
Abstract
In this work, a greener approach, the carding process, was used to remove extraneous materials from the surface of pineapple leaf fibre (PALF) instead of using conventional chemical treatments. PALF was cut into three lengths and processed using a carding machine for different numbers of passages. Carded PALF and polypropylene (PP) fibres were then blended uniformly at 50% weight percentage through the carding process. The mixed fibres were further processed by a gill-drawing machine to produce oriented PALF-PP silvers, which were consolidated in a compression moulding machine to fabricate the unidirectional composites. The experimental results indicated that the increase in the number of carding passages and PALF cut-length increased the surface fibrillation, roughness and crystallinity, and reduced the water contact angle (i.e., increased hydrophilicity) of carded PALF. The thermal insulation performance of the composites improved in cases of shorter PALF length after five carding passages and coarser PP fibres, but at the same time, the water absorbency also increased, indicating reduced water resistance of such composites.
Keywords
Introduction
The long and finer fibrous part of pineapple leaves that can be obtained by physical, chemical, and mechanical extraction methods is called PALF. A study of the Food and Agriculture Organisation Corporate Statistical Database (2018) showed that an average of 852 thousand metric tons of potential PALF were produced per year. 1 This substantial volume of fibres from agricultural waste can be utilised to fabricate value-added composites for structural and non-structural applications as thermal insulators for their availability, cost-effectiveness, biodegradability, durability, high strength-to-weight ratio, corrosion resistivity, lightness, and comparable thermal conductivity to conventional insulation materials.2–11 The thermal properties and moisture absorbency of the building and automobile components made with ligno-cellulosic fibres (LCF)-reinforced composites are significantly influenced by the polar groups present in the fibres.11–13 Water absorbency is the quantity of water absorbed through capillary action in a certain period of time under certain atmospheric conditions. The type of reinforcement material, the presence of micro-voids, porosity, moisture, hydroxyl groups in fibre components, fibre-matrix adhesion, inter-fibrillar spaces, etc. in natural fibre-polymer composites influence the water absorbency of composites. 14 The water absorbency of PALF-reinforced polymer composites depends on the fibre orientation, lignin percentage, fabrication temperature and pressure, void content, etc.15,16 PALF-reinforced PP matrix composites with considerably low thermal conductivity can be good insulating materials if they can endure dimensional changes for specific applications such as automobiles, train compartments, aerospace, defence materials, building and construction activities, roofing, lining, panel sheets, wrapping, consumer goods, etc.4,6,17,18 Researchers have attempted to incorporate plant fibres and their wastes as thermal insulation materials in order to replace the standard insulation materials.5,8,11 The heat transfer through an entrapped void is lower than that of a solid substance, leading to a lower thermal conductivity of the whole material. 19 The thermal conductivity of chemically treated PALF in PP 60% (wt.) composite was 0.19 W/mK, 4 and at the approximately same PALF volume fraction (V f ), the thermal conductivity of PALF-phenol formaldehyde composite was 0.26 W/mK. 19
The raw PALF is extracted by mechanical or physical scratching from the leaves and sun-dried for preservation. Then, the sticky fibres are degummed with chemicals to eliminate the non-cellulosic constituents such as hemicellulose (15–20 %), lignin (4.4–15.4 %), pectin (1.1–4 %), fat (3.2–7 %), wax (0.9–6 %), ash, and extractives (0.87–3.83 %).20–24 The LCF, like PALF, contains different extraneous materials, along with cellulose, which is the main drawback of using these fibers as reinforcement in polymeric composites. Most of the time, chemical treatments are used to remove those non-cellulosic contents from the fibre surface, and the effluents of those chemicals are discharged into nature without any treatment. Therefore, attempts are being made to find alternatives to non-eco-friendly chemical treatments, though these are comparatively simple and economical. Moreover, these treatments may worsen the desired qualities of PALF by destroying the chemical structure of cellulose.20,24,25 Carding process has been found to be a greener approach in our earlier research to remove non-cellulosic materials from PALF instead of using conventional chemical treatments.26,27 Moreover, carding process resulted in very good distribution of PALF in the fibre-structured PP matrix. The quicker processability, cost-effectiveness, better reparability, chemical resistance, high dielectric resistivity, and impact properties of PP are higher than most of the other polymers used as matrices in LCF-reinforced composites for use in decking, window and door edges, heat sinks, packaging, sports apparatus, building or automotive materials, and many more. 20 But, the higher melt viscosity of PP leads to poor impregnation of PALF while composites are fabricated by injection moulding, compression moulding, or resin infusion technique. Therefore, the higher quantity of voids generated in composites results in lower physico-mechanical properties.28,29 The carding process overcomes these drawbacks of conventional composite manufacturing techniques by blending PALF and PP matrix in fibre form to ensure homogeneous distribution of PALF within PP matrix.26,27 Fibre alignment is one of the major issues for fabricating PALF-reinforced PP thermoplastic composites by means of melt blending, twin-screw extrusion, injection moulding, and compression moulding. 