
Abstract
Nanocellulose is increasingly important due to its abundance and sustainability sources, outstanding physicochemical properties, low density, high specific surface area, and easily modified surface chemistry. Nanocellulose is obtained from various sources, such as plants, algae, and bacteria, with plant-derived nanocellulose being the most common. Their presence significantly benefits many applications, especially in developing advanced materials for high end-use. Despite these benefits, the intrinsic hydrophilic behavior complicates dispersion in hydrophobic polymer matrices due to aggregation issues that result in deterioration properties. Nanocellulose modification and surface tuning are identified as fundamental approaches for improving the compatibility of the interfacial interaction between nanocellulose and polymer matrix to impart new functionalities to novel advanced materials. This article offers insight into nanocellulose by highlighting various lignocellulosic biomass sources and their chemical constituents. Three categories of nanocellulose are discussed in this review, including cellulose nanocrystals, cellulose nanofibrils, and bacterial nanocellulose. This article also featured several methods for promoting surface modification of nanocellulose to overcome the compatibility barrier between nanocellulose and polymer matrix to achieve a balanced hydrophilic-hydrophobic behavior. A few recent and emerging applications of nanocellulose-based composites are also presented in this review.
Introduction
The emergence of severe environmental issues, strict regulations in response to environmentalism, and problems related to the depletion of non-renewable resources have reawakened public concern about conserving and preserving the environment to mitigate ecological damage and global climate change. Recognizing the severity of the environmental issues has prompted researchers to look for new biobased materials to address the non-renewability problems toward sustainable renewable resource options. 1 Various types of agricultural solid waste were identified as potential sources for cellulose extraction, which could reduce the amount of cumulative solid waste dumped in landfills. 2 Cellulose, one of the most abundant materials, shows promising potential in producing green products due to its unique strength, toughness, and stiffness properties.3,4 It was reported that the extraction of cellulose from various plants, namely Styphnolobium japonicum, Cryptomeria fortunei and Pinus yunnanensis, could be attained by using the chemical method and biological enzyme, then further prepared into nano cellulose fibers. 5 Besides, nanoscale cellulose also possesses a high aspect ratio, surface area, strength, and modulus.6–8 The high performance and exceptional mechanical features of nanocellulose make it a remarkable candidate for developing sustainable composite materials to meet the future demands of modern technology in a wide range of applications.9,10 Nanocellulose is classified into three classes based on their morphological structure and sources, namely, cellulose nanocrystals (CNCs), cellulose nanofibrils (CNFs), and bacterial nanocellulose (BNCs).11,12 Generally, nanocellulose is robustly hydrophilic due to its surface's abundance of hydroxyl (-OH) groups.6,13 Nanocellulose also plays a critical role as the reinforcer and compatibilizing agent of several biocomposites in which the improvement of nanocomposite could be obtained from interphase surface tension and thermal stability. 14 Since polymers have numerous non-polar monomers and lack polar monomers in their chemical structure, the hydrophilic nature of nanocellulose is incompatible with the hydrophobic nature of the polymer, which causes difficulties during composite development.9,13,15 Researchers have attempted to introduce covalent or noncovalent interactions to overcome the incompatibility issues through various surface modification methods, including physical and chemical modification approaches. This review offers the study of nanocellulose derived from various sources of natural fibers, including the factors that influence their chemical constituents. This review also highlights several surface modification treatments that address the fundamental issues of nanocellulose dispersibility on polymer matrices. Various emerging nanocellulose applications in packaging, biomedical, automotive, wastewater effluent industry, electrical and electronic, and construction sectors are reviewed to provide insight into the biobased material advancements.
Source of nanocellulose from natural fiber
Natural fiber, a plant-based material known as lignocellulosic fiber, is obtained from biomass, crop residues, and agricultural by-products. Natural fiber derived from lignocellulosic biomass is classified into several categories based on their sources, divided into stem, fruit, leaf, stalk, grass, and seed, as shown in Figure 1.16,17 Classification of plant-based natural fibers.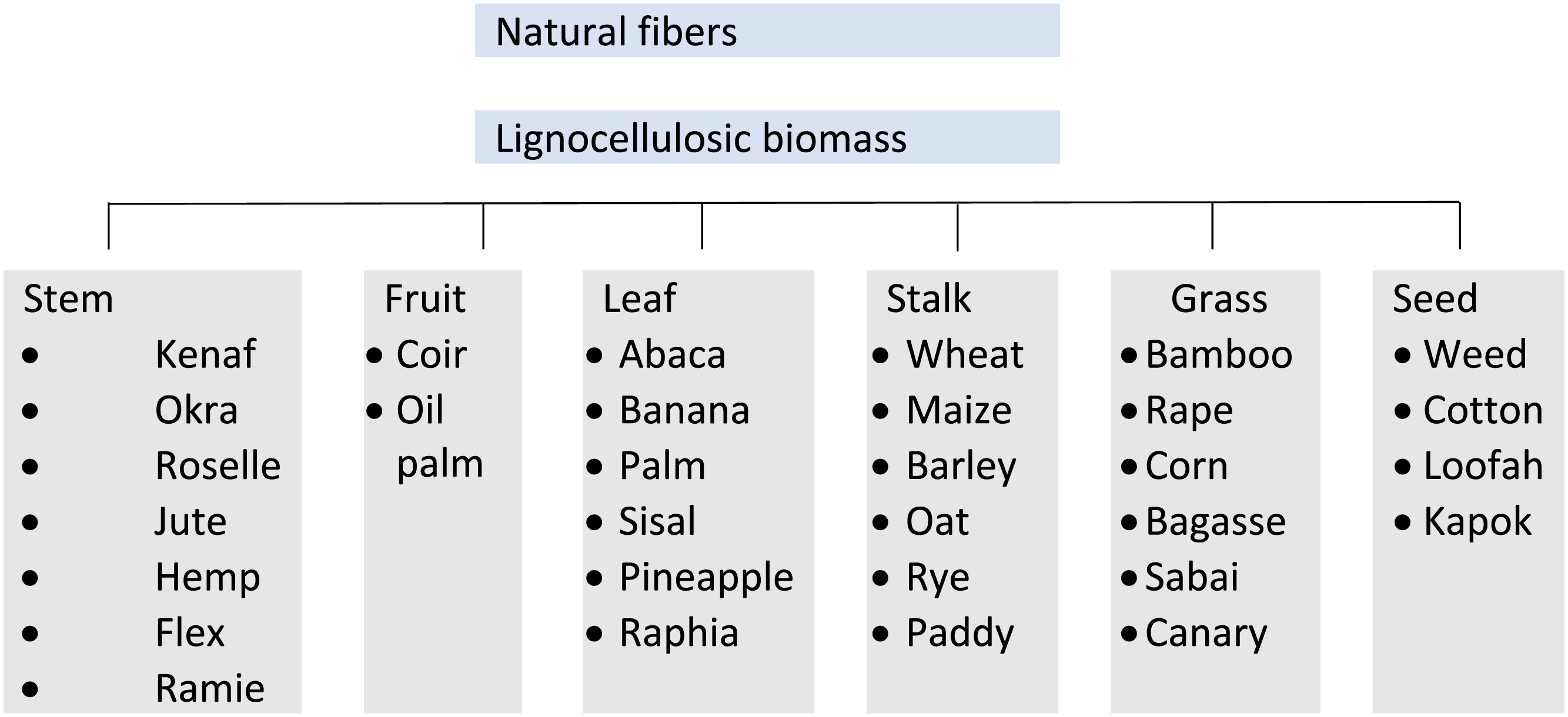
Lignocellulosic biomass is a long-term feedstock source for biofuel, biochemicals, and bioethanol production. 18 The outstanding and environmentally friendly properties of lignocellulosic materials have increased their demand for developing high-end products, such as biodegradable plastic products, which can potentially improve landfill waste management by reducing the production of non-biodegradable solid waste. The decomposition life expectancy of biodegradable plastic waste is much shorter than non-biodegradable plastic waste in the presence of adequate oxygen, humidity, and microorganisms, which will decompose into carbon dioxide and water. 19 Besides, the cost of materials is also one of the major concerns. Bamboo, a low-cost lignocellulosic species, exhibits excellent wicking capabilities even after several repeated washing cycles and has antimicrobial properties, making it potential for sustainable material development. 20 Incorporating 1% coir fiber nanocellulose as a reinforcing filler increased compression strength by 23% and flexural strength by 9% without affecting its composite thermal stability. 21 It is achieved through uniform filler distribution and strong adhesion between the filler and matrix, resulting in a more rigid, cross-linked structure. Ball milling also enhances the reinforcing effect by producing nanoparticle filler.
Plant fibers nanocellulose classification with their mechanical properties and their applications.
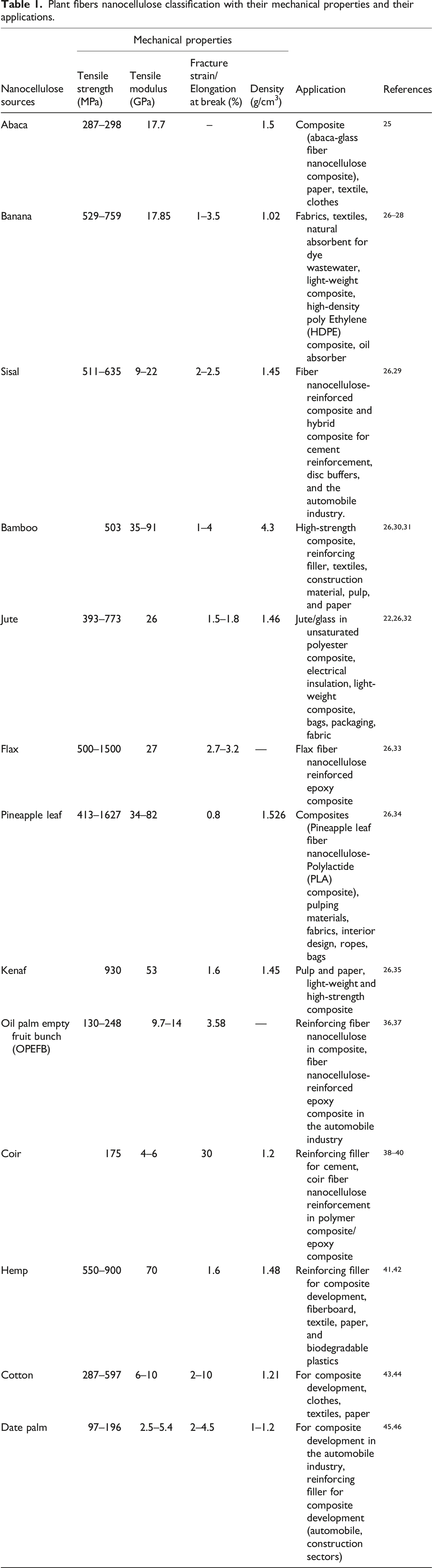
The filler-matrix interfacial adhesion primarily influences the mechanical properties of natural fiber nanocellulose-reinforced polymers. 47 Surface modification approaches are used to improve the tensile properties of the composite by strengthening the interfacial filler-matrix bonding. 48 Generally, composite tensile strength increases with fiber nanocellulose content and reaches a plateau after reaching the optimum value before falling. However, for tensile modulus, the stiffness of the composites increases gradually with the increase of fiber nanocellulose content. Cellulose is also known as a carbohydrate polymer that could be used as a compatibilizer for polyester materials, namely thermoplastic starch. 49 This is because there is growing interest in manufacturing biocomposite materials made of natural cellulose in a thermoplastic matrix. 50
Chemical constituents of natural fiber
Most of the lignocellulosic biomass consists of several types of chemical constituents, namely cellulose, hemicellulose, lignin, pectin, and ash, as well as inorganic and water-soluble compounds.31,51,52 Among all significant framework constituents, cellulose, hemicellulose, and lignin are the major components of lignocellulosic biomass (Figure 2), with cellulose having the highest percentage in most natural fibers accounting for 50 to 70%.20,53 Cellulose is a polysaccharide composed of a β-1,4 linear chain linked with a D-glucose unit with polymerization degrees ranging from hundreds to thousands.54,55 Hemicellulose is the second most abundant constituent in natural fibers, followed by lignin. Hemicellulose is an amorphous, complex, and branched polymeric material with a polymerization degree of 50 to 200. Simple structures of the three major chemical constituents in most lignocellulosic biomass.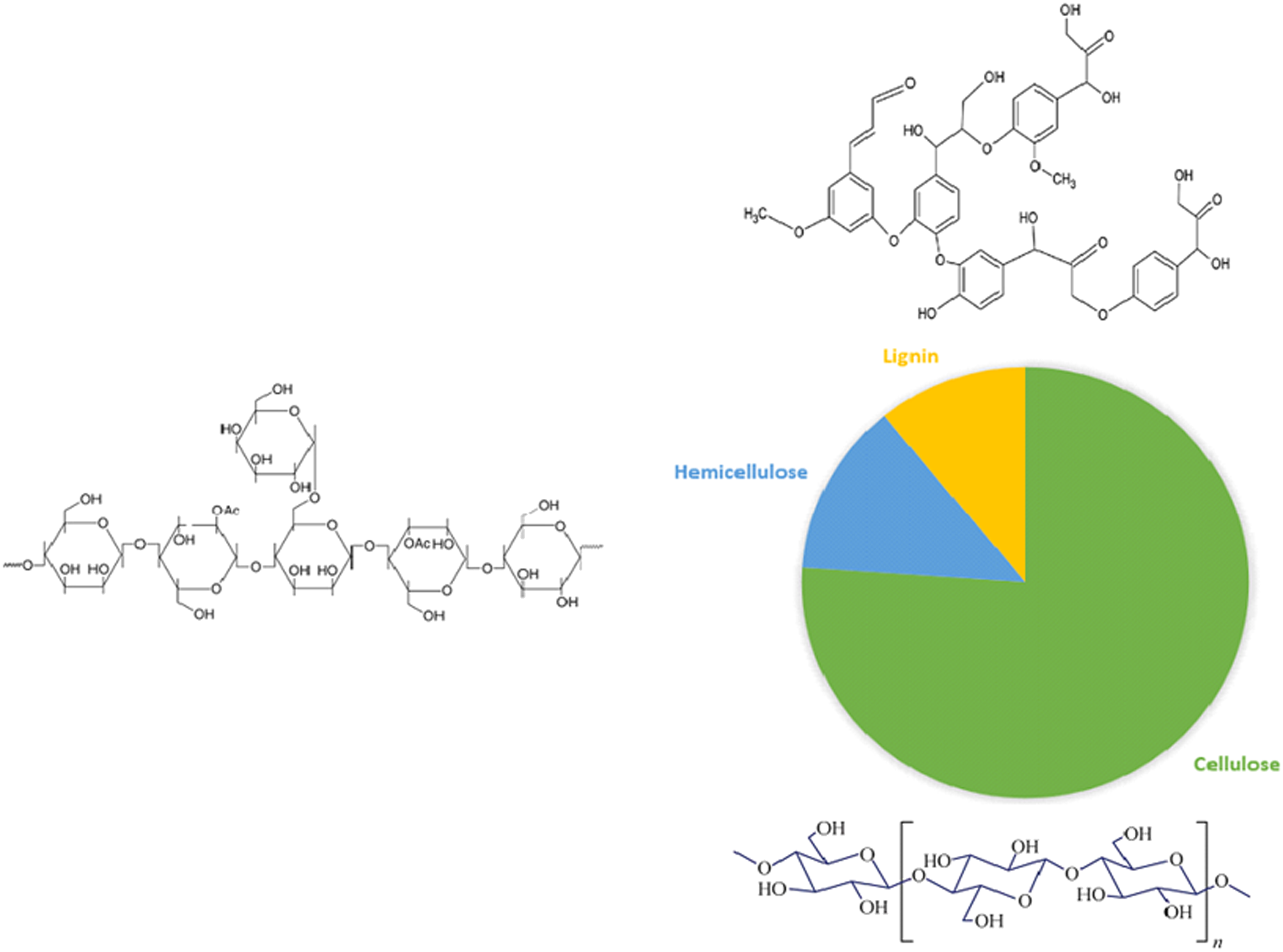
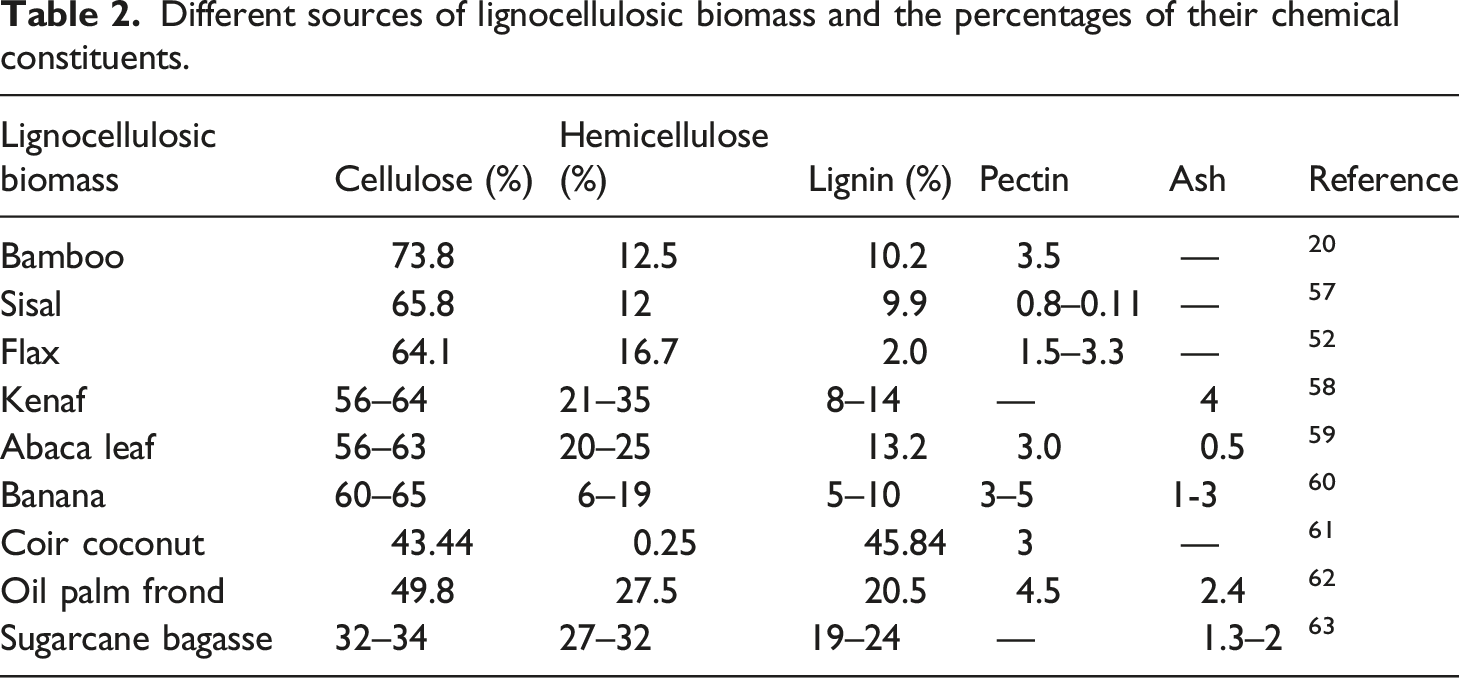
Different sources of lignocellulosic biomass and the percentages of their chemical constituents.
