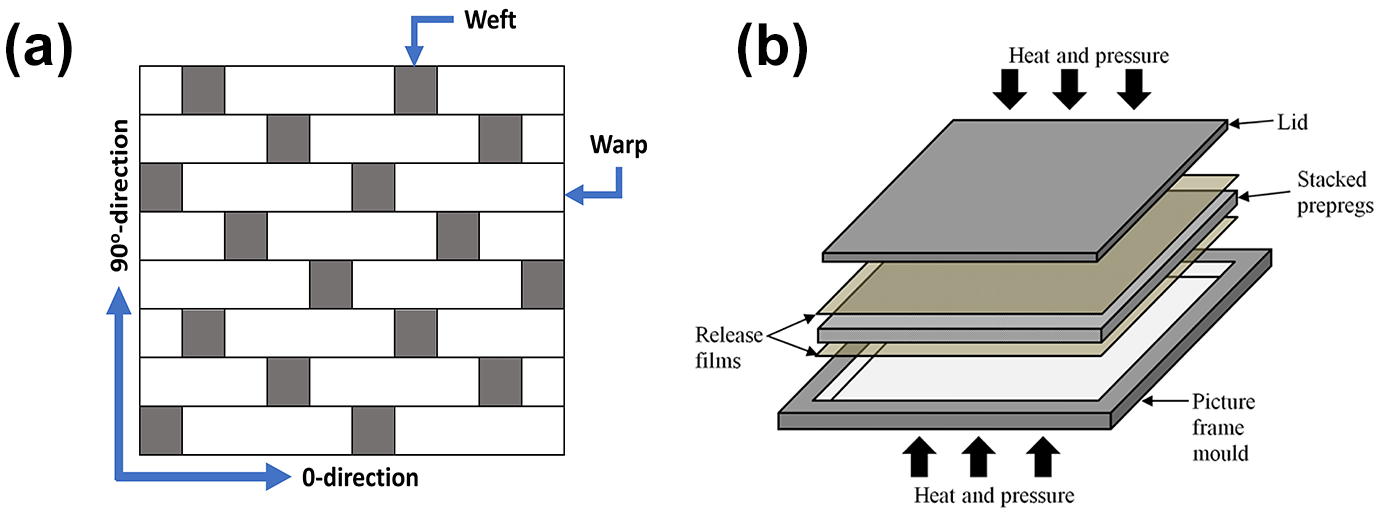
Schematic of (a) 5/3H satin weave CF/PEKK prepreg used in this study and (b) the hot-press consolidation process using a picture frame mold.
Composite manufacturing
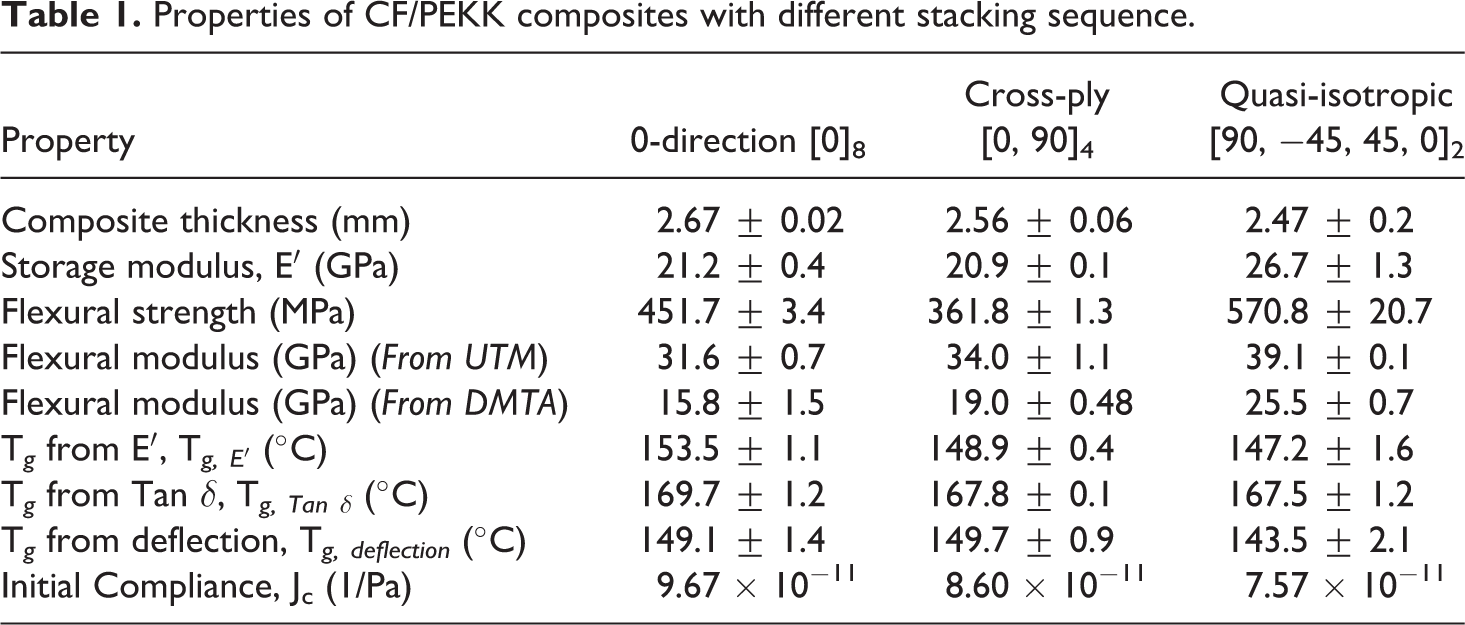
The compression molding technique was used to manufacture the CF/PEKK composites. Laminates with 0-direction [0]8, cross-ply [0, 90]4 and quasi-isotropic [90, −45, 45, 0]2s layups of the woven prepreg were stacked in a picture frame mold, with cavity dimensions of 300 × 300 mm2. There were eight plies in each laminate in total and the final thicknesses of the composites made with different layups differed as shown in Table 1. This manufacturing technique yielded high quality laminates since the design of the mold prevented excessive flow of the material during consolidation. The stack was consolidated under a pressure of 4 bar at 370°C in a Meyer® hot platen press, APV 3530, for 15 minutes, as shown in Figure 1(b). The consolidated laminate was then left to cool down slowly to room temperature prior to part removal. The test specimens for the flexural and creep testing were obtained via water-jet cutting.
