
Abstract
As a degradable polymer material, polybutylene succinate (PBS) has the disadvantages of high cost, slow crystallization rate, and low strength modulus. Reinforcing modification with plant fibers is a popular method. A unique three-dimensional network structure was found in luffa fiber (LF). Compared to other plant fibers, this fiber has excellent mechanical strength due to its unique three-dimensional structure. Its structure allows it to maintain the integrity of the reinforcement phase in the polymer aggregate, overcoming the dispersion and defects of short fiber reinforcement. Herein, the LF was treated with alkali treatment and silanated with three coupling agents and pre-impregnation methods to improve interfacial properties with the PBS matrix. Then it was laminated with polybutylene succinate to prepare a PBS/LF composite board with three layers of LF. The performance of the composite material using the KH550 coupling agent was improved the most. The tensile strength and modulus of the material were increased by 24.9% and 82.9%, respectively, the flexural strength and modulus were increased by 21.7% and 18.5%, and the impact strength was increased by 12.5%. The water absorption weight gain rate is also the lowest, about 3.5%. For the LF-reinforced PBS, the preparation method is simple, and the reinforcement effect is better, that the cost was effectively reduced, and the application field of the PBS green material was expanded. A new possibility for the development of green degradable polymer composites was provided.
Keywords
Introduction
Polymer materials are widely used in food packaging, building decoration, transportation, automobile manufacturing, medicine, and other fields because of their excellent properties. 1 However, excessive use of polymer materials can cause significant environmental harm. Most of the waste plastics are landfilled or incinerated. Although incineration is an effective way to dispose of waste plastics, many harmful substances are released, such as dioxins, furans, and polychlorinated biphenyls, which can be a disaster to the environment. 2 To mitigate environmental damage, biodegradable materials are ideal to replace traditional petroleum-based plastics. 3 Subsequently, the production and application of biodegradable polymers have also become the focus of research in various fields. 4 Biodegradable materials are polymers composed of at least one monomer derived from renewable resources, which can be decomposed by microbial degradation into CO2, CH4, H2O, biomass, and minerals.5,6 Pure biodegradable plastics often cannot meet special performance requirements, and biodegradable composite materials have begun to be widely studied. Natural fiber-reinforced polymers have the advantages of being renewable, biodegradable, lightweight, and low-cost. 7
Polybutylene succinate (PBS) is a synthetic biodegradable polymer with good mechanical and processing properties, outstanding heat resistance, and biodegradability. It successfully replaced some traditional polymer materials in the fields of food packaging, automotive interiors, medical equipment, and electronic manufacturing. 8 However, PBS also has the disadvantages of low molecular weight, insufficient rigidity, low melt strength, and slow crystallization rate. PBS is a semi-crystalline polyester with a high degree of crystallinity and hydrophobicity of the molecular chain, leading to a long degradation period. 9 Blending-modified PBS is a relatively mature physical modification method. The blending materials are mainly divided into inorganic fillers, natural fibers, and other polymer materials. 10 Nam 11 et al. mixed different contents, alkali-treated and silanized jute fibers with PBS to prepare biodegradable composites. The composite material has higher thermal stability and lower water absorption. The mechanical properties of the composite material are the best when the fiber content is 50%, the tensile strength is increased by 5 times, and the flexural strength is increased by 3 times.
Luffa fiber (LF) is A kind of cylindrical fiber with a fibrous network structure obtained by removing the outer skin and seeds of the mature luffa fruit. Its density is 0.82-1.02 g/cm3, and the main components are cellulose, hemicellulose, and lignin, with a small amount of protein, glycosides, and other inorganic compounds. 12 A large number of intramolecular and intermolecular hydrogen bonds were formed by the hydroxyl groups in cellulose, and the sizeable intermolecular force endows the fiber with excellent mechanical properties and chemical stability.13–15 Hemicellulose has poor chemical stability and is usually removed by chemical methods to reduce existing internal defects and improve fiber strength. 16 Lignin mainly exists in the cell walls of vascular plants and binds cellulose and hemicellulose together to improve the mechanical strength of fibers. The hydrophobic structure of lignin can enhance the toughness of fibers.
The mature luffa will form a fiber network with a spatial network structure,
17
as shown in Figure 1(a), which can be divided into four parts: the outer layer, the middle layer, the inner surface layer, and the central area. As shown in Figure 1(b), the outer layer fibers are mainly arranged in the hoop direction shown by the orange line. Figure 1(c) shows the inner layer fibers, which are mainly arranged in the longitudinal direction shown by the orange line, and the fibers in the middle layer connect the outer layer and the inner layer. In Figure 1(d), the fibers in the central area of the luffa are randomly arranged into a three-dimensional network structure, and the interior of the cylinder is divided into three cavities. The unique three-dimensional network structure of luffa fiber exhibits excellent stiffness, strength, and energy absorption, comparable to some commonly used metallic porous materials.