2 A gill-drawing process, followed by carding as used in our earlier research, was found to ensure parallelization of fibres and their orientation along the longitudinal direction for obtaining the desired mechanical performance.26,27 Due to the promising results obtained in our earlier preliminary work, in the present work, we have further systematically investigated the effect of number of carding passages (up to five passages for different lengths of PALF) on the fibre morphology, roughness, crystallinity, cellulose content, and functional groups. In addition to that, as building and construction is one of the potential areas of application of these composites, thermal stability, conductivity, and moisture absorption properties have been studied in the present work.
Materials and methods
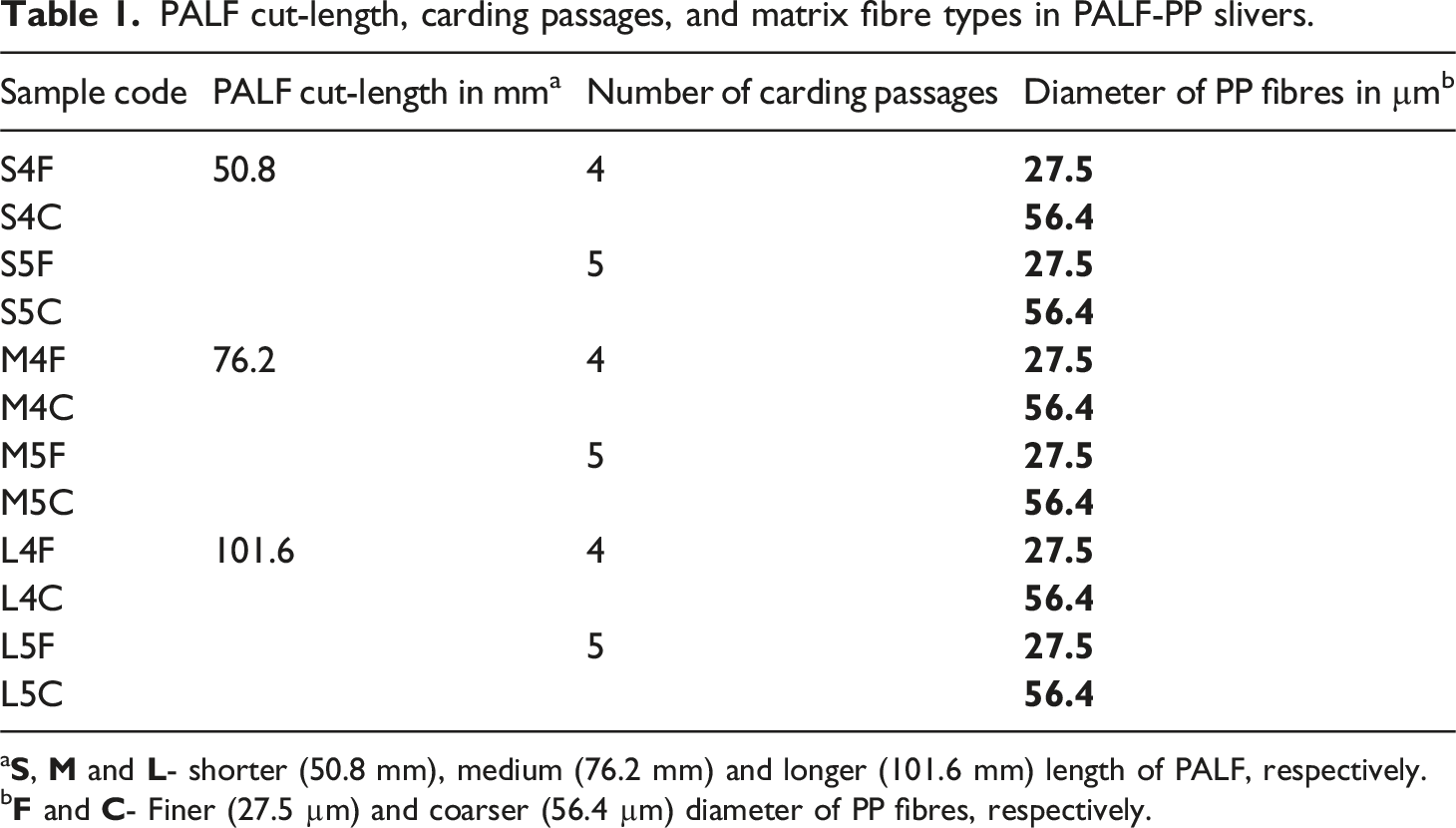
The raw PALF (Ananas comosus) was procured from the local vendor in Madhupur Upazilla, Tangail district, Bangladesh. Two different types of PP fibres in short staple (length of 67.3 ± 12.0 mm) forms were purchased from Zenith Fibres Ltd., Vadodara-390023, Gujarat, India. The finer PP (FPP) fibres had a melt flow index (MFI) of 11.7 (±1.0) gm/10 min, diameter of 27.5 (±1.7) µm and a fineness of 4.50 denier (D), and the coarser PP (CPP) fibres had an MFI of 22.8 (±2.2) gm/10 min, diameter of 56.4 (±0.9) µm and a fineness of 20.0 D. The complex viscosity of FPP and CPP fibres were 1156.9 and 587.4 Pa.s under a frequency sweep of 10 rad/s at 3% strain rate and 190 °C, respectively.26,27
Sample preparation
The flow chart of PALF carding, blending with PP fibres, parallelization of the blended fibres, and composite fabrication process is presented in Figure 1. The same process has been used to prepare the composites, which was followed by the authors in their earlier research.26,27 Flow chart showing steps of the composite fabrication process.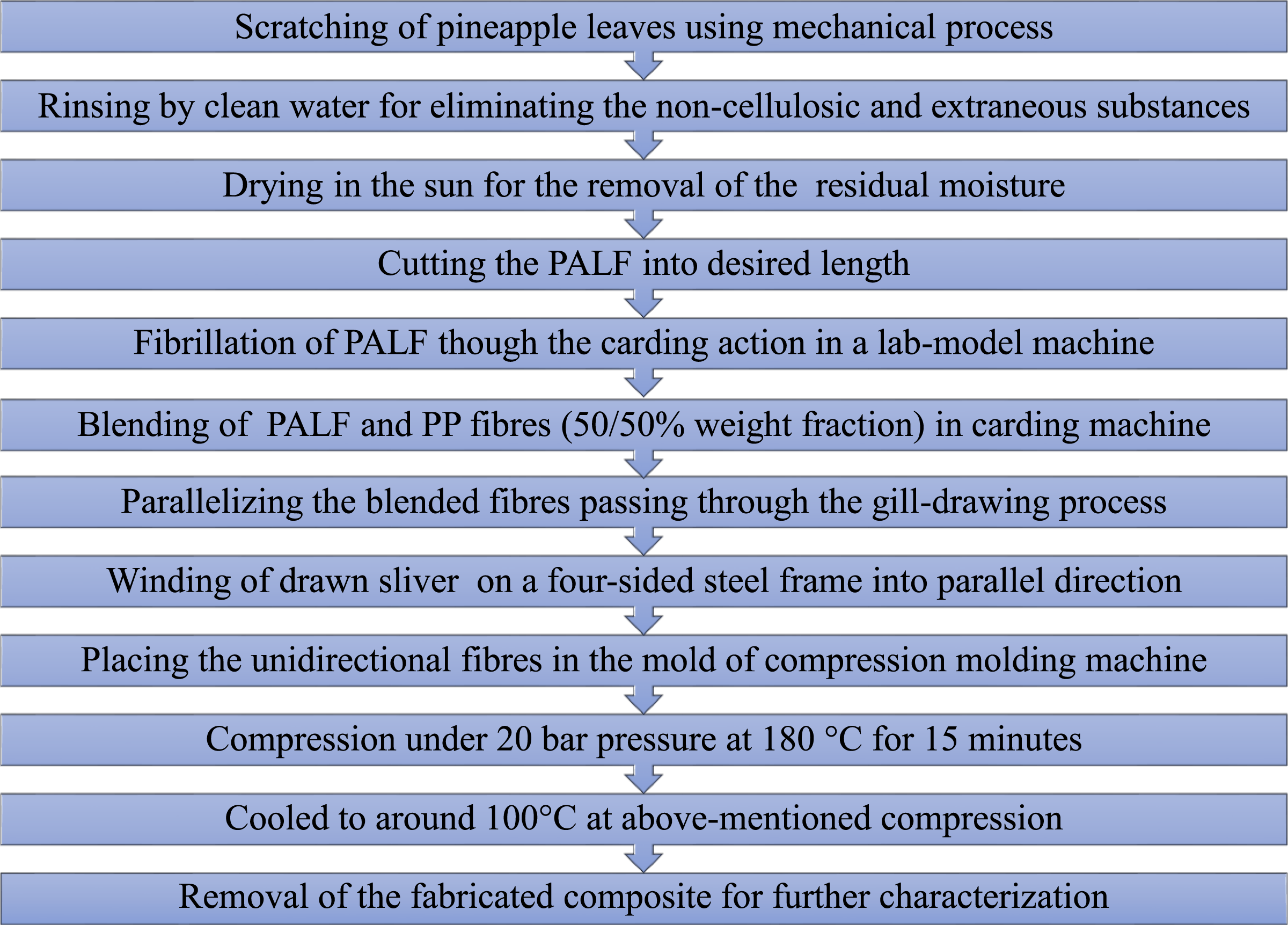
The full length of the sun-dried sticky fibres was almost 100 cm. There are three distinct parts in the raw PALF bundle: the bottom was softer, the middle was sticky for the presence of gummy materials, and the top was fine and hairy (Figure 2(a)). The fibres were cut into three lengths: 50.8 mm (S), 76.2 mm (M), and 101.6 mm (L) for processing in the carding machine. The RPM of the licker-in (dia-127 mm), cylinder (dia-406.4 mm), and doffer (dia-152.4 mm) of the lab model (TRYTEX) carding machine were 1.5, 184.1, and 17.4, respectively (Figure 2(b)). Fibrillated fibres, sticky fibres, and dust were the three types of materials that came out of the carding operation (Figure 2(c)). The optimal number of carding passages was four and five for effective surface fibrillation and improved fibre properties, as discussed in our previously published research.26,27 The shorter cut-length fourth passage carded (S4C), shorter cut-length fifth passage carded (S5C), medium cut-length fourth passage carded (M4C), medium cut-length fifth passage carded (M5C), longer cut-length fourth passage carded (L4C), and longer cut-length fifth passage carded (L5C) fibres were considered for further processing, i.e., blending with PP fibres and composite fabrication. The diameters of S4C, S5C, M4C, M5C, L4C, and L5C PALF were 92.6 (±2.4), 79.3 (±4.5), 69.5 (±1.0), 55.6 (±8.2), 54.7 (±2.0), and 47.0 (±4.6) µm, respectively. After surface fibrillation, the fibrillated PALF fibres and PP fibres were blended uniformly at 50/50 wt.% through the carding process (Figure 2(d)) so that during composite fabrication using compression moulding process the high-viscosity PP matrix can easily impregnate the surrounding PALF fibres (Figure 2(d)). The blended slivers showed some noticeable blending heterogeneity (i.e., presence of PP and PALF rich regions), as shown in Figure 2(d) and 2(f). However, this did not show any significant effect on the quality of the moulded composite samples. The produced carded sliver was subsequently drawn in a lab model gill-drawing machine for parallelization and blending of the fibres more uniformly (Figure 2(e)). The diameters of the feed, delivery, and guide rollers were 310, 310, and 210 mm, respectively, with a total of 36 faller bars. The rpm of the feed and delivery rollers were 4.0 and 13.1, respectively. The desirable regular and parallelized PALF-PP slivers were obtained after six drawing passages, as shown in Figure 2(f). The uniform distribution and well-orientation of PALF-PP in drawn slivers improves the properties of composites, as the PP matrix melts and properly impregnates the surrounding reinforcement fibers to minimize the formation of voids.26,27 Photographs of (a) sun-dried sticky PALF; (b) feeding of PALF for carding; (c) different materials present in carded PALF; (d) blended PALF-PP fibres obtained after carding; (e) parallelization of PALF-PP fibres with a gill-drawing machine; (f) drawn sliver; (g) top and bottom moulds used for composite fabrication; and (h) compression moulding machine.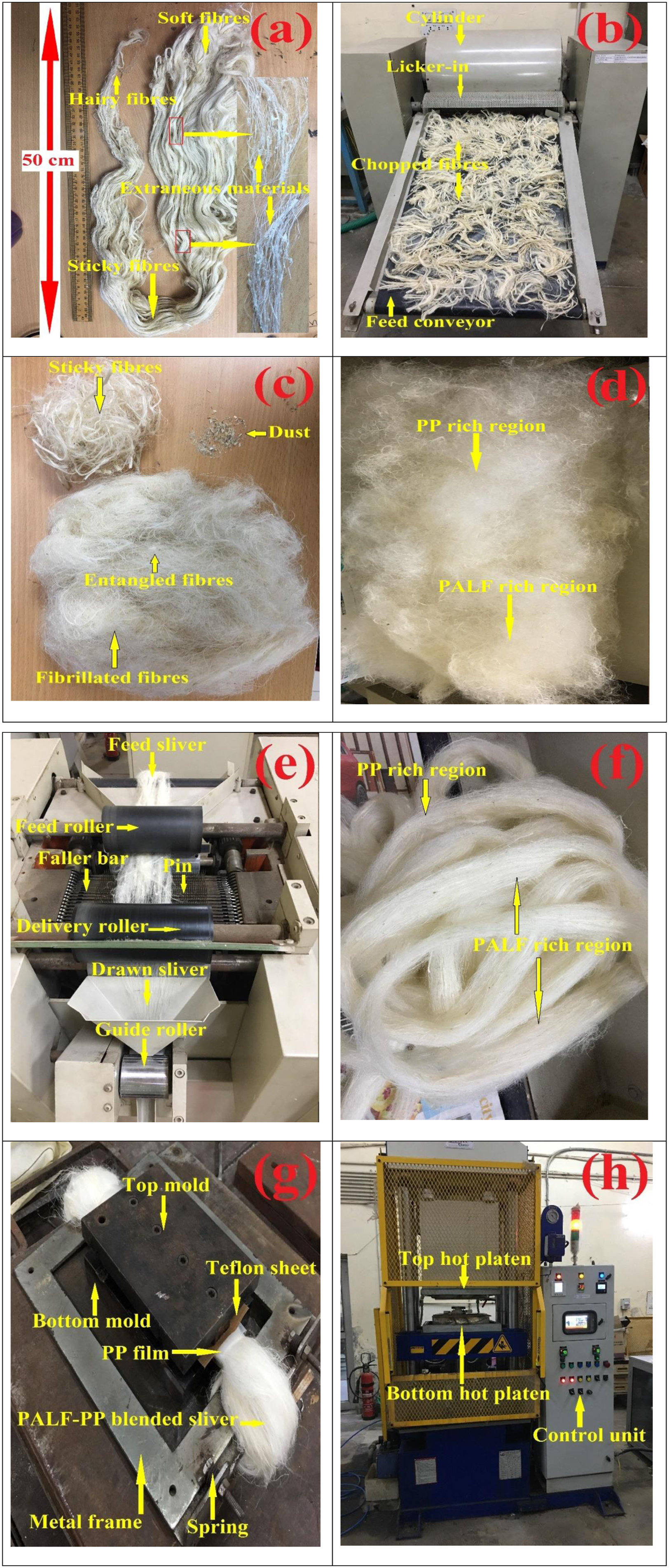
PALF cut-length, carding passages, and matrix fibre types in PALF-PP slivers.
