
Abstract
The research work investigates the tensile properties of Sansevieria ehrenbergii (SE) fiber and SE fiber-reinforced polyester composite with various water absorption times. The experiments were conducted according to ATSM standards. The simple hand lay-up method followed by compression molding process adopted to prepare the SE fiber-reinforced polyester composites at constant fiber weight fractions. The surface treatment was done on the SE fiber with various chemicals such as NaOH, KMnO4, benzoyl peroxide, benzoyl chloride, and stearic acid. These results show that the tensile strength was dropped off with increase in water absorption time. Among all, the tensile strength was found to be highest for KMnO4-treated SE fiber-reinforced composite compared to other composites. This was due to the highest bonding area between the fiber and matrix compared to other treated fiber composites. The percentage of water absorption for composites increased with water absorption time. The morphology of the tensile fractured specimens was studied using scanning electron microscope. This shows that the fiber pull-out was lower in raw fiber composite compared to water-swelled fiber composites and this dropped off the tensile strength of the composites. Hence, the water-swelled fiber composites decrease the mechanical properties of the composites.
Introduction
Natural fiber-reinforced polymer composites offered extensive range of mechanical properties. The different types of natural fibers are abundantly available in various natural plants. The natural fibers (such as sisal, coir, banana, kenaf, cotton, bamboo, Sansevieria ehrenbergii fibers, etc.) were extracted by various methods such as water retting, chemical retting, mechanical decorticator, manual peeling, and beating process [1]. These fibers were reinforced with suitable polymer for preparing the natural fiber-reinforced polymer composites and the mechanical properties were studied [1]. Two more fibers are reinforced with polymer to prepare the hybrid composites for enhancing the mechanical properties. Also, the natural fibers with synthetic fiber are reinforced in polymer to prepare the hybrid composites by various manufacturing methodologies [2]. Chow et al. [3] analyzed the effects of water absorption on the tensile and impact behavior of sisal-reinforced polypropylene composites. The composites were prepared by injection molding process. These composite specimens were dipped in hot water at 90℃ for different durations. With increasing immersion time, the tensile modulus and strength was dropped off continuously. This was due to the quicker debonding between fiber and matrix and more water absorbed by fiber that led to lower load transfers between the fibers. The impact strength was improved initially and later on decreased.
Athijayamani et al. [4] investigated the mechanical properties of the water-absorbed (wet) sisal/roselle fiber composites that were compared with dry fiber composites. Higher fiber length absorbed more water and led to reduction in the interfacial bonding strength between the fiber and matrix. The tensile and flexural properties of the hybrid composites were lower in both fiber directions. Roselle fibers absorbed more water compared to sisal due to higher porosity of the fiber. The higher fiber content and length reduced the impact strength at dry and wet conditions. Sindhu et al. [5] prepared the coir fiber isophthalic polyester composites with 10, 15, 20, and 25 mm fiber length at 30% fiber content. The maximum tensile strength was obtained in 20 mm fiber length composites. The NaOH, HCL, NaCL, and water were used to analyze the degradation behaviors of the composites with various swelling periods. The stress versus strain curve of the composites gradually decreased with increasing aging period. This was due to debonding between the fiber and matrix. Bakare et al. [6] analyzed the tensile and flexural strength properties of sisal fiber-reinforced rubber seed oil-based polyurethane composites with and without water aging including various fiber weight factions (Wf). The fiber Wf increased the yield force and strength of the composites. A maximum tensile and flexural strength was obtained at 30% and 25% fiber Wf, respectively. After water aging for 30 days, the tensile strength decreased to 104 MPa. The flexural strength was increased to 125 MPa because the water molecules act as a plasticizer agent in fiber, which increased the flexural strain of the composites. Dhakal et al. [7] investigated the water absorption of laminated hemp fiber-reinforced polyester composites using de-ionized water. The fiber volume fraction increased the water absorption of composites with respect to swelling time. The hemp fiber absorbed the water along the fiber length. Also, the water absorption in the composites was higher in boiled water aging. This was due to degradation of hemp fiber–polyester interface and the existing state of water molecules. Chittaranjan Deo and Acharya [8] investigated the moisture absorption