18
Paglicawan
19
et al. discovered that luffa fiber has a tensile strength of 11.1 MPa (±85%) and Young’s modulus of 1335 MPa (±35%). Querido
20
used cement and volcanic mud as the matrix and LF as the reinforcing phase to prepare composite materials. In its hardened state, the bending strength can be increased by 50%, and the network structure of the LF on the surface can make the composite material get high toughness. Al-Mobarak
21
et al. prepared polylactic acid biocomposites using Sponge gourd (luffa cylindrica) with different chemical treatments, and the results showed that the interfacial adhesion between PLA and SGF was improved by incorporating the treated fibers into the PLA matrix, and the compressive strength of the composites was increased by 10%–35%. Reticular structure of luffa fiber. (a) The structure of luffa fiber; (b) outer layer; (c) inner layer; (d) central area.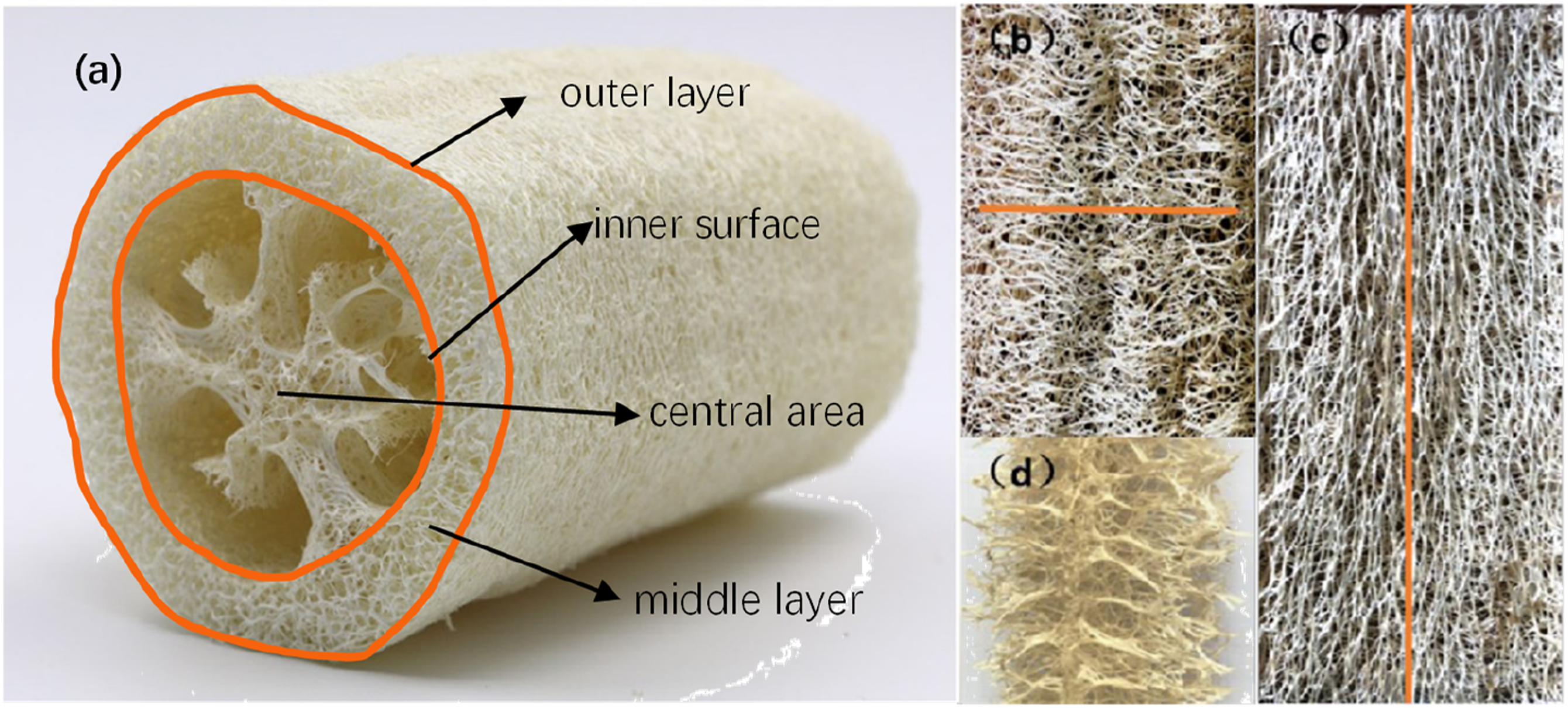
The LF was alkali-treated and modified in this paper with three silane coupling agents (KH550, KH560, and KH570). The pretreated LF was prepared by pre-impregnating PBS to improve the interfacial adhesion between the LF and the PBS matrix. It was then laminated with the PBS sheet to fully use the natural mesh structure to prepare a composite sheet containing three layers of LF. The LF-reinforced PBS has a simple preparation method and better reinforcement effect, which can effectively reduce the use cost and expand the application field of the PBS green material. It provides a new possibility for the development of green degradable polymer composites.
Materials and methods
Materials
The luffa fibers used in this study were purchased from Baimu Farm in Nanning, China. The luffa fibers were cut along the longitudinal direction, and the fibers in the central part were removed to obtain the outer luffa fibers with a complete mesh structure. Only the outer layers were used in this research. Poly (butylene succinate) (Grade 3001MD) was supplied by Showa Denko Materials Co., Ltd, Japan. Sodium hydroxide (AR) was obtained from Tianjin Fuchen Chemical Reagent Co., Ltd, China. γ-Aminopropyltriethoxysilne (KH550, 98%) was supplied by Dongguan Shanyi Plastic Chemical Co., Ltd 3-Glycidoxypropyltrimethoxysilne (KH560, 98%) and γ-Methacryloxypropyltrimethoxysilne (KH570, 99%) were obtained from Nanjing Chuangshi Chemical Auxiliary Co., Ltd (Jiangsu, China). Acetic acid (AR) was provided by Tianjin Jindong Tianzheng Fine Chemical Reagent Factory. Ethanol (AR) was purchased from Dongguan Xunye Chemical Reagent Co., Ltd.
Preparation of modified luffa fiber
Purchased luffa fibers were soaked in water for 2 h at room temperature, then placed in a constant temperature blast drying oven and dried at 80°C for 5 h. The luffa fibers were cut along the longitudinal direction. Then, the luffa fibers at both ends and the inner side were cut and rinsed with water to remove the impurities and residual seeds on the inner surface. They were finally dried at 80°C for 2 h. (1) Preparation of alkali-treated LF (ALF)
The luffa prepared above was soaked in a 5 wt% NaOH solution at room temperature for 2h and was stirred continuously. Then wash with water and dry at 80°C for 2h. (2) Preparation of silanized LF
Ethanol and distilled water were prepared into a 95 wt% ethanol aqueous solution, acetic acid was used to adjust the pH to 4-5, different silane coupling agents were added to prepare 2 wt% solutions, and ALF was immersed in different silane coupling agent solutions for 1 h. It was then dried at 80°C for 2hs.
Preparation of PBS/modified luffa fiber composites
The PBS was dried at 80°C for 4 h and dissolved in dichloromethane for 48 h to prepare a 6 wt% PBS solution. The alkali-treated and silanized LF in 2.2 were dried at 80°C for 1 h and immersed in PBS solution for 2 h (protected from light). Then the LF was taken out and dried at 80°C for 2 h.
