
Abstract
In this work, firstly, the optimal performance ratio of potato starch and polyvinyl alcohol (PVA) was selected, and then the sustainable high-grade food packaging film was developed by adding different amounts (0, 5, 10, 15, 20, and 25 wt% based on the starch mass) of functional additive lignin into the starch - PVA film matrix. Starch - PVA based films with different amounts of lignin were studied from the aspects of morphology, physical and chemical properties, barrier properties, mechanical properties and antioxidant properties. Mechanical tests showed that lignin significantly improved the tensile strength (TS) of the film and effectively blocked the passage of water vapor. Lignin, starch and PVA were linked by hydrogen bond to form polymer network structure, which improved the interfacial compatibility between polymers. The interaction between polymer molecules and the distribution of lignin particles were confirmed by Fourier transform infrared spectroscopy (FTIR) and scanning electron microscopy (SEM). The high content of phenolic hydroxyl in lignin undergoes proton coupled electron transfer mechanism, which endows the composite film with high antioxidant activity, which is proved by DPPH radical scavenging activity experiment. At the same time, it also gives the film excellent UV barrier and antibacterial properties. The introduction of lignin in this study provides a valuable way for the preparation of multifunctional composite films using biomass as raw materials, and has a potential application prospect in food packaging.
Introduction
Biodegradable materials have gained much attention as they have the potential to substitute traditional petroleum-based plastic products to avoid the hazard for the environment and depletion of fossil resources.1,2 Natural biopolymers starch is renewable, biodegradable and abundantly available at low cost, and it has been considered as a potential candidate for producing biodegradable films.3–5 Starch is composed of amylose (poly-α-1,4-D-glucopyranoside) and amylopectin (poly-α-1,4-D-glucopyranoside and α-1,6-D-glucopyranoside). The films were formed by mixed gelation, but its brittleness, poor water resistance and other reasons are not enough to obtain products with ideal characteristics such as flexibility, water resistance and durability.6,7 Blending polyvinyl alcohol (PVA) with starch is an effective strategy to improve the properties of biodegradable films at a relatively low cost. 8 PVA is a semi crystalline polymer with linear structure and contains a large number of hydroxyl units, which can form strong intramolecular and intermolecular hydrogen bonds. It has excellent film-forming properties and mechanical properties, which is very important for packaging applications. The addition of PVA has been proved to improve the mechanical properties and water resistance of biodegradable packaging of starch film, while avoiding the high cost of using PVA materials alone. Starch - PVA film has great application potential as a disposable packaging.9,10
Lignin is most commonly derived from wood, which has attracted considerable attention as a green functional additives due to its renewability, biocompatibility, and biodegradability with UV-blocking performance. 11 The ligninsulfonate is obtained from common by-product in the sulfite pulping industry. It is an aromatic biopolymer composed of phenylpropane units of p-hydroxyphenyl (H), guaiacyl (G) and syringyl (S). It has a large number of hydrophobic aromatic rings and rich hydroxyl and sulfonic groups. 12 When it is introduced to starch-PVA blends, the hydroxyl and sulfonic acid groups inside the ligninsulfonate molecule can establish strong hydrogen bonds with a large number of -OH groups in the starch and PVA polymer skeleton, which contribute to improving mechanical and waterproof properties of films. Simultaneously, the composite films can gain antioxidation and UV-blocking effects from the phenolic units, ketones and other chromophores in the lignin molecular. 13
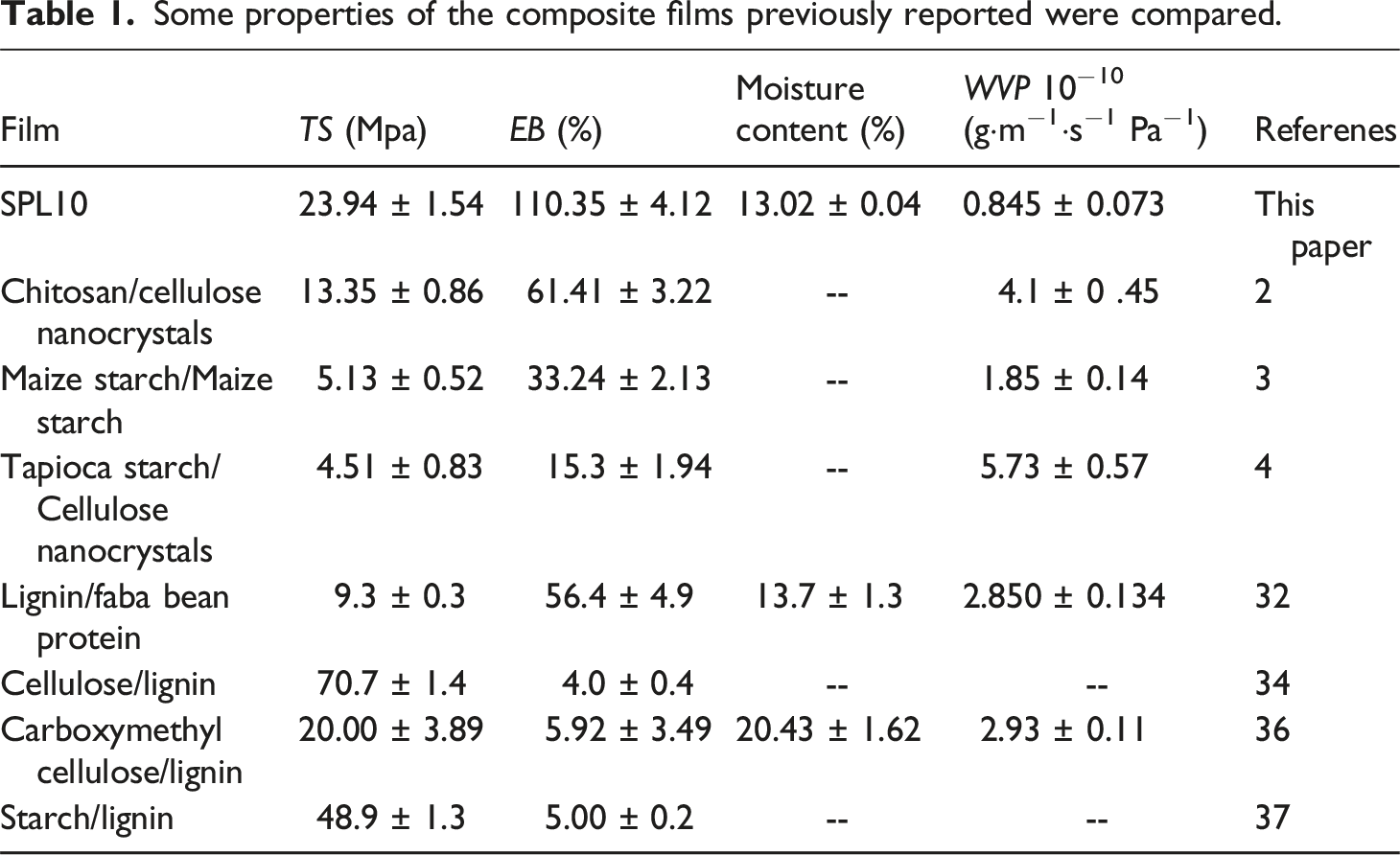
Some properties of the composite films previously reported were compared.
Experimental
Materials
The potato starch was obtained from Lechang Shandong Seasoning Co., Ltd. (China). PVA (1788; average Mw = 72,600-81,400 g/mol) was purchased from Chenqi Shanghai Chemical Technology Co., Ltd. (China). The sodium lignosulphonate (Lignin) was supplied by Leling Chenhao Polymer Technology Co., Ltd. (Shandong China). 2,2-Diphenyl-1- picrylhydrazyl (DPPH) was purchased from Aladdin (Shanghai, China). All other chemicals were of analytical reagent grade. E. coli and S. aureus were kindly supplied by the Microbial Laboratory of Langzhou Jiaotong University.
Preparation of the films
The composite films were prepared via the solvent casting method. The total amount of starch and PVA remains 6.0 g and different amounts of potato starch (6.0 g, 5.4 g, 4.8 g, 4.2 g, 3.6 g and 3.0 g) was dispersed in 40 mL of deionized water to obtain starch suspension, respectively. The required amount of PVA (0, 10%, 20%, 30%, 40% and 50% of PVA based on the total amount 6.0 g of starch and PVA) and 0.08 g carboxymethyl cellulose were mixed with 40 mL of deionized water and heating to 90°C under stirring with an addition of 1.5 mL glycerol for 1 h to obtain PVA viscous solution. The mixture of starch suspension and PVA viscous solution was stirred at 60°C for 1 h and the cooled paste was on a level glass plate and the films, when dried, were peeled from the casting plates and stored in a desiccator maintaining 25°C and 53% relative humidity for subsequent investigations. The prepared starch-PVA films were noted S, SP1, SP2, SP3, SP4 and SP5, respectively.
The starch-PVA-lignin composite films were prepared based on the SP3 film. The different lignin loadings (0, 5, 10, 15, 20, and 25 wt% based on the starch mass) was combined with starch and the solution of starch and lignin was mixed with PVA viscous solution. The blend solution was stirred for 1 h at 60°C and cast on a plate from which the films were peeled when dry. The obtained films were coded SP, SPL5, SPL10, SPL15, SPL20 and SPL25, respectively.
Characterization of films
Fourier transform infrared (FTIR) spectroscopy of samples was acquired on an infrared spectrometer (VERTEX 70, Bruker, Germany) and the spectrum was recorded at 4 cm−1 resolution by averaging 32 scans in the wavelength range of 400-4000 cm−1.