behaviors of lantana camara fiber-reinforced epoxy composite with three different conditions such as steam, saline water, and sub-zero temperature. The saturation time of water absorption was approximately 60 h for steam and 70 h for saline water. The diffusion coefficient was increased with fiber content. At 40% Wf, the diffusion coefficient was less in sub-zero temperature compared to others. Sreekumar et al. [9] prepared the sisal fiber-reinforced polyester composites using resin transfer molding techniques. They analyzed the mechanical properties of the composites with surface modification of the fiber such as mercerization, heating at 100℃, permanganate treatment, benzoylation, and silanization. The 5% NaOH pretreated sisal fibers were treated with other treatments and the sisal-reinforced polyester composites were prepared. The surface-treated fiber was rough in nature and made higher interfacial bonding between the fiber and resin. The maximum tensile and flexural properties were obtained in 0.02% KMnO4 and 0.05% benzoylation-treated sisal fiber composites. This was due to more fiber stiffness and higher interfacial area among the systems. Joseph et al. [10] fabricated randomly oriented sisal fiber polypropylene composites and suggested that the NaOH-treated showed higher tensile properties than the permanganate and maleic anhydride treatments. The Young’s modulus of composites lies in between the longitudinal and transverse direction modulus. Thamae and Baillie [11] analyzed the waste absorption of Americana fiber that was treated in 1 N NaOH and 0.05% silane by boiled method. After surface treatments, the fiber surface was rough in nature and improved the bonding strength with high-density polyethylene (HDPE). Tensile and shear strength of boiled NaOH-treated fibers/HDPE composites were found to be higher than other water aging composites. Gulati and Sain [12] concluded that the treated fibers improved the acid-base characteristics and resisted the water and moisture absorbtion. Zaman et al. [13] analyzed the water absorption of KMnO4-treated jute fiber polypropylene composites and this had lower water absorption compared to untreated fiber composites. But the 0.03% KMnO4 and 1% urea-treated jute fiber polypropylene composites were found to have lower absorption compared to untreated and 0.03% KMnO4-treated jute fiber. Padmavathi et al. [14] prepared the longitudinal-oriented sisal fiber epoxy composites with compression molding process. The various concentration of NaOH such as 2%, 9%, 18%, 28%, and 38% treated with sisal fiber were used and fabricated the epoxy composites. The maximum mechanical properties were obtained for 18% treated fiber at 40% Vf of fiber. Laranjeira et al. [15] prepared the jute/isophthalic polyester composites by simple hand lay-up method followed by compression mold process with 10%, 20%, 30%, 40%, and 50% Wf. The fibers were reinforced with longitudinal and random orientations. The tensile and impact properties were higher for longitudinal orientation compared to transverse direction and random orientation. The properties of randomly oriented fiber composites were found to be intermittent between those obtained with long fiber oriented composites.
The tensile properties of water absorbed composites showed lowest strength and modulus, and increased the elongation at break by absorbing more water in the fiber cellulose. This extended the oxyl groups of fiber which led to lower mechanical properties of the composites [16]. The percentage of water absorptions were varied for various natural fibers that depended on fiber cellulose, lignin, moisture, and wax contents. This exposed the lower tensile properties of the composites. The kinetic of water absorption were analyzed for natural fiber-reinforced polymer composites with various environmental conditions with various chemical-treated fibers [17–19]. These composites have excellent mechanical properties and lower density and are inexpensive. These composites have been used for automotive parts like body panels, door interior damper materials [20], and construction industry. The Sansevieria ehrenbergii natural fiber-reinforced polymer composites were compared with existing materials like plywood, cardboard, and paper board, and were found to have good mechanical and thermal properties [21].
The natural fiber-reinforced polymer composites were prepared by various manufacturing methods with various fiber volume fractions or fiber weight fractions. The mechanical properties of water-absorbed natural fiber-reinforced polymer composites were analyzed with various water absorption time and climatic conditions. Hence, most of the engineering materials are subjected to environmental damage due to moisture and water absorption of rain. The main objective of this work is to study the percentage of water absorption and the mechanical properties of the water-swelled Sansevieria ehrenbergii fibers and fiber-reinforced polyester composites with two types of fiber orientations such as random and longitudinal.