The PBS was pressed into a film using a flat vulcanizer and then alternately layered with pre-impregnated LF. The top and bottom layers are PBS membranes, with three layers of pre-impregnated LF sandwiched in between, and a layer of PBS membrane is placed between every two layers of fibers. The composites would be fabricated by molding them into sheets of 2 mm and 4 mm thickness for testing. The mass fraction of fibers was determined by weighing each group of loofah fibers and composites and controlling it to be within 28.1-32.4 wt%. The fibers are all laid in the direction of force parallel to the inner fibers. The abovementioned multi-layer composite material is placed in a flat vulcanizer and pressed into a composite plate at 180°C and 8 MPa for 8 min.
Characterization
Fourier transform infrared spectrometer (FT-IR, Nicolet IS50) was used to analyze the chemical structure changes in the LF before and after surface treatment. Field emission scanning electron microscopy (Quanta FEG 250, FEI Company, USA) was used to observe the microstructure of the composite material and the interface between the fiber and matrix. The composite materials’ tensile and flexural properties were analyzed using a desktop electronic universal testing machine (Instron5566, Instron, USA) according to ISO 527-2 and ISO 14125. The composite samples were loaded at 2 mm/min for tensile and 2 mm/min for flexural properties tests. The impact tests were carried out using an impact testing machine (PIT501B–2, WANCE, China) following ISO 180. All tests were conducted at room temperature, and at least five valid samples were tested in each group, and the average value of the corresponding properties was taken. The water absorption of composites was tested by the weighing method.
Results and Discussion
Infrared spectral analysis of modified luffa fiber
FTIR spectroscopy is a method used to detect the functional groups, such as hydroxyl, carbonyl, vinyl, ketone, and others, that are present in natural fibers. This technique helps to identify changes that occur in the chemical composition of natural fibers as a result of chemical treatments. 22
Figure 2 shows the comparison of infrared spectra of untreated LF, ALF, and different silanized luffa fibers (KH550, KH560, KH570). The peak at 2345 cm−1 corresponds to the C≡C stretching of waxes or waxy roots, while the peak at 1735 cm−1 corresponds to the C = O stretching of hemicellulose.
23
Compared with the LF curve, the peaks of the ALF curve at 2345 cm−1 and 1735 cm−1 disappeared, indicating that the alkali treatment removed the wax and hemicellulose in the fibers.24,25 The weakening of the absorption peaks at 1600 cm−1 and 600 cm−1 indicates that the alkali treatment removed part of the pectin and lignin. It can be seen from Figure 3(b) that alkali treatment’s effect on removing impurities on the fiber surface. The absorption peak at 3363 cm−1 is enhanced because the removal of the above impurities by alkali treatment exposed the hydroxyl groups on the cellulose surface,
26