a
b
Characterization
The surface morphology of raw and carded PALF was analysed using JSM-6490LA, JEOL, Japan, under an accelerating voltage of 5.0 kV at 1000x magnification. Data Physics DCAT 11 instrument with fibre bundle holder FH 11 was used to measure the contact angle of raw and carded PALF. The contact angle was measured based on the difference between the advancing and receding angles (contact angle hysteresis) according to the extended and modified Washburn formula. The surface roughness of raw and carded fibres was investigated using the atomic force microscope (Asylum Research MFP3D-BIO, Oxford Instruments, UK), integrated with inverted optical microscope (Olympus IX71), and the silicon (Tap300AI-G) AFM probes (under a force constant of 40 N/m and resonant frequency of 300 kHz). The crystallinity percentage (C
r
) of the raw and carded PALF was determined with an XRD analyser (Philips, X’Part3 Powder PANalytical) having a monochromatic CuKα radiation (λ = 1.5406 Å) at the 2θ range between 10 and 50° and scan step width of 0.02° under 45 kV voltage and 40 mA current. Equation (1) was used to calculate the C
r
.
37

The FTIR analysis of fibres and developed composite samples was conducted using the attenuated total reflectance (ATR-FTIR) machine (IR Affinity-1S, Serial No. A221350, Shimadzu, Japan). Thermal degradation behaviour of fibrillated PALF was analysed using the TGA Q 500, TA Instruments Inc., USA, in a nitrogen atmosphere by changing the temperature at 10 °C/minute. The thermal performance of composites was evaluated by means of the simultaneous thermal analyser (Model-SDT650, TA Instruments Inc., USA.) with a temperature rate of 10°C/minute under a constant heating mode in a nitrogen atmosphere with a flow of 10 mL/min.
The KES-F7 thermolabo tester (Kato Tech Co. Ltd., Japan) was used to determine the thermal conductivity (k) of the developed samples according to Equation (2). A – cross-sectional area through which heat is transferred (m2); T
h
–top plate temperature (K); T
w
–bottom plate temperature (K); t –thickness of the sample (m); Q –heat transfer (W); k –thermal conductivity of the material (W/mK).
The water uptake percentage (W) was measured according to ASTM D570−98. The developed samples were submerged in deionized water for 10 days at atmospheric conditions. After one-day intervals, the composites were removed, wiped with a tissue paper to remove the remaining surface water, and dried in a hot air oven at 80°C for 30 minutes. Then the sample weight was determined to calculate W using the following Equation (3): W
0
–initial weight (oven dry weight); W
f
– final weight (weight after immersing in water).
Results and discussion
Surface morphology
Similar to conventional physical and chemical modifications of PALF,24,30–32 the carding process also provided a rough fibre surface morphology and good fibre-matrix interface. These findings were initially observed in the authors’ previous research26,27 and have been further investigated after the five carding passage for different cut-lengths of PALF. Chemical surface modifiers, however, can more efficiently remove non-cellulosic constituents, but they may also reduce the fibre tenacity by dissolving ligno-cellulosic components, splitting fibre surface, and thickening the cell wall.
30
The raw fibres were circular in shape, and the strands were connected by inter-fibrillar constituents (Figure 3(a),(b)). It can be observed that the outside layer of PALF became rougher with the increased number of carding passages and the quantity of extraneous materials present on the fibre surface reduced (Figure 3(c)-(h)). The fibre surface of longer cut-length PALF was rougher than the medium and shorter cut-length PALF because of higher elimination of non-cellulosic and other extraneous elements, which resulted in the formation of voids, pits, pores, and waviness on the fibre surface.