Experimental
Materials
Sansevieria ehrenbergii (SE) fibers were extracted from the snake grass natural plants, which were taken from the local forest near Vijayamangalam, Erode, India [22]. The bundles of fibers were treated with various chemicals such as NaOH, KMnO4, benzoyl peroxide (BP), benzoyl chloride (BC), and stearic acid (SA) before preparing the composites [18, 19]. The fibers were soaked in a vessel containing 5% NaOH solution for 30 min. Then the fibers were washed thoroughly with distilled water in order to remove the excess NaOH content in the fibers. Final washing was done in water containing acetic acid. Fibers were dried in atmospheric temperature for 8 h and in air oven at 70℃ for 3 h. The NaOH pretreated SE fibers were subjected to various chemical treatments such as the following. (a) The SE fibers were soaked in 6% BP in acetone for half an hour. The fibers were then decanted and dried in a hot air for 24 h. (b) The SE fibers were soaked in 6% BC in acetone for half an hour. The fibers were then decanted and dried in air for 24 h. (c) The SE fibers were soaked in 0.05 % KMnO4 in acetone for half an hour. The fibers were then decanted and dried in air for 24 h. (d) 1% of SA was dissolved in ethyl alcohol and the solution was then added dropwise to the SE fibers placed in a stainless steel vessel under continuous stirring. The fibers were then dried in an air oven at 80℃ for 45 min. Polyester resin and curing agent were purchased from the Covai Senu Polymer Industry, Coimbatore, India.
Composites preparation
SE fibers were cut into two different lengths and were reinforced randomly and longitudinally with the polyester resin to prepare the SE fiber-reinforced polyester composites. The fiber/matrix ratio was kept as constant at 30/70 for random orientation and 40/60 for longitudinal orientation. The SE fibers and polyester resin have a tensile strength and modulus of 300–450 MPa and 9 GPa, 18 MPa, and 350 MPa, respectively, and possess density of 0.877 g/cm3 and 1.2 g/cm3. The polyester resin and corresponding curing agent like accelerator (methyl ethyl ketone peroxide) and the catalyst (cobalt naphthalene) were mixed with the ratio of 10:1 [23]. The mix was stirred manually to disperse the agents in the matrix. The chopped SE fibers of 30 mm length were randomly placed over the die by simple handy lay-up method and the resin mix was poured on it. After that, the closed mold was kept in the hydraulic press under 4.5 bar pressure for 6 h. Finally, the solidified composites of 300 mm × 300 mm × 3 mm was removed from the mold and post cured for 4 h at 60℃ in the hot air oven [22]. Similarly, the long SE fibers were placed in the die to prepare the longitudinally oriented fiber-reinforced composites.
Mechanical study
Tensile properties were measured by testing the raw and water-absorbed SE fibers, and their composite samples according to ASTM standards. The single fibers tensile properties were measured according to ATSM D3379-75 with a cross-head speed of 0.1 mm/min, gage length of 50 mm, and a load cell of 1000 g using INSTRAN tensile testing machine. The tensile properties of both composites samples were measured according to ASTM D 638-01 with cross-head speed of 1.5 mm/min. The test was done by using the Electronic Tensometer setup with 20 kN load cell. The sample dimensions were machined before test of 165 mm × 12.7 mm × 3 mm with a gage length of 50 mm. Five identical samples were used to test at atmospheric conditions of 30℃ and 65% relative humidity.
Water absorption
The percentage of water absorptions were measured for SE fibers and their composites. The water absorptions of composites were conducted according to ASTM D570 standard. The composites samples were dipped in normal water and taken periodically and the tissue papers were used to remove the surface water of the composites before weighing. The percentage of water absorptions were measured at 4 h intervals.
Morphological analysis of SE fibers composites
Microstructural behaviors of the water-absorbed tensile fracture composites were analyzed using the cross-sectional analyses method through the scanning electron microscope (SEM) (model JEOL JSM-6390) [23]. The following specifications were used for scanning the image: (a) resolution (3.0 nm (Acc V 30 kV, WD 8 mm, and SEI)), (b) magnification (5 × (WD 48 mm or less)) and (c) electron gun (accelerating voltage: 0.5–30 kV and filament: pre-centered tungsten hairpin filament).
