
Abstract
In the present study, 20 wt% ENGAGE (a polyolefin elastomer) is melt blended with 80 wt% linear low-density polyethylene (LLDPE) followed by composite preparation with pistachio shell powder (PSP) in various compositions (40 wt% to 70 wt%). The effect of variation of PSP content on mechanical properties is studied. The processability of composites is improved because of the unique processability of ENGAGE. Consequently, filler-containing capability of the LLDPE/ENGAGE (LE82) blend is also enhanced considerably due to extra space generated by amorphous ENGAGE. Again, blending of 20 wt% ENGAGE with 80 wt% LLDPE is helpful for maintaining mechanical properties of LLDPE/ENGAGE/PSP composite in useful range. The rheological study confirms that complex viscosity (η), storage modulus (G’) and loss modulus (G”) remain almost unchanged with the incorporation of a high quantity of PSP into the LE82 blend system for all the composites in the entire frequency range. From the rheological study, it is seen that the thermoplastic nature of the composites is maintained. Thermogravimetric analysis (TGA) and scanning electron microscopy (SEM) show the structural integrity of LE82 blend-based composites revealing the thermal stability of the organic filler and consequently the composites. SEM also shows uniform dispersion of PSP into the LLDPE/ENGAGE blend matrix. Such biocomposite with 70 wt% biodegradable component and reliable mechanical properties is attractive for wide spread applications.
Keywords
Introduction
Synthetic polymers such as linear low-density polyethylene (LLDPE), low-density polyethylene and high-density polyethylene (HDPE) have useful properties such as good tensile strength, elongation, impact and chemical resistance, durability and lightweight, which make these polyolefins superior in packaging and many more applications. However, despite having so many advantages, synthetic polyolefins are non-biodegradable, hence, discarded polyolefins pollute the environment in various ways, for they remain in the environment for years after use.1–3 Reinforcement of some biodegradable components into these polyolefins is one of the best practical approaches to reduce this environmental pollution.
Nowadays, naturally biodegradable particle-reinforced polymer composites have become an emerging area of interest due to their environmental friendliness and low manufacturing cost, especially in packaging applications.4,5 In this regard, LLDPE and LDPE are the most widely used polymers. Cellulose-based natural biodegradable polymers can be used for the preparation of polymer composites. Many cellulose-based polymers such as flax,6,7 hemp,6,7 banana, 8 shells, etc are suitable candidates for reinforcing polyolefins. These outer shell residues are widely produced throughout the world. On the other hand, the preparation of lignin-based polymer composite is of great interest nowadays, to reduce petroleum-based negative environmental impact.9,10
It is reported earlier that lignin has a highly crosslinked molecular structure having fewer active points for reaction. 11 On the other hand, cellulose is a linear long-chain molecule-based polymer without any crosslinked points and has a large number of active reaction sites compared to lignin. 11 For the improvement of mechanical properties, lignin and cellulose both are efficient but for thermal stability improvement and water absorption reduction, lignin gets an edge over cellulose. 12 Mechanical properties, thermal stability and moisture insensitivity of prepared composites are very crucial for the use of these composites, especially in packaging applications. Also, moisture absorption of polymer composite affects their mechanical properties. 13 Composites based on cellulose have been well studied in yesteryears.14–17 Many lignin-cellulose-based fillers such as almond shells, pistachio shells, etc are attractive options for the preparation of filler-reinforced polyolefin composite. However, LLPDE/lignin-cellulose-based biocomposites are less studied. Boujelben et al studied LLDPE reinforced with almond shell powder (ASP) based biocomposite. 18 But only 40 wt% ASP was possible to be reinforced in the LLDPE matrix and the properties were not so attractive. 18 Pistachio shell powder (PSP)-based filler is less studied in the composite fields and limited reports are available in the literature.19,20 Rautaray et al determined the mechanical and thermal properties of unsaturated polyester composite reinforced with 10-40 wt% pistachio shell particles. 19 Altun et al prepared a biocomposite of PLA and pistachio shell and studied their mechanical, thermal and morphological properties. 20 But only 20 wt% pistachio shell powder was reinforced in the PLA matrix. There is no available literature on LLDPE/pistachio shell-based biocomposite.
However, there are multiple challenges to the preparation of biodegradable filler reinforced polyolefins-based biocomposites. These major persisting challenges are high-temperature degradation of fillers during processing due to low thermal stability of filler such as starch, less filler-containing capability of polyolefins due to their high degree of crystallinity, i.e., less available free space to accommodate filler in the composites, poor mechanical properties of filler reinforced composite and most importantly flowability i.e. processability, which is reduced due to increase in viscosity of high filler containing polyolefin composites, making the system un-processable. Pistachio shells contain approximately 26 % lignin, 50 % cellulose and 24 % hemicellulose,21–23 which can be helpful for improvement in mechanical properties, thermal stability and moisture insensitivity of prepared composites.
Interestingly, PSP has excellent reinforcing capability due to high lignin (rigid 3-D aromatic structure) and cellulose content (linear structure provides better reinforcement).21–23 Due to the presence of approximately 26 % lignin content, PSP makes the prepared composite thermally stable and electron beam crosslinkable.23,24 Ethylene-octene copolymer (ENGAGE), a polyolefin elastomer (POE), possesses a high degree of amorphousness, excellent mechanical properties, excellent processability and high-temperature stability.25–29 It is reported that the presence of ENGAGE enhances the processability of the composites. 30 Therefore, in the present study, we have blended ethylene-octene copolymer (ENGAGE), with LLDPE and thereafter, LLDPE/ENGAGE/PSP composites are prepared to overcome the above-mentioned challenges.
In the present work, LLDPE/ENGAGE blend (80/20 wt%/wt%) and various amounts of PSP (40–70 wt%) based composites are prepared using a twin-screw extruder. Mechanical and rheological studies are performed to investigate the effect of PSP reinforcement on the properties of prepared composites. The thermal stability of various amounts of PSP (40–70 wt%) reinforced LLDPE-ENGAGE blend-based composites is analyzed using thermogravimetric analysis (TGA). Scanning electron microscopy (SEM) study is performed on LLDPE/ENGAGE blend (80/20 wt%/wt%) and 70 wt% PSP reinforced LLDPE-ENGAGE blend-based composite to determine the dispersion state of filler in the polymer matrix.
Experimental
Linear low-density polyethylene (LLDPE) granules (grade-F-19,010, MFI-1.0 g/10 min, density of 0.918 g/cc) are supplied by the Reliance industry. Ethylene-octene copolymer, a polyolefin elastomer (POE) with the trade name ENGAGE 8003 is supplied by DuPont-Dow Elastomers. Pistachio shells (PS) are procured from a local market located in Mumbai, India. Water-soluble parts of PS are removed by immersing PS in water for 12 h. Then, PS are dried at 90°C for 8 h and these are converted into powder by using a grinder and 100 mesh sieves.
Preparation of linear low-density polyethylene/polyolefin elastomer/pistachio shell powder composites
LLDPE, ENGAGE and PSP components are dried at 90°C for 4-5 h in a vacuum oven. LLDPE and ENGAGE are blended in an extruder (Haake MiniLab mini extruder) at 170°C, 40 r/min for 3 min. To investigate the maximum reinforcing capability of LLDPE, LLDPE/PSP composites are prepared by reinforcing PSP in the LLDPE matrix. The biocomposites containing 50 wt% and 55 wt% PSP in LLDPE are prepared and denoted as LP50 and LP55, respectively. Due to the bad flowability, the prepared LP55 contain lot of bubbles and sample is full of PSP lumps in the composite. Therefore, with pure LLDPE, LP50 is prepared (Figure 1). Various LLDPE/ENGAGE blends are prepared in different compositions, out of which LL/EN 80 wt%/20 wt% (LE82) is selected for the preparation of PSP-based composites, considering the balance between mechanical properties, rheological properties and filler-containing capability.