The crystalline nature in the developed films was analyzed by X-ray diffractometer (XRD, Bruker D8 advance, Germany) operating at 40 kV with a current of 20 mA. The sample was scanned for the diffraction angle (2θ) range of 10°-60° with a step size of 0.01°.
The field emission scanning electron microscope (GeminiSEM 500, Carl Zeiss, Germany) was used to observe the morphology of each sample at an accelerating voltage of 20 kV. Samples were fractured in liquid nitrogen to expose the cross sections.
The thermal properties of the films were performed on a TG 209 F1 thermo gravimetric analyzer (Netzsch Co., Germany). The films were scanned at a heating rate of 10°C/min ranging from 25°C to 800°C under nitrogen atmosphere.
Thickness and moisture content
The thickness of each film was measured using a hand-held digital micrometer (Mitutoyo, Tokyo, Japan) with precision of 0.001 mm. At least 10 locations were randomly selected on each film sample to be determined the thickness and the mean values were recorded.
The moisture content (MC) of films was represented as a percentage via weight loss of the film before and after drying the specimens at 100°C for 24 h. Three specimens of per sample were tested and the mean values are recorded.
Transparency and UV-vis spectra
The light transmittance and UV-vis spectra of film samples were measured by a UV-vis spectrophotometer (Hitachi F-7000, Japan). The absorbance of the films was recorded at the wavelength range of 200-800 nm and the empty test cell was used as the reference. The transparency of films was calculated with equation (1).
Mechanical properties
Tensile strength (TS)、tensile modulus (TM) and elongation at break (EB) were evaluated by a universal material testing machine (AGS-500N Shimadzu Co., Japan) according to ASTM-D882-95 standard method.
14
Film samples were cut in Dumbbell ribbons of 100 mm length and 10 mm wide, fixed between two grips and stretched at a speed of 50 mm/min at room temperature. Three replicates were performed for each film sample, and the TM was calculated from the tangent of the initial linear function of the stress-strain curve. TS and EB were calculate by equations (2) and (3), respectively.

Water barrier properties and wettability
The water absorption (WA) test was conducted according to ASTM D-570-98 standard. The specimens of film sample dried for 24 h at 50°C were cooled in a desiccator and immersed in distilled water for 60 min after weighed. WA was obtained according to the weight increase of the specimens expressed as a percentage. All the means based on three replications.
Moisture adsorption (MA) was determined according to the difference in the weight of films before and after conditioning at moist air. The film pieces were first put in a desiccator filled by anhydrous calcium chloride until reaching a constant weight. After weighing they were conditioned in a sealed vessel containing saturated solution of sodium chloride at 25°C to ensure a relative humidity of 75%. The specimens were weighed after 24 h exposure and the value of MA of the films was calculated according to the weight increase expressed as a percentage. All measurements were carried out in triplicate. 15
ASTM 2016
16
standard was used for measuring the water vapor permeability (WVP) of the film samples. The glass vials containing calcium chloride desiccant were covered with film specimens and the vial mouths were sealed using double side tape. Each vial was positioned in a desiccator preserved at 75% RH with a saturated solution of sodium chloride. The desiccator including vials was placed in an incubator to maintain temperature 25°C. The vials were weighed every 2 h for continuous 24 h. The WVP of films was calculated as equation (4).
The wettability and hydrophobicity characteristics of the films were tested according to the value of the water contact angle (WCA) measured by static video optical contact angle measuring instrument (OCA25, Germany) with droplet shape analysis software. 17 The dried film samples need keeping flat and water droplets were placed on the surface of the film and the images were record. All analysis was conducted in triplicate measurement.
Antioxidant activity and antimicrobial activity
DPPH free radical scavenging activity (RSA) and ferric reducing antioxidant power were adopted to assess the antioxidant activity of the films, respectively. DPPH RSA assay was following the methodology reported by Collazo-Bigliardi et al with some modifications.
18
Briefly, film small pieces were immersed in distilled water and stirred for 3 h at room temperature in darkroom conditions. Afterwards, the samples were filtered and the filtrate was added into diluted DPPH ethanol solution to react for 30 min. The absorbance of reaction solution was determined at 517 nm over a blank solution of ethanol. The percentage of DPPH RSA was calculated from equation (5).
Ferric reducing antioxidant power (FRAP) of films was carried out by the potassium ferricyanide-ferric chloride method through the process described by Jridi et al. 19 5 mg measured film pieces were immersed in 2.5 mL of 0.2 M sodium phosphate buffer (pH 6.6) and 2.5 mL of 1% potassium ferricyanide solution and the mixtures were incubated for 3 h at 50°C. Then 2.5 mL of 10% trichloroacetic acid was added into the mixtures followed the mixtures were centrifuged. Subsequently, the supernatant mixed with 1 mL of 0.1% ferric chloride solution and 5 mL of distilled water and reacted 10 min, the absorbance of the solutions was measured at 700 nm. The results were expressed as mg equivalents of Vitamin C per g of film, based on standard curves previously prepared for Vitamin C.
An optical density method was used to evaluate the antimicrobial activity of the films against S. aureus and E. coli, as described by Zhai et al.
20
0.50 g dry film samples were added into 50 mL medium suspensions including S. aureus or E. coli or culture. The suspensions, with and without films inside, were incubated in a shaker at 37°C and 200 r/min for 24 h, and the optical density values of the liquid passing through filter were measured at a wavelength of 580 nm. All of the operations were done in aseptic condition. The antimicrobial performance was characterized as equation (6),
Statistical analysis
The results obtained from all experiments were analyzed on a completely randomized design with the analysis of variance (ANOVA) procedure using SPSS statistical software. Duncan’s multiple range tests were used to compare the differences mean values of film samples at the 0.05 level of significance.
Results and discussion
Characterization of starch-PVA films
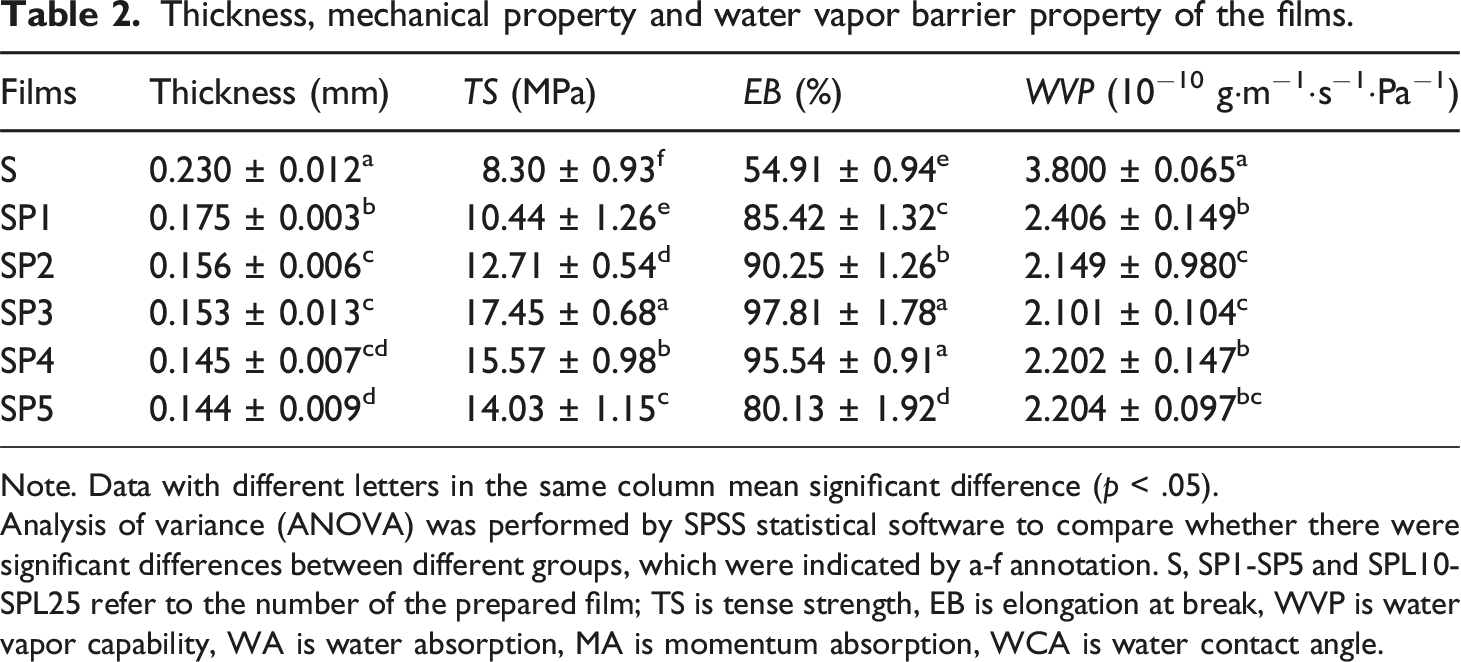
The visual appearance of potato starch-PVA films with different percentage PVA was uniform, translucent and unmold, with no perceptive cracks and bubbles. The thickness, TS, EB and WVP of composite films were shown in Table 1. The starch film showed higher thickness than those of starch-PVA blend films. It was reported that the composition of the formulation affected the thickness of films and the films with more linear polymer chains have smaller thickness values than those with branched polymers. 21 The potato starch generally contains 30% amylose and 70% amylopectin, while PVA is a linear chain polymer. Blend PVA with starch increased the number of linear chains in the formulation and made the polymer chains be arranged in a more orderly manner, and thereby the starch-PVA films became thinner.