Results and discussion
Water absorption and tensile properties of SE fiber
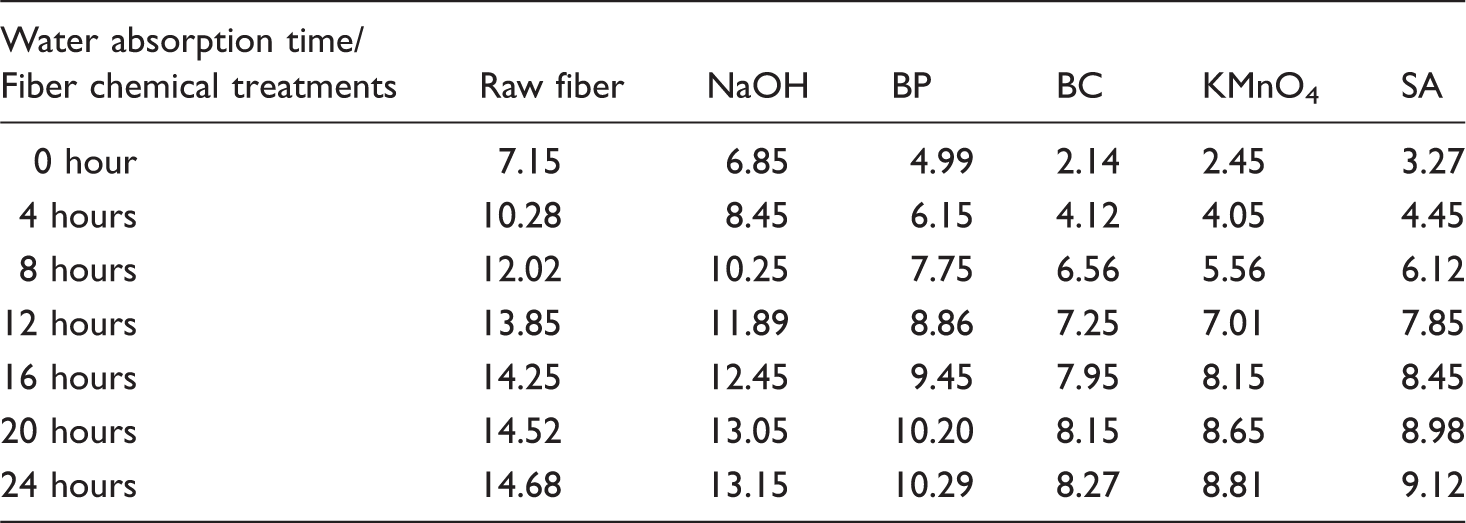
The water absorption of the SE fiber was measured with various swelling times such as 4, 8, 12, 16, 20, and 24 h, respectively. It shows that the percentage of water absorption increase by the water swelling time of raw and chemically treated fibers. During water absorption, the plant materials around the raw fiber surface (Figure 1(a)) absorbed water. This increases the moisture content and weight of the fiber. Compared to raw fiber, the chemically treated fiber (Figure 1(b)) shows lowest water absorptions (Table 1). Chemical treatment removed the excess moisture content (Table 1) and juice materials around the fibers as shown in Figure 1(b). This leads to lowest swell as shown in Table 1. The porosity of chemically treated SE fibers absorbed water during water absorption. Before weighing, the tissue papers were used to remove the excess water around the treated SE fiber surface. This shows the lowest water swelling compared to raw SE fiber. The percentage of water absorption is stable from 20 h. The percentage difference between 20 and 24 h is very low compared to other differences.
SEM image of raw and chemically treated SE fiber. Percentage of water absorption for SE fibers.
Tensile properties of SE fibers.