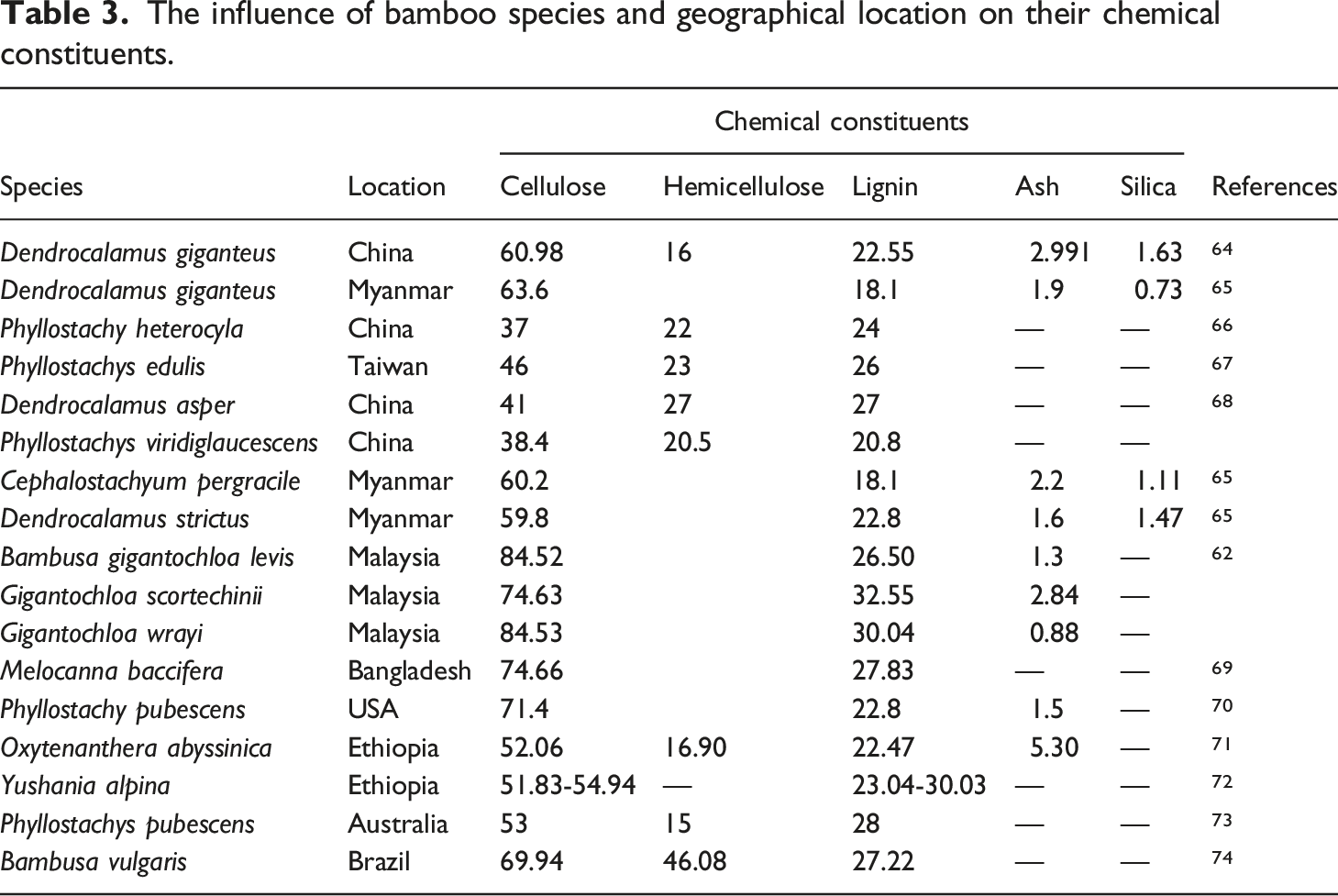
The influence of bamboo species and geographical location on their chemical constituents.
Nanocellulose
Nanocellulose has been at the forefront of research as a significant lignocellulosic material to develop biobased reinforcing fillers for polymer composites. The growing interest in nanocellulose is attributed to its ability to develop a highly uniform material compared to its parent fiber, along with naturally enhanced mechanical and physicochemical properties and its crystallinity, which is sufficient for advanced engineering applications. Nanocellulose, a form of nanostructure cellulose, has a dimension of approximately 100 nm or less with a very high specific area, porosity, biocompatibility, good mechanical properties, and the ability for tunable surface chemistry.13,75,76 It is classified into three subgroups, which refer to cellulose nanocrystals (CNCs), cellulose nanofibrils (CNFs), and bacterial nanocellulose (BNC), as shown in Figure 3. The classification of nanocellulose is based on its orientation characteristics, which are influenced by the source and isolation method used.
77
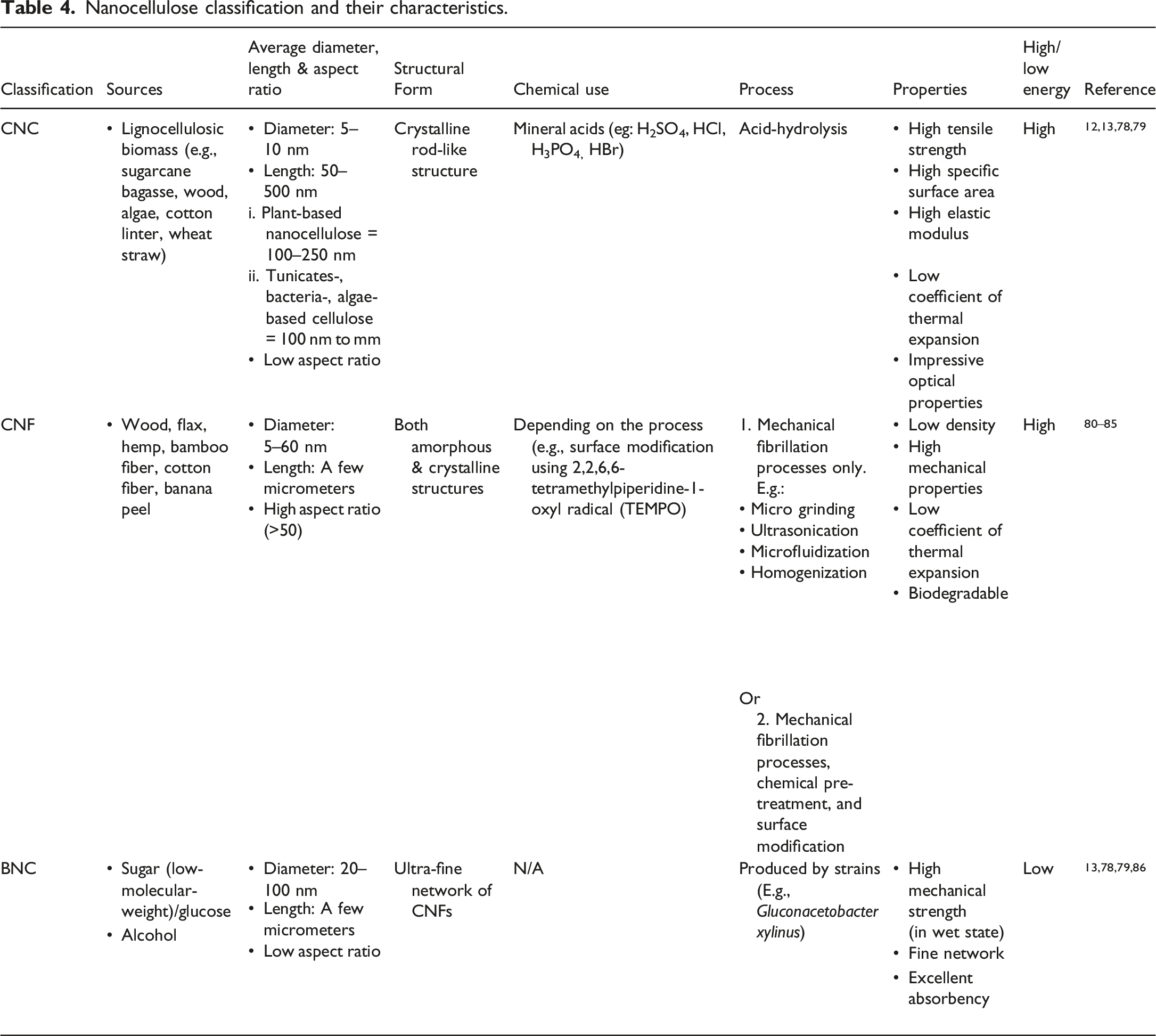
A detailed discussion of nanocellulose classification is presented in Table 4. Illustration of the three classifications of nanocellulose. Nanocellulose classification and their characteristics.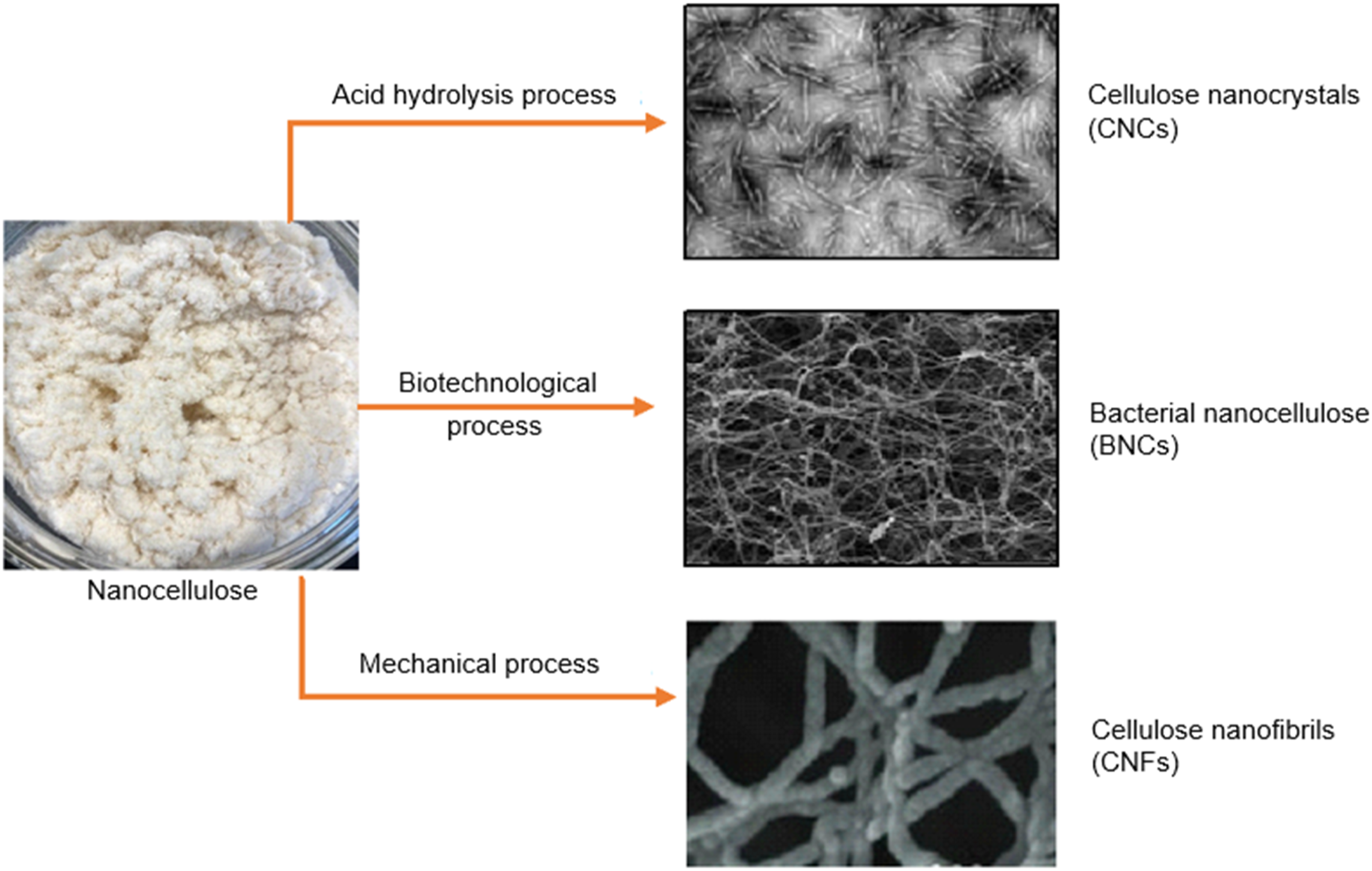
Cellulose nanocrystals
Cellulose nanocrystals (CNCs) are crystalline rods formed from natural cellulose. Most CNCs are treated using mineral acids via acid hydrolysis of lignocellulosic biomass such as wood, algae, cotton linter, and sugarcane bagasse.87–91 The acid hydrolysis process is controlled under a specific temperature and time to remove amorphous regions from cellulose to obtain highly crystalline CNCs. During acid hydrolysis, the amorphous regions with glycosidic bonds will promote hydrolytic cleavage due to the penetration of hydronium ions on the cellulose chain, which causes the release of individual crystallites. 92 Factors such as the hydrolysis time, varying the acid and its concentration, and CNC pretreatment conditions all play important roles in determining CNC morphology and crystallinity. 93 The common mineral acids used during the CNC synthesis include sulphuric acid (H2SO4), hydrochloric acid (HCl), orthophosphoric acid (H3PO4), and hydrogen bromide (HBr). 12 Depending on the feedstock species and isolation process, CNCs could range in size from 5 to 10 nm in width to 50–500 nm in length. 13 For instance, the CNCs derived from sugarcane bagasse have an average size of 156 nm, whereas wood ranges from 100 to 300 nm.13,94 Using H2SO4 during acid hydrolysis of corn husks, coconut shells, and corncob resulted in length/diameter ratios ranging from 32.19 to 40.86, respectively. 94 CNCs have been applied as reinforcing material in many fields, including film production, drug delivery systems, and biocomposites due to their high crystallinity of more than 85%, and the distinctive crystalline structure makes them a suitable candidate for the development of high-performance materials.6,13,95–97
Cellulose nanofibrils
Cellulose nanofibrils (CNFs) are derived from cellulose microfibers with a diameter between 10 and 100 nm and micro-scale lengths showing both amorphous and crystalline domains. 98 Amorphous domains inside the crystalline structure limit the degree of crystallinity and exhibit a high aspect ratio (length-to-width ratio). 13 CNFs, unlike CNCs, do not require strong acids to degrade the lignin and hemicellulose components. Instead, CNFs are mechanically fibrillated via high-shear microgrinding, microfluidization, high-intensity ultrasonication, or high-pressure homogenization.80–83 Micro-grinding is the most efficient of all methods because this approach can be used to microfibril large quantities of materials while using the least amount of energy, as it is essential to develop effective strategies for process enhancement and energy optimization. 80 This method can increase the surface area of fibrils as delicate materials are produced. For high energy consumption approaches such as high-pressure homogenization, mechanical defibrillation is conducted with several chemical pretreatments and surface modifications to isolate and liberate uniform CNFs to conserve energy during the mechanical process. 84 Enzymatic treatment and surface modification via TEMPO oxidation, such as 2,2,6,6-tetramethylpiperidine-1-oxyl radical (TEMPO), are commonly used for isolating CNFs where the mixing process allows them to disintegrate into fine and discrete CNFs.99,100
Bacterial nanocellulose
Compared to CNCs and CNFs, bacterial nanocellulose (BNC) is produced via biotechnological processes of carbon-containing low molecular weight, including glucose. Bacteria such as Gluconacetobacter sp, a cellulose-producing bacteria, have been widely used to synthesize BNC in aqueous culture media containing sugar. 13 According to the literature, controlling the pH of the media and the manufacturing temperature can improve the efficiency of BNC production.86,101 The BNC distinguished high flexibility, porosity, crystallinity, biocompatibility, absorbency, excellent mechanical strength, and environmental friendliness characteristics, which qualify it as a generally recognized safe (GRAS) material suitable for developing composites for a variety of biomedical applications.86,102 The absence of components such as lignin, hemicellulose, and pectin aided in advancing biomedical fabrication from BNC.