which can greatly increase the number of reactions between the silane coupling agent and the hydroxyl groups, and it is beneficial to the subsequent luffa fibers silanization modification. Comparison of FTIR spectra of luffa fibers with different treatment methods. SEM micrographs of untreated luffa fibers (a) and alkali-treated LF (b), and silanized LF prepared with different silane coupling agents (c, d and e).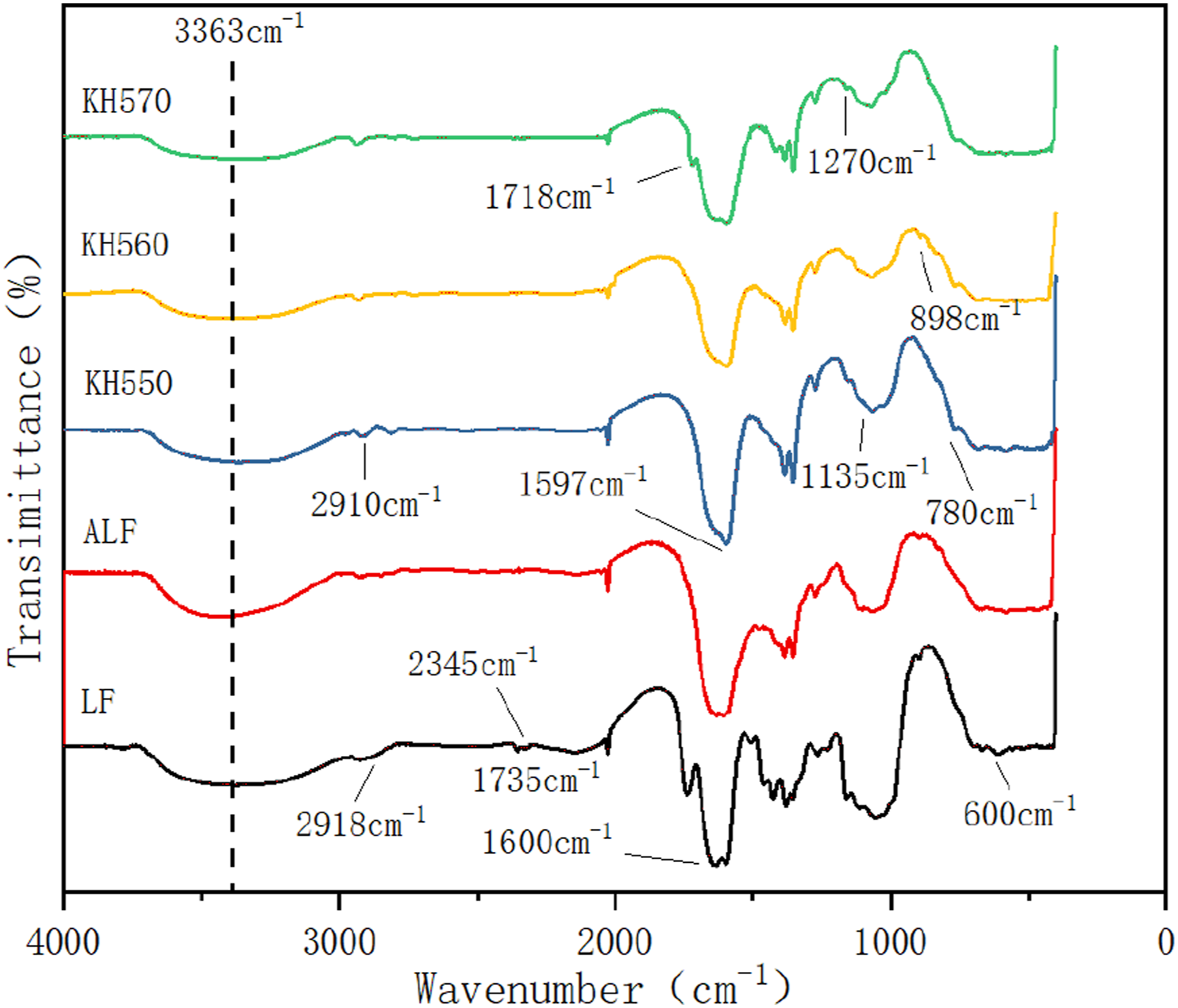
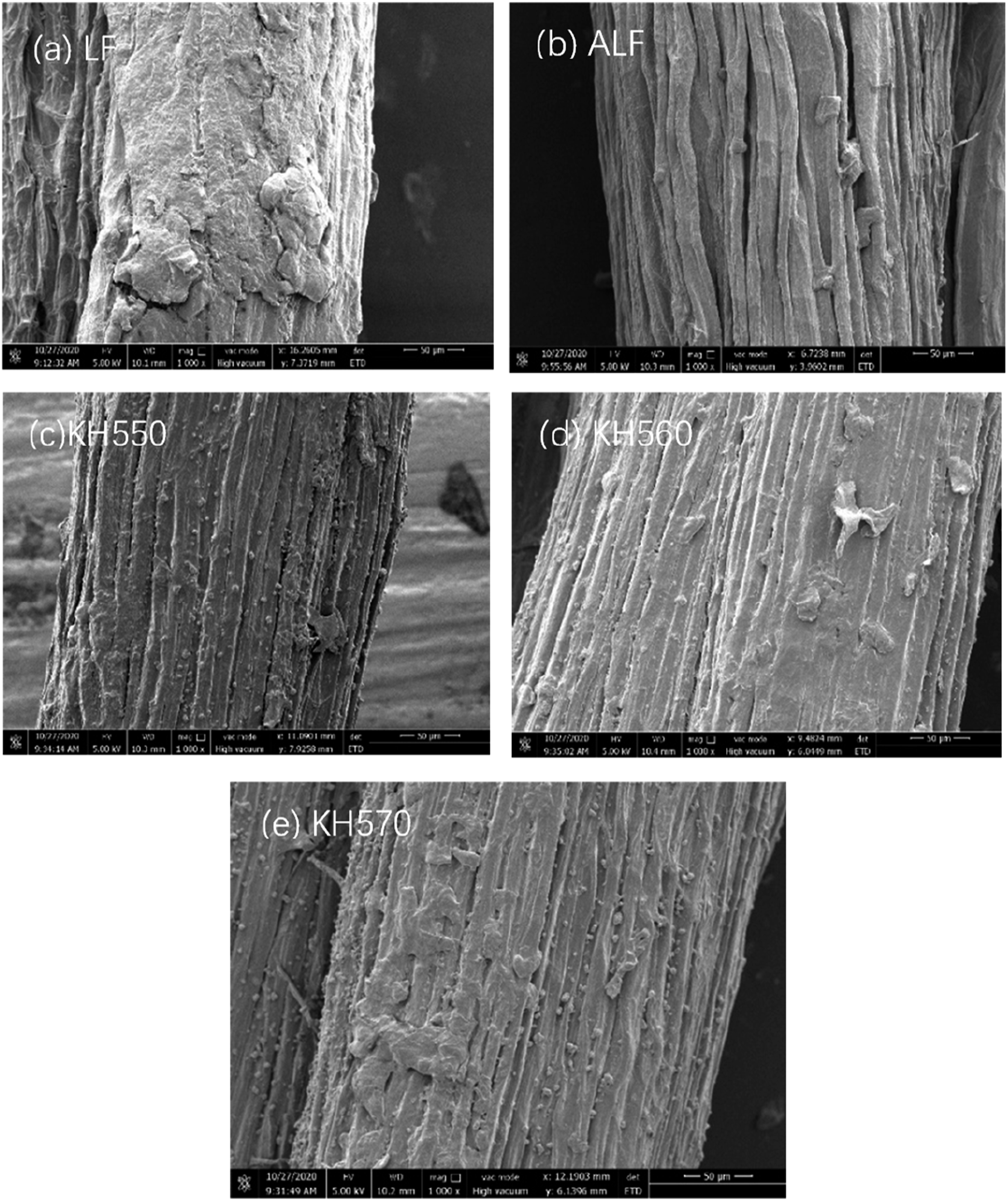
In the infrared curves of luffa fibers treated with three silane coupling agents, the absorption peaks at 780 cm−1 and 1270 cm−1 are the characteristic absorption peaks of Si-O-Si and C-O-Si, respectively, and the absorption peak at 1135 cm−1 is SI-O. The stretching absorption peak of cellulose indicates that the siloxane group in the silane coupling agent reacted with the hydroxyl group on the surface of the luffa fiber. 27 The weakening of the hydroxyl stretching vibration peak at 3363 cm−1 also indicates the reaction of the hydroxyl group with the silane coupling agent. The methyl and methylene groups in the silane coupling agent led to a slight enhancement of the C-H stretching vibration peak at 2910 cm−1 28. The absorption peak at 1597 cm−1 in the KH550 curve is the stretching vibration peak of N-H, and the absorption peak at 898 cm−1 in the KH560 curve is the stretching vibration peak of the epoxy group. The absorption peak at 1718 cm−1 in the KH570 curve is the stretching vibration peak of carbonyl. Figure 3 shows the SEM photos of fibers with different silanization treatments, and KH550 has the best surface treatment effect. The change of the characteristic absorption peaks in the infrared spectrum and the SEM photos showed that three different silane coupling agents successfully modified the luffa fibers. 28
Analysis of mechanical properties of composite materials
The effects of different fiber treatments on the tensile properties of PBS/LF composites are shown in Figure 4. It can be seen from Figure 4(a) that compared with untreated LF, the tensile strength of the composites reinforced with ALF increased by 5.4%. Silanized LF shows a further increase in tensile strength over ALF of more than 15%. This is because the alkali treatment removes part of the lignin and waxy substances that are less compatible with the resin,
29
and the alkali treatment also fibrillates the fibers, improves the surface roughness of the fibers,
30
and strengthens the interphase between the two phases. From Figure 7(a), most of the impurities on the fiber surface have been removed, the fiber exposes a rough surface, and the interface between the matrix and the fiber has good adhesion. No significant gaps in sight. However, there is still a large difference in polarity between the fiber surface and the matrix. The fibers in Figure 7(a) show debonding, and there is no residual matrix on the surface of the debonded fibers, indicating that the two-phase bonding performance is not good. Cracks are easy to appear at the interface and expand rapidly, so the increase in tensile strength is not very obvious.