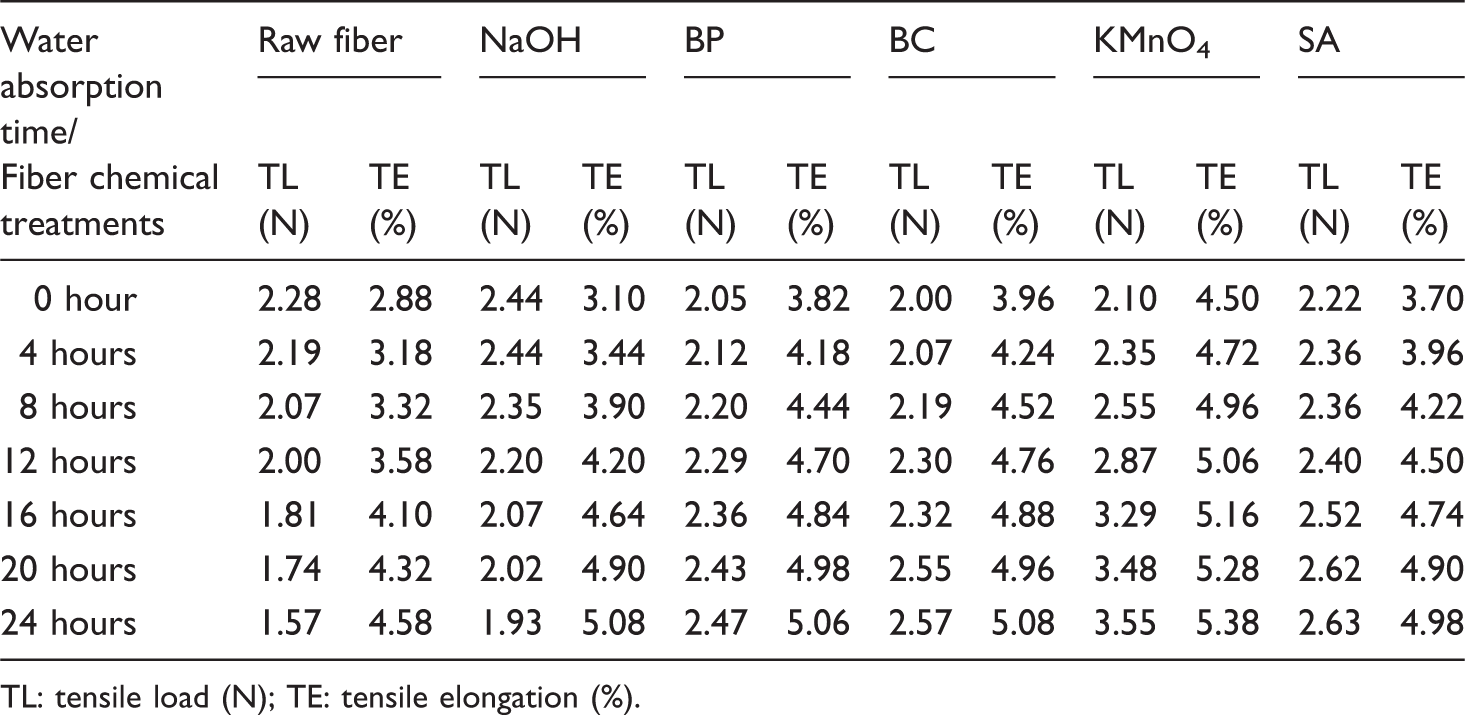
TL: tensile load (N); TE: tensile elongation (%).
Tensile properties of SE fiber-reinforced composites
Natural fiber reinforced polymer composites are widely used for various applications and these absorb water at various climatic conditions. This will directly affect the tensile properties of the composites. The tensile property of raw and various chemically treated SE fiber-reinforced polyester composites at various water swelling time is shown in Figures 2 and 3. Tensile strength is highest for zero water-swelled SE fibers composites by better interfacial bonding strength between fibers and matrix. Tensile strength of randomly oriented SE fiber composites (Figure 2) is gradually decreased upto 12 h of water absorption. After 12 h of water absorption, the decreasing tensile strength is stable. The maximum swelling is found in 12 h and the short SE fiber in the composites does not swell too much in water. The water-swelled short SE fibers in the composites lead to decrease in the interfacial bonding between the fiber and matrix and this decreases the stress transfer between the fibers through matrix. During tensile testing, the bonding strength between the fiber and matrix loosens the tensile strength. The chemically treated fibers have highest tensile strength by highest bonding area between fibers and matrix and also low wax and lignin content. Among all chemically treated fibers, the KMnO4-treated fiber composites show highest tensile strength in all swelling times. This is due to lower water content and absorption in the fiber compared to other treated SE fiber. The tensile strength has similar value for BC-, BP-, and SA-treated fiber composites after 12 h. The percentage difference between the chemically treated and raw SE fibers composites are 14.3%, 29%, 20%, 35%, and 34% at 4 h, 15.4%, 32%, 24%, 39%, and 29% at 5 h, 23.7%, 37.3%, 30.3%, 42%, and 35% at 12 h, 35.7%, 36%, 32.7%, 41.5%, and 34% at 16 h, 26%, 35.4%, 36.3%, 44%, and 36% at 20 h, 27%, 41%, 38.3%, 46%, and 38% at 24 h, respectively. The percentage difference between zero water-swelled and water-swelled SE fiber composites are 5%, 10.8%, 20%, 24.4%, 26%, and 27% for KMnO4.
