
Abstract
This work investigates the potential utilisation of the agro-waste pineapple leaf fibre (PALF) as a green reinforcement in polypropylene (PP) composites. Generally, chemical treatment is used to clean the scratched PALF, and the effluents of those chemicals are discharged into nature. A new mechanical approach (carding) was used in this work to remove the remaining extraneous substances from the scratched and sun-dried PALF instead of using any chemical treatment. The percentage of sticky fibres and dust content decreased, and fibre breakage increased with the increasing number of carding passages. The individualized fibre properties were also influenced by the number of carding passages. The carding process reduced the diameter of PALF due to removal of extraneous materials. The tensile properties of raw PALF improved significantly until the fourth carding passage and further increase in the number of passages did not show any significant influence on the tenacity and modulus. Scanning electron microscopy (SEM) and Fourier-transform infrared spectroscopy (FTIR) confirmed the elimination of hemicellulose along with other gummy and waxy substances from the individualized PALF due to the carding action. The crystallinity % also increased after the carding process due to the removal of amorphous substances. As the reinforcement-matrix interfacial shear strength (IFSS) strongly influences the physico-mechanical properties of composites, IFSS of carded PALF reinforced finer and coarser PP fibre micro-bonded composites was also studied using the single fibre pull-out test (SFPT). Among different composites, the fourth carding passed PALF-reinforced finer PP fibre micro-bonded composite showed the highest IFSS. Additionally, the load- extension curves and SEM images of the tensile pulled-out surface were investigated to study the interfacial adhesion between PALF and PP micro-droplets. The increased surface roughness of PALF due to the carding action resulted in an improvement in the IFSS of PALF-reinforced PP micro-bonded composites.
Introduction
Agro-waste reutilization received increasing focus nowadays in order to achieve sustainable growth. Landfilling, thermal management, and decomposition are some of the traditional methods used to treat agro-waste, each with its own set of drawbacks. To get the commercial and environmental advantages, the abundance of agricultural residues and products needs to be managed properly. 1
Pineapple leaf (PL) is a seasonally available agricultural waste in abundance that has inadequate commercial value. Finding alternative uses for this agricultural cellulosic waste is in high demand. 2 A portion of the long fibrous material extracted manually or mechanically from pineapple leaves is known as PALF. The chemical compositions (%) of PALF are cellulose (70.98–67.65), hemicellulose (15.34–11.35), lignin (4.9–4.2), fats and waxes (0.96–0.84), pectin (3.0–1.2), and ash (0.95–0.63). 3 According to the Food and Agriculture Organization Corporate Statistical Database (2018), in one year, the top ten potential PALF producing countries are the Philippines, Costa Rica, Brazil, China, Thailand, India, Indonesia, Nigeria, Colombia, and Mexico, with an average yield of approximately 79, 53, 74, 96, 103, 133, 18, 240, 31, and 24 thousand tonnes, respectively. 4 This huge amount of agro-waste PALF can be used as reinforcement in polymer composites, converting it from waste to a value-added product.
Usually, the extracted PALF is bundled and dried for further use. Then the sun-dried, sticky PALF is chemically degummed to remove the non-cellulosic elements.5–7 Alkalization is the most common chemical treatment used for removing the hemicellulose and lignin as well as other non-cellulosic constituents, which are the most hydrophilic parts of ligno-cellulosic fibres.7,8 Alkali and acid treatments are simple and cost-effective, but not eco-friendly. Additionally, if the procedure is not performed in an appropriate way, cellulosic materials present in PALF may also be adversely affected. 9 This treatment causes reduction in mechanical properties due to the dissolution of the inter-fibrillar non-cellulosic ingredients through breakage of bonds and depolymerization. Higher concentrations of chemicals may effectively eliminate lignin and hemicellulose along with some degradation of cellulose.6,8
As an alternative, physical treatments can be used to modify the ligno-cellulosic PALF. The wettability and affinity of the fibres with the polymer matrix in composites will be improved by physically changing the surface properties. Surface refinement or micro-fibrillation at the surface of fibres is another potential mechanical modification technique. To promote reinforcement-matrix adhesion, micro-fibrillation loosens some of the micro-fibrils on the fibre surface by separating fibrils that resemble hairs and are rougher. 10 Carding is an effective green technique for PALF individualization as compared to other methods because it has significantly lower environmental effects. The carded PALF can be used as reinforcement in composite materials. The fabrication temperature permitted to prepare these composites is approximately 200°C since ligno-cellulosic fibres start to decompose at higher temperatures. As a result, only the common thermoplastic polymers with low melting points such as polyethylene and polypropylene are used as the matrix materials. 11 Particularly in a polar/nonpolar system with low interfacial adhesion (e.g., PALF-PP matrix composites), the weak interface region of the polymer composite deteriorates the overall properties and therefore, the fibre-matrix interface should be improved. 12
Materials, methods, and findings of previous research conducted on the SFPT of PALF-reinforced composites or PP matrix composites reinforced with other plant fibres.
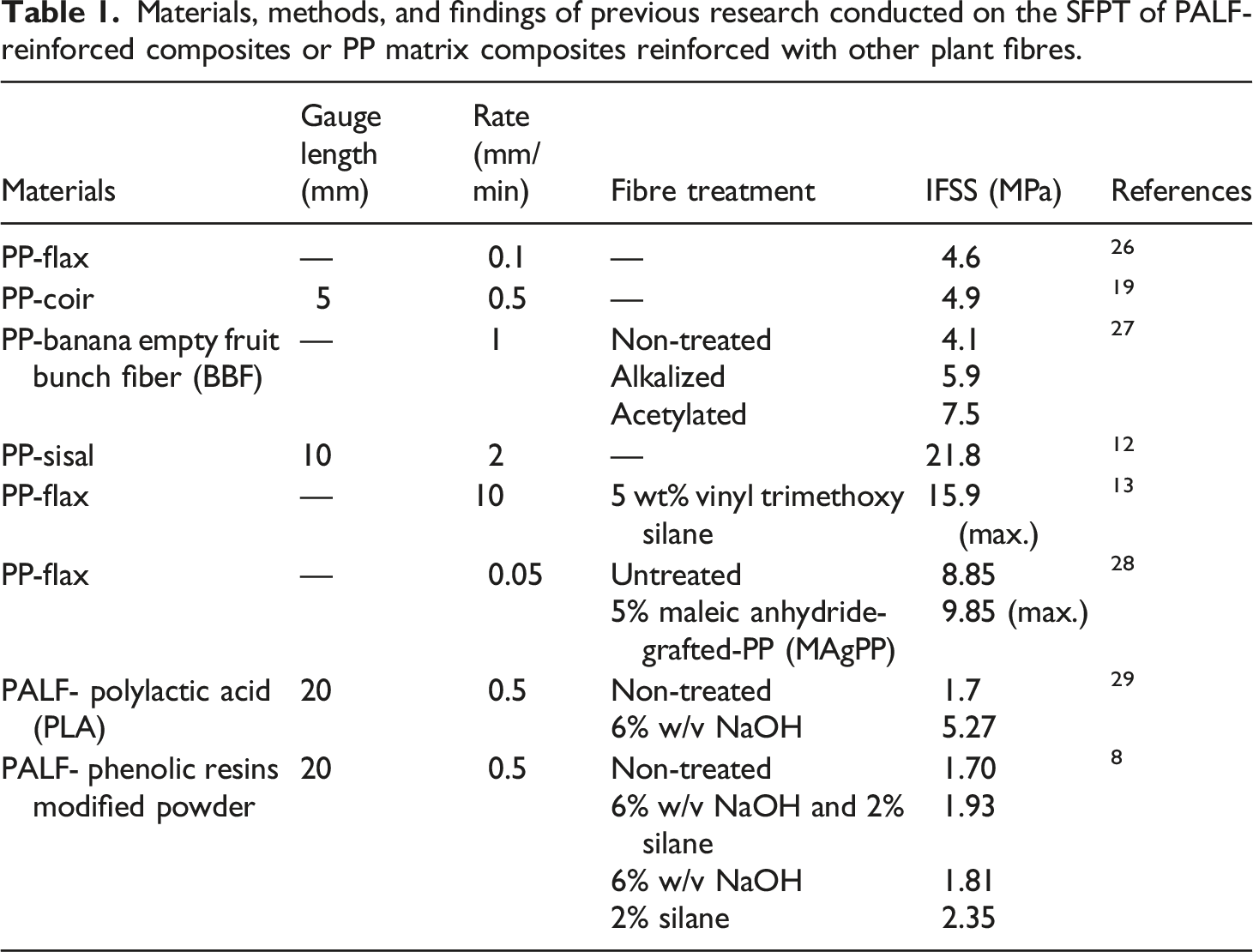
The IFSS of flax-PP and flax-PP/MAgPP composites was found to be 10.60 MPa and 11.4 MPa, respectively. 22 Another study showed that the IFSS of flax-PP/MAgPP and flax-PP composites was 12 and 8 MPa, respectively. 21 The IFSS of ramie-PP/2% MAgPP was 24.9 MPa, which was equivalent to the composite reinforced with glass fibres. 23 The IFSS of amino-silane-treated glass fibre and PP composites was 19.4 MPa. 24 The IFSS values of different composites such as glass-vinyl ester, flax-vinyl ester/acrylic acid, or vinyl trimethoxy silane, and flax-polyester/acrylic acid, or vinyl trimethoxy silane, were reported to be in the range of 18 to 42 MPa. 25
After a thorough review of the existing literature, it has been noticed that carding has not yet been used for processing of the sun-dried sticky PALF and also the IFSS of PALF reinforced PP matrix composite has not been investigated yet. Therefore, the objective of this work was to investigate the influence of carding process on the IFSS between PALF and PP matrix measured by the SFPT. Two different types of PP fibres having different fineness values were used in this study to make the micro-droplets on PALF fibres for the pull-out tests.
Materials and methods
Materials
Fresh PL (Ananas comosus) was scraped by using a decorticating machine and washed with water to eliminate the binding materials of the leaf except fibres. Then the extracted PALF was carefully dried in the sun until the residual moisture was removed. The sun-dried PALF was collected from Tangail, Bangladesh. The finer (4.5 denier-D) and coarser (20 D) PP fibres, having a length of 67.25 ± 12.08 mm, were provided by M/s Zenith Fibres Private Limited, Gujarat, India.