Properties of CF/PEKK composites with different stacking sequence.
Mechanical characterization
Flexural tests were performed on 100 × 13 mm rectangular samples cut and conditioned from the laminates according to ASTM D7264/D7264M: Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials. 16 The testing was conducted using a three-point bending fixture (Figure 2(a)) as outlined in the ASTM D7264/D7264M in Procedure A. The fixture was mounted on an Instron 5969 universal mechanical testing machine with a load cell capacity of 50 kN. The samples were prepared according to dimensions as shown in Figure 2(b). Figure 2(c) schematically shows the three-point bending setup. The span used was 80 mm and the crosshead displacement rate was set at 1 mm/min. The force and displacement data were analyzed to obtain the flexural modulus and flexural strength values. At least three of the CF/PEKK specimens were tested for each configuration and the mean values with standard deviations were calculated.
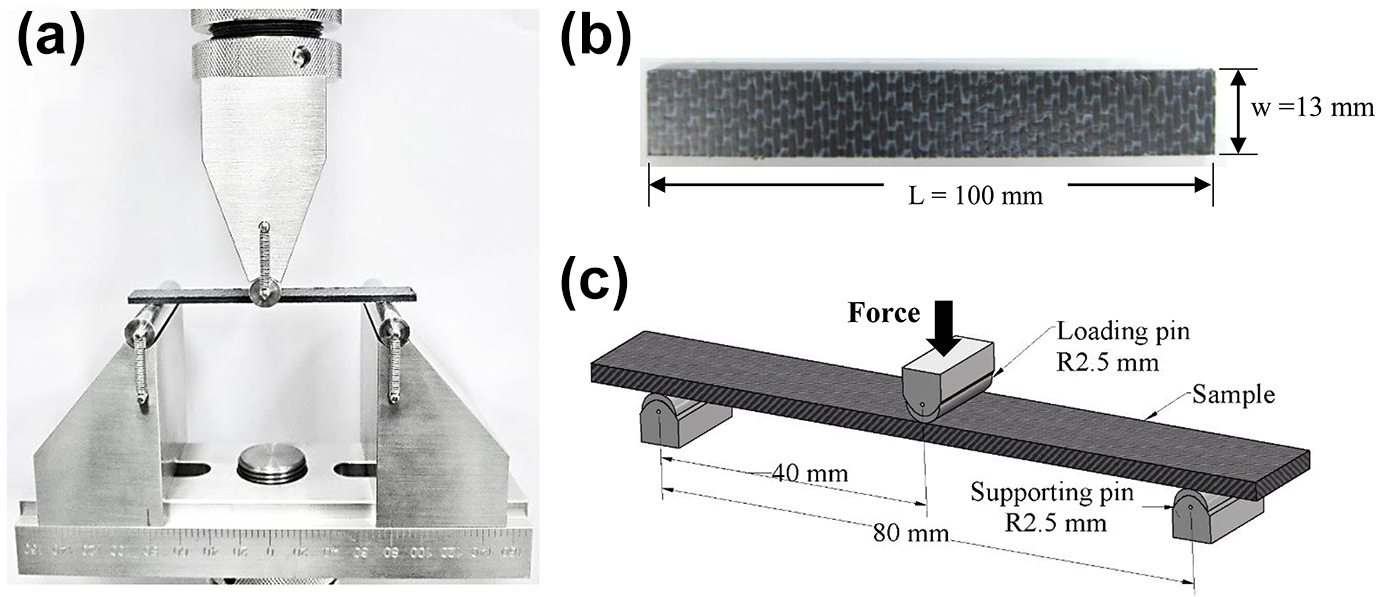
(a) Flexural test sample, (b) photograph of the test sample, and (c) schematic of the three-point bending fixture.
DMTA (DMA 8000, PerkinElmer, Inc., USA) was used for the temperature sweep and flexural creep/creep-recovery experiments. The DMTA has a load range of −10 to +10 N and a displacement range of −1 to 1 mm. A three-point bending fixture (shown in Figure 3(a)) with a free length of 20 mm was used for all experiments. The sample dimensions were 40 mm × 10mm × sample thickness in mm. For the temperature sweep experiments, the sample was heated from 25°C to 250°C at a ramp rate of 3°C per minute. The tests were performed at a frequency of 1 Hz. For the creep and creep-recovery experiments, a constant load (4 N) was applied on the samples for 30 minutes followed by creep-recovery for 30 minutes at various isothermal temperatures (40°C, 80°C, 120°C, 160°C, 200°C).
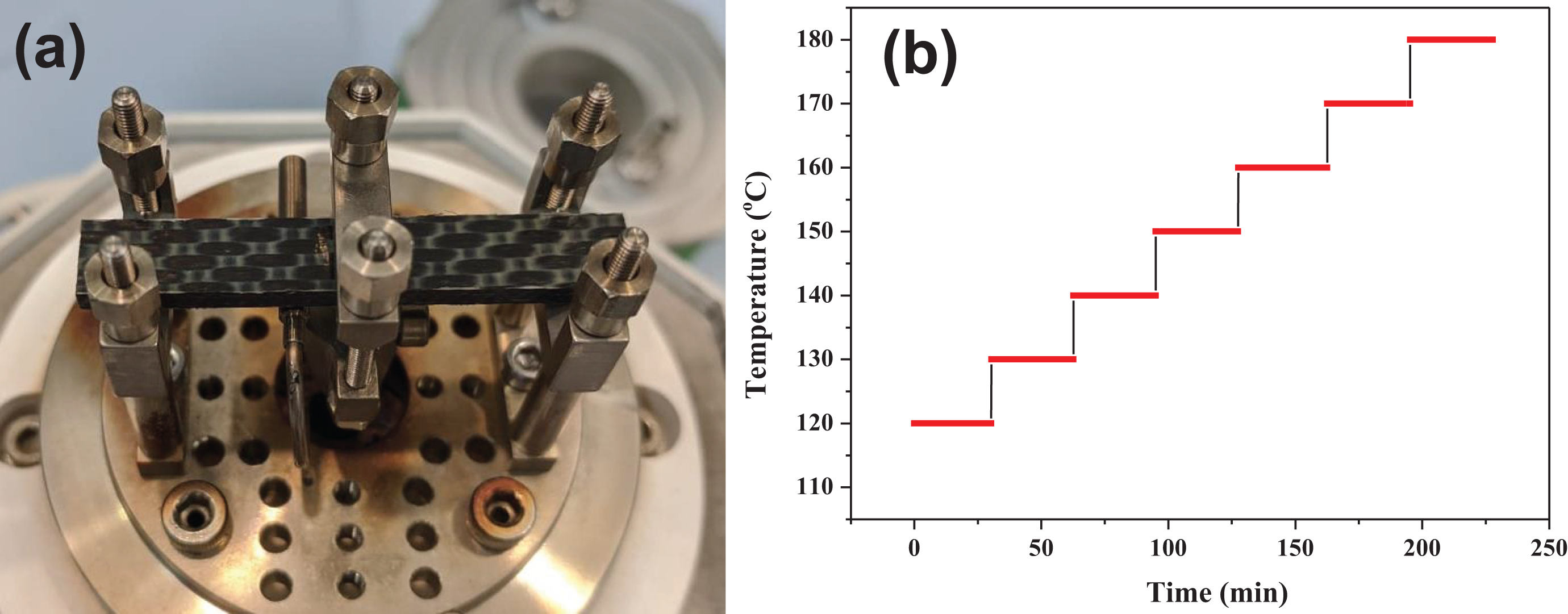
(a) Photograph of the CF/PEKK sample in DMTA in three-point bending mode and (b) temperature program for short-term creep experiments.