31
LE82 blend is used for the preparation of PSP-based composites using same conditions mentioned above. LE82 blend-based composites indicate the smooth appearance even up to 70 wt% reinforcement of PSP in LE82 blend (Figure 1). Table 1 represents the notation of prepared samples in the present study. Prepared samples are extruded out from the extruder barrels in the form of continuous strands through the die. These strands are converted into sheets (150 mm × 150 mm × 2 mm) using a hydraulic press machine with a pressure of 5 tons and a temperature of 180°C for 5 min. Images of prepared samples (a) LL, (b) EN, (c) LE82, (d) LEP70 and (e) LP50. Sample compositions with notations.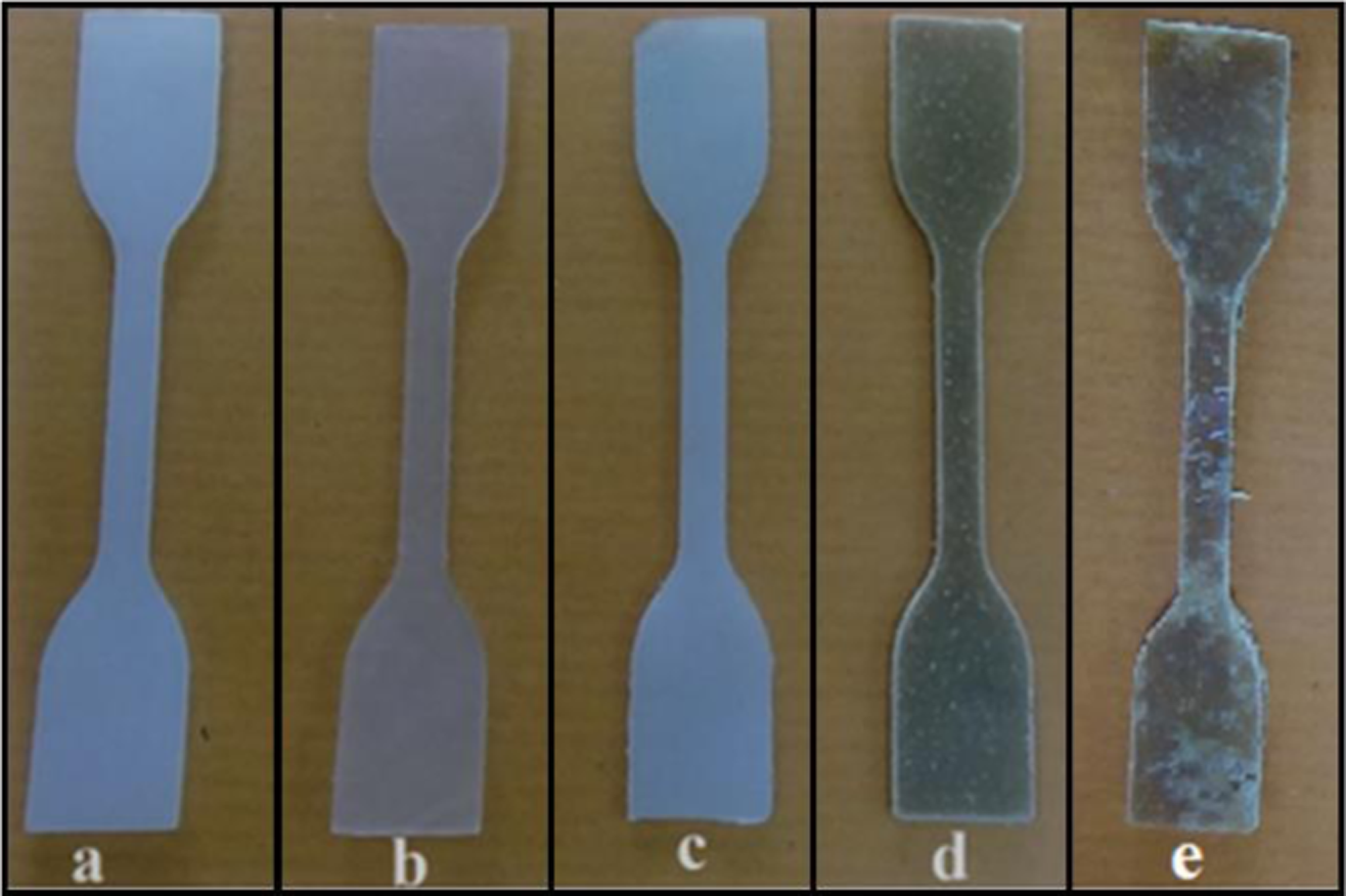
Characterization
Mechanical studies
The tensile properties of the prepared samples are determined according to ASTM D 638 standard using a universal testing machine (LLYOD Instruments Ltd, Bognor Regis, West Sussex, UK). Measurements are performed using a 50 mm/min crosshead speed at room temperature. For tensile testing, dumbbell-shaped samples of 2 mm thickness are cut from compression molded sheets using a dia-puncher machine. Results are reported as the average value of five measurements conducted for each sample.
Rheological studies
To investigate the effect of PSP reinforcement in LLDPE/ENGAGE blend on the flow behavior (processability), rheological properties of pure polymers, blends and PSP-based composites are conducted. The samples of 20 mm diameter and 2 mm thickness are prepared by compression molding at 180°C for rheological studies. A parallel plate rheometer MCR 102 Rheometer (Anton Paar, Austria) is run in oscillatory mode to measure the rheological properties of prepared samples. Before measurement, the amplitude swipe is performed to determine the linear viscoelastic region. The frequency sweep test is carried out in the frequency range of 0.01–500 rad/s with the strain of 0.1% at 170°C.
Thermogravimetric analysis
A thermogravimetry analyzer (TGA) (model: TGA/SDTA 851e/MT5/LF1600) is used for the study of the thermal stability of composites and constituents of composites, which is an important concern of high-temperature processing. TGA studies are carried out by heating the samples in an alumina crucible from room temperature to 650°C at a heating rate of 10°C/min under a nitrogen atmosphere.
Morphological studies (scanning electron microscopy)
For the morphology studies of polymer composites, SEM JEOL JSM 5400 is used. Polymer samples are fractured in cryogenic condition (in liquid nitrogen) and the fractured surface is coated with gold before the scanning electron microscopy (SEM) study. The cross-sectional area of the coated samples is exposed to SEM and photographs are captured at 10 kV accelerating voltage and in the range of 100 × to 2000× magnification.
Results and discussion
Mechanical properties
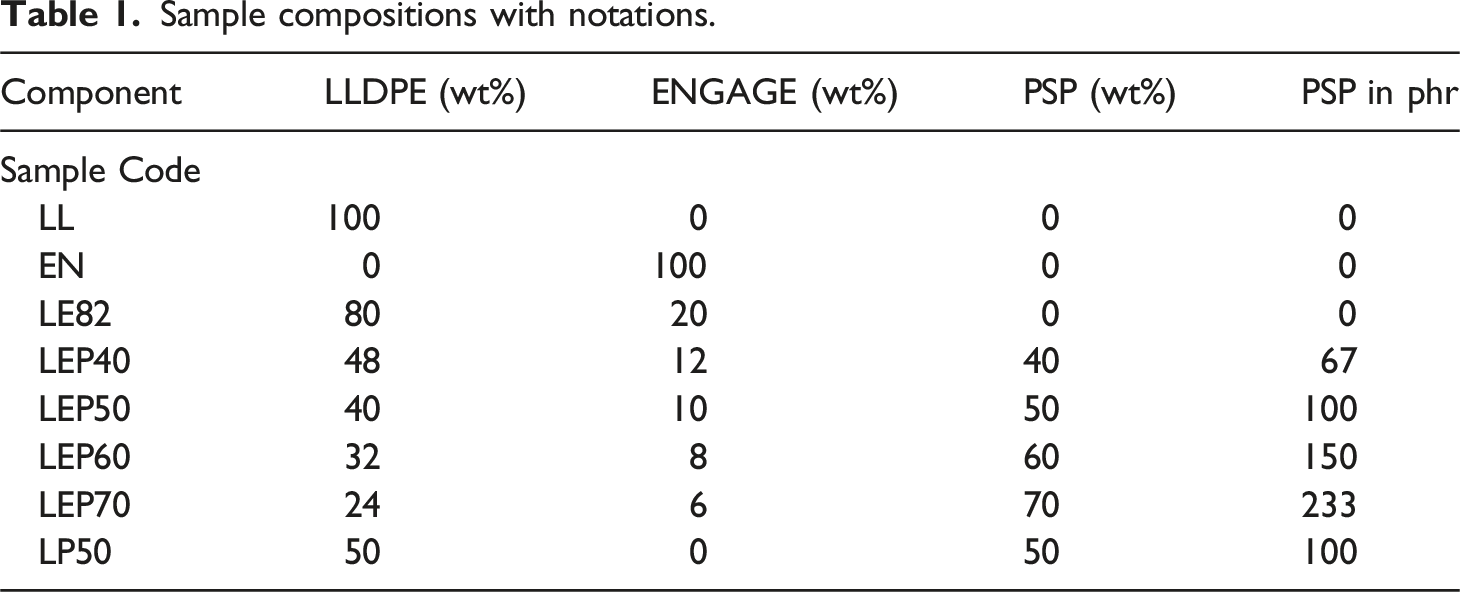
Figure 2 shows the stress-strain plots of LL, EN, LE82, LP50, LEP40, LEP50, LEP60, and LEP70 samples (Table 1). Figure 3(a)–(c) represents Young’s modulus, tensile strength and elongation at break of all the samples. The obtained Young’s modulus, tensile strength and elongation at break values for LP50 composite are 110 MPa, 0.75 MPa and 80 %, respectively. More than 50 wt% PSP reinforcement in LLDPE is not possible due to high the crystallinity of LLDPE (less free space available for PSP incorporation) and poor processability during melt mixing. Moreover, the reinforcement of 50 wt% PSP in LLDPE causes a drastic decrease in mechanical properties of prepared composites. Therefore, to overcome these difficulties, 20 wt% EN is blended with 80 wt% LL (blend is named as LE82) and LE82/PSP-based composites are prepared and their mechanical properties are studied. The LE82 blend exhibited Young’s modulus, tensile strength and elongation at break values fall between LL and EN (Figure 3(a)–(c)). Stress-strain curve of LL, EN, LE82, LEP40, LEP50, LEP60, LEP70 and LP50. Tensile properties of LL, EN, LE82, LEP40, LEP50, LEP60, LEP70 and LP50.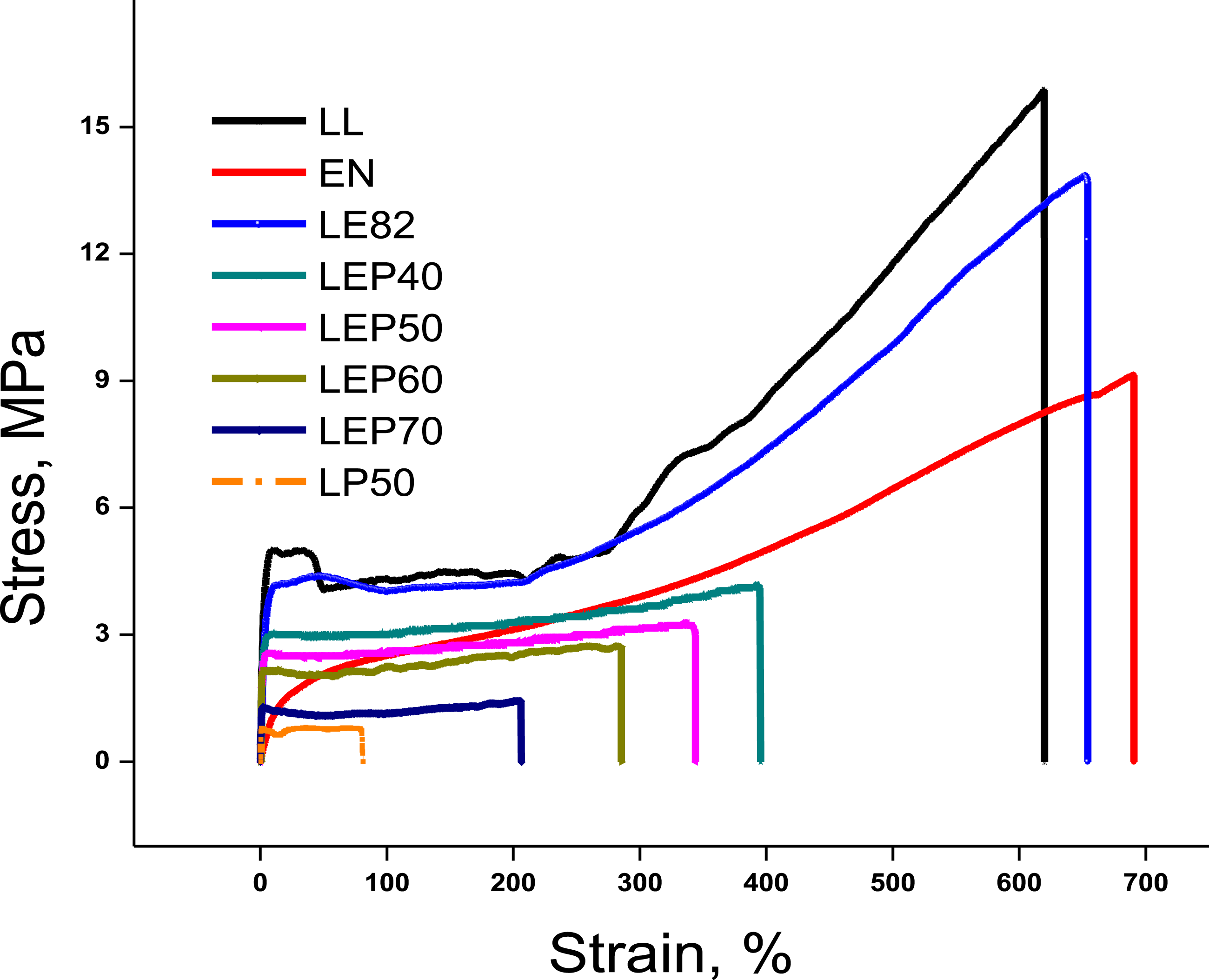