33
This finding was initially observed in our earlier research for after four carding passage and could be further confirmed in the present work after the five carding passage as well. For carding action, fibres should be properly gripped by the wire points of the carding machine
34
and therefore, due to better gripping and interaction with the wire points, longer fibres provide more effective removal of extraneous materials and consequently, superior surface roughness. The roughness of PALF was further investigated from the 3D images obtained in AFM analysis, as shown in Figure 4.
26
SEM of surface fibrillated fibres (a) raw, (b), cross-section of raw PALF, (c) S4C, (d) S5C, (e) M4C, (f) M5C, (g) L4C, and (h) L5C PALF. (a) Roughness average (nm) of fibres; AFM images: (b) raw, (c) S4C, (d) S5C, (e) M4C, (f) M5C, (g) L4C, and (h) L5C PALF.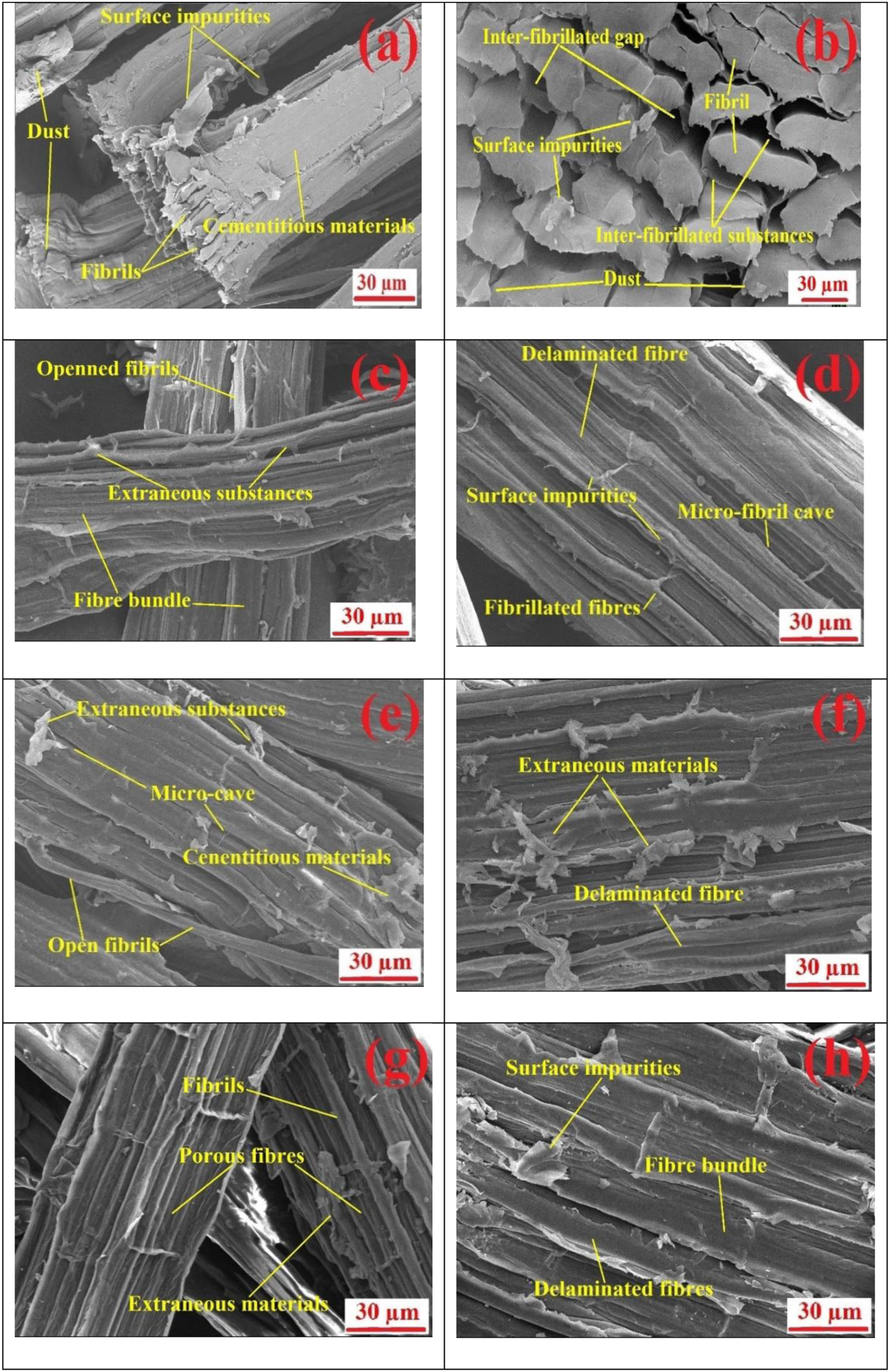
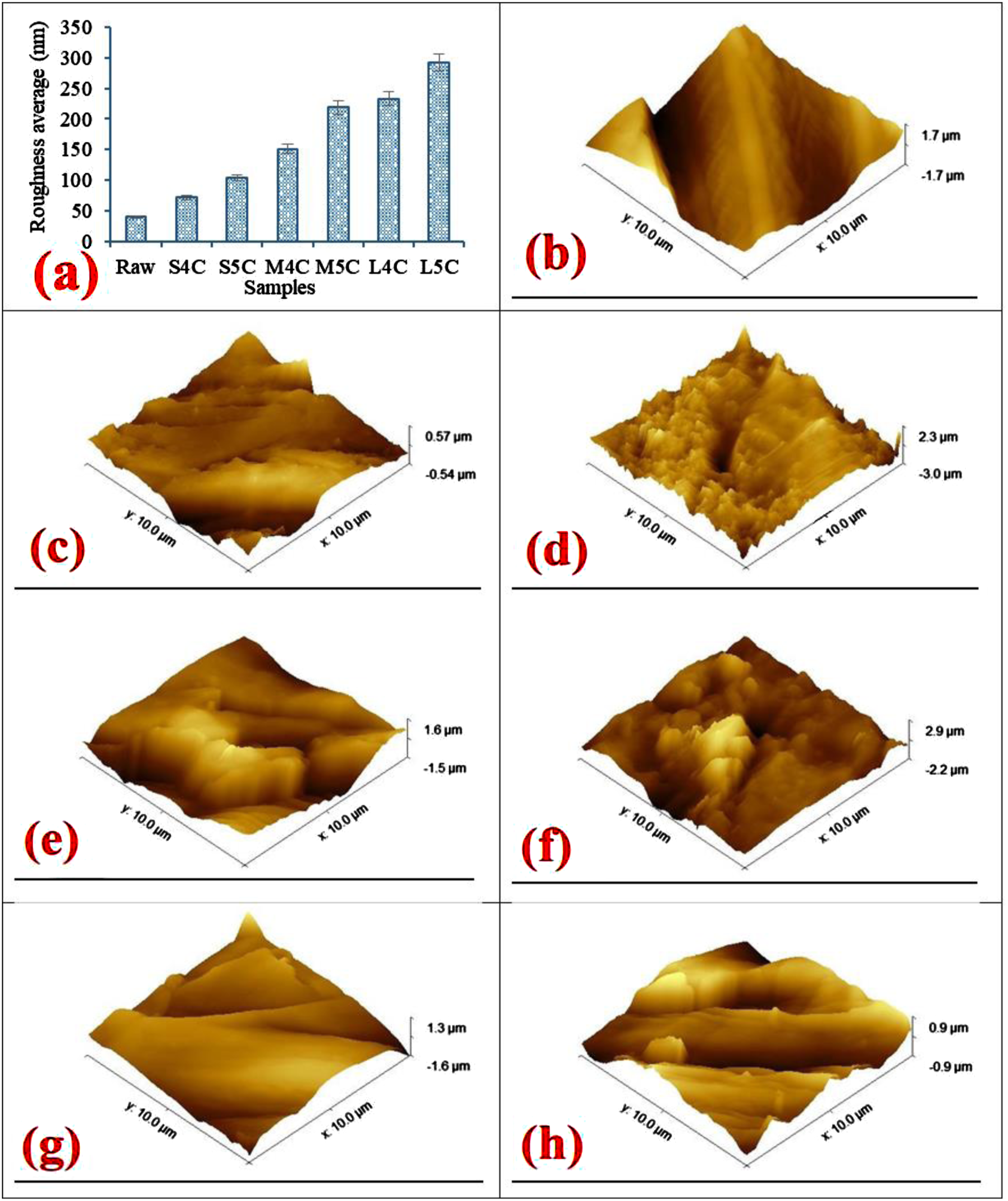
It can be observed from Figure 4 that the carding process improved the surface roughness of PALF, and the roughness value increased with the number of carding passages. The raw PALF had the lowest surface roughness (39.7 nm), and the longer cut-length fifth passage-carded PALF showed the highest roughness (291.9 nm). The carded fibres showed a notably higher roughness average than the raw PALF. The fibres after five carding passage exhibited significantly higher roughness as compared to four carding passage. The results also showed that the longer fibres had superior surface roughness as compared to medium-length and shorter fibres due to superior carding action (Figure 4(a)). Chemical treatments (mercerization) were also found to enhance the roughness of the outer layer of other LCF. 35
Crystallinity, and contact angle
The X-ray diffraction analysis of raw and carded PALF also revealed that the crystallinity percentage increased with the number of carding passages because of the removal of non-cellulosic amorphous substances (Figure 5(a)). Authors’ previous research indicated that the crystallinity of PALF after four carding passage (74.6%) was significantly higher than raw PALF (69.9%).
26
It can be observed from Figure 5(b) that PALF after five carding passage showed higher crystallinity (76.7%) as compared to the four carding passage. The measured Cr values after five carding passage were significantly higher as compared to 1%, 3%, 6%, and 9% NaOH treated (for 1 h at 26°C) PALF (65.9, 67.4, 75.6, and 71.6%, respectively) as well as other LCF such as kapok (36%), nendran banana (53.3%), century (53%), and nettle (58.9%) but lower than alkalized PALF (with 8% NaOH for 24 hours), steam-exploded (maintaining 18 kgf/cm2 pressure at 210 °C for 5 minutes) and 8% NaOH treated PALF (for 24 hours), hydrolysed PALF (with 3.5 M HCl for 12 hours at 50 °C, followed by further treatment with 7.5 M HCl at 50 °C overnight) PALF (83.7, 85.5, and 82.7%, respectively) and hemp (80%).36–40 (a) X-ray diffraction pattern, (b) crystallinity (%), and (c) contact angle of raw and carded PALF samples.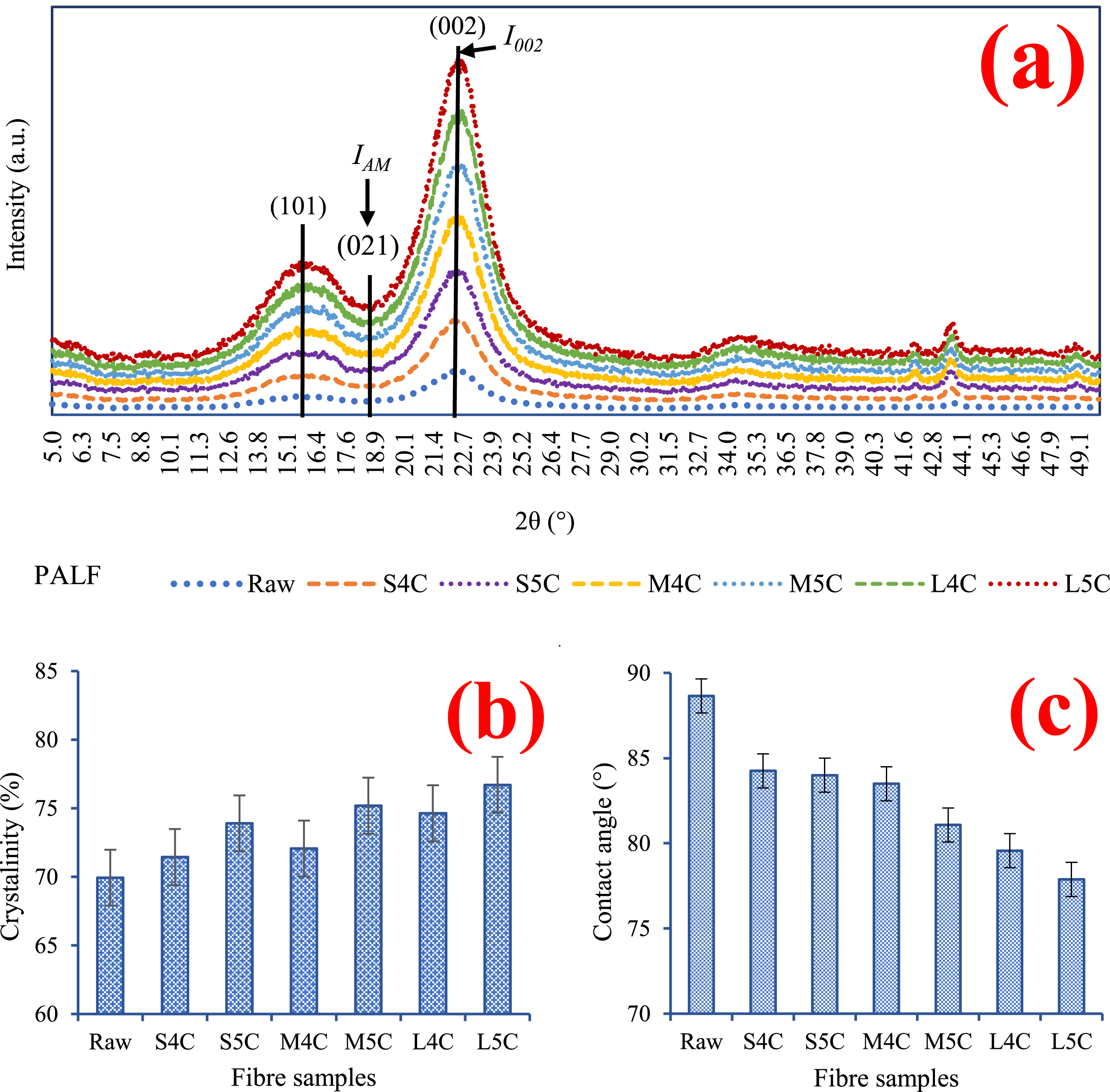
It can also be noticed from Figure 5(c) that the carding action removed the non-cellulosic hydrophobic components from PALF and therefore increased the hydrophilicity of fibre. 41 Consequently, the water contact angle reduced significantly with the increase in the number of carding passages. The raw fibre had the highest contact angle (88.7°) which gradually decreased after carding. The longer cut-length fifth passage carded PALF showed the lowest contact angle of 77.9°. The longer fibres showed a higher change in the crystallinity and contact angle as compared to medium- and short-length fibres due to superior carding action.