Individualization of PALF
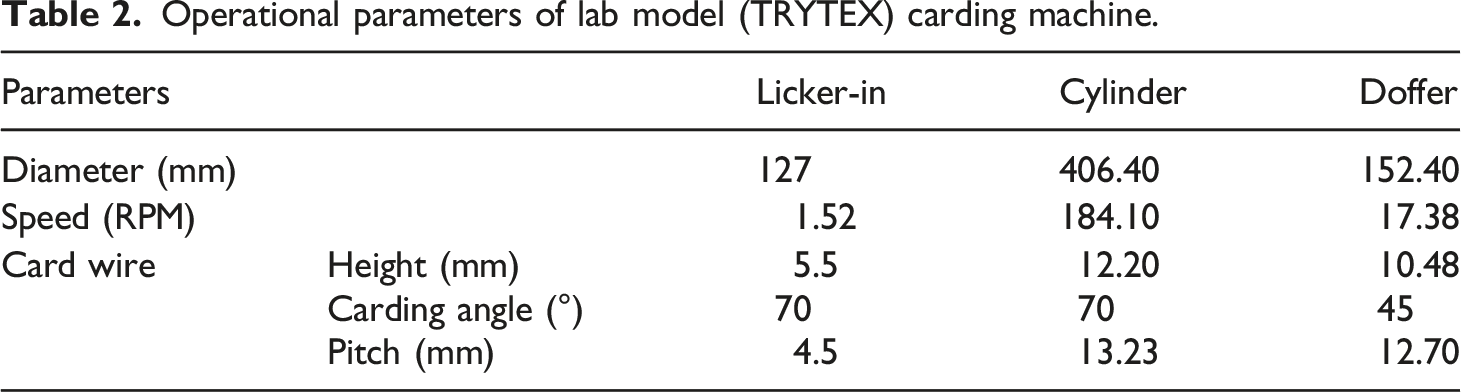
The sun-dried sticky fibre was opened using a carding machine to remove the remaining extraneous substances after cutting into three lengths of 50.8 mm (S), 76.2 mm (M), and 101.6 mm (L) (Figure 1(a) and (b)). Carding was done in a lab model (TRYTEX) machine using the same parameters for individualization of all samples. Preliminary experiments were carried out to find the optimum number of carding passages to obtain fibres with the least amount of sticky fibres. It was observed that the fifth-passage carded (5C) fibres showed the least number of sticky fibres. The uncovered image of the machine is illustrated in Figure 1(c). Table 2 provides the operational parameters used in the carding machine. Photographs of (a) sun-dried sticky fibres were chopped for carding, (b) chopped fibres of definite lengths, (c) different parts of the uncovered carding machine, and (d) carded fibres. Operational parameters of lab model (TRYTEX) carding machine.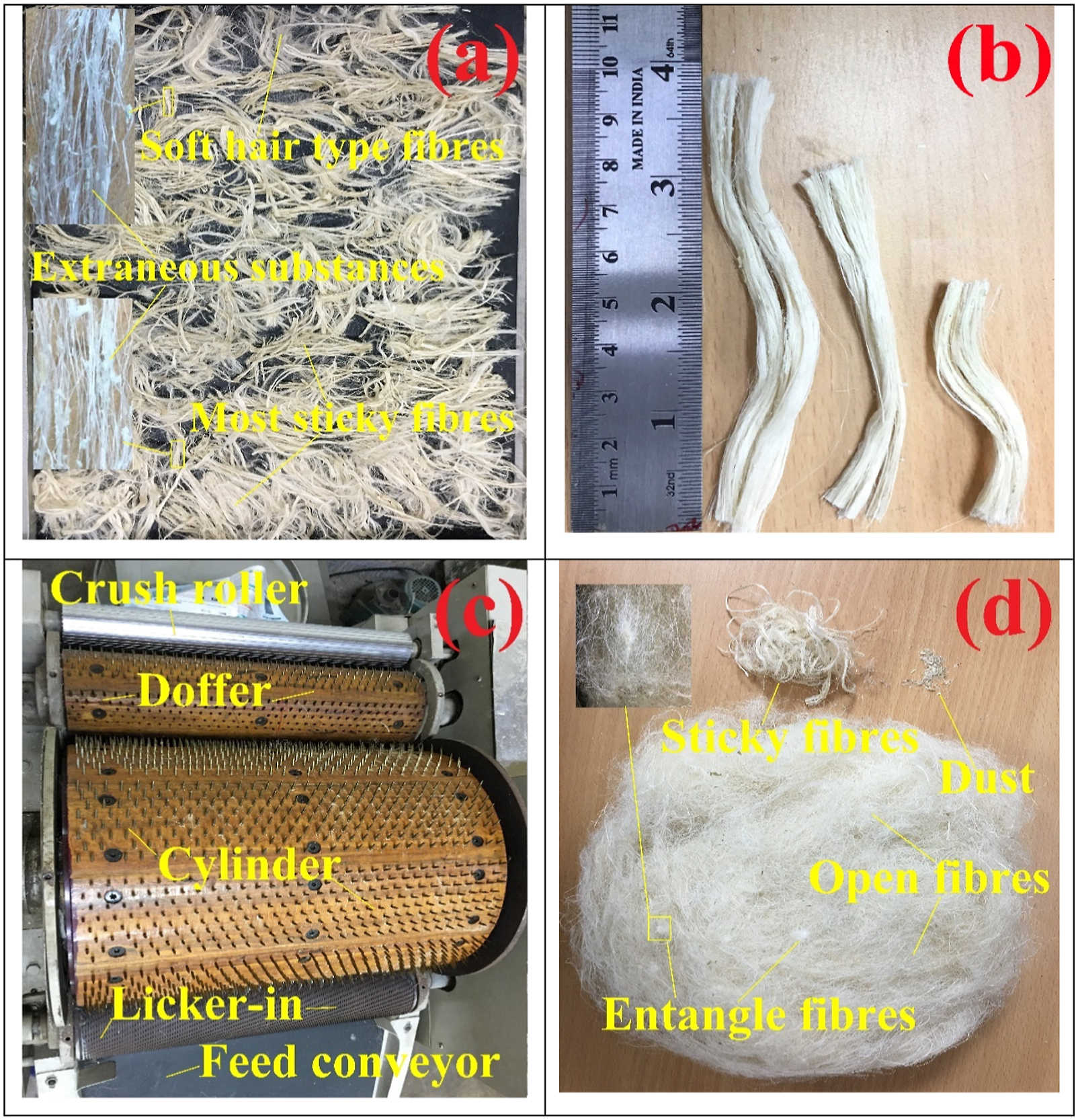
Fibres separated into single strands by the carding action were classified as open fibres, sticky fibres, and dust (Figure 1(d)). The sticky fibres and dust content decreased, and fibre entanglement increased with the increasing number of carding passages.
Methods
Diameter of fibre
A Leica DM 2500 P optical microscope was used to measure the diameter of a single PALF and PP fibres. Images were collected and studied to compare the surface morphology of carded PALF.
Tensile testing of PALF and PP fibres
The tensile properties of single PALF and PP fibres were analysed with an Instron Universal Testing Machine, Model No. 3365, by means of a 50 N load cell at a crosshead speed of 2 mm/min and gauge length of 15 mm, according to ASTM D3822-07.
Thermal performance of PALF and PP
The thermal characteristics (thermogravimetric analysis, TGA; derivative thermogravimetric analysis, DTG; and differential thermal analysis, DTA) of PALF were studied using a computer-controlled TG/DTA 6300 system (EXSTAR 6000, Seiko Instrument Inc., Japan) by maintaining a heating rate of 20°C/min. The thermal analysis (differential scanning calorimeter-DSC and TGA) of PP fibres was performed by means of DSC Q 2000 and TGA Q 500, both from TA Instruments Inc., USA, respectively. The experiments were carried out in a nitrogen medium by changing the temperature at 10°C/min.
Rheological properties of PP fibres
The melt flow index (MFI) of PP fibres (grams/10 min) was evaluated according to ASTM D1238-10 using an MFI tester, IE-111 (International Equipments, Mumbai, India). PP samples were preheated for 240 s at 230°C and forced to pass for 30 s, upholding a 2.16 kg weight. A rheometer was used to measure the melt viscosity of PP fibres (Model: MCR 302 Twindrive, Anton Paar GmbH, Germany). The analysis was conducted at a frequency sweep ranging from 0.1 to 100 rad/s while maintaining a fixed 3% strain rate at 190°C.
FTIR analysis
The attenuated total reflectance (ATR) machine (IR Affinity-1S, Serial No. A221350, SHIMADZU, Japan) was employed to compare the chemical changes of PALF caused due to the carding of fibres having different lengths.
X-ray diffraction analysis of PALF
The X-ray diffractometer (Make: Philips, Model: X’Part3 Powder PANalytical) having a monochromatic CuKα radiation (λ = 1.5406 Å) rotating anode generator operated at an accelerating current of 40 mA under 45 kV voltage was used to determine the crystallinity percentage of PALF in the 2θ range of 10 to 50° with a step width of 0.02°. The crystallinity index (
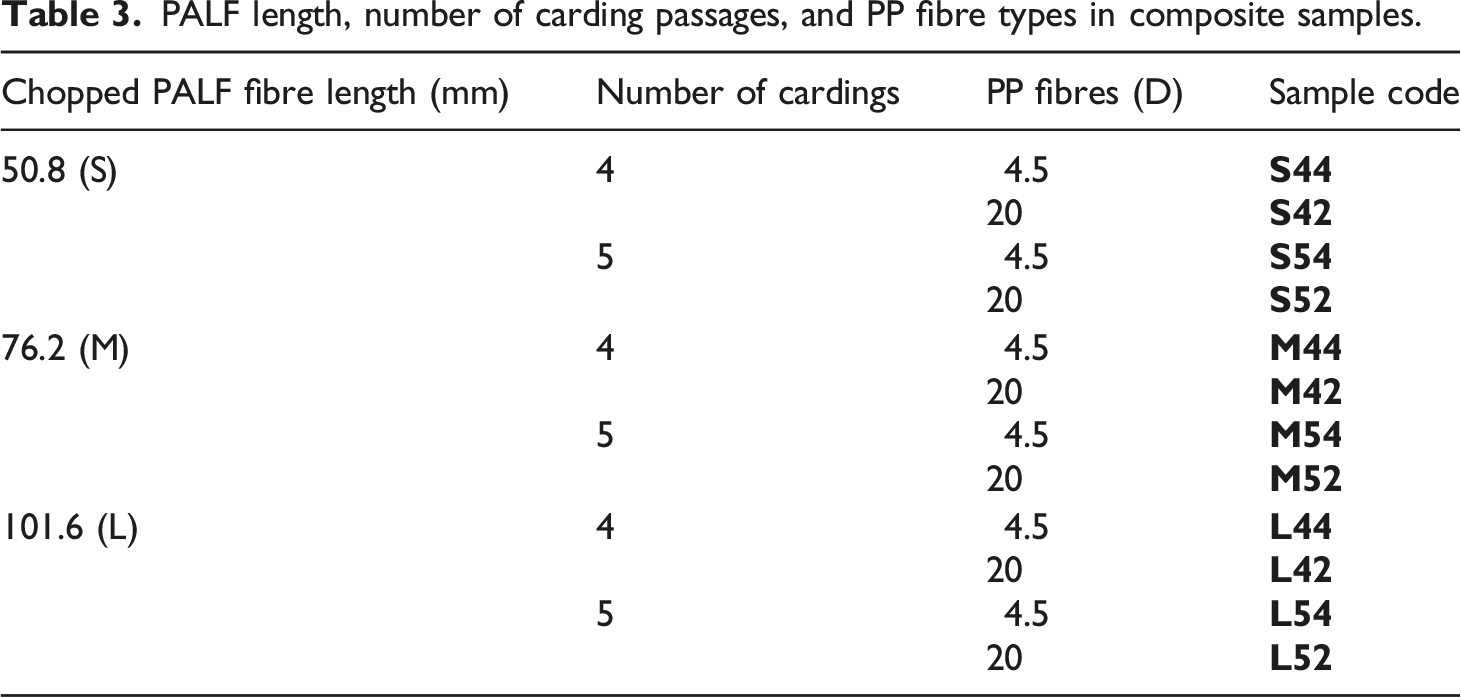
Single PALF-PP droplet composite fabrication
PALF length, number of carding passages, and PP fibre types in composite samples.
Single fibre pull-out test
The SFPT is a popular experimental technique for determining the IFSS of natural fibre reinforced thermoplastic composites.12,32 The characteristics of heterogeneous systems, such as natural fibre reinforced polymer composites, are generally determined by their interface. The single PALF-PP micro-droplet composite's interfacial bonding strength was calculated using the SFPT method (Figure 2). The size of the PP micro-droplet should be such that the fibre can be drawn out without breaking. The embedding length of PALF in PP micro-droplet and the diameter of melted PP micro-droplets were evaluated with an optical microscope (Leica DM 2500 P). The de-bonding force of each sample was measured by using a universal testing machine (50 N load cell) at a testing rate of 2 mm/min and gauge length of 10 mm.