The starch film presented poor values of TS and EB and there was a significant improvement in both the TS and EB with the blend PVA in starch. The flexible C-C backbone and large number of -OH groups endow PVA high mechanical properties. The hydrogen bonds between the -OH from PVA and the -OH in starch formed and the intermolecular disruption of hydrogen bonds among starch molecules interrupted the crystallinity of starch. 22 The excellent compatibility between starch and PVA polymer increased TS and EB of composite films. It was observed the higher TS and EB for SP3 film. The slightly reduction of TS and EB of composite films with higher percentage of PVA could be due to the competition interactions between PVA, starch and the other component spoiled compatibility. 23
Thickness, mechanical property and water vapor barrier property of the films.
Note. Data with different letters in the same column mean significant difference (p < .05).
Analysis of variance (ANOVA) was performed by SPSS statistical software to compare whether there were significant differences between different groups, which were indicated by a-f annotation. S, SP1-SP5 and SPL10-SPL25 refer to the number of the prepared film; TS is tense strength, EB is elongation at break, WVP is water vapor capability, WA is water absorption, MA is momentum absorption, WCA is water contact angle.
The surface and cross-section microstructures of starch-PVA films were shown in Figure 1. S film presented a slightly rough surface with some traps and bumps, while some ripples and cracks could be observed on the cross section. The starch-PVA films showed smoother and denser regular surface and cross-section microstructure without phase separation at low percentage PVA and the compact and homogeneous structure appeared in surface and cross-section of SP3 film. However, the increase of PVA percentage caused the smoothness of the film surface decreased, and even the wrinkles, folds and pores could be seen in the surface and cross-sectional micrograph of SP4 and SP5 films. The SP3 film had more regular, homogeneous and denser morphology than that of other films, suggesting that the good compatibility of potato starch and PVA occurred in SP3 blend polymer film. This explained the higher TS and lower WVP of the SP3 film compared to the other starch-PVA films. SEM images of starch-PVA films. (a) Surface. (b) Cross-section.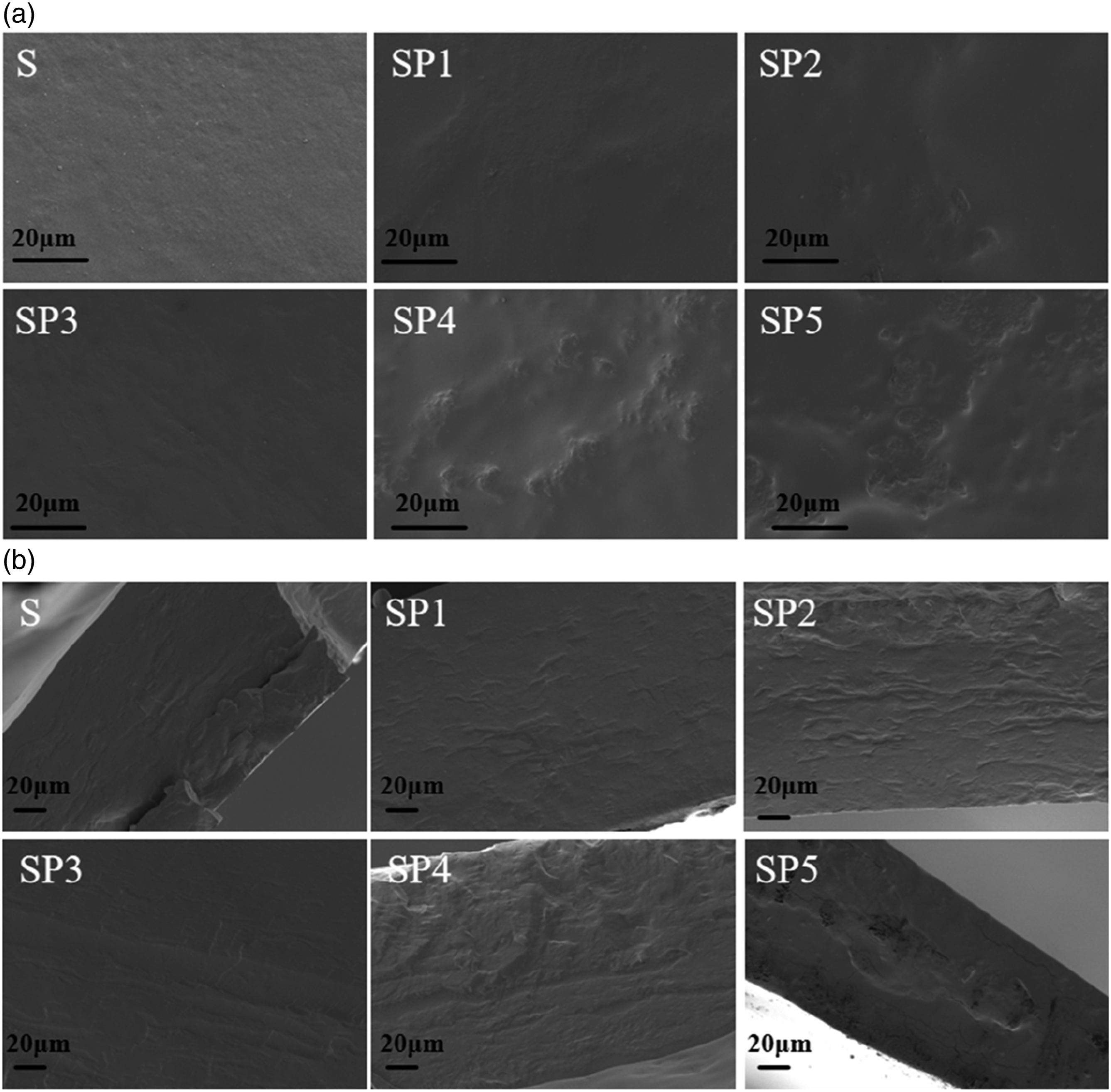
In this research, the SP3 composite was used in further studies with lignin additive to prepare starch-PVA-lignin films.
Physical appearance properties of starch-PVA-lignin composition films
The starch-PVA-lignin films with five different compositions were all peelable and presented relatively flat and smooth visual appeared surfaces, performing a certain flexibility and rigidity. The visual aspect and transparency of starch-PVA-lignin films was shown in Figure 2. All the films allowed dots printed on the paper to be observed, which demonstrated the transparency of composite films. The S and SP film was colorless and more transparent and the colorful and relatively less transparent SPL films were obtained with the addition of lignin. The lignin in the form of powder had a dark brown color and the films containing various fractions of lignin differed on apparent color. The brown color of films deepened, becoming light brown then slightly dark brown in color with the increasing lignin content. The appearance of films.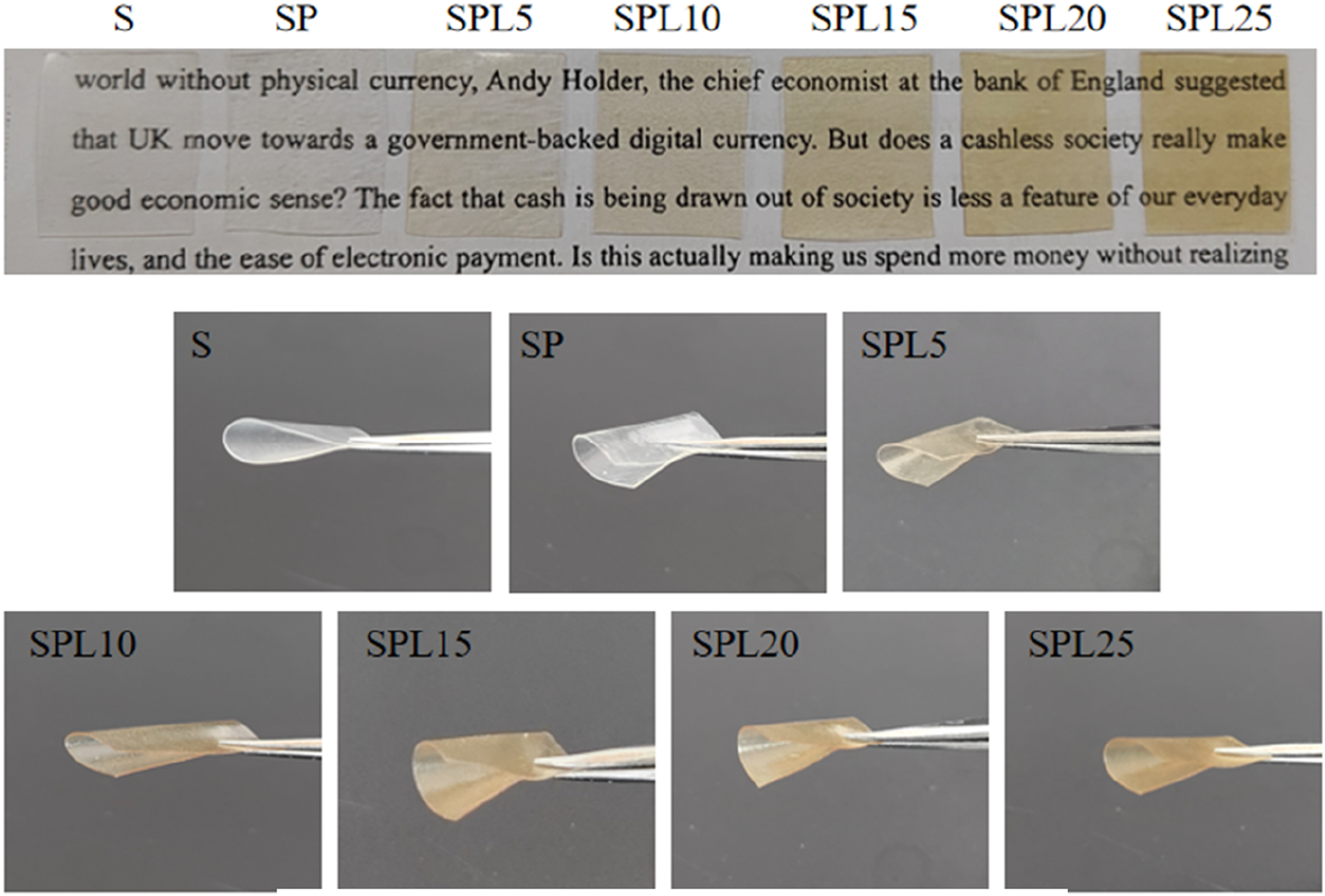