31
The silanized luffa fiber has a better reinforcement effect, and the tensile strengths of the composites treated with KH550, KH560, and KH570 are 47.22 MPa, 45.47 MPa, and 46.84 MPa, respectively. The composites modified with KH550 have the best tensile strength, which is 24.9% higher than that of the untreated composites. It can be seen from Figure 3(c) to (e) that all three silane coupling agents are attached to the fiber surface in large quantities, forming a layer of organic coating. The inner side of the coating is formed by reacting with the fiber surface. The valence bond can reduce the hydrophilicity of the fiber. The outside is an organic group with high compatibility with the PBS matrix, which can significantly improve the interface strength between the luffa fiber and the matrix. It can be seen from Figures 7(b) to (d) that the fiber changed from debonding to tearing and breaking, indicating that the coupling agent can greatly strengthen the interface performance between the fiber and the matrix. Compared with the traditional woven ramie fiber-reinforced PBS composite,
32
when the fiber content is 30%, the tensile strength of the modified PBS/LF composite is higher. Tensile properties of modified PBS/LF composites.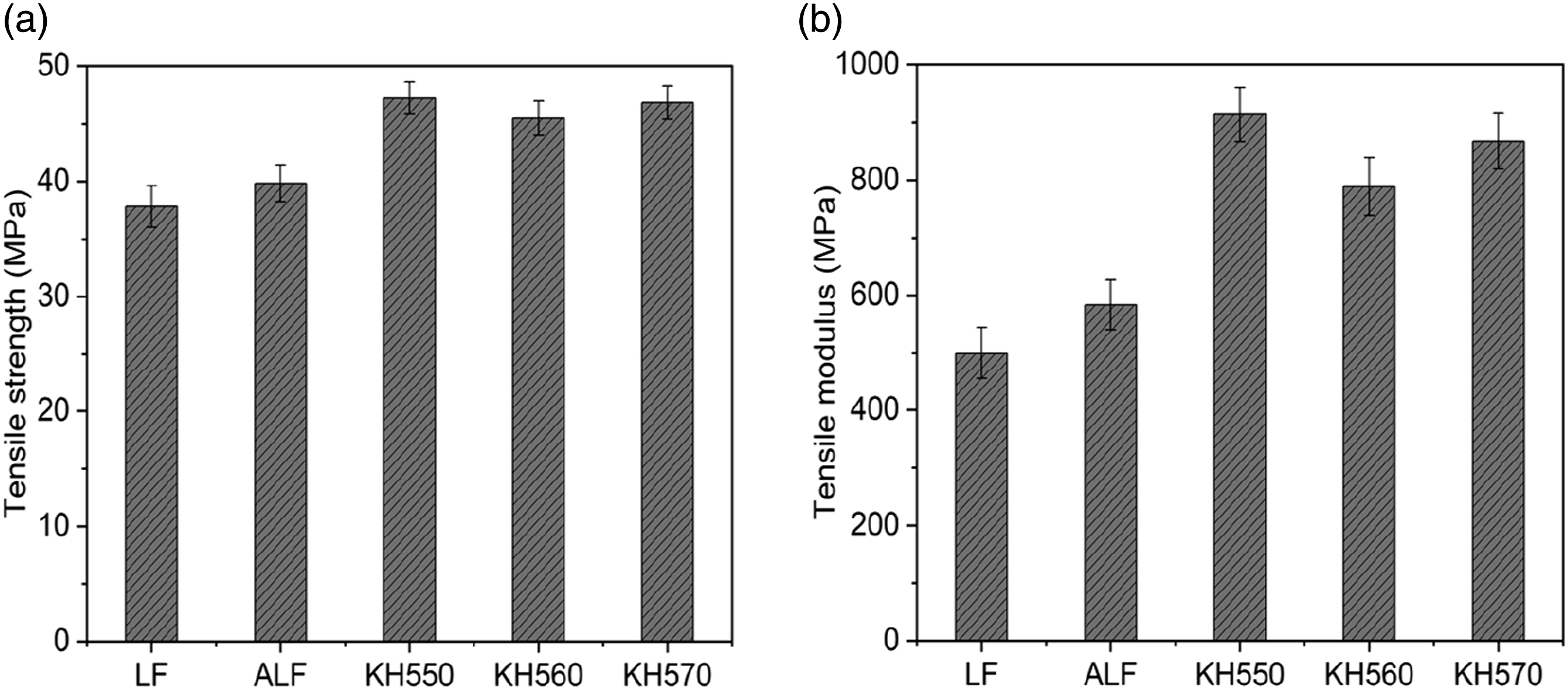
In Figure 4(b), the changing trend of the tensile modulus of the PBS/LF composite before and after the modification of the luffa fibers is consistent with the tensile strength. The tensile modulus corresponding to the alkali treatment is 584.1 MPa, 17% higher than the untreated. Furthermore, silanized LF has 30% higher tensile modulus strength than ALF and 50% higher than untreated LF. The tensile modulus of the three silanized composites is 913.8 MPa, 788.8 MPa, and 867.4 MPa, respectively. Among them, the fiber reinforcement effect after KH550 treatment is the best, and the modulus is increased by 82.9%. Silanization treatment effectively reduces the number of hydroxyl groups on the fiber surface and introduces organic groups with similar polarities to the PBS matrix, which dramatically enhances the wetting effect of PBS on the fiber surface and reduces the local deformation of the material due to stress concentration or damage, which improves the ability of composite materials to resist deformation under the action of external force.