Nanocellulose extraction process
The production of nanocellulose involves a two-stage procedure. The first stage is focused on cellulose isolation via the pretreatment process, and the second stage is focused on reducing the isolated cellulose to nanoscale dimensions. Various techniques have been reported in the literature for producing nanocellulose, with the choice of technique contingent upon the classification of nanocellulose.
First stage: Synthesis of cellulose from lignocellulosic biomass
Pretreatment of lignocellulosic biomass is employed at the preliminary phase of nanocellulose preparation via either physical or chemical pretreatment methods. 103 It significantly improves 20% of the subsequent fibrillation process of nanocellulose by facilitating the separation of cellulose, lignin and hemicellulose. This separation process concurrently reduces energy consumption, making the entire process more sustainable. 104 Additionally, pretreatment enhances several key factors, which include the inner surface area, accessibility of hydroxyl groups and crystalline structure of cellulose material.105,106 Physical or mechanical treatment is a preliminary approach that focuses on reducing the lignocellulosic particle size to increase the reaction rate during chemical treatment to enhance accessibility. 91 This method involves grinding, chopping or milling lignocellulosic biomass to produce smaller particle sizes, preparing the lignocellulosic material for a more effective chemical pretreatment process. 107 Although no chemicals are used during the physical treatment of nanocellulose, factors such as temperature, pressure, feedstock type, and retention time are significantly important because they could influence their outcomes.18,91,108
On the other hand, chemical pretreatment weakens intermolecular bonds and removes excess wax, lignin, and hemicellulose present in the lignocellulosic material. Its primary aim is to disrupt the hydrogen bonds within the nanocellulose structure, particularly those linking lignin and hemicellulose to the cellulose matrix. 109 Eliminating non-cellulosic components contributes to improving the matrix-cellulose interface and adhesion interaction. This pretreatment process is necessary as these cementing materials can negatively impact the crystallinity of the nanocellulose, consequently reducing its mechanical properties. Two common examples of chemical pretreatment are acid pretreatment and alkaline pretreatment methods.
Acid pretreatment
Acid treatment, often referred to as delignification or bleaching, is a process of exposing the lignocellulosic material to either concentrated or diluted acidic solutions such as acetic acid, sulfuric acid, phosphoric acid, phytic acid, nitric acid and hydrochloric acid at different experiment conditions.18,110,111 During acid pretreatment, hydronium ions attack and break intermolecular and intramolecular bonds within the lignocellulosic constituents of cellulose, lignin and hemicellulose.112,113 This process can enzymatically cleave hemicellulose into its monomers by breaking down its polymeric bonds. Although this process effectively disrupts lignin, achieving complete delignification is attainable due to the condensation reaction of lignin-lignin during the pretreatment. 106 Due to this reason, further cellulose purification via alkaline pretreatment is required to facilitate lignin isolation from cellulose. 113 A study has demonstrated that acid pretreatment has minimal effects on lignin structure and cellulose crystallinity. 114