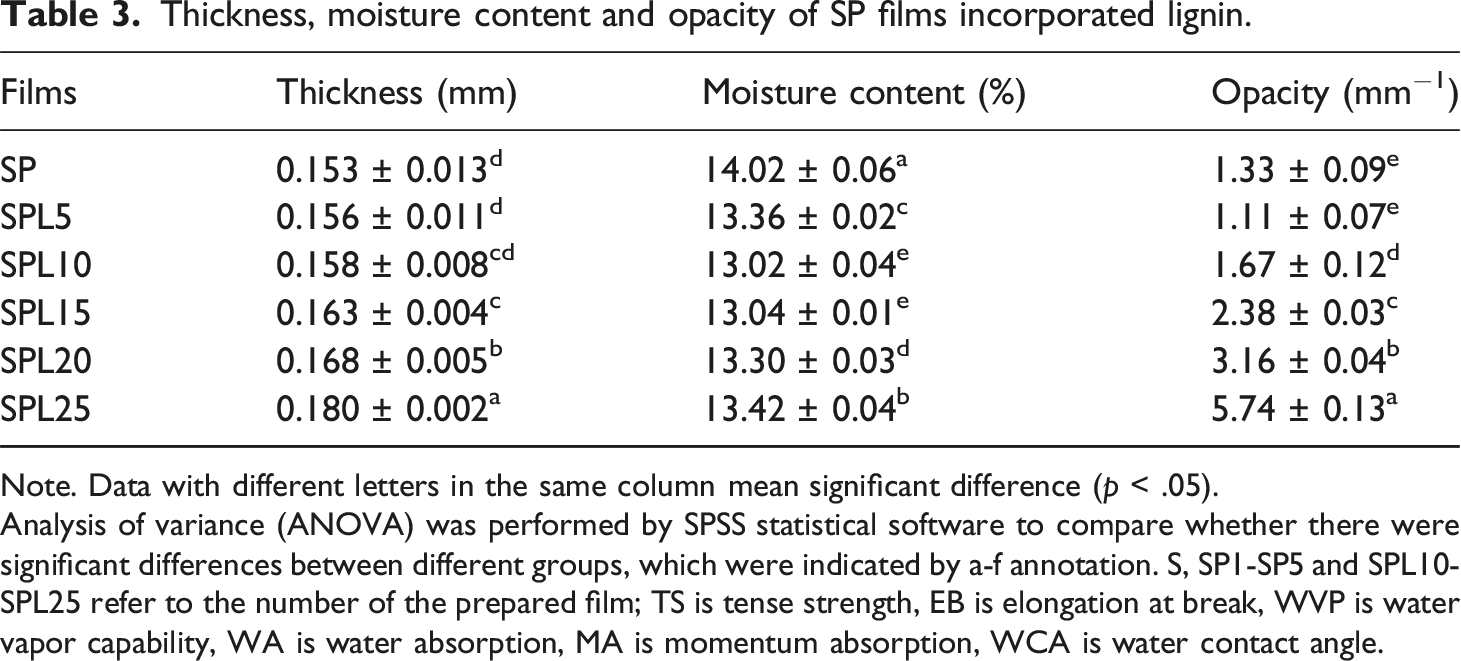
Thickness, moisture content and opacity of SP films incorporated lignin.
Note. Data with different letters in the same column mean significant difference (p < .05).
Analysis of variance (ANOVA) was performed by SPSS statistical software to compare whether there were significant differences between different groups, which were indicated by a-f annotation. S, SP1-SP5 and SPL10-SPL25 refer to the number of the prepared film; TS is tense strength, EB is elongation at break, WVP is water vapor capability, WA is water absorption, MA is momentum absorption, WCA is water contact angle.
MC shows the total free volume occupied by water molecules in the film structure. The SP film presented higher MC due to the intense interactions among hydrophilic hydroxyl in starch and PVA and water molecules. 26 The MC of starch-PVA-lignin composite films were reduced owing to the lignin molecule contained nonpolar hydrocarbon chains and its hydrophobic nature. 27 The lower MC appeared in SPL10 and SPL15 films while the lignin content exceeding 15% led to an obvious rise of MC. It could be associated to the compact and tight microstructure of films at lignin content of 10%–15%, yet the addition of excessive lignin makes the structure uneven and lacks dispersion. 28 This is consistent with SEM results and is beneficial to the barrier and mechanical properties of films.
UV-blocking property
Figure 3 shows the UV-Vis spectra of composite films. In the UV region (200-400 nm), the absorbance of the S and SP films was significantly lower than that of composite films containing lignin indicating that the films without lignin had less effective UV protection. An increase in the lignin content would sequentially increase the UV light absorption. The incorporation of 10% of lignin in SPL10 film was enough to completely obstruct UVB (280–320 nm) rays passage and block approximately 89.1% of UVA (320-400 nm) radiation, greatly improving the UVA-shielding functionality. The UV blocking mechanism of starch PVA lignin films depends on the aromatic structure and functional chromophores in lignin, such as the conjugated double bonds of the carbonyl and benzene rings of the coupling phenols and phenylpropane side chains. All these functional groups have strong UV absorption properties. With the increase of lignin content, these functional groups increased significantly, resulting in enhanced UV shielding effect.29,30 UV-Vis spectra of composite films.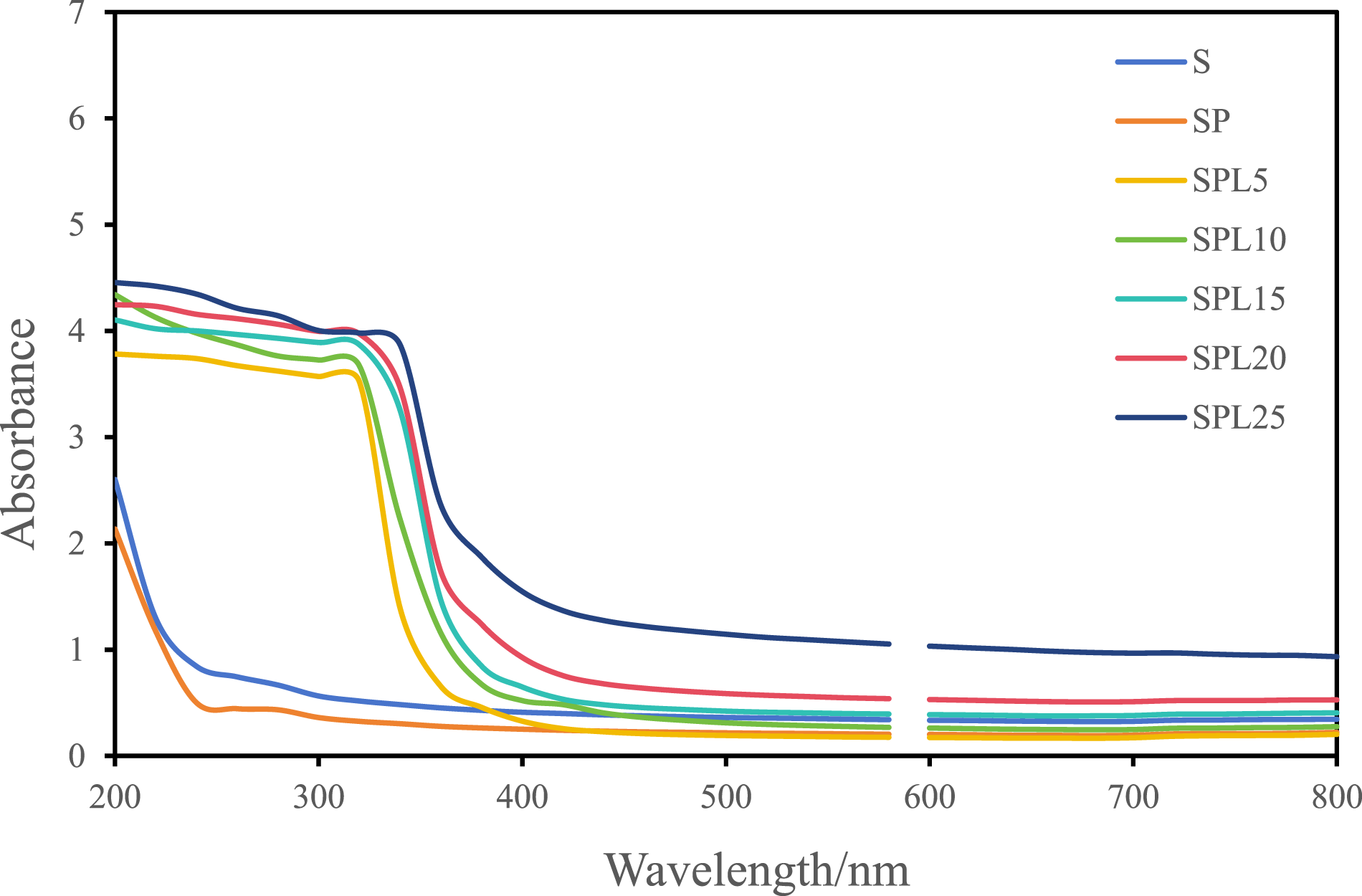
In the visible region (400–800 nm), the transmittance of the SP film was 62.7% and it decreased 54.6% with 10% lignin addition. Considering the absorbance at 600 nm, SPL10 film had a little higher opacity than that of SP film, The transmittance of SPL20 and SPL25 films decreased significantly, which was due to the strong light scattering effect caused by the increase of lignin particle content. The increase and partial aggregation of lignin particles were observed in the optical microscope (Figure 4(c)). SPL10 film can greatly enhance the UV shielding performance without significantly affecting its visible light transparency. It is expected to be used in the field of food packaging that needs UV shielding. SEM images (a) Surface, (b) Cross-section and Optical micrograph (c) of starch-PVA-lignin films.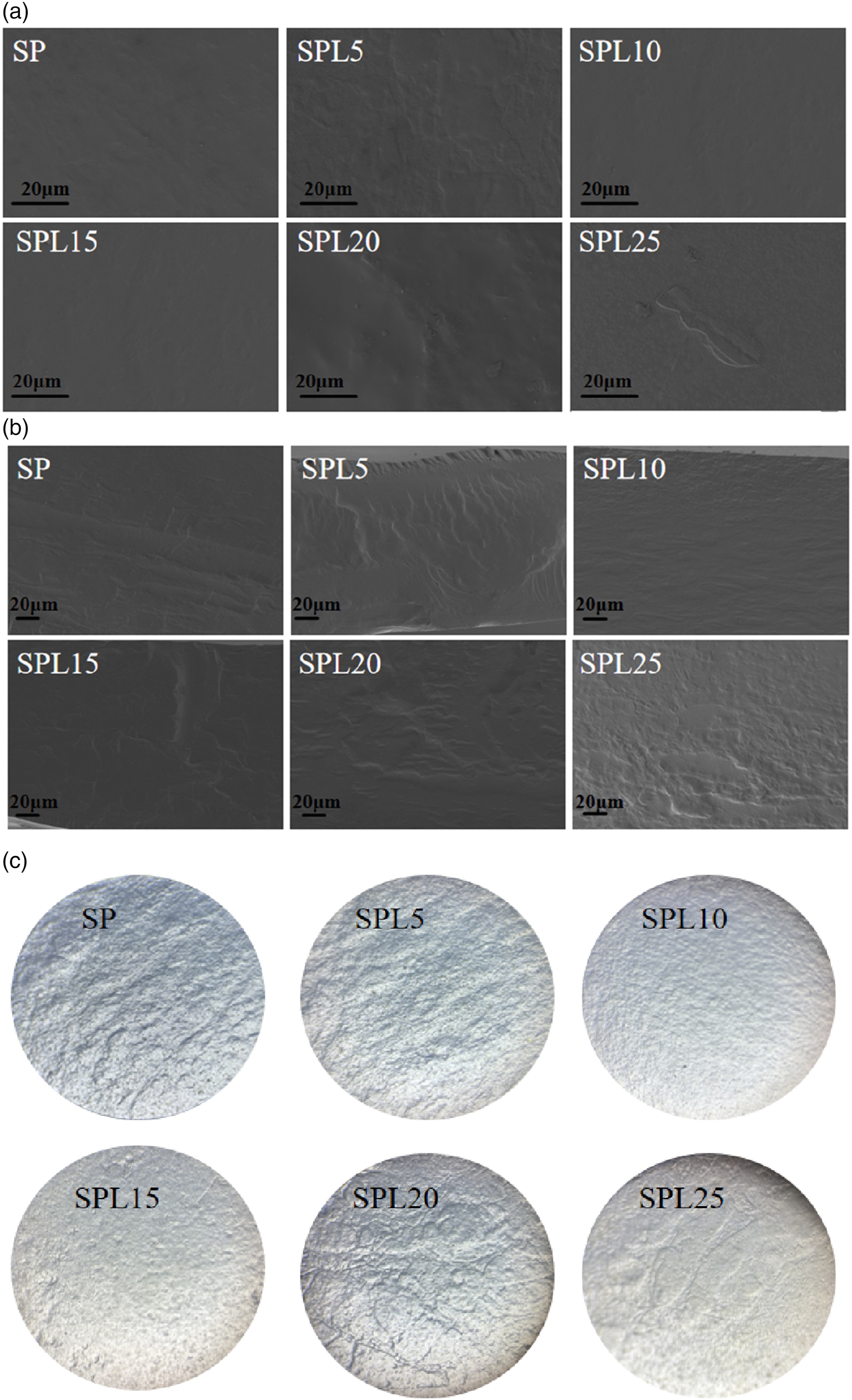