13
Schematic diagram of the single fibre pull-out test configuration.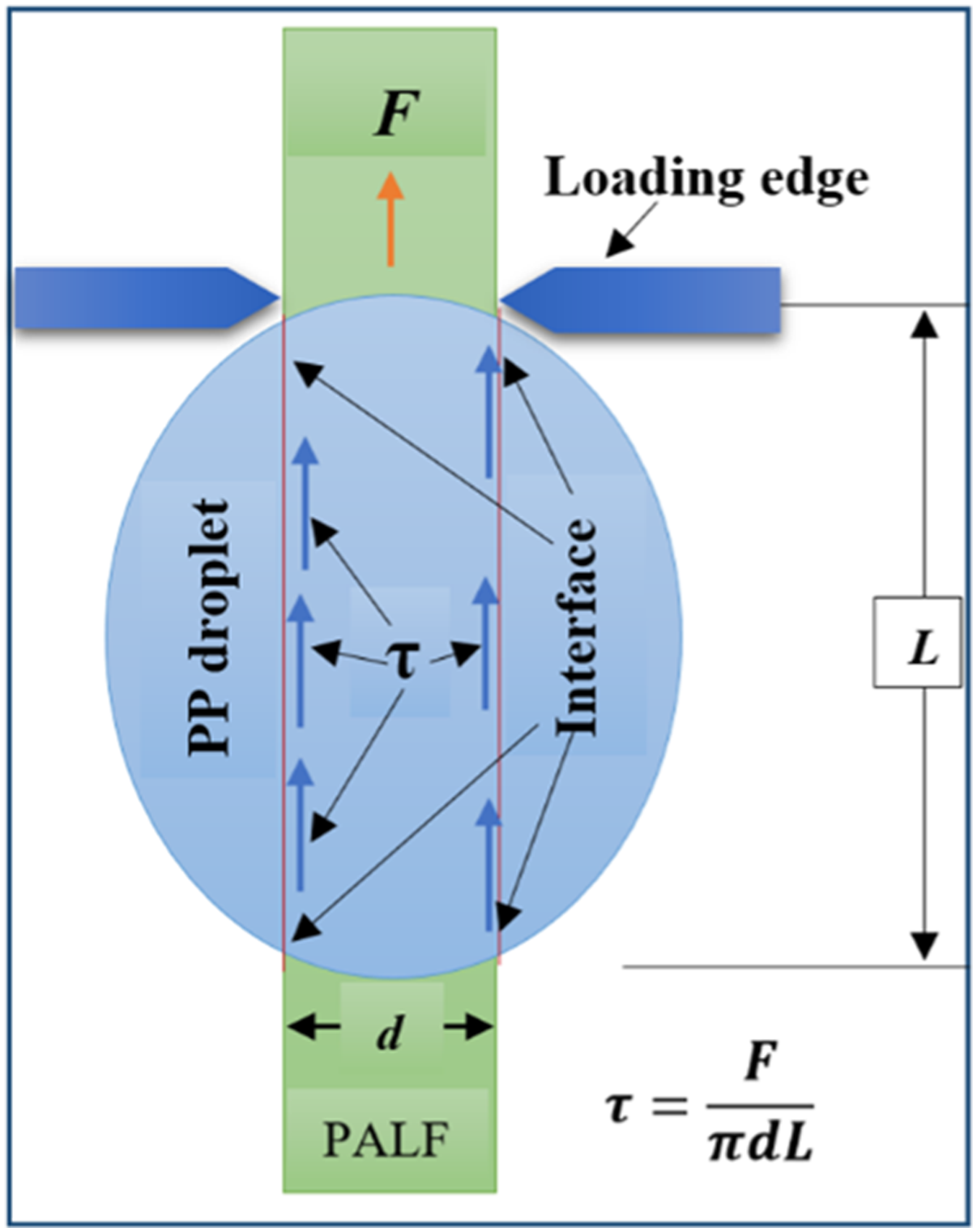
The PP micro-droplet was gripped by a micro vise grip that was adjacent to the loading edges and fixed at the base of the crosshead. The other end of the PALF was coupled to the upper grip for pulling the fibre. By moving the top crosshead upward, the fibre got de-bonded from the PP droplet.
27
The load cell detected the shearing force at the PALF and PP droplet interface while de-bonding process was going on. It was anticipated that there would be a constant shear stress through the whole interface of PALF reinforcement and micro-bonded PP droplets.
12
The interfacial de-bonding strength was measured from the average IFSS (
Surface morphology of PALF and failure surfaces of composites
The influence of carding action on the surface morphology of PALF at the microscopic scale was investigated using scanning electron microscopy (SEM). The surface morphology of sun-dried raw PALF was analysed using the JSM-6490LA, JEOL, Japan, under an accelerating voltage of 5.00 kV at 1.00 K × magnification. The surface of carded PALF fibres and the failure surface of the pulled-out samples were investigated using Zeiss EVO 18 SEM under an accelerating voltage of 20 kV at 1.00 K × and 500× magnification, respectively.
Results and discussion
Characteristics of carded PALF
Removed trash, opened fibre, sticky fibres, and dust present in carded fibres.
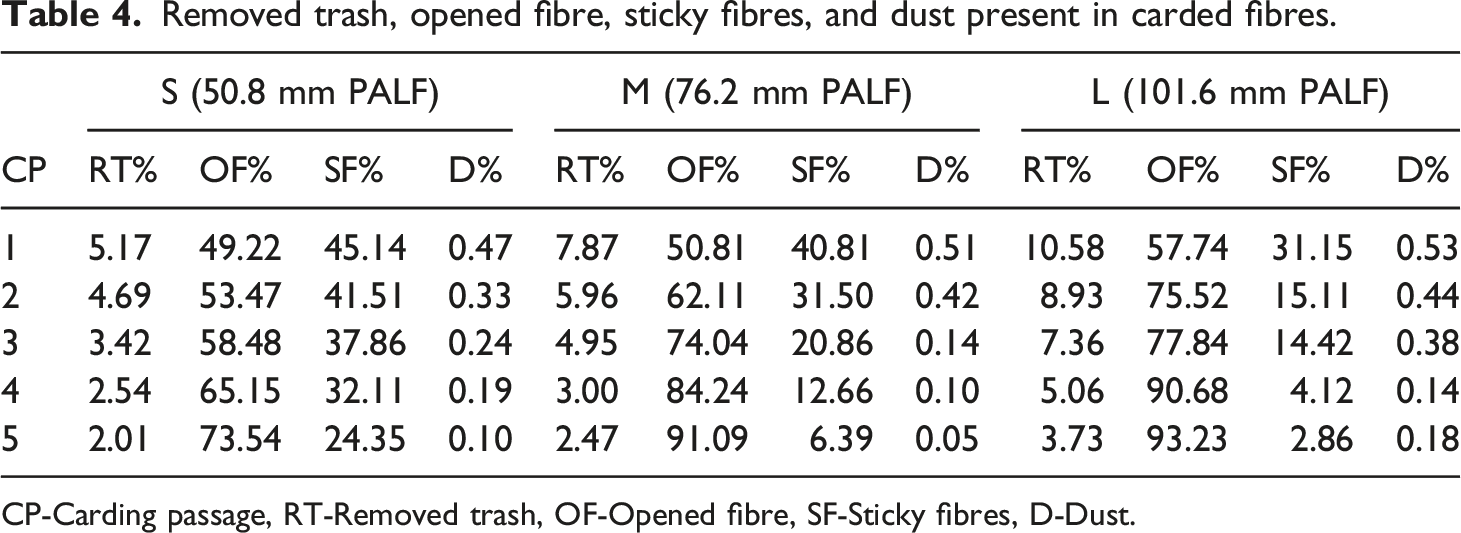
CP-Carding passage, RT-Removed trash, OF-Opened fibre, SF-Sticky fibres, D-Dust.
At the initial stages of carding, the removal of trash content was higher. The remaining sticky fibres in sliver also decreased with the increase in carding passage. There was negligible amount of neps and entangled PALF in carded fibres. The longest cut-length fibre (L) had the highest surface for carding action, which helped to increase the individualization of PALF. The fibres became cleaner with the higher number of carding passages, but the fibre breakage also increased. Therefore, the amount of short fibres increased with the carding passages.
Fibre distribution in carded sliver
The length distribution analysis of carded PALF was done manually. The typical length distribution and the fractional weight of the carded PALF present in sliver are shown in Figure 3 and Table 5, respectively. Typical length distribution of fourth carding passaged (a) 50.8 mm (S), (b) 76.2 mm (M), and (c) 101.6 mm (L) cut-length PALF. Length distribution and weight fraction of carded fibres. LD-Length distribution, WF-Weight fraction, 4C-Fourth carded, 5C-Fifth carded.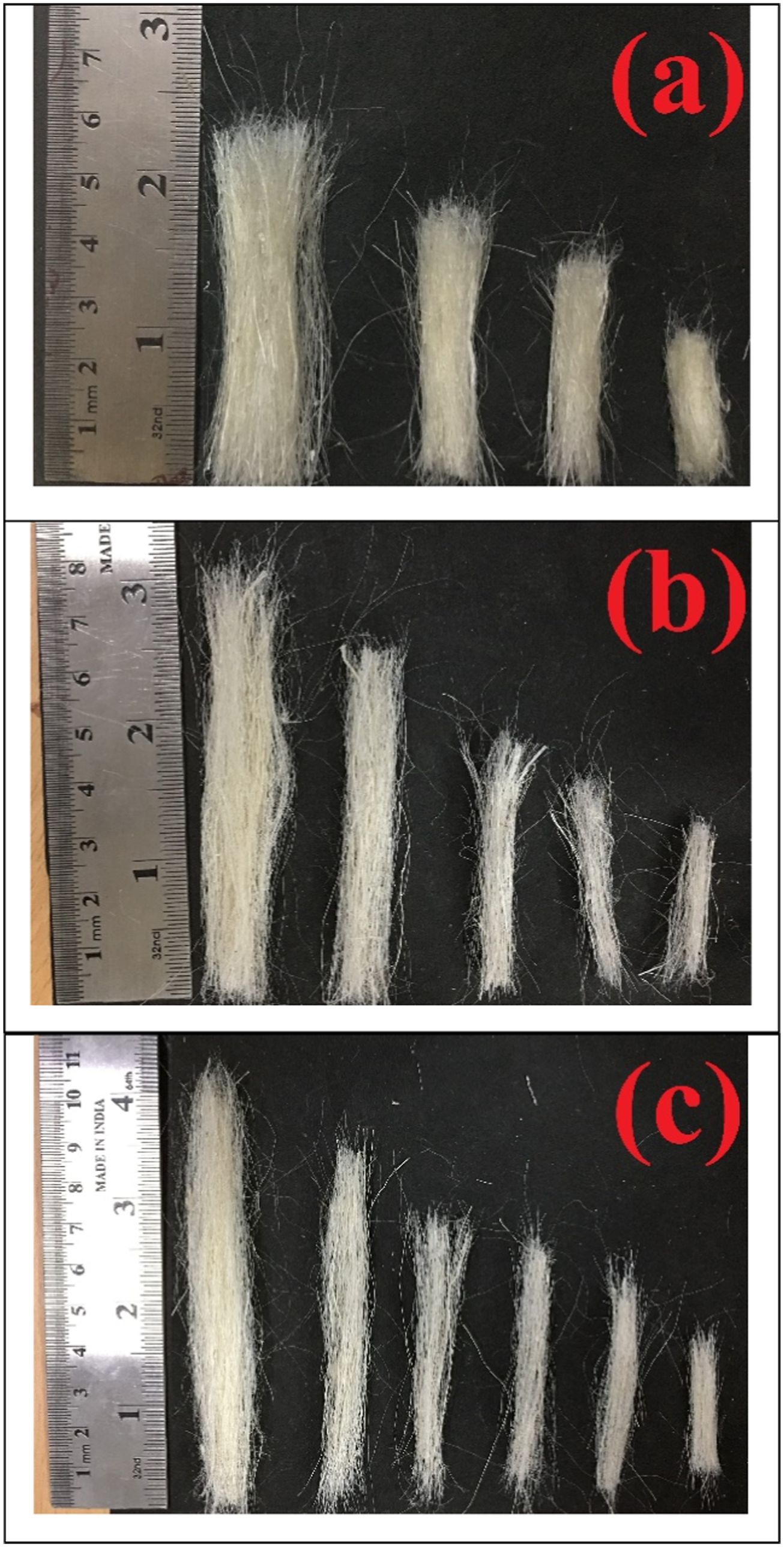
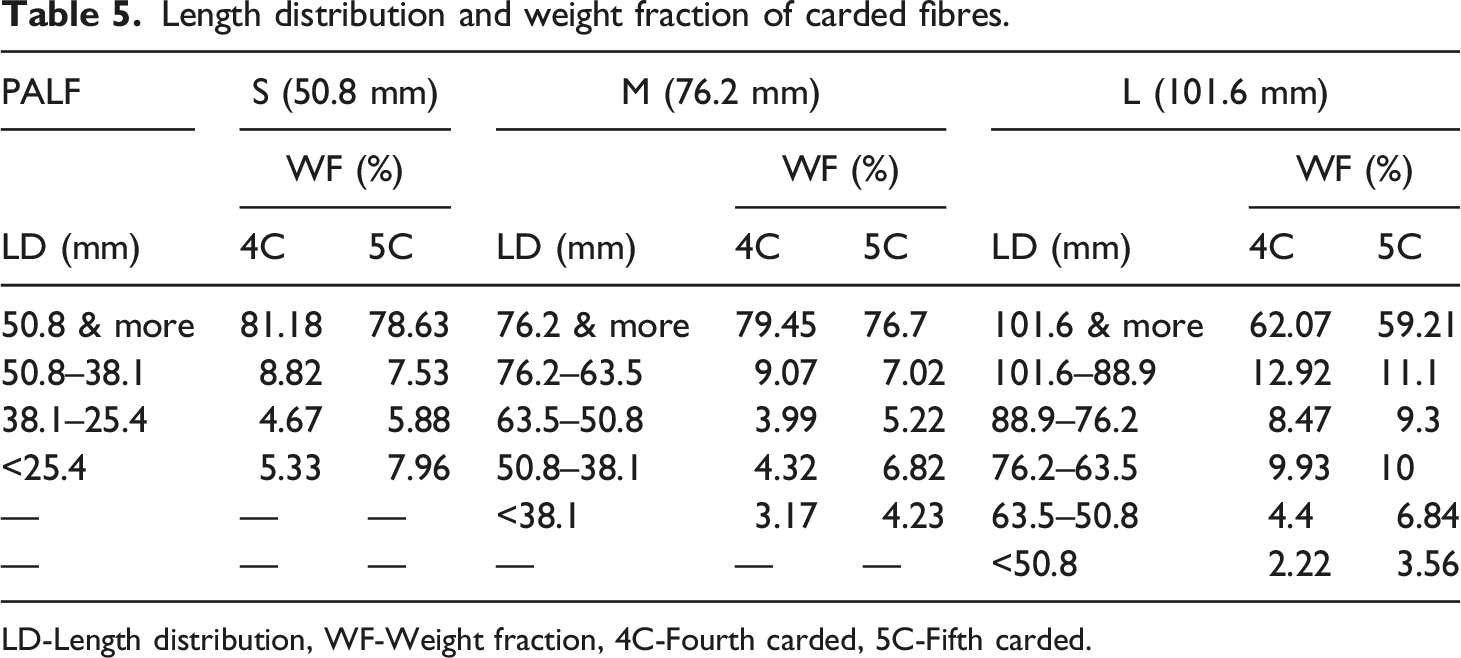
Some longer fibres than the cut-length were seen in carded fibres due to the straightening of residual crimps in the raw PALF bundle. The presence of short fibres increased with the number of carding passages and the cut-length of PALF. The carding action separated the PALF by removing the extraneous substances from the fibre bundle. Therefore, some fibres broke into smaller lengths, thereby increasing the amount of short fibres with an increase in the number of carding passages. In both fourth and fifth passage carded slivers, the amount of longer fibres was less in the case of the longest cut-length (101.6 mm) PALF than that present in the the shorter (50.8 mm) and medium (76.2 mm) cut-length fibres. This indicates that the shorter cut-length fibres had less fibre breakage during the carding process than the longer or medium-cut-length fibres (Table 5).