Alkaline pretreatment
Alkaline treatment or mercerization is a treatment that aids in separating lignin from cellulose using alkaline solutions such as sodium hydroxide, calcium hydroxide, sodium carbonate and ammonia.115–117 This process is carried out at mild conditions with low severity, typically below 140°C compared to other alternative pretreatment approaches. It involves a saponification reaction, a chemical process that breaks down ester bonds in an alkaline solution. This reaction results in the detachment of lignin molecules from carbohydrates. 106 The broken lignin molecules also lose their ability to condense into macromolecules. 118 Numerous studies have indicated that eliminating the crosslinker in the pretreated material improves its porosity by creating more voids within the material structure.119,120 This is because when ester linkages are cleaved and substituted by nucleophilic acyl in the presence of an alkaline salt, it disrupts the molecular arrangement of the pretreated material. This disruption causes the pretreated material to become less compact and creates more open voids.
Second stage: Nanocellulose production through cellulose reduction
The isolation of cellulose fibrils leading to nanofibrillated cellulose entails a high-shear-force process that cleaves cellulose fibers along their longitudinal axis.18,78,121,122 Examples of the most commonly employed techniques are ball milling and high-pressure homogenization.
Ball milling
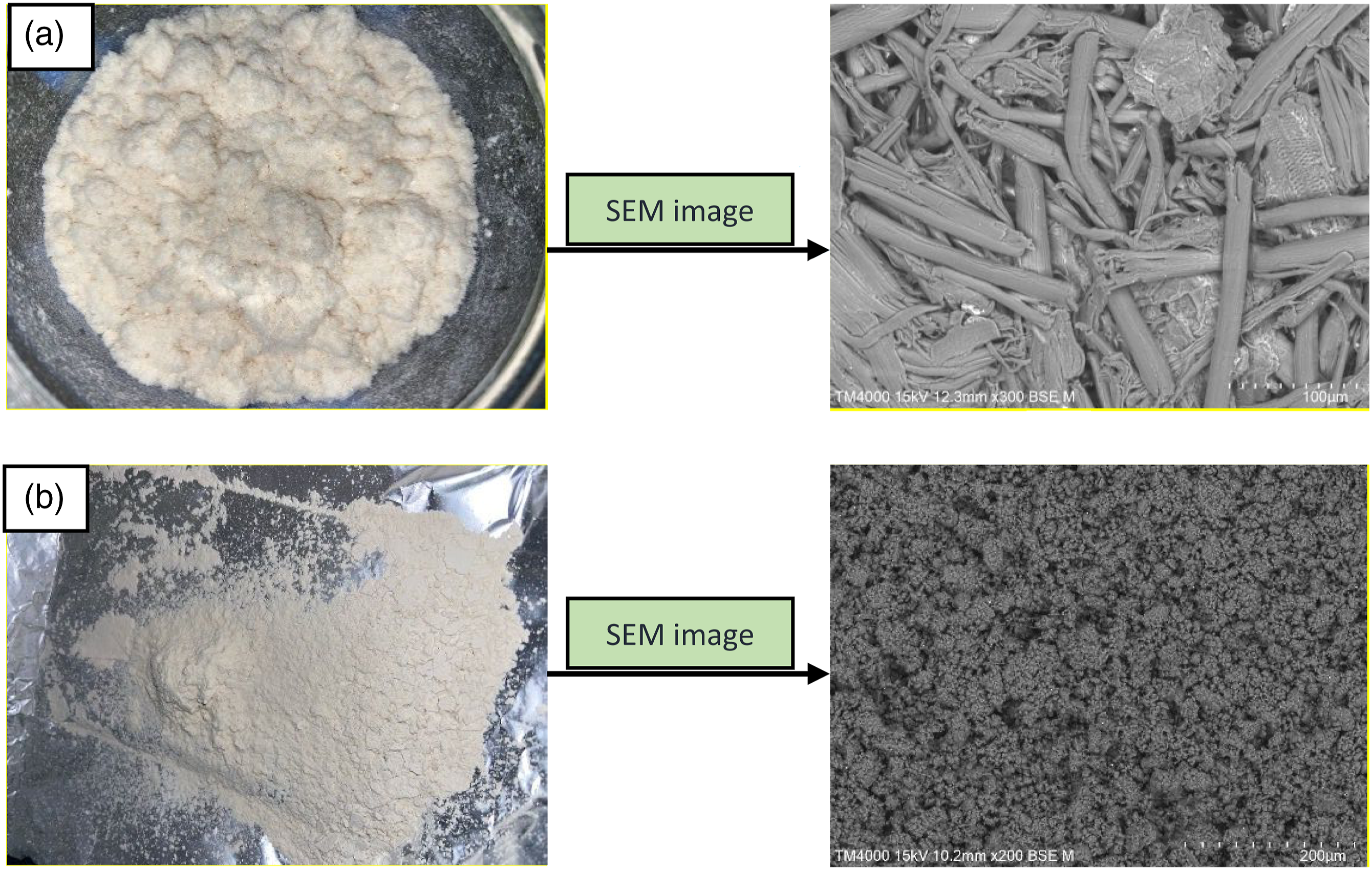
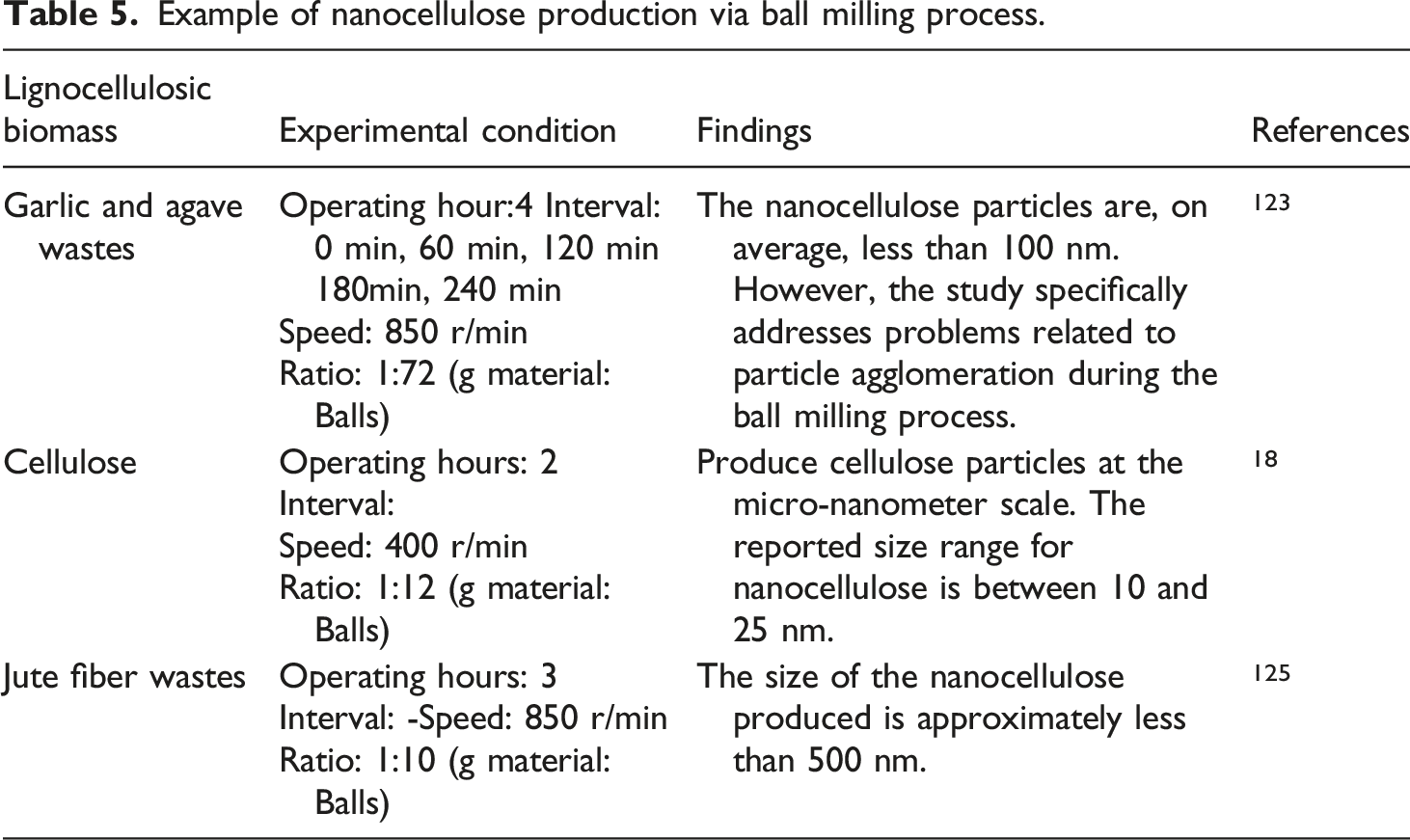
Ball milling is placing cellulose suspension in a hollow cylindrical jar filled with tiny rigid balls, as illustrated in Figure 4 Illustration of ball milling mechanism. Impact of the ball milling process on cellulose particle size reduction (Image a) during nanocellulose production (Image b) and its corresponding scanning electron microscopy (SEM) morphologies. Example of nanocellulose production via ball milling process.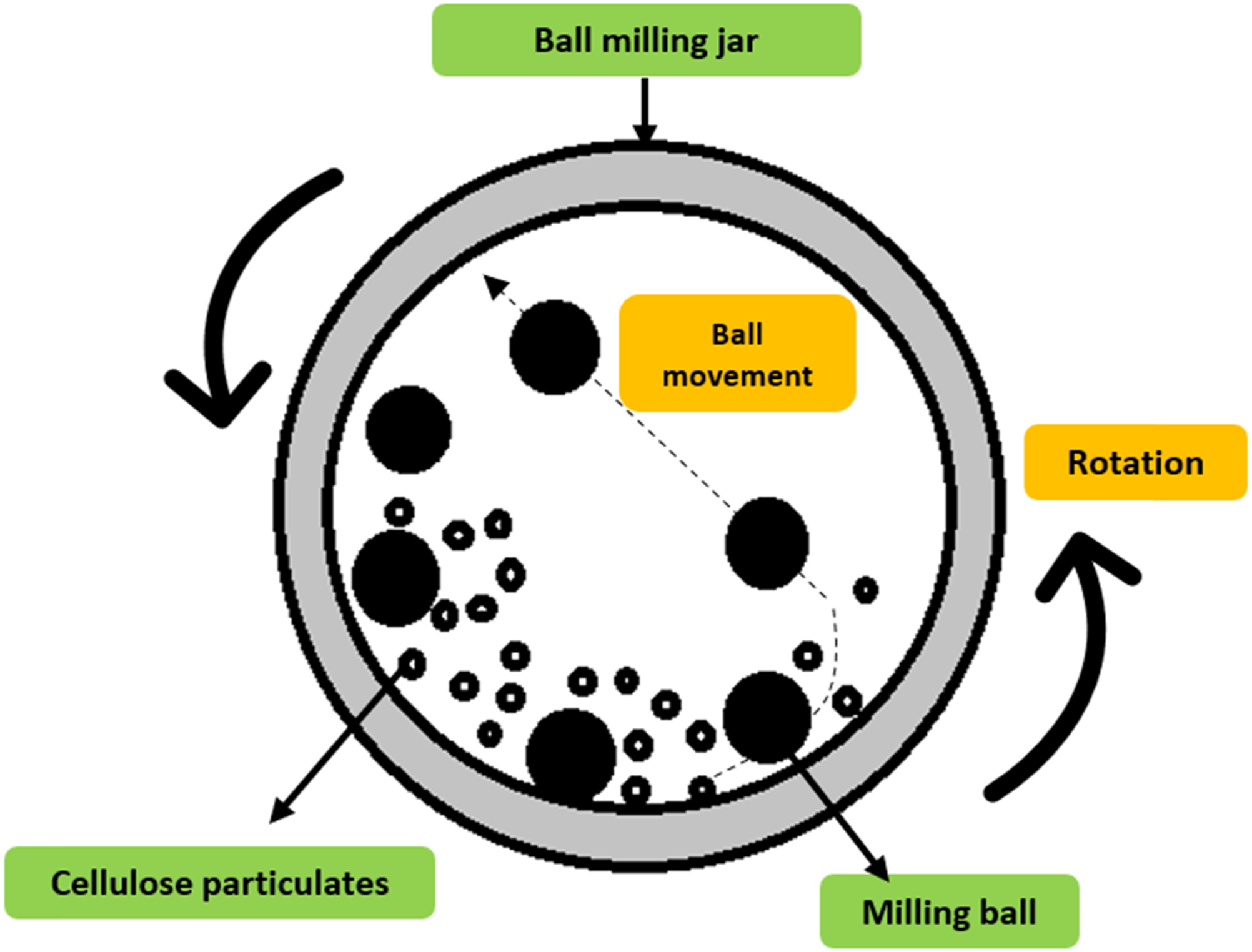
High-pressure homogenization
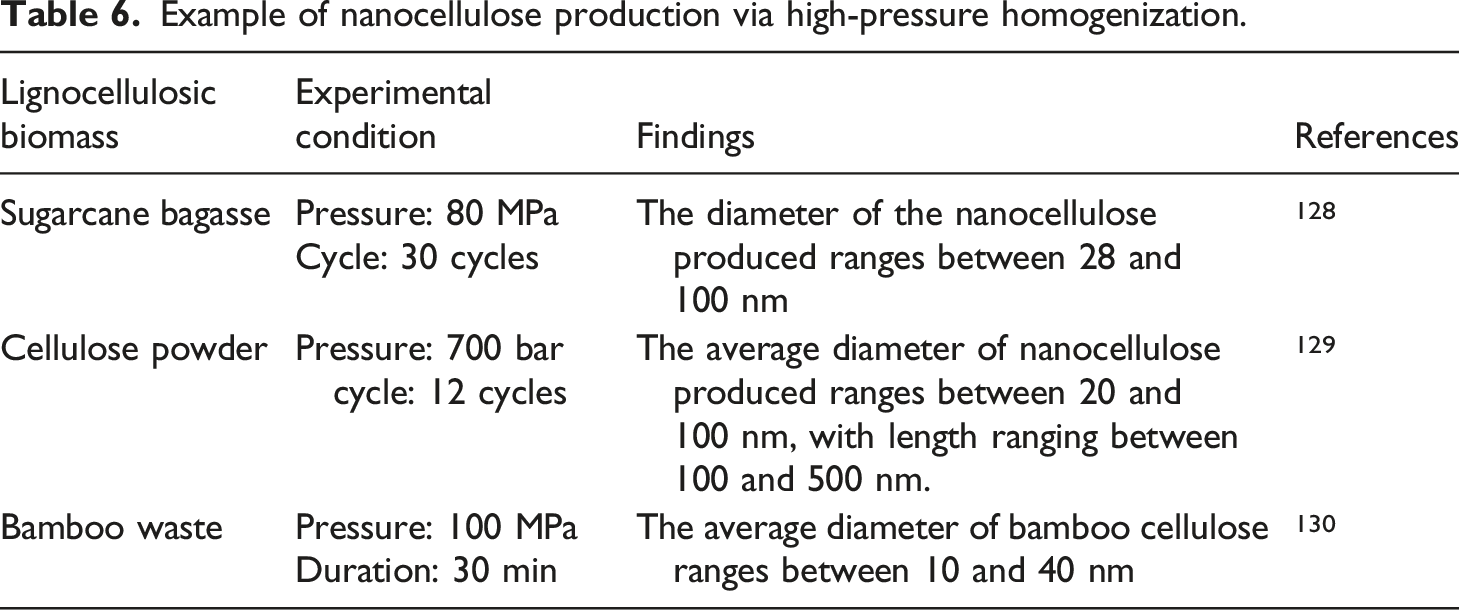
High-pressure homogenization is a solvent-free mechanical approach involving the application of pressure ranging from 50 to 2000 MPa on cellulose pulp as it passes through a small pressurized nozzle at high velocity, as illustrated in Figure 6.126,127 The cellulose suspension rapidly transfers from a high-pressure chamber to a low-pressure chamber. This action induces a high shear rate within the stream, which initiates the reduction of cellulose to the nanoscale. Table 6 presents examples of homogenized nanocellulose production from several previous studies through the high-pressure homogenization process. Illustration of high-pressure homogenization mechanism. Example of nanocellulose production via high-pressure homogenization.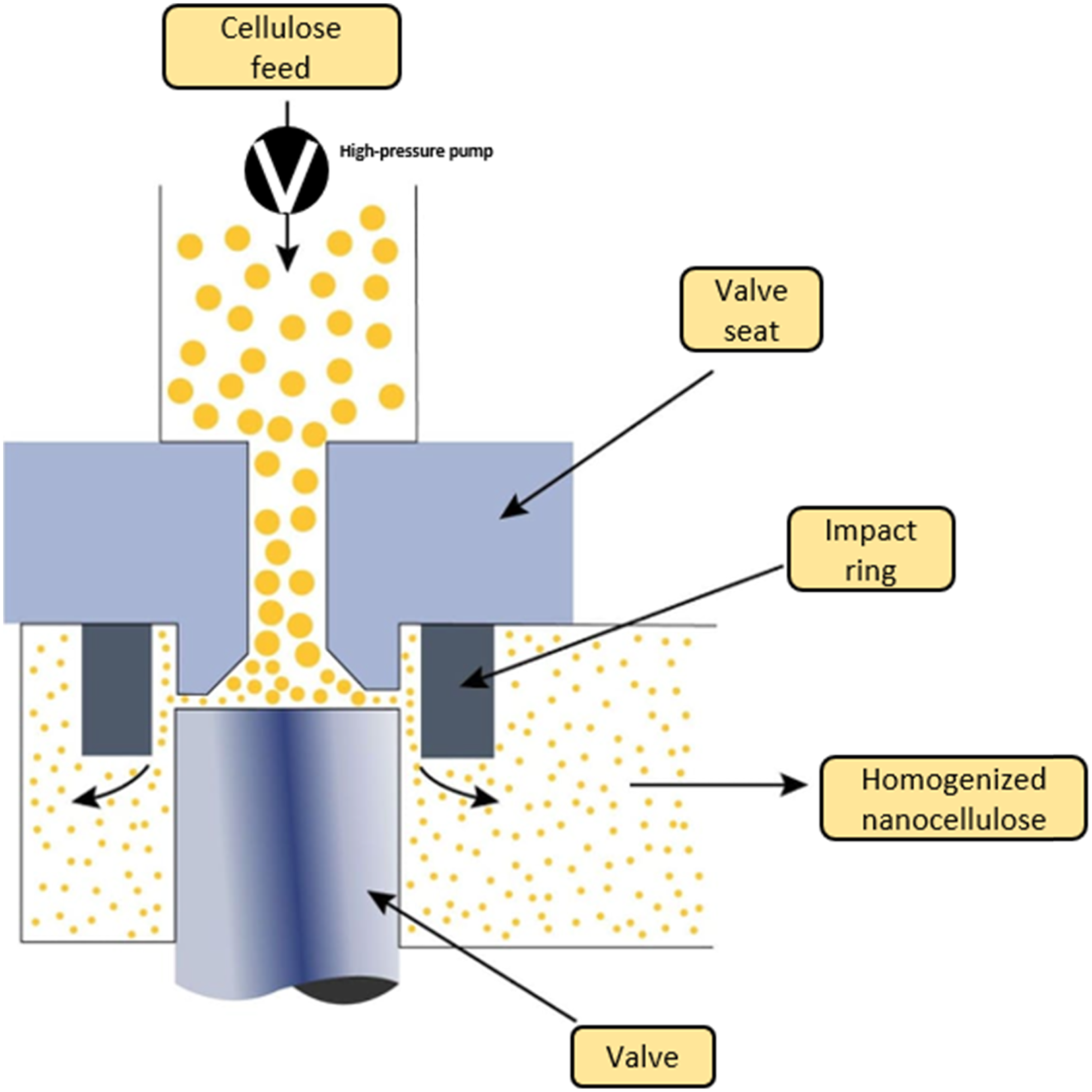
Surface modification of nanocellulose
Surface modification refers to tuning the reactivity of functional groups, particularly hydroxyl groups, on nanocellulose.