Tensile strength of chemically treated randomly oriented SE fiber-reinforced polyester composites. Tensile strength of chemically treated longitudinally oriented SE fiber-reinforced polyester composites.

The tensile strength is gradually decreased with the water swelling time of the longitudinal oriented SE fiber-reinforced composites shown in Figure 3. The SE fibers are aligned in a direction and fibers absorb water for the entire length of the composites. The percentage of water absorption differs for swelling time. This decides the tensile strength of the composites. The fiber/matrix bonding decreases by the time of water absorption and this decreases the tensile strength of the longitudinally oriented SE fiber composites. The stress transfer between the fibers is lowest and leads to more fiber pull-outs. The raw SE fiber composites show lowest tensile strength by weak bonding area and strength between the fibers and matrix. The chemically treated SE fiber makes good interfacial interaction with the matrix. This leads to highest mechanical properties by which the SE fibers swelled lowest water. The tensile strength is almost stable for chemically treated longitudinally oriented SE fiber-reinforced composites in at and above 20 h. This shows the saturated water absorption of the composites. The highest tensile strength occurs in KMnO4-treated fiber composites compared to other composites as shown in Figure 3. The percentage difference between the raw and water-swelled chemically treated longitudinal oriented SE fiber (NaOH, BP, BC, KMnO4, and SA) composites are 11.8%, 18%, 20%, 29.5%, and 16% at 4 h, 13%, 18.6%, 20.8%, 33%, and 20% at 8 h, 14%, 18.6%, 22.3%, 34%, and 20% at 12 h, 22%, 27%, 30%, 39.6%, and 29% at 16 h, 29%, 31.7%, 33.6%, 42.5%, and 33% at 20 h, 34%, 36.5%, 37.3%, 45%, and 36.3% at 24 h, respectively. The percentage difference between zero water absorption and water absorption of longitudinally oriented SE fiber-reinforced polyester composites are 5.5%, 10%, 16%, 22%, 27%, and 31% for KMnO4. This shows the lowest water absorption of the fiber in the composites.
Scanning electron microscopic analysis
The fractured specimen from the tensile tested SE fiber-reinforced polyester composite is considered for the cross-sectional analysis using scanning electron microscope (SEM). One half of the fractured specimen is utilized for performing the SEM analysis.
SEM micrograph analysis of tensile fractured specimen
The scanning electron micrography of the tensile fractured specimen of SE fiber-reinforced polyester composites is shown in Figure 4 (with various magnifications). Figure 4(a1) to (a3) shows the fractured morphology of zero water-swelled SE fiber-reinforced composites at tensile fractured zone. Figure 4(a1) shows the zero water absorption of SE fibers in the composites and the fiber pull-out is lowest compared to fiber shear-off. Figure 4(a2) clearlly shows that the fiber shear-off at the vinicity of tensile region after tensile tesing of the composites is high. The fiber/matrix interfacial interation is highest by lowest water content in the fiber surface. Due to lowest fiber pull-out at the interface as shown in Figure 4(a2) and (a3), this shows the absence of water in the fracture zone. This lead to highest mechnacal properteis compared to swelled SE fiber-reinforced compoistes. Strength at the interphase of the fiber/matrix is found to be higher due to the breakage of the individual fiber to the vicinity of the interphase at the loading region. Due to the strong interphase, SE fibers have undergone individual fiber breakage appreciably as shown in Figure 4(a2). This was due to that the chemically treated fibers embedded in the matrix and loading region consists of the concentration of water-swelled fibers which is dominant for the fiber breakage and it is justified in the tensile strength of the composites. Table 1 shows the lowest water content for zero water-swelled (at 0 h) SE fiber that leads to highest tensile strength of the composites. The increasing water swelling time leads to decrease in the tensile strength of the fiber as well as tensile strength of both the compoistes.
SEM image of tensile fracturred samples: (a) without water-swelled composites and (b) water-absorpbed composites.