Properties of PALF and PP fibres
PALF and PP fibre properties.
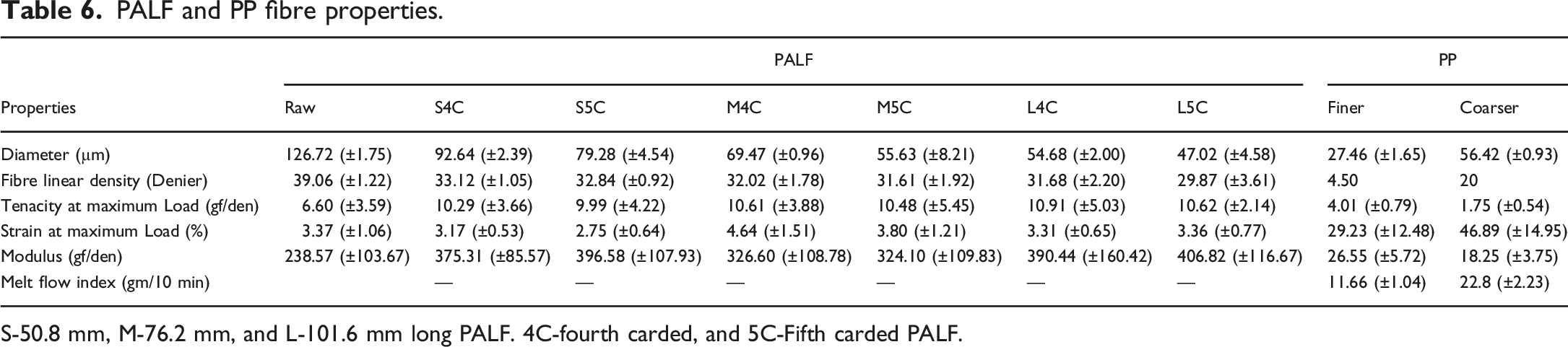
S-50.8 mm, M-76.2 mm, and L-101.6 mm long PALF. 4C-fourth carded, and 5C-Fifth carded PALF.
Comparing the results of fourth and 5th carding passages, it can be commented that the number of carding passages did not show any significant effect on the tenacity and modulus of PALF, as can be observed in Table 6. However, the carding process improved the tensile properties of raw PALF significantly. The fourth carded 101.6 mm cut-length PALF showed the maximum average tenacity of 10.91 gf/den, which was 65.30% higher than the raw fibre. Also, the linear density and diameter of raw PALF decreased with an increase in the number of carding passages. The improvement of tensile properties due to the carding process could be attributed to the removal of low strength amorphous materials from raw PALF. As the long fibre had a higher surface during the carding action, a greater amount of extraneous substances were removed, and the fibres were individualized properly. Therefore, the physico-mechanical properties of the longest cut-length PALF were the best. The tensile properties improved until the fourth carding passage, and further carding actions did not show any significant influence on tensile strength and modulus. 33
The mean tensile properties of the carded PALF were higher as compared to other types of physically and chemically modified PALF.3,8,29,34 In a related investigation, it was noticed that different levels of alkali treatment changed the PALF's fineness and tenacity.
35
In another study, after fibre surface modification, the tenacity, modulus, and strain were found to be 2.7–6.9 g/den, 115–308 g/den, and 3–5%, respectively.
34
Higher concentrations of chemical modification may more effectively eliminate non-cellulosic materials, but they may also lower the tensile performance by breaking down the ligno-cellulosic parts, splitting the fibre surface, and thickening the cell wall.
29
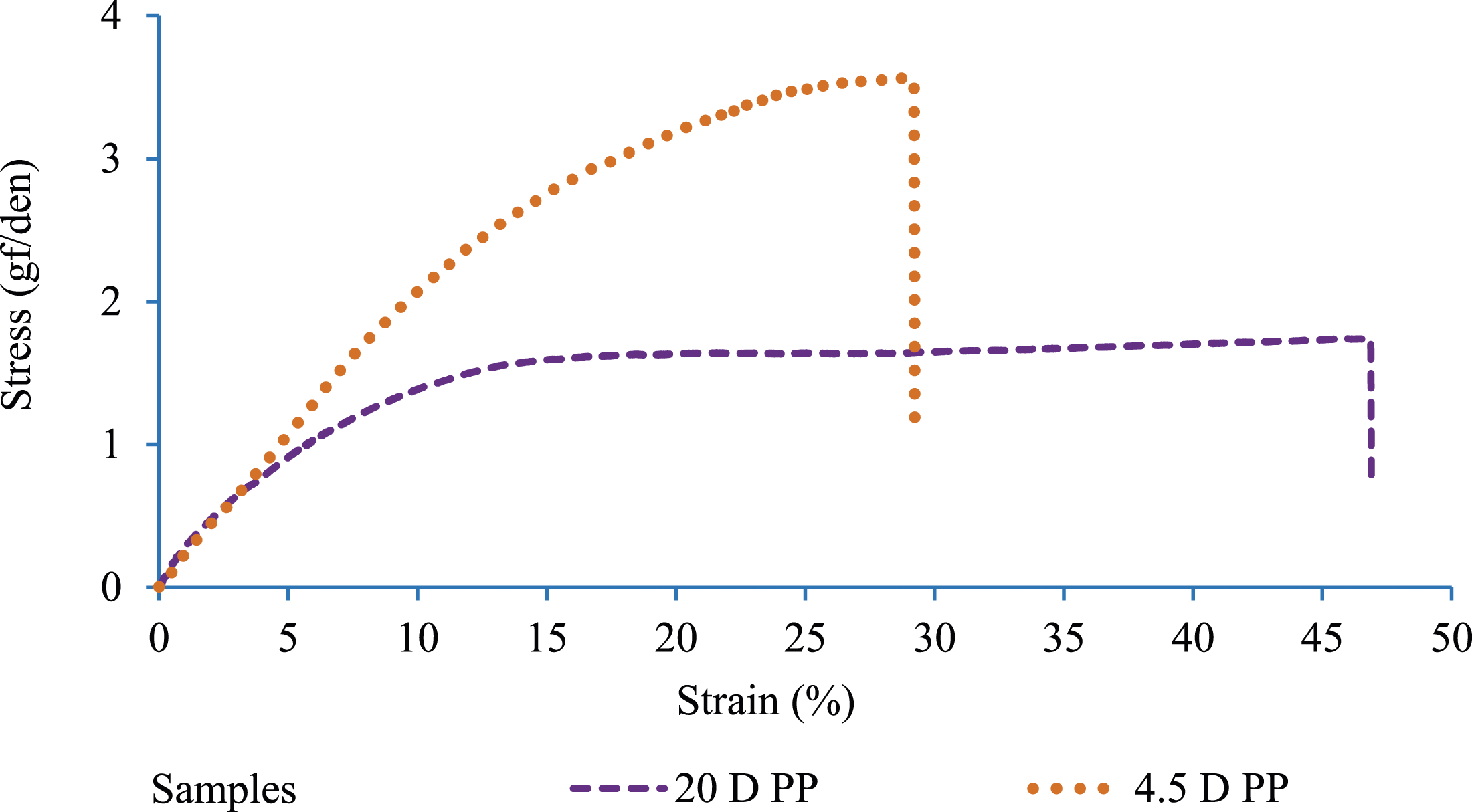
The stress-strain curves of PALF and PP fibres are presented in Figures 4 and 5, respectively. It was evident from the stress-stain curve of PP fibres that the coarser PP fibres had a higher strain (46.89%) and lower tenacity (1.75 gf/den) than the finer PP fibres. The melt flow index (22.8 gm/10 min) of the coarser PP fibre was also higher than the finer PP fibre. Stress-strain curve of raw and carded PALF. Stress-strain curves of PP fibres.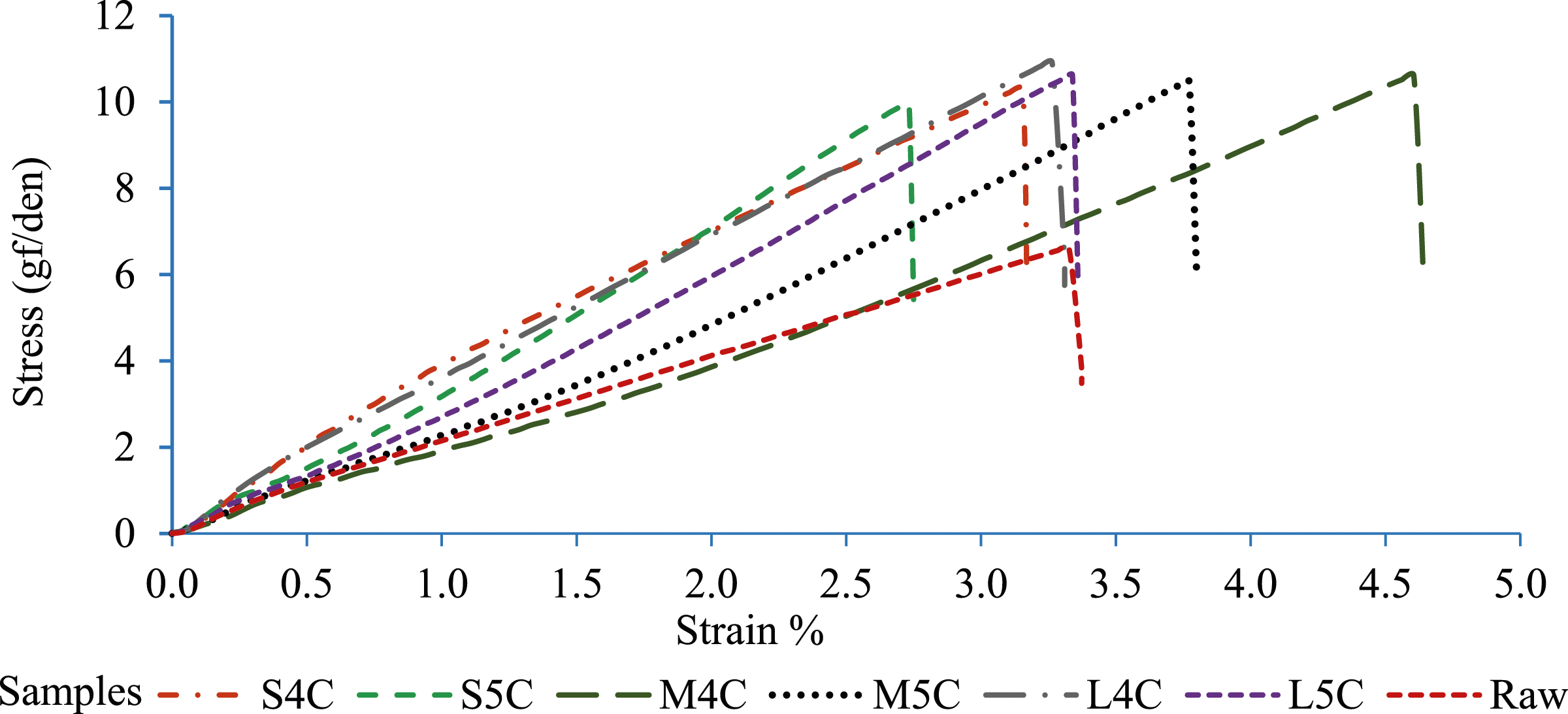
Surfaces of PALF and PP fibres
The raw PALF bundle was divided into three sections: the bottom part was softer, the middle part was sticky due to the presence of gummy substances, and the top part was fine and hairy (Figure 6(a)). The raw fibres were almost round in cross-section as the fibrils are bound by inter-fibrillated materials (Figure 6(b) and (c)). The microscopic views of finer (4.50 D) and coarser (20 D) PP are presented in Figure 6(d) and (e), respectively. Photographs of (a) full-length sun-dried PALF, (b) microscopic view of raw PALF, (c) SEM of PALF; microscopic view of (d) finer PP (4.50 D), and (e) coarser PP (20 D).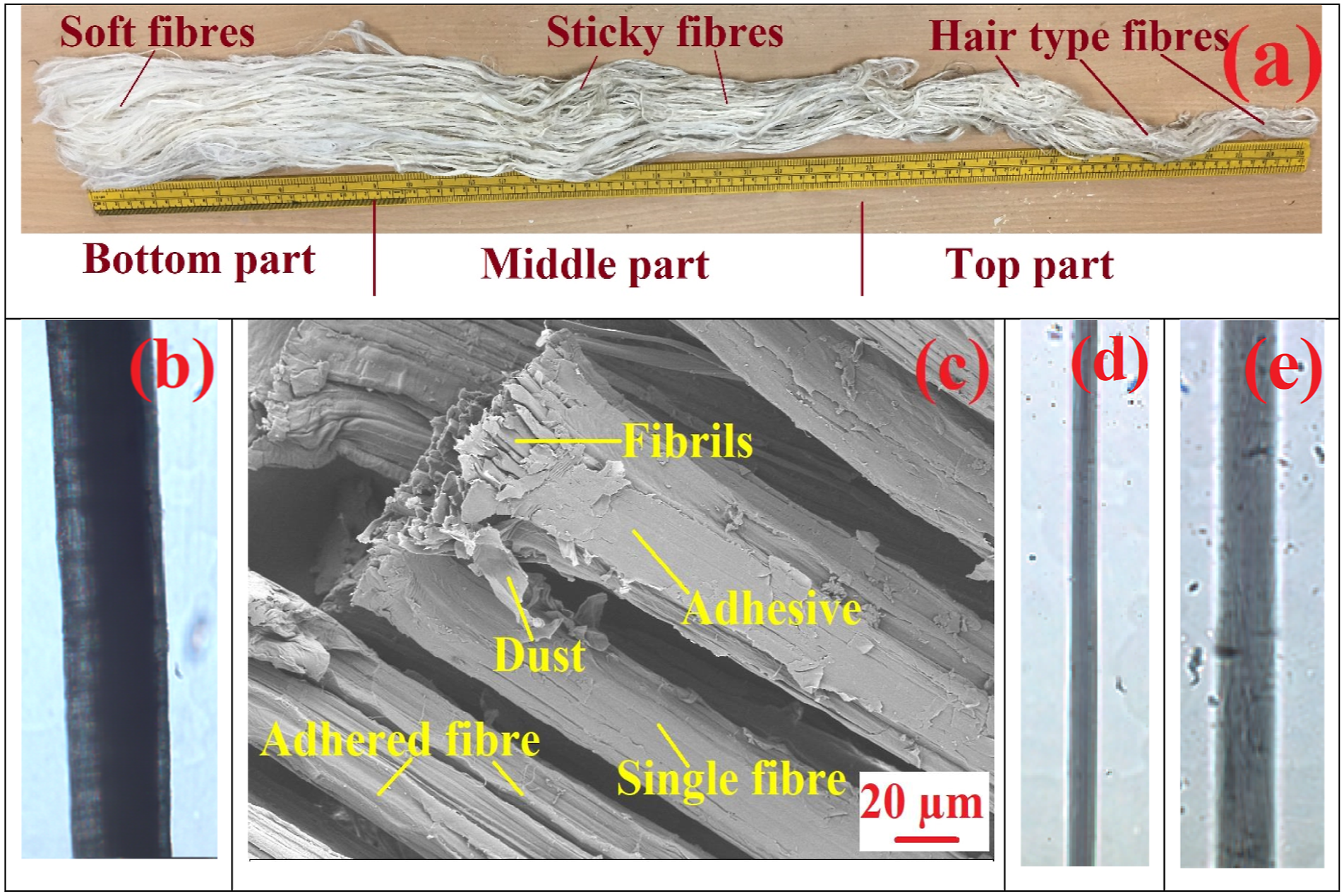