Construction of the creep master curve
An accelerated testing methodology (ATM) was used to predict the long-term creep of CF/PEKK composites based on the time-temperature superposition principle (TTSP). For the generation of creep master curve, creep tests were performed at isotherms between 120°C and 180°C at the intervals of 10°C (Figure 3(b)). For each isotherm, a constant force of 4 N was applied for 30 minutes. The creep compliance (Jc) was calculated from the deflection δ at the center of specimen using the following equation:

where P0 is the dead weight which is based on the surface strain at the center of specimen of each temperature and should not exceed 1% of the strain corresponding to maximum flexural strength. L (40 mm) is the span, b (10 mm) and h (∼2.5 to 2.7 mm depending on the sample) are width and thickness of the specimen, respectively. The short-term creep data for 0-directional composites at various temperatures obtained from the DMTA are shown in Figure 4.
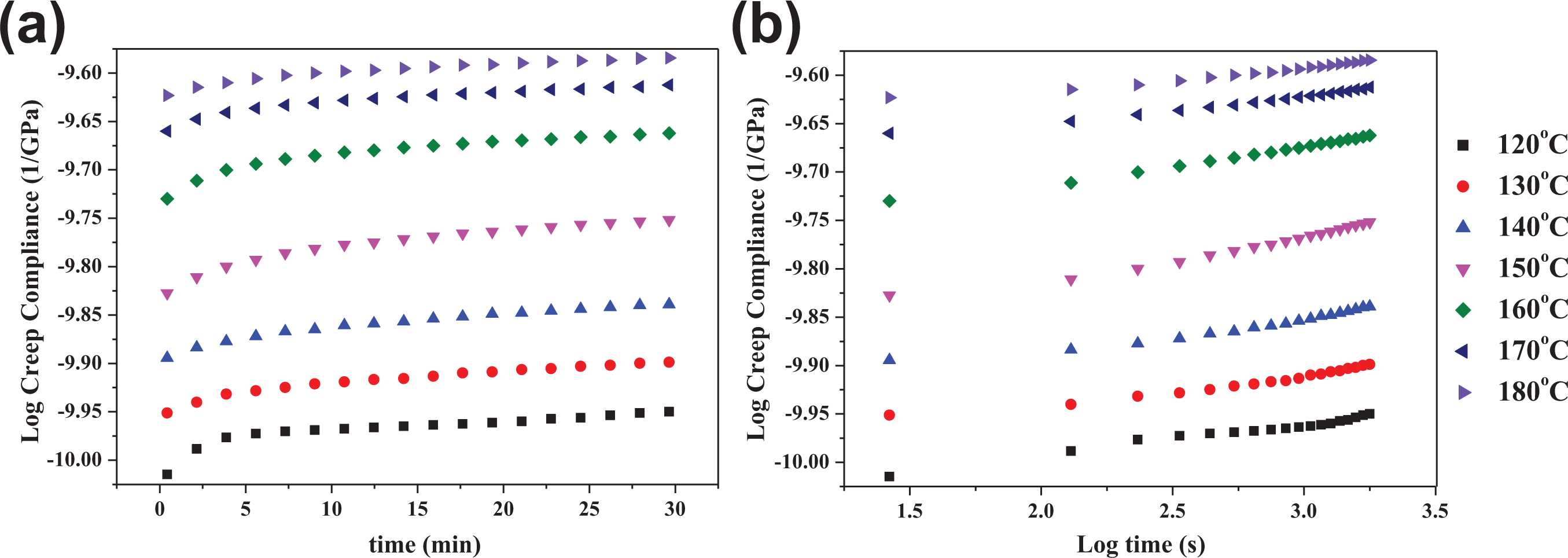
Creep data obtained at different temperatures: (a) experimental time scale and (b) x-axis converted to log scale.