The effects of different fiber treatments on the flexural properties of PBS/LF composites are shown in Figure 5. The alkali treatment has little effect on the flexural strength and modulus of the composites. The flexural strengths of the modified materials with the three silane coupling agents are 61.43 MPa, 57.31 MPa, and 59.55 MPa respectively, among which the flexural strength of the modified KH550 is the highest, increased by about 21.7%. The changing trend of flexural modulus is the same as that of flexural strength. The flexural modulus of composites treated with KH550 is the highest, up to 1608.9 MPa, about 18.5% higher than untreated composites. The improvement of the interface strength between the luffa fibers and the PBS matrix makes the debonding and fracture behaviors of the fibers in the matrix require more energy, thereby improving the flexural properties of the composites. Flexural properties of modified PBS/LF composites.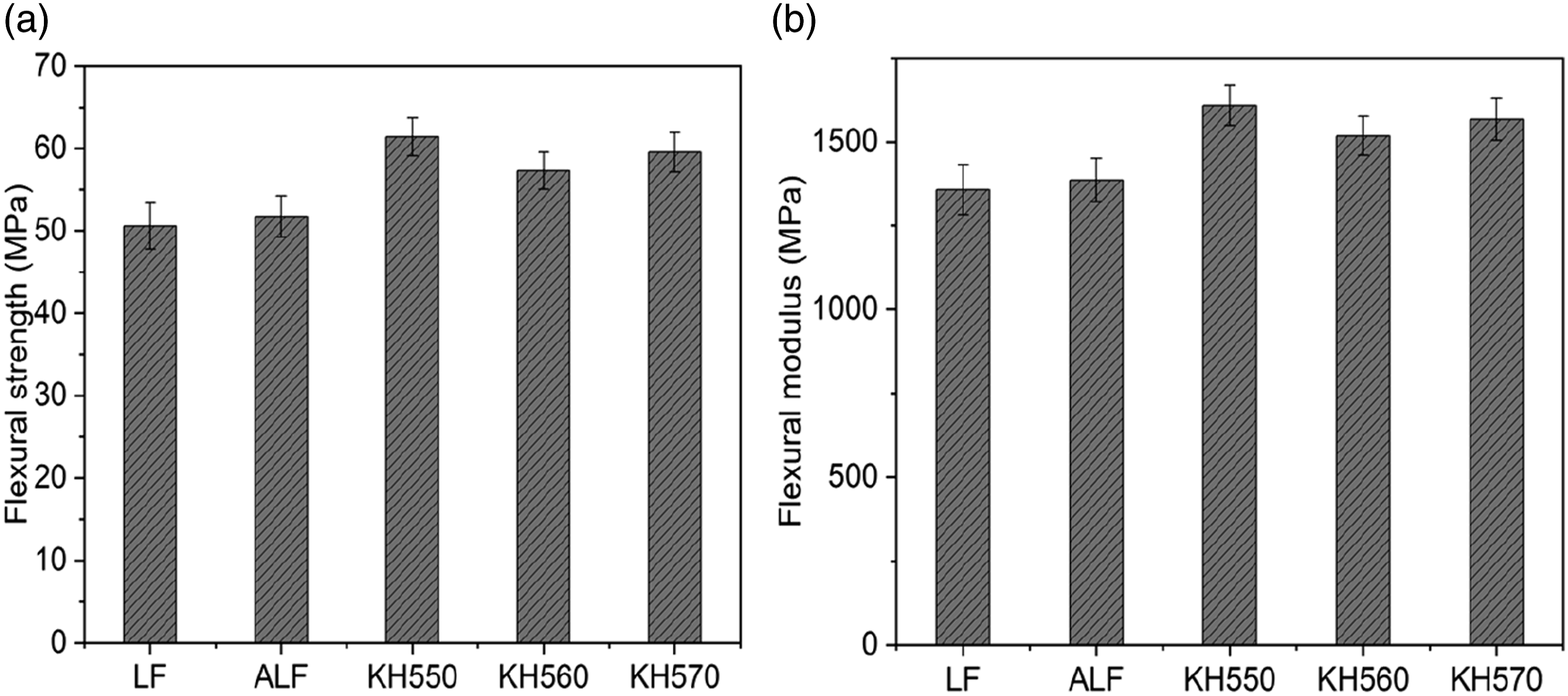
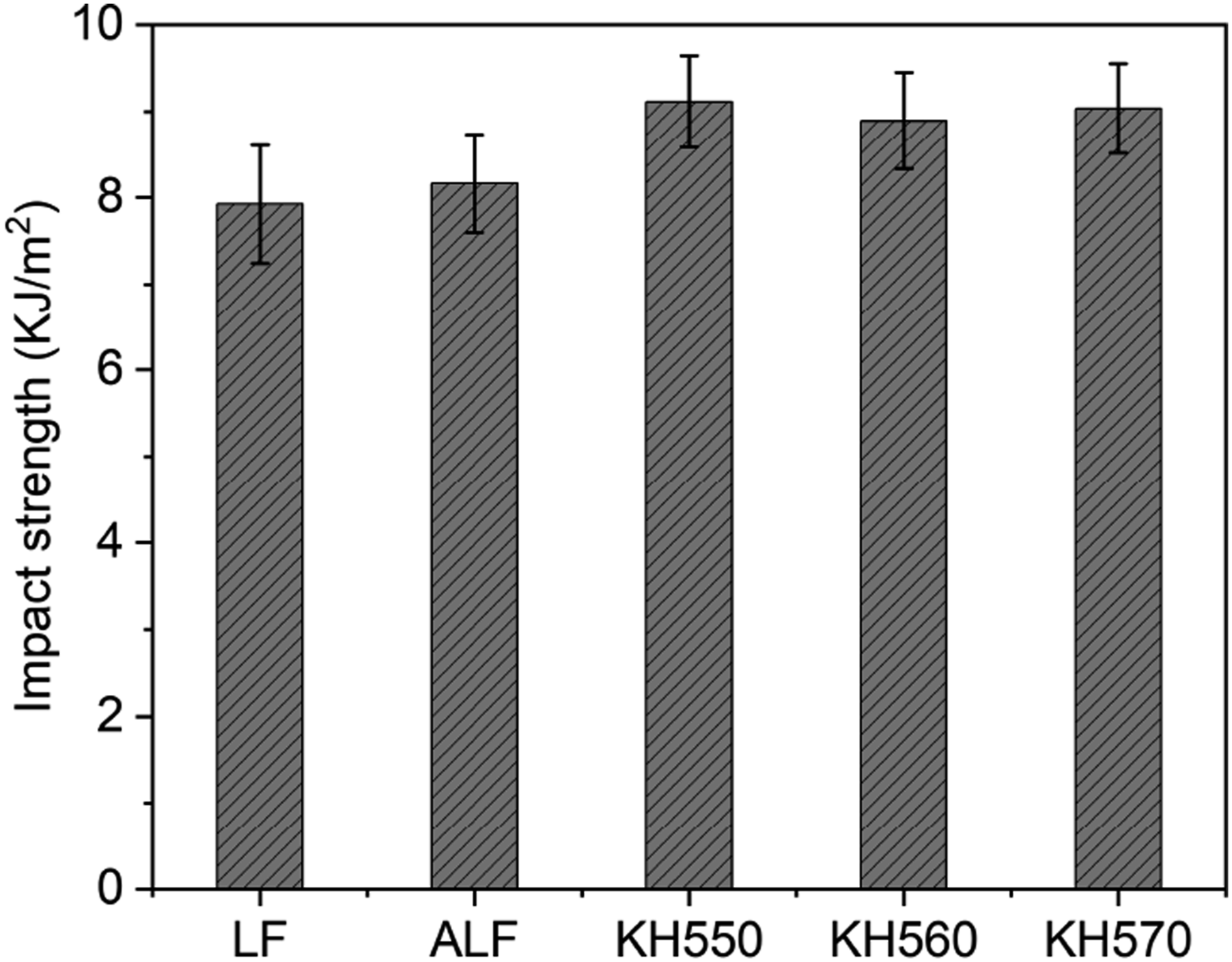
Figure 6 The effects of different fiber treatments on the impact resistance of PBS/LF composites are shown in Figure 7. It can be seen from the picture that the silanization treatment significantly improves the impact strength of the material, and the difference between the three silanization treatments is not significant, which are 9.11 KJ/m2, 8.89 KJ/m2, and 9.03 KJ/m2 respectively, which is about 12.5% higher than that of the untreated material. Silanization modification can significantly improve the bonding strength between fibers and matrix, which means that some fibers in the fiber web parallel to the fractured cross-section change from debonding to tearing, and the pattern will absorb more energy when the impact breaks it. SEM micrographs of modified PBS/LF composites. Impact strength of modified PBS/LF composites.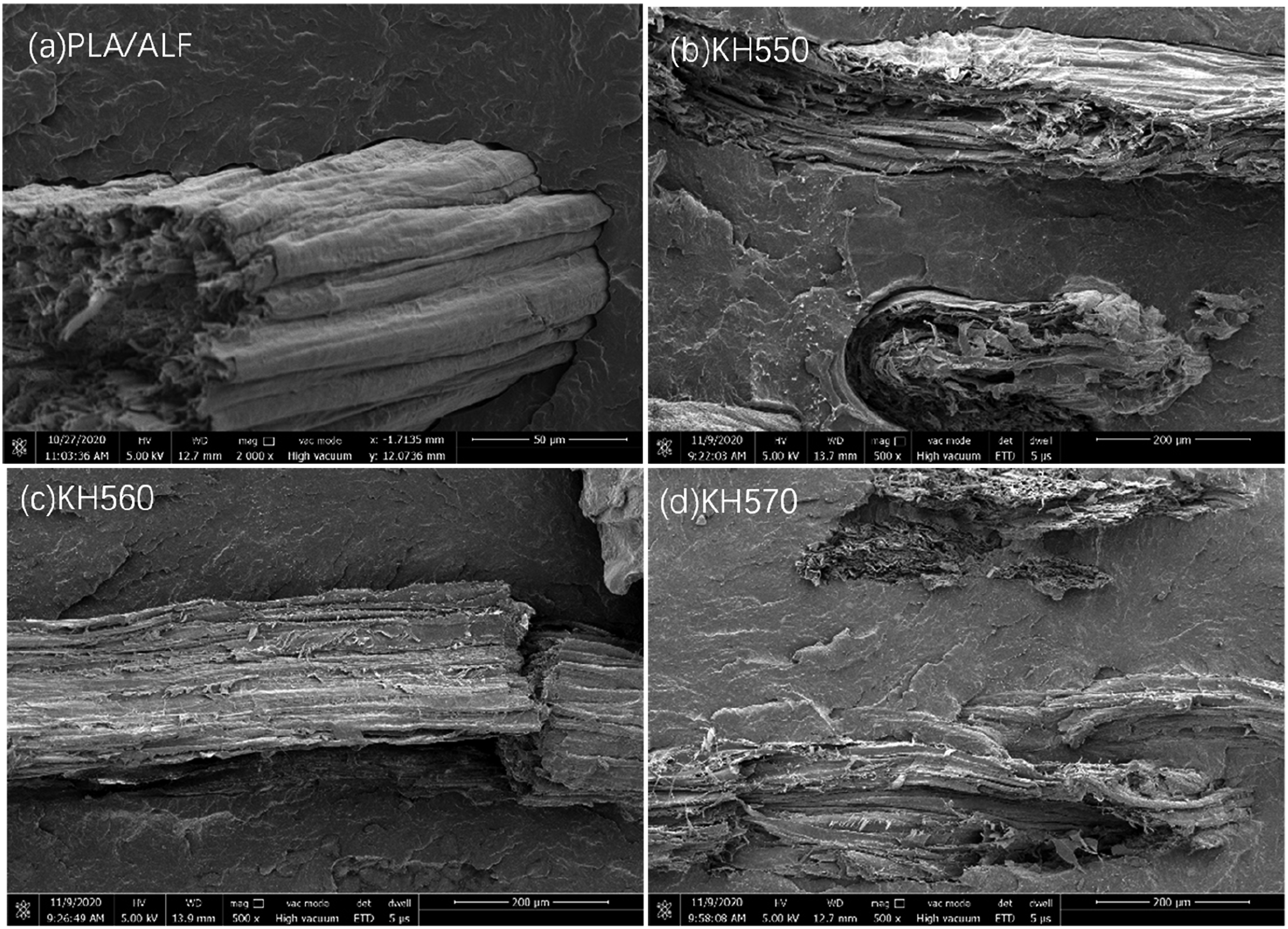
Analysis of water absorption properties of composite materials
PBS, as a biodegradable material, is very sensitive to water. The water absorption properties of composite materials affect the service life significantly. The variation trend of the water absorption rate of composite materials with different fiber treatment methods is shown in Figure 8. From the picture, the variation trend of the water absorption rate of five kinds of composite materials is the same, the weight gain rate in the first 10 days increased with time increasing, and the growth rate gradually slowed down after 10 days. Hemicellulose in plant fibers is the most likely to absorb water, followed by cellulose. The higher the content of the two, the stronger the water absorption. A large amount of hemicellulose in the fibers after surface treatment is removed, which reduces the water absorption and weight gain of the composite material.33,34 The water absorption of the composites modified by silanization will be further reduced. Among them, the composites modified by KH550 have the smallest water absorption and weight gain, and the saturated water absorption is about 4%. The PBS matrix absorbed water consists of free and bound water. The bound water is the water molecule bound to the polar groups in the polymer, and the free water is the water molecule that can move through the voids. In the silanized composite material, the polar groups on the PBS are combined with the groups on the modified fibers, and the bound water absorbed by the matrix decreases, reducing the composite material’s water absorption capacity.