Figure 4(b1) to (b3) shows the fracuted morphology of water-swelled SE fiber-reinforced composites at tensile fractured zone. At this region, the fiber breakage and shear-off is not uniform. It is proven that the water swelling time defines the tensile stregnth of the both composites having untreated and chemcially treated SE fibers. During water swelling, the fiber juice materials absorbs water and this leads to loosen the fiber/matix interfacial interaction. Increasing the time of hytrolysis leads to more water swelling in the composites by the SE fibers. During tensile testing of the composites, the load-carrying capabiliy and load transfer between the SE fibers at the vicinity of the loading region is low due to the water absorbed by raw fibers and treated fiber pores. More water capsulates in the fiber with time of immersion. This leads to increase in the elongation at break of the composites and decreases the load-carrying capability. The fiber breakage is less and the fiber pull-out is high as shown in Figure 4(b2). Also, the more intra-fiber debonding occurs on the fiber structure as shown in Figuer 4(b3). This is an evidence for lowest tensile stregnth of the composites. However, compared to NaOH-, BC-, BP-, and SA-treated SE fiber-reinforced composites, the KMnO4-treated SE fiber composites shows higher tensile strength by exhibiting more fiber/matrix interfacial interaction and less water absorption by the fiber pores. During preparation of composites, the matrix infiltrate inside the pores and this increases the area of contact between the fiber and matrix. This leads to lowest water swelling. Hence, the the maximum tensile stregnth is obtained for chemically treated SE fiber-reinforced composites.
Water absorption of the composites
The percentage of water absorption is measured at various times such as 4, 8, 12 16, 20, and 24 h respectively as shown in Figures 5 and 6. The weight of both composites with and without chemically treated SE fibers is measured before testing of the composites. The weight of the composites increases by the time of water swelling. The weight of the raw SE fiber-reinforced composites (at 0 h) is lowest compared to water-swelled SE fiber-reinforced composites. The highest water uptake is found for raw fiber composites at all swelling times. The NaOH-treated SE fiber composites shows highest water swelling compared to other treated fiber composites and lowest than raw fiber composites. The BC-, BP-, and SA-treated fiber composites observes similar results and highest than KMnO4-treated fibers reinforced composites. The KMnO4-treated fiber composites show lower water absorption for all water swelling times. This is due to higher fiber/matrix area of contact and more resin penetrating the fiber pores as shown in Figure 1. During this process, the water entrapped inside the pores was restricted by the matrix. The total weight of longitudinally oriented SE fiber-reinforced composites before water uptake is around 28 g. The weight percentage of water absorption between chemically treated longitudinally oriented SE fiber composite at 4 h and zero water-swelled raw SE fiber composites are 15.8, 11.11, 11.29, 9.59, and 10.31 for NaOH, BP, BC, KMnO4, and SA. Also, the percentage of water absorption between treated fiber composite at 24 h to zero water absorption raw fiber composites are 41.75, 37.07, 34.52, 30.5, and 32.53 for NaOH, BP, BC, KMnO4, and SA respectively.
Total weight gains versus time of water absorption of tensile test samples (longitudinally oriented SE fiber-reinforced polyester composites). Total weight gains versus time of water absorption of tensile test samples (randomly oriented SE fiber-reinforced polyester composites).

Similarly, the total weight of randomly oriented SE fiber composites before water absorption is around 27 g. The percentage of water absorption between chemically treated randomly oriented SE fiber composite at 4 h and zero water absorption of raw SE fiber composites are 27.39, 18.84, 22.53, 13.17, and 14.76 for NaOH, BP, BC, KMnO4, and SA respectively. The percentage of water absorption between treated SE fiber composite at 24 h and raw SE fiber composites are 60.10, 54.27, 54.57, 49.86, and 52.09 for NaOH, BP, BC, KMnO4, and SA respectively. The water absorption is directly affecting the tensile strength of the composites. Hence, the water absorption is highest for longitudinal oriented SE fiber-reinforced composites compared to randomly oriented fiber composites.
Conclusion
The tensile properties of randomly and longitudinally oriented SE fiber-reinforced polyester composites were analyzed with and without water absorption. The water swelling time decreased the tensile strength of both the composites. The untreated SE fiber-reinforced composites showed lowest tensile strength compared to chemically treat SE fiber composites. The percentage reduction was highest for raw fiber composites compared to other composites. This was due to highest bonding between the fiber and matrix. This was proven in the morphology at the fracture zone of the composites. The intra-fiber debonding occurred by water capsulation in the fiber cellulose. The percentage of water absorption increased with respect to water swelling time. The lower absorption was found for KMnO4-treated fiber composites at all times. However, the chemically treated SE fiber-reinforced composites are the possible materials for automotive application like body panels, bumpers and interior parts, and household applications like tables and racks.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.