Based on the TTSP, the master creep curve versus reduced time at a selected reference temperature (T ref ) is constructed by shifting the measured data at elevated temperatures along the log time axis (the horizontal axis). However, the measured data at temperatures below the T g cannot be superimposed smoothly by only horizontal shifting as shown in Figure 5(a). Both horizontal and vertical shifting is required to obtain a smooth curve as shown in Figure 5(b). Each successive curve was fitted with the previous curve by using a polynomial of fourth degree and it was ensured that R2 was greater than 99% showing a good fit. The horizontal time-temperature shift factor aTo(T) and the vertical temperature shift factor bTo(T) at a reference temperature T0 are respectively defined by the following equations 13 :


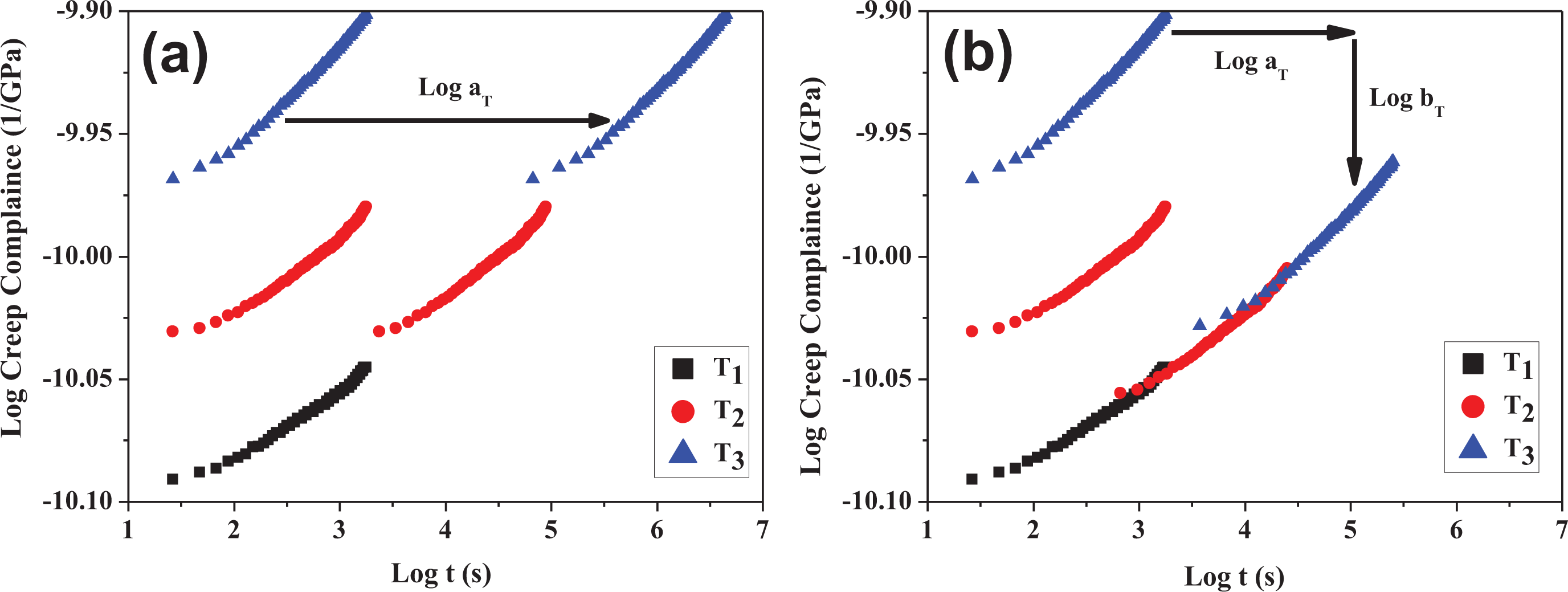
Construction of master curve of creep compliance: (a) using horizontal shift factor and (b) using both horizontal and vertical shift factor.
Results and discussion
Flexural properties and DMTA analysis
The flexural properties of the CF/PEKK composites are shown in Figure 6. The storage modulus (E′), loss modulus (E′′) and tangent delta (tan δ) versus temperature curves are presented in Figure 7. A summary of the parameters obtained from the graphs along with average sample thickness is shown in Table 1. Both flexural strength and modulus for quasi-isotropic composites are higher as compared to the other two layouts as shown in Figure 6. These results complement the storage modulus values shown in the Figure 7, where the storage modulus of quasi-isotropic composites is higher as compared to the 0-directional and cross-ply layouts. The limited stress-strain data from DMTA, with a maximum force of 4 N, was also used to obtain flexural modulus of the laminates. It was seen that although the moduli calculate in this manner are lower than the one calculated from the UTM but the trends are similar. The modulus for quasi-isotopic laminates is higher than the 0-direction and cross-ply composites.
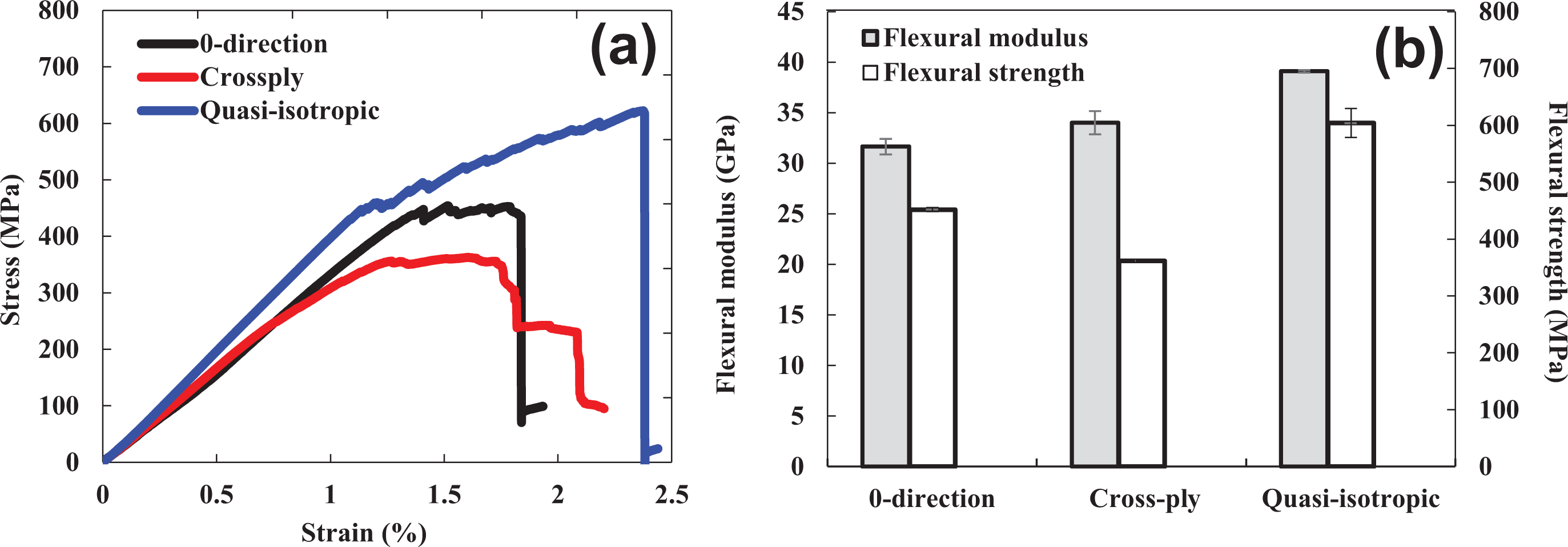
(a) Flexural stress-strain curves and (b) flexural modulus and strength.