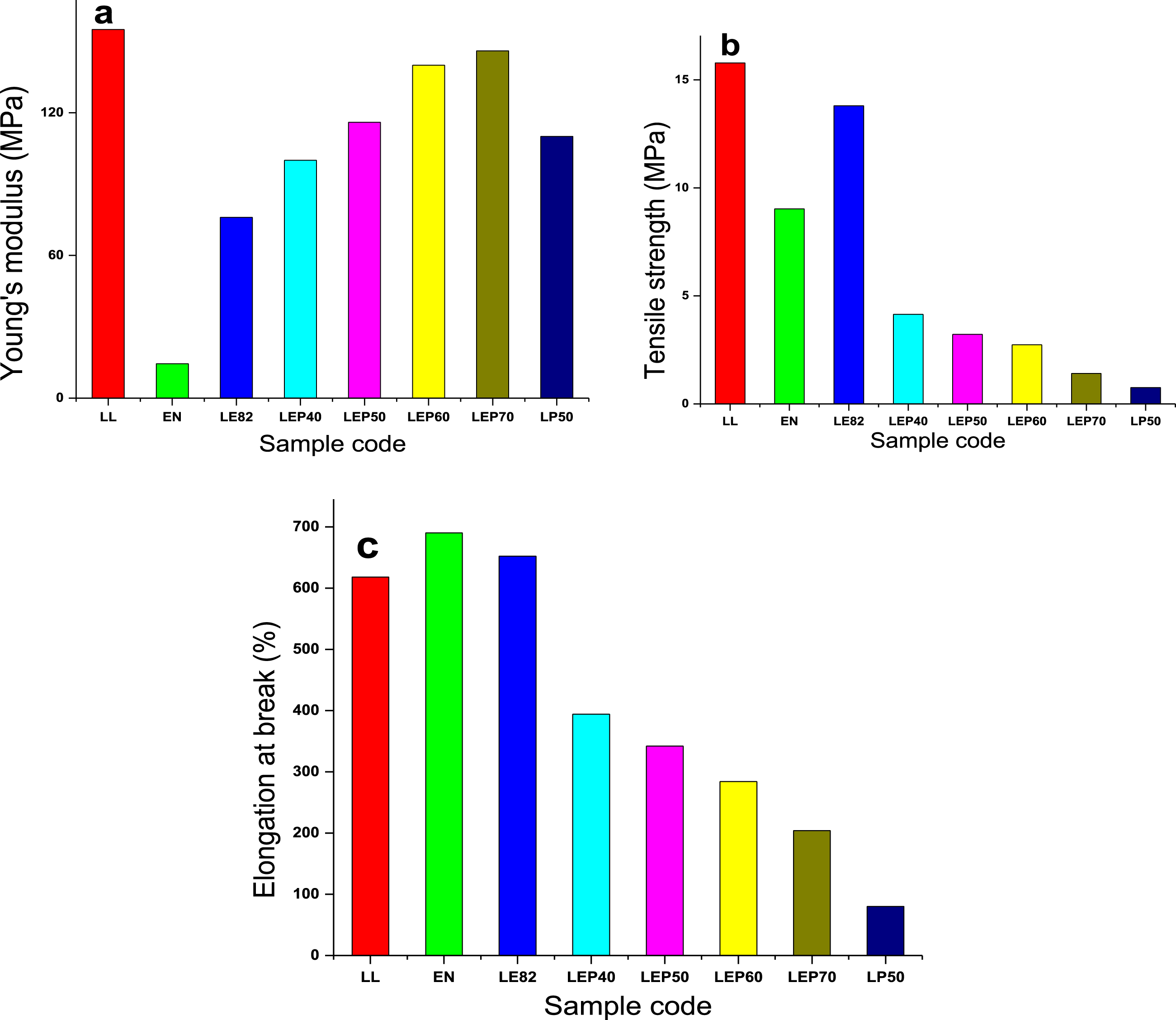
Figure 3(a) shows that Young’s modulus of PSP-reinforced LE82 composites increases with PSP loading. The increase in Young’s modulus with filler (PSP) reinforcement in a polymer matrix is due to the filler exhibiting high stiffness compared to the polymer matrix, which further enhances the stiffness of the filled system. 32 Again, Young’s modulus keeps on increasing with the continues addition of PSP because as PSP content increases, filler-filler interaction is increased, thus increasing Young’s modulus. 33
Figure 3(b) and (c) represent the variation of tensile strength and elongation at break values with PSP content in prepared composites. Figure 3(b) shows that there is a continuous reduction in tensile strength values with an increase in PSP content in biocomposite. This decrease is associated with the low interfacial interaction between hydrophilic PSP and hydrophobic LL/EN component, which leads to early rupture of the LL/EN and PSP interface during tensile testing. 34
Similarly, elongation at break values of LL/EN/PSP composites decrease from the LE82 blend and keeps on decreasing with the increase in PSP loading in LE82 (Figure 3(c)). During tensile testing, lack of compatibility between LL/EN and PSP components causes crack generation relatively at low strain. 34 When tensile force is applied, these cracks easily propagate and cause a reduction in elongations of PSP-based composites.
However, it is found that LEP70 composite provides much better mechanical properties than LP50 composite. Therefore, blending of 20 wt% EN with 80 wt% LL results in improvement in mechanical properties. Again, due to the presence of 20 wt % EN, filler containing capability of LL/EN blend becomes higher compared to pure LLDPE. As high filler loading is not possible in LLDPE-based composites, therefore, further studies are carried out only on LE82 blend-based composites.
Rheological properties
With the incorporation of a high quantity of PSP into LLDPE, rheological properties i.e. processibility of thermoplastic polymer are usually hampered due to an increase in viscosity, thus disturbing the high-temperature processing of composites. On the other hand, if temperature is enhanced, the processibility will improve and becomes easier due to a decrease in viscosity, but there is a possibility of degradation of PSP as well as base polymer. Therefore, to optimize the processing condition, LLDPE is blended with the ethylene-octene copolymer, ENGAGE having excellent processibility and function as a processability enhancer of polymeric systems. In addition, as ENGAGE is having very less crystallinity i.e., a high degree of amorphousness, the LLDPE/ENGAGE blends can accommodate a high quantity of PSP as the blends will have more free space due to the high quantity of amorphousness. 35 To optimize the processability of composites, the dynamic viscosity (η), the storage modulus (G’) the loss modulus (G”) and tan δ are investigated for pure LL, pure EN, LE82, LEP40 (67 phr of PSP), LEP50 (100 phr of PSP), LEP60 (150 phr of PSP) and LEP70 (233 phr of PSP).