35
At the same time, the interface between the two phases in the silanized composite material has better bonding performance, fewer defects between the fiber and the matrix, and the ability to absorb free water are also reduced. The free hydroxyl groups on the fiber surface after silanization treatment is reduced, and the hydrophilicity of the luffa fiber itself is also reduced.
36
Curves of Water absorption and weight gain rate of modified PLA/LF Composition with time.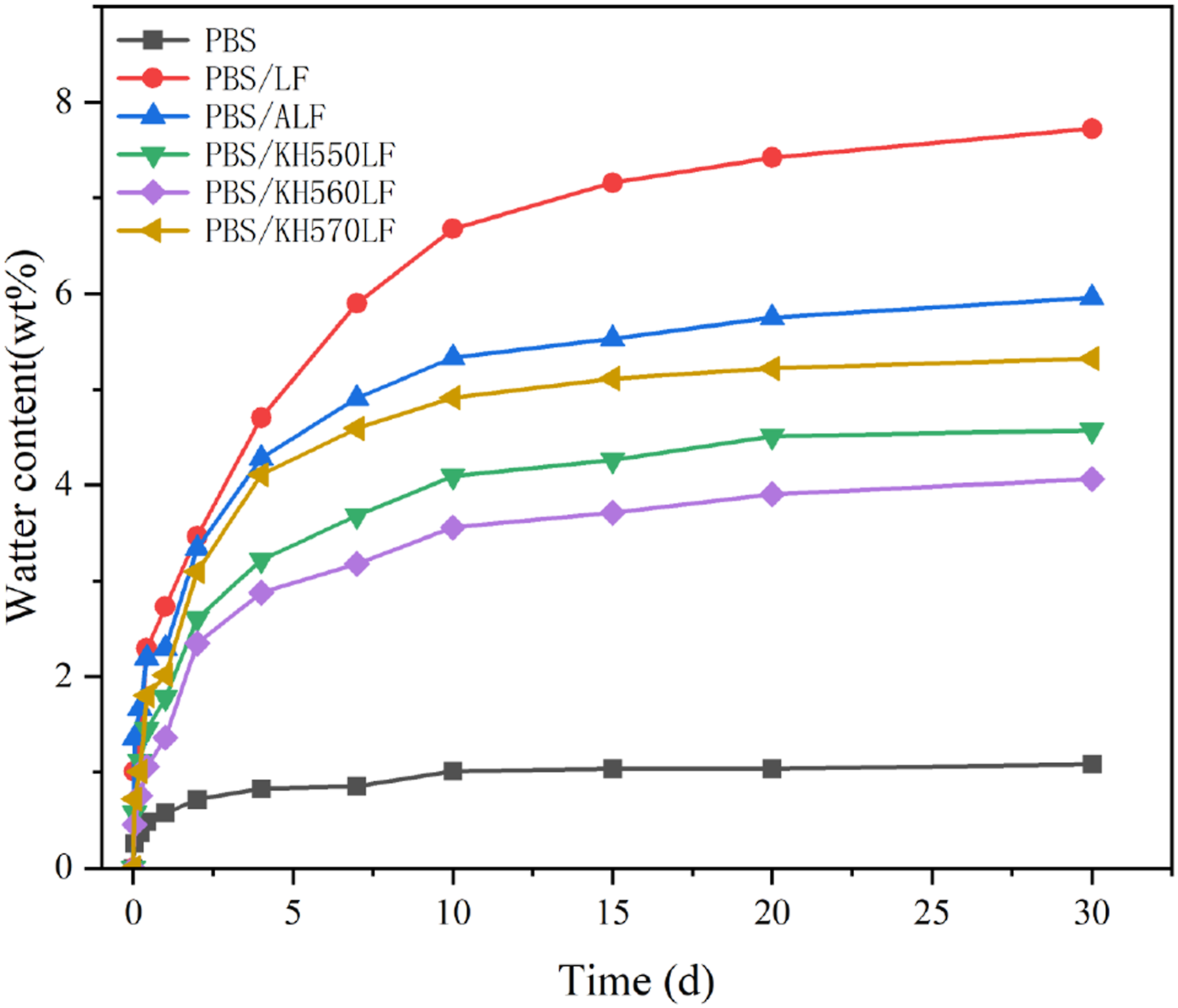
Conclusions
This paper investigated the effects of alkali treatment and different silane coupling agent treatments on luffa fibers on the mechanical properties and water absorption of PBS/LF composites. Characterization of surface groups and fiber morphology of luffa fibers are measured by infrared spectroscopy and scanning electron microscopy. By analyzing the changes of chemical groups on the surface of luffa fibers before and after treatment by infrared spectroscopy, alkali treatment can remove impurities such as hemicellulose, lignin, pectin, and wax in the fibers. All three silane coupling agents can react with hydroxyl groups on the surface of luffa fibers.
Alkali treatment has little effect on the mechanical properties of composites, and silanization treatment can significantly improve the strength and modulus of PBS/LF composites. Among the three silane coupling agents, KH550 has the best effect on improving the mechanical properties of the composite, and the tensile strength and modulus are increased by 24.9% and 82.9%, respectively. The flexural strength and modulus were increased by 21.7% and 18.5%, respectively. Impact strength increased by 12.5%. The fiber failure mode is partially parallel to the cross-section in the cross-sectional morphology of the composite material changes from debonding to tearing. Compared with the untreated composites, the water absorption of the composites modified by alkali treatment and silanization decreased, and the composites modified by KH550 had the lowest water absorption, which was less than 4%.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.