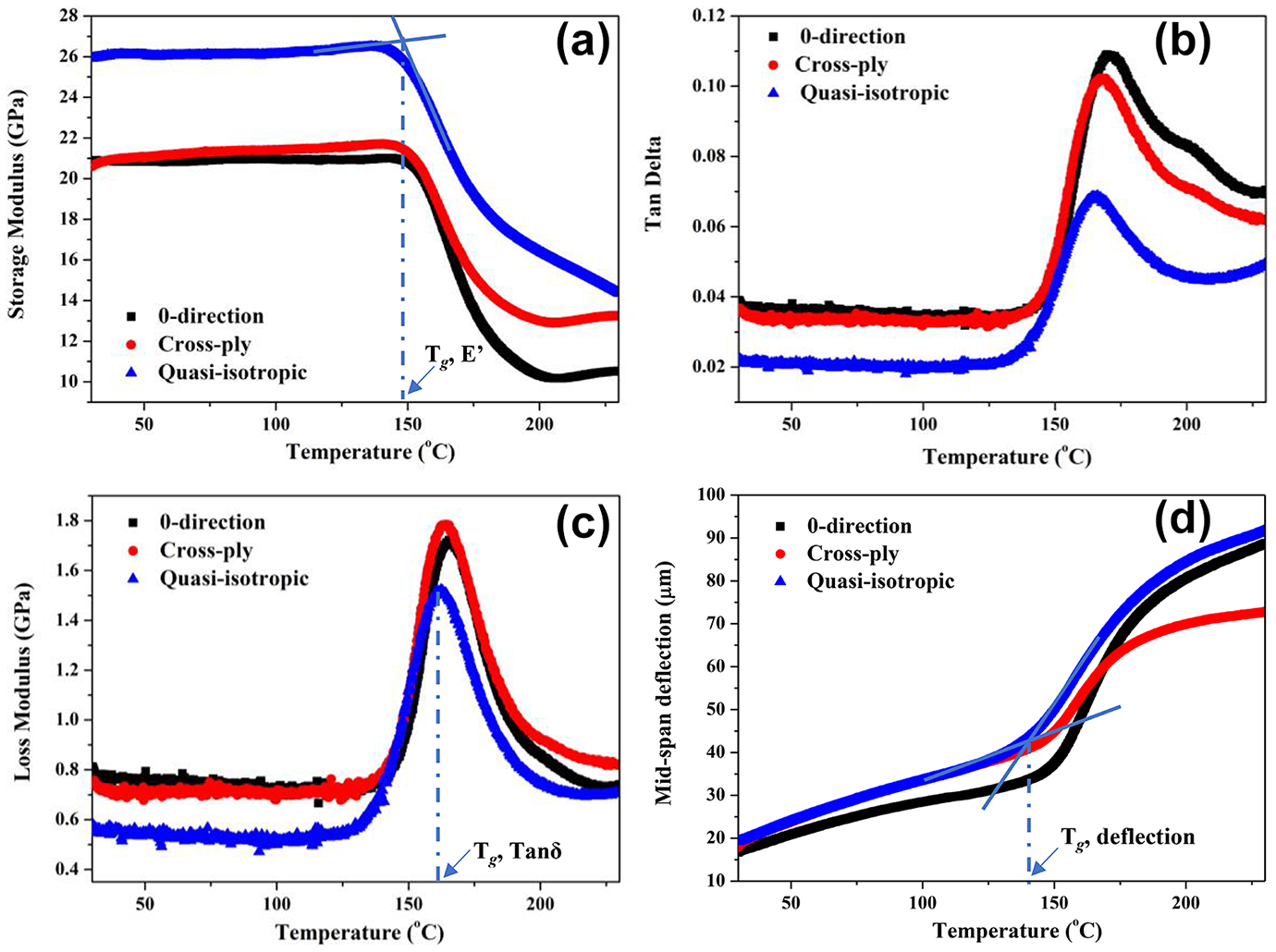
Viscoelastic properties of the CF/PEKK composites: (a) storage modulus, (b) tan δ, (c) loss modulus, and (d) mid-span deflection. The methodology of computing Tg is shown by arrows.
It is important to note that although eight plies were used for each composite, there are significant differences in the final thickness of the samples as shown in Table 1 and Figure 8. A visual inspection of the cross-sectional images of samples in Figure 8 reveals that the quasi-isotropic laminates show a dense structure which is apparent from the decreased thickness (2.47 mm as compared to 2.67 mm for 0-directional laminates). The reduced thickness of the quasi-isotropic laminates could be linked to the level of nesting between the neighboring prepreg layers during the compression molding process, resulting in closer packing of the fibers and a higher localized fiber volume fraction. Nesting between the plies could affect the mechanical response of composites, as shown by Varandas et al. 17 using computational damage modeling.