Microstructure
The microstructure of the starch-PVA-lignin films can be observed in Figure 4, where the SEM micrographs of the surface and cross-section are shown. The relatively smooth and homogeneous surface and continuous cross section images of the SP film were appeared in the absence of lignin. SPL5 film presented a slightly irregular surface and a rougher appearance of cross section, implying the components were not completely compatible. The intact and homogeneous surface and cross section was observed from the micrographs of SPL10 and SPL15 films with the addition of 10%–15% lignin, indicating that the good interfacial adhesion occurred between starch, PVA and lignin and superior dispersion of lignin in the starch-PVA matrix. However, the addition of excessive lignin led to the obvious roughness surface and some protrusion and concavity came into existence in the cross section of SPL20 and SPL25 films. It could be related to a no uniform dispersion of excessive amount of lignin in the matrix and the increase of lignin content may negatively affect the mechanical and barrier properties of the films.6,31
FTIR and XRD analysis
The FTIR spectra of the composite films were used to identify the hydrogen bonding interaction between starch, PVA and lignin. The FTIR spectra of S, SP and SPL composite films were shown in Figure 5(a). The S film exhibited a typical stretching vibration of hydroxyl groups centering at 3427 cm−1 and the C-H asymmetric stretching vibration at 2927 cm−1.
32
A peak at 1648 cm−1 referred to the flexion vibration of the -OH from the absorbed water molecules, indicating hygroscopic nature of starch polymer. The peaks appeared at 1150-800 cm−1 was regarded to involve the bending mode of C-H bonds, the vibration modes of C-C and C-O stretching, which was the typical region of polysaccharide bands of the glucose unit in starch. For the SP film, the weak band at 1725 cm−1 was due to the carbonyl group (C = O) of residual acetate groups of PVA. The vibration intensity at 3427 cm−1, 1648 cm−1 and 1018 cm−1 respectively assigned to the stretching vibration of free and bonded OH and C-O changed, indicating intermolecular hydrogen bonding between starch and PVA. FTIR spectra (a) and XRD patterns (b) of films.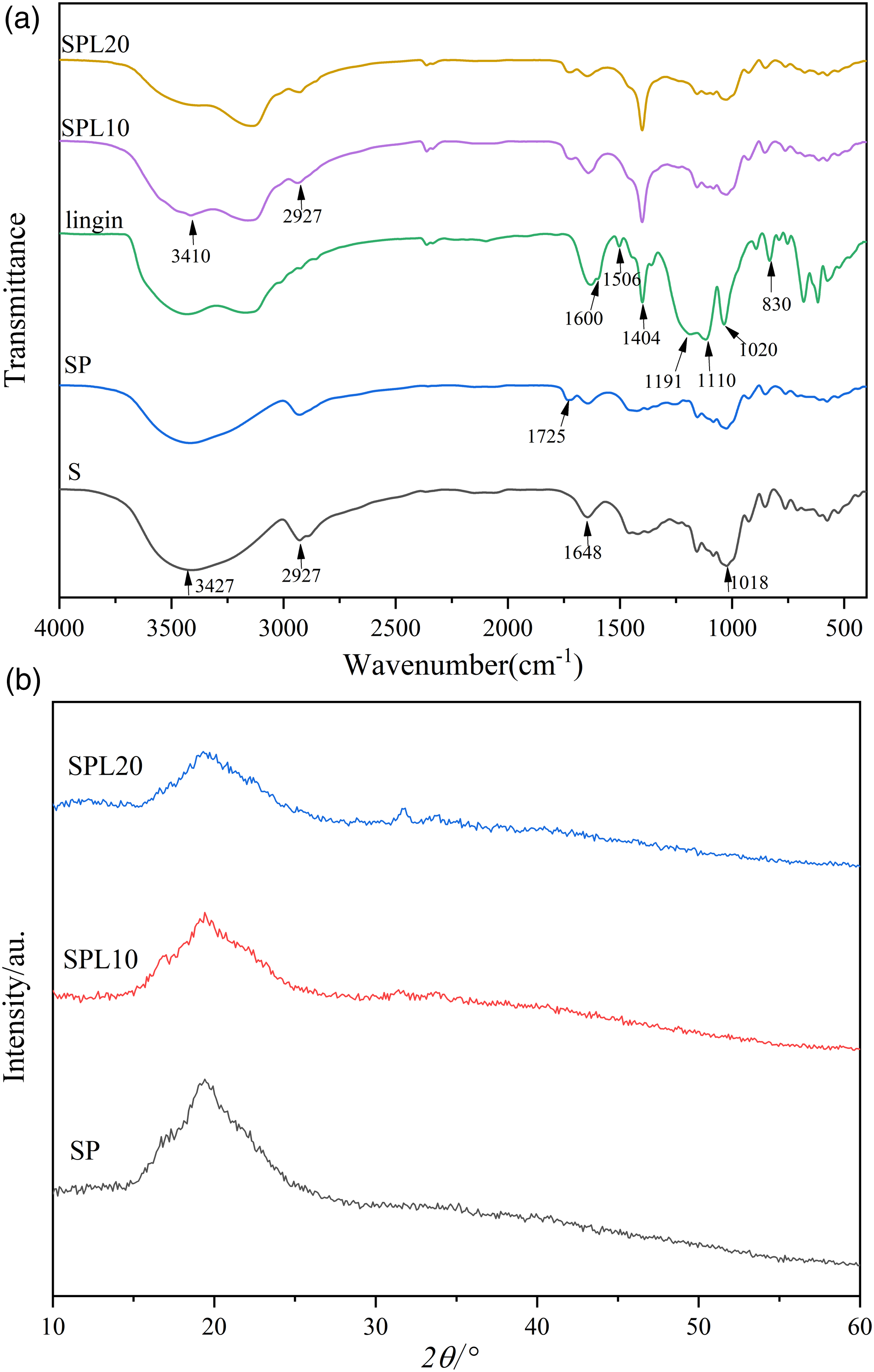
The lignin samples exhibited characteristic absorption peaks at 1600, 1506 and 1404 cm−1, which were the skeletal vibrations of the aromatic ring. The peak observed at 1191 cm−1 corresponded to C-O stretch in syringyl rings. The peaks appeared at 1110 and 1020 cm−1 were attributed to aromatic C-H in-plane deformation in the syringyl ring and the C-O stretching in the guaiacyl units, respectively. The peak at 830 cm−1 was the typical out-of-plane deformation of the aromatic ring C-H. 33 The differences laid on the absorption bands in the spectra of upon addition of the lignin in starch-PVA matrix. An obvious shift of OH from 3427 cm−1 for SP film to lower wavenumber 3410 cm−1 and its intensity decrease were observed. Besides, the characteristic peaks from lignin at 1600, 1191, 1020, and 830 cm−1 decreased significantly, the peak at 1506 cm−1 disappeared. These changes were caused by the robust hydrogen bonding interactions between hydroxyl groups in starch-PVA and hydrophilic polar groups in lignin. 34