Functional groups
The FTIR spectra (indicating major peaks, wave numbers, and corresponding bonds) of raw and carded fibres as well as PALF-PP composites are illustrated in Figure 6(a), 6(b) and 6(c). Our earlier research showed the effect of the carding process on the intensity of functional groups present in PALF
27
and the present study further investigated the functional groups present in the PALF-PP composite samples and compared them with those present in PALF. FTIR of (a) raw PALF and PP fibres, (b) composites of PALF-FPP, and (c) composites of PALF-CPP.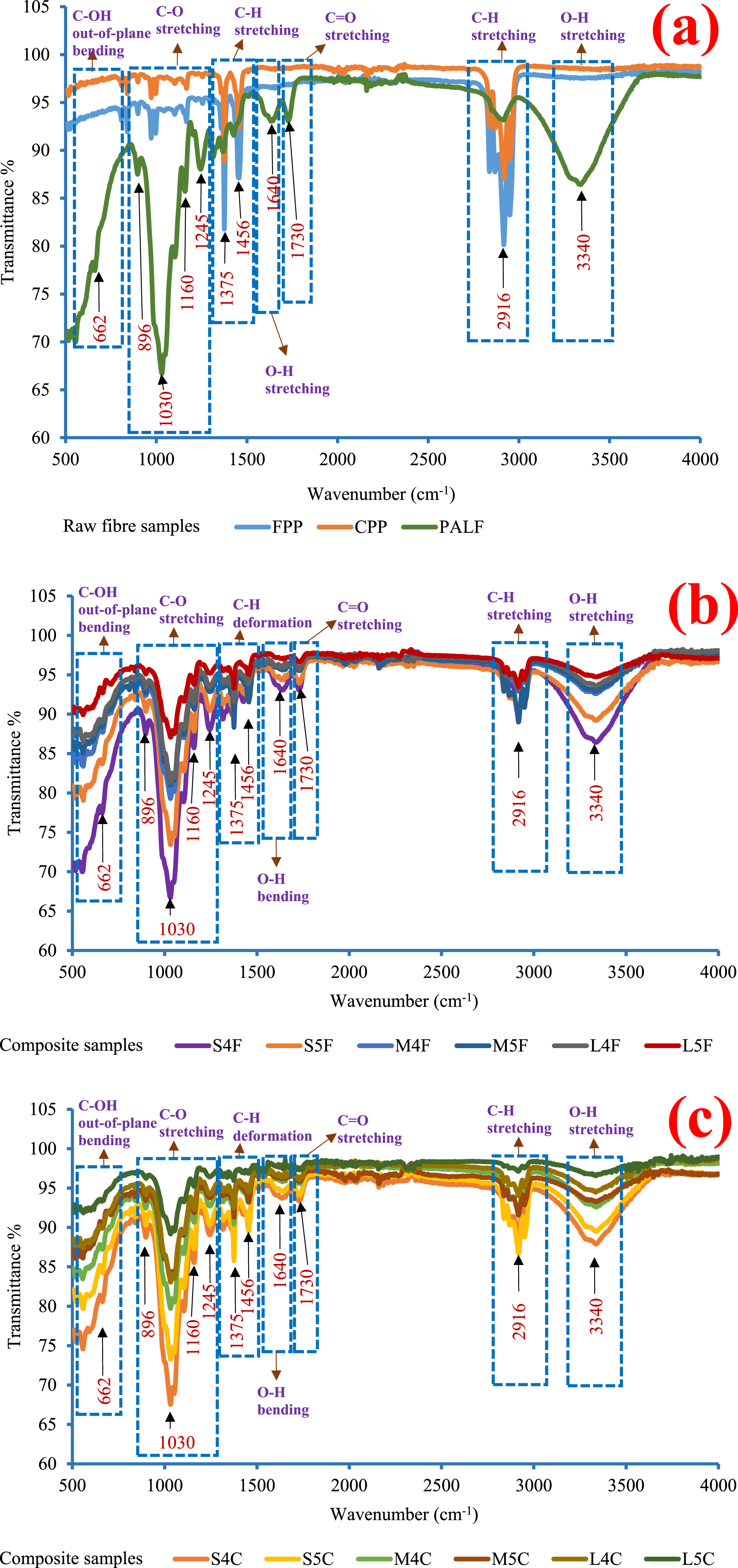
Most of the peaks in the FTIR spectra of carded PALF-reinforced PP composites were almost identical in shape and had the same range of wave numbers. The FTIR spectra of composites indicated the removal of most extraneous substances from the carded PALF. The peaks around 662 and 896 cm−1 were attributed to the C-OH out-of-plane bending and COC, CCO, and CCH deformations, respectively in cellulose. 42 The sharp peaks from 1030 to 1160 cm−1 were attributed to C-O stretching in cellulose, hemicellulose, and lignin. The peak at 1245 was due to the C-O bond stretching of the acetyl group in xylan and hemicellulose. 43 The composite samples also showed the corresponding peaks of the PP matrix. The isotactic PP peaks were seen at 840, 972, and 997 cm−1. The peaks of CPP and FPP at 1167 and 1190 cm−1 were attributed to the C-C bending of PP molecular chains. The bands at 1375 and 1456 cm−1 were caused by the unique deformation spectra of C-H (CH2 and symmetric CH3, respectively). The bands at 2836 to 2950 cm−1 were caused by the stretching of C-H in PP. 44 In-the-plane C-H deformation in cellulose and hemicellulose, and C-H in-plane deformation in cellulose were each shown by the bands at around 1375 and 1456 cm−1, respectively. 42 The weaker intensity of the peak at 1640 cm−1 indicated the elimination of pectin. 31 The disappearance of the band at 1730 cm−1 (vibrations of the C = O bond in hemicellulose and lignin) after the carding action on PALF indicated the removal of amorphous components. The peak at 1730 cm−1 could be attributed to the ester groups of remaining hemicellulose or ester linkage of carboxylic groups present in lignin. 45 This peak intensity reduced significantly when the OH groups of lignin and hemicellulose were removed from the fibre surface due to carding action. The peak range of 2830 to 2950 cm−1 was responsible for the C-H stretching of PP fibres in composites. 46 The peak at around 2916 cm−1 indicates the C-H stretching of cellulose, hemicellulose, and the saturated alkane of wax. 21 With the increase in carding passages, it was found that the peak area due to OH stretching vibration of intra- and intermolecular H-bonding in cellulose, hemicellulose, and lignin molecules, which created a network for the entire structure between the range of 3100 to 3800 cm−1 decreased noticeably due to the removal of extraneous substances from PALF. 47 A wide peak at 3340 cm−1 was observed in the spectra, which corresponded to the hydroxyl groups for cellulose and hemicellulose. However, the removal of lignin, hemicellulose, and, to some extent, cellulose in the carded PALF resulted in a lower intensity of the peaks in the spectra. These observations demonstrate how extraneous substances were eliminated after being carded. The same results were also obtained due to chemical treatments on cellulosic fibres. The reduction of hemicellulose led to a decrease in the concentration of specific groups, and a gradual decrease in peak intensity. 47 This is also true that alkaline treatments are used to remove the extraneous substances from the LCF. With the increase in carding actions, the network structure of cellulose, hemicellulose, lignin, and other parts of the fibre disappeared. FTIR analysis was done to determine compatibility by forming any bonding between the carded PALF and PP in composites. The various carding actions reduced the hydrophilic components of PALF (hemicellulose, lignin, and pectin) to make them compatible with the PP matrix. The spectra of the composites were a combination of the reinforced and matrix fibres and demonstrated the decline in transmission percentage, which was a response to the reduction of hydrophilic extraneous substances after carding actions (Figure 6(b) and 6(c)). There was no trace of an extra or significant band, indicating that PALF and PP filler are compatible in composites.