131
The modification treatment aids in reducing the affinity for moisture of nanocellulose, which improves stability during green nanocomposite fabrication. Surface modification techniques are divided into two main categories: physical modification and chemical modification treatments (Figure 7). Schematic diagram of surface modification techniques.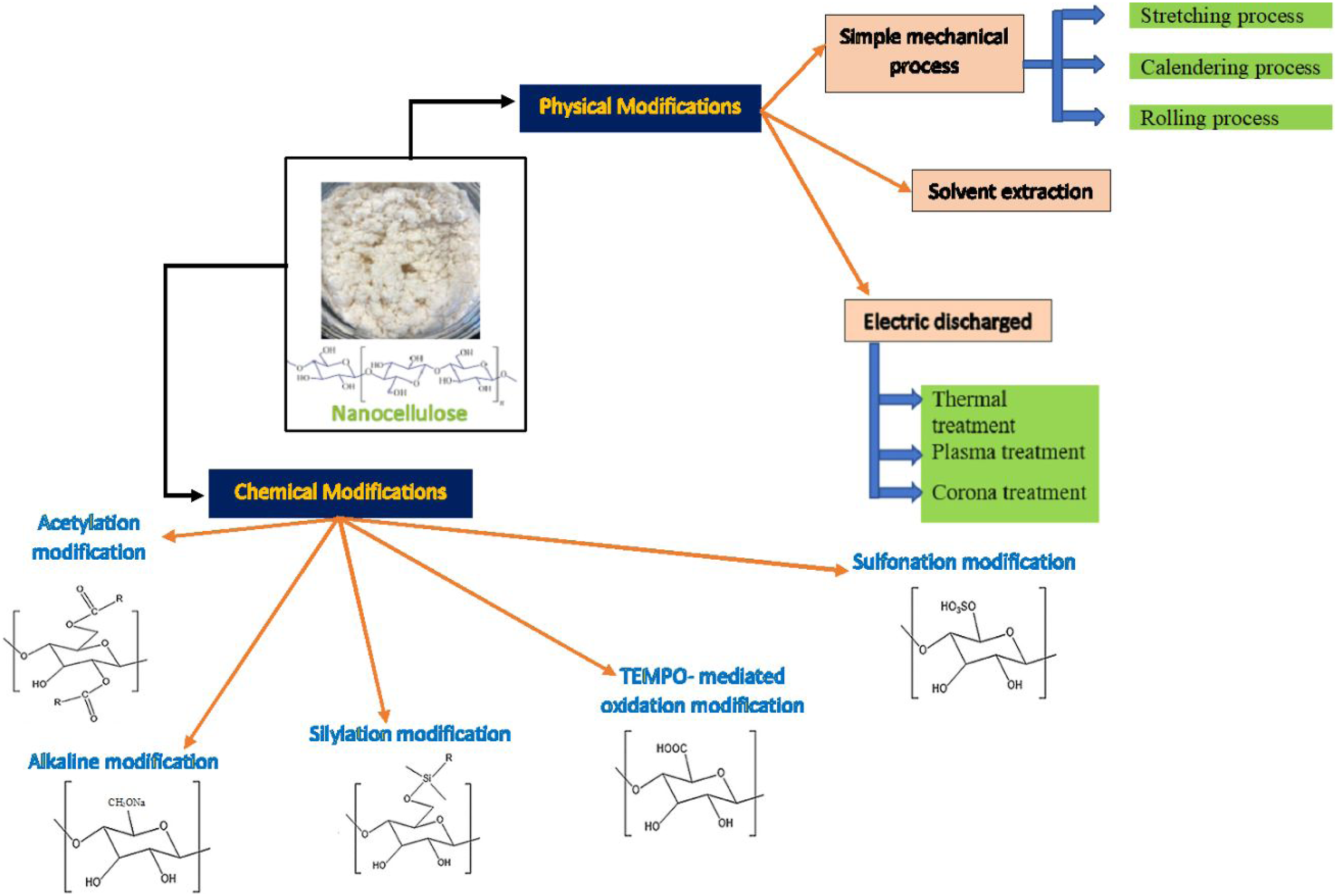
Physical modification
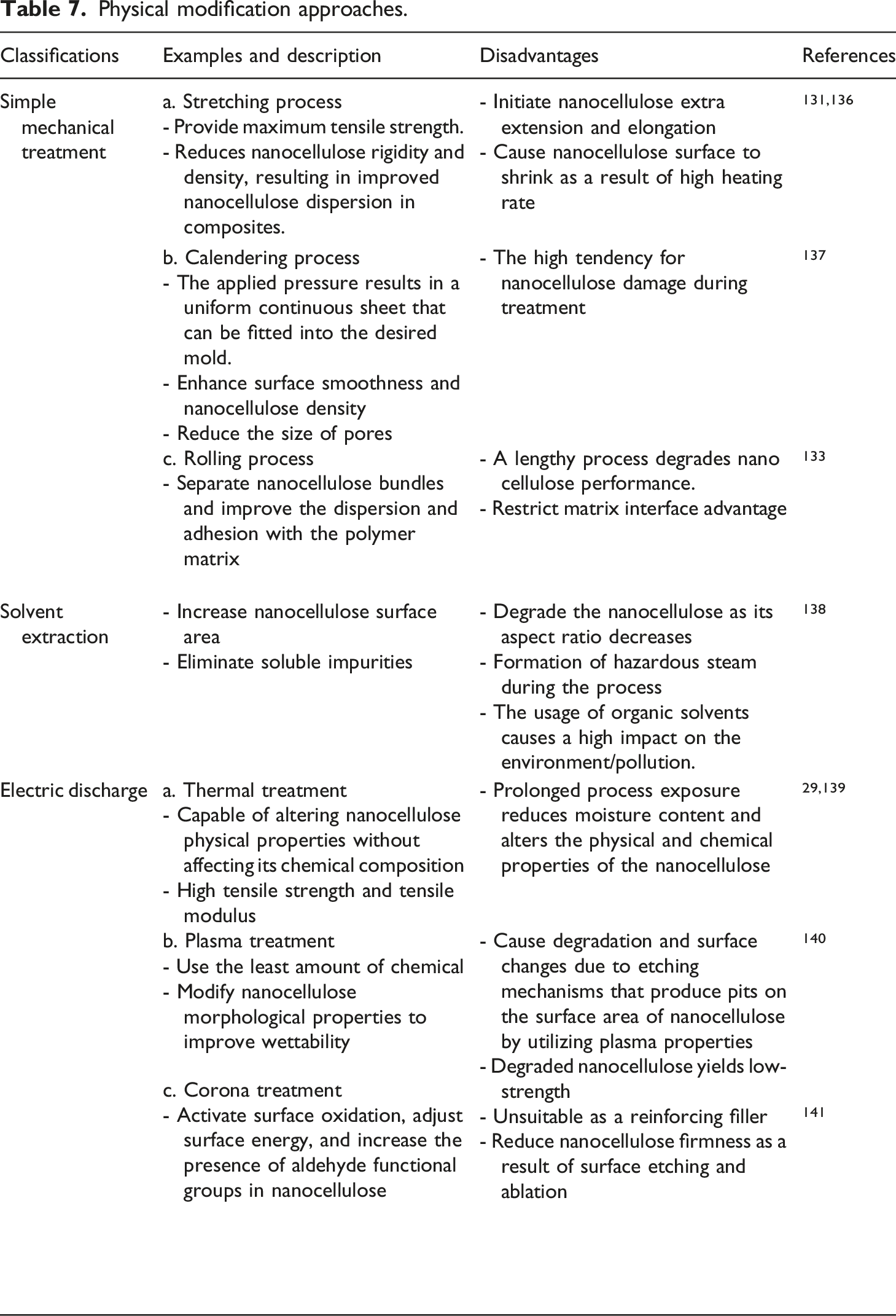
A physical modification method is a simple method that modifies the structural characteristics, surface, and thermal properties of nanocellulose to improve the mechanical bonding between nanocellulose and polymer matrices without altering their chemical composition.132,133 Physical modification treatment is divided into three main categories: simple mechanical, solvent extraction, and electric discharge. 133 Simple mechanical treatments are conventional approaches that involve the application of either stretching, calendaring, or rolling methods to alter the surface properties of elongated nanocellulose. These approaches are applied to improve the mechanical attributes of nanocellulose, particularly its strength, elongation, and modulus, to influence its adhesive interactions with the polymer matrix during nanocomposite development.132,133 These mechanical treatments serve a dual purpose by separating nanocellulose bundles into individual filaments while improving the dispersibility of nanocellulose within the polymer matrix.
Physical modification approaches.
Chemical modification
In contrast, chemical modification treatment uses chemical reagents to alter nanocellulose characteristics by activating the hydroxyl groups or introducing new hydrophobic or charged moieties to improve their interaction with the polymer matrix and reduce the affinity for water.142,143 Chemical modification can be treated via acetylation, silylation, TEMPO oxidation, sulfonation, and other techniques.13,143
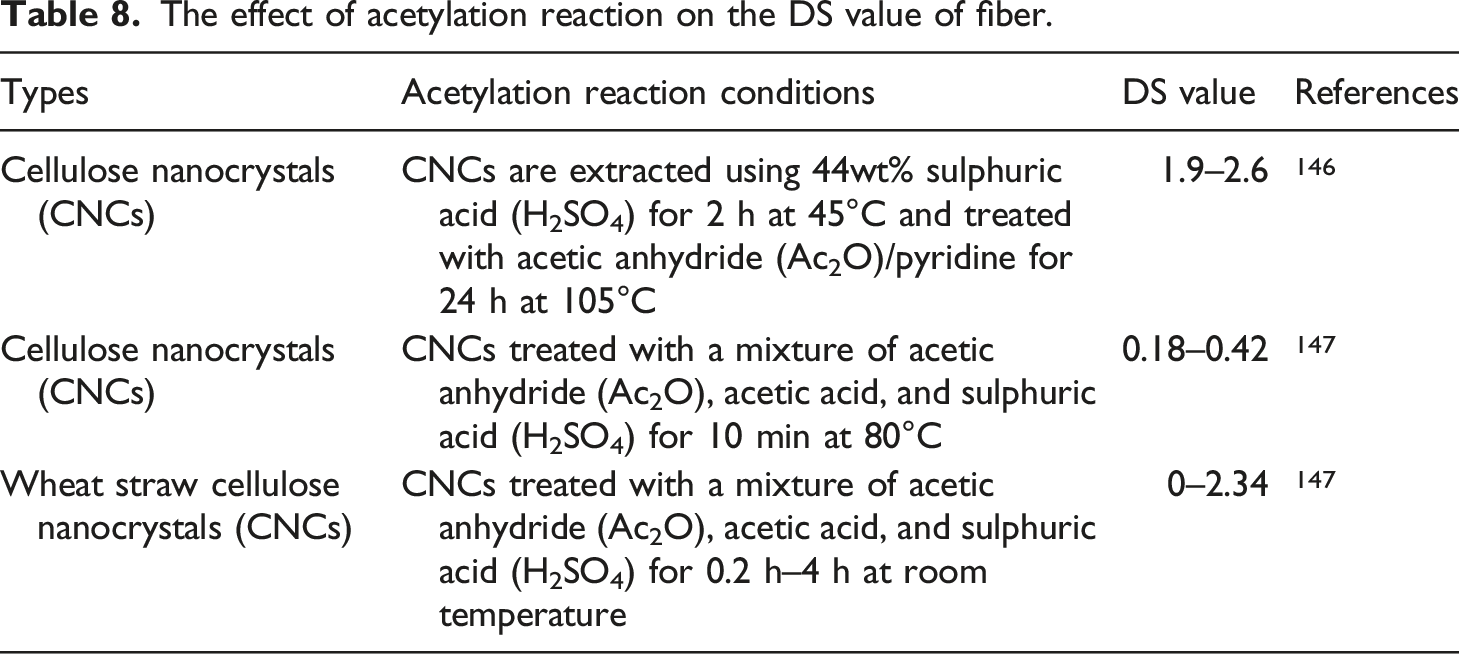
Acetylation modification
The effect of acetylation reaction on the DS value of fiber.
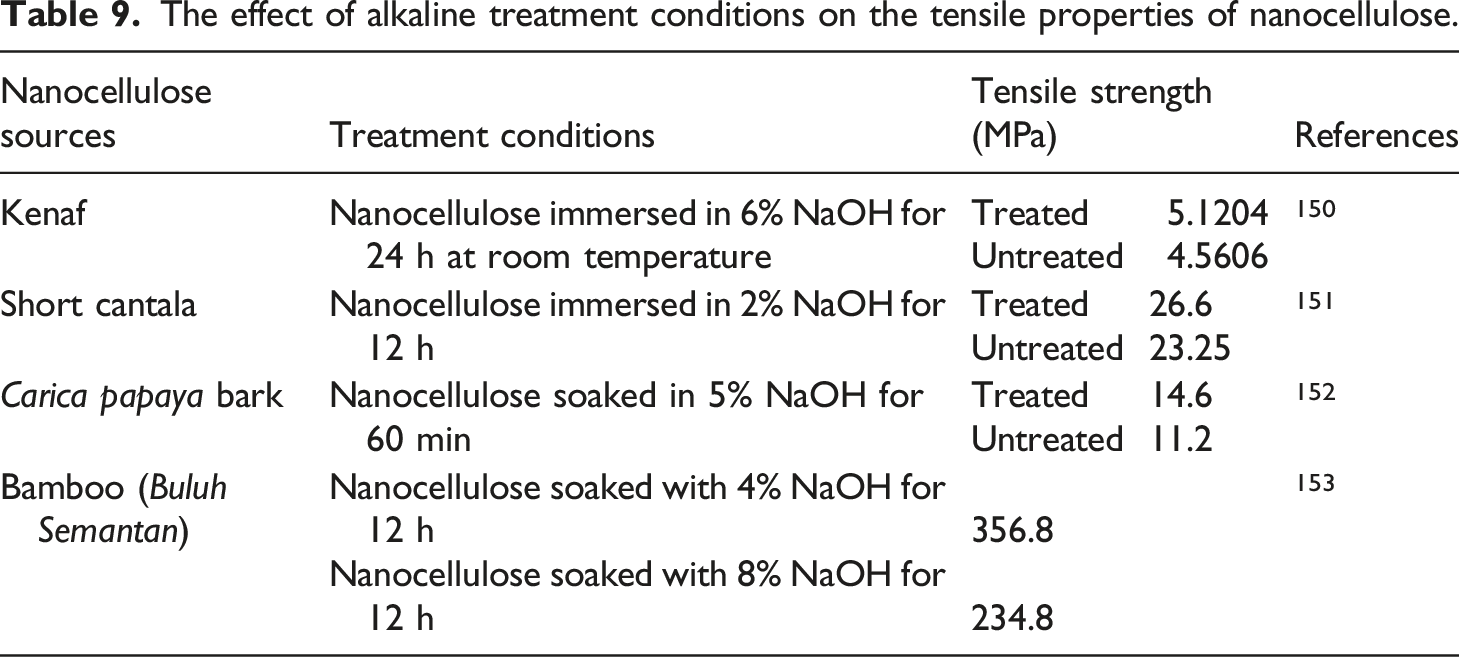
Alkaline modification
The effect of alkaline treatment conditions on the tensile properties of nanocellulose.
Silylation modification
Silylation is a common treatment for surface modification in which silyl functional groups (Si-OH) are introduced onto the nanocellulose surface to form a siloxane bridge that chemically attaches the filler and matrix. Silanes are potent coupling agents that can change the properties of filler-matrix interfaces. The combination of cross-linking silanes between treated nanocellulose and polymer matrix in composite materials results in improved properties such as non-swelling, high tensile strength, enhanced wettability, and chemical resistance, leading to improved efficacy.133,154–156 The surface and interfacial property tactical tuning approaches of silane derivatives such as 3-isocyanatepropyltriethoxysilane (IPTS), hexamethyldisilazane (HDMS), triethoxysilane (HSi (OC2H5)3), trichloromethyl silane (TC) and N-(β-aminoethyl)-γ-aminopropyl-trimethoxysilane (AEAPTMS) will provide nanocellulose with stable structural properties by developing novel surface-functionalized nanocellulose. 13
TEMPO-mediated oxidation modification
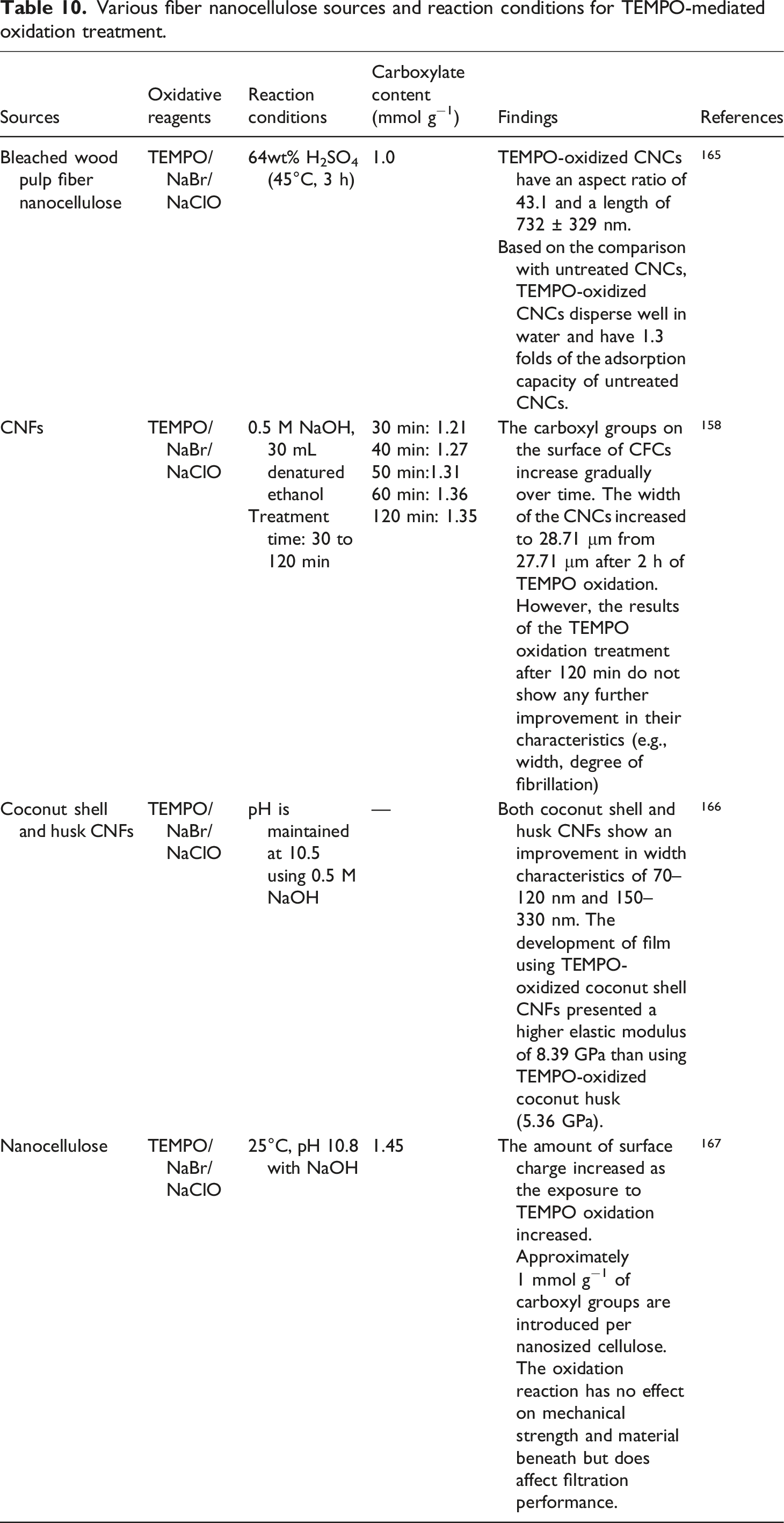
TEMPO (2,2,6,6-tetramethylpiperidine-1-oxyl radical)- mediated oxidation is one of the most effective modification methods for transferring negative charges to the surface of nanocellulose to improve the dispersion of individual nanofibrils in water.157,158 Oxidation by TEMPO is regularly performed in the presence of chemicals such as sodium bromide (NaBr) and sodium hypochlorite (NaClO).158,159 The generation of interfibrillar repulsive forces of dense surface charges causes individualization between fibrils, which aids in their liberation and retention in the stable colloidal form.160,161 During the reaction, the C6 hydroxy groups (C6-OH) of nanocellulose (-CH2OH) preferentially oxidize to sodium carboxylate groups (-COONa).132,161 The oxidation process of C6-OH groups initiates the dissociation of sodium atoms from -COONa, leaving the negatively charged carboxylate (-COO-) groups on TEMPO-oxidized nanofibrils, which later act as scaffolds, aiding in the assembly of the metal ions via an ion exchange process to increase nanocellulose functionalities. Nevertheless, a previous study found that adding a significant number of sodium carboxylate groups to the surface of nanocellulose increases the possibility of aldehyde group formation. 160
Various fiber nanocellulose sources and reaction conditions for TEMPO-mediated oxidation treatment.