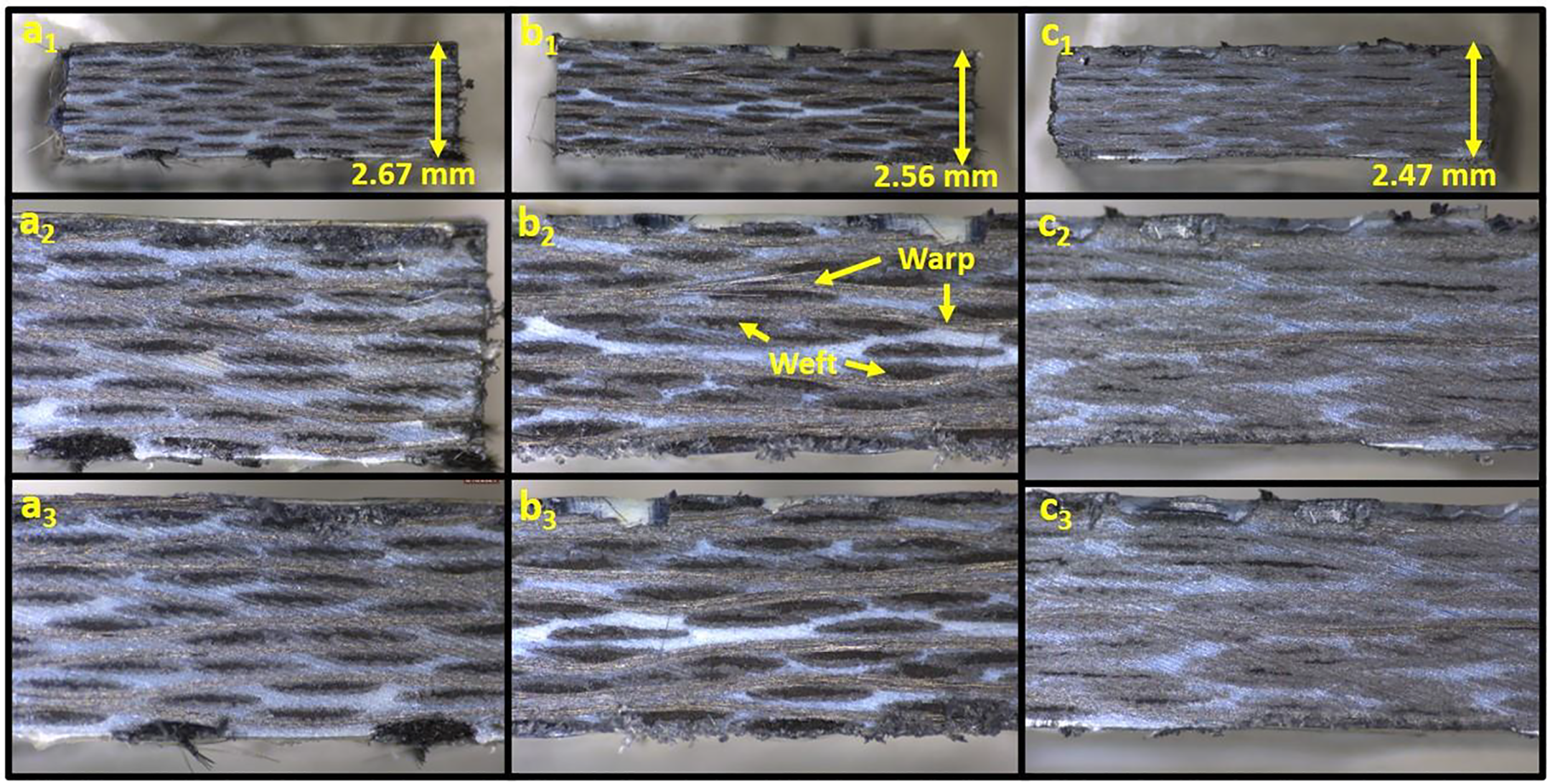
Cross-sectional photograph of (a) 0-directional, (b) cross-ply, and (c) quasi-isotropic laminates.
Various factors may contribute to the differences in flexural properties and storage modulus for the quasi-isotropic CF/PEKK composites as compared to other two layouts, including the specimen thickness, and stacking sequence of layers; and corresponding nesting effect. It is well-known that there is a strong dependence of composite properties on fiber orientation and the degree to which adjacent yarn weaves are in phase, a function of the nesting of reinforcement layers in a composite laminate.18,19 In case of flexural tests, the stress distribution across the depth of the specimens (z-direction) varies linearly during the elastic stage and is nonlinear in the plastic stage. As a result of this non-linearity, the flexural strength is a function of the overall thickness of the sample, displaying a direction relationship. 20 These variations in composite thickness could have resulted from differences in the level of layer nesting due to different fabric layouts. Layer nesting refers to the interaction between neighboring fabric layers of a textile composite laminate. The nesting of layers in a laminate is a geometric and mechanical phenomenon, which plays an important role in determining permeability of the laminate and mechanical properties of the composite.21,22 Breiling and Adams 21 performed numerical and experimental studies on the effects of layer nesting on the compression properties of woven fabric-based composites. It was shown that there was a reduction in strength of the composites due to idealized nesting as compared to random nesting. Lomov et al. 19 showed via analytical modeling that nesting in the layered composites could affect the fiber volume fraction and thickness of the final composite, hence affecting the mechanical properties. It was also pointed out the corresponding effect is stronger on strength as compared to modulus. Yousaf et al. 23 showed that both the degree of individual ply compaction and the degree of nesting between the plies are influenced by tow architectures. They compared nesting in plain, twill and sateen woven fabrics. It was shown that for woven fabrics, the nesting factors are lower for plain-woven fabrics as compared to twill and sateen fabrics. The most interesting observation was that the superior nesting capability of the plain multilayer fabrics should have resulted in a reduced stack thickness in the plain fabric than in the multilayer twill and sateen fabrics but opposite behavior was noticed. This paradoxical behavior was attributed to the lower bending deformation of plain-woven fabric due to the tight structure of plain fabrics. On the other hand, due to lose structure of the fabrics in twill and sateen designs, higher bending deformation occurs, which dominants even in presence of better nesting effect in plain fabrics giving relatively lower stack thickness of twill and sateen fabrics. Recently, Yousuf et al. 24 used computed tomography (CT) to study compaction and nesting in multilayer dry preforms, and their effect on fiber volume fraction and resin permeability. It can be speculated that the differences in laminate thickness and mechanical properties in the composites studied could be a confounding function of both stacking sequence and nesting between the plies.
The peak in the tan δ curve following DMTA testing shows the glass transition region, where the polymer undergoes a transition from the glassy to rubbery state. The Tg can also be obtained from the storage modulus curve by observing the temperature at which the E′ starts to drop. The values of Tg obtained from both tan δ and storage modulus curves are shown in Table 1. The difference between the Tg values obtained by these two methods is due to the methodology employed in the calculation of the Tg. When comparing the measured Tg values of the three types of the composite, it can be seen that there is only a marginal difference, as the Tg is primarily dependent on the nature of the polymer matrix.
Creep and creep-recovery
The creep response of a material provides information on its time-dependent deformation at a constant load. In the case of polymers, during creep, the macromolecular chains are stretched and re-oriented under a constant load. Creep and creep-recovery experiments were performed at various temperatures for the three types of composites. The results are shown in Figure 9. The first observation from these graphs is that there is an increase in strain with an increase in the temperature at the same level of loading. This is expected, since it is easier for polymeric chains to untangle and deform at a higher temperature, thanks to higher values of thermal energy. When comparing the three types of composites, it can be seen that the strain levels in the quasi-isotropic composites are slightly lower (indicating a better creep response) as compared to the other two types of laminate. It appears that the isotropic arrangement of the woven prepregs offers added structural strength to the composite, which is also revealed by the higher values of flexural properties and storage moduli for the isotropic laminates as shown in the previous section.