Thermal degradation behaviour
In order to choose the correct temperature range for the composite manufacturing process, TGA was done to investigate the degradation behaviour of raw and carded PALF (Figure 7).
17
The degradation performance of raw PALF was initially studied by the authors in their previous research
27
and had been compared with the carded PALF in the present study. Thermal degradation curves of raw and carded PALF.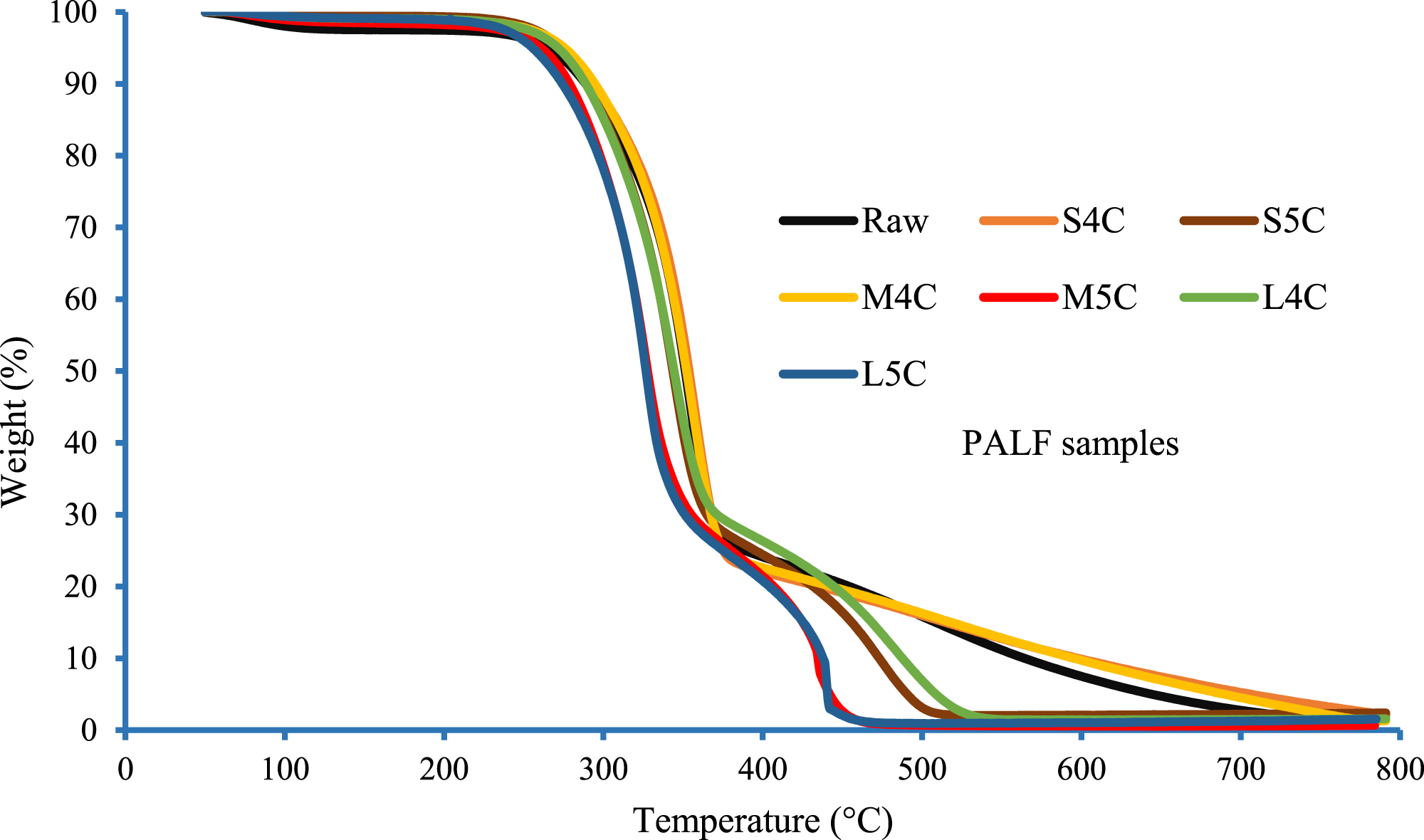
Thermal degradation stages of raw and carded PALF.
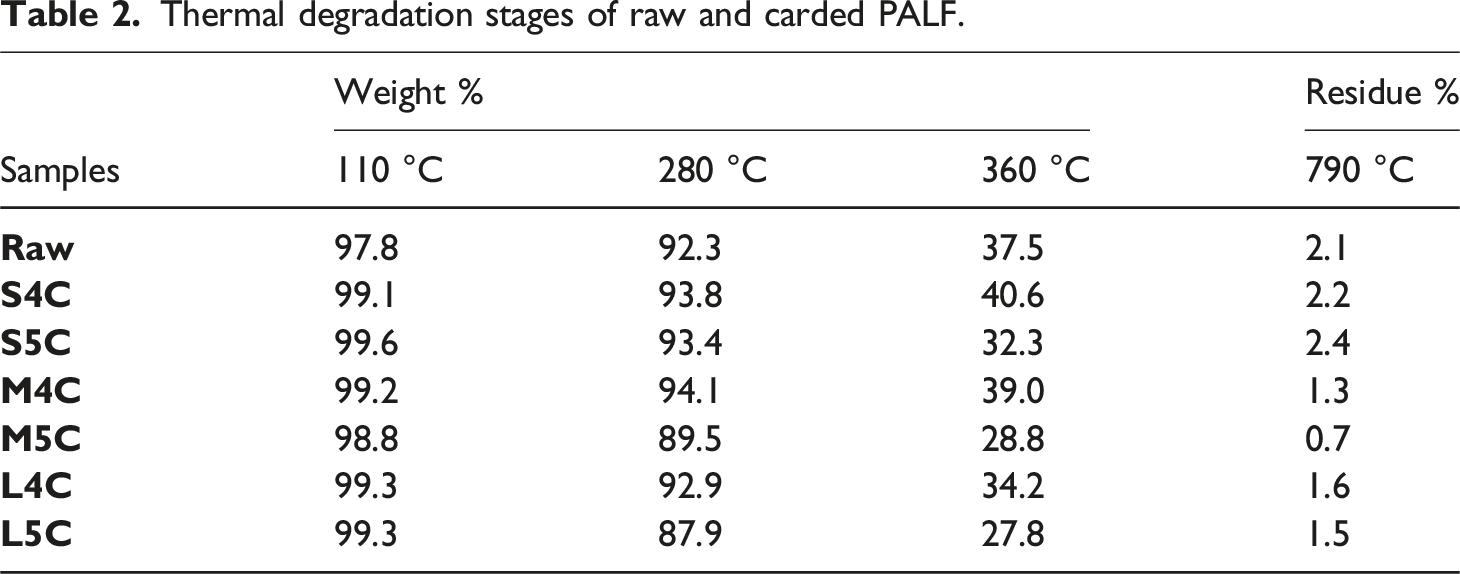
Thermal degradation behaviour of some selected composite samples (L4F and L4C) was also studied in this work. It can be noticed that the composites developed with finer and coarser PP showed similar degradation performance. Figure 8 clearly identifies three distinct degradation phases, with the first stage occurring between 40 and 130 °C due to the presence of water in PALF. The subsequent step was noticeable around at 250 to 360 °C due to the breakdown of PALF components, for example, cellulose and hemicellulose.