Complex viscosity (η)
Figure 4 represents the variation of complex viscosity with frequencies in logarithmic scale for pure LL, pure EN, LE82, LEP40, LEP50, LEP60 and LEP70. The viscosities of the pure LL, pure EN, LE82, LEP40, LEP50, LEP60 and LEP70 are decreased with an increase in the frequency (Figure 4). This is mainly described by the increased orientational degree and the deterioration in chain entanglement. Such flow behavior is called shear thinning in viscoelastic materials, which represents the non-Newtonian behavior of all samples.36,37 The complex viscosities of the LE82-PSP composites are slightly higher with respect to that of LE82 blend, in the entire frequency range. Also, all PSP-incorporated composites exhibit flow curves of similar profiles as obtained in LL, EN and LE82 blend samples. Variation of complex viscosity with frequency for LL, EN, LE82, LEP40 LE50, LEP60 and LEP70 at 170°C.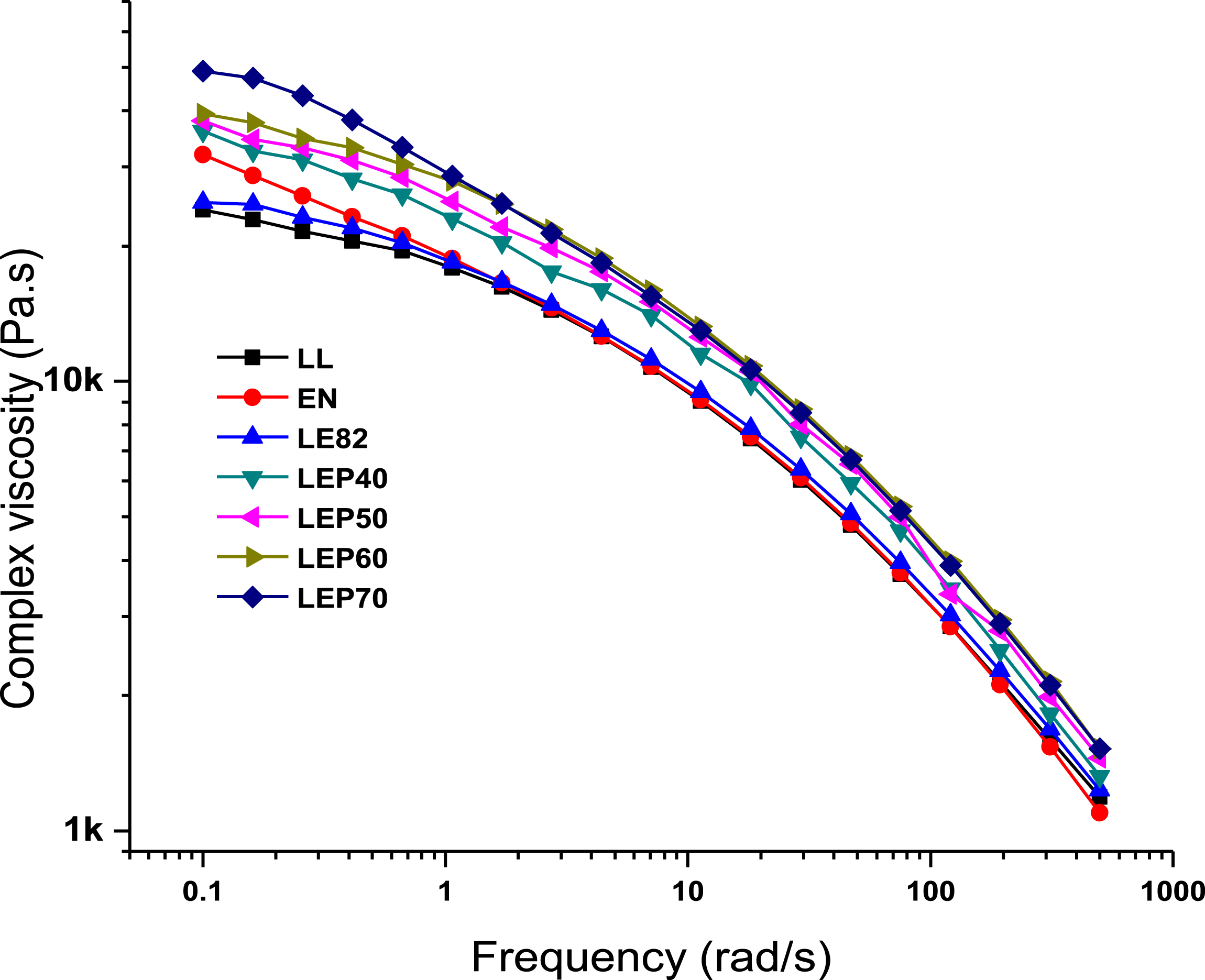
Flow behavior index of pure LL, pure EN, LE82 blend, the LL/EN/PSP composites (LEP40, LEP50, LEP60 and LEP70) can be measured from the power law decay model, which can be calculated using the following equation.
38
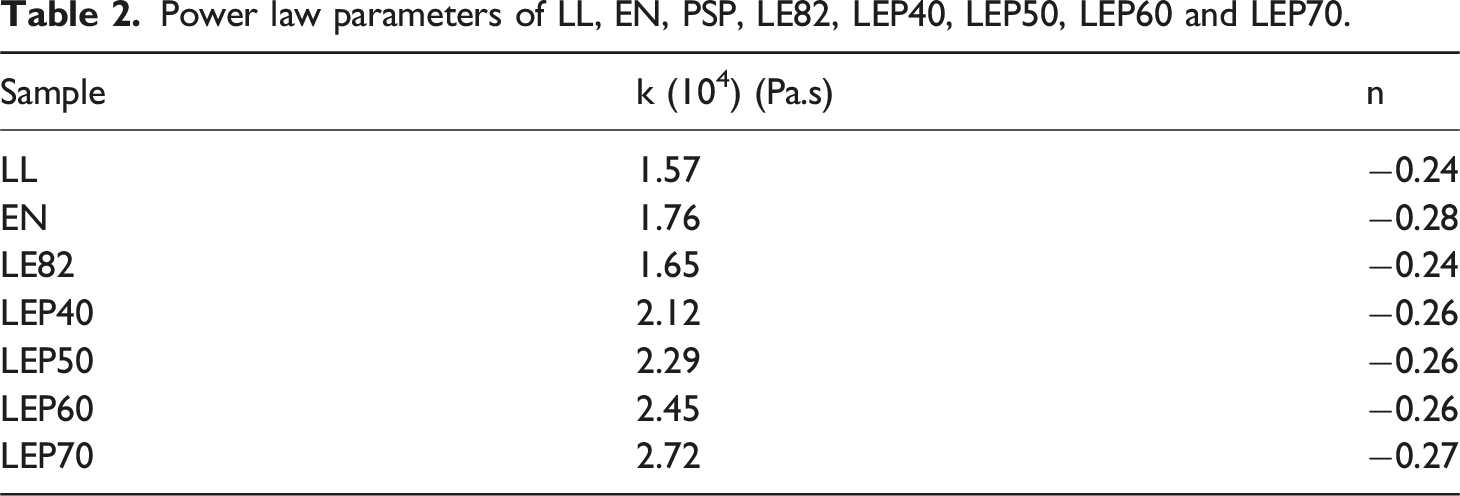
Power law parameters of LL, EN, PSP, LE82, LEP40, LEP50, LEP60 and LEP70.
From Figure 4, it is obvious that the incorporation of PSP in LE82 has no significant effect on the melt viscosity of the composites at 500 rad/s. Therefore, from the above discussion, it is obvious that upon incorporation of 20 wt% of ENGAGE in 80 wt% of LLDPE, processing of high PSP containing LLDPE-based composites becomes easier due to significant modification of viscosity.
Storage modulus (G’)
Figure 5 represents the variation of Storage modulus (G’) with frequency, for pure LL, pure EN, LE82, and the LL/EN/PSP composites (LEP40, LEP50, LEP60 and LEP70). The G’ of EN, LL and LE82 are found to be almost close to each other in the high-frequency range. But at lower frequencies, G’ values can be considered a little bit different. This may be attributed to the fact that at low frequencies the polymer chains get time to rearrange themselves.
39
Also, at lower frequency region, the behavior of G’ for LE82 blend are very similar to that of LLDPE and ENGAGE and magnitudes of G’ lies between LLDPE and ENGAGE. High shear stress supports the polymer chains to disentangle and orient towards the flow direction at a high-frequency region, which results in almost unchanged G’ for EN, LL and LE82. The storage modulus is found to increase with an increase in PSP loading in the LE82 blend in the entire frequency region. Incorporation of PSP into LE82 blend causes an increase in filler-filler interaction, which cause a increase in storage modulus. From the slopes of the curves, it is noticed that the trend of change of G’ with frequency is similar for LE82, LEP40, LEP50, LEP60 and LEP70 in the entire range of frequency (Figure 5). Similar slopes of LE82, LEP40, LEP50, LEP60 and LEP70 suggest that all the prepared composites have rheological properties close to each other and quantity of PSP has no significant effect on the flow behavior of prepared composites.