XRD patterns of the SP, SPL10 and SPL20 films are illustrated in Figure 5(b). The SP film showed one distinguished peak at 19.7°, the low crystallinity index was related to some imperfections in the form of chain folding, branched chain segment and chain end entanglement. 12 No significant change assumed in the XRD profile of the starch-PVA-lignin films with the addition of lignin, nevertheless, the peak get to be blunter and lacking intensity with the increase of lignin content. The SPL10 and SPL20 films were less crystalline than the SP film, which suggested that the incorporation of lignin led to more amorphous zones in the composite films. It may be responsible for the higher elongation at break as compared to the SP film.
Mechanical properties
It was found that the incorporation of lignin altered the mechanical properties including TS、TM and EB of starch-PVA-lignin composites films. As shown in Figure 6(a). The lignin with contents in the range of 5%–15% served as functional filler on the composites films and led to enhancements in TS and accompanied the increases of TM and EB. With further increased the lignin content to over 15%, TS and EB began to decrease. The SPL10 film containing 10% lignin exhibited the highest TS and TM, with a value of 23.94 MPa and 152.09 MPa, which represents an increase of 37.2% with respect to the value of SP film. The EB values of SPL10 increased to 110.34%.From the stress-strain curve, as shown in Figure 6(b), the stress increases rapidly at low strain, and then yields at about 16% strain. After yielding, the stress increases slightly with strain until fracture. The SPL10 film has the highest yield stress. It is significantly higher than the mechanical properties of some materials commonly used in food industry and agriculture, low density polyethylene (LDPE, 6.9 MPa-16 MPa) and polyester amide (PEA, 17 MPa).
35
This increment of mechanical properties could be attributed to the enhanced compatibility, toughening and increased interfacial adhesion of the composite. The hydroxyl groups in starch and PVA are able to bind to the hydrophilic groups present in lignin, creating strong physical linkages between the matrix and the filler.
36
The rigid aromatic structure of lignin was beneficial for reinforcement and toughening of SP films.
34
TS and EB (a), stress-strain curves (b), Young’s modulus (c) of films.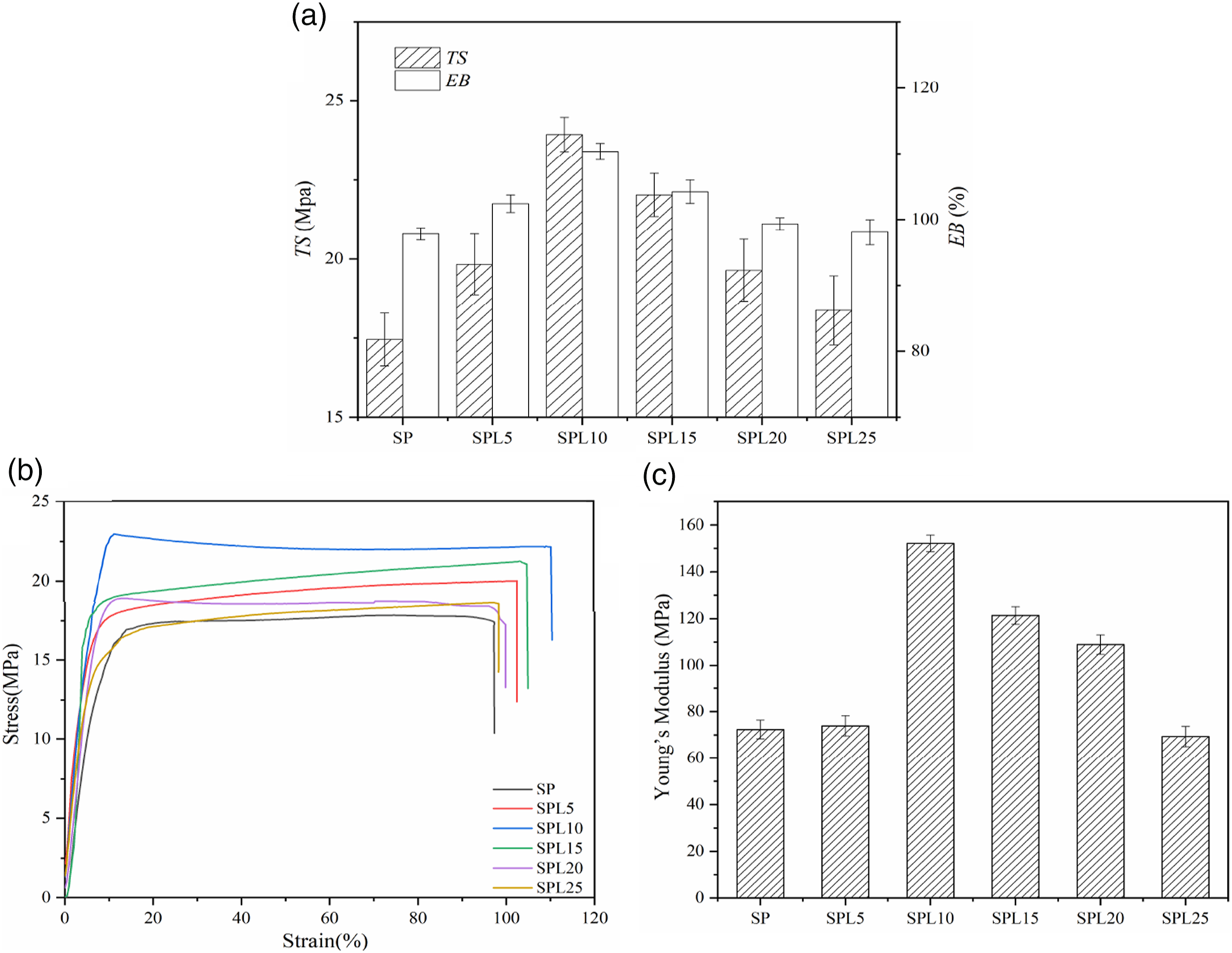
A decreasing trend on the TS and EB of composite films was observed with the addition of excessive lignin. These unexpected properties in the films could be attributed to uneven dispersion and irregular distribution of the lignin in matrix, disrupting the continuity of the blends and increasing porosity, poor compatibility and insufficient matrix, which was consistent with the results of SEM micrographs. In this research, the SPL10 film showed best suited composite sample for further application.