The amount of extraneous substances on PALF surfaces decreased as the number of carding passages increased and the fibre surface became rougher (Figure 7(a)–(f)). The fibre surface of longer cut-length fibres was rougher than that of the medium and shorter cut-length PALF due to superior carding action. This outcome was probably due to the removal of lignin and hemicellulose from the PALF. The absence of these substances caused formation of cavities on the PALF surface, which could assist in creating an anchor between the matrix and reinforcement in the composites.
8
Therefore, the fifth passage carded fibres exhibited a rougher surface as compared to fourth passage carded fibres (Figure 7). Similar results have been reported for the chemical surface modification of other natural fibres also.
33
Microscopic surfaces of PALF (a) 101.6 mm cut-length fourth carded (L4C), (b) 101.6 mm cut-length fifth carded (L5C), (c) 76.2 mm cut-length fourth carded (M4C), (d) 76.2 mm cut-length fifth carded (M5C), (e) 50.8 mm cut-length fourth carded (S4C), and (f) 50.8 mm cut-length fifth carded (S5C).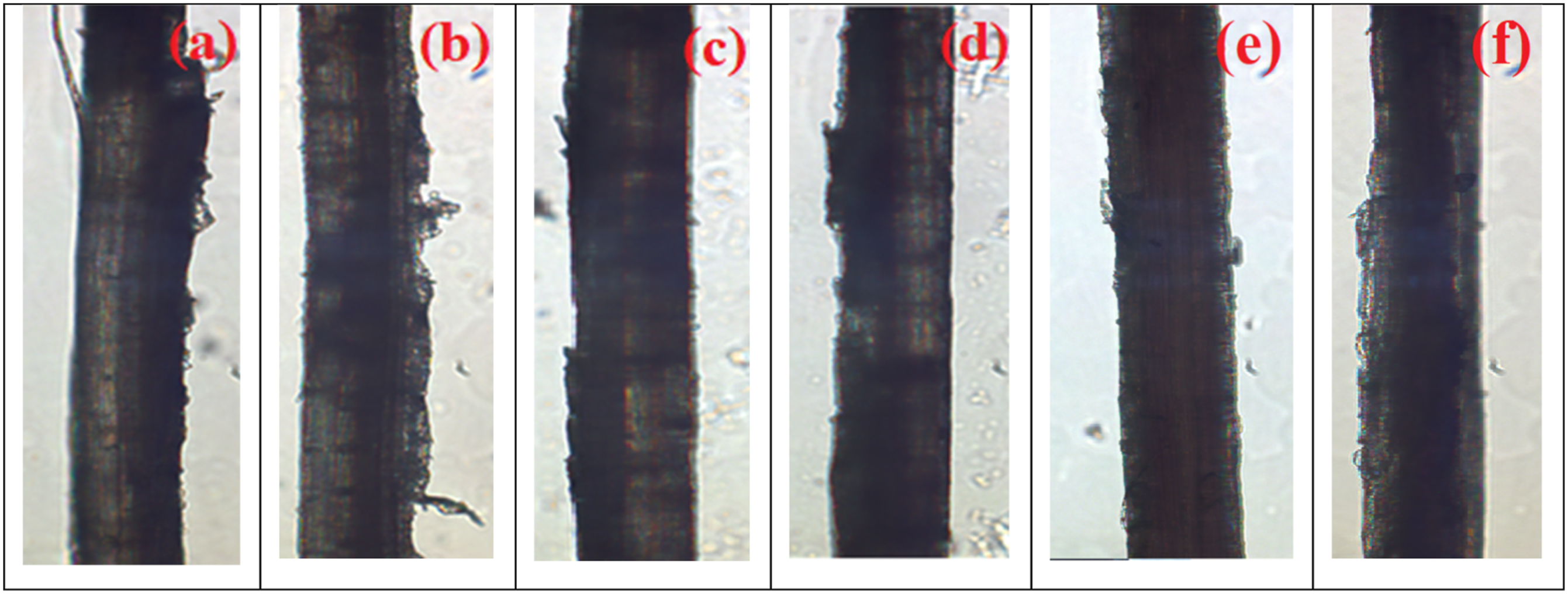
Surface morphology of carded PALF
SEM was used to analyse the surface morphology of fibres for a visual assessment of carding effect. According to the SEM images of raw (Figure 6(c)) and carded PALF (Figure 8(a)–(f)), it is clear that the carding action increased the surface roughness of PALF by eliminating the remaining non-cellulosic components. Leaf epidermal tissue fragments were visible on the surface of raw fibres (Figure 6(c)). The amount of extraneous materials decreased with the increased number of carding passages. The results of the linear density measurement provided a strong evidence that the carding action also reduced the PALF diameter by removing extraneous materials from the surface. Comparing the fourth and fifth passage carded fibres, it is revealed that the fifth passage carded fibres were more separately arranged inside the bundle, whereas the fourth passage carded fibres were highly organised, giving them a firm and compact appearance. SEM of PALF- (a) S4C, (b) S5C, (c) M4C, (d) M5C, (e) L4C, and (f) L5C.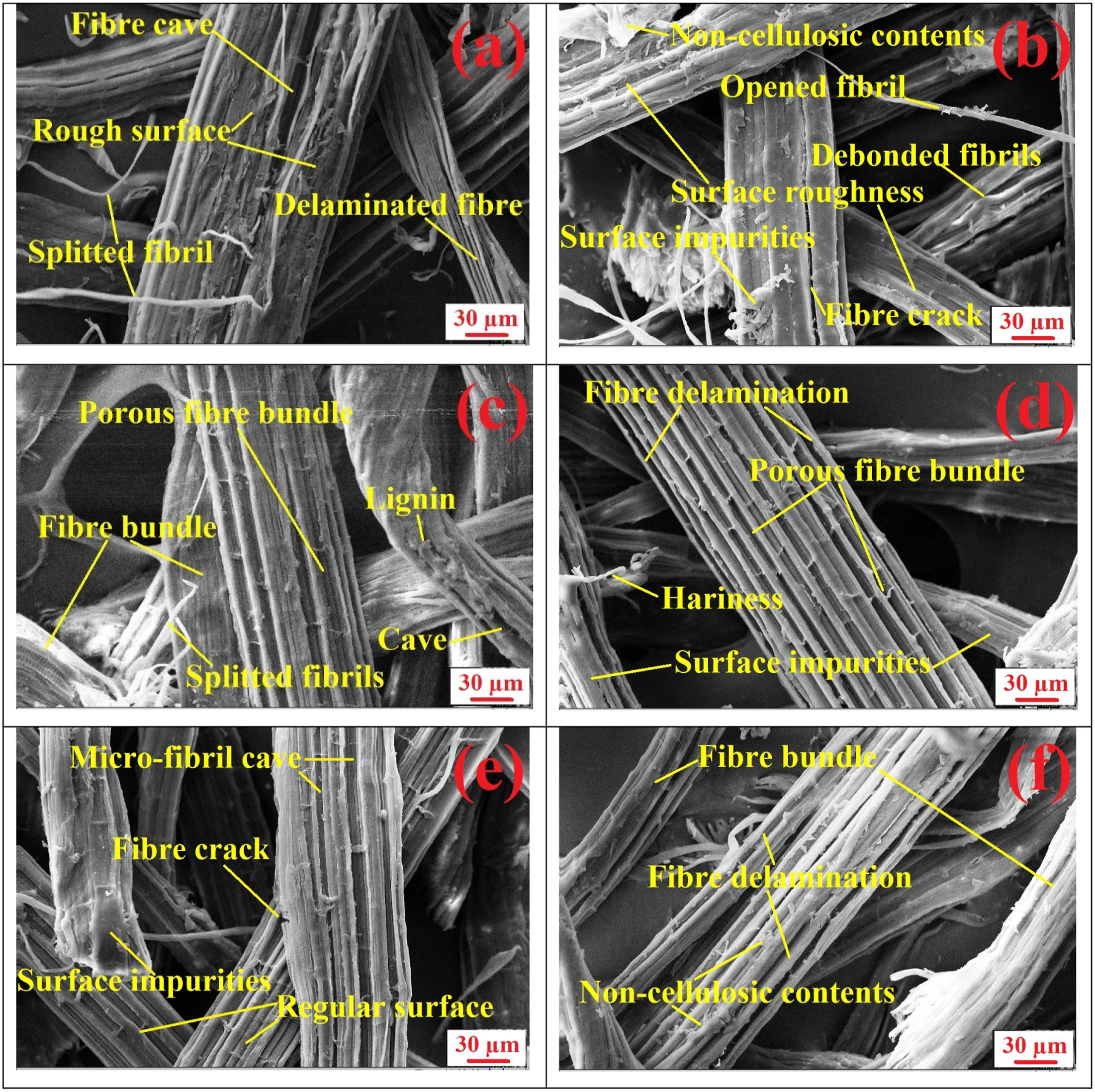
The carding action eliminated the hemicellulose and lignin that make up the inter-fibrillar materials. The interfacial interlocking between the PALF and the PP droplet may be improved by removing extraneous substances such as cuticles and waxy materials from the fibres. The partial removal of lignin and hemicellulose led to formation of cavities in the fibres, enhancing the bonding between the fibres and the matrix. The same findings were also reported in the chemical treatments of ligno-cellulosic fibres such as hemp,36,37 kenaf, 8 coir,29,38 and PALF.8,29
FTIR analysis of PALF
Most of the peaks in the FTIR spectra of carded PALF and other kinds of lingo-cellulosic fibres were almost identical and have the same range of wavenumbers.