39
Variation of storage modulus (G’) with frequency for LL, EN, LE82, LEP40, LEP50, LEP60 and LEP70 at 170°C.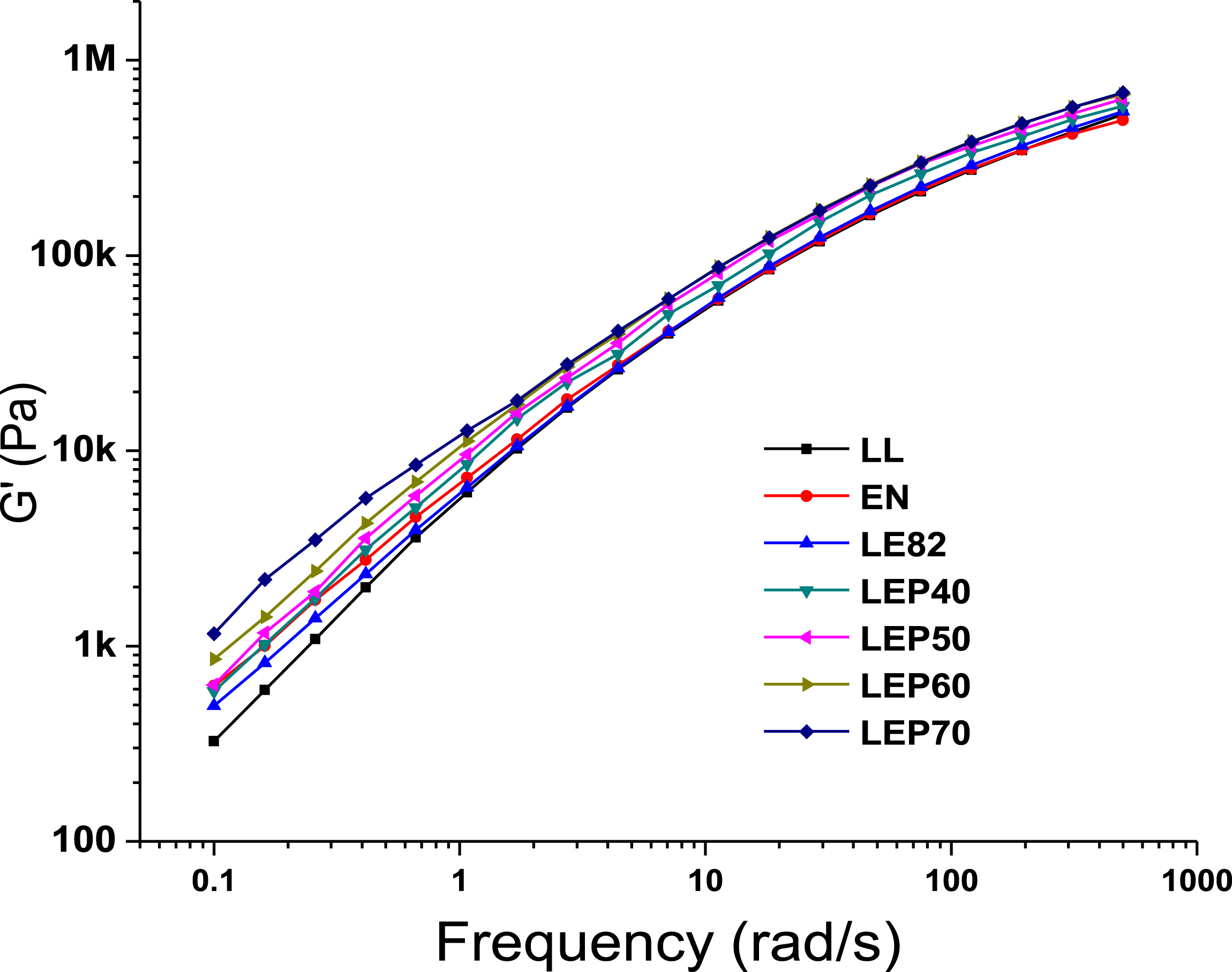
Loss modulus (G”)
Figure 6 represents the variation of loss modulus (G”) with frequency, for pure LL, pure EN, LE82 blend, and the LL/EN/PSP composites (LEP40, LEP50, LEP60 and LEP70) at 170°C. Loss component slightly increases with an increase in PSP loading in LL/EN/PSP composites due to an increase in friction between LLDPE/ENGAGE and PSP filler as LLDPE/ENGAGE is nonpolar and PSP is polar. Similar trends are observed for G”, which is obtained for G’. It is noticed that the trend of change of G” with frequency is similar for LE82, LEP40, LEP50, LEP60 and LEP70, which is calculated from slopes of the curves in the entire range of frequency (Figure 6), suggesting that quantity of PSP has no significant effect on the flow behavior of prepared composites.
39
Variation of loss modulus (G”) with frequency for LL, EN, LE82, LEP40, LEP50, LEP60 and LEP70 at 170°C.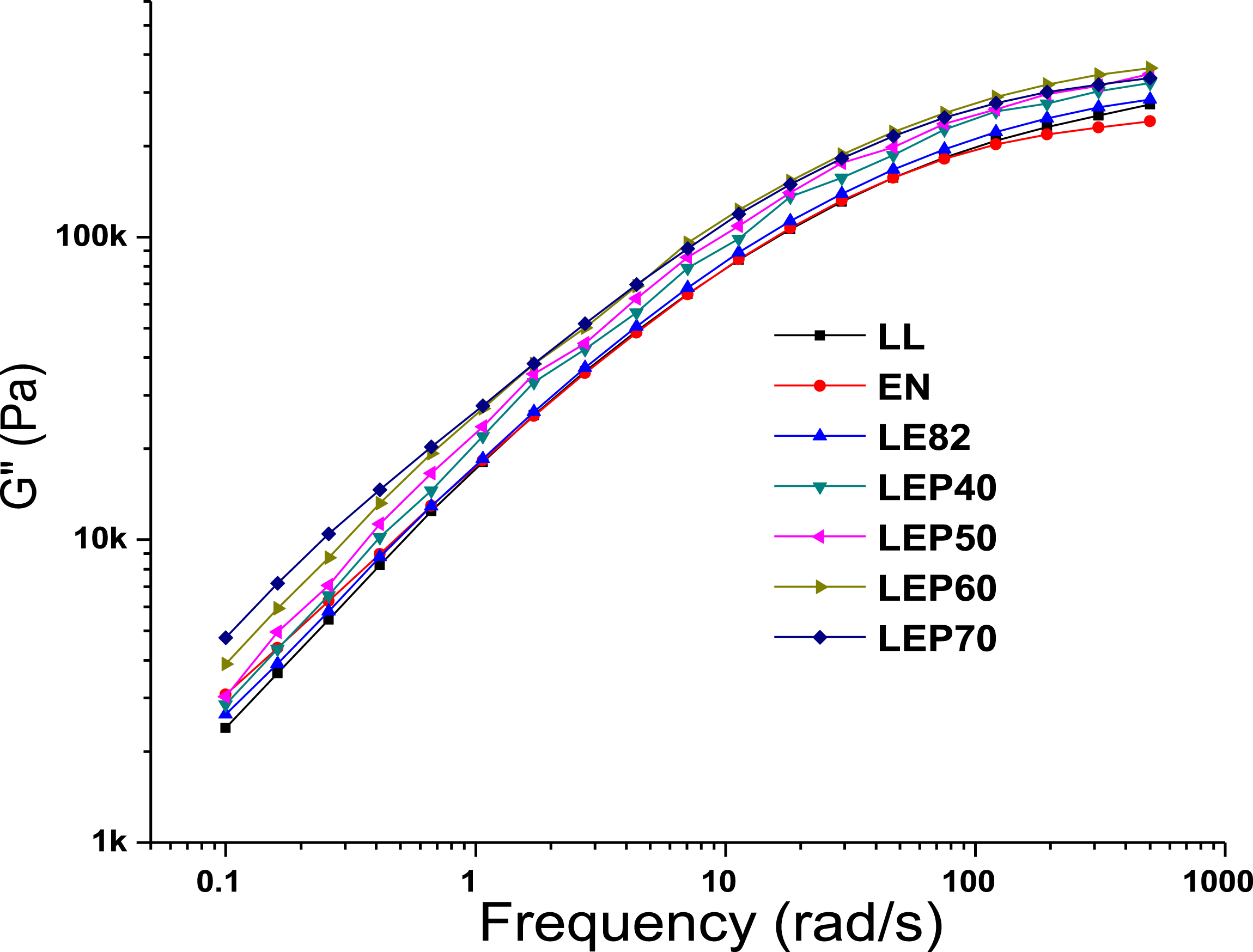
This melt rheological data is very encouraging from the practical point of view and helps in the high-temperature processing of polyolefin/PSP composites.
Loss angle (tan δ)
Loss angle (tan δ) is measured by the ratio of loss modulus to the storage modulus and it provides useful information about material energy storage and dissipation capability. The tan δ is more sensitive to the relaxation behavior in polymer than modulus (storage and loss). Therefore, in order to determine the viscoelasticity of the polymer, tan δ is generally used. Figure 7 represents the variation of tan δ with frequency for pure LL, pure EN, LE82 blend and PSP-reinforced LL/EN blend-based composites at 170°C. For all composites, tan δ shows decreasing trend with increase in frequency, which is the characteristic of a viscoelastic liquid (Figure 7).40,41 Also, tan δ of LE82 blend is higher at low frequency than that of the LL/EN/PSP composites, whereas tan δ values of LE82 blend and LL/EN/PSP composites are similar at higher frequencies. At lower frequency, in LL/EN/PSP composites, polymer–filler interaction may result decrease in tan δ at higher PSP loading.