48
Thermal degradation behaviour of composite samples.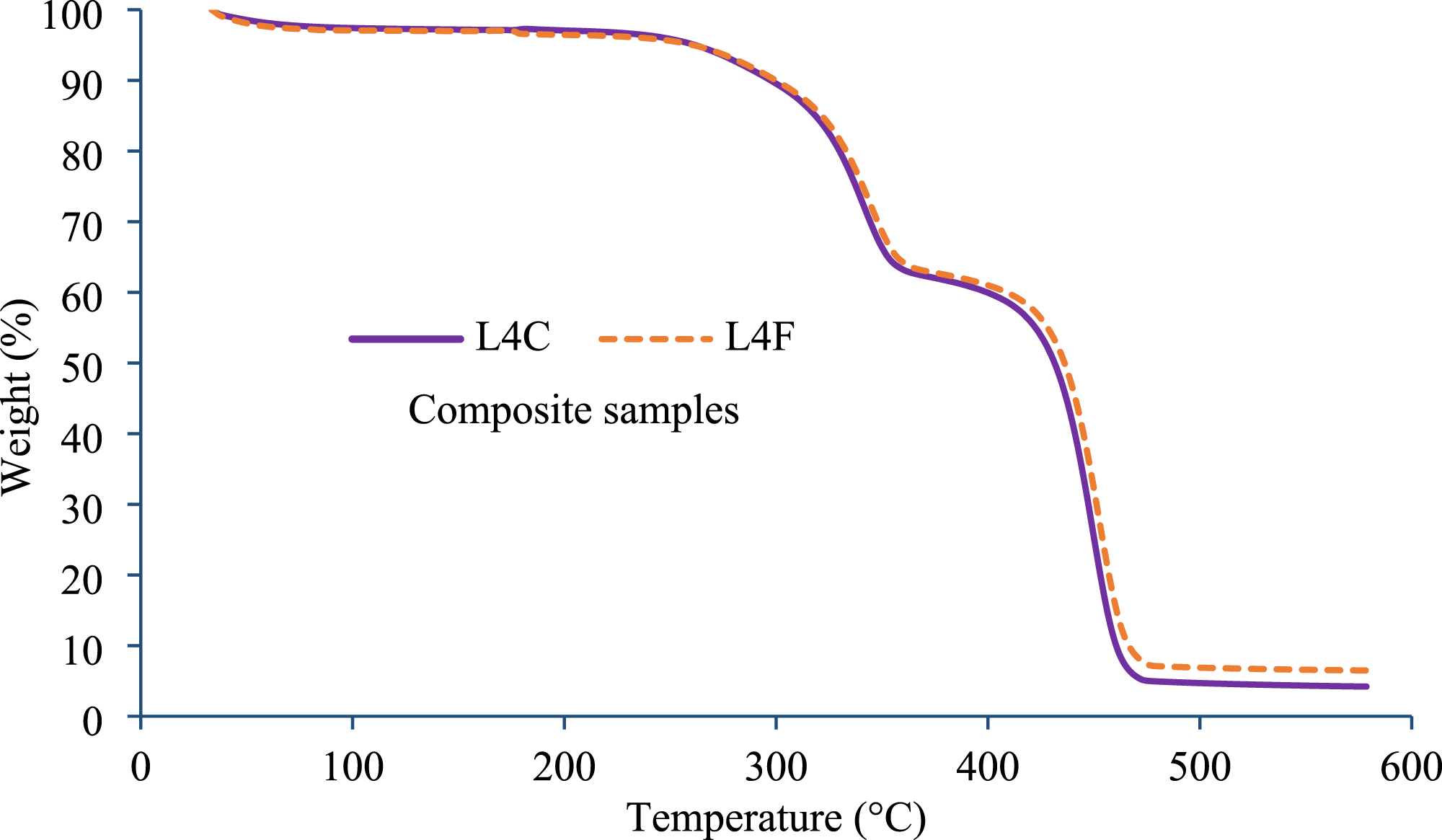
In this temperature range, the composites demonstrated better stability (i.e., higher degradation temperature) compared to PALF. The major degradation initiation temperature was 220 °C for PALF and increased to 250 °C for composites due to the presence of PP matrix. The last stage of thermal decomposition was clear between 360 and 470 °C. This was mostly because of the breakdown of lignin and PP, as well as the oxidative breakdown of the volatile and charred yields. 49 The residues left in the samples at 600 °C were 5.60% and 8.48%, respectively.
Thermal conductivity
The thermal conductivity of PALF/PP composites produced with PALF of different cut-lengths and processed with different numbers of carding passages and PP fibres having two different fineness values is presented in Figure 9. Composites reinforced with FPP demonstrated a slightly higher thermal conductivity compared to samples fabricated with a CPP matrix. Samples L4F and S5C showed the highest (0.20 W/mK) and lowest (0.16 W/mK) thermal conductivity, respectively. Although the developed composites contained the same weight % of PALF fibres and PP matrix (50/50), the slight difference in the thermal conductivity resulted from the difference in the void content of the composites. Our previous study indicated that the void content of the composites varied in the range of 1.5 to 4.1%.
26
The FPP matrix showed superior impregnation of fibres as compared to the CPP matrix due to finer PP fibres, which led to better distribution of PALF and PP fibres in the composites after carding and consequently, led to a lower void content.
27
Although finer PP fibres had a lower MFI and higher melt viscosity (see Materials and methods section) as compared to coarser PP fibres, the impregnation was better in the case of finer PP fibres due to their superior distribution around the PALF reinforcement in the composites. The thermal conductivity values obtained in this study were in the same range as the thermal conductivity of pure PP (0.2 W/mK, as reported by Liang 2014,
50
and 0.24 W/mK, as reported by Paul et al. 2008
51
) and PALF (0.21 W/mK).
18
However, some PALF or PP matrix-based composites developed in the earlier studies exhibited much lower thermal conductivity as compared to the values obtained in the present work. For example, composites fabricated using PALF and 12% natural rubber latex, PALF particles and rubber latex (ratio 1:2), PP and (0.50 V
f
) banana, and PP and 10 wt% kenaf fibre showed thermal conductivity of 0.057,
19
0.035,
52
0.157,
51
and 0.0877 W/mK,
17
respectively. Random distribution of PALF within the PP matrix could reduce the thermal conductivity due to a higher void content, as observed in composites fabricated using other methods
2
; however, the mechanical performance of composites could be improved significantly (due to superior fibre distribution and orientation) using the processing route used in the present work.
26
Thermal conductivity of composite samples.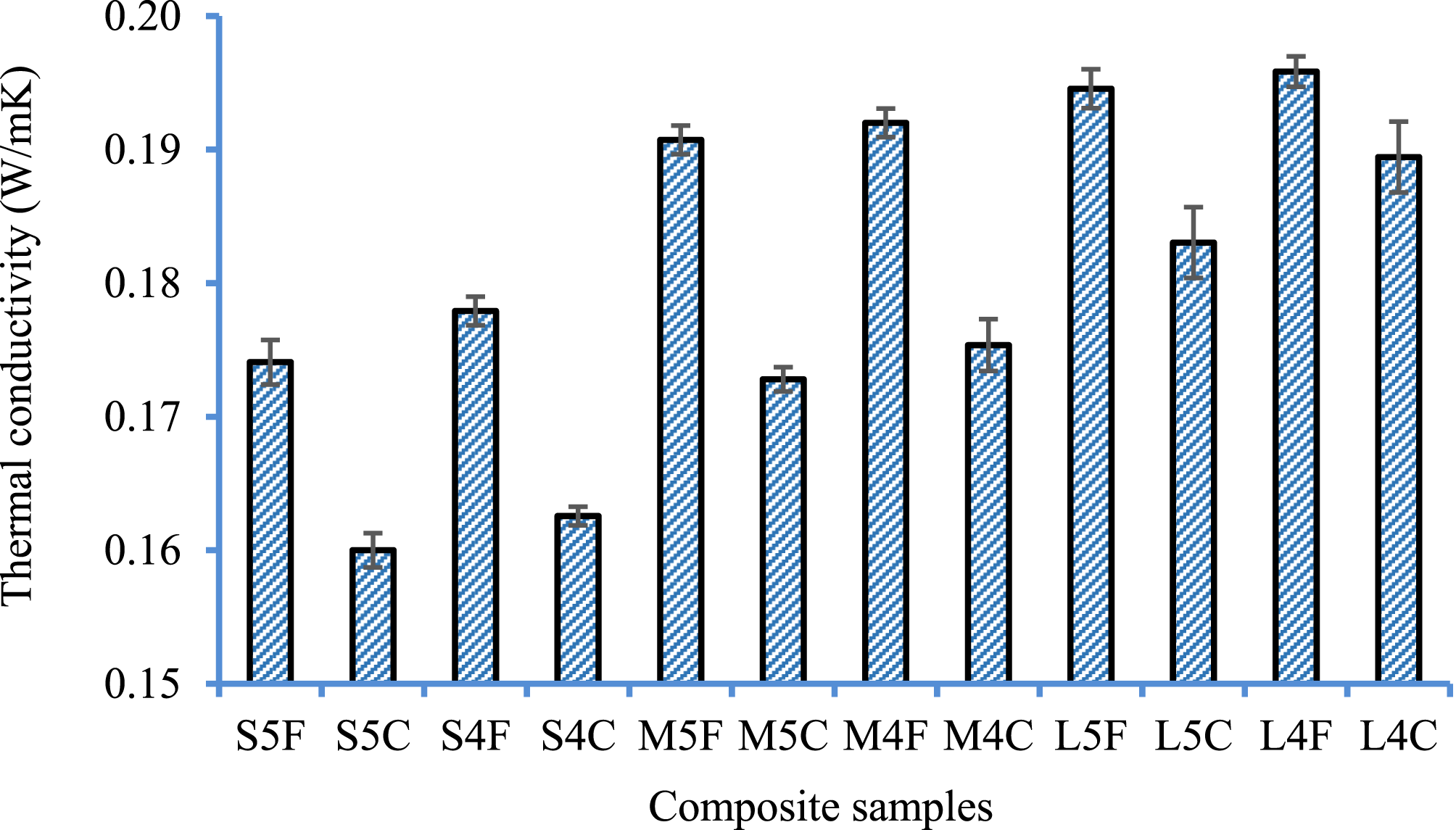
Nevertheless, as materials or composites with a thermal conductivity lower than 0.25 W/mK 53 or 0.054–0.143 W/mK 10 are usually thought of as insulating materials, the PALF-reinforced PP composites fabricated in the present study can be considered as thermal insulators for structural applications. Generally, residential and industrial applications use expensive, unhygienic, and adulterated plastic or glass foams as commercial thermal insulators. 54 Therefore, for the sake of environmental safety, energy conservation, and the replacement of conventional insulating materials, various researchers are interested in other renewable materials, like lignocellulose fibres, as raw materials for the manufacturing of thermal insulation boards. 55 Building constituents and construction industries commonly apply materials with a thermal conductivity of 0.03–3.0 W/mK. 56 The thermal conductivity of the carded PALF-reinforced PP composites developed in this work ranged from 0.16 to 0.196 W/mK. Given the current high demand for renewable resource-based insulation products in the construction industry, it is evident from the above discussion that the agro-waste PALF-reinforced PP composite has the potential to serve as an insulating material with relatively lower environmental impact as compared to the conventional synthetic insulators. The developed composites contain 50% (weight fraction) of natural PALF which will degrade more easily than the conventional synthetic thermal insulators, thereby creating fewer environmental problems.10,50–56
Water absorption
Moisture absorption of natural fibre-reinforced polymer composites occurs due to the diffusion of water molecules through the micro-gaps of the matrix. This occurs due to the capillary transport of water through the voids resulting from inadequate fibre-matrix wettability, and also due to the transport through micro-cracks produced in the compounding stage.