39
The peaks in the spectra showed that most of the extraneous substances in the carded PALF have been removed. The major peaks, wave number and corresponding bonds (Figure 9) are summarised in Table 7. FTIR spectra of PALF having different lengths and after different number of carding passage.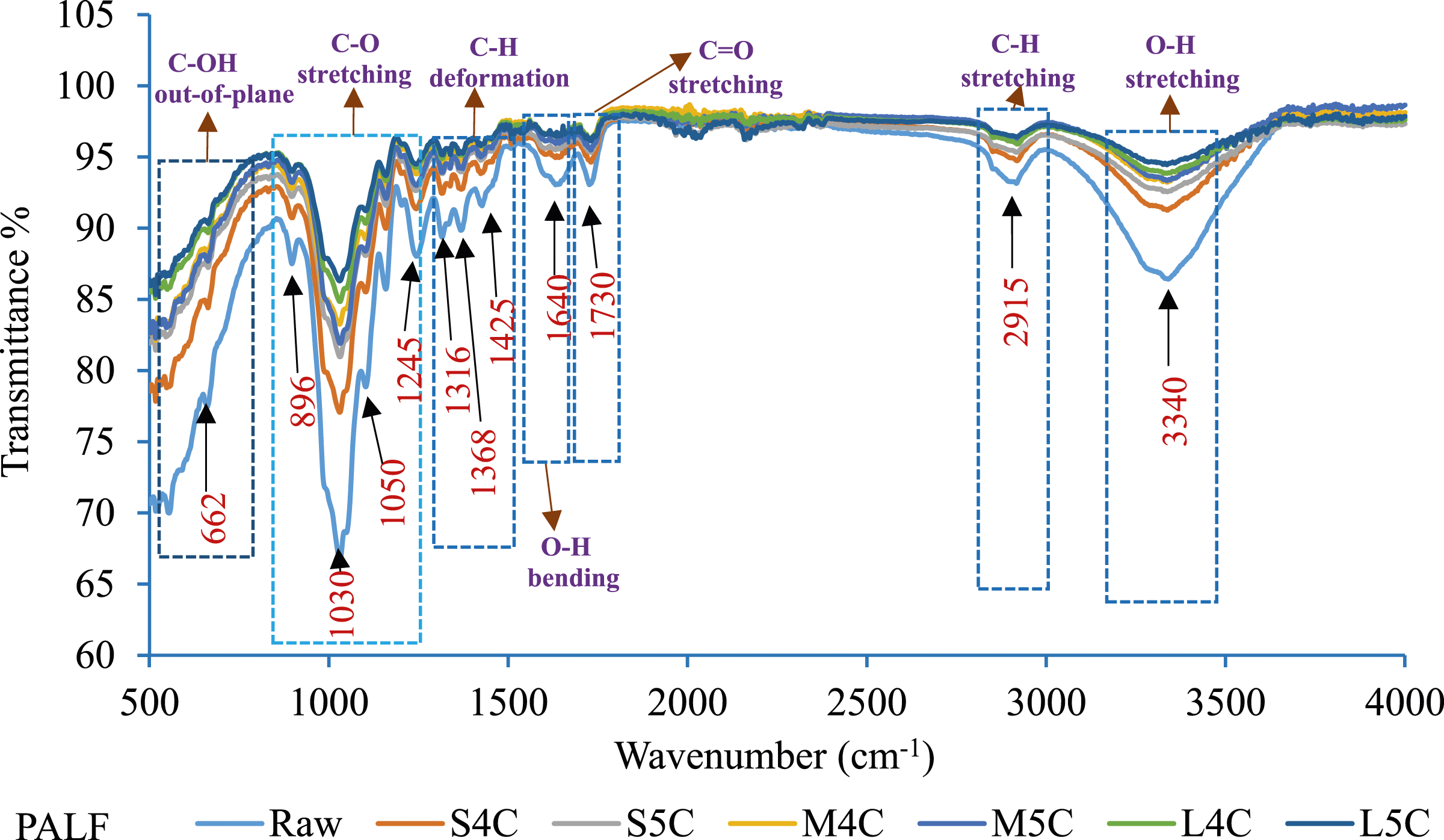
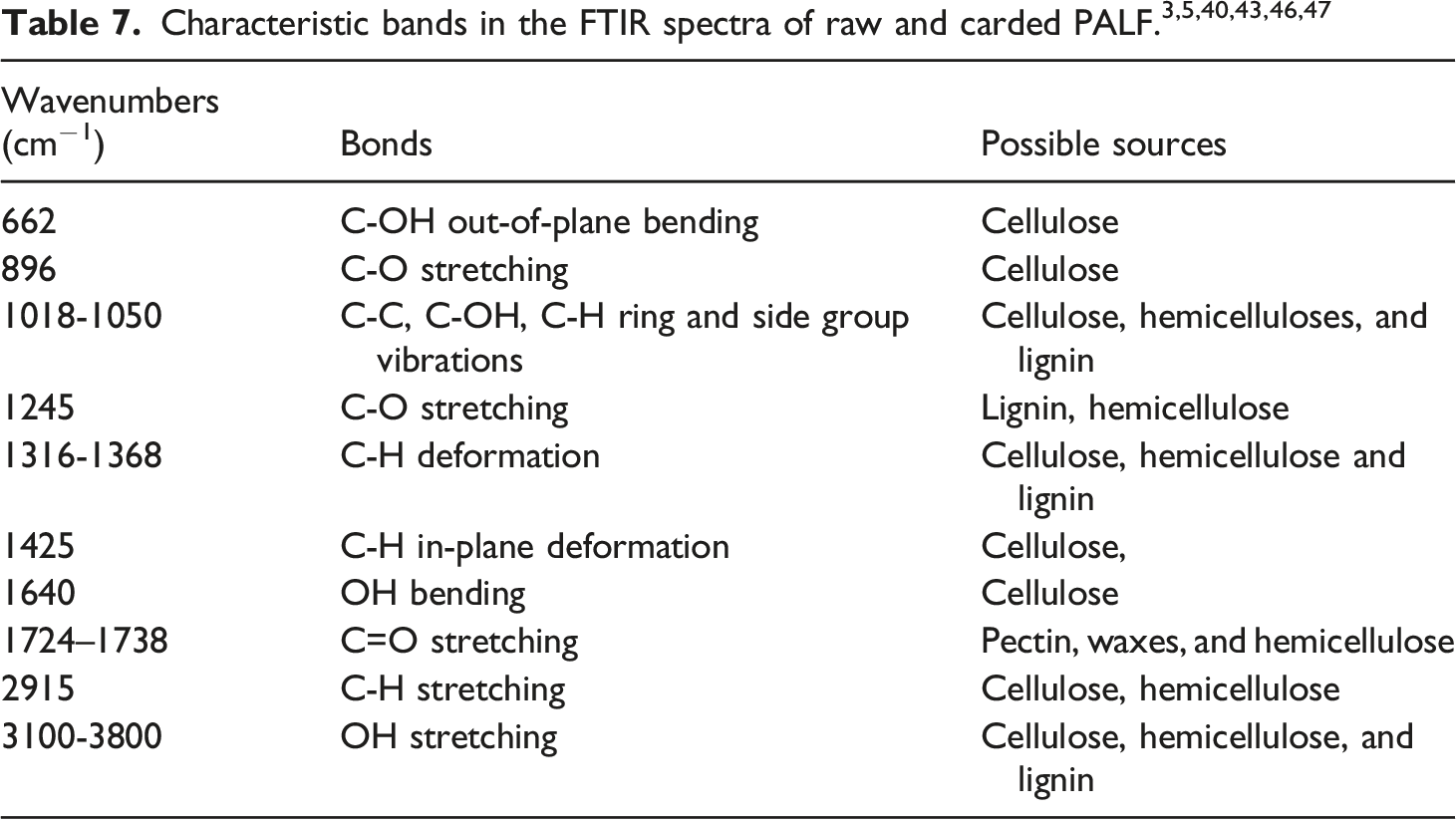
The peaks around 662 and 896 cm−1 were due to the C–OH out-of-plane bending and COC, CCO, and CCH deformations, respectively, in cellulose. 40 The sharp peaks at around 1030 and 1050 cm−1 were attributed to C-O stretching in cellulose, hemicelluloses, and lignin, as well as aliphatic C-H deformation of cellulose and hemicellulose at around 1316 cm−141,42 The band intensity at 1245 cm−1 was due to the C-O stretching of the acetyl group in hemicellulose. The excess pectin is indicated by the peaks between 1680 and 1600 cm−139 In-the-plane C-H deformation in cellulose, hemicellulose, and C-H in-plane deformation in cellulose are shown by the bands at 1368 and 1425 cm−1, respectively. 40 In carded PALF, the weaker intensity of a peak at 1640 cm−1 indicates the -COOH group elimination of pectin. 3 The peak at 1730 cm−1 could be caused by the ester groups of the remaining hemicelluloses or by the ester linkage of the carboxylic group in lignin. 36 This peak was almost lost when OH groups of lignin and hemicellulose were removed from the fibre surface. 43 The pick at around 2915 cm−1 specifies the C–H stretching of cellulose and saturated alkane of wax.5,44 Another study shows that the sharp band at 2915 cm−1 is caused by the C-H stretching of methyl and methylene groups in cellulose and hemicellulose. 45
With an increase in carding passages, it was found that the peaks observed in the range of 3100 to 3800 cm−1, caused by the OH stretching vibration of intra- and intermolecular H-bonding in cellulose, hemicellulose, and lignin molecules, decreased noticeably due to the removal of extraneous substances from PALF. 46 A wide peak at 3340 cm−1 was observed in the spectra, which corresponds to the hydroxyl groups of cellulose and hemi-cellulose. 48
It can be noted that the intensity of these characteristic peaks in the spectra was lower in the carded PALF due to the removal of lignin and hemicellulose. These observations further support that extraneous substances were eliminated after the carding process. The same results were also obtained due to chemical treatments on cellulosic fibres. 49 As the hemicellulose was reduced, the concentration of the specific groups decreased, and the peak intensity gradually decreased. 46 This was also observed when alkaline treatments were used to remove extraneous substances from the ligno-cellulosic fibres. 49
XRD analysis of PALF
Crystallinity (%) of raw and carded PALF.