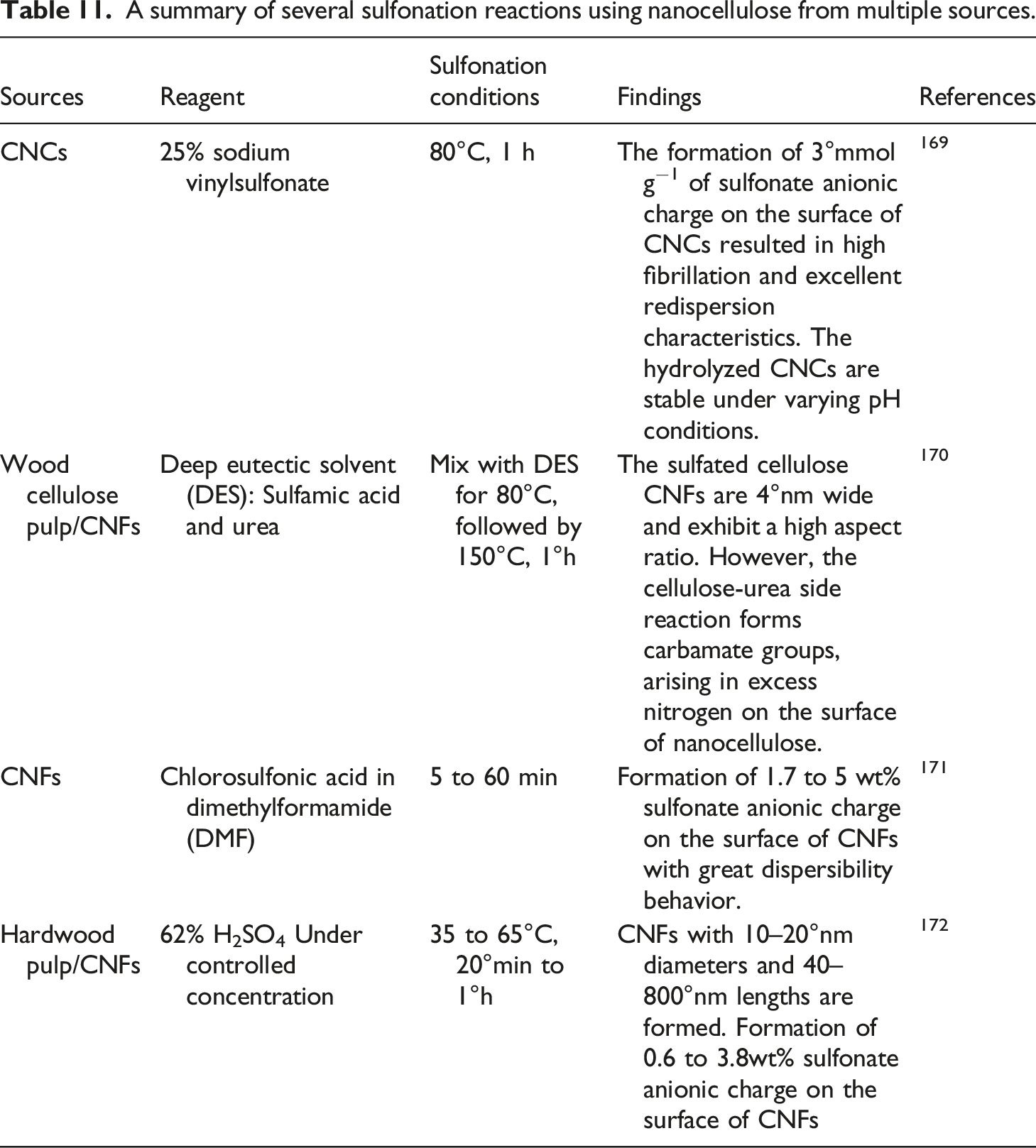
Sulfonation modification
A summary of several sulfonation reactions using nanocellulose from multiple sources.
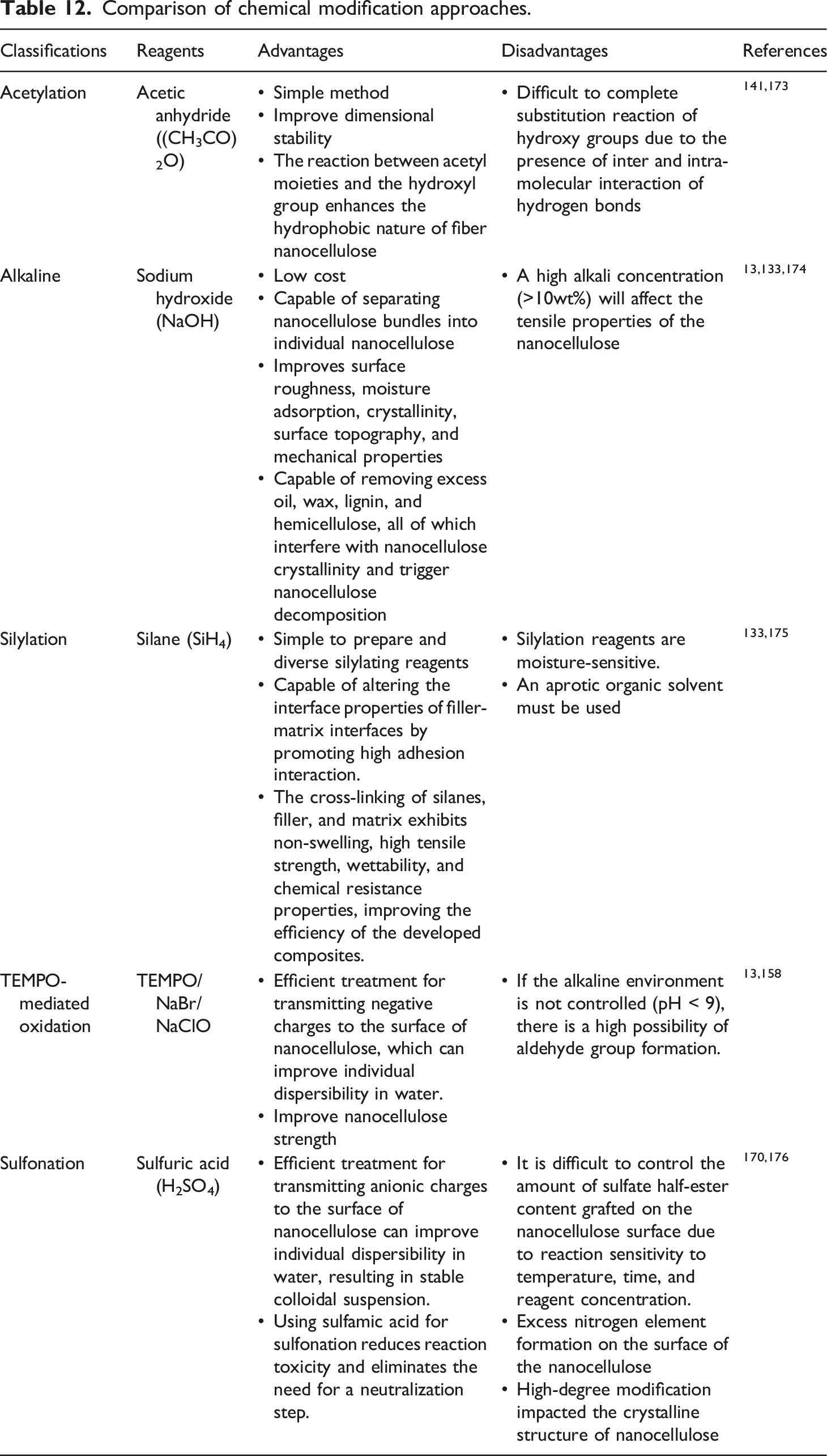
Comparison of chemical modification approaches.
Nanocellulose challenges as reinforcing filler for polymer composite
Many researchers have addressed the aggregation issues associated with the poor dispersion of hydrophilic nanocellulose particles into hydrophobic polymer matrices.13,177–179 The hydrophilic nature of nanocellulose surface and its high proclivity for self-association owing to the formation of inter- and intramolecular hydrogen bonds between the abundance of accessible hydroxyl groups has caused a compatibility barrier with non-polar polymer.
180
The hydrophilic behavior of nanocellulose increases its sensitivity to moisture.
131
Water adsorption causes the fiber to swell, weakening the interfacial adhesion between the fiber and the matrix and limiting the potential of nanocellulose as reinforcing fillers in producing high-performance composites (Figure 8). Moisture adsorption on biopolymer composites.
181
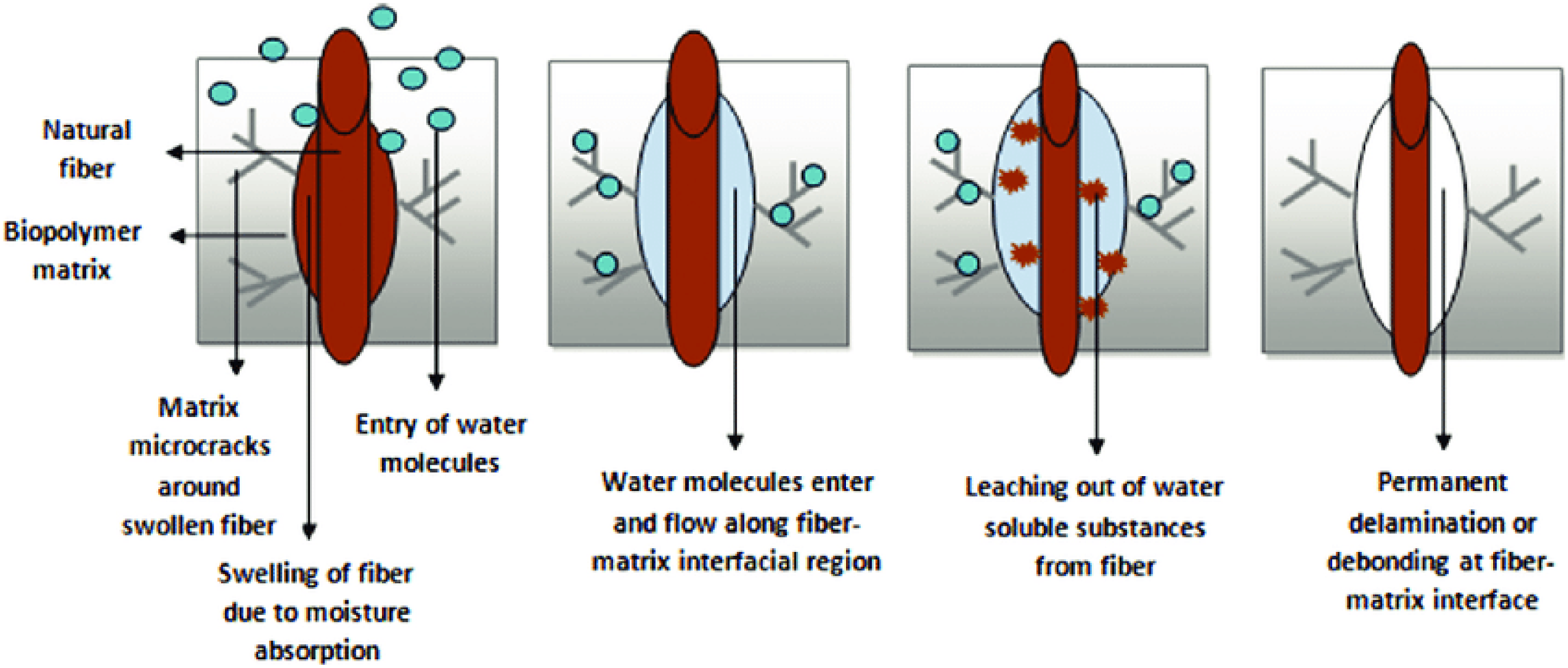
Poor interfacial interactions between fiber and matrix reduce the strength and mechanical properties of the composites. 131 Furthermore, particle aggregation that acts as a defect in a composite decreases stress transfer between the filler and the hosting matrices. 13 Hence, to enhance the compatibility between nanocellulose hydrophilicity and polymer hydrophobicity behaviors, incorporating surface modification approaches is suggested to manipulate and tune the surface chemistry of the nanocellulose, which, in turn, would enhance the structural and mechanical properties of the composites.13,131,180,182
The compatibilization processes encompass physical and chemical surface modification, with the choice depending on the desired properties of the nanocomposite. Based on the studies, a preference is given to physicochemical treatments.100,183,184 These combination treatments strike a balance by improving the nanocellulose properties, enhancing compatibility with polymer matrix and addressing the hydrophilicity behavior of nanocellulose surface. These aspects include enhancing the surface free energy, promoting mechanical interlocking at the nanocomposite interface, and improving their overall mechanical properties. These improvements are significant in developing nanocomposites, particularly in developing a robust interface between nanocellulose and the polymer matrix within the nanocomposite.
Nanocellulose as bio-based materials in various applications
The burgeoning exorbitant demand for nanocellulose coincides with the increase in the production of sustainable products to reduce issues related to environmental pollution. Nanocellulose has been discovered in various fields, including packaging, biomedical, automotive, and others. A detailed discussion on nanocellulose applications is as follows.
Application of nanocellulose in the packaging industry
Packaging is among the most visible layers designed to protect and preserve the quality of the content, especially during material handling, transportation, and storage. Most packaging industries use petrochemical-based materials that are non-biodegradable and could pose a high risk to the environment due to their limited recycling potential. These concerns have piqued the interest in using nanocellulose as reinforcing additives to develop low-cost biopolymeric nanocomposites with good shelf life, oxygen scavenging, and antimicrobial properties in meeting the packaging industry’s requirements, as shown in Figure 9.166,186,187 Circular economy of bio-based packaging and textiles.