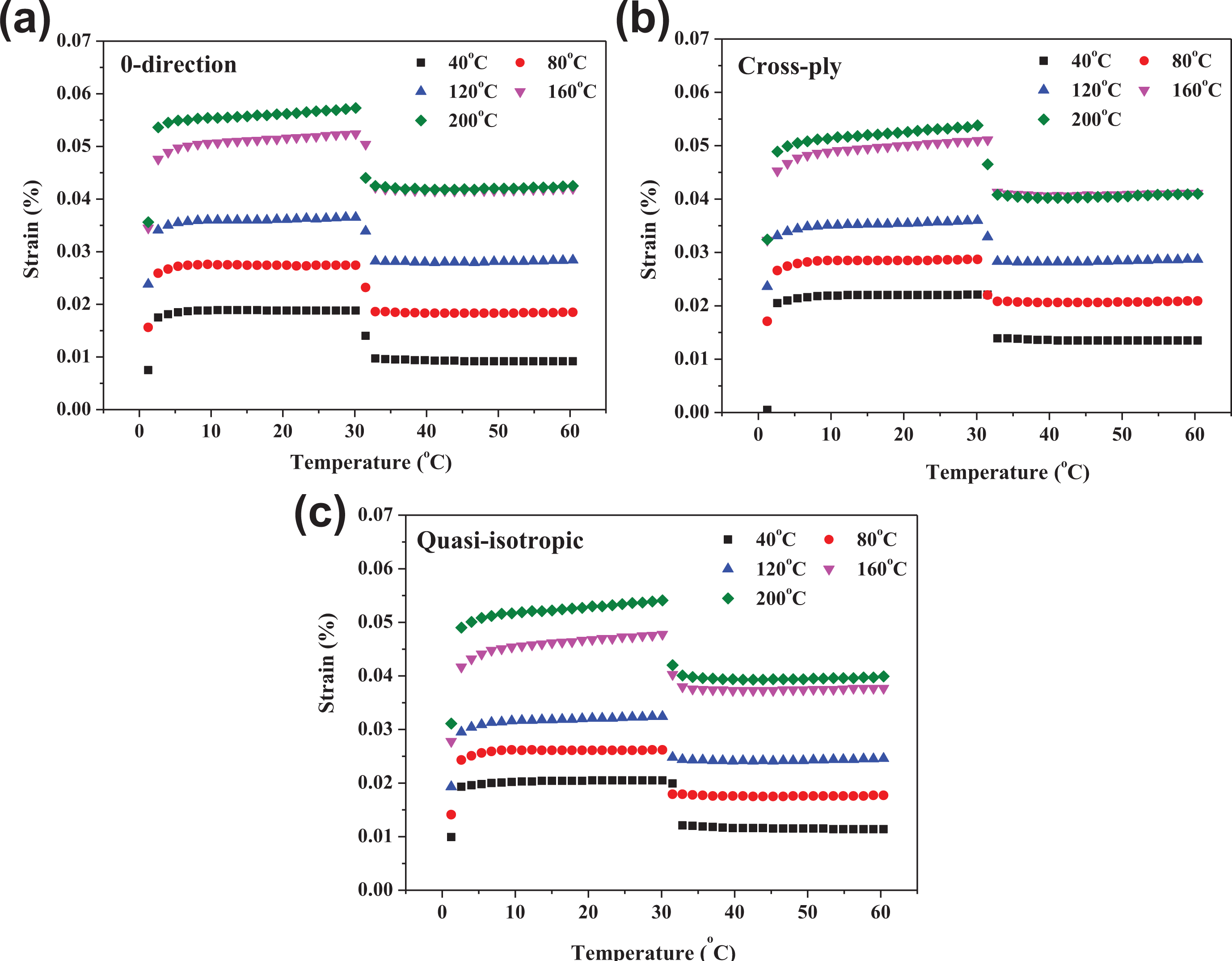
Creep and creep-recovery test at different temperatures (a) 0-directional, (b) cross-ply, and (c) quasi-isotropic laminates.
A considerable amount of research has been carried out on the creep behavior of composites made from unidirectional fabrics however there are not many studies on the creep response of woven polymer composites. Gupta and Raghavan 25 performed a parametric study on the effect of fiber microstructure on the creep response of plain weave composites. They pointed out that during curing, consolidation (i.e. overall reduction in thickness of the laminate) of the laminate occurs for a number of reasons, such as resin bleeding, removal of air between plies, cure shrinkage, and nesting of the plies. It can be speculated that the better creep response of quasi-isotropic CF/PEKK laminates is due to the closer packing of plies as a result of enhanced nesting of prepreg layers.
Long-term creep prediction
The time-temperature superposition principle was used to predict the lifetime creep behavior of the CF/PEKK composites from flexural creep tests over a range of elevated temperatures. Although, the DMTA creep tests were conducted at low stress levels, and in a bending mode, some qualitative creep level predictions can still be made using this method. Figure 10(a) show the manual construction of a master curve for the quasi-isotropic laminates at the reference temperature of 120°C. The creep curves at higher temperatures were superimposed on the creep curve corresponding to the reference temperature, 120°C in this instance, by choosing shift factors so that, the isothermal curves overlap. The corresponding horizontal and vertical shift factors are shown in Figure 10(b). For all composites, it was observed that there was very little creep below 120°C. It should be noted that the Tg for these composites is approximately 160°C. It is well-known that glass transition occurs over a range of temperature as depicted by the broad peak of loss modulus and tan δ in Figure 7. A smooth master curve was obtained for all of the laminates. A comparison of the shifted master curves at 120°C for the three types of composites is shown in Figure 11. It can be seen from these results, that the CF/PEKK composites exhibit an excellent creep resistance up to more than roughly 13 years. It is again clear that the isotropic laminates offer a superior creep resistance (i.e., lower creep compliance) compared to the 0-direction and cross-ply laminates. This could be related to differences in the stacking sequence and nesting phenomenon taking place in the three composites studied as discussed earlier
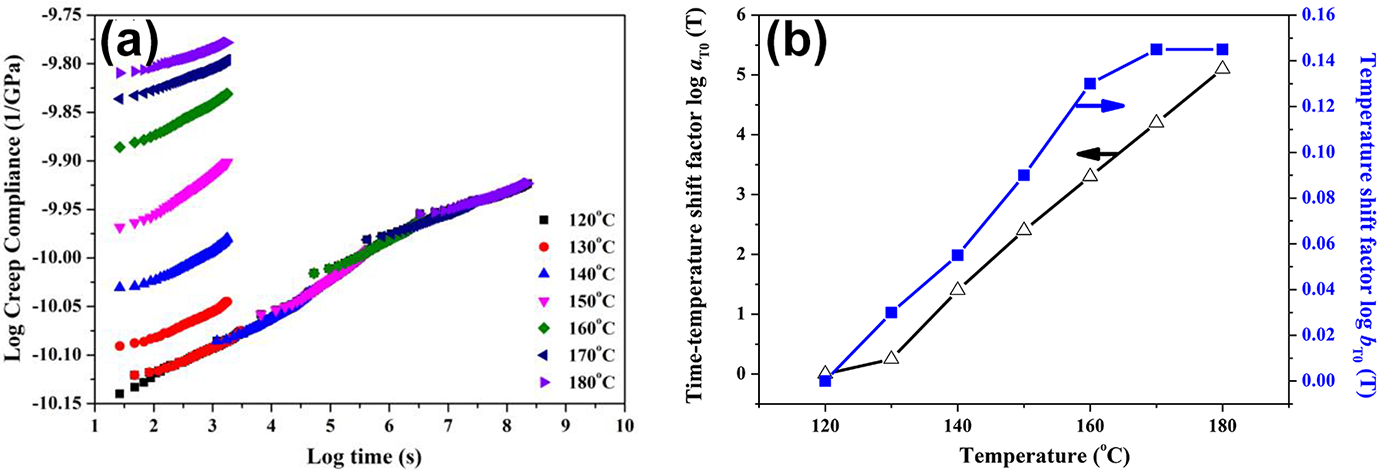
(a) Creep compliance master curves and (b) horizontal and vertical shift factors for quasi-isotropic laminates at Tref = 120°C.