Water absorption, water vapor permeability and surface wettability
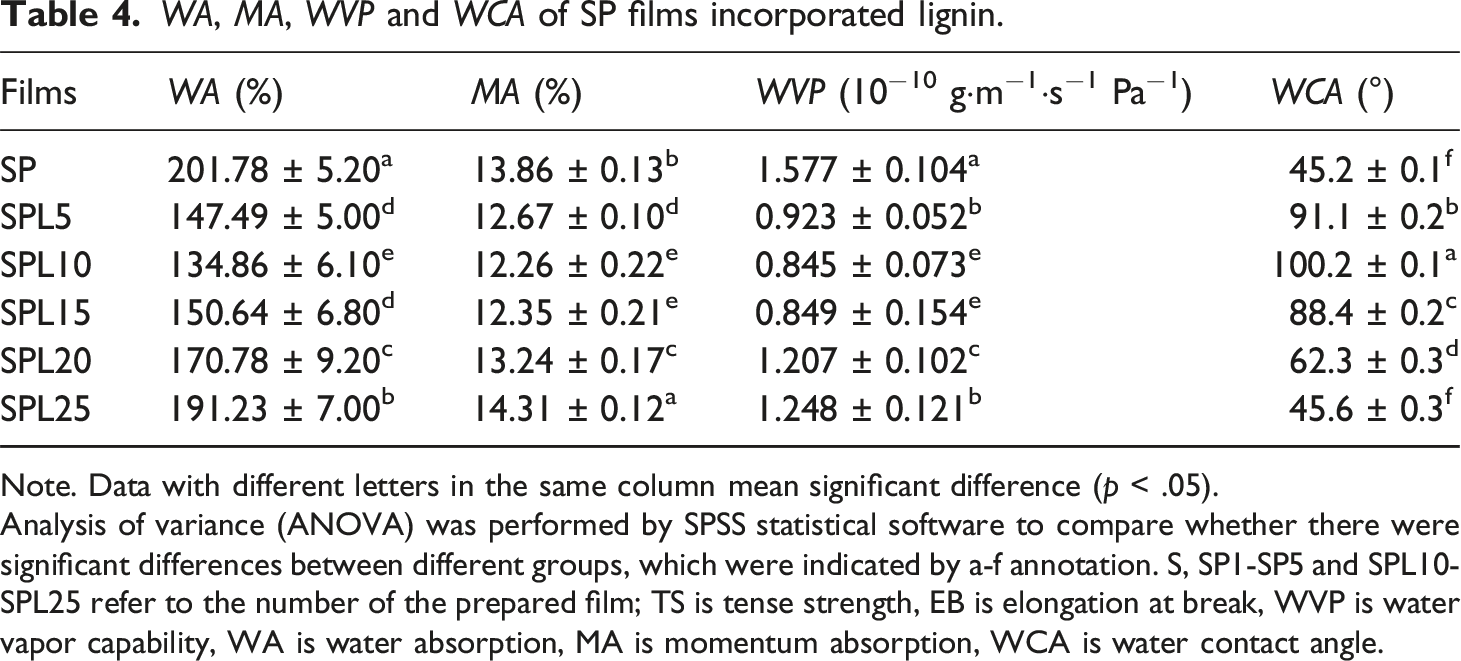
WA, MA, WVP and WCA of SP films incorporated lignin.
Note. Data with different letters in the same column mean significant difference (p < .05).
Analysis of variance (ANOVA) was performed by SPSS statistical software to compare whether there were significant differences between different groups, which were indicated by a-f annotation. S, SP1-SP5 and SPL10-SPL25 refer to the number of the prepared film; TS is tense strength, EB is elongation at break, WVP is water vapor capability, WA is water absorption, MA is momentum absorption, WCA is water contact angle.
The WVP of starch-PVA-lignin films decreased with incorporation of lignin and reached the lowest level in the SPL10 film and it was 46.4% decline compared to that of SP film, and then it rose as the lignin content continued to increase. In general, the permeability of a film is dependent on its chemical arrangements, morphology, and hydrophobic nature. 37 The low WVP of composite films incorporated lignin attributed to the non-polar phenylpropane skeleton in lignin was more effective in preventing water infiltration. 38 The reduction in WVP of SPL10 film could be due to the superb dispersion of lignin in the polymer matrix created a compact and tight structure of film, increasing the tortuous path for the diffusion of water vapor, which obstructed transfer of water molecular.
The surface hydrophobicity of starch-PVA-lignin composite films was assessed from the WCA. It was observed that the addition of lignin significantly enhanced the WCA of the films. With the increased lignin loading, the WCA of the film increased to 100.2° for SPL10 film, which was 1.22 times larger than that of the SP film. However, at the lignin content of 15%–25% range, WCA of composite films became to decrease with the augment of lignin. The WCA is related to the surface free energy and roughness of the materials. 39 The interaction of the lignin with starch and PVA led to the formation of a network between the polymer chains and reduced the interaction between water and the surface of the films, thereby preventing water from entering the films’ surface. The lignin could reduce the polarity of the surface, while rough structures existed on the surfaces of the composite films, under the combined action of two factors, the good miscibility between the lignin and polymeric matrix led to regular and smooth surface of the SPL10 film, which exhibited the strongest hydrophobic surface.
Thermal stability
The thermal behavior of SP, SPL10 and SPL20 films was studied by TG and DTG analysis, as shown in Figure 7. The TG curves of all composite films represented a characteristic that the whole degradation process of films could be divided into three stages. The film samples were heated up from 25°C to about 150°C in the first stage, with almost about 8% gravimetric losses. The first mass loss stage is related to the evaporation of moisture absorbed by the surface of the films before 100°C as well as dehydration and release of some light volatile matters in a temperature of 100°C–150°C. In the second stage, the major mass loss of the films was about 65% in the temperature range of 150°C–350 °C, which was associated with thermal decomposition of starch, PVA and lignin, molecular dehydration, depolymerization, pyrolysis of polymers and volatilization of the polymer decomposition product. The third stage occurred at 350°C–700 °C with a mass loss of approximately 10%, which was due to disintegrating of the carbonaceous residues and eventual conversion to ash. TG curves (a) and DTG curves (b) of films.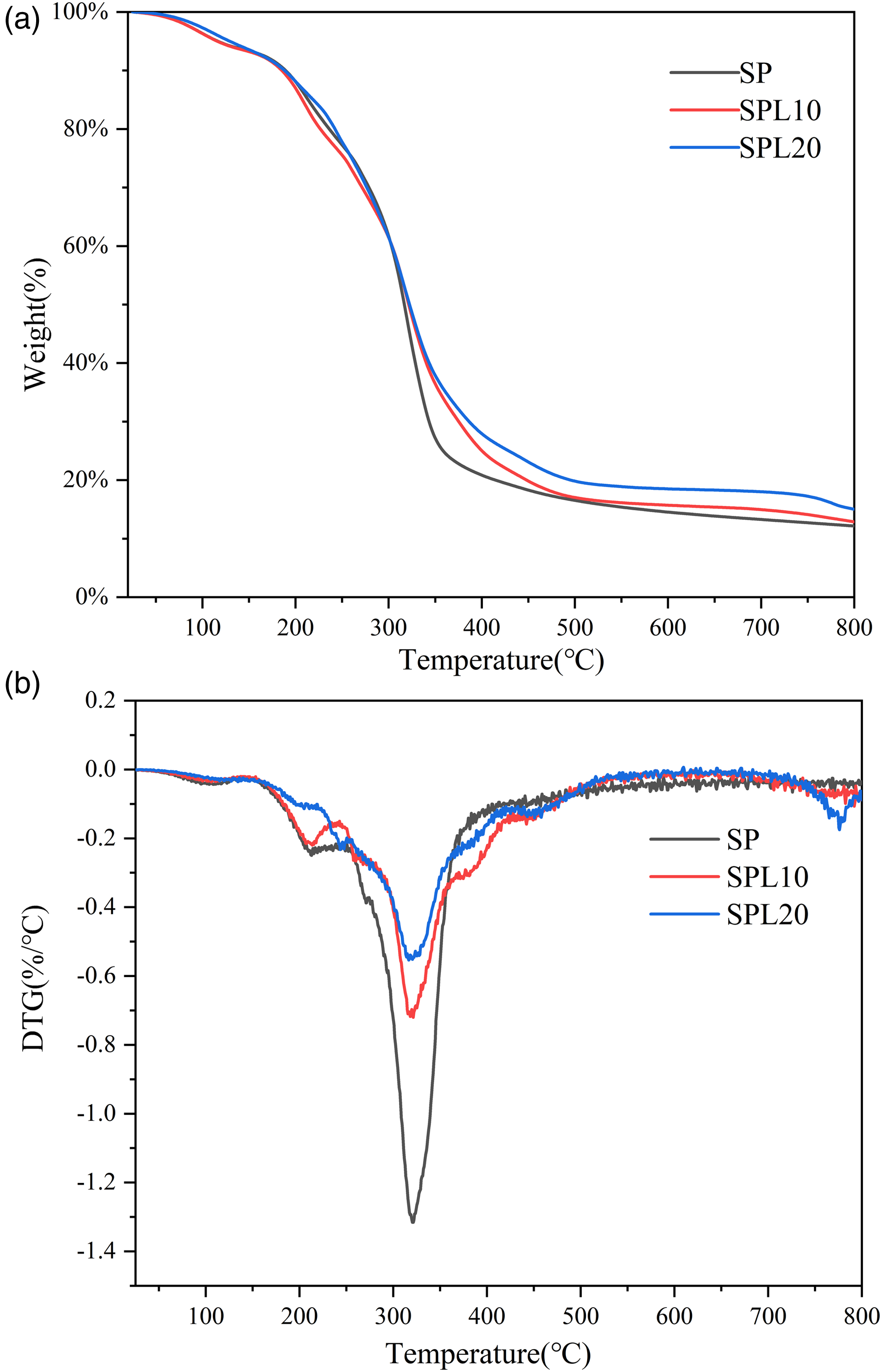
DTG curve of SP film presented single negative peak at about 321.2°C and the maximum mass loss rate was 1.316%·°C−1, which was resulted from the release of small volatile compounds such as CO2, CO, and H2O and the formation of carbonaceous residues. The incorporation of lignin increased the char residue, and it was observed significantly less weight loss rate and their corresponding temperature at about 324.1°C and 329.8°C in the DTG curves of SPL10 and SPL20 films, respectively. The lignin degradation occurs slowly over a wide temperature range because of its complex structure, which is composed of phenolic hydroxyl, carbonyl groups, and benzylic hydroxyl. 40 At the same time, the good compatibility between lignin and membrane matrix increased the thermal stability of the material.