185
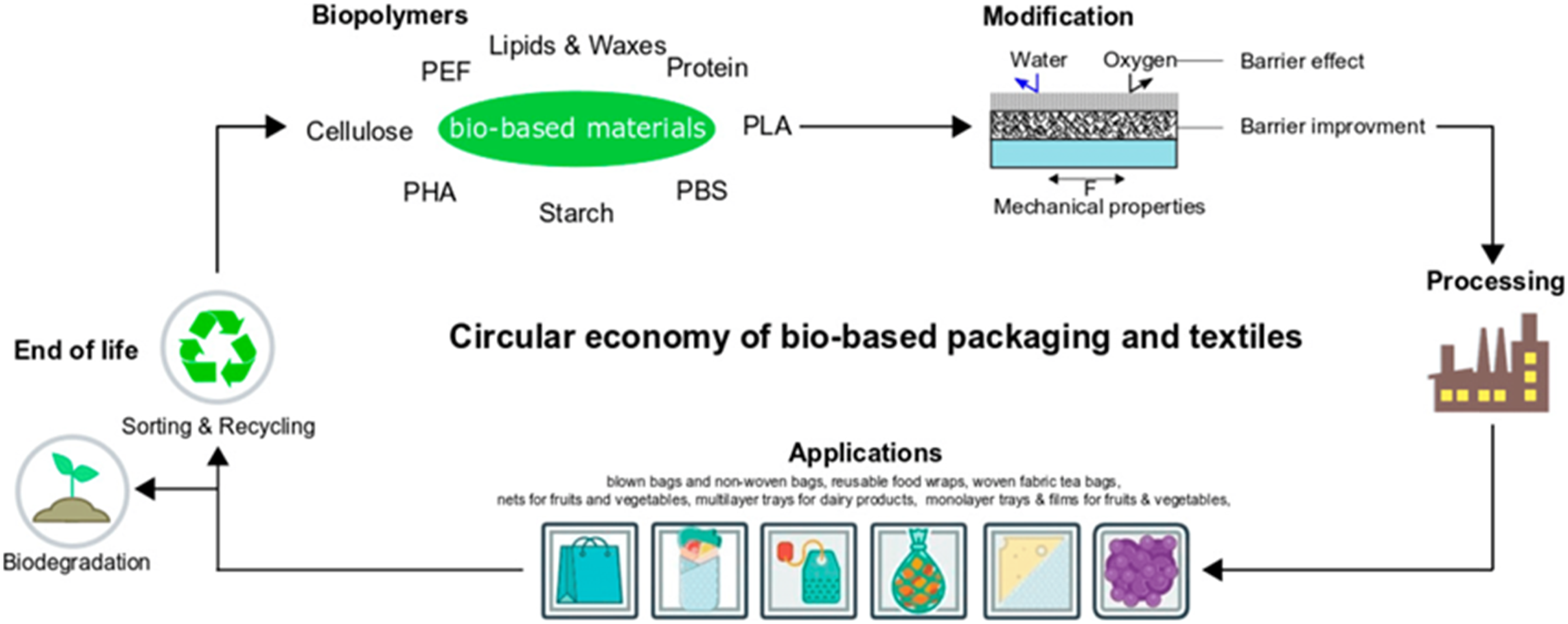
One example of incorporating nanocellulose in packaging industries is shown through the development of the edible film. The addition of cotton nanocellulose to cassia gum edible film has improved its opacity, making it suitable as the protection layer for an emergency food product (EFP). 188 The homogeneous dispersion of nanocellulose on the cassia gum matrix reduces the tendency of light penetration during prolonged food preservation. Potato peel CNCs as reinforcing fillers to fabricate biobased polyvinyl alcohol (PVA) films also increase their mechanical strength. 189 The presence of phenolic compounds in the potato tissues aids in exhibiting antioxidant and antimicrobial properties. Another study found that incorporating 1–3% nanocellulose derived from palm sprouts into the PLA matrix resulted in significant interaction, as evidenced by lower water adsorption behaviour than neat PLA film. 190 The improved water barrier property reflects the increase in the ability of the palm sprout-based PLA film to reduce the loss of food moisture and thus increase the shelf life of vapour-sensitive food products. The extent of the permeability reduction feature of a nanocellulose-based composite film is aided by modifying the nanocellulose interfacial properties via the surface modification method that can potentially increase the hydrophobicity of a composite film.13,79,187 Including nano-scale fillers in the nanocomposite system provides excellent gas barrier properties, including oxygen, vapor, aroma, and carbon dioxide. Nanostructured filler is well dispersed, creating an impenetrable structure to the matrices due to its high aspect ratio.186,191,192 A study discovered that adding 0.5% nanocellulose has enhanced the compatibility with sugar palm starch matrix, as evidenced by the tensile strength and modulus improving from 4.8 MPa to 11.47 MPa and 54 MPa to 178.83 MPa, respectively. 193
Meanwhile, adding bamboo nanocellulose boosts the mechanical strength of the bamboo nanocellulose-reinforced PLA composite film by 270% when compared to a neat PLA. 194 Another study discovered that incorporating 20% nanocellulose into a polymer matrix increases Young’s modulus for fabricating silk sericin films to 805.96 MPa from 320.42 MPa without nanocellulose. 195 However, exceeding 20% nanocellulose loading may cause agglomeration problems. Additionally, polyethene nanocomposites that contain nanocrystals could be prepared by using melt blending in a twin screw extruder which could further be utilized for food packaging applications in which the existence of cellulose nanocrystal particles in polyethene nanocomposites could increase the gas permeability of the nanocomposites film as well as improving the shelf-life extension of food products. 196
Application of nanocellulose in the biomedical field
Nanocellulose has been recognized as the most recent advanced material with superior properties, which are increasingly being used in the biomedical field for tissue engineering, drug delivery systems, and the development of therapeutic devices due to the excellent shelf life, lack of toxicity, accessibility, biocompatibility, intrinsic structural resemblance, and remarkable properties that suit most applications, especially for medical regeneration and scaffolding, as shown in Figure 10.198–202 Current advances of nanocellouse application in the biomedical field.
197
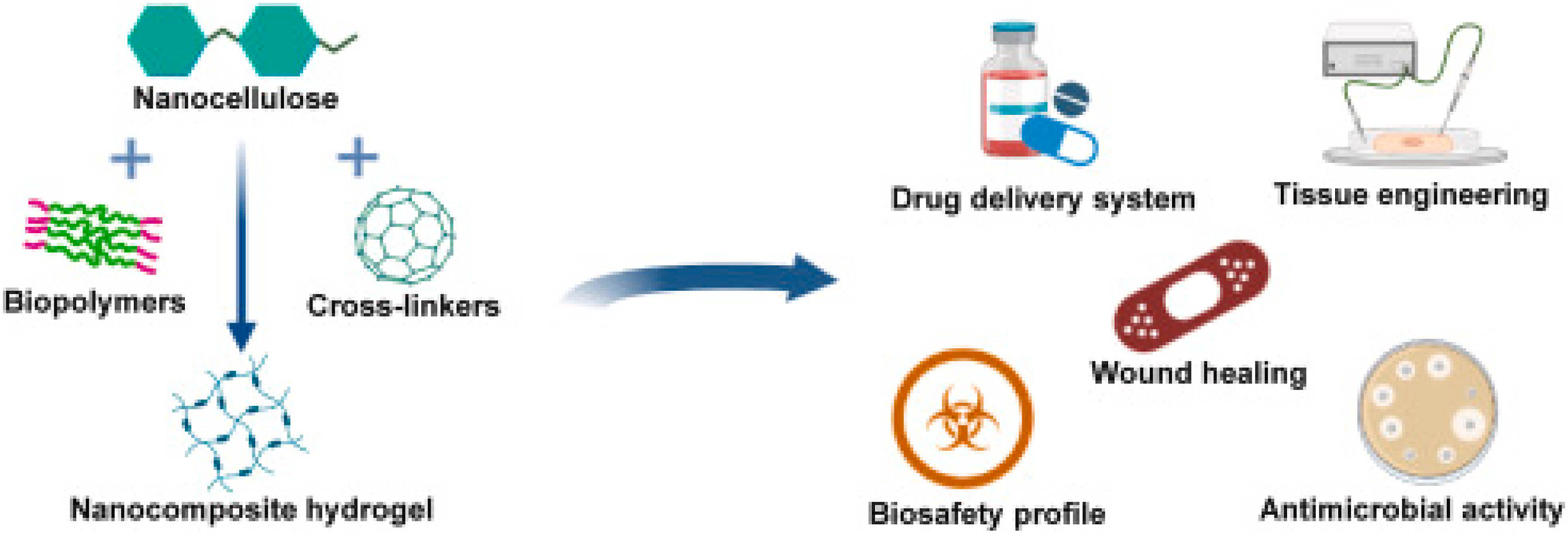
For example, bisphosphonate-modified nanocellulose (BNC) is used as a bone substitute for bone regeneration to treat bone-related diseases such as osteoporosis. 202 Nanocellulose has unique properties because it contains three active hydroxyl groups that can be easily tailored during surface modification to produce excellent biocompatibility materials. The cross-linking of nanocellulose via sulfuric acid hydrolysis resulted in outstanding compressive strength miming bone structures. 203 The porous structure of nanocellulose is advantageous as it can protect the cells against infections and promote vascularization. 204 On the other hand, it uses modified nanocellulose with anti-osteosarcoma metals like strontium, arsenic, and selenium to replace damaged bone tissues caused by bone cancer disease.203,204 The synergistic effect of combining the anticancer properties increases their use in treating osteosarcoma, a bone cancer disease. With the technology of 3D printing, designing nanocellulose biopolymer composites is also possible as it can imitate the complex internal structure of humans based on the provided database. Besides, several studies also reported using nanocellulose-based biomaterials for membranes and hydrogel development.205,206 The preparation of sodium alginate/gelatin/cellulose nanocrystals produced a greatly porous structured hydrogel that supports cell adhesion, growth, and differentiation use for cartilage replacement.206,207 A study has shown that 3D printing of skin scaffolds using low-concentration gelatin methacrylate (GelMA) with 2,2,6,6-tetramethylpiperidine-1-oxy radical (TEMPO)-oxidized cellulose nanofibrils (CNF) hydrogel at a 1:5 ratio improves structural stability, fidelity, and cell proliferation, which are beneficial for skin regeneration. 208 A promising wound dressing made of wood nanocellulose exhibits excellent adhesion and efficient reinitialization while causing no allergic reaction or flaws during the wound fixation process. 168 Most studies have discovered no evidence that using nanocellulose in biomedical applications is cytotoxic to cell lines.209–211
Application of nanocellulose in the automobile industry
Nano-based materials, such as nanocellulose, have been considered significant materials for the automobile industry in the development of biobased nanocomposites, which can be used as designing material that is safe and much lighter, as shown in Figure 11. Application of nanocelluose for the automobile industry.
140
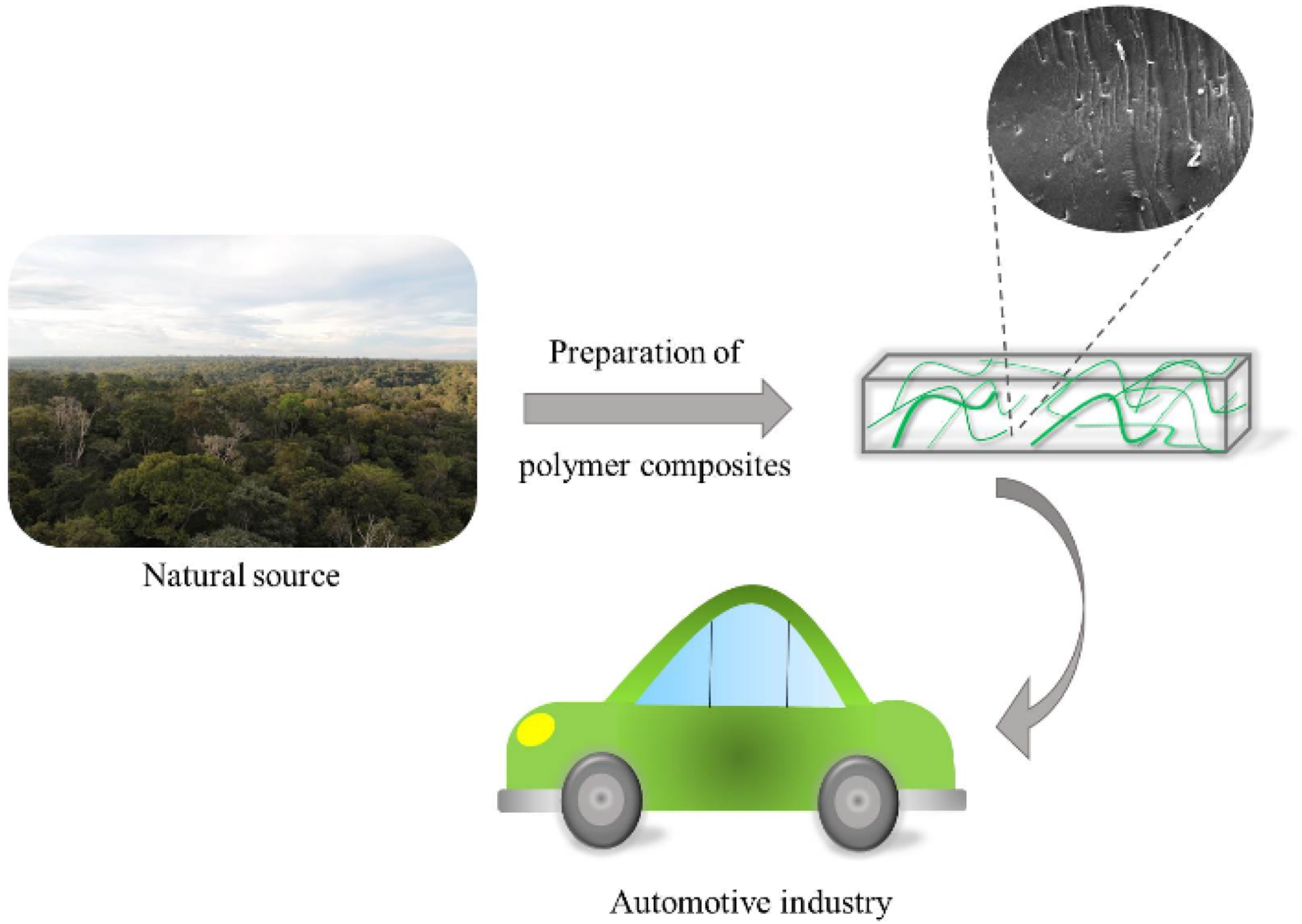
Nanocellulose research has received great attention because of its wide availability, environmental friendliness, excellent properties, low density, and renewability. The Ford biomaterial research team has used nanocellulose to develop THRIVETM, a biobased composite derived from wood and pulp nanocellulose-reinforced polypropylene to substitute the use of fiberglass composites and petroleum-based composites. Based on the investigation, the advanced bio-based nanocomposites fulfilled all requirements required by Ford on their stiffness, temperature resistance, and durability. 212 The discovered bio-based nanocomposites are 10% lighter than fiberglass composites, and the fabrication process could save up to 20% to 40% time and energy. 212 Additionally, incorporating nanocellulose for composite development helps to reduce fuel consumption and lower carbon footprint. 213
Furthermore, various nanocellulose derived from lignocellulosic biomass shows excellent potential as reinforcing fillers for fabricating automobile components such as dashboards, engine covers, spare-wheel compartment covers, and radiator tanks, including the interior parts of the vehicle. Using coconut coir in developing polypropylene composite materials for vehicle windows and doors has proven successful. 214 The excellent properties of nanocellulose are advantageous in the design of automobile bumpers, which play an important role during car crashes. 213 Besides, the presence of hydrogen bonds and a tightly oriented nanocellulose structure also contribute to the improved strength and hardness of the composite. 215 Mercedes-Benz manufacturer has successfully developed a door panel made of jute fiber and epoxy. 216 Toyota Boshoku Corporation also used kenaf fibers for the outer parts and door trim of nanocellulose vehicles (NCV) due to their high strength and low density, which resulted in a 30% weight reduction over conventional materials. 217 Due to its high mechanical properties and excellent surface quality, nanocellulose from natural fiber has also been used with recycled plastics to fabricate bumpers in Mazda vehicles. 218 It was reported that the addition of hemp fiber particles on the compressive behaviour of industrially important thermoplastics, namely Acrylonitrile-Butadiene-Styrene (ABS). 219
Application of nanocellulose as an adsorbent for industrial effluent treatment
Activated carbon derived from carbonized nanocellulose has undeniably excellent adsorbent properties with no adverse effects for industrial effluent treatment. It can be used as an alternative to commercially activated carbon, as illustrated in Figure 12.