40
Variation of tan δ with frequency for LL, EN, LE82, LEP40, LEP50, LEP60 and LEP70 at 170°C.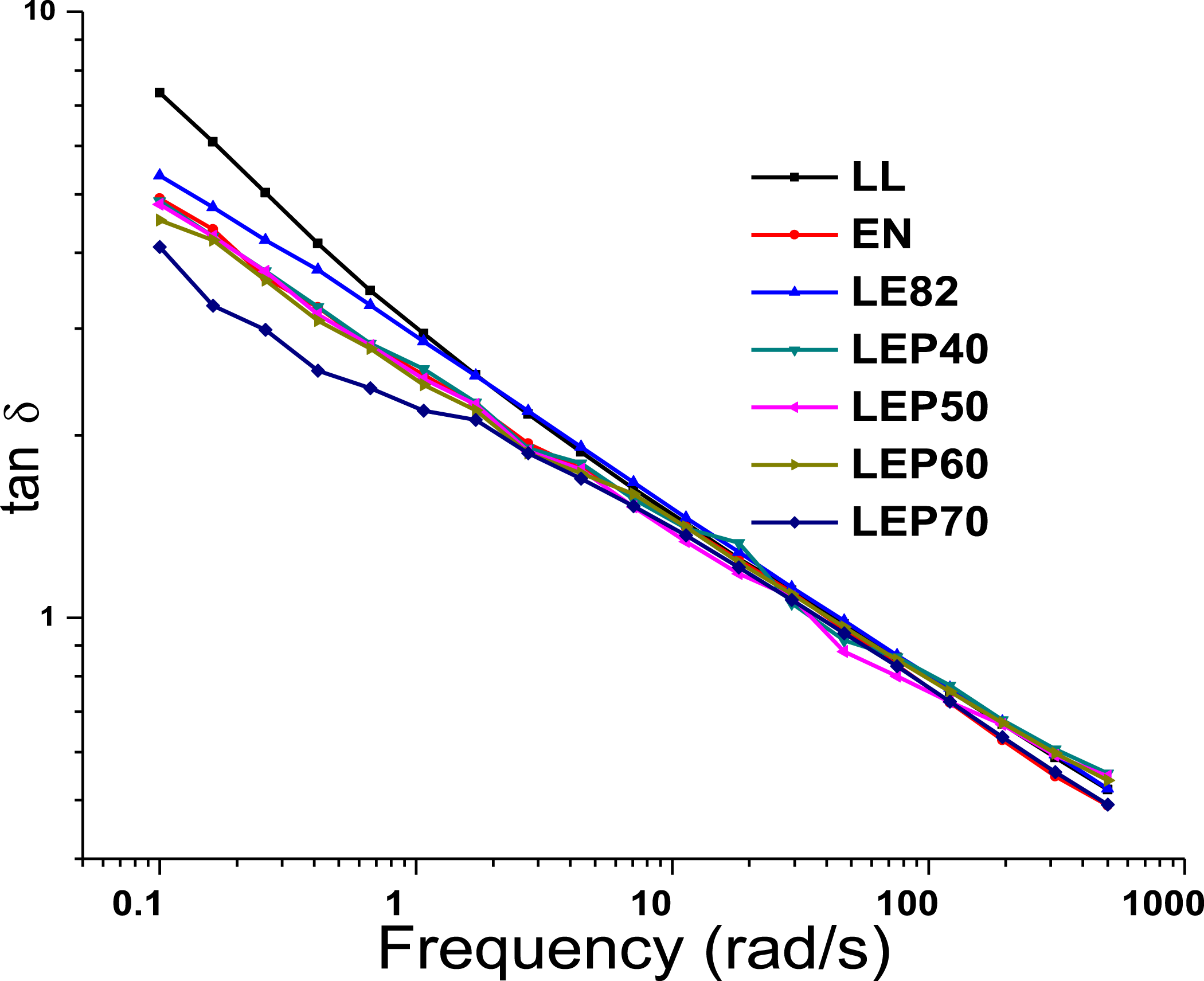
Crossover frequency
Storage modulus (G’) represents the elastic component of the materials and the loss modulus (G”) represents the viscous component of the materials. Hence there will be an interplay between elastic and viscous components of the materials at different frequencies. In low frequency, polymer chains have sufficient time to rearrange, that’s why G” gets an edge over G’. But as frequency increases, polymer chains have insufficient time to rearrange and G’ starts dominating. Due to the above factors for each sample, a crossover point is observed between G’ and G” at a crossover frequency as shown in Figure 8. Crossover points are observed at almost similar frequencies for LE82 blend and LL/EN/PSP composites, which suggests that PSP has almost no significant effect on the flow behavior of prepared PSP-containing polymer blend-based composite.
39
Also, relaxation time, which is inversely proportional of crossover frequency, is almost the same for LE82 blend and LL/EN/PSP composites. Hence, the above trends of crossover points suggest that viscoelastic behavior does not change significantly after the addition of PSP in the LE82 blend. Crossover point variation with frequency at 170°C.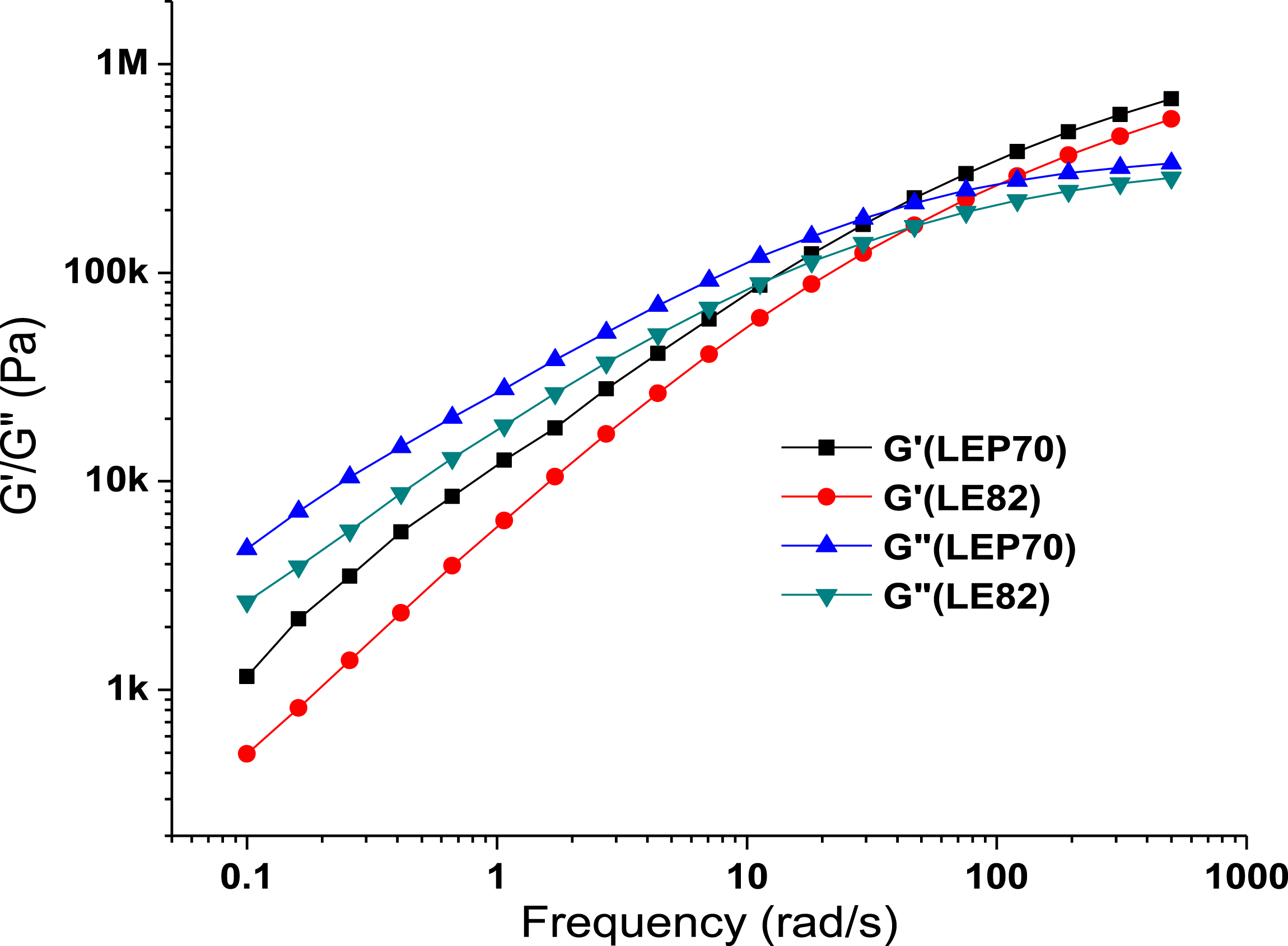
Han plot
Rheological properties change with the reinforcement of PSP, which is also studied using Log G’ versus Log G” (Han plot) (Figure 9). Han plot represents the sensitivity of rheological properties with concerning temperature and composition.