Antioxidant and antimicrobial activity
Antioxidant activity of films.
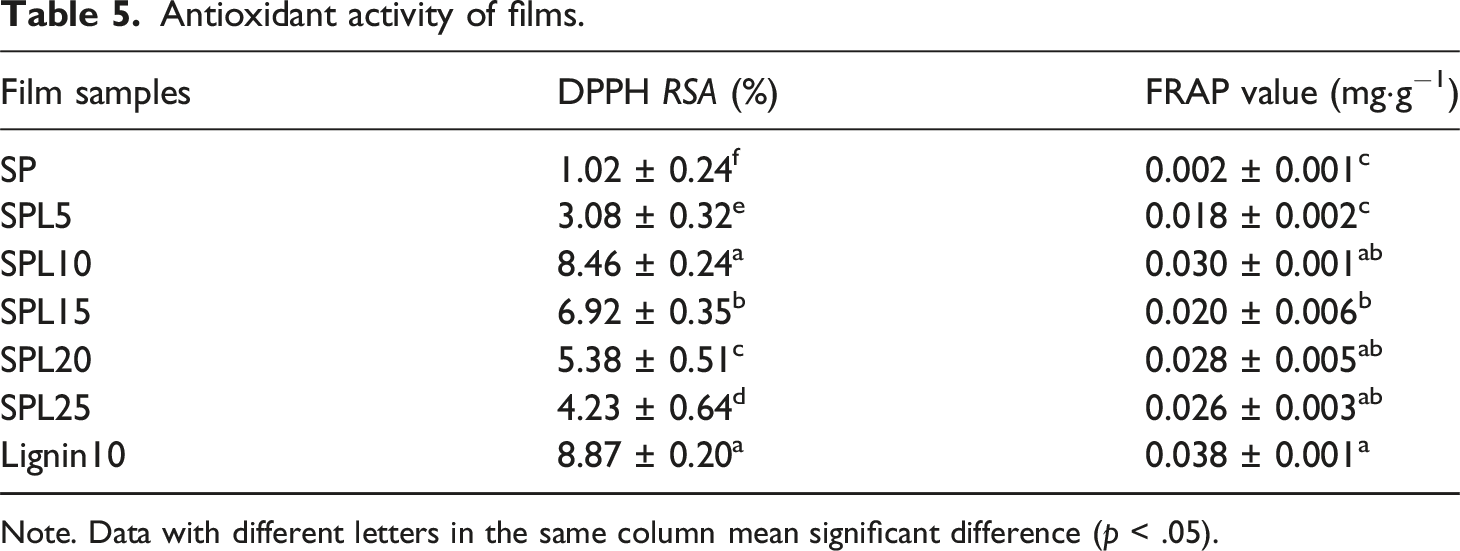
Note. Data with different letters in the same column mean significant difference (p < .05).
The antimicrobial response of the starch-PVA-lignin composite films was evaluated against E. coli and S. aureus and the result was shown in Figure 8. The SP film shows minimum antimicrobial activity against both the pathogens and hence the SP film revealed its inability respect to the bacterial cell multiplication. The incorporation of lignin with the starch-PVA matrix improved the inhibition of films against two types of bacteria, and more evident antimicrobial activity were observed in the SPL10 and SPL15 films against S. aureus and E. coli. Furthermore, the antimicrobial effect of composite films against S. aureus was stronger than that against E. coli. Excessive lignin in films could not be evenly distributed in matrix and fully come into contact with bacteria, limiting its antimicrobial activity. Antimicrobial activity of films.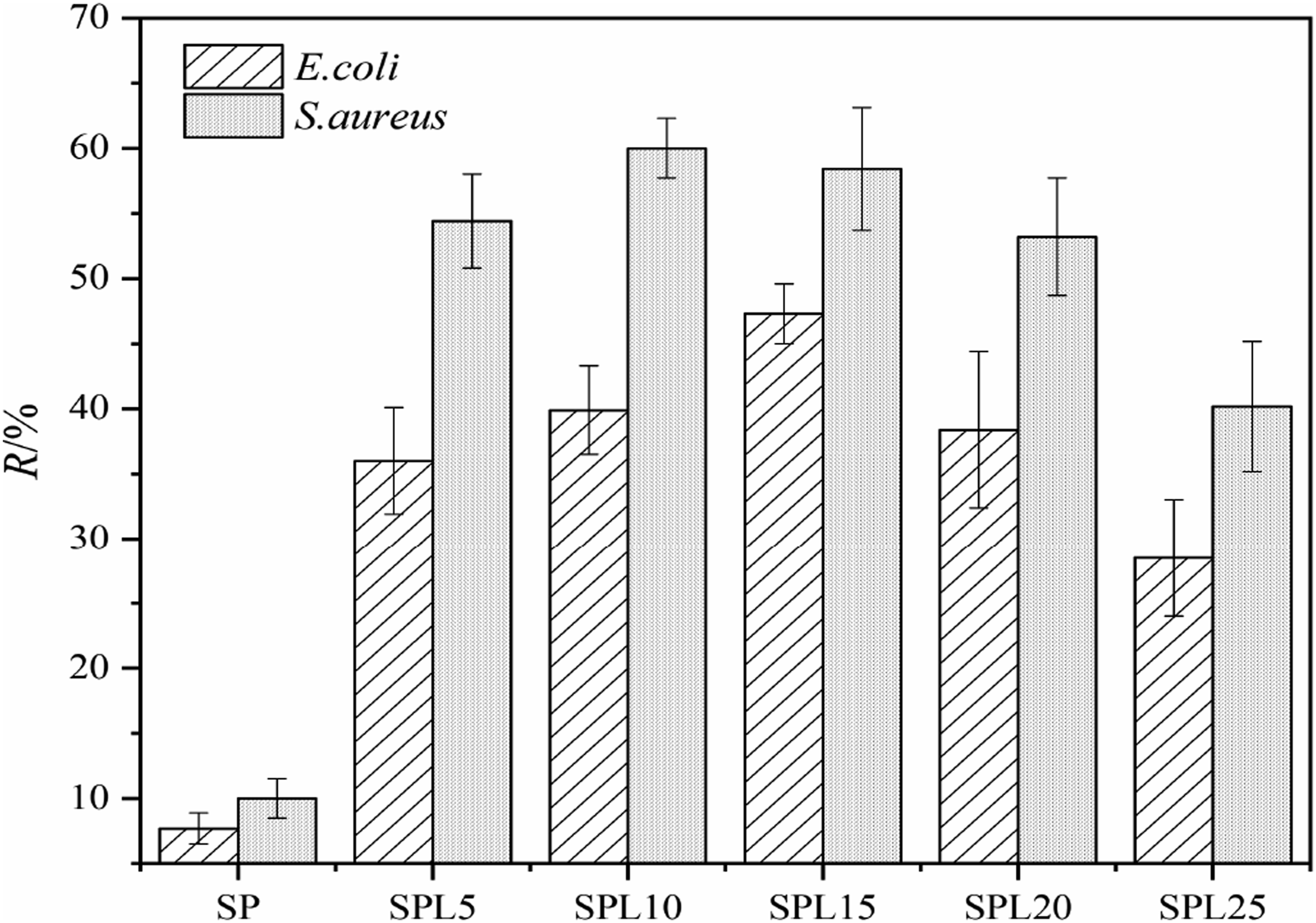
The antimicrobial activity of lignin is usually due to the presence of phenolic compounds and different functional groups containing oxygen (-OH, -CO, -COOH) in its structure. Its sterilization expressed on bacterial cell membrane causing severe damages and lysis of bacterial cells with consequent release of cell content. 30 The peptidoglycan of the cell membrane of the bacteria could interact with the sugar parts of lignin. Since the peptidoglycan layer of Gram-negative bacteria is thinner than that of Gram-positive bacteria and is protected under the outer membrane, it is less likely to adhere to the sugar content of lignin. It is why lignin was more effective against S. aureus than against E. coli. 43
Conclusion
The blending potato starch and PVA seemed to be an effective strategy to overcome the drawbacks of starch-based biodegradable films and the information on the preparation of starch-PVA blend film with appropriate compositions was provided in current research. The functional composite films were successfully fabricated by the way of incorporating lignin in starch-PVA matrix via eco-friendly solvent casting method. The morphology studies found that a relatively good dispersion and an excellent interfacial adhesion appeared in the composite film with an addition of 10% lignin into starch-PVA matrix, and the composite film exhibited apparently enhanced mechanical and water barrier properties. The SPL10 film possessed TS of 23.94 MPa、TM of 152.09 MPa and WVP of 0.845 × 10−10 g·m−1·s−1 Pa−1, which were 37.2% higher and 46.4% lower than those of SP film, respectively. Moreover, the film was enough to completely obstruct UVB (280-320 nm) rays passage and block approximately 89.1% of UVA (320-400 nm) radiation, greatly improving the UVA-shielding functionality. The film also showed an antibacterial rate of 60% against S. aureus. The thermal stability of the composite film added with lignin was improved by about 3°C–8°C. This work provides a suitable formulation for the development of SPL composite films with excellent properties, which are expected to be applied in a series of promising food packaging fields.
Footnotes
Acknowledgements
The authors wish to acknowledge the Institute of the School of Chemistry and Chemical Engineering, Lanzhou Jiaotong University for the support provided for our experimental research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.