57
The volume of natural fibre-reinforced polymer composites was found to increase due to absorption of moisture inside the voids and pores.14,58 The present study observed that shorter PALF-reinforced CPP matrix composites absorbed a higher amount of moisture (Figure 10); this could be due to insufficient interfacial bonding, leading to the existence of micro-cracks and voids. In the case of FPP-containing composites, there was a lower amount of porosity and voids (1.50 to 3.77 %). In addition, the carding action also assisted in creating strong interfacial bonding by eliminating extraneous substances from the PALF surface, leading to a lower chance for micro-void formation.
14
In contrast, the chemical modification of natural fibre increased its hydrophilicity, which was caused by the removal of inter-fibrillar lignin, pectin, and waxy materials.
41
Water absorbency of composite samples.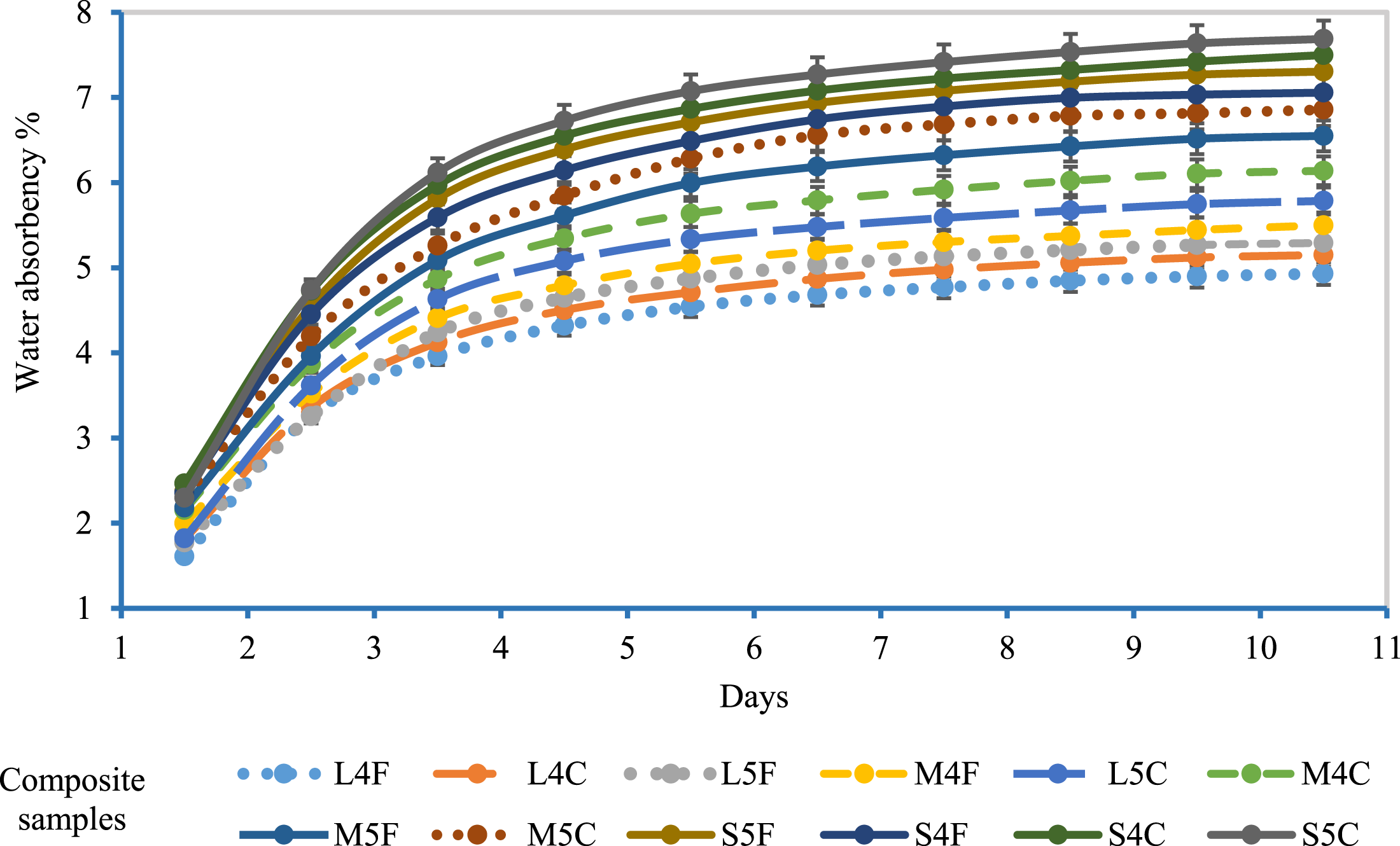
The water absorbencies of the samples S5C and L4F were the highest and lowest, respectively. The sample L4F showed 63.6% and 63.4% lower water absorbency after the first and tenth days, respectively. Figure 10 shows that composites produced with reinforcement fibre having a shorter length, a higher number of carding passages, and a coarser count of PP fibre as matrix had higher water absorbency. After the first-day soaking, PALF-PP composites demonstrated the highest water absorption. 59 The sample L4F showed 1.1 % and 4.4 % water absorbency after the first and tenth days, respectively, which was similar to the absorbency observed in the previous studies, e.g., 2.6% 59 and 1.9% 60 after the first-day of immersion. The diameter of coarser PP fibres was higher, leading to a lower surface area for adhesion with PALF and the possibility of forming gaps between the fibres and the matrix through which water can penetrate. The finer PP fibers had a lower diameter than the CPP, which created a larger boundary for adhesion with PALF in the composite structure. 26 The fabricated composite absorbed water faster initially compared to later stages, leading to saturation after 10 days.
Conclusions
The carding process effectively removes the extraneous substances from the PALF surface, while the length of PALF and the number of carding passages influence the properties of PALF and PALF-PP composites. It was observed that the surface roughness and crystallinity of PALF increased with the increased of fibre length and number of carding passages due to the removal of a higher amount of extraneous materials from the fibre surface. Consequently, the water contact angle decreased with the increased of carding passage and fibre length, indicating improved hydrophilicity. The thermal stability of PALF reduced after five carding passage as compared to raw and carded PALF after four carding passage, mainly due to the significant removal of non-cellulosic components. However, the reduction in weight % is prominent only at the high temperature range. Nevertheless, the PALF-PP composites showed a higher thermal stability as compared to PALF due to the presence of the PP matrix. The water absorption of longer PALF and finer PP fibres composites was lower compared to the composites developed with shorter PALF and coarser PP fibres due to the higher quantity of voids and pores developed in these composites. Due to the same reason, the thermal conductivity of these composites was relatively lower. However, the thermal conductivity of all PALF-PP composites developed in this study was almost in the range of commercially used building insulation materials. Therefore, the agro-waste based PALF/PP composites developed in this research could be used in the development of sustainable insulating materials for construction and other technical applications. The findings of the present study will help to select suitable raw material parameters (i.e., PALF cut-length and PP fibre linear density), processing parameters of PALF (i.e., carding parameters and number of passages) as well PALF-PP as composite fabrication parameters for designing such products.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/ or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.