42
From the Han plot, it is clearly noticeable that the Han plot does not fit into a single curve, which indicates that rheological behavior is slightly affected by PSP reinforcement in LLDPE/ENGAGE blend. However, very slight differences are noticed in the Han plot between the LE82 blend and PSP-based composites (Figure 9), which indicates rheological properties remain almost unchanged upon reinforcement of PSP in the LE82 blend (Figure 9). The relaxation behavior of LE82 and PSP-reinforced composites are obtained from the Han plot. From Figure 9, it is observed that the storage modulus (G’) of LE82 and PSP-reinforced composites are much lower than the loss modulus (G”) at low frequency but reversed trend is observed at high frequency. Reinforcement of PSP in LE82 blend unaffected the above trends of G’ and G”, which indicates that relaxation behavior is almost same for LE82 and PSP-reinforced composites. These observations show that PSP reinforcement in LE82 does not change the surrounding interaction among constituents of the composites. Han plot for LL, EN, LE82, LEP40, LEP50, LEP60 and LEP70 at 170°C.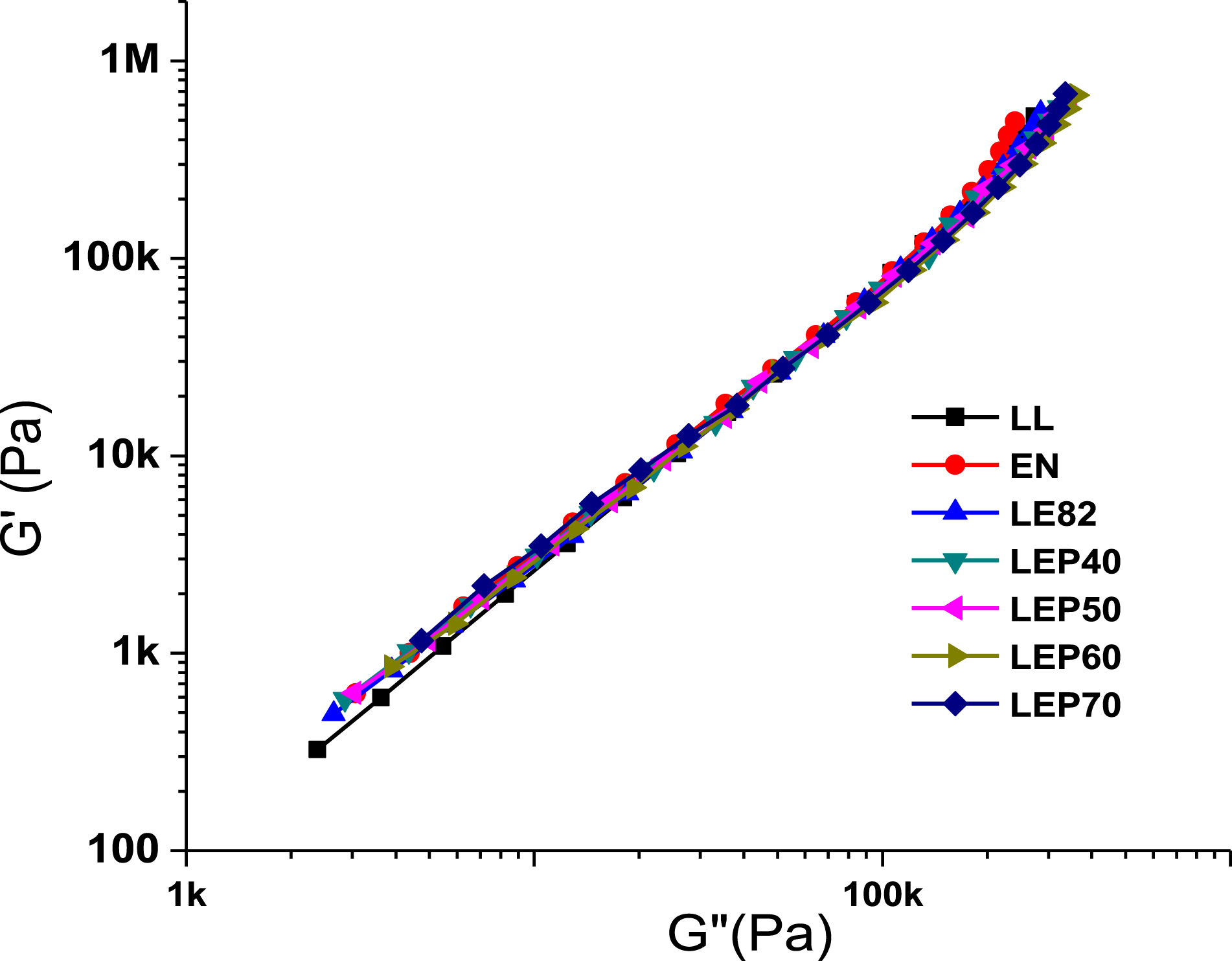
From crossover frequency and Han plot, it is clearly noticeable that polymer chains in LE82 blend and LL/EN/PSP composites (LEP40, LEP50, LEP60 and LEP70) have similar relaxation behavior and PSP cause no significant modification in relaxation time of LLDPE and ENGAGE chains in LL/EN/PSP composites.
Thermogravimetric analysis
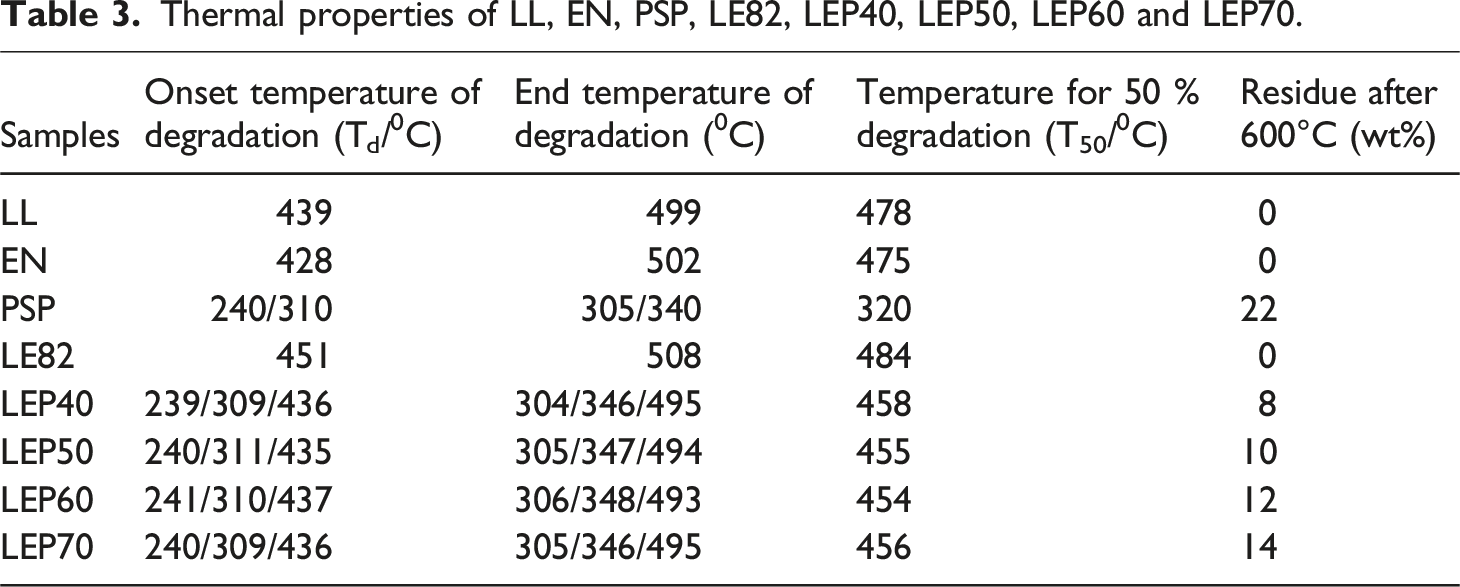
TGA curves obtained for all samples namely EN, LL, LE82, PSP, LEP40, LEP50, LEP60 and LEP70 are shown in Figure 10. The graphs show the percentage weight loss of samples as a function of temperatures. It is seen that PSP follows three-step weight loss. In the first step, evaporation of the moisture contained in PSP takes place in a temperature range of 50°C to 110°C. The second step ranges from 240°C to 305°C, which is associated with hemicellulose and cellulose decomposition. The third step is the decomposition of the lignin component in a temperature range of 310°C to 345°C. Lignin molecules are thermally more stable and slower in weight decomposition decay than hemicellulose and cellulose molecules. The temperature corresponding to 50 wt% degradations (T50) of PSP is found to be 320°C. After the degradation, the curve of PSP becomes almost parallel to the x-axis from 398°C with approximately 22 wt% residue respectively. Beyond this temperature, no degradation is noticed. For composites, the curve with a residue around 8-14 wt% becomes parallel to the temperature scale around 500°C. Pure EN and LL start degradation around 435°C (Td) with a slight difference. Due to the high degree of crystallinity of LL compared to EN, LL starts degradation at 10-15° above than Td of EN, as the oxygen and polymer vapors transmission are reduced due to the high crystallinity of LL, which is very important for burning.