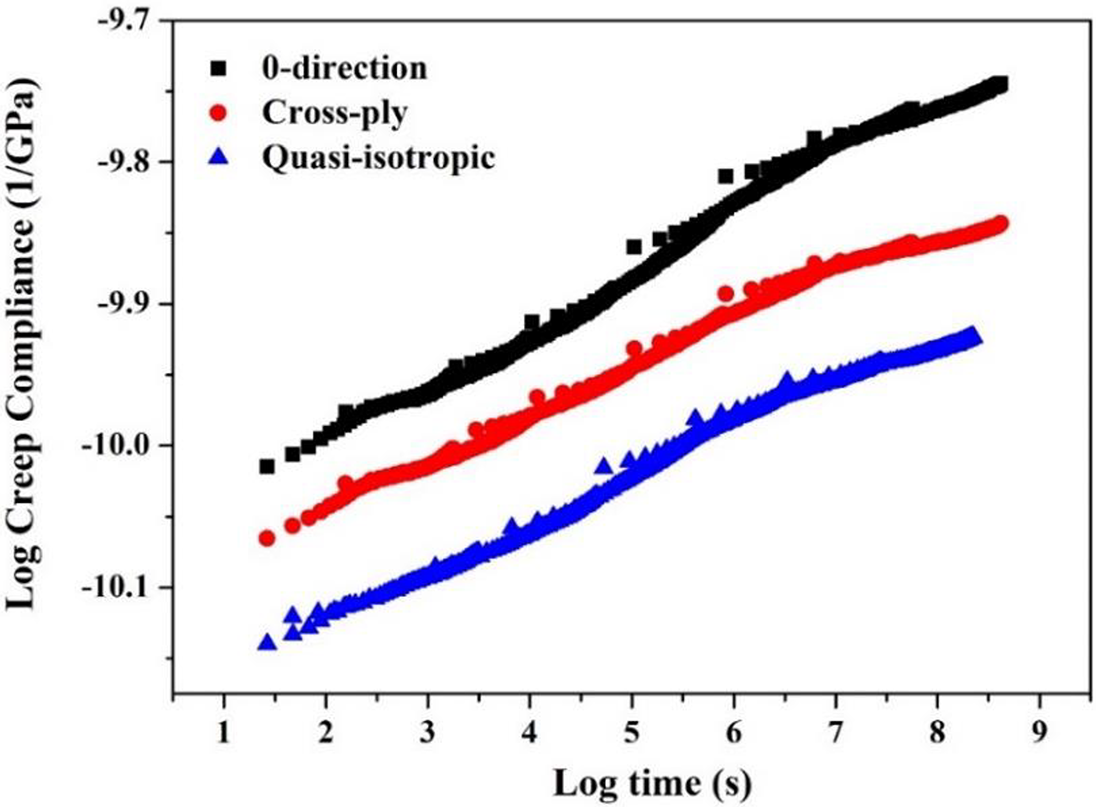
Comparison of creep compliance master curves for 0-direction, cross-ply and quasi-isotropic laminates of CF/PEKK at Tref = 120°C.
Conclusions
CF/PEKK prepregs were used to manufacture eight-layer composites via compression molding based on three different stacking sequences; 0-direction [0]8, cross-ply [0, 90]4 and quasi-isotropic [90, −45, 45, 0]s. Flexural and DMTA tests were undertaken to evaluate the bending and temperature-dependent viscoelastic properties of the three types of composites. It was shown that the quasi-isotropic laminates showed higher values of flexural strength, flexural modulus and storage modulus. The creep and creep-recovery behavior was evaluated at temperatures between 40°C and 200°C. The time-temperature superposition method was used to create a creep master-curve from the short-term isothermal flexural creep tests performed between 120°C and 180°C at intervals of 10°C. Both horizontal and vertical shifting was performed to obtain a smooth master curve. The resulting master curve represented the creep behavior of composites over a time period equating to roughly 13 years. It was shown that at 120°C, the quasi-isotropic composites exhibited a 27% and 12% higher creep resistance as compared to the 0° and cross-ply laminates, respectively. Higher flexural modulus (23%) and flexural strengths (33%) were also exhibited by the quasi-isotropic composites. The final thickness of the quasi-isotropic laminates was 8% lower than zero-direction laminates. After analyzing cross-sections of composites, it was proposed that the improved mechanical properties of the quasi-isotropic laminates could be linked to the degree of nesting between adjacent prepreg layers during compression molding, resulting in closer packing of the fibers. It has been shown that the prepreg stacking sequence can affect the creep behavior and flexural properties of the compression-molded CF/PEKK composites.
Footnotes
Acknowledgments
The authors also acknowledge the use of facilities at the Aerospace Research and Innovation Center (ARIC), a joint venture between Khalifa University of Science and Technology and Mubadala, UAE.
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Khalifa University of Science and Technology internal grants CIRA-2020-007 and FSU-2019-08.