221
Application of nanocellulose as an adsorbent for industrial effluent treatment.
220
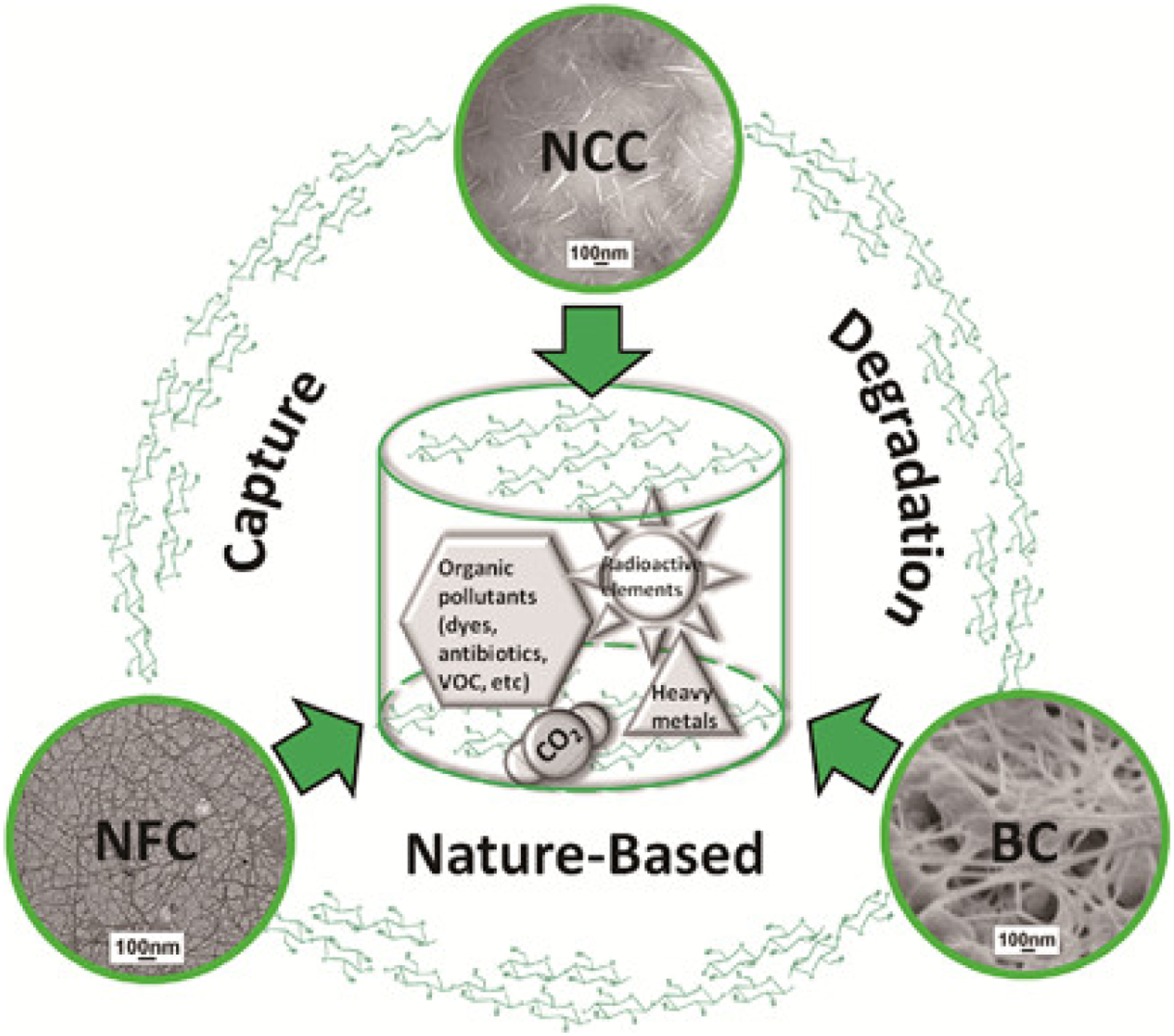
It is crucial to develop a new water treatment technology that could be developed locally, with easy maintenance and low cost, to mitigate water scarcity in remote areas. 222 The nanostructured materials have high adsorption capacities owing to their micropores and mesopores structure and large surface area, increasing surface contact with contaminants and thus improving their binding affinity. 223 Removing contaminants with high rate of adsorption capacity could lead to the production of high quality of treated water comparable to the regulatory water standards. 224 The nanocellulose-based adsorbent that undergoes surface modification develops more hollow structures and improved surface charge, making it more appealing to suit its usage. Several studies have shown the potential of nanocellulose-based adsorbent derived from rice husk, coconut shell, wood, walnut shell, and neem in removing numerous organic and inorganic pollutants, including heavy metals, from industrial wastewater.225–230 The adsorption process in wastewater treatment is crucial to remove tiny particles using adsorbent. 231 A surface-modified rice husk nanocellulose-based adsorbent can remove 36.4% to 64.9% of phenolic compounds from aqueous media. 225 Besides, a bio-adsorbent derived from coconut shell nanocellulose is capable of eliminating toxic hexavalent chromium (Cr (VI)) heavy metals from industrial effluent with an adsorption capacity of 26 mg/g. 226 The authors stated that the physical treatment with oxidizing gases such as carbon dioxide (CO2) and steam (H2O) causes partial oxidation of carbon, which increases the textural properties of the coconut shell nanocellulose-based adsorbent. 226
On the other hand, a low-cost wood nanocellulose sawdust is effective for dye removal since it contains various functional groups, such as phenolic, hydroxyl, amide, and carbonyl, that are favourable for dye adsorption. 227 Besides, a walnut shell nanocellulose-based adsorbent also shows promising results in removing methylene blue and reactive red 2. According to the findings, using walnut shell nanocellulose-based adsorbents creates electrostatic attraction as the negative charge on the surface of the adsorbent attracts the positive amount of the dye molecules. 228
Application of nanocellulose in the electrical and electronic industry
Nanocellulose has shown great potential as green nanomaterials to develop composites for various electronic and energy storage device manufacturers (ESD), such as batteries, solar cells, sensors, supercapacitors, actuators, and transducers. Incorporating nanocellulose into conductive materials (nanocarbon, metal, polymers) is effectively achieved through blending or surface grafting, resulting in composites with advanced properties such as high thermal stability, transparency, functionality, and printability, as in Figure 13.233,234 Application of nanocellulose composite in electronic devices.
232
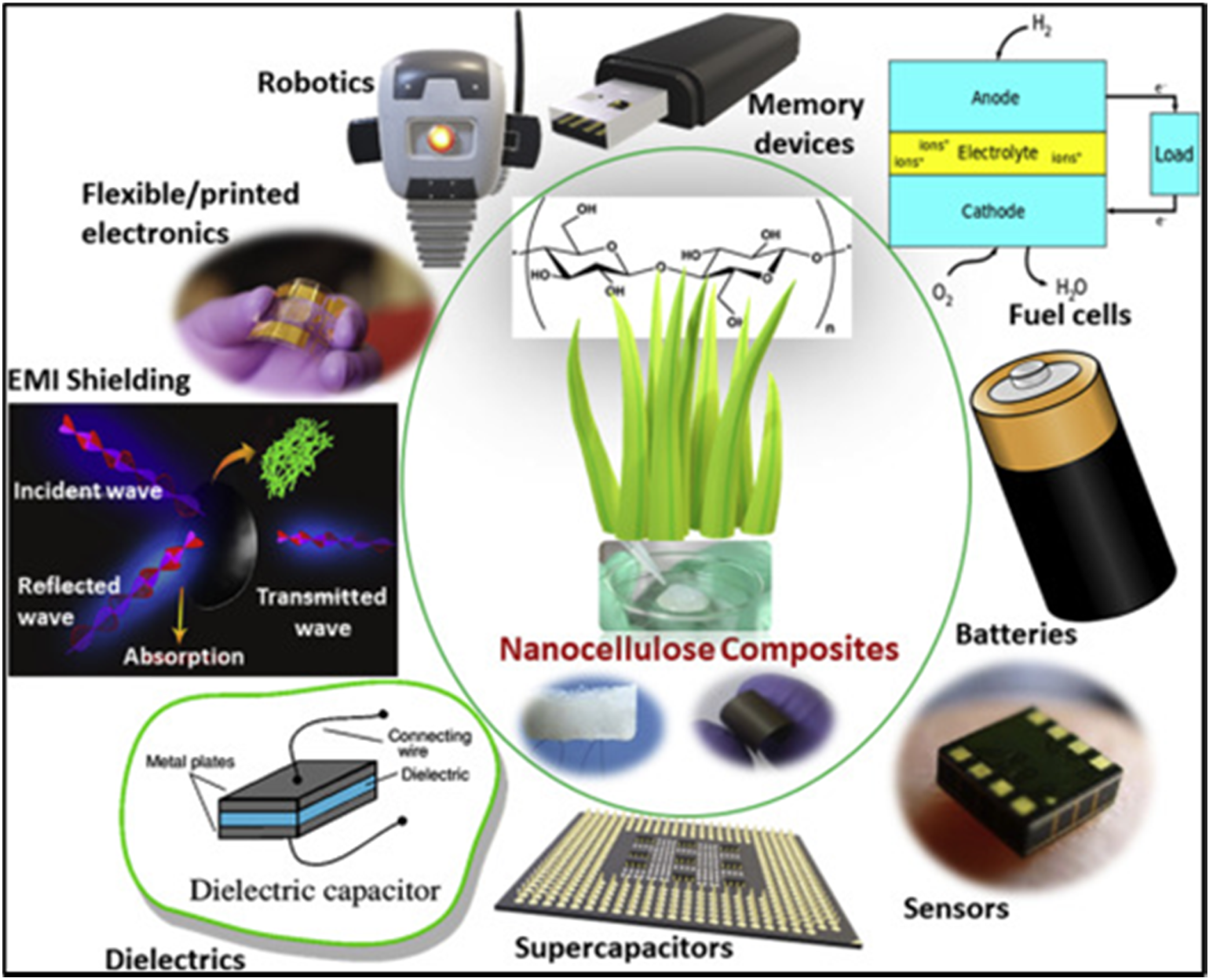
Adding nanocellulose to conductive materials also improved stiffness, flexibility, and mechanical strength. 235 One of the fabrications of a nanocellulose-based electronic component is the electroconductive hydrogels (ECHs) that are derived from borax-crosslinked polyvinyl alcohol (PVA) with polyaniline-nano cellulose (PANI@CNF) to produce biosensors, wearable devices, and supercapacitor electrodes with synergistic features that combine the electrochemical properties and gel characteristics. 236 According to the author, the ECHs show a specific capacitance exceeding 226.1 Fg−1 with a conductivity rate of −5.2 S/m and 74% capacitance retention, superior to the outcome without nanocellulose. Another example is shown through the energy storage applications of lithium-ion batteries.237,238 The surface-modified nanocellulose via acetylation produces lithium batteries with improved battery cycles and electrolyte adsorption capacity as the hydroxyl groups are reduced during the surface modification process by introducing ester groups 239 —The unique properties of nanocellulose lie far beyond what conventional synthetic materials can offer. Integrating nanocellulose fiber and graphite nanoplatelets (GNP) into polyaniline-based design conductive materials results in high-performance and power-density supercapacitors. 240
This is because nanocellulose aids in tailoring the morphological structure and doping mechanism of conducting polyaniline (PANI) polymer to produce material with high specific capacitance. As a result, the addition of nanocellulose loading increased supercapacitor capacitance from 210 Fg−1 (0% nanocellulose loading) to 421 Fg−1 (20% nanocellulose loading) at 1 A/g current density. 241 Besides, the fabrication of supercapacitors from wood nanocellulose-based materials shows outstanding electrical conductivity (64.83 Fg−1) and improved safety. 242
Application of nanocellulose in the construction sector
Nanocellulose is considered an important additive biomaterial for developing composite construction materials due to its excellent performance and various environmental advantages. Such nanomaterials can address issues related to the excessive usage of synthetic polymeric materials and inorganic fiber to form concrete materials with outstanding properties in fulfilling the resilience requirements for building infrastructure. Previous research on the performance of the nitrocellulose-cement system found that the addition of nanocellulose results in 74% improved flexural properties and 15% to 25% improved mechanical properties, which is likely to result in more ductile and tough structured material when compared to conventional cement material. 243 In this context, the enhanced properties are attributed to nanocellulose internal curing and nano-reinforcement effects resulting from cementitious composites’ conglomerate structure.244,245 Furthermore, incorporating nanocellulose for fiber cement production changed the slurry’s rheological properties, improving material interaction. It reduced the appearance of porosity on the developed cementitious composite, leading to high-strength materials. 246 According to one study, the porosity of cement pastes containing nanocellulose was reduced from 16% to 14.4%. 247
Similarly, 0.2% to 1% nanocellulose increased compressive and fracture strengths by 17%. 248 However, the final properties of the developed cementitious composite materials are determined by several factors, including the source of nanocellulose, dosage percentage, dispersion characteristics, and system components. It was reported that cellulose extraction from teak wood could be utilized as a source to improve the resistivity of recycled high-density polyethylene wood plastic composite to degradation caused by termite attack and accelerating weathering. 249 This indicates that a green economy could be developed by utilizing natural fibers, which are biodegradable materials and energy-efficient, easy to manufacture, environmentally friendly, low-cost, sustainable, and biodegradable.250,251
Conclusion
The persistent issues associated with the compatibility barrier between nanocellulose and polymer matrix have been addressed over the years. Most approaches focus on introducing hydrophobic or charged moieties via surface modification techniques such as acetylation, alkaline, silylation, TEMPO-mediated oxidation, and sulfonation. As highlighted in this review, nanocellulose modification and fine-tuning processes have improved their interfacial interaction, resulting in exceptional material properties. The versatile properties of nanocellulose make it an attractive material for developing biocomposites for use in automotive, packaging, aerospace, electric and electronic, construction, and medical applications due to its lightweight and strong properties. Hence, to meet modern demands and environmental concerns, encouraging simplicity and effective surface modification approaches must be considered to improve the desirable material properties.
Footnotes
Acknowledgements
The authors would like to extend their heartfelt thanks and profound gratitude to Universiti Malaysia Sarawak for supporting the research financially; grant no. UNI/F02/VC-HIRG/85516/P12-01/2022.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Universiti Malaysia Sarawak (UNI/F02/VC-HIRG/85516/P12-01/2022).