43
TGA graphs of LL, EN, LE82, PSP, LEP40, LEP50, LEP60 and LEP70 samples.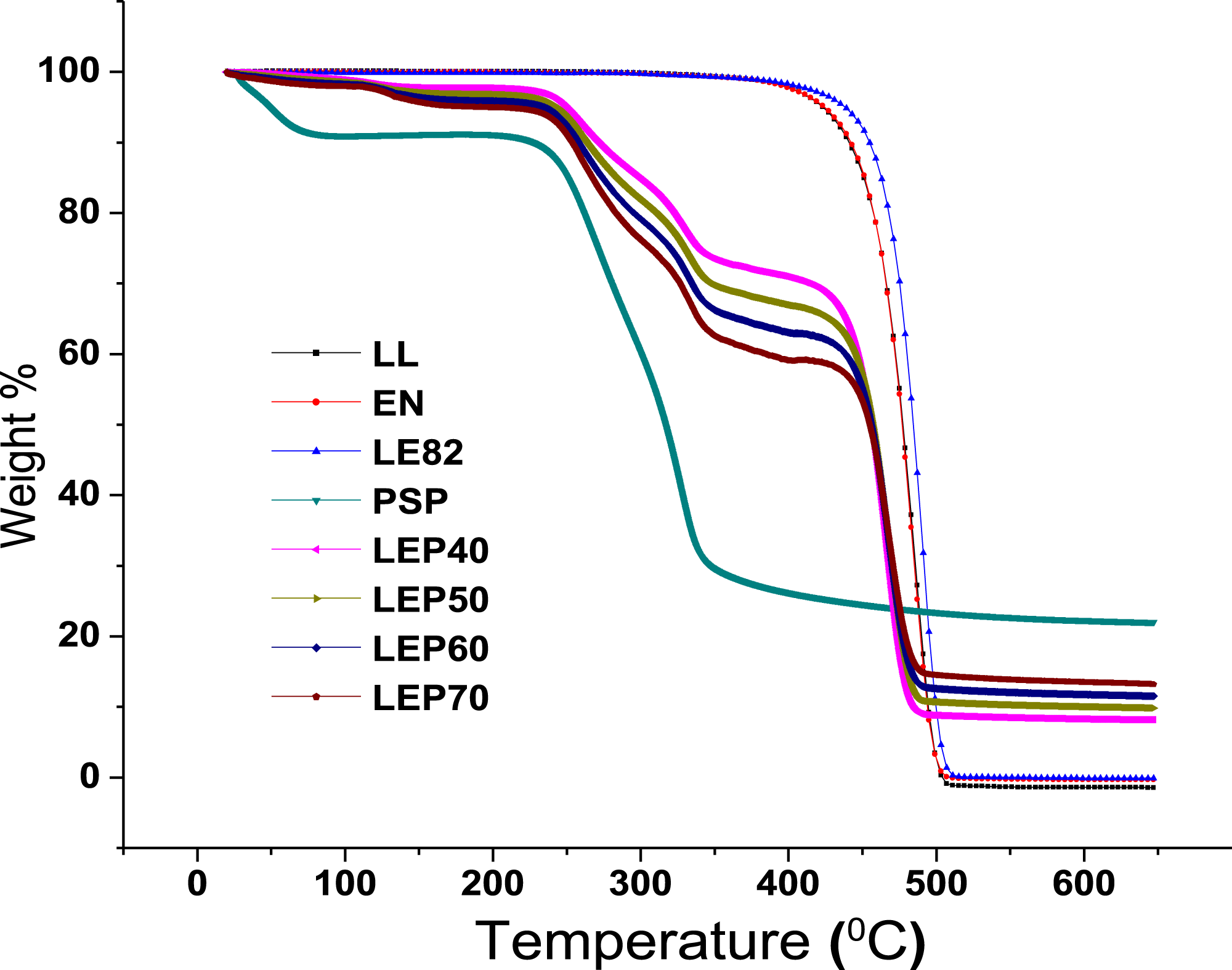
Thermal properties of LL, EN, PSP, LE82, LEP40, LEP50, LEP60 and LEP70.
No significant changes in the degradation temperatures occur for EN, LL and PSP components in composites with respect to three virgin polymers, confirming structural integrity i.e. no thermal degradation takes place while processing composites at high temperatures. This observation reveals that even up to 70 wt% PSP incorporation into LL/EN blends, high-temperatures processing does not degrade PSP or polymers. Therefore, high PSP-containing composites are prepared successfully by high temperature polymer processing technique.
Scanning electron microscopy study
In composites, morphological investigation is very important as the dispersion of reinforced components in the dispersed phase affects the final properties of the product and the degradation while processing is reflected in SEM. In this thermoplastic polymer/PSP composite system, the thermoplastic polymer is a matrix and PSP is the dispersed phase. Figure 11 represents the SEM micrographs of the LE82 blend and LEP70 composite. Scanning electron microscopy (SEM) images of the cryogenically fractured surface of LE82 blend (A, B and C) and LEP70 (D, E and F) composites.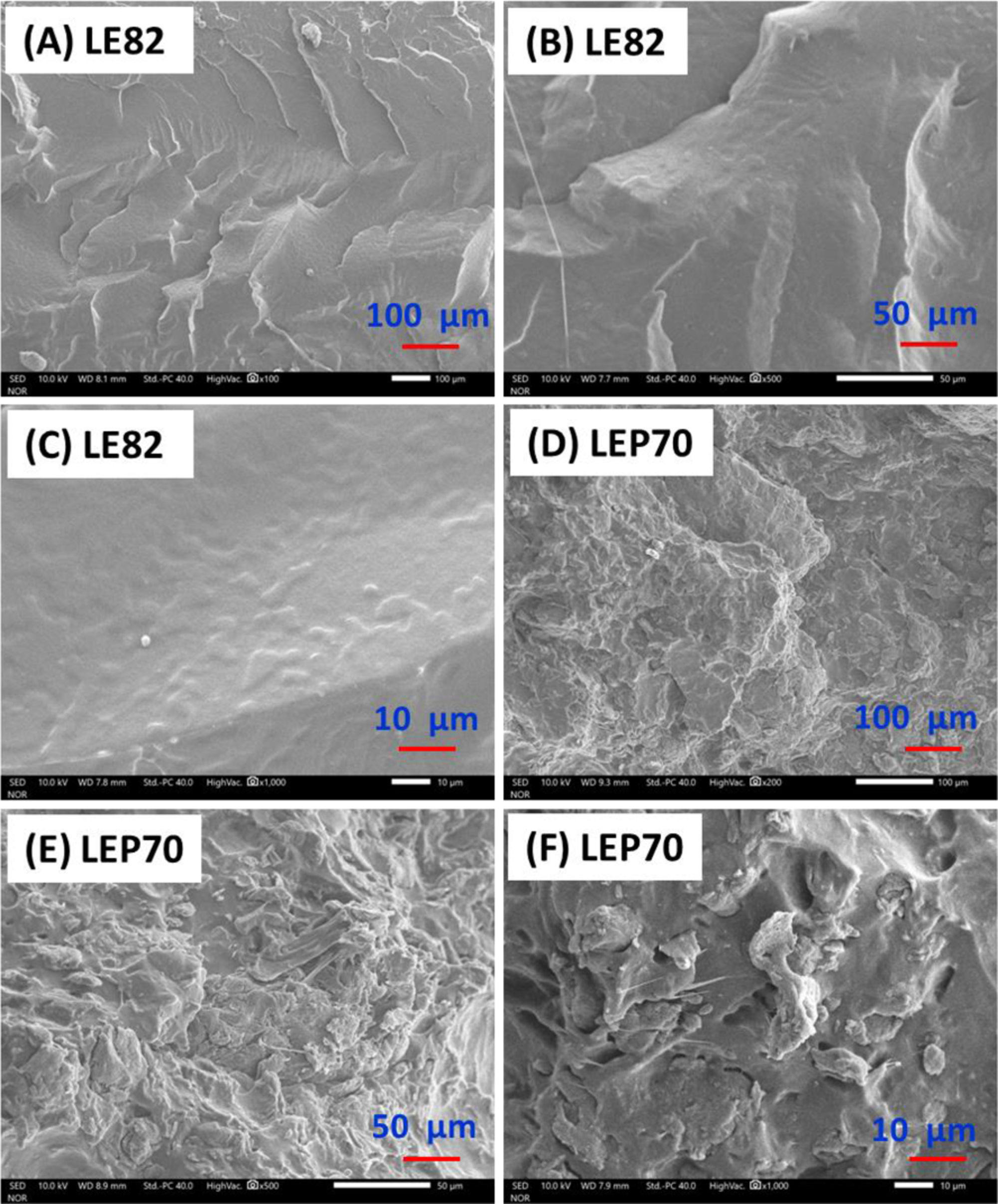
SEM study is carried out on the cryogenically fractured surfaces of samples after gold coating. SEM micrographs of the LE82 blend fracture surface appears as smooth and no phase separation is observed (Figure 11(A)–(C)). It appears as a single phase implying a high degree of interfacial adhesion between LLDPE and ENGAGE. Again, from the SEM image of the LEP70 composite, the dispersion of PSP particles is seen to be uniform in the LE82 matrix and very less agglomerations of PSP particles are seen (Figure 11(D)–(F)). However, the fracture surface of PSP-based composites shows some voids, which are generated by pulling of polymers from the LE82 matrix (Figure 11(D)). This result indicates weaker interfacial interaction between PSP particle and the LE82 matrix compared to interaction between LLDPE and ENGAGE. The surface roughness of the LEP70 composite increases compared to LE82 blend, as PSP does not melt while processing unlike LLDPE and ENGAGE. Instead of that they agglomerate and get dispersed into the polymer matrix. Therefore, the appearance of cross-section of surface of the composite becomes rough and that roughness keeps on increasing with PSP loading. Form above observations, it clearly indicates that the PSP phase is practically non-separated from the LE82 matrix, and some interaction is present between polyolefin and PSP, which may lead to enhancement of reinforcement.
Conclusions
Preparation of biocomposite by biodegradable particles is having lot of challenges, mainly, degradation while processing, improper processability at high particle loaded composites, reduced mechanical properties of high particle-containing composite, etc. In this case, the prepared composite can contain as high as 70 wt% filler (pistachio shell powder (PSP)) along with easy high temperature processability in presence of ENGAGE, which has high degree of amorphousness and excellent processability. Due to incorporation of PSP and ENGAGE with LLDPE, the mechanical properties are enhanced. From TGA, no change in degradation temperatures of polymer and PSP are noticed, which confirms successful composite preparation without high temperature degradation of polymer and PSP. From the rheological data it is confirmed that processability of LLDPE/70 wt% filler become easy in presence of 20 wt% ENGAGE and composites maintain their thermoplastic nature of the matrix polymer. The morphology supports the obtained rheological properties while preparation of composite without degradation. From the morphology, it is also seen that there is no change of structure integrity, suggesting no degradation of polyolefin and fillers. This strategy may be helpful to prepare biocomposites using other polymers and fillers overcoming their existing problems.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Bhabha Atomic Research Centre