The crystallinity of carded PALF was similar to that of chemically treated PALF fibres (65.9, 67.4, 75.6, and 71.6%) treated with 1, 3, 6, and 9% (wt/wt) NaOH for 1 h at 26°C, respectively. 30 However, the achieved crystallinity after the carding process was lower than that obtained (83.7, 85.5, and 82.7%) in case of fibres subjected to stronger chemical treatments such as when treated with 8% (w/v) NaOH for 24 h, steam-exploded under a pressure of 18 kgf/cm2 at 210°C for 5 min followed by a treatment with 8% (w/v) NaOH for 24 h, 50 and hydrolyzed with 3.5 M HCl at 50°C for 12 h, then washed to achieve a neutral pH, followed by further hydrolyzation with 7.5 M HCl at 50°C overnight, respectively. 51
Thermal analysis of PALF and PP fibres
DSC and TGA of two different PP fibres used in this study were carried out to analyse the melting and thermal degradation behaviours. DSC of 4.5 D and 20 D PP fibres indicates that these fibres had melting temperatures (Tm) of 170.41°C and 164.26°C, respectively. TGA of 4.5 D and 20 D PP fibres suggests the decomposition temperature range of 300 to 430°C for the almost whole weight loss, as presented in Figure 10. Thermal degradation curves of PALF and PP fibres.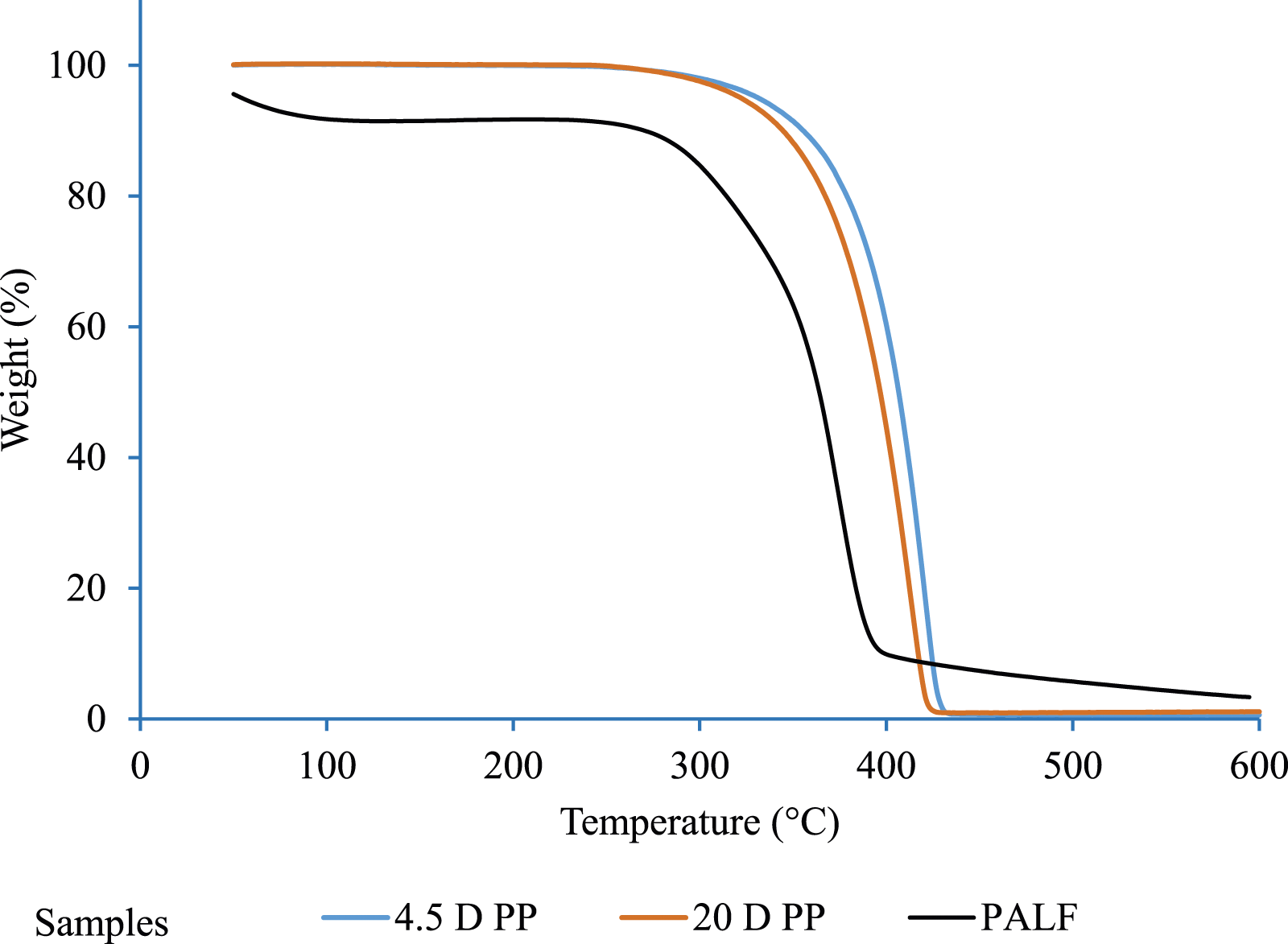
TGA was conducted to study the degradation of PALF at high temperatures so as to select the most suitable temperature range for composite manufacturing processes (Figure 10). The weight was initially reduced by 4% in the temperature range of 50 to 100°C, which was mostly caused by the elimination of residual moisture in PALF. The second stage involves a rapid decrease in weight of about 89% at a temperature range of 250°C to 400°C owing to the degradation of hemicellulose, cellulose, lignin, and other complex structures in PALF. The third stage of decomposition started from 400°C to 600°C due to the breakage of strong linkages and other aromatic rings containing various branches present in PALF.27,29
Rheological properties of PP
The complex viscosity, storage, and loss moduli of 4.5 D PP fibres were comparatively higher than those of 20 D PP fibres. The complex viscosity was at its maximum at 0.1 rad/s and has started to decrease steadily in both cases. The complex viscosity of 4.5 D and 20 D PP fibres decreased from 3765.70 Pa.s to 572.84 Pa.s and from 997.89 Pa.s to 269.14 Pa.s respectively, from 0.01 to 100 rad/s angular frequency. The storage and loss moduli were both at their minimum at 0.1 rad/s and then started to increase steadily in both cases. The storage modulus of 4.5 D and 20 D PP fibres increased from 23.66 Pa to 35363 Pa and 5.86 Pa to 16975 Pa, respectively. The loss moduli of 4.5 D and 20 D PP fibres increased from 375.83 Pa to 45066 Pa and 99.617 Pa to 20886 Pa, respectively. The storage modulus (G’) and loss modulus (G”) of a material reflect its capacity to store and release energy during heating, respectively. Polymer molecules need adequate thermal energy to become mobile in order to flow easily. As a result, the mobility of PP’s polymer chains has a significant impact on melting. A decrease in the melt's free volume caused by high hydrostatic pressure should be accompanied by an increase in the viscosity. The mobility of PP molecules during melting will also become more constrained as the free volume is reduced. 52
Interfacial shear strength of PALF reinforced PP micro-bonded composites
The PP micro-bonded droplet was almost round in shape, and the average embedded length of the carded PALF in micro-bonded droplets was 623.54 µm, as presented in Figure 11. Typical microscopic image of PALF reinforced PP micro-bonded composite used for the single fibre pull-out test.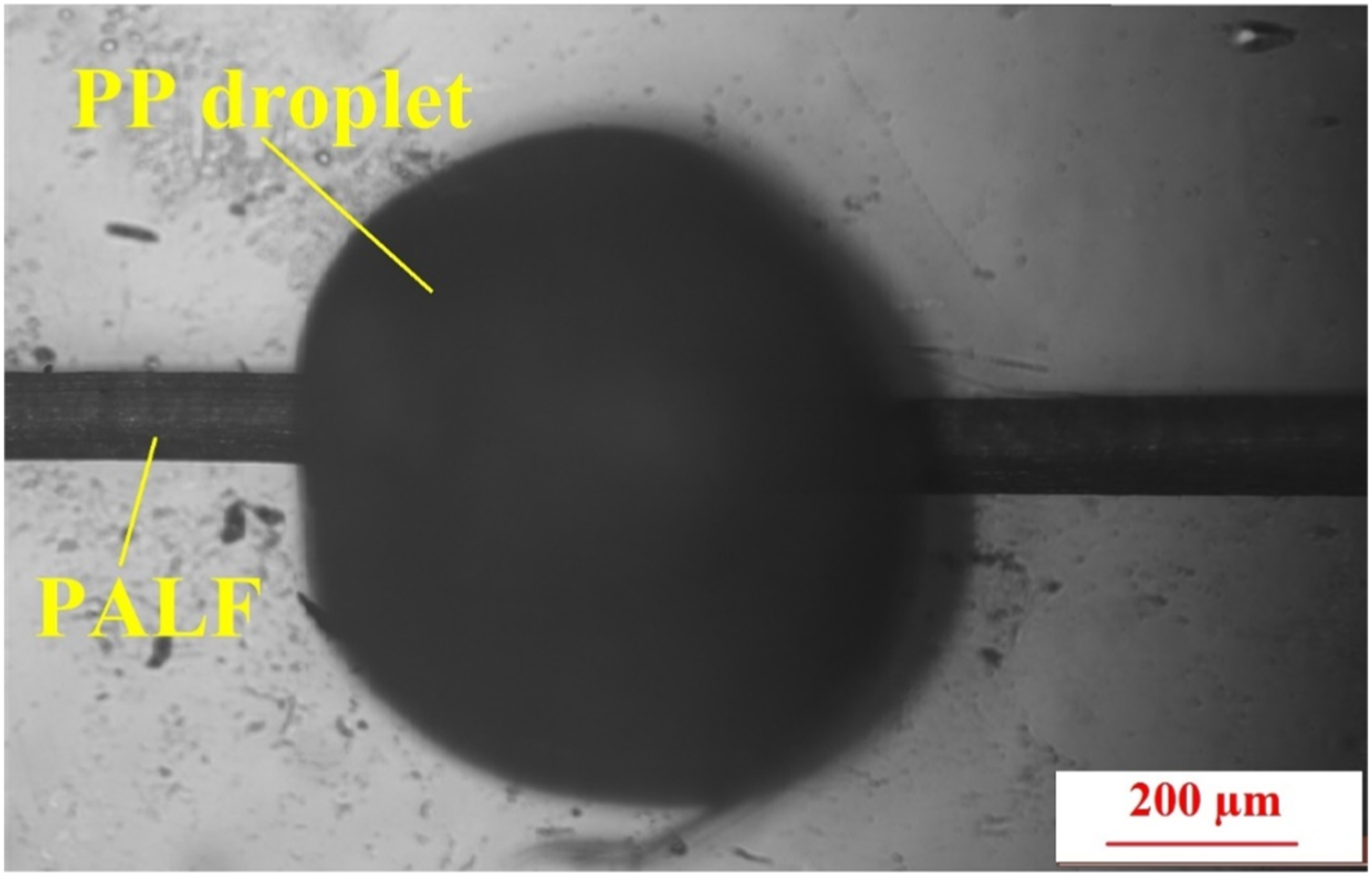
A typical SEM image of the post-tested sample is shown in Figure 12(a). The failure surface of the pulled-out fibre showed the evidence of resin fracture without fibrillation and indicates a strong interfacial adhesion. SEM analysis of the pulled-out sample confirmed that the micro-bonded PP had no significant internal cracks other than the anticipated interfacial delamination adjacent to the PALF surface. The surface of the PALF that was pulled out shows that the failure occured at the interface of reinforcement and resin, as observed by other researchers as well.
12
Figure 12(b) shows a typical curve of the SFPT of PALF reinforced PP micro-droplet composite. It can be observed that the pull-out load increased steadily until the maximum debonding force was attained and the interfacial friction between the de-bonded fibre surface and the matrix was significant as a result of the hairy (Figure 7), porous and rough (Figure 8) surface of the carded PALF.
13
When using PP matrix, a single PALF reinforcement typically results in a de-bonding curve that resembles the earlier research work on flax-PP micro-droplets13,21,53 and other matrices as well.54,55 (a) Typical SEM images of a micro-bonded PP droplet on an elementary PALF, and (b) the de-bonding curve of the PALF-PP micro-bonded droplet during the SFPT.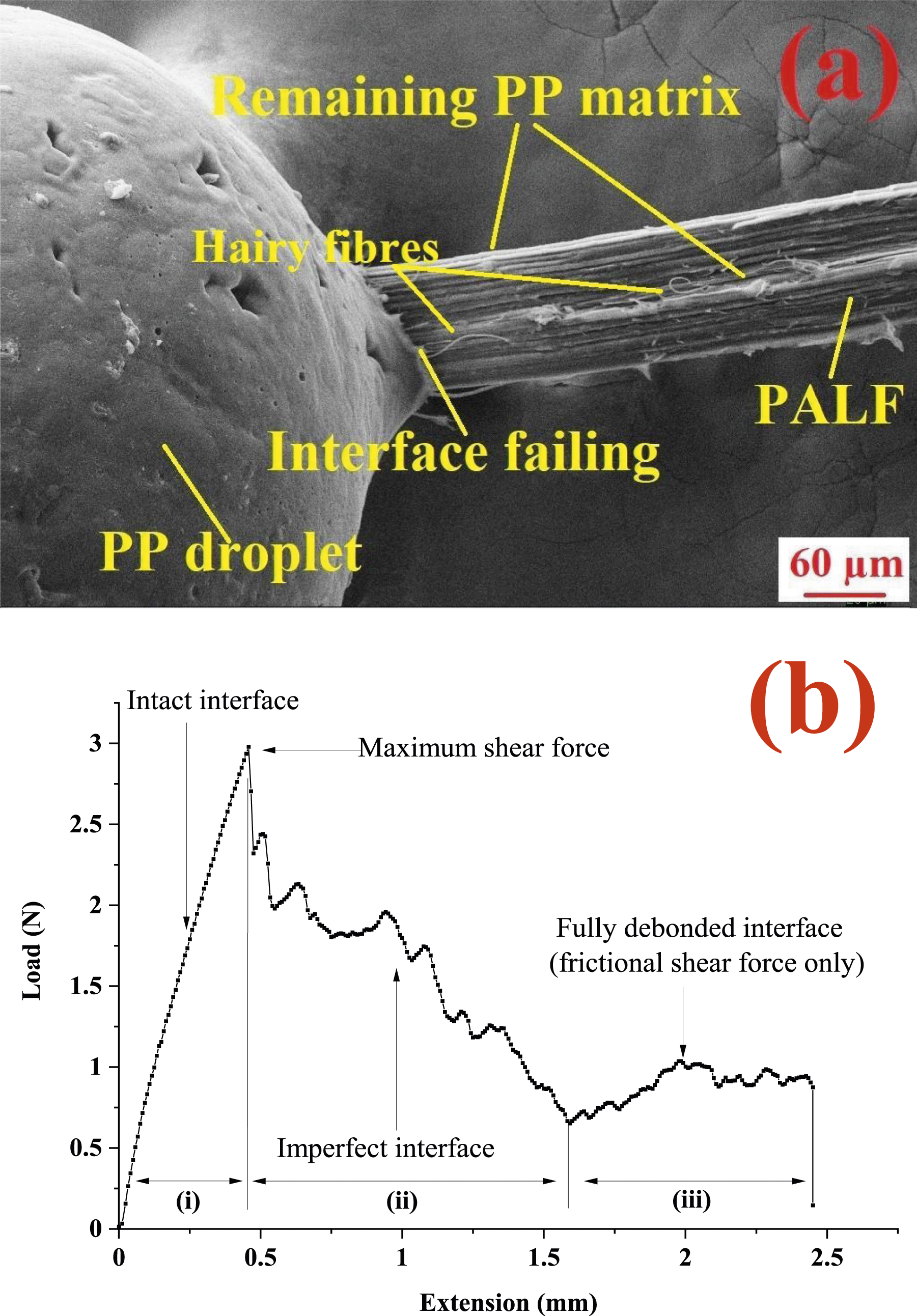
The curve shows a linear portion related to elastic energy storage due to PP and PALF extension. The de-bonding of reinforcement and PP matrix occurred as PALF was pulled out from the matrix. When the load reached the highest point (F max ), delamination of the reinforcement and matrix started, and the frictional shear forces developed between the debonded surface and the matrix. 13 Therefore, the pull-out process involved both frictional sliding and interfacial de-bonding when the load was applied to the PALF, as presented in Figure 12(b). After de-bonding, a constant frictional sliding force was obtained.15,55 According to the “multilinear bond law,” regions I, II, and III denote the still intact interface, imperfect interface with the stress gradually decreasing, and the fully de-bonded interaction, respectively.14,16,20 The last region (III) merely transmits the frictional force and is considered as the frictional slippage of PALF from a micro-bonded PP droplet.14,20
The rougher surface and hairiness on carded PALF might increase the chance of contact between the PP matrix and fibre surface, which could also result in intense internal friction and significantly increase the IFSS. Also, due to the thermal or crystallization shrinkage of PP matrix during cooling of the composites, PALF fibres were subjected to a radial compression by the PP matrix which could increase the frictional force between PALF and the PP matrix. The effectiveness of load transfer via the interface was increased as the PALF surface was mechanically interlocked with the PP matrix. If the SEM images of the carded PALF (Figure 8) and the typical SEM image of the post-tested sample (Figure 12(a)) are compared, then it may be concluded that there were traces of PP matrix adhered to the pulled-out PALF surface.
The lowest IFSS (13.25 MPa) was shown by the shortest cut-length, fifth passage carded PALF, and the coarser PP micro-bonded composite (Figure 13). The IFSS of the longest cut-length and fourth passage carded PALF reinforced finer PP fibre composite (sample L44) was 25.56 MPa. This was 58.66% higher than the IFSS (16.11 MPa) of sample S44. Sample S44 showed around 6.83% higher IFSS than sample S42. In case of the longest cut-length fourth and fifth passage carded PALF and coarser PP micro-bonded composites, the IFSS was 24.00 MPa and 21.27 MPa, respectively. In comparison, the IFSS value increased by 8.95% from 23.46 MPa for sample L54 to 25.56 MPa for sample L44. The higher carding action not only eliminated the extraneous substances but could deteriorate the interfacial bonding of PALF with the PP matrix. Therefore, the composites containing the longest cut-length and fifth passage carded PALF showed the lowest IFSS. The IFSS of coarser PP-containing micro-bonded composites was lower than that of the finer PP-containing PALF composites. Interfacial shear strength of PALF-PP composite.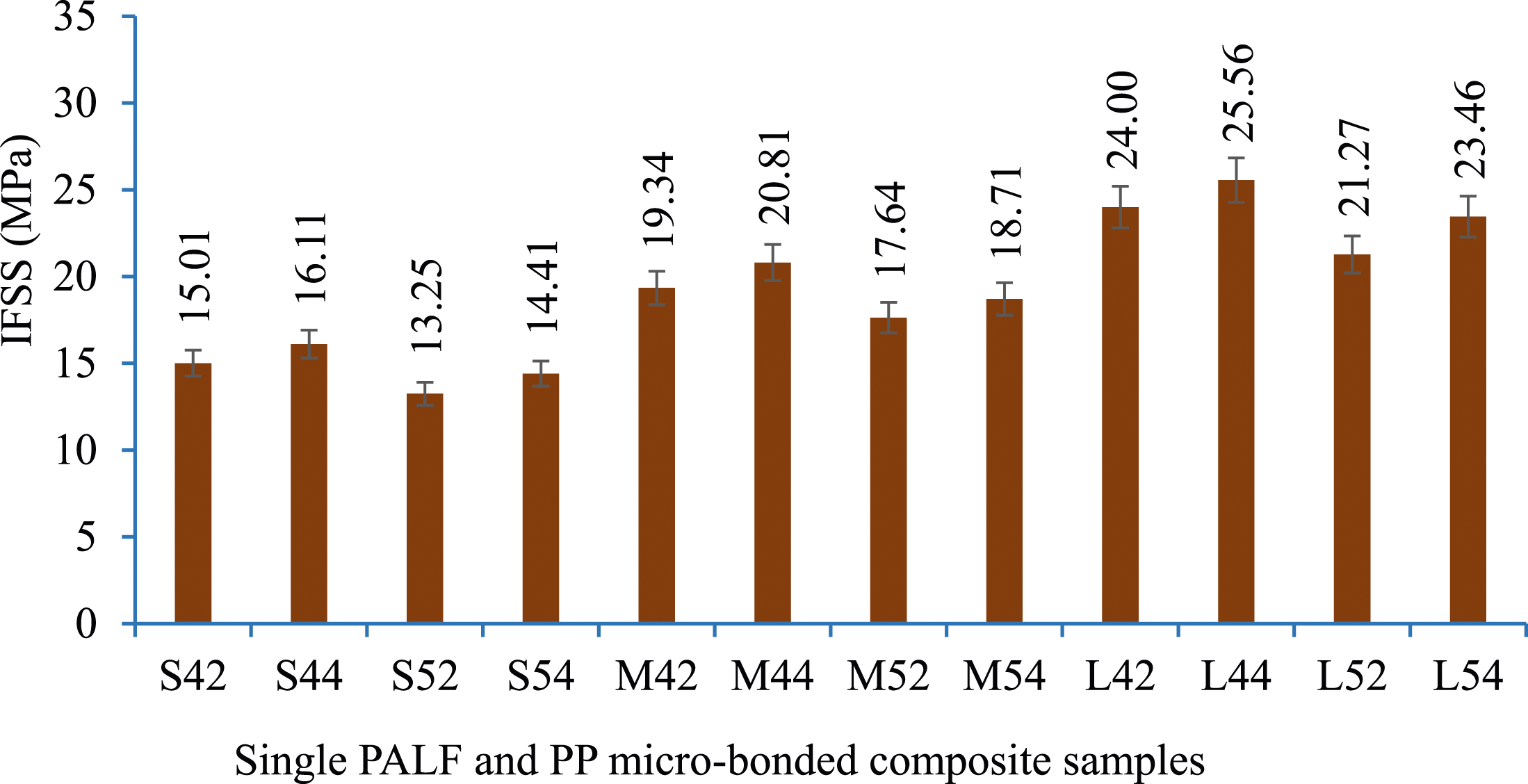
The better physico-mechanical and thermal properties of the finer PP fibres led to superior interfacial adhesion with the carded PALF and showed higher IFSS than the coarser PP fibres containing samples. There could be formation of more voids in the fibre-matrix interface during consolidation of coarser PP-containing composite due to higher diameter and melt flow index than the finer PP fibres. This finding shows that the IFSS of longer cut-length and fourth passage carded PALF reinforced PP composites was quite similar to that of some glass fibre-reinforced composite materials. 24 The IFSS values obtained in this work are higher than previously reported ligno-cellulosic fibre reinforced PP composites such as PP-flax,26,28 PP-coir, 19 PP-banana empty fruit bunch fibre, 27 PP-sisal, 12 PP-flax, 13 PP–MAPP-flax, PP–MAPP ramie fibre, 23 PALF- polylactic acid, 29 and PALF-phenolic resin modified powder 8 but lower than the flax-polyamide 11 composites. 55 Unlike commonly used interfacial modification techniques, including physical and chemical treatments on PALF, 56 this study provides a new strategy for preparing a hierarchical composite interface with superior IFSS without using any chemicals.
Conclusions
Some extraneous substances remain in the PALF bundle after scratching the agro-waste PL. Instead of chemical treatments for removing these remaining substances, a new approach called carding was used in this research for the first time as an eco-friendly surface modification technique. Carding action individualized the PALF and improved the fibre properties. The chemical and morphological investigations showed that the carded PALF had a lower amount of non-cellulosic contaminants and rougher fibre surface than the raw PALF. The diameter and linear density (D) of raw PALF decreased with the increasing number of carding passages. Due to the removal of amorphous materials, carded PALF showed significantly higher crystallinity (74.63%) as compared to raw PALF. The average tenacity and modulus of the fourth carding passed longest cut-length PALF were 65.30% and 63.66% higher than the raw fibre, respectively. On the other hand, the finer (4.5 D) PP fibres had the maximum tenacity (4.01 gf/den), modulus (26.55 gf/den), melting temperatures (170.41°C), thermal stability, complex viscosity, storage and loss modulus than the coarser (20 D) PP matrix used in this study. The IFSS between PALF and PP micro-droplets was evaluated from the maximum force measured during the SFPT. The fourth passage carded longest cut-length PALF-reinforced finer PP-containing sample and the fifth passage carded shortest PALF-reinforced coarser PP-containing sample showed the highest (25.56 MPa) and lowest (13.25 MPa) IFSS, respectively. In-depth study of the fibre surface after debonding, additional energy absorbing mechanisms and different physico-mechanical properties of the carded PALF reinforced PP composite will be carried out in the future to properly understand the effect of this new surface modification technique.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Correction (September 2023):
There has been a minor textual change in